Kompleksowy przewodnik po spawaniu: Zalety, wady i porównania
Wyobraź sobie świat, w którym metale mogą być płynnie łączone, tworząc solidne, ciągłe wiązania zdolne do wytrzymania znacznych naprężeń i odkształceń....

Szew spawalniczy odnosi się do części złącza utworzonej w spawanym elemencie po spawaniu. Metal tworzący spoinę, tj. metal spoiny, bezpośrednio wpływa na wydajność spawanych komponentów i konstrukcji ze względu na swój kształt i jakość. Dlatego spawacze powinni rozumieć rodzaje spoin i ich symbole na rysunkach technicznych.
(1) Zgodnie z różnymi formami połączeń, można je podzielić na pięć typów: spoina czołowa, spoina pachwinowa, spoina wtykowa, spoina pachwinowa i spoina krawędziowa.
1) Spawanie doczołowe.
Spoina spawana między ukosowanymi powierzchniami elementów obrabianych lub między ukosowaną powierzchnią jednej części a powierzchnią innej części.
2) Spoina pachwinowa.
Spoina spawana wzdłuż linii przecięcia dwóch prostopadłych lub prawie prostopadłych części.
3) Spoina końcowa.
Szew spawalniczy utworzony przez złącze końcowe.
4) Zatkać szew spawalniczy.
Dwie części nakładają się na siebie, z których jedna ma okrągły otwór, a szew spawalniczy utworzony przez spawanie dwóch płyt w okrągłym otworze, tylko spoina pachwinowa wewnątrz otworu nie jest uważana za spoinę pachwinową.
5) Szczelinowy szew spawalniczy.
Dwie płyty nakładają się na siebie, z których jedna ma długi otwór, a spoina powstaje przez spawanie dwóch płyt w długim otworze, tylko spoina pachwinowa nie jest uważana za spoinę szczelinową.
(2) Zgodnie z różnymi pozycjami przestrzennymi szwu spawalniczego
Można podzielić na płaski szew spawalniczy, pionowy szew spawalniczy, poziomy szew spawalniczy i górny szew spawalniczy w czterech formach.
(3) Zgodnie z różną ciągłością szwu spawalniczego
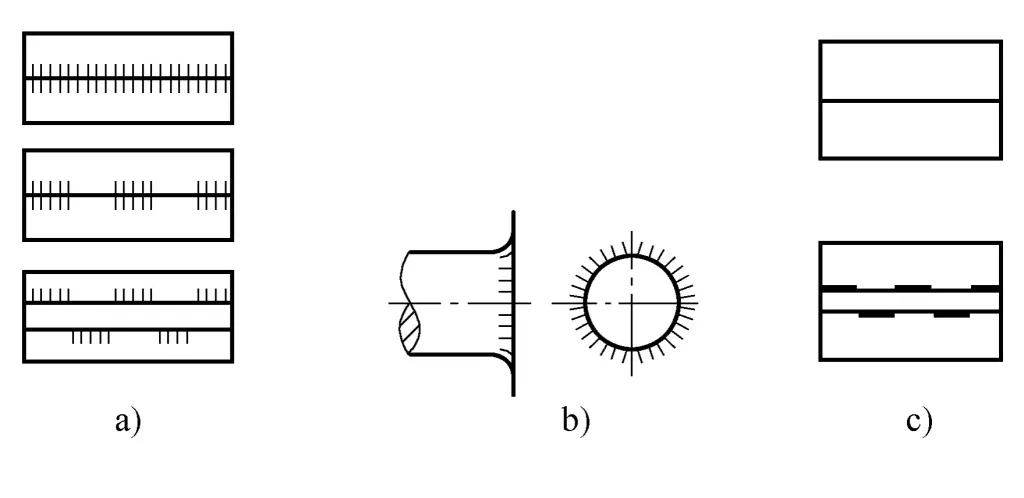
Podział na spoiny ciągłe i przerywane. Spoiny przerywane są dalej dzielone na naprzemienne i równoległe, jak pokazano na rysunku 2-50. Oprócz określenia rozmiaru ściegu spoiny K, należy również wskazać długość L i odstęp e każdego segmentu spoiny przerywanej, a symbol "Z" oznacza spoinę przesuniętą.
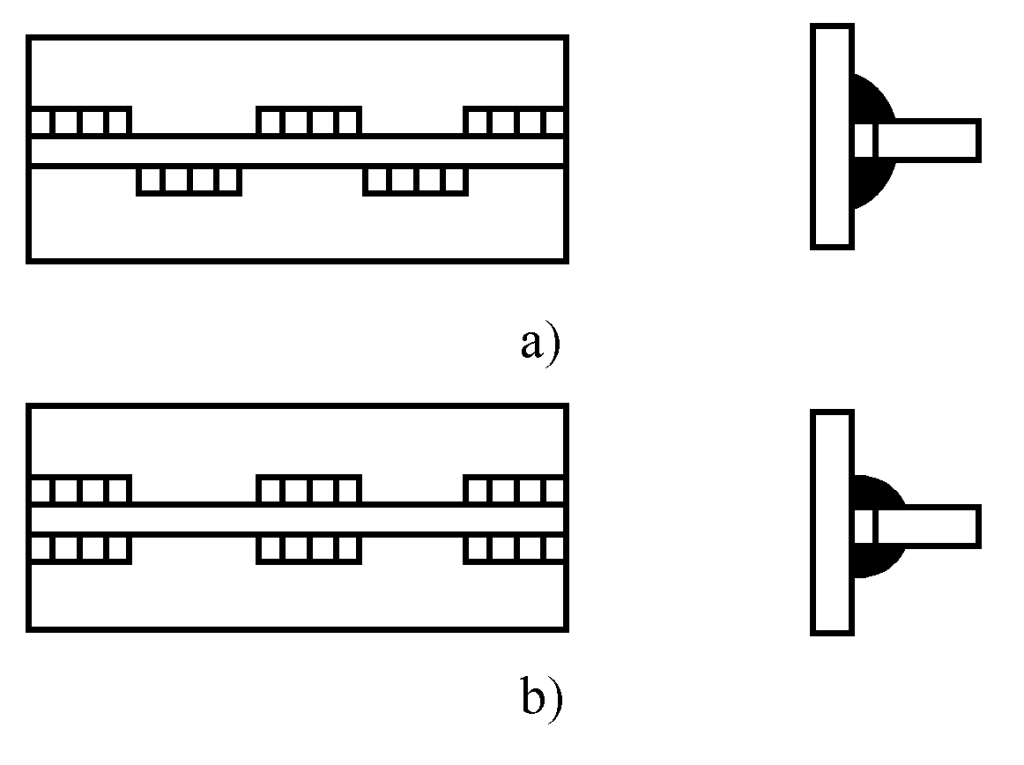
a) Rozłożone w czasie
b) Równolegle
(4) Zgodnie z różnymi funkcjami spoiny
Podzielone na spoiny nośne, które przenoszą obciążenia, spoiny łączące, które nie przenoszą bezpośrednio obciążeń, ale służą jedynie do łączenia, spoiny uszczelniające stosowane głównie w celu zapobiegania wyciekom płynów oraz spoiny pozycjonujące, które są spawane przed formalnym spawaniem w celu montażu i ustalenia położenia połączeń na obrabianym przedmiocie o mniejszej długości.
(5) W zależności od kształtu spoiny i jej położenia w złączu
Dzieli się na spoiny czołowe, które tworzą złącza doczołowe; spoiny krawędziowe nakładane na walcowanie krawędzi przedmiotu obrabianego; spoiny czołowe utworzone przez spawanie w okrągłym otworze otwartym w jednej z dwóch nakładających się płyt; spoiny obwodowe rozmieszczone wzdłuż obwodu kulistych lub cylindrycznych przedmiotów obrabianych z połączonymi końcami; oraz spoiny zlicowane, których powierzchnie są szlifowane w celu zlicowania z powierzchnią materiału podstawowego itp.
(1) Szerokość spoiny
Połączenie między powierzchnią spoiny a materiałem podstawowym nazywane jest ściegiem spoiny. W przekroju poprzecznym spoiny jednościegowej odległość między dwoma brzegami spoiny nazywana jest szerokością spoiny, jak pokazano na rysunku 2-51.
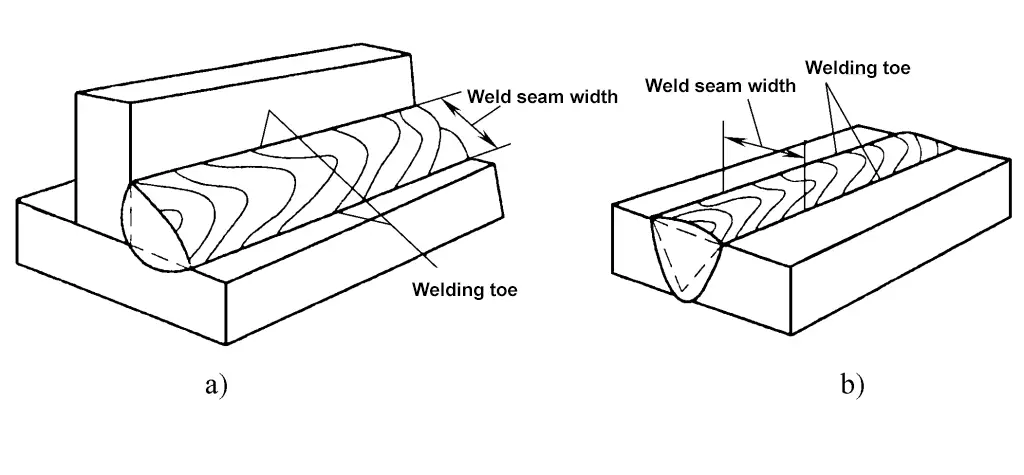
a) Złącze T
b) Złącze doczołowe
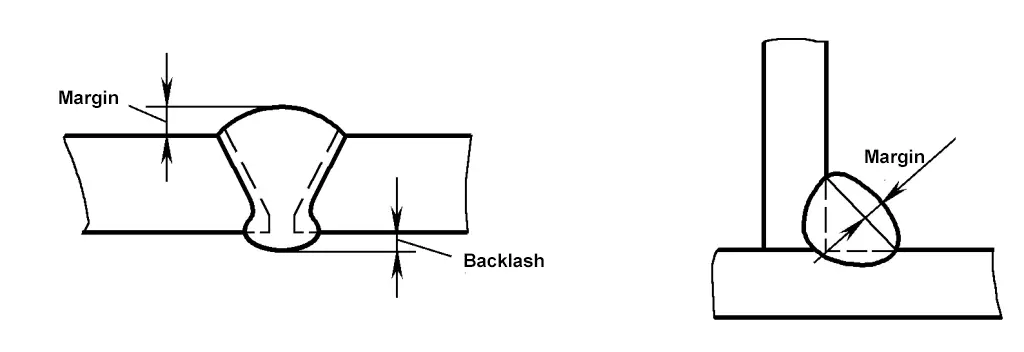
(2) Nadmierna wysokość
W przypadku spoin doczołowych wysokość metalu spoiny powyżej linii łączącej palce spoiny powierzchniowej nazywana jest naddatkiem wysokości, jak pokazano na rysunku 2-52. Naddatek wysokości zwiększa pole przekroju poprzecznego spoiny, poprawia wytrzymałość i może zwiększyć czułość filmów rentgenowskich, ale jest podatny na koncentrację naprężeń w palcach spoiny. Z tego względu naddatek nie powinien być niższy niż materiał podstawowy, ale też nie może być zbyt wysoki. Norma krajowa określa, że nadwyżka wysokości dla spawania łukowego w osłonie metalu wynosi 0 ~ 3 mm, a dla spawanie łukiem krytymNadmierna wysokość wynosi 0 ~ 4 mm.
(3) Głębokość penetracji
W przekroju poprzecznym złącza spawanego głębokość wtopienia materiału podstawowego nazywana jest głębokością wtopienia, jak pokazano na rysunku 2-53. Gdy materiał wypełniający (pręt spawalniczy lub drutu) jest stała, wielkość głębokości wtopienia zależy od składu chemicznego spoiny.
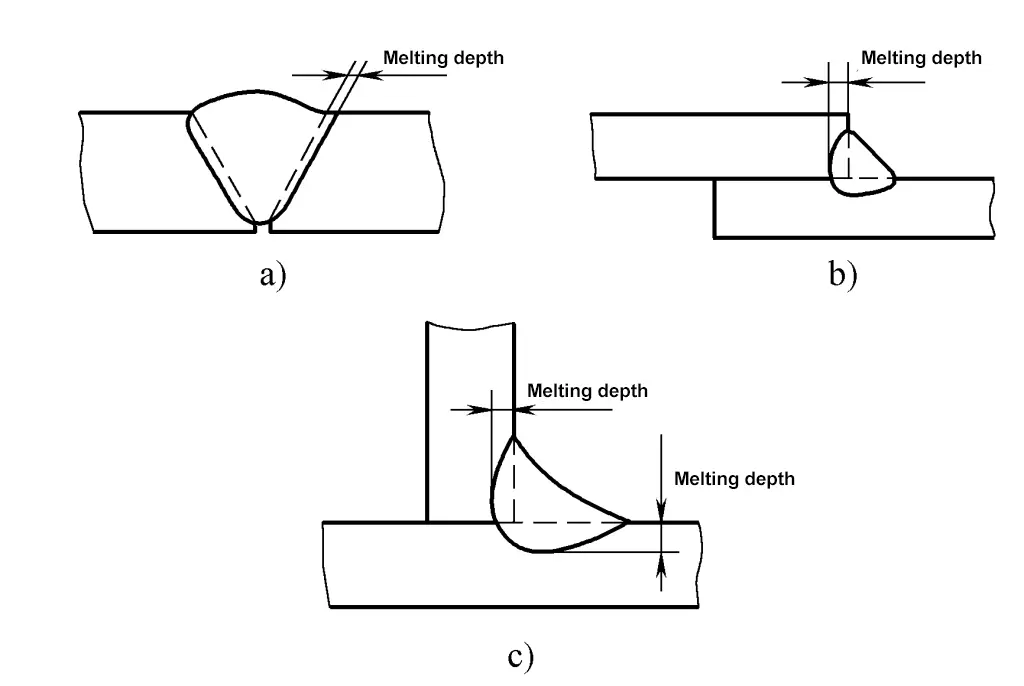
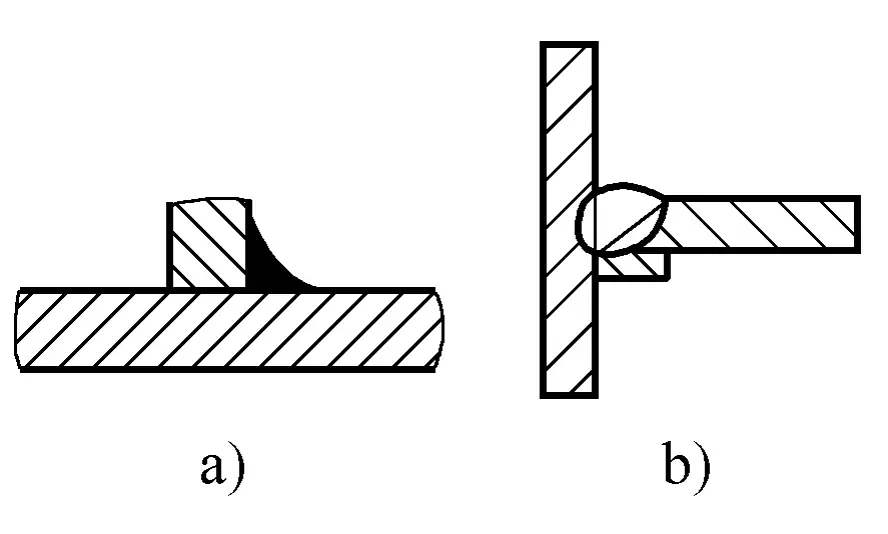
a) Głębokość zespolenia stawu doczołowego
b) Głębokość zespolenia stawu kolanowego
c) Głębokość wtopienia złącza T
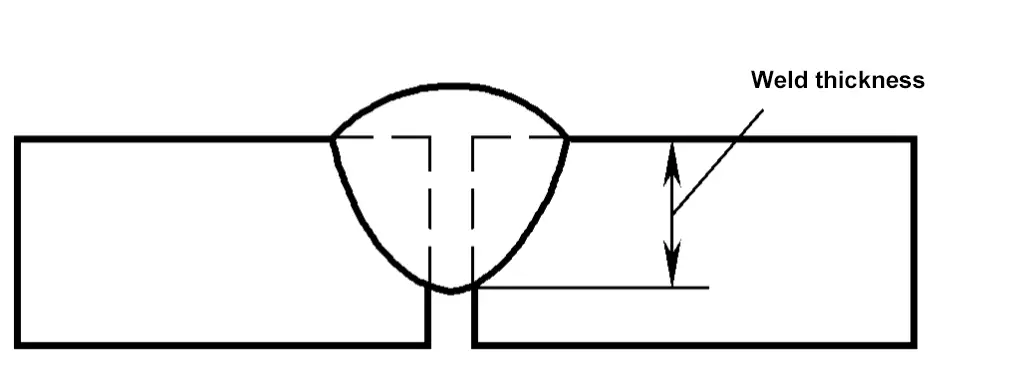
(4) Grubość spoiny
W przekroju poprzecznym spoiny odległość od przodu spoiny do tyłu spoiny nazywana jest grubością spoiny, jak pokazano na rysunku 2-54.
(5) Kształt i rozmiar spoin pachwinowych
W oparciu o zewnętrzny kształt spoiny pachwinowej, spoiny pachwinowe można podzielić na dwa rodzaje: spoiny pachwinowe z wypukłą powierzchnią nazywane są wypukłymi spoinami pachwinowymi; spoiny pachwinowe z wklęsłą powierzchnią nazywane są wklęsłymi spoinami pachwinowymi, jak pokazano na rysunku 2-55. W pewnych warunkach wklęsłe spoiny pachwinowe mają znacznie mniejszą koncentrację naprężeń niż wypukłe spoiny pachwinowe.
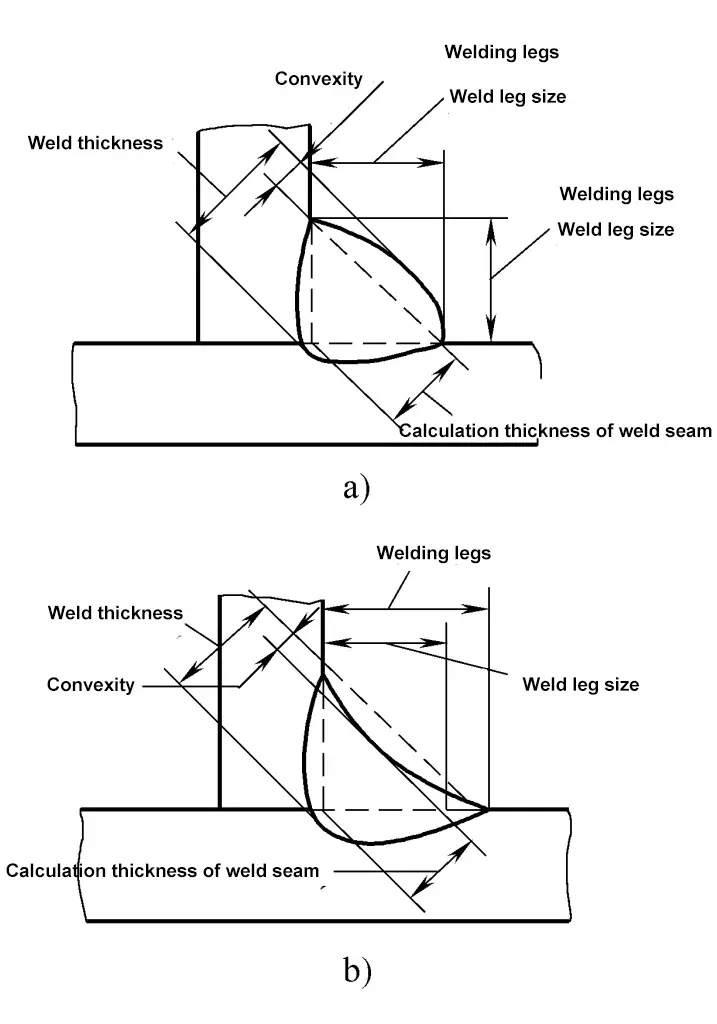
a) Wypukła spoina pachwinowa
b) Wklęsła spoina pachwinowa
1) Grubość obliczeniowa spoiny.
Narysuj największy trójkąt prostokątny równoramienny w przekroju poprzecznym spoiny pachwinowej, prostopadła długość od wierzchołka kąta prostego do przeciwprostokątnej jest obliczeniową grubością spoiny. Jeśli przekrój poprzeczny spoiny pachwinowej jest standardowym trójkątem prostokątnym równoramiennym, wówczas grubość obliczeniowa spoiny jest równa grubości spoiny; w przypadku wypukłych lub wklęsłych spoin pachwinowych grubość obliczeniowa spoiny jest mniejsza niż grubość spoiny.
2) Wypukłość spoiny.
W przekroju poprzecznym wypukłej spoiny pachwinowej maksymalna odległość między linią ściegu spoiny a powierzchnią spoiny, jak pokazano na rysunku 2-55.
3) Wklęsłość spoiny.
W przekroju poprzecznym wklęsłej spoiny pachwinowej maksymalna odległość między linią ściegu spoiny a powierzchnią spoiny, jak pokazano na rysunku 2-55b.
4) Spawana noga.
W przekroju poprzecznym spoiny pachwinowej minimalna odległość od brzegu spoiny na jednym elemencie do powierzchni innego elementu; rozmiar nogi spoiny to długość boku kąta prostego w największym trójkącie równoramiennym narysowanym na przekroju, dla wypukłych spoin pachwinowych rozmiar nogi spoiny jest równy nodze spoiny; dla wklęsłych spoin pachwinowych rozmiar nogi spoiny jest mniejszy niż noga spoiny.
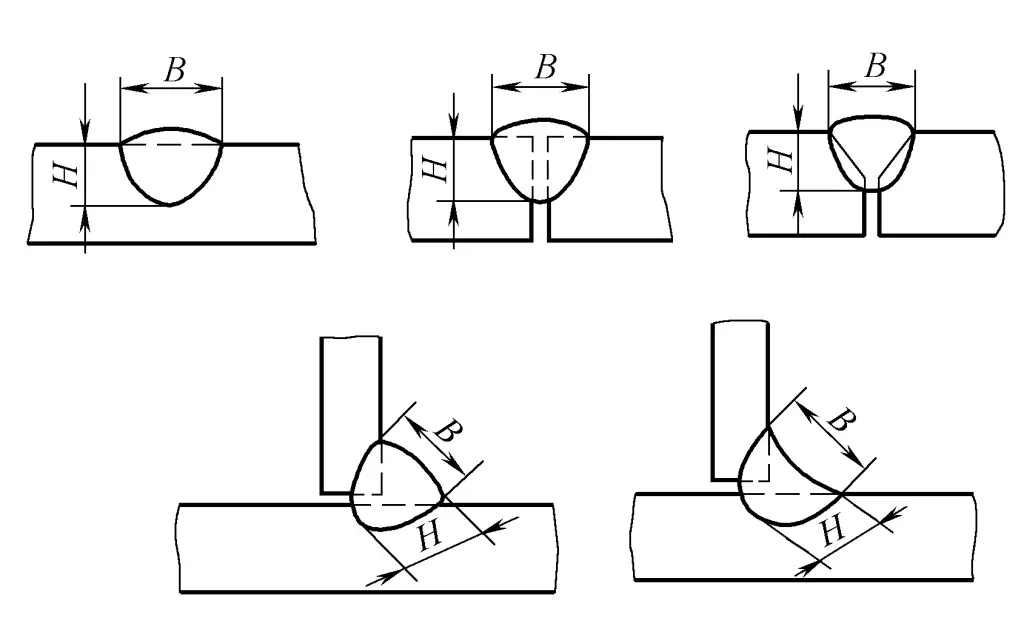
(6) Współczynnik tworzenia spoiny
Podczas spawania stosunek szerokości spoiny (B) do obliczonej grubości spoiny (H) na przekroju pojedynczego szwu spawalniczego (ψ=B/H) nazywany jest współczynnikiem tworzenia spoiny, jak pokazano na rysunku 2-56. Im mniejszy współczynnik formowania spoiny, tym węższa i głębsza spoina, co czyni ją podatną na porowatość, wtrącenia żużla i pękanie. Dlatego współczynnik formowania spoiny powinien utrzymywać określoną wartość, na przykład współczynnik formowania spoiny dla spawania łukiem krytym powinien być większy niż 1,3.
(7) Współczynnik fuzji
Odnosi się do procentu materiału podstawowego, który jest wtapiany w metal spoiny podczas spawania.
Gdzie:
Podczas spawania stali wysokostopowych i nieżelaznych metale, współczynnik wtopienia powinien być kontrolowany, aby zapobiec wadom spawalniczym.
Symbole używane do oznaczania metody spawania, kształtu spoiny i wymiarów spoiny na rysunkach nazywane są symbolami spoin. Symbole spoin zazwyczaj składają się z symboli podstawowych i linii odniesienia. W razie potrzeby można również dodać symbole pomocnicze, symbole uzupełniające i symbole wymiarów spoiny. Zgodnie z postanowieniami GB/T324-2008 "Reprezentacja symboli spoin", symbole spoin można podzielić na następujące typy.
Podstawowe symbole są używane do przedstawiania kształtu przekroju poprzecznego lub charakterystyki spoin, patrz Tabela 2-13. Zastosowanie podstawowych symboli przedstawiono w tabeli 2-14.
| Nie. | Nazwa | Schemat | Symbol |
| 1 | Spoina z kołnierzem krawędziowym (z pełnym wtopieniem krawędzi) | 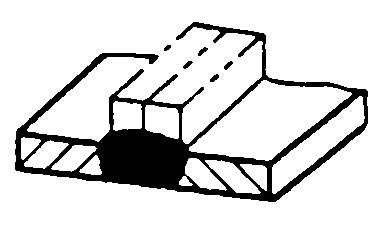 |  |
| 2 | Spoina w kształcie litery I | 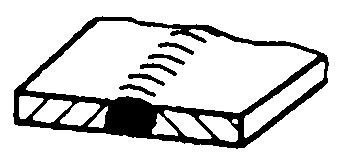 |  |
| 3 | Spoina w kształcie litery V | 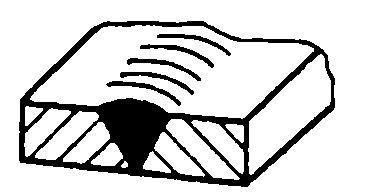 |  |
| 4 | Pojedynczy spaw w kształcie litery V | 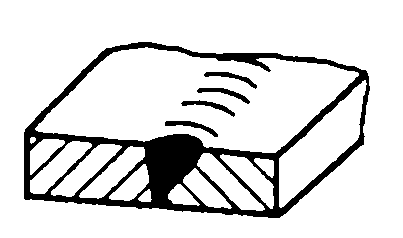 |  |
| 5 | Spoina w kształcie litery V z tępą krawędzią | 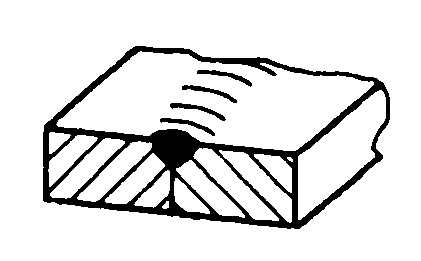 |  |
| 6 | Pojedyncza spoina w kształcie litery V z tępą krawędzią | 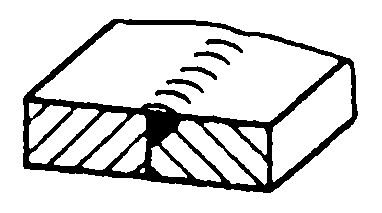 |  |
| 7 | Spoina w kształcie litery U z tępą krawędzią | 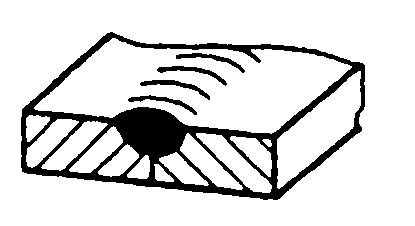 |  |
| 8 | Spoina w kształcie litery J z tępą krawędzią | 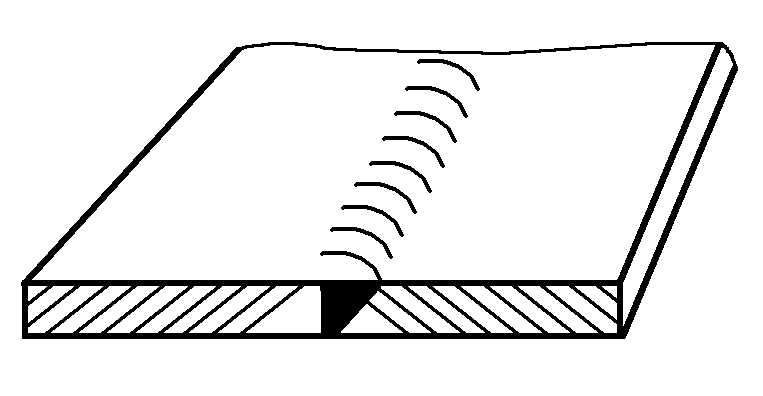 |  |
| 9 | Spoina wsporcza | 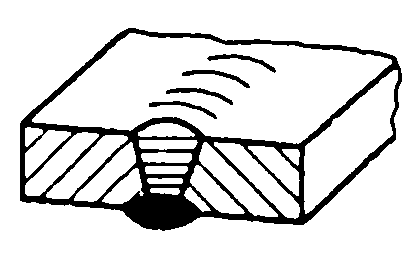 |  |
| 10 | Spoina pachwinowa | 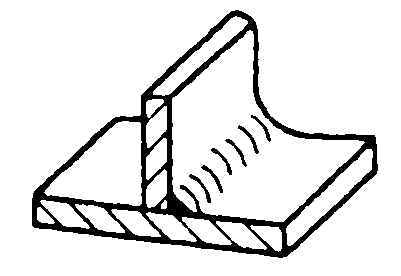 |  |
| 11 | Spoina czołowa lub szczelinowa | 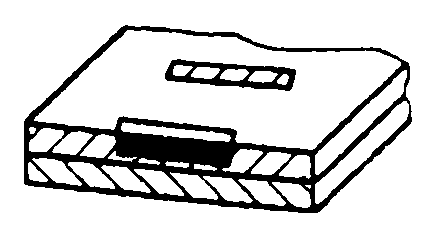 |  |
| 12 | Spawanie punktowe | 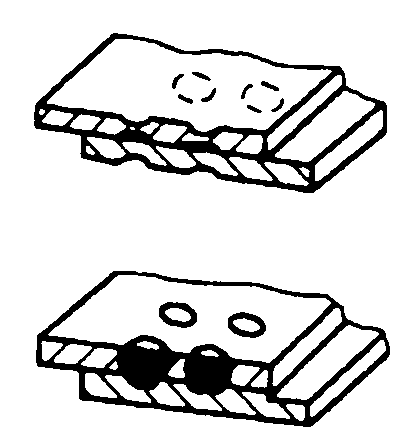 |  |
| 13 | Spoina | 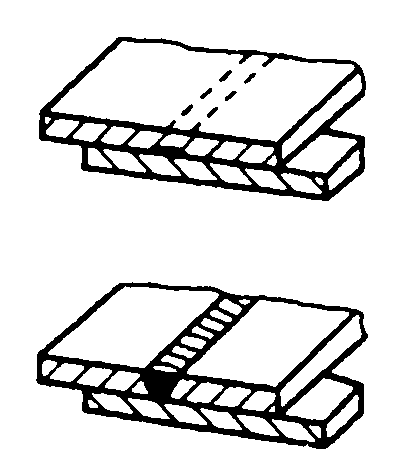 |  |
| 14 | Stromy spaw w kształcie litery V | 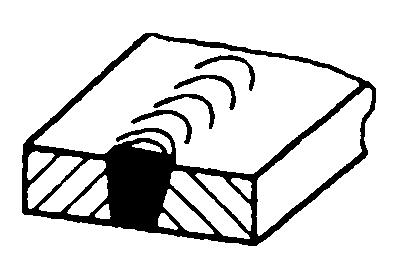 |  |
| 15 | Pojedynczy spaw w kształcie litery V ze stromymi bokami | 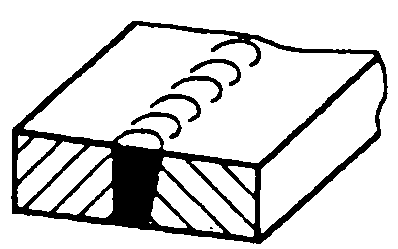 |  |
| 16 | Spawanie końcowe | 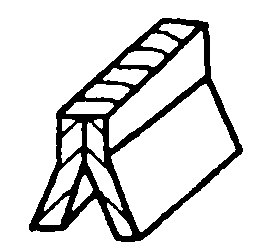 |  |
| 17 | Spawanie narastające | 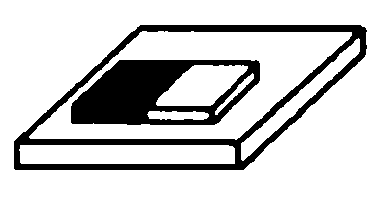 |  |
| 18 | Płaskie złącze lutowane | 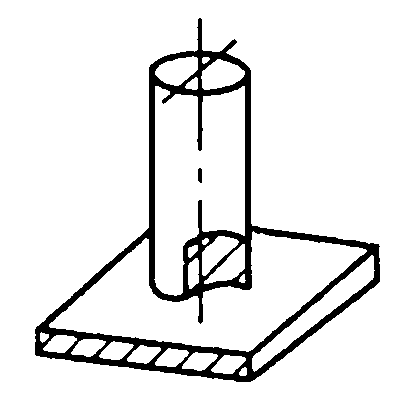 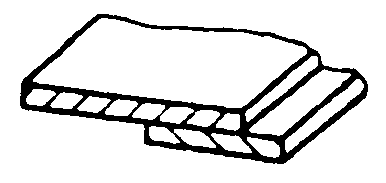 |  |
| 19 | Lutowane złącze skośne | 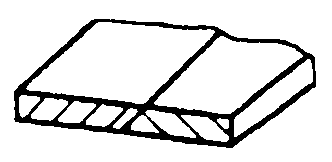 |  |
| 20 | Lutowane złącze składane | 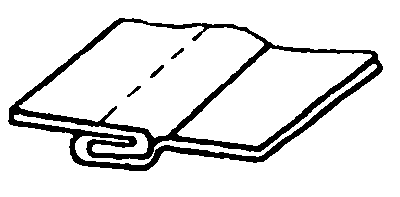 |  |
Tabela 2-14: Przykłady podstawowych zastosowań symboli
| Nie. | Symbol | Schemat | Przykład adnotacji |
| 1 |  | 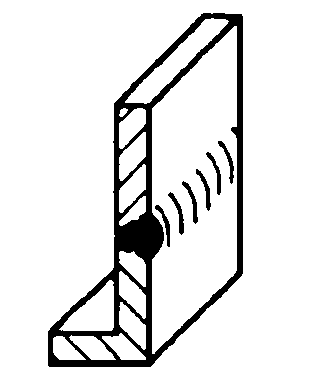 | 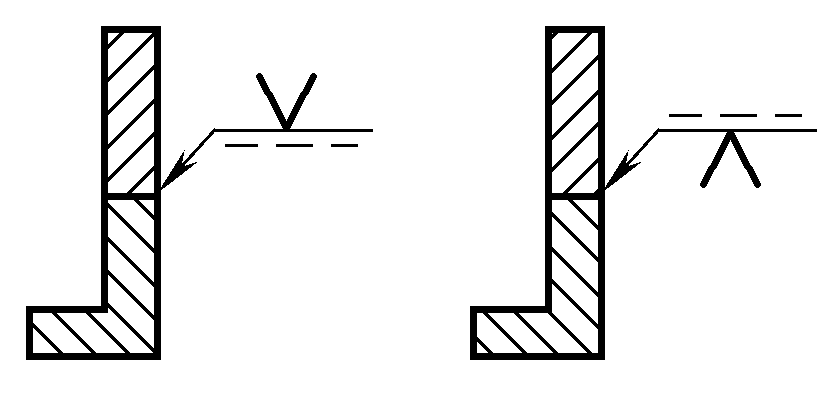 |
| 2 |  | 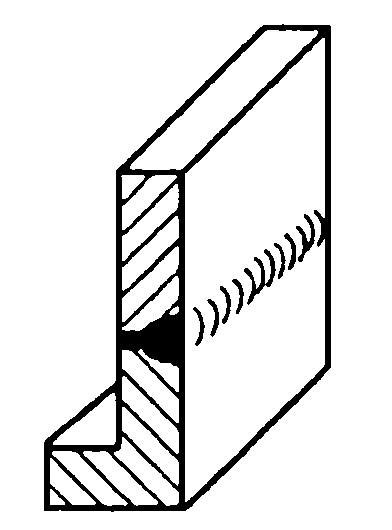 | 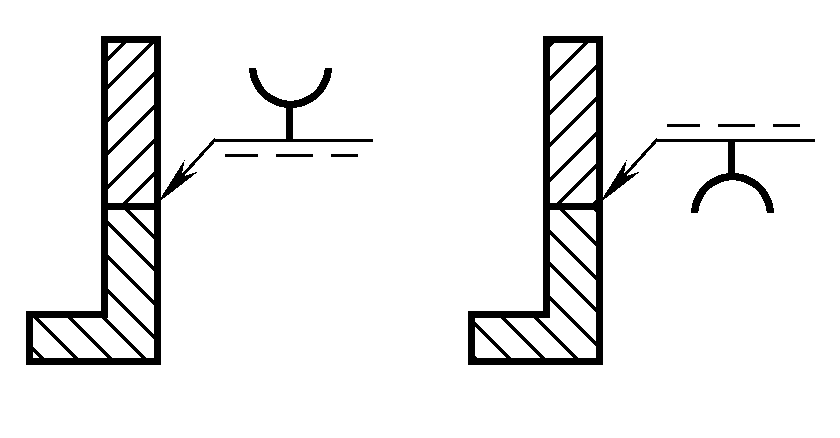 |
| 3 |  | 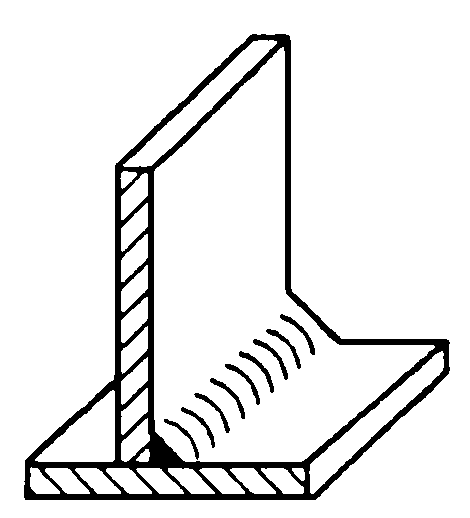 | 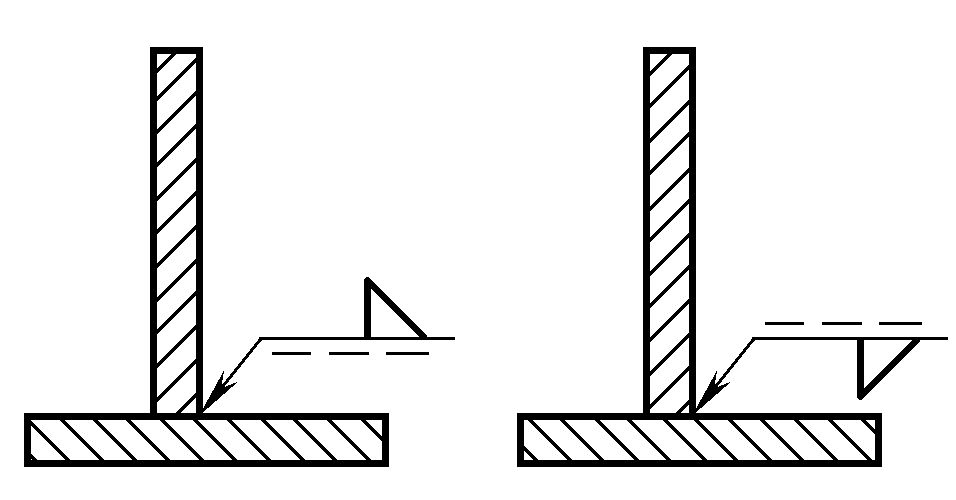 |
| 4 |  | 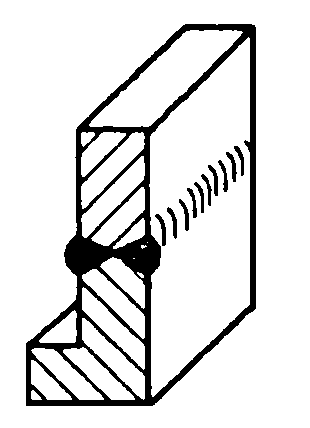 | 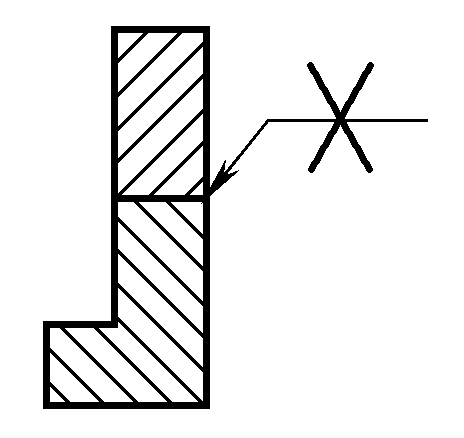 |
| 5 |  | 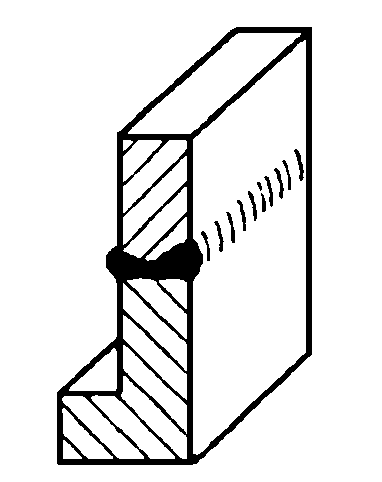 | 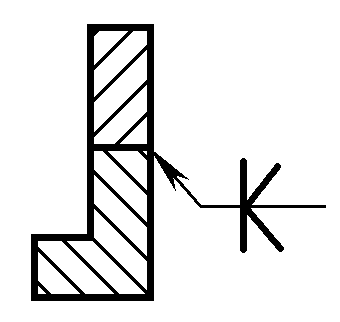 |
Uwaga: Podczas spawania dwustronnych spoin lub złączy, podstawowe symbole mogą być łączone, patrz Tabela 2-15.
Tabela 2-15 Kombinacja podstawowych symboli
| Nie. | Symbol | Schemat | Przykład adnotacji |
| 1 | Dwustronna spoina w kształcie litery V (spoina X) | 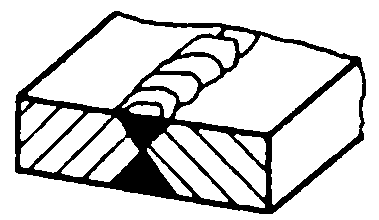 |  |
| 2 | Dwustronna spoina z pojedynczym rowkiem w kształcie litery V (spoina K) | 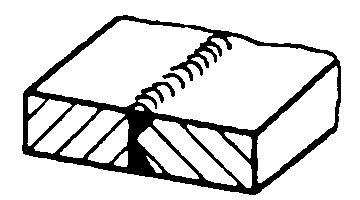 |  |
| 3 | Dwustronny spaw w kształcie litery V z tępą krawędzią | 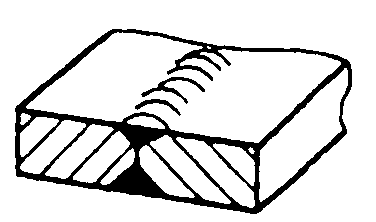 |  |
| 4 | Dwustronna spoina z pojedynczym rowkiem w kształcie litery V z tępą krawędzią | 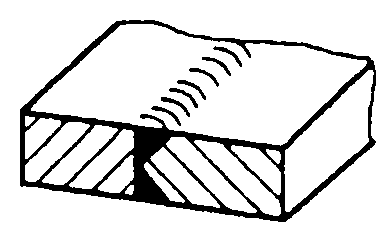 |  |
| 5 | Dwustronny spaw w kształcie litery U | 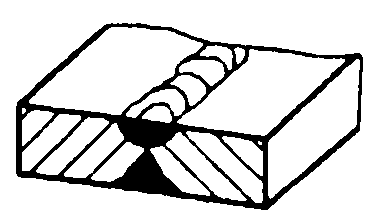 |  |
Symbole uzupełniające służą do dostarczania dodatkowych informacji o pewnych cechach spoin lub połączeń (takich jak kształt powierzchni, podkład, rozkład spoin, lokalizacja spawania itp.)
1) Dodatkowe symbole znajdują się w tabeli 2-16.
Tabela 2-16 Symbole dodatkowe
| Nie. | Nazwa | Symbol | Opis |
| 1 | Płaski | Powierzchnia szwu spawalniczego jest zwykle obrabiana tak, aby była płaska. | |
| 2 | Wklęsły |  | Powierzchnia szwu spawalniczego jest zagłębiona. |
| 3 | Wypukły |  | Powierzchnia szwu spawalniczego wystaje. |
| 4 | Płynne przejście |  | Przejście na krawędzi spoiny jest gładkie. |
| 5 | Trwałe podłoże |  | Podłoże jest trwale zachowane. |
| 6 | Podkład tymczasowy |  | Podkładka jest usuwana po zakończeniu spawania. |
| 7 | Spawanie trójstronne |  | Spoina jest obecna z trzech stron. |
| 8 | Spawanie obwodowe |  | Spoina nałożona wzdłuż obwodu przedmiotu obrabianego; lokalizacja jest oznaczona na przecięciu linii bazowej i linii strzałki. |
| 9 | Spawanie w terenie |  | Spawanie wykonywane na miejscu. |
| 10 | Ogon |  | Potrafi wskazać wymagane informacje. |
2) Tabele 2-17 i 2-18 zawierają przykłady stosowania i oznaczania symboli dodatkowych.
Tabela 2-17 Przykłady zastosowania symboli dodatkowych
| Nie. | Nazwa | Symbol | Opis |
| 1 | Płaska spoina z rowkiem w kształcie litery V | 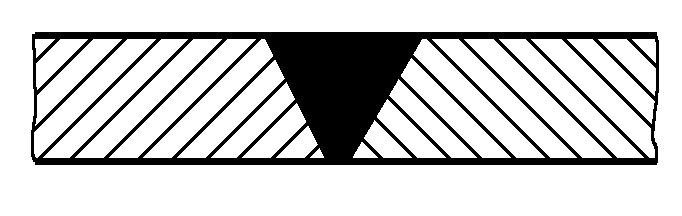 | 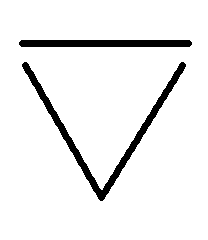 |
| 2 | Podniesiona spoina z podwójnym rowkiem w kształcie litery V | 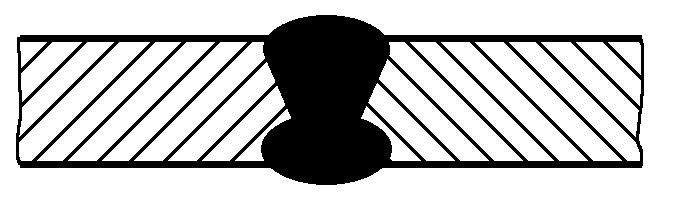 | 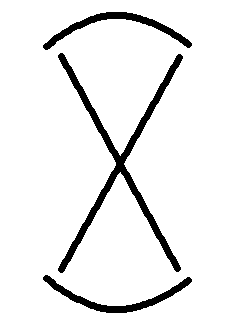 |
| 3 | Wpuszczana spoina pachwinowa | 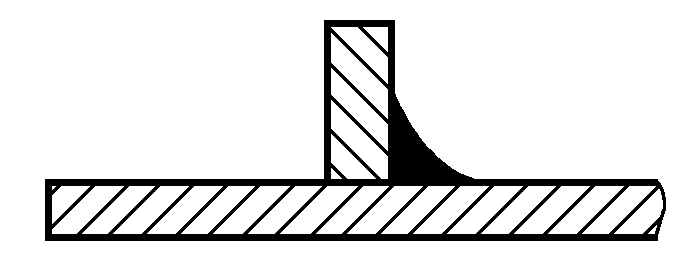 |  |
| 4 | Płaska spoina w kształcie litery V ze spoiną wsporczą |  |  |
| 5 | Spoina pachwinowa z gładkim przejściem powierzchni | 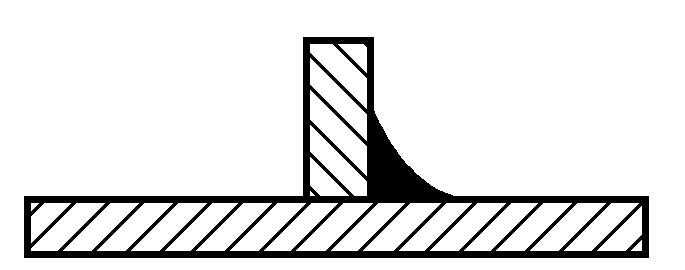 | 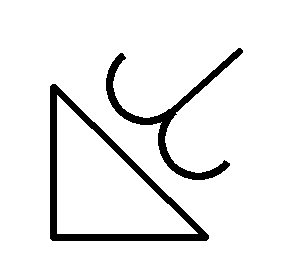 |
Tabela 2-18 Przykłady oznaczeń symboli dodatkowych
| Nie. | Symbol | Schemat | Przykład adnotacji |
| 1 | 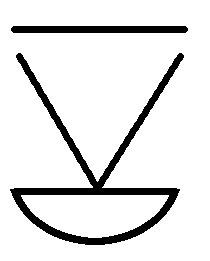 | 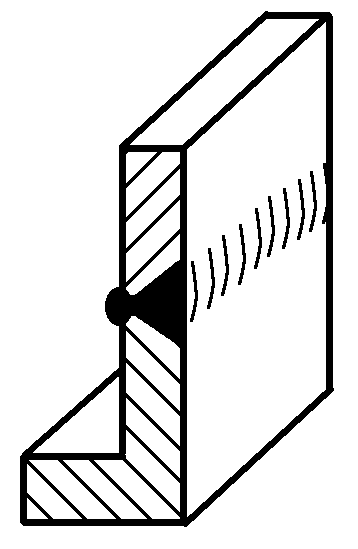 | 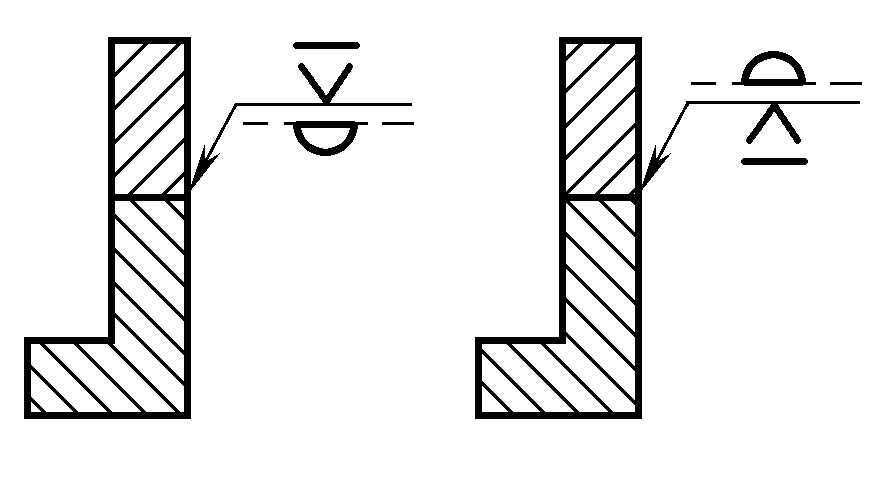 |
| 2 | 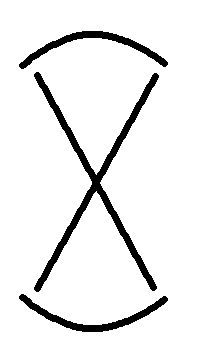 | 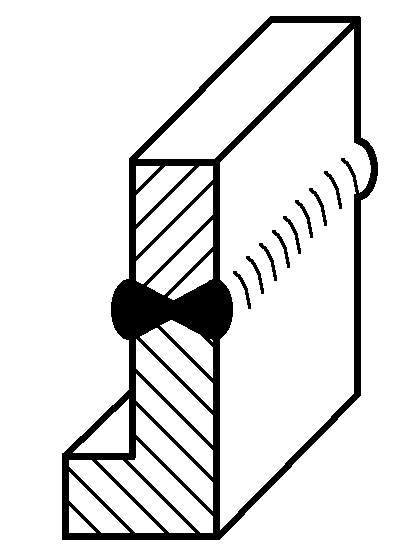 | 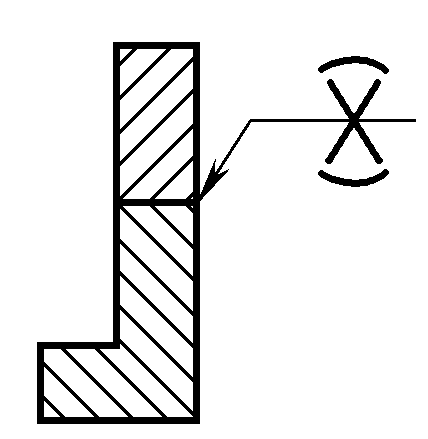 |
| 3 | 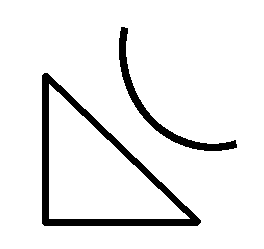 | 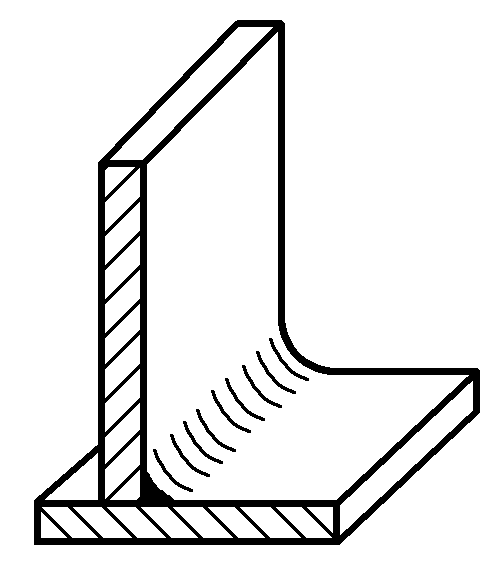 | 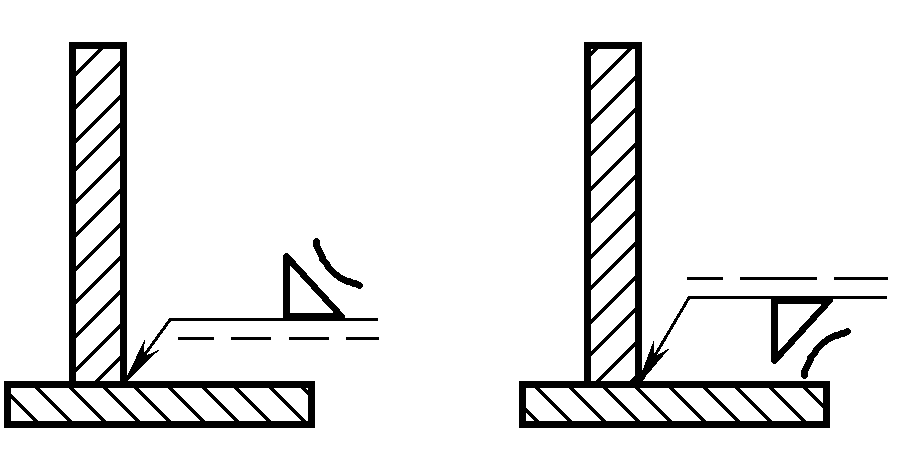 |
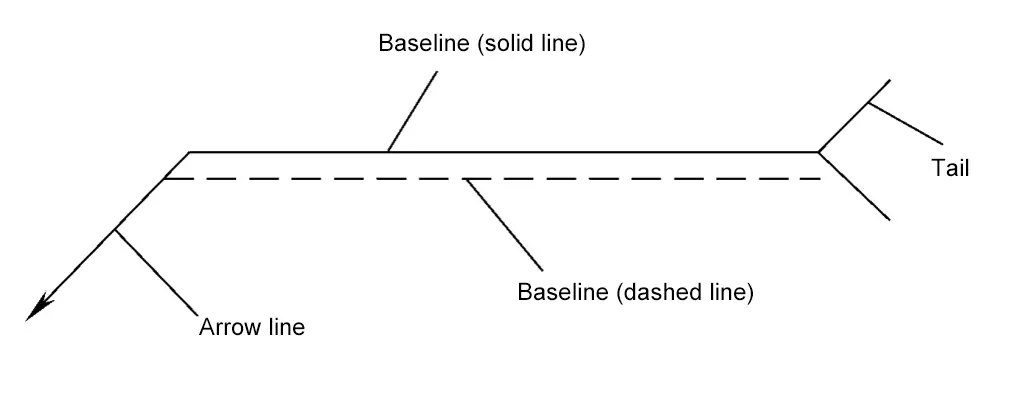
Linia prowadząca składa się z linii strzałki, linii odniesienia (ciągłej i przerywanej) oraz ogona, jak pokazano na rysunku 2-57.
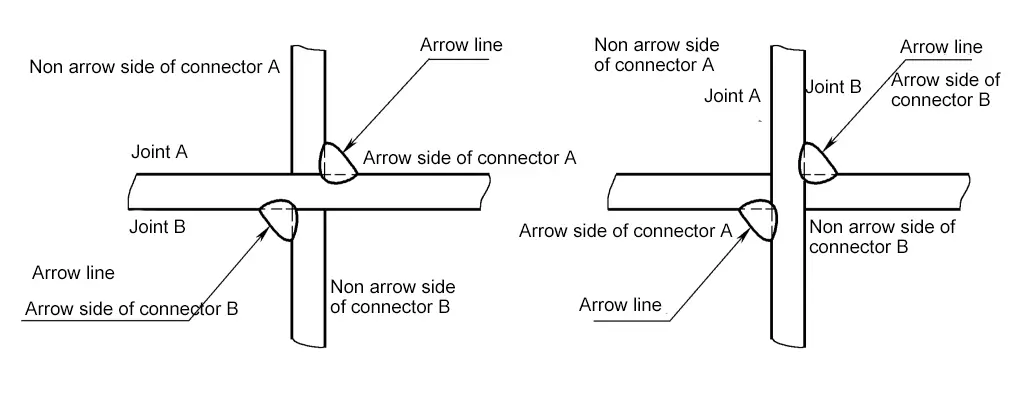
(1) Linia strzałkowa
Połączenie bezpośrednio wskazywane przez strzałkę jest "stroną ze strzałką" połączenia, a strona przeciwna jest "stroną bez strzałki" połączenia, jak pokazano na rysunku 2-58.
(2) Linia odniesienia
Linia odniesienia powinna być zasadniczo równoległa do dolnej krawędzi rysunku, ale w razie potrzeby może być również prostopadła. Pozycje linii ciągłych i przerywanych mogą być zmieniane w zależności od potrzeb. W przypadku oznaczania spoin symetrycznych lub dwustronnych można pominąć linie przerywane.
(3) Ogon
Zazwyczaj pomijane. Część końcowa jest dodawana tylko wtedy, gdy istnieją dodatkowe wymagania lub wyjaśnienia dotyczące spoiny.
Gdy konieczne jest po prostu narysowanie spoin na rysunku, można je przedstawić za pomocą widoków, przekrojów, przekrojów poprzecznych lub schematycznie za pomocą rysunków izometrycznych.
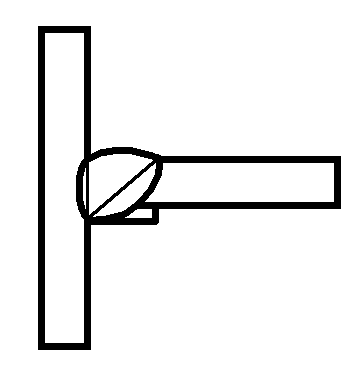
Podczas przedstawiania spoin za pomocą widoku, metoda rysowania jest taka, jak pokazano na rysunku 2-59, gdzie spoiny przedstawione na rysunku 2-59a i b mogą być rysowane ręcznie; spoina przedstawiona na rysunku 2-59c jest oznaczona grubą linią.
W widoku przedstawiającym powierzchnię spoiny kontur spoiny jest zwykle rysowany grubą linią ciągłą. W razie potrzeby kształt skosu przed spawaniem można narysować cienką linią ciągłą, jak pokazano na rysunku 2-60.
W widoku przekroju lub przekroju poprzecznego strefa wtopienia metalu spoiny jest zwykle zacieniona na czarno, jak pokazano na rysunku 2-61a. Jeśli konieczne jest również przedstawienie kształtu skosu itp., część strefy wtopienia jest zwykle obrysowywana grubą linią ciągłą, a jeśli to konieczne, kształt skosu przed spawaniem jest rysowany cienką linią ciągłą, jak pokazano na rysunku 2-61b.
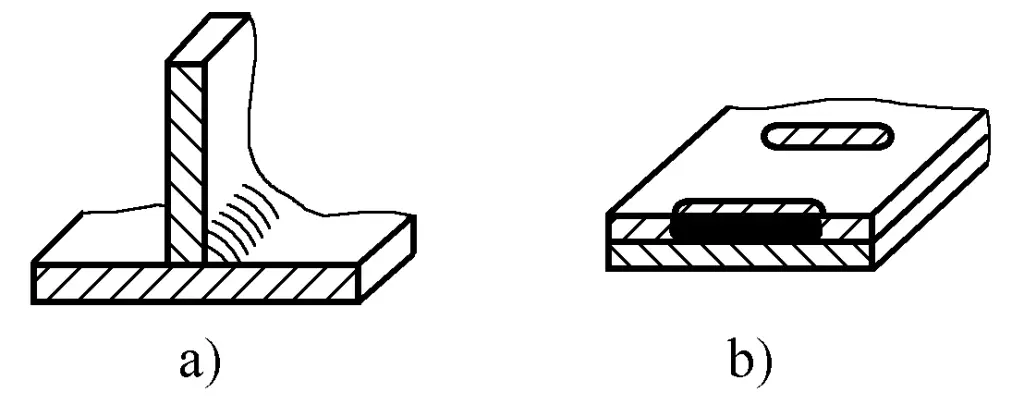
Metoda przedstawiania spoin za pomocą rysunku izometrycznego jest pokazana na rysunku 2-62.
W razie potrzeby obszar spoiny można powiększyć i oznaczyć, jak pokazano na rysunku 2-63.
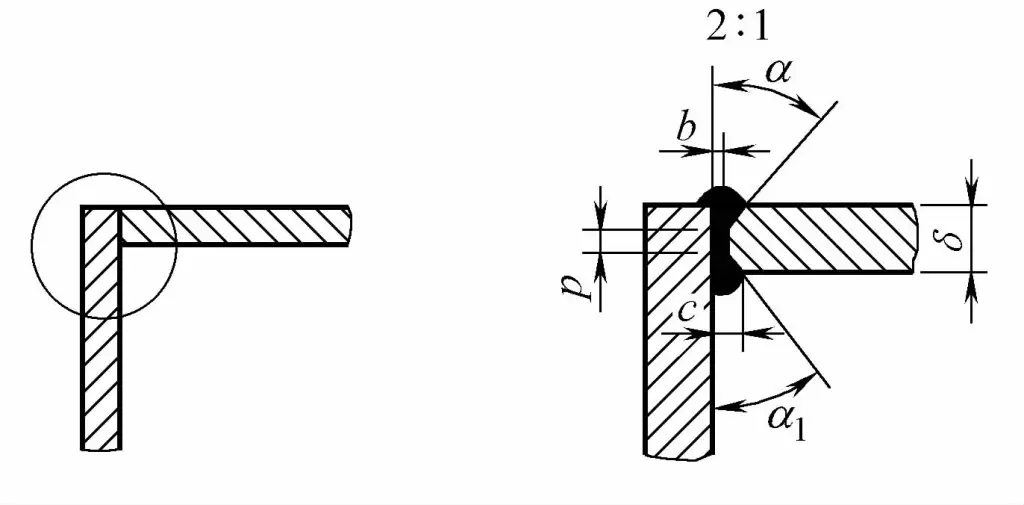
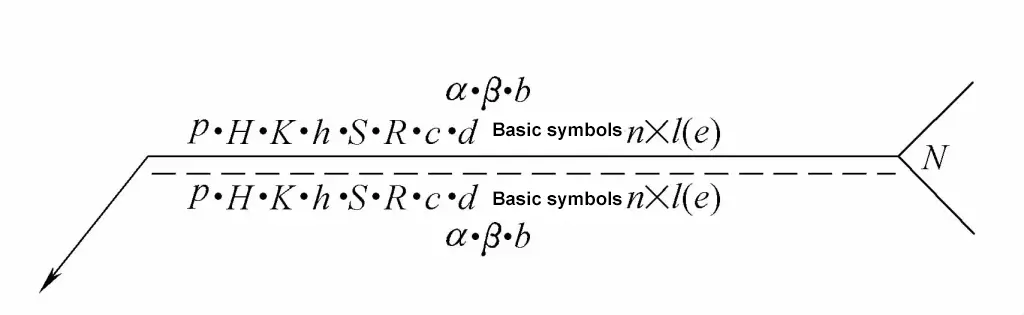
1) Wymiary poziome są oznaczone po lewej stronie symbolu podstawowego.
2) Wymiary pionowe są oznaczone po prawej stronie symbolu podstawowego.
3) Kąt skosu, kąt rowka i szczelina podstawowa są oznaczone na górze lub na dole podstawowego symbolu.
4) Ilość identycznych spoin jest oznaczona na końcu.
5) Jeśli istnieje wiele wymiarów, które są trudne do rozróżnienia, odpowiednie symbole wymiarów można oznaczyć przed danymi wymiaru.
6) Wymiary określające położenie spoiny nie powinny być zaznaczone w symbolu spoiny, ale powinny być zaznaczone na rysunku.
7) Jeśli po prawej stronie symbolu podstawowego nie ma żadnych oznaczeń wymiarów ani innych instrukcji, oznacza to, że spoina jest ciągła na całej długości przedmiotu obrabianego.
8) Jeśli po lewej stronie symbolu podstawowego nie ma żadnych oznaczeń wymiarów ani innych instrukcji, oznacza to, że spoina czołowa powinna być całkowicie zagłębiona.
9) Gdy spoiny czołowe i szczelinowe mają ścięte krawędzie, należy zaznaczyć wymiary ich dna.
Metoda oznaczania symboli wymiarów spoiny została przedstawiona na rysunku 2-64.
Typowe symbole wymiarów spoin przedstawiono w tabeli 2-19.
Tabela 2-19 Symbole typowych rozmiarów spoin spawalniczych
| Symbol | Nazwa | Schemat |
| δ | Grubość przedmiotu obrabianego | 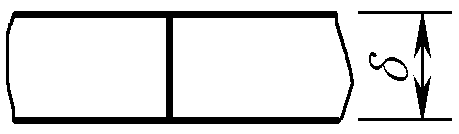 |
| α | Kąt skosu | 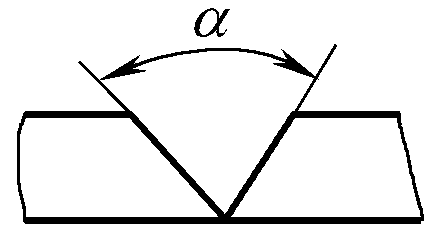 |
| β | Kąt nachylenia powierzchni czołowej | 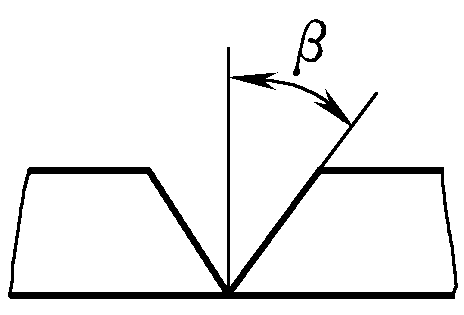 |
| b | Root Gap | 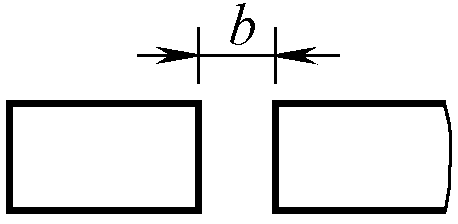 |
| P | Tępa krawędź | 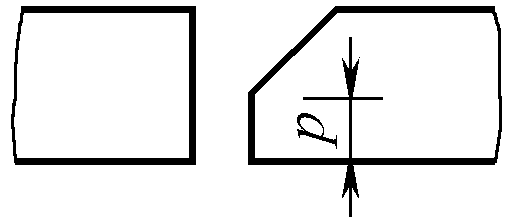 |
| R | Promień korzenia | 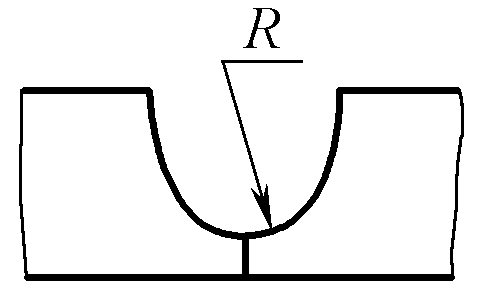 |
| H | Głębokość fazowania | 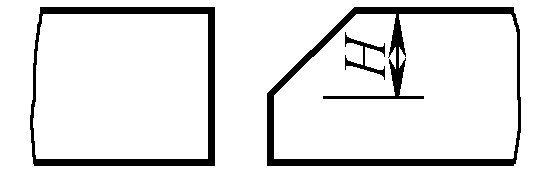 |
| S | Efektywna grubość spoiny | 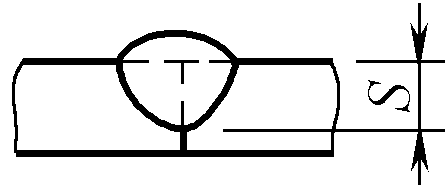 |
| c | Szerokość spoiny | 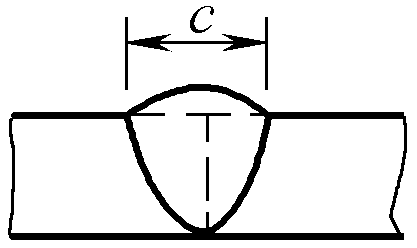 |
| K | Rozmiar palców spawalniczych | 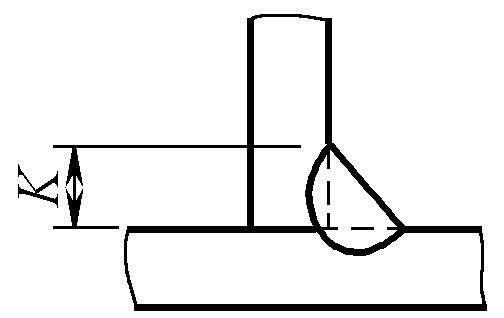 |
| d | Zgrzewanie punktowe: Średnica bryłki Plug Weld: Średnica otworu | 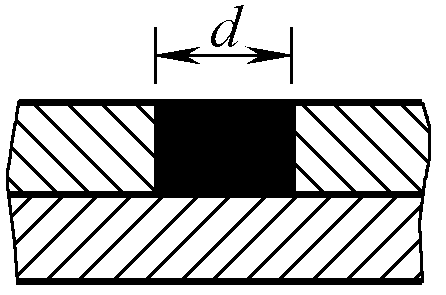 |
| n | Liczba segmentów spoiny | 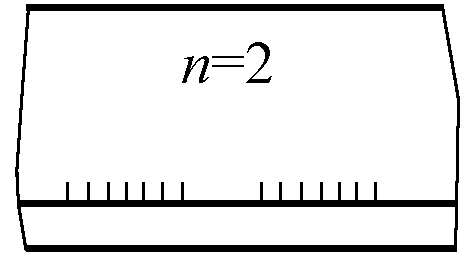 |
| l | Długość spoiny | 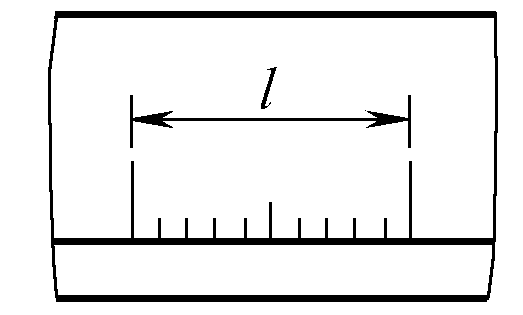 |
| e | Rozstaw spoin | 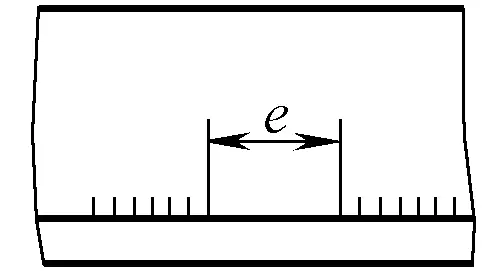 |
| N | Liczba identycznych spoin | 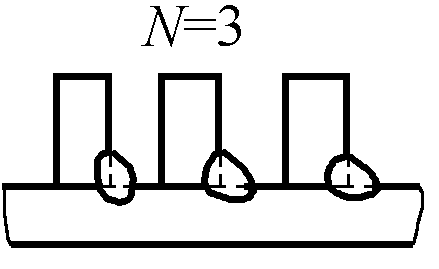 |
| h | Nadmierna wysokość | 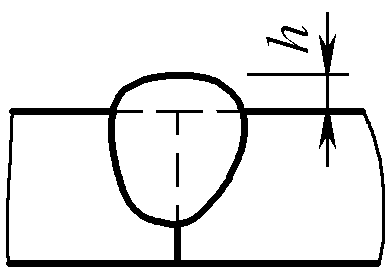 |
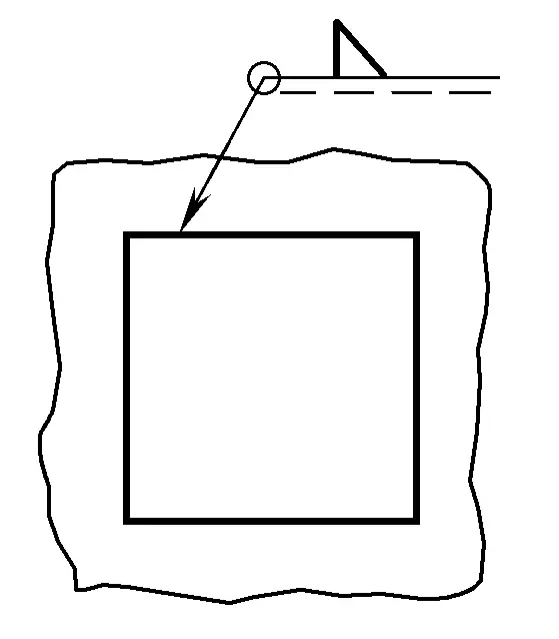
1) Spawanie obwodowe.
Gdy szew spoiny otacza obrabiany przedmiot, można użyć okrągłego symbolu, jak pokazano na rysunku 2-65.
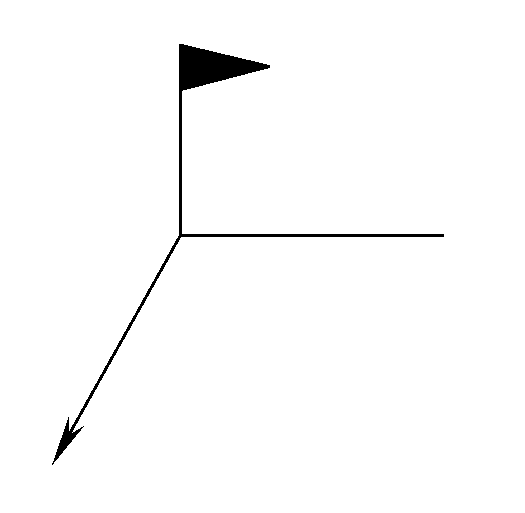
2) Spawanie w terenie.
Mała flaga reprezentuje spoinę w terenie lub na miejscu, jak pokazano na rysunku 2-66.
Zastosowanie adnotacji o rozmiarze symbolu spoiny przedstawiono w tabeli 2-20.
| Nie. | Nazwa | Schemat | Symbol wymiaru | Metoda adnotacji |
| 1 | Spawanie doczołowe | 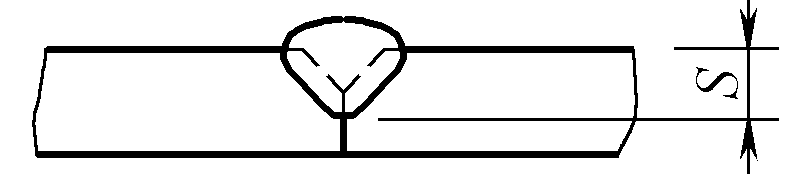 | S: Efektywna grubość spoiny | 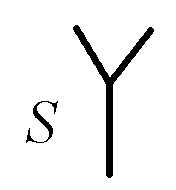 |
| 2 | Ciągły spaw pachwinowy | 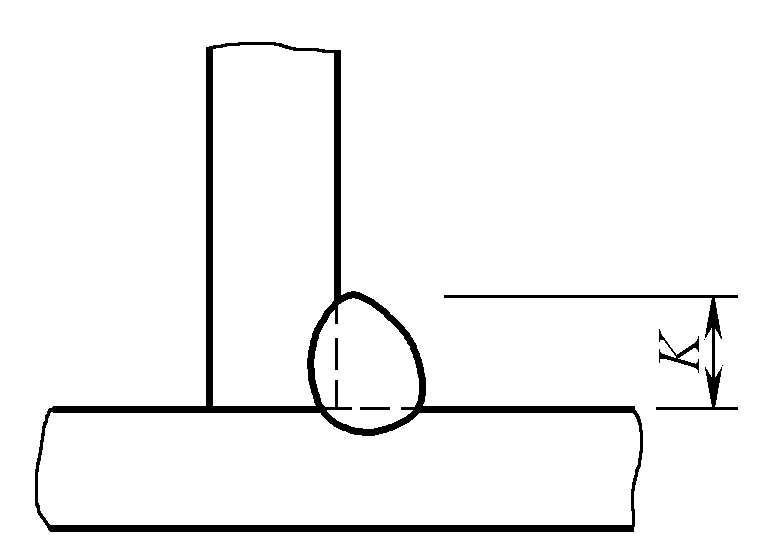 | K: Rozmiar nogi spawalniczej | 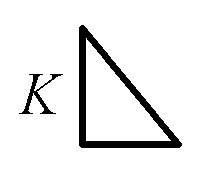 |
| 3 | Przerywany spaw pachwinowy | 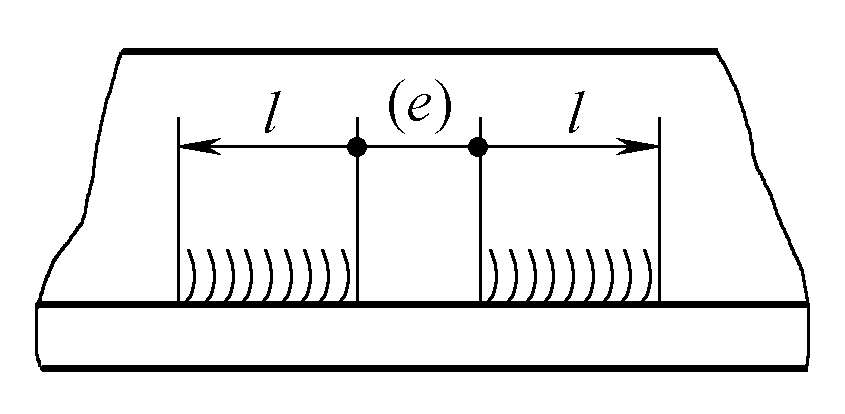 | I: Długość spoiny e: Odstępy n: Liczba segmentów spoiny K: Rozmiar nogi spawalniczej | 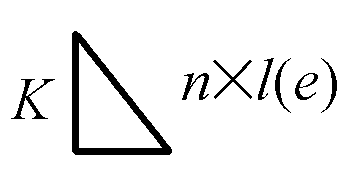 |
| 4 | Naprzemienny przerywany spaw pachwinowy | 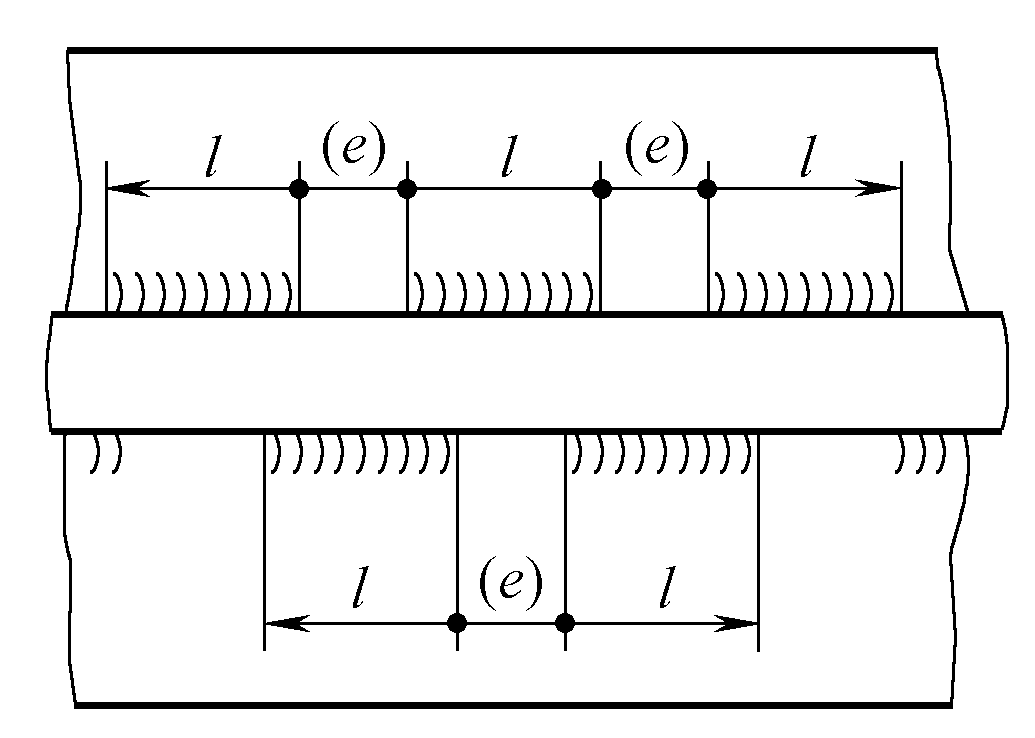 | l: Długość spoiny e: Odstępy n: Liczba segmentów spoiny K: Rozmiar nogi spawalniczej | 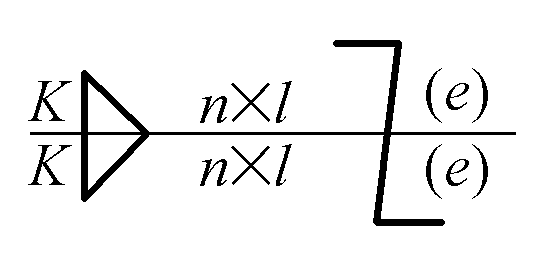 |
| 5 | Plug Weld lub Spawanie szczelinowe |  | l: Długość spoiny e: Odstępy n: Liczba segmentów spoiny c: Szerokość szczeliny |  |
 | e: Odstępy n: Liczba segmentów spoiny d: Średnica otworu |  | ||
| 6 | Zgrzewanie punktowe |  | n: Liczba punktów spawania e: Odległość między punktami spawania d: Średnica rdzenia fuzyjnego | 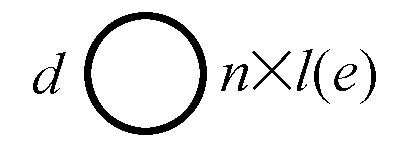 |
| 7 | Spoina | 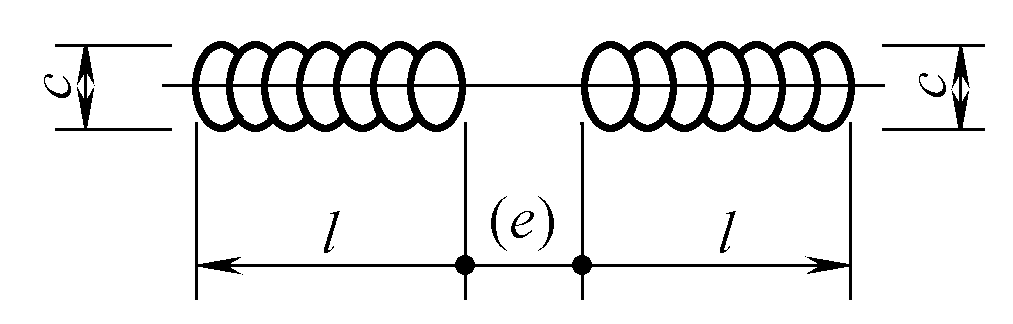 | l: Długość spoiny e: Odstępy n: Liczba segmentów spoiny c: Szerokość spoiny | 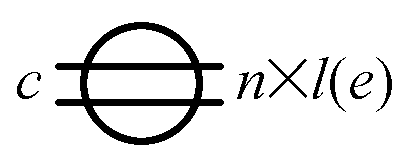 |
Uproszczoną metodę zapisu symboli spoin przedstawiono w tabeli 2-21.
Tabela 2-21 Uproszczona metoda zapisu symboli spoin
| Nie. | Metoda adnotacji | Wyjaśnienie | Schemat |
| 1 | Pojedyncza adnotacja | W przypadku adnotacji o rozmiarze symetrycznych spoin naprzemiennych w symbolu spoiny dopuszczalne jest jednokrotne naniesienie adnotacji na linii odniesienia. | 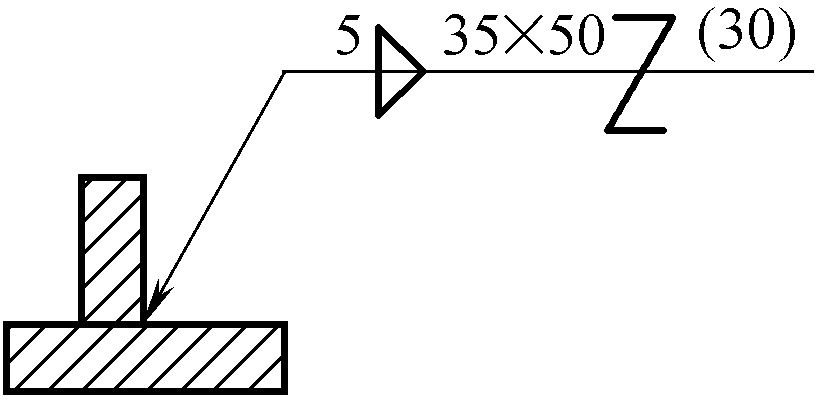 |
| 2 | Pominięcie adnotacji o liczbie segmentów | Jeśli nie ma ścisłych wymagań dotyczących liczby segmentów dla spoin przerywanych, symetrycznych spoin przerywanych i naprzemiennych spoin przerywanych, dozwolone jest pominięcie liczby segmentów spoiny. | 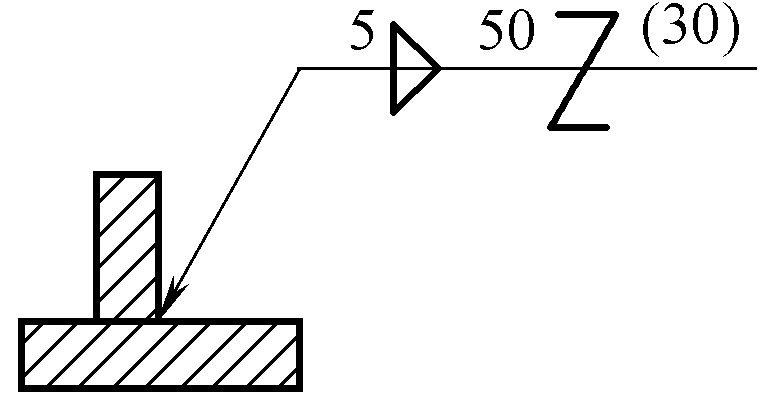 |
| 3 | Zbiorowa adnotacja | Na tym samym rysunku, gdy kilka spoin ma ten sam rozmiar skosu i symbole spoin, można użyć adnotacji zbiorczej. | 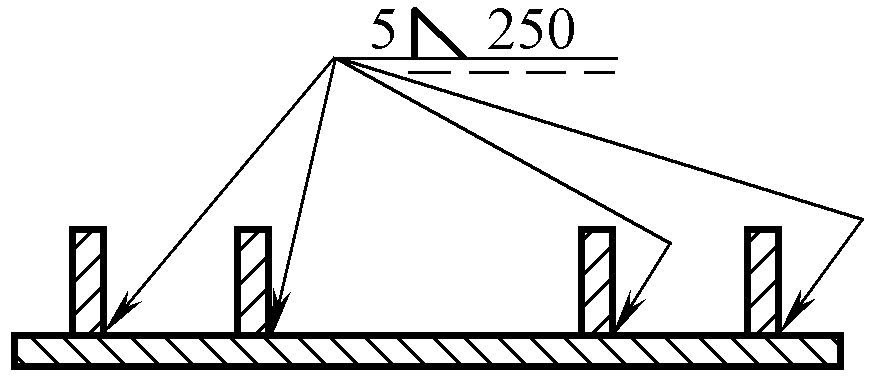 |
| 4 | Adnotacja o ilości spoiny | Na tym samym rysunku, gdy kilka spoin znajduje się w tej samej pozycji w złączu, uproszczenie można osiągnąć poprzez dodanie adnotacji o tej samej ilości spoiny na końcu symbolu spoiny. Jednak inne rodzaje spoin nadal wymagają oddzielnych adnotacji. | 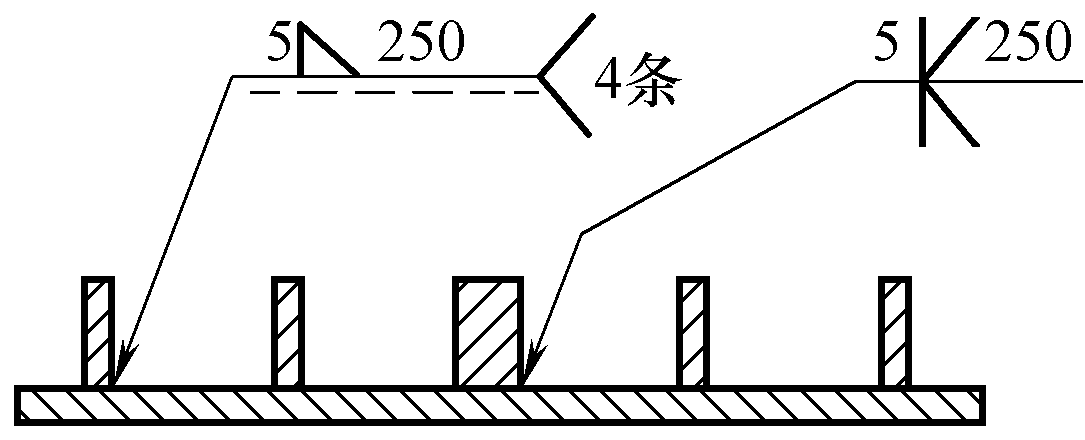 |
| 5 | Uproszczona adnotacja do kodu | Aby uprościć metodę adnotacji lub gdy miejsce adnotacji jest ograniczone, można adnotować uproszczone kody spoin. Znaczenie tych uproszczonych kodów musi być jednak wyjaśnione poniżej rysunku lub w pobliżu paska tytułu. W przypadku stosowania uproszczonych kodów, kody i symbole objaśnione poniżej rysunku lub w pobliżu paska tytułu powinny być 1,4 razy większe od tych umieszczonych na rysunku. |  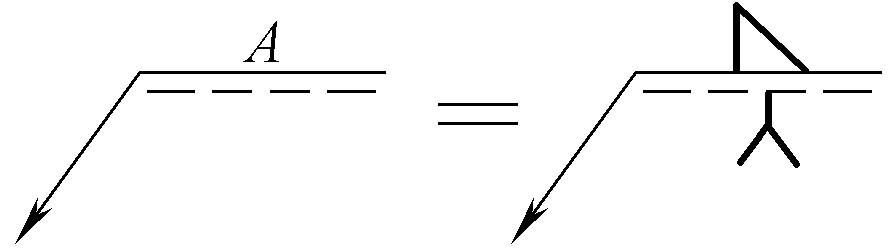 |
| 6 | Pominięcie linii odniesienia lub adnotacji o długości spoiny | W przypadkach, gdy nie prowadzi to do nieporozumień i gdy linia strzałki wskazuje na spoinę, podczas gdy nie ma wymagań dotyczących spoiny po stronie innej niż strzałka, dozwolone jest pominięcie linii odniesienia (linii przerywanej) po stronie innej niż strzałka. Gdy początkowa i końcowa pozycja długości spoiny są jasne (określone przez wymiary komponentów itp.), dozwolone jest pominięcie długości spoiny w symbolu spoiny. | 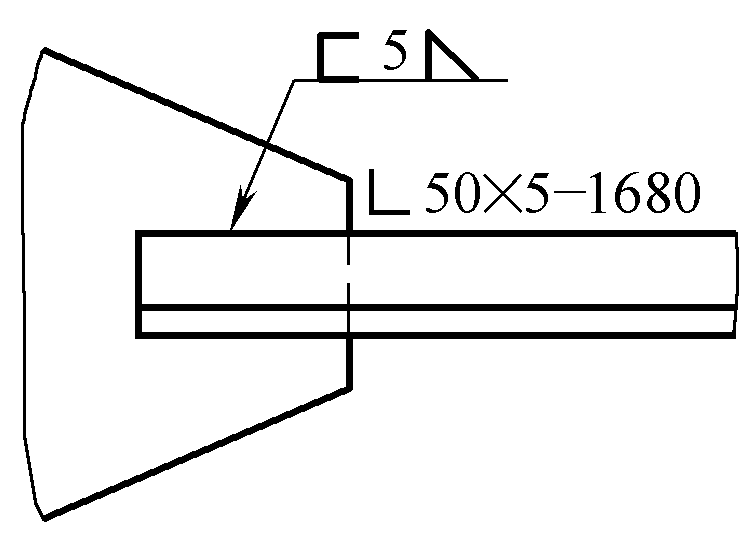 |
Tabela 2-22 Kody metod spawania i powiązanych procesów (fragment GB/T5185-2005)
| Kod | Metoda spawania |
|---|---|
| 1 | Spawanie łukowe |
| 101 | Spawanie łukowe |
| 11 | Bezgazowe spawanie łukowe |
| 111 | Spawanie łukiem krytym |
| 112 | Spawanie grawitacyjne |
| 114 | Spawanie łukiem rdzeniowym w osłonie własnej |
| 12 | Spawanie łukiem krytym |
| 121 | Spawanie łukiem krytym pojedynczym drutem |
| 121 | Spawanie elektrożużlowe łukiem krytym |
| 123 | Wielodrutowe spawanie łukiem krytym |
| 124 | Spawanie łukiem krytym z dodatkiem proszku metalicznego |
| 125 | Spawanie łukiem krytym z rdzeniem topnikowym |
| 13 | Spawanie łukowe w osłonie gazów |
| 131 | Spawanie w osłonie gazów obojętnych (MIG) |
| 135 | Spawanie gazowe z aktywnym metalem (MAG) |
| 156 | Spawanie łukowe elektrodą topnikową w osłonie gazów obojętnych |
| 137 | Spawanie łukowe elektrodą topnikową w osłonie gazów obojętnych |
| 14 | Spawanie łukowe elektrodą nietopliwą w osłonie gazów ochronnych |
| 141 | Spawanie wolframowym gazem obojętnym (TIG) |
| 15 | Spawanie łukiem plazmowym |
| 151 | Spawanie plazmowe MIG |
| 152 | Napawanie proszkowe łukiem plazmowym |
| 18 | Inne metody spawania łukowego |
| 185 | Spawanie doczołowe łukiem magnetycznym |
| 2 | Spawanie oporowe |
| 21 | Spawanie punktowe |
| 211 | Jednostronne zgrzewanie punktowe |
| 212 | Dwustronne zgrzewanie punktowe |
| 22 | Spawanie szwów |
| 221 | Spawanie zakładkowe |
| 222 | Spawanie płaskie |
| 225 | Spawanie cienkowarstwowe doczołowe |
| 226 | Spawanie taśmowe |
| 23 | Spawanie projekcyjne |
| 231 | Jednostronne spawanie projekcyjne |
| 232 | Dwustronne spawanie projekcyjne |
| 24 | Spawanie błyskowe |
| 241 | Wstępnie podgrzane spawanie błyskowe |
| 242 | Spawanie bez podgrzewania |
| 25 | Zgrzewanie oporowe doczołowe |
| 29 | Inne metody zgrzewania oporowego |
| 291 | Zgrzewanie oporowe wysokiej częstotliwości |
| 3 | Spawanie gazowe |
| 31 | Spawanie tlenowo-paliwowe |
| 311 | Spawanie tlenowo-acetylenowe |
| 312 | Spawanie oksypropanem |
| 313 | Spawanie tlenowo-wodorowe |
| 4 | Spawanie ciśnieniowe |
| 41 | Spawanie ultradźwiękowe |
| 42 | Spawanie tarciowe |
| 44 | Spawanie wysokoenergetyczne |
| 45 | Spawanie dyfuzyjne |
| 47 | Spawanie pneumatyczne |
| 48 | Spawanie ciśnieniowe na zimno |
| 5 | Spawanie wiązką wysokoenergetyczną |
| 51 | Spawanie wiązką elektronów |
| 511 | Spawanie próżniowe wiązką elektronów |
| 512 | Spawanie niepróżniowe wiązką elektronów |
| 52 | Spawanie laserowe |
| 521 | Spawanie laserowe na ciele stałym |
| 522 | Spawanie laserem gazowym |
| 7 | Inne metody spawania |
| 71 | Spawanie termitowe |
| 72 | Spawanie elektrożużlowe |
| 73 | Spawanie punktowe łukiem krytym |
| 74 | Spawanie indukcyjne |
| 741 | Indukcyjne spawanie doczołowe |
| 742 | Spawanie indukcyjne |
| 75 | Spawanie promieniowaniem świetlnym |
| 753 | Spawanie w podczerwieni |
| 77 | Spawanie udarowe |
| 78 | Spawanie kołków |
| 782 | Zgrzewanie oporowe kołków |
| 783 | Spawanie łukowe z ceramiczną tuleją lub gazem osłonowym |
| 784 | Spawanie kołków łukiem zwarciowym |
| 785 | Spawanie kondensatorów |
| 786 | Spawanie kondensatorowe z końcówką zapłonową |
| 787 | Spawanie łukowe z kołnierzem topliwym |
| 788 | Zgrzewanie tarciowe |
| 8 | Cięcie i cięcie gazowe |
| 81 | Cięcie płomieniowe |
| 82 | Cięcie łukiem |
| 821 | Cięcie łukiem pneumatycznym |
| 822 | Cięcie łukiem tlenowym |
| 83 | Cięcie łukiem plazmowym |
| 84 | Cięcie laserowe |
| 86 | Żłobienie płomieniowe |
| 87 | Żłobienie łukiem węglowym |
| 871 | Żłobienie łukiem węglowym |
| 872 | Żłobienie łukiem tlenowo-węglowym |
| 88 | Żłobienie plazmowe |
| 9 | Lutowanie twarde, lutowanie miękkie i lutowanie twarde |
| 91 | Lutowanie twarde |
| 911 | Lutowanie twarde w podczerwieni |
| 912 | Lutowanie twarde płomieniowe |
| 913 | Lutowanie twarde w piecu |
| 914 | Lutowanie twarde zanurzeniowe |
| 915 | Lutowanie twarde w kąpieli solnej |
| 916 | Lutowanie twarde indukcyjne |
| 918 | Odporność na lutowanie twarde |
| 919 | Dyfuzyjne lutowanie twarde |
| 924 | Lutowanie twarde próżniowe |
| 93 | Inne metody lutowania twardego |
| 94 | Lutowanie miękkie |
| 941 | Lutowanie miękkie w podczerwieni |
| 942 | Lutowanie miękkie płomieniowe |
| 943 | Lutowanie miękkie w piecu |
| 944 | Lutowanie miękkie zanurzeniowe |
| 945 | Lutowanie miękkie w kąpieli solnej |
| 946 | Indukcyjne lutowanie miękkie |
| 947 | Ultradźwiękowe lutowanie miękkie |
| 948 | Odporność na lutowanie miękkie |
| 949 | Dyfuzyjne lutowanie miękkie |
| 951 | Lutowanie na fali |
| 952 | Lutownica |
| 954 | Próżniowe lutowanie miękkie |
| 956 | Przeciąganie lutu |
| 96 | Inne metody lutowania miękkiego |
| 97 | Lutowanie |
| 971 | Lutowanie gazowe |
| 972 | Lutowanie łukowe |
Uwaga: Poniższe metody spawania zostały usunięte w nowym standardzie (GB/T5185-2005) ze starego standardu (GB/T5185-1985), te metody spawania mogą być nadal używane na specjalne okazje lub pojawiać się w różnych dokumentach z przeszłości.
Tabela 2-23 Przykłady zapisu kodu metody spawania
| Przykład adnotacji | Znaczenie |
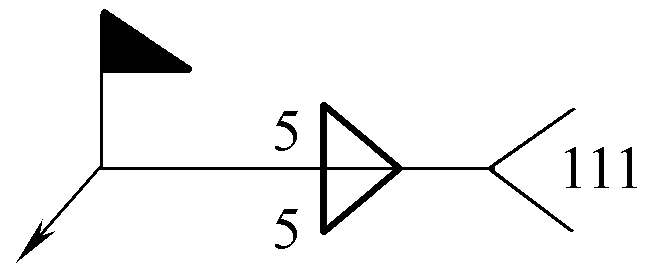 | Symetryczne spoiny pachwinowe o rozmiarze 5 mm są spawane na placu budowy przy użyciu spawania łukiem krytym. |
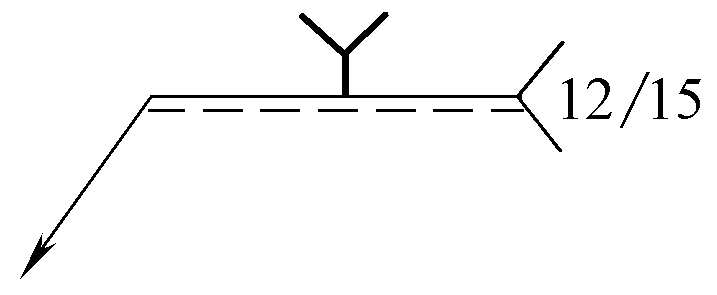 | W przypadku stępionej spoiny z rowkiem w kształcie litery V należy najpierw wykonać spawanie graniowe łukiem plazmowym, a następnie pokryć powierzchnię łukiem krytym. |