Grubość, prędkość i moc cięcia laserem CO2 (25-200 W)
Ostatnia aktualizacja:
26 kwietnia, 2025 r.
Udostępnij swoje polubienie:
Spis treści
Wprowadzenie do cięcia laserem CO2
A. Podstawy technologii lasera CO2
Technologia lasera CO2 stanowi podstawę wielu nowoczesnych systemów cięcia i grawerowania. Podstawą działania lasera CO2 jest elektryczna stymulacja mieszaniny gazów składającej się głównie z dwutlenku węgla, azotu i helu. Stymulacja ta powoduje, że cząsteczki CO2 emitują światło podczerwone o długości fali 10,6 mikrometra.
Kluczowe elementy systemu lasera CO2 obejmują:
Przewód gazowy: Zawiera mieszankę gazową CO2
Zasilanie: Zapewnia energię elektryczną do wzbudzenia gazu
Lustra: Kierują wiązkę lasera
Soczewka skupiająca: Skupia wiązkę do cięcia
Długość fali 10,6 mikrometra jest szczególnie skuteczna do cięcia i grawerowania szerokiej gamy materiałów, zwłaszcza substancji organicznych i wielu tworzyw sztucznych. Ta długość fali jest łatwo absorbowana przez te materiały, umożliwiając wydajne cięcie i minimalizując strefy wpływu ciepła.
B. Zalety cięcia laserem CO2
CO2 cięcie laserowe oferuje liczne korzyści w porównaniu z tradycyjnymi metodami cięcia, dzięki czemu jest preferowanym wyborem w wielu branżach:
Wysoka precyzja: Lasery CO2 mogą osiągać dokładność cięcia do ±0,1 mm, umożliwiając tworzenie skomplikowanych projektów i wąskich tolerancji.
Wszechstronność: Lasery te mogą ciąć, grawerować i znakować szeroką gamę materiałów, w tym metale, drewno, akryl, tkaniny, a nawet produkty spożywcze.
Szybkość: Dzięki prędkości cięcia dochodzącej do 20 metrów na minutę w przypadku cienkich materiałów, lasery CO2 znacznie przewyższają wiele tradycyjnych metod cięcia.
Bezdotykowy proces: Wiązka lasera nie dotyka fizycznie materiału, co zmniejsza zużycie narzędzi tnących i eliminuje potrzebę ich częstej wymiany.
Minimalne straty materiału: Wąska szerokość szczeliny cięcia lasera CO2 (zaledwie 0,1 mm) powoduje mniejsze straty materiału w porównaniu z metodami cięcia mechanicznego.
Przyjazny dla automatyzacji: Systemy laserowe CO2 można łatwo zintegrować ze sterownikami CNC i systemami zrobotyzowanymi, umożliwiając automatyzację procesów produkcyjnych.
Zalety te doprowadziły do powszechnego zastosowania cięcia laserem CO2 w różnych branżach, rewolucjonizując procesy produkcyjne i umożliwiając nowe możliwości projektowania.
C. Zastosowania w różnych branżach
Wszechstronność i precyzja cięcia laserem CO2 sprawiły, że stał się on niezbędny w wielu branżach:
Przemysłowe spawanie i cięcie: W sektorze motoryzacyjnym i lotniczym lasery CO2 są wykorzystywane do precyzyjnego cięcia i spawania elementów metalowych. Na przykład, są one wykorzystywane do cięcia skomplikowanych paneli deski rozdzielczej i spawania specjalistycznych stopów w konstrukcji samolotów.
Procedury medyczne: Lasery CO2 znalazły zastosowanie w różnych dziedzinach medycyny. W dermatologii są one wykorzystywane do odnawiania powierzchni skóry i usuwania zmian. W chirurgii lasery CO2 mogą wykonywać precyzyjne nacięcia przy minimalnym krwawieniu, pomagając w zabiegach takich jak usuwanie guzów.
Produkcja addytywna: W dziedzinie druku 3D lasery CO2 odgrywają kluczową rolę w procesach selektywnego spiekania laserowego (SLS). Są one wykorzystywane do łączenia sproszkowanych materiałów warstwa po warstwie, tworząc złożone obiekty 3D do prototypowania i produkcji na małą skalę.
Grawerowanie artystyczne: Artyści i rzemieślnicy wykorzystują lasery CO2 do tworzenia skomplikowanych wzorów na materiałach takich jak drewno, szkło i skóra. Technologia ta zrewolucjonizowała usługi personalizacji, umożliwiając szybkie i szczegółowe grawerowanie na różnych produktach.
Przemysł tekstylny: Lasery CO2 są coraz częściej wykorzystywane do precyzyjnego cięcia tkanin, zwłaszcza w produkcji wysokiej klasy odzieży i tekstyliów technicznych. Mogą one tworzyć czyste, uszczelnione krawędzie, które zapobiegają strzępieniu się, co stanowi znaczącą przewagę nad tradycyjnymi metodami cięcia.
Przemysł spożywczy: Co zaskakujące, lasery CO2 znalazły zastosowanie w przetwórstwie żywności. Są one wykorzystywane do precyzyjnego cięcia i porcjowania mrożonek, a także do tworzenia dekoracyjnych wzorów na wypiekach.
Grubość, prędkość i wykres mocy cięcia laserem CO2
Tabela grubości i prędkości lasera CO2 jest kluczowym narzędziem do precyzyjnej produkcji metalu, zapewniając operatorom określone parametry w celu optymalizacji wydajności cięcia różnych materiałów i grubości. Koreluje ustawienia mocy lasera, prędkość cięcia i grubość materiału, umożliwiając wydajną optymalizację procesu i stałą jakość produkcji.
Wytyczne dotyczące interpretacji wykresów
Interpretując wykres grubości i prędkości, ważne jest, aby zrozumieć, że wykresy te służą jako podstawowy punkt odniesienia:
Moc lasera (Wattage): Moc określa moc wyjściową lasera i zdolność cięcia. Wyższa moc umożliwia cięcie grubszych materiałów lub zwiększenie prędkości cięcia. Jednakże, aby w pełni zrozumieć wydajność cięcia, należy wziąć pod uwagę jakość wiązki (M²) i gęstość mocy (W/cm²).
Grubość materiału: Zazwyczaj mierzony w milimetrach (mm), parametr ten wskazuje maksymalną grubość, która może być skutecznie cięta przy różnych ustawieniach mocy. Należy zauważyć, że zależność między mocą a grubością nie zawsze jest liniowa, zwłaszcza w przypadku materiałów odblaskowych, takich jak aluminium lub miedź.
Parametry cięcia specyficzne dla materiału
Uwagi (moc lasera wynosi 95% mocy znamionowej)
1. Wykres grubości i prędkości cięcia laserem CO2 dla akrylu
Materiał
Akryl (mm/s)
Grubość
3 mm
5mm
8 mm
1cm
15 mm
20 mm
25 mm
30 mm
35 mm
40 mm
25W
Prędkość maksymalna
8
4
1
--
--
--
--
--
--
--
Optymalna prędkość
5
2
--
--
--
--
--
--
--
--
40W
Prędkość maksymalna
15
8
4
3
--
--
--
--
--
--
Optymalna prędkość
10
5
2
--
--
--
--
--
--
--
60W
Prędkość maksymalna
20
10
5
4
2
1
--
--
--
--
Optymalna prędkość
15
7
3
2
0.8
0.3
--
--
--
--
80W
Prędkość maksymalna
25
12
9
6
3
1.5
0.5
--
--
--
Optymalna prędkość
20
8
5
3
1.5
0.5
0.2mm.s
--
--
--
100W
Prędkość maksymalna
30
15
10
7
4
2
0.8
0.3
--
--
Optymalna prędkość
25
10
6
4
2
0.7
0.3
--
--
--
130W
Prędkość maksymalna
35
17
12
8
5
3
1
0.5
0.2
--
Optymalna prędkość
30
12
8
5
3
1
0.4
0.3
--
--
150W
Prędkość maksymalna
40
21
15
11
7
4
1.8
0.8
0.4
0.1
Optymalna prędkość
35
15
10
7
4
1.5
0.8
0.5
0.1
--
180W
Prędkość maksymalna
45
25
18
16
9
5
2.5
1.3
0.6
0.2
Optymalna prędkość
40
18
12
10
6
2
1.2
0.8
0.3
0.1
200W
Prędkość maksymalna
55
30
25
20
11
7
5
3
1
0.5
Optymalna prędkość
45
25
15
13
8
4
3
1.5
0.7
0.3
Cięcie akrylu powinno zwracać uwagę na kontrolę przepływu powietrza, a nadmuch powietrza na powierzchnię materiału powinien być mniejszy lub boczny, aby zapewnić gładkość akrylu; Na dole materiału powinien znajdować się przepływ powietrza, aby zapobiec pożarowi.
2. Wykres grubości i prędkości cięcia laserowego CO2 do sztancowania i bigowania płyt
Materiał
Płyta do sztancowania i bigowania
Grubość
15 mm
18 mm
20 mm
25W
Prędkość maksymalna
--
--
--
Optymalna prędkość
--
--
--
40W
Prędkość maksymalna
--
--
--
Optymalna prędkość
--
--
--
60W
Prędkość maksymalna
--
--
--
Optymalna prędkość
--
--
--
80W
Prędkość maksymalna
--
--
--
Optymalna prędkość
--
--
--
100W
Prędkość maksymalna
--
--
--
Optymalna prędkość
--
--
--
130W
Prędkość maksymalna
4 mm/s
2 mm/s
--
Optymalna prędkość
3 mm/s
1,2 mm/s
--
150W
Prędkość maksymalna
6 mm/s
4 mm/s
2,5 mm/s
Optymalna prędkość
4,5 mm/s
2,5 mm/s
1,8 mm/s
180W
Prędkość maksymalna
8 mm/s
5 mm/s
3,5 mm/s
Optymalna prędkość
6 mm/s
3,5 mm/s
2,5 mm/s
200W
Prędkość maksymalna
11 mm/s
8 mm/s
6 mm/s
Optymalna prędkość
9 mm/s
6 mm/s
4,5 mm/s
Podczas cięcia płyty sztancującej i bigującej należy zwrócić uwagę na regulację ogniskowej i przepływu powietrza. Im większy jest przepływ powietrza, tym większa jest prędkość cięcia, tym mniejszy jest otwór wylotowy powietrza i tym większa jest siła działająca na jednostkę powierzchni materiału; Zaleca się stosowanie soczewki skupiającej o ogniskowej większej niż 100 mm, dzięki czemu głębokość ogniskowania jest duża, a dokładność szwu noża może być lepiej osiągnięta.
3. Wykres grubości i prędkości cięcia laserowego CO2 dla płyty o dużej gęstości (płyta o dużej gęstości)
Materiał
Płyta o dużej gęstości (płyta o wysokiej gęstości)
Grubość
3 mm
5mm
10 mm
15 mm
18 mm
25W
Prędkość maksymalna
5 mm/s
2 mm/s
--
--
--
Optymalna prędkość
3,5 mm/s
--
--
--
--
40W
Prędkość maksymalna
9 mm/s
5 mm/s
--
--
--
Optymalna prędkość
7 mm/s
3,5 mm/s
--
--
--
60W
Prędkość maksymalna
15 mm/s
10 mm/s
3 mm/s
--
--
Optymalna prędkość
12 mm/s
8 mm/s
--
--
--
80W
Prędkość maksymalna
20 mm/s
13 mm/s
5 mm/s
--
--
Optymalna prędkość
15 mm/s
10 mm/s
3,5 mm/s
--
--
100W
Prędkość maksymalna
23 mm/s
15 mm/s
7 mm/s
2,5 mm/s
--
Optymalna prędkość
18 mm/s
13 mm/s
5 mm/s
--
--
130W
Prędkość maksymalna
25 mm/s
18 mm/s
9 mm/s
4 mm/s
--
Optymalna prędkość
20 mm/s
15 mm/s
6.5mm.s
3 mm/s
--
150W
Prędkość maksymalna
30 mm/s
21 mm/s
12 mm/s
7 mm/s
4 mm/s
Optymalna prędkość
25 mm/s
18 mm/s
9 mm/s
5,5 mm/s
--
180W
Prędkość maksymalna
33 mm/s
25 mm/s
14 mm/s
9 mm/s
5 mm/s
Optymalna prędkość
28 mm/s
21 mm/s
11 mm/s
7 mm/s
4 mm/s
200W
Prędkość maksymalna
40 mm/s
30 mm/s
18 mm/s
12 mm/s
8 mm/s
Optymalna prędkość
35 mm/s
25 mm/s
15 mm/s
10 mm/s
7 mm/s
Przy cięciu płyt gęstościowych zwraca się głównie uwagę na kontrolę przepływu powietrza. Im większy przepływ powietrza, tym większa prędkość cięcia.
4. Wykres grubości i prędkości cięcia laserowego CO2 dla skóry
Materiał
Skóra
Grubość
Monowarstwa
25W
Prędkość maksymalna
6 mm/s
Optymalna prędkość
5 mm/s
40W
Prędkość maksymalna
15 mm/s
Optymalna prędkość
12 mm/s
60W
Prędkość maksymalna
20 mm/s
Optymalna prędkość
17 mm/s
80W
Prędkość maksymalna
25 mm/s
Optymalna prędkość
20 mm/s
100W
Prędkość maksymalna
30 mm/s
Optymalna prędkość
25 mm/s
130W
Prędkość maksymalna
40 mm/s
Optymalna prędkość
35 mm/s
150W
Prędkość maksymalna
45 mm/s
Optymalna prędkość
40 mm/s
180W
Prędkość maksymalna
50 mm/s
Optymalna prędkość
45 mm/s
200W
Prędkość maksymalna
60 mm/s
Optymalna prędkość
55 mm/s
Do cięcia skóry zaleca się stosowanie soczewki skupiającej o ogniskowej 50 wraz z lampą laserową 60W-100W i małą sprężarką powietrza.
5. Wykres grubości i prędkości cięcia laserowego CO2 dla płyt drewnianych (z wyjątkiem rzadkiego twardego drewna)
Materiał
Płyta drewniana (z wyjątkiem rzadkiego twardego drewna)
Grubość
3 mm
5mm
10 mm
15 mm
25W
Prędkość maksymalna
4 mm/s
Optymalna prędkość
40W
Prędkość maksymalna
10 mm/s
5 mm/s
Optymalna prędkość
8 mm/s
60W
Prędkość maksymalna
15 mm/s
10 mm/s
4 mm/s
Optymalna prędkość
12 mm/s
8 mm/s
80W
Prędkość maksymalna
20 mm/s
15 mm/s
8 mm/s
Optymalna prędkość
18 mm/s
10 mm/s
6 mm/s
100W
Prędkość maksymalna
25 mm/s
20 mm/s
12 mm/s
8 mm/s
Optymalna prędkość
22 mm/s
18 mm/s
10 mm/s
5 mm/s
130W
Prędkość maksymalna
30 mm/s
25 mm/s
15 mm/s
11 mm/s
Optymalna prędkość
28 mm/s
22 mm/s
13 mm/s
8 mm/s
150W
Prędkość maksymalna
35 mm/s
30 mm/s
20 mm/s
15 mm/s
Optymalna prędkość
33 mm/s
28 mm/s
17 mm/s
13 mm/s
180W
Prędkość maksymalna
40 mm/s
35 mm/s
25 mm/s
18 mm/s
Optymalna prędkość
37 mm/s
32 mm/s
20 mm/s
15 mm/s
200W
Prędkość maksymalna
50 mm/s
45 mm/s
35 mm/s
25 mm/s
Optymalna prędkość
48 mm/s
42 mm/s
30 mm/s
22 mm/s
Podczas cięcia drewna zwraca się głównie uwagę na kontrolę przepływu powietrza. Im większy przepływ powietrza, tym większa prędkość cięcia.
6. Wykres grubości i prędkości cięcia laserowego CO2 dla tkanin
Materiał
Tkanina
Grubość
Monowarstwa
25W
Prędkość maksymalna
25 mm/s
Optymalna prędkość
20 mm/s
40W
Prędkość maksymalna
40 mm/s
Optymalna prędkość
38 mm/s
60W
Prędkość maksymalna
60 mm/s
Optymalna prędkość
58 mm/s
80W
Prędkość maksymalna
100 mm/s
Optymalna prędkość
98 mm/s
100W
Prędkość maksymalna
200 mm/s
Optymalna prędkość
195 mm/s
130W
Prędkość maksymalna
300 mm/s
Optymalna prędkość
295 mm/s
150W
Prędkość maksymalna
400 mm/s
Optymalna prędkość
395 mm/s
180W
Prędkość maksymalna
500 mm/s
Optymalna prędkość
495 mm/s
200W
Prędkość maksymalna
600 mm/s
Optymalna prędkość
590 mm/s
Tak samo jak cięcie skóry
7. Wykres grubości i prędkości cięcia laserem CO2 dla PVC
Materiał
PVC
Grubość
2 mm
3 mm
4 mm
25W
Prędkość maksymalna
15 mm/s
12 mm/s
--
Optymalna prędkość
13 mm/s
10 mm/s
--
40W
Prędkość maksymalna
35 mm/s
30 mm/s
25 mm/s
Optymalna prędkość
32 mm/s
27 mm/s
20 mm/s
60W
Prędkość maksymalna
50 mm/s
40 mm/s
35 mm/s
Optymalna prędkość
45 mm/s
38 mm/s
30 mm/s
80W
Prędkość maksymalna
60 mm/s
50 mm/s
45 mm/s
Optymalna prędkość
58 mm/s
48 mm/s
40 mm/s
100W
Prędkość maksymalna
70 mm/s
60 mm/s
55 mm/s
Optymalna prędkość
68 mm/s
58 mm/s
50 mm/s
130W
Prędkość maksymalna
80 mm/s
70 mm/s
65 mm/s
Optymalna prędkość
78 mm/s
68 mm/s
63 mm/s
150W
Prędkość maksymalna
90 mm/s
80 mm/s
75 mm/s
Optymalna prędkość
88 mm/s
78 mm/s
73 mm/s
180W
Prędkość maksymalna
100 mm/s
90 mm/s
85 mm/s
Optymalna prędkość
98 mm/s
88 mm/s
80 mm/s
200W
Prędkość maksymalna
120 mm/s
110 mm/s
100 mm/s
Optymalna prędkość
118 mm/s
108 mm/s
98 mm/s
Do cięcia PVC zaleca się stosowanie soczewki skupiającej o ogniskowej 50 i lampy laserowej 60W-100W, a moc wynosi 50% - 70%.
8. Wykres grubości i prędkości cięcia laserowego CO2 dla blachy stalowej
Materiał
Płyta stalowa
Grubość
2 mm
3 mm
25W
Prędkość maksymalna
--
--
Optymalna prędkość
--
--
40W
Prędkość maksymalna
--
--
Optymalna prędkość
--
--
60W
Prędkość maksymalna
--
--
Optymalna prędkość
--
--
80W
Prędkość maksymalna
--
--
Optymalna prędkość
--
--
100W
Prędkość maksymalna
--
--
Optymalna prędkość
--
--
130W
Prędkość maksymalna
--
--
Optymalna prędkość
--
--
150W
Prędkość maksymalna
8 mm/s
--
Optymalna prędkość
6 mm/s
--
180W
Prędkość maksymalna
15 mm/s
7 mm/s
Optymalna prędkość
12 mm/s
--
200W
Prędkość maksymalna
40 mm/s
25 mm/s
Optymalna prędkość
30 mm/s
18 mm/s
Cięcie blachy żelaznej wymaga wspomagania tlenem, a ciśnienie tlenu wynosi 0,8 MPa.
9. Wykres grubości i prędkości cięcia laserowego CO2 dla płyty dwukolorowej
Materiał
Płyta dwukolorowa
Grubość
2 mm
25W
Prędkość maksymalna
10 mm/s
Optymalna prędkość
7 mm/s
40W
Prędkość maksymalna
15 mm/s
Optymalna prędkość
13 mm/s
60W
Prędkość maksymalna
25 mm/s
Optymalna prędkość
20 mm/s
80W
Prędkość maksymalna
35 mm/s
Optymalna prędkość
30 mm/s
100W
Prędkość maksymalna
40 mm/s
Optymalna prędkość
35 mm/s
130W
Prędkość maksymalna
45 mm/s
Optymalna prędkość
40 mm/s
150W
Prędkość maksymalna
55 mm/s
Optymalna prędkość
50 mm/s
180W
Prędkość maksymalna
65 mm/s
Optymalna prędkość
60 mm/s
200W
Prędkość maksymalna
80 mm/s
Optymalna prędkość
75 mm/s
Tak samo jak w przypadku cięcia PVC.
10. Wykres grubości i prędkości cięcia laserowego CO2 dla papieru
Materiał
Papier
Grubość
Monowarstwa
25W
Prędkość maksymalna
50 mm/s
Optymalna prędkość
40 mm/s
40W
Prędkość maksymalna
80 mm/s
Optymalna prędkość
40 mm/s
60W
Prędkość maksymalna
120 mm/s
Optymalna prędkość
40 mm/s
80W
Prędkość maksymalna
150 mm/s
Optymalna prędkość
40 mm/s
100W
Prędkość maksymalna
250 mm/s
Optymalna prędkość
40 mm/s
130W
Prędkość maksymalna
350 mm/s
Optymalna prędkość
40 mm/s
150W
Prędkość maksymalna
450 mm/s
Optymalna prędkość
40 mm/s
180W
Prędkość maksymalna
550 mm/s
Optymalna prędkość
40 mm/s
200W
Prędkość maksymalna
650 mm/s
Optymalna prędkość
40 mm/s
Należy zwrócić uwagę na regulację mocy lasera podczas cięcia papieru. Im wyższa moc lampy laserowej, tym mniejszy procent regulacji lasera.
11. Wykres grubości i prędkości cięcia laserowego CO2 dla płyty gumowej
Materiał
Płyta gumowa
Grubość
4mm(1mm)
6mm(2mm)
25W
Prędkość maksymalna
5 mm/s
2 mm/s
Optymalna prędkość
4 mm/s
1 mm/s
40W
Prędkość maksymalna
15 mm/s
10 mm/s
Optymalna prędkość
13 mm/s
8 mm/s
60W
Prędkość maksymalna
25 mm/s
15 mm/s
Optymalna prędkość
20 mm/s
10 mm/s
80W
Prędkość maksymalna
30 mm/s
18 mm/s
Optymalna prędkość
27 mm/s
15 mm/s
100W
Prędkość maksymalna
35 mm/s
20 mm/s
Optymalna prędkość
33 mm/s
18 mm/s
130W
Prędkość maksymalna
40 mm/s
25 mm/s
Optymalna prędkość
38 mm/s
23 mm/s
150W
Prędkość maksymalna
45 mm/s
30 mm/s
Optymalna prędkość
43 mm/s
28 mm/s
180W
Prędkość maksymalna
50 mm/s
35 mm/s
Optymalna prędkość
48 mm/s
33 mm/s
200W
Prędkość maksymalna
60 mm/s
45 mm/s
Optymalna prędkość
58 mm/s
43 mm/s
Płyta gumowa jest zazwyczaj cięta w jednej warstwie, a warstwa powierzchniowa może zostać przecięta. Tabela dotyczy parametrów cięcia warstwy powierzchniowej.
Zrozumienie cięcia laserem CO2
Cięcie laserem CO2 to wysoce precyzyjny proces termiczny wykorzystywany do cięcia i grawerowania szerokiej gamy materiałów. Technologia ta wykorzystuje wiązkę lasera o dużej mocy do topienia, spalania lub odparowywania materiału w wysoce kontrolowany i dokładny sposób, umożliwiając uzyskanie złożonych geometrii i czystych krawędzi.
Podstawy technologii lasera CO2
Lasery na dwutlenek węgla lub lasery CO2 działają na zasadzie wzbudzania wyładowaniami gazowymi. Wnęka lasera zawiera starannie wyważoną mieszaninę dwutlenku węgla, helu i azotu. Gdy prąd elektryczny przepływa przez tę mieszaninę gazów, wzbudza cząsteczki CO2, powodując ich emisję promieniowania podczerwonego. Proces ten generuje silną, wysoce skupioną wiązkę spójnego światła o określonych właściwościach:
Długość fali: Zazwyczaj 10,6 mikrometra (w zakresie dalekiej podczerwieni).
Tryb: Zwykle TEM00 (poprzeczny tryb elektromagnetyczny) dla optymalnego ogniskowania
Zakres mocy: Od 20W do ponad 20kW do zastosowań przemysłowych
Wygenerowana wiązka jest kierowana i ogniskowana na obrabianym przedmiocie za pomocą szeregu luster i soczewek, często zawierających latający system optyczny zapewniający szybki i precyzyjny ruch w obszarze cięcia.
Materiały powszechnie przetwarzane za pomocą laserów CO2 obejmują:
Cienki metale: Stal nierdzewna, stal miękka, aluminium (zazwyczaj do 25 mm, w zależności od mocy lasera)
Długość fali 10,6 mikrometra jest wysoce absorbowana przez materiały organiczne i wiele tworzyw sztucznych, dzięki czemu lasery CO2 są szczególnie wydajne w przypadku tych podłoży.
Czynniki wpływające na grubość i prędkość cięcia
Wydajność systemu cięcia laserem CO2 jest regulowana przez kilka powiązanych ze sobą zmiennych, które wpływają zarówno na maksymalną grubość cięcia, jak i prędkość cięcia:
1. Moc lasera: Lasery o większej mocy mogą ciąć grubsze materiały i pracować z większą prędkością. Moc waha się zazwyczaj od 30 W dla małych maszyn hobbystycznych do 6 kW lub więcej dla systemów przemysłowych.
2. Właściwości materiału:
Przewodność cieplna: Wpływa na rozpraszanie ciepła i wydajność cięcia
Punkt topnienia/parowania: Określa energię wymaganą do usunięcia materiału
Współczynnik odbicia: Wpływa na absorpcję wiązki laserowej
Grubość: Bezpośredni wpływ na prędkość cięcia i maksymalną przetwarzaną grubość
3. Skupienie wiązki:
Ogniskowa: Wpływa na głębię ostrości i grubość cięcia
Rozmiar plamki: Mniejsze plamki zwiększają gęstość mocy, ale mogą zmniejszyć głębokość cięcia.
Pozycja ogniskowania: Optymalna pozycja zależy od materiału i grubości.
4. Gazy pomocnicze:
Tlen: Zwiększa cięcie metali żelaznych poprzez reakcję egzotermiczną.
Azot: Zapewnia obojętne środowisko dla wysokiej jakości krawędzi stali nierdzewnej i aluminium.
Sprężone powietrze: Ekonomiczna opcja dla niemetali i niektórych cienkich metali
5. Parametry cięcia:
Prędkość cięcia: odwrotnie proporcjonalna do grubości materiału
Modulacja mocy: Tryby fali impulsowej lub ciągłej dla różnych zastosowań
Wielokrotne przejścia: Używany do grubszych materiałów lub w celu poprawy jakości krawędzi.
6. Dynamika maszyn:
Możliwości przyspieszania i zwalniania
Dokładność i powtarzalność pozycjonowania
Kontrola wibracji i ogólna sztywność
7. Środowisko cięcia:
Temperatura i wilgotność otoczenia
Wydajność odsysania pyłu i oparów
Stan kalibracji i konserwacji maszyny
Optymalizacja tych czynników ma kluczowe znaczenie dla osiągnięcia pożądanej równowagi między prędkością cięcia, grubością i jakością krawędzi. Producenci zazwyczaj dostarczają wykresy parametrów jako punkty startowe, ale użytkownicy muszą dostroić ustawienia poprzez testy empiryczne. Zaawansowane systemy mogą wykorzystywać adaptacyjne algorytmy sterowania do optymalizacji parametrów w czasie rzeczywistym w oparciu o informacje zwrotne z czujników.
Z pewnością. Przejdę do następnej głównej sekcji, "Porównanie z innymi metodami cięcia", zachowując spójność z poprzednimi sekcjami i dostarczając szczegółowych informacji.
Porównanie z innymi metodami cięcia
Zrozumienie, jak cięcie laserem CO2 wypada w porównaniu z innymi metodami cięcia, ma kluczowe znaczenie dla wyboru najbardziej odpowiedniej technologii do konkretnych zastosowań. Niniejsza sekcja zawiera kompleksowe porównanie cięcia laserem CO2 z innymi popularnymi technologiami cięcia.
A. Lasery CO2 a inne typy laserów (światłowodowe, krystaliczne)
1. Możliwości cięcia:
Lasery CO2: Doskonale sprawdzają się w cięciu niemetali i materiałów organicznych. Może ciąć metale o grubości do około 25 mm.
Lasery światłowodowe: Doskonałe do cięcia metali, zwłaszcza odblaskowych. Może ciąć do 30 mm w niektórych metalach.
Lasery krystaliczne (np. Nd:YAG): Dobre zarówno dla metali, jak i niemetali, ale generalnie mniej wydajne niż lasery światłowodowe dla metali.
2. Długość fali i absorpcja:
Lasery CO2: Długość fali 10,6 μm, dobrze pochłaniana przez materiały organiczne i tworzywa sztuczne.
Lasery światłowodowe: Długość fali 1,06 μm, silnie pochłaniana przez metale.
Lasery krystaliczne: Zazwyczaj 1,06 μm, podobne do laserów światłowodowych.
3. Wydajność:
Lasery CO2: 5-10% sprawność elektryczna do optycznej.
Lasery światłowodowe: Sprawność do 30%.
Lasery kryształowe: 1-3% sprawność.
4. Konserwacja:
Lasery CO2: Wymagają regularnej konserwacji optyki i gazu.
Lasery światłowodowe: Niskie koszty utrzymania, brak konieczności stosowania gazu.
Lasery krystaliczne: Umiarkowane koszty początkowe i operacyjne.
Badanie przeprowadzone przez Wandera et al. (2015) wykazało, że w przypadku stali nierdzewnej o grubości 5 mm lasery światłowodowe osiągnęły prędkość cięcia o 30% większą niż lasery CO2, zużywając przy tym o 50% mniej energii.
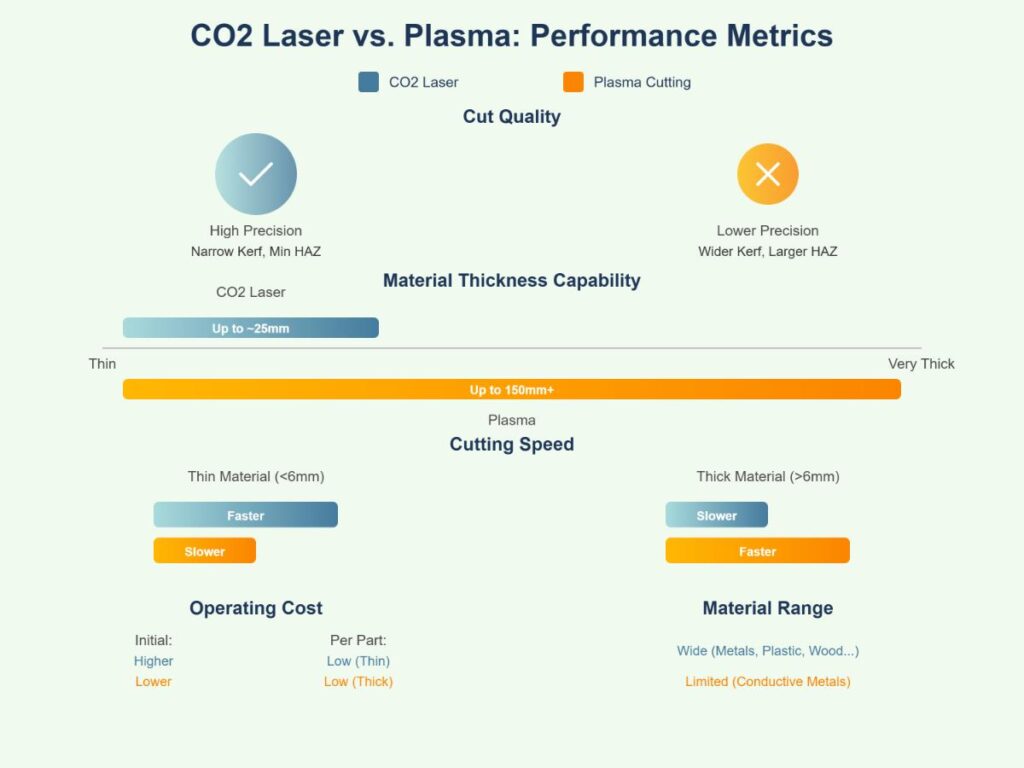
Plazma: Niższy koszt początkowy, bardziej ekonomiczny w przypadku grubych materiałów i dużych ilości.
5. Zakres materiałów:
Laser CO2: Szeroki zakres, w tym metale, tworzywa sztuczne, drewno i kompozyty.
Plazma: Ograniczona do materiałów przewodzących, głównie metali.
Badania przeprowadzone przez O'Neill et al. (2018) wykazały, że w przypadku stali miękkiej o grubości 10 mm cięcie plazmowe było o 40% szybsze niż cięcie laserem CO2, ale szerokość szczeliny cięcia była 3 razy większa.
Strumień wody: Brak strefy wpływu ciepła, możliwość cięcia materiałów wrażliwych na ciepło.
2. Grubość materiału:
Laser CO2: Ograniczenie do około 25 mm dla większości metali.
Strumień wody: Może ciąć materiały o grubości do 300 mm.
3. Prędkość cięcia:
Laser CO2: Generalnie szybszy w przypadku cienkich materiałów.
Strumień wody: Ogólnie wolniejsze, ale spójne w zakresie grubości materiału.
4. Zakres materiałów:
Laser CO2: Szeroki zakres, ale ograniczony w przypadku bardzo grubych lub silnie odbijających materiałów.
Strumień wody: Może ciąć prawie każdy materiał, w tym kompozyty i materiały warstwowe.
5. Koszty operacyjne:
Laser CO2: Niższe koszty operacyjne w przypadku cienkich materiałów.
Strumień wodny: Wyższy koszt operacyjny ze względu na zużycie ścierniwa, ale bardziej wszechstronny.
6. Wpływ na środowisko:
Laser CO2: Wytwarza opary, wymaga wentylacji.
Strumień wody: Czystszy proces, ale generuje ścieki.
Badanie porównawcze przeprowadzone przez Chen et al. (2016) wykazało, że w przypadku aluminium o grubości 5 mm cięcie laserem CO2 było 3 razy szybsze niż cięcie strumieniem wody, ale wytwarzało większą strefę wpływu ciepła.
D. Kiedy wybrać cięcie laserem CO2
Cięcie laserem CO2 jest często preferowanym wyborem w następujących sytuacjach:
Cięcie materiałów niemetalicznych: Szczególnie skuteczne w przypadku akrylu, drewna, tekstyliów i wielu tworzyw sztucznych.
Wymagania dotyczące wysokiej precyzji: Gdy kluczowe są wąskie tolerancje i czyste krawędzie.
Cienkie i średniej grubości metale: Szczególnie wydajne w przypadku blach o grubości do 10 mm.
Złożone geometrie: Doskonale radzi sobie z wycinaniem skomplikowanych kształtów i wzorów.
Produkcja na niską i średnią skalę: Oferuje elastyczność bez konieczności zmiany oprzyrządowania.
Czyste środowisko cięcia: Gdy wymagana jest minimalna obróbka końcowa i czyste cięcie.
Znakowanie i grawerowanie: Lasery CO2 mogą wykonywać zarówno operacje cięcia, jak i znakowania.
E. Analiza kosztów i korzyści
Rozważając cięcie laserem CO2 w porównaniu z innymi metodami, należy przeanalizować kilka czynników:
1. Inwestycja początkowa:
Systemy laserowe CO2 mają zazwyczaj umiarkowany koszt początkowy w porównaniu z laserami światłowodowymi (wyższy) i przecinarkami plazmowymi (niższy).
2. Koszty operacyjne:
Weź pod uwagę zużycie energii, koszty gazu i materiałów eksploatacyjnych.
Lasery CO2 często mają niższe koszty operacyjne w przypadku materiałów niemetalicznych.
3. Wydajność:
Oceń prędkości cięcia dla typowego zakresu materiałów.
Uwzględnij czas konfiguracji i elastyczność dla różnych materiałów.
4. Wszechstronność:
Lasery CO2 oferują dobrą, wszechstronną wydajność dla różnych materiałów.
5. Wymagania jakościowe:
Jeśli wymagana jest wysoka precyzja i minimalna obróbka końcowa, lasery CO2 często zapewniają przewagę.
6. Względy środowiskowe:
Uwzględnienie wymagań dotyczących wentylacji i gospodarki odpadami.
Kompleksowa analiza przeprowadzona przez Martineza i in. (2019) w różnych branżach wykazała, że cięcie laserem CO2 zapewnia najlepszy stosunek kosztów do korzyści dla firm pracujących głównie z materiałami mieszanymi (metalami i niemetalami) o grubości poniżej 10 mm.
Kluczowe parametry cięcia laserem CO2
A. Moc lasera
Moc lasera jest krytycznym parametrem w cięciu laserem CO2, bezpośrednio wpływającym na możliwości i jakość cięcia. Zazwyczaj mierzona jest w watach (W) i może wynosić od 30 W w przypadku małych maszyn hobbystycznych do ponad 6000 W w przypadku systemów przemysłowych.
Typowe zakresy mocy dla różnych zastosowań:
30W-100W: Nadaje się do cięcia cienkich materiałów, takich jak papier, tkanina i cienki akryl.
100W-500W: Idealna do cięcia grubszego akrylu, drewna i cienkich metali.
500W-2000W: Używana do cięcia grubszych metali i obróbki z dużą prędkością.
2000W-6000W+: Zastosowania przemysłowe do cięcia grubych metali i produkcji wielkoseryjnej.
Badanie przeprowadzone przez Caiazzo et al. (2005) wykazało, że w przypadku cięcia Stal nierdzewna 304:
Grubość 1 mm wymaga 1000 W dla optymalnego cięcia
Wymagana grubość 2 mm 1500 W
Wymagana grubość 3 mm 2000 W
Pokazuje to bezpośredni związek między grubością materiału a wymaganą mocą lasera.
Wpływ mocy na jakość i szybkość cięcia:
Większa moc pozwala generalnie na większą prędkość cięcia i możliwość cięcia grubszych materiałów.
Nadmierna moc może jednak prowadzić do zwiększenia szerokości rzazu i strefy wpływu ciepła (HAZ).
Na przykład badania przeprowadzone przez Yilbas (2004) wykazały, że zwiększenie mocy lasera z 1000 W do 1500 W podczas cięcia 2 mm stali miękkiej zwiększyło prędkość cięcia o 40%, ale także zwiększyło HAZ o około 15%.
B. Prędkość cięcia
Prędkość cięcia, zazwyczaj mierzona w metrach na minutę (m/min) lub milimetrach na sekundę (mm/s), ma kluczowe znaczenie dla wydajności i jakości cięcia.
Zakresy prędkości dla różnych materiałów i grubości:
Stal miękka:
1 mm: 5-10 m/min
5 mm: 1-3 m/min
10 mm: 0,5-1 m/min
Akryl:
3 mm: 15-30 mm/s
6 mm: 8-15 mm/s
10 mm: 3-8 mm/s
Sklejka:
3 mm: 20-40 mm/s
6 mm: 10-20 mm/s
9 mm: 5-10 mm/s
Zależność między prędkością a jakością cięcia:
Zbyt wysoka prędkość może skutkować niekompletnymi cięciami lub powstawaniem żużlu.
Zbyt niska prędkość może spowodować nadmierne topienie, szerszy rzaz i większą strefę HAZ.
Badanie przeprowadzone przez Radovanovic i Madic (2011) wykazało, że w przypadku stali miękkiej o grubości 3 mm, zwiększenie prędkości skrawania z 2 m/min do 3 m/min spowodowało zmniejszenie HAZ o 18%, ale także zwiększyło chropowatość powierzchni o 12%.
C. Grubość materiału
Grubość materiału znacząco wpływa zarówno na wymaganą moc lasera, jak i osiągalną prędkość cięcia.
Maksymalna grubość cięcia dla różnych poziomów mocy:
100W: do 10 mm akrylu, 6 mm sklejki
500W: Do 6 mm stali miękkiej, 15 mm akrylu
2000W: do 15 mm stali miękkiej, 25 mm akrylu
4000W: do 25 mm stali miękkiej, 40 mm akrylu
Minimalne ograniczenia grubości: Lasery CO2 mogą ciąć materiały o grubości nawet 0,1 mm, ale obsługa i rozpraszanie ciepła stają się wyzwaniem w przypadku bardzo cienkich materiałów.
Wpływ grubości na jakość cięcia i wykończenie krawędzi:
Grubsze materiały generalnie skutkują bardziej szorstkimi wykończeniami krawędzi ze względu na zwiększony przepływ stopionego materiału.
Cieńsze materiały mogą wypaczać się lub deformować, jeśli dopływ ciepła nie jest dokładnie kontrolowany.
Badania Eltawahni et al. (2012) nad cięciem MDF wykazały, że zwiększenie grubości z 4 mm do 9 mm spowodowało wzrost chropowatości powierzchni o 35% przy utrzymaniu stałej mocy i prędkości lasera.
D. Ostrość i długość ogniskowej
Prawidłowe ustawienie ostrości ma kluczowe znaczenie dla uzyskania wysokiej jakości cięcia. Ogniskowa obiektywu określa głębię ostrości i minimalny rozmiar plamki.
Znaczenie prawidłowego ustawiania ostrości:
Optymalna pozycja ogniskowania zapewnia maksymalną gęstość energii w punkcie cięcia.
Słaba ostrość może prowadzić do niekompletnych cięć, szerszego rzazu i obniżonej jakości cięcia.
Wybór odpowiedniej ogniskowej dla różnych materiałów:
Krótka ogniskowa (1,5″-2,5″): Lepiej sprawdza się w przypadku cienkich materiałów, zapewniając mniejszy rozmiar plamki i drobniejsze szczegóły.
Długa ogniskowa (4″-7,5″): Preferowana w przypadku grubych materiałów, oferując większą głębię ostrości.
Badanie przeprowadzone przez Wandera et al. (2011) wykazało, że w przypadku stali nierdzewnej o grubości 10 mm, zwiększenie ogniskowej z 127 mm do 190 mm pozwoliło na zwiększenie prędkości cięcia o 15% przy zachowaniu jakości cięcia.
E. Typ i ciśnienie gazu wspomagającego
Gaz wspomagający odgrywa kluczową rolę w usuwaniu stopionego materiału i ochronie soczewki przed zanieczyszczeniami.
Rodzaje gazów wspomagających i ich zastosowania:
Tlen: Poprawia cięcie stali miękkiej poprzez reakcję egzotermiczną.
Azot: Zapewnia czyste, wolne od tlenków cięcie stali nierdzewnej i aluminium.
Powietrze: Ekonomiczna opcja dla niemetali i niektórych cienkich metali.
Optymalizacja ciśnienia gazu dla różnych materiałów:
Wyższe ciśnienie zazwyczaj pozwala na szybsze cięcie, ale może zwiększyć koszty operacyjne.
Typowe zakresy ciśnienia:
Tlen dla stali miękkiej: 0,5-6 barów
Azot dla stali nierdzewnej: 10-20 barów
Powietrze do akrylu: 1-3 bar
Badania przeprowadzone przez Chen (1999) wykazały, że zwiększenie ciśnienia tlenu z 0,5 bara do 2 barów podczas cięcia stali miękkiej o grubości 6 mm poprawiło prędkość cięcia o 30% i zmniejszyło powstawanie żużlu o 50%.
Optymalizacja wydajności cięcia laserem CO2
Optymalizacja wydajności cięcia laserem CO2 ma kluczowe znaczenie dla uzyskania wysokiej jakości cięcia, maksymalizacji produktywności i obniżenia kosztów operacyjnych. W tej sekcji omówiono różne strategie dostrajania procesu cięcia laserowego.
A. Ustawienia dostrajania
Dostrajanie parametry cięcia laserowego to iteracyjny proces, który może znacząco poprawić jakość i wydajność cięcia:
Regulacja mocy: Zacznij od zalecanej mocy i dokonuj niewielkich przyrostów (5-10%), obserwując jakość cięcia. Na przykład, podczas cięcia stali nierdzewnej o grubości 5 mm, zwiększenie mocy z 2000 W do 2200 W może poprawić gładkość krawędzi cięcia bez pogorszenia prędkości.
Optymalizacja prędkości: Stopniowe zwiększanie prędkości skrawania aż do pogorszenia jakości cięcia, a następnie nieznaczne jej zmniejszenie w celu znalezienia optymalnej równowagi. Badanie przeprowadzone przez Yilbas et al. (2008) wykazało, że w przypadku 3 mm stali miękkiej zwiększenie prędkości z 30 mm/s do 35 mm/s zmniejszyło strefę wpływu ciepła o 12% bez pogorszenia jakości cięcia.
Pozycja ogniskowania: Poeksperymentuj z niewielkimi zmianami położenia punktu ogniskowania. W przypadku grubszych materiałów, ustawienie punktu ogniskowania nieco poniżej powierzchni może poprawić jakość cięcia. Chen et al. (1999) wykazali, że w przypadku stali nierdzewnej o grubości 10 mm ustawienie punktu ogniskowania 2 mm pod powierzchnią zwiększyło prędkość cięcia o 15% w porównaniu z ogniskowaniem powierzchniowym.
Wspomaganie ciśnienia gazu: Zoptymalizuj ciśnienie gazu dla każdego materiału i grubości. Wyższe ciśnienie może umożliwić szybsze cięcie, ale może zwiększyć koszty operacyjne. Na przykład, podczas cięcia stali miękkiej o grubości 6 mm, zwiększenie ciśnienia tlenu z 3 barów do 5 barów może pozwolić na zwiększenie prędkości cięcia o 20%.
B. Tworzenie niestandardowych wykresów dla określonych aplikacji
Opracowanie niestandardowych wykresów dla konkretnych aplikacji może prowadzić do znacznej poprawy wydajności i jakości:
Systematyczne testowanie: Wykonaj serię cięć przy różnych ustawieniach mocy i prędkości dla każdego materiału i grubości, z którymi często pracujesz.
Ocena jakości: Oceń każde cięcie pod kątem czynników jakościowych, takich jak gładkość krawędzi, szerokość rzazu i strefa wpływu ciepła. W miarę możliwości należy stosować pomiary ilościowe, takie jak pomiary chropowatości powierzchni.
Kompilacja danych: Utwórz matrycę lub wykres pokazujący zależność między mocą, prędkością i jakością cięcia dla każdego materiału i grubości.
Identyfikacja optymalnego zakresu: Podświetlenie zakresu ustawień, które zapewniają akceptowalną jakość cięcia przy jednoczesnej maksymalizacji prędkości.
Ciągłe udoskonalanie: Regularnie aktualizuj swoje niestandardowe wykresy w oparciu o bieżące dane produkcyjne i wszelkie zmiany w materiałach lub sprzęcie.
C. Rozwiązywanie typowych problemów
Identyfikacja i rozwiązywanie typowych problemów związanych z cięciem laserowym ma zasadnicze znaczenie dla utrzymania optymalnej wydajności:
Tworzenie się kożucha: Jeśli na dnie cięcia tworzy się nadmierna ilość żużlu, należy spróbować zwiększyć prędkość cięcia lub zmniejszyć moc. Na przykład, podczas cięcia aluminium o grubości 3 mm, zmniejszenie mocy o 10% może wyeliminować żużel bez wpływu na zakończenie cięcia.
Niekompletne cięcia: W przypadku niekompletnych cięć należy najpierw sprawdzić pozycję ogniskowania, a następnie spróbować zmniejszyć prędkość cięcia lub zwiększyć moc. Upewnij się, że materiał jest płaski i odpowiednio podparty.
Szeroki rzaz: Jeśli rzaz jest szerszy niż to konieczne, spróbuj zwiększyć prędkość cięcia lub zmniejszyć moc. Sprawdź również stan optycznego układu ogniskującego.
Niespójna jakość cięcia: Może to być spowodowane zmianami właściwości materiału lub wahaniami mocy lasera. Należy zapewnić stałą jakość materiału i regularnie sprawdzać wydajność systemu laserowego.
D. Wskazówki dotyczące poprawy jakości cięcia
Wdrożenie tych wskazówek może pomóc w osiągnięciu najwyższej jakości cięcia:
Regularna konserwacja: Optyka powinna być czysta i wyrównana. Badanie przeprowadzone przez Wandera et al. (2011) wykazało, że właściwa konserwacja może poprawić jakość cięcia nawet o 25% i wydłużyć żywotność elementów optycznych.
Optymalny wybór gazu wspomagającego: Aby uzyskać najlepsze wyniki, należy stosować gazy o wysokiej czystości. W przypadku stali nierdzewnej użycie azotu o wysokiej czystości może skutkować cięciem bez tlenków przy minimalnej wymaganej obróbce końcowej.
Przygotowanie materiału: Upewnij się, że materiały są czyste i wolne od olejów lub powłok, które mogą wpływać na absorpcję lasera. Właściwe obchodzenie się z materiałem może poprawić jakość cięcia i zmniejszyć ryzyko wad.
Optymalizacja sekwencji cięcia: W przypadku złożonych części należy zoptymalizować sekwencję cięcia, aby zminimalizować gromadzenie się ciepła i potencjalne zniekształcenia. Zacznij od elementów wewnętrznych przed cięciem konturów zewnętrznych.
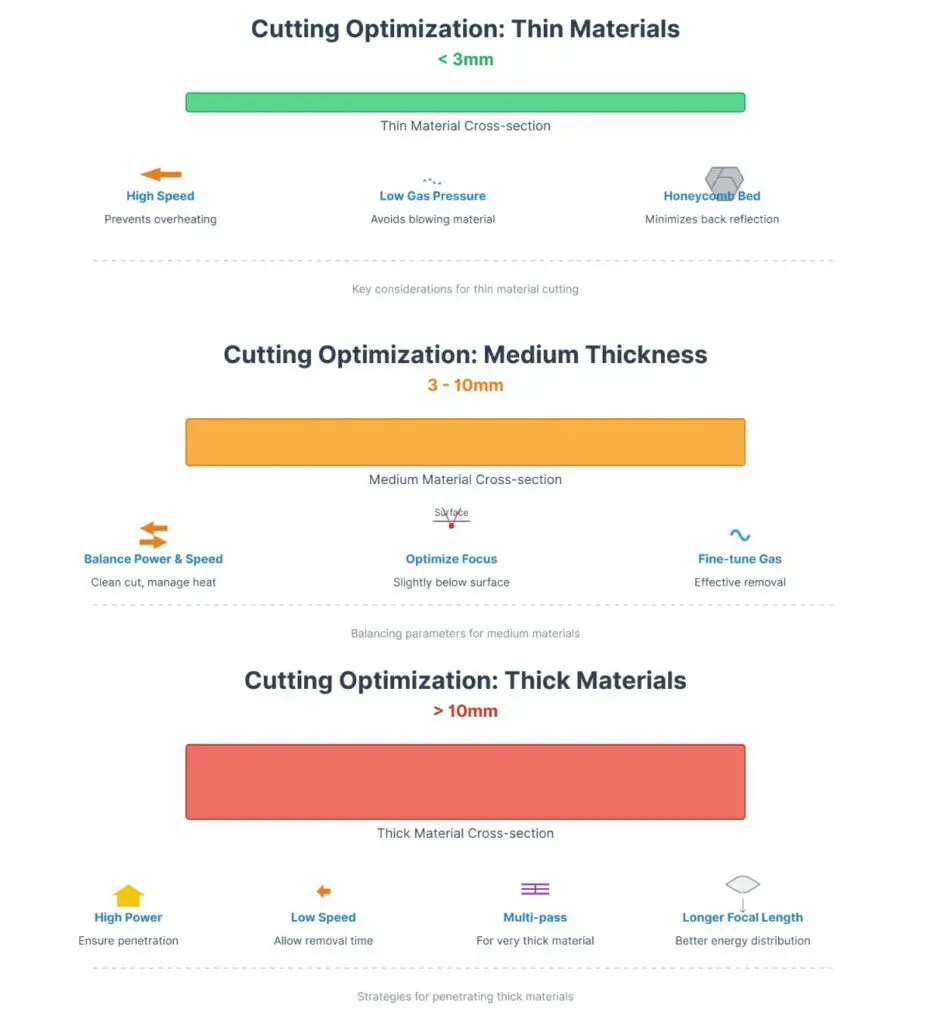
E. Strategie optymalizacji oparte na grubości
Różne grubości materiałów wymagają specyficznych podejść optymalizacyjnych:
1. Cienkie materiały (< 3 mm):
Skoncentruj się na wysokich prędkościach, aby zapobiec przegrzaniu i zniekształceniom.
Używaj niższego ciśnienia gazu, aby uniknąć wydmuchiwania stopionego materiału.
Rozważ zastosowanie stołu tnącego o strukturze plastra miodu, aby zminimalizować odbicia wsteczne.
2. Średnia grubość (3-10 mm):
Zrównoważona moc i prędkość zapewniają czyste cięcie bez nadmiernego nagrzewania.
Zoptymalizuj pozycję ogniskowania, potencjalnie ustawiając ją nieco poniżej powierzchni dla grubszych materiałów w tym zakresie.
Precyzyjna regulacja ciśnienia gazu wspomagającego w celu skutecznego usuwania stopionego materiału bez powodowania turbulencji.
3. Grube materiały (> 10 mm):
Używaj wysokich ustawień mocy, aby zapewnić całkowitą penetrację.
Zmniejszyć prędkość cięcia, aby zapewnić wystarczający czas na usunięcie materiału.
W przypadku bardzo grubych materiałów należy rozważyć cięcie wieloprzebiegowe, stopniowo zwiększając głębokość cięcia.
Optymalizacja ogniskowej, potencjalnie przy użyciu soczewek o dłuższej ogniskowej w celu lepszej dystrybucji energii przez grubość materiału.
Kwestie bezpieczeństwa podczas cięcia laserem CO2
Bezpieczeństwo jest najważniejsze w operacjach cięcia laserem CO2. Odpowiednie środki bezpieczeństwa chronią operatorów, utrzymują integralność sprzętu i zapewniają zgodność z normami prawnymi. W tej sekcji omówiono kluczowe kwestie bezpieczeństwa i najlepsze praktyki.
A. Właściwa wentylacja i odciąg oparów
Skuteczna wentylacja i odciąg oparów mają kluczowe znaczenie dla utrzymania bezpiecznego środowiska pracy:
1. Skład oparów: Cięcie laserem CO2 może wytwarzać różne szkodliwe opary w zależności od ciętego materiału. Na przykład cięcie tworzyw sztucznych może uwalniać toksyczne gazy, podczas gdy cięcie metali może wytwarzać cząsteczki tlenku metalu.
2. Wymagania dotyczące systemu wentylacji:
System powinien zapewniać minimalne natężenie przepływu powietrza wynoszące 1000 stóp sześciennych na minutę (CFM) na 100 stóp kwadratowych powierzchni roboczej, zgodnie z zaleceniami Administracji Bezpieczeństwa i Higieny Pracy (OSHA).
Upewnij się, że system wentylacji jest wyposażony w odpowiednie filtry do wychwytywania cząstek stałych i oparów chemicznych.
3. Metody ekstrakcji oparów:
Stoły z ciągiem w dół: Skuteczne do wychwytywania ciężkich cząstek i oparów, które mają tendencję do opadania.
Odciąg górny: Przydatny w przypadku lżejszych oparów, które się unoszą.
Przechwytywanie źródła: Dysze lub okapy umieszczone blisko obszaru cięcia w celu uzyskania maksymalnej wydajności.
4. Regularna konserwacja: Czyszczenie i wymiana filtrów zgodnie z zaleceniami producenta. Badanie przeprowadzone przez Thorne et al. (2017) wykazało, że regularna konserwacja systemów odciągowych poprawiła jakość powietrza nawet o 40% w zakładach cięcia laserowego.
B. Ochrona oczu i skóry
Lasery CO2 emitują intensywne promieniowanie podczerwone, które może powodować poważne uszkodzenia oczu i skóry:
1. Ochrona oczu:
Wszyscy pracownicy znajdujący się w obszarze cięcia laserowego muszą nosić odpowiednie okulary ochronne.
Okulary powinny być dostosowane do określonej długości fali lasera CO2 (10,6 μm) i maksymalnej mocy wyjściowej systemu.
Niezbędna jest regularna kontrola okularów ochronnych pod kątem zarysowań lub uszkodzeń.
2. Ochrona skóry:
Operatorzy powinni nosić koszule z długimi rękawami, długie spodnie i buty z zamkniętymi palcami, aby zminimalizować narażenie skóry.
W przypadku systemów o dużej mocy należy rozważyć stosowanie rękawic i fartuchów odpornych na działanie lasera.
3. Oznakowanie i ograniczony dostęp:
Wyraźnie oznacz obszary cięcia laserowego odpowiednimi znakami ostrzegawczymi.
Wdrożenie kontroli dostępu w celu uniemożliwienia nieupoważnionemu personelowi wejścia do aktywnych stref cięcia laserowego.
C. Środki zapobiegania pożarom
Cięcie laserem CO2 stwarza znaczne ryzyko pożaru ze względu na wysoką temperaturę:
1. Systemy przeciwpożarowe:
W pobliżu obszaru cięcia laserowego należy zainstalować odpowiednie gaśnice (zazwyczaj klasy A, B i C).
Rozważ zautomatyzowane systemy przeciwpożarowe w zastosowaniach wysokiego ryzyka.
2. Obsługa materiałów:
Materiały łatwopalne należy przechowywać z dala od obszaru cięcia laserowego.
Używaj ognioodpornych łóżek lub stołów do cięcia.
3. Praktyki operacyjne:
Nigdy nie pozostawiaj pracującej wycinarki laserowej bez nadzoru.
Przed przystąpieniem do pracy z materiałami po cięciu należy odczekać, aż ostygną.
Regularnie czyść obszar cięcia w celu usunięcia łatwopalnych zanieczyszczeń.
4. Procedury awaryjne:
Opracowanie i regularne ćwiczenie procedur awaryjnego wyłączania.
Upewnij się, że wszyscy operatorzy zostali przeszkoleni w zakresie protokołów reagowania na pożary.
5. Systemy monitorowania:
Zainstalować czujniki dymu i ciepła w obszarze cięcia laserowego.
Rozważ użycie kamer termowizyjnych do wczesnego wykrywania potencjalnych zagrożeń pożarowych.
Studium przypadku przeprowadzone przez Zhang et al. (2019) wykazało, że wdrożenie kompleksowych środków zapobiegania pożarom zmniejszyło liczbę incydentów pożarowych w zakładach cięcia laserowego o 75% w ciągu dwóch lat.
D. Bezpieczeństwo elektryczne
Systemy laserowe CO2 zawierają komponenty pod wysokim napięciem, co wymaga ścisłych środków bezpieczeństwa elektrycznego:
Prawidłowe uziemienie: Należy upewnić się, że wszystkie urządzenia są prawidłowo uziemione, aby zapobiec ryzyku porażenia prądem.
Regularne kontrole: Przeprowadzaj okresowe kontrole połączeń elektrycznych i komponentów.
Procedury Lockout/Tagout: Należy wdrożyć ścisłe procedury lockout/tagout dla prac konserwacyjnych i naprawczych.
Szkolenie operatorów: Zapewnienie kompleksowego szkolenia w zakresie bezpieczeństwa elektrycznego specyficznego dla systemów cięcia laserowego.
E. Bezpieczeństwo chemiczne
Niektóre materiały podczas cięcia mogą wytwarzać niebezpieczne chemiczne produkty uboczne:
Karty charakterystyki substancji niebezpiecznych (MSDS): Prowadzenie i przegląd kart charakterystyki substancji niebezpiecznych dla wszystkich ciętych materiałów.
Środki ochrony osobistej (PPE): Należy zapewnić odpowiednie środki ochrony indywidualnej, w tym w razie potrzeby maski oddechowe, w zależności od przetwarzanych materiałów.
Przechowywanie chemikaliów: Prawidłowo przechowywać i utylizować wszelkie chemikalia używane w procesie cięcia laserowego.
Reagowanie w sytuacjach awaryjnych: Należy zapewnić dostęp do odpowiednich zestawów do usuwania rozlanych płynów i stanowisk awaryjnego prysznica/myjki do oczu.
F. Zgodność z przepisami
Przestrzeganie odpowiednich przepisów i norm bezpieczeństwa:
Normy OSHA: Przestrzegać wytycznych OSHA dotyczących bezpieczeństwa laserów (Podręcznik techniczny OSHA, sekcja III: rozdział 6).
Normy ANSI: Należy przestrzegać norm ANSI Z136.1 dotyczących bezpiecznego użytkowania laserów.
Przepisy lokalne: Należy znać i przestrzegać wszelkich lokalnych lub stanowych przepisów dotyczących obsługi i bezpieczeństwa lasera.
Regularne audyty: Przeprowadzaj okresowe audyty bezpieczeństwa, aby zapewnić stałą zgodność i zidentyfikować obszary wymagające poprawy.
Nadając priorytet tym kwestiom bezpieczeństwa, operacje cięcia laserowego mogą zminimalizować ryzyko dla personelu i sprzętu przy jednoczesnym utrzymaniu wysokiej produktywności. Regularne szkolenia, konsekwentne egzekwowanie protokołów bezpieczeństwa i bycie na bieżąco z najnowszymi standardami bezpieczeństwa są kluczem do stworzenia bezpiecznego i wydajnego środowiska cięcia laserowego.
Konserwacja i kalibracja
Właściwa konserwacja i kalibracja systemów cięcia laserem CO2 ma kluczowe znaczenie dla zapewnienia optymalnej wydajności, trwałości sprzętu i stałej jakości cięcia. Niniejsza sekcja obejmuje kluczowe aspekty konserwacji i kalibracji systemu cięcia laserowego.
A. Regularne czyszczenie i wyrównywanie
1. Harmonogram czyszczenia:
Codziennie: Oczyść stół tnący i usuń wszelkie zanieczyszczenia z obszaru roboczego.
Co tydzień: Wyczyść system dostarczania wiązki, w tym lustra i soczewki.
Co miesiąc: Przeprowadzić gruntowne czyszczenie całego urządzenia, w tym trudno dostępnych miejsc.
2. Techniki czyszczenia:
Do czyszczenia luster i soczewek należy używać niestrzępiących się ściereczek i odpowiednich roztworów do czyszczenia optyki.
Należy unikać stosowania sprężonego powietrza w pobliżu elementów optycznych, ponieważ może ono wprowadzać zanieczyszczenia.
W przypadku zastosowań związanych z obróbką metali należy regularnie usuwać metalowe odpryski z dysz i głowic tnących.
3. Kontrole wyrównania:
Przeprowadzaj kontrole ustawienia wiązki co tydzień lub po każdym znaczącym ruchu maszyny.
Należy używać narzędzi do osiowania dostarczonych przez producenta lub specjalistycznych laserowych urządzeń do osiowania.
Dokumentowanie procedur dostosowywania i wyników w celu śledzenia w czasie.
Badanie przeprowadzone przez Johnson et al. (2018) wykazało, że wdrożenie rygorystycznego harmonogramu czyszczenia i wyrównywania poprawiło jakość cięcia o 30% i skróciło nieplanowane przestoje o 45% w okresie sześciu miesięcy.
B. Konserwacja soczewek i lusterek
1. Inspekcja:
Codziennie sprawdzaj wzrokowo soczewki i lusterka pod kątem oznak uszkodzenia lub zanieczyszczenia.
Użyj latarki, aby sprawdzić, czy nie ma zadrapań, wżerów lub uszkodzeń powłoki.
2. Proces czyszczenia:
Użyj delikatnej dmuchawy, aby usunąć luźne cząsteczki.
Nałóż roztwór do czyszczenia optyki na chusteczkę do soczewek i delikatnie przetrzyj okrężnymi ruchami.
W przypadku uporczywych zanieczyszczeń należy użyć wacika nasączonego roztworem czyszczącym.
3. Harmonogram wymiany:
Soczewki skupiające należy wymieniać co 3-6 miesięcy, w zależności od sposobu użytkowania i ciętego materiału.
Lusterka należy wymieniać co roku lub w przypadku zaobserwowania widocznych uszkodzeń.
Przechowuj zapasowe układy optyczne, aby zminimalizować przestoje podczas wymiany.
4. Środki ostrożności dotyczące obsługi:
Podczas obsługi optyki należy zawsze nosić rękawice bezpudrowe.
Nieużywane elementy optyczne należy przechowywać w czystym i suchym miejscu.
Do demontażu i montażu optyki należy używać odpowiednich narzędzi, aby uniknąć uszkodzeń.
C. Kalibracja ustawień prędkości i mocy
1. Kalibracja zasilania:
Co miesiąc przeprowadzaj odczyty miernika mocy, aby upewnić się, że rzeczywista moc wyjściowa odpowiada ustawionym wartościom.
Należy używać skalibrowanego miernika mocy przeznaczonego do laserów CO2.
Utwórz krzywą kalibracji, aby dostosować wszelkie rozbieżności między ustawioną a rzeczywistą mocą.
2. Kalibracja prędkości:
Kwartalne sprawdzenie dokładności systemu ruchu za pomocą interferometru laserowego lub systemu ballbar.
Kalibracja przyspieszania i zwalniania w celu zapewnienia stałej prędkości cięcia.
Zweryfikować dokładność enkodera i w razie potrzeby zaktualizować parametry sterowania ruchem.
3. Kalibracja ostrości:
Co tydzień należy sprawdzać położenie punktu ogniskowania za pomocą wzorca testu ogniskowania.
W razie potrzeby wyreguluj przesunięcie osi Z, aby utrzymać optymalną pozycję ogniskowania.
W przypadku systemów automatycznego ustawiania ostrości należy co miesiąc sprawdzać dokładność czujnika.
4. Kalibracja specyficzna dla materiału:
Wykonywanie cięć testowych na powszechnie używanych materiałach w celu dostrojenia ustawień mocy i prędkości.
Tworzenie i utrzymywanie bazy danych optymalnych ustawień dla różnych materiałów i grubości.
Regularnie aktualizuj tę bazę danych, gdy zmieniają się materiały lub warunki pracy maszyny.
Studium przypadku przeprowadzone przez Martineza i in. (2020) wykazało, że wdrożenie kompleksowego programu kalibracji poprawiło dokładność cięcia o 22% i zmniejszyło ilość odpadów materiałowych o 15% w środowisku produkcji wielkoseryjnej.
D. Wspomaganie konserwacji systemu gazowego
1. Jakość gazu:
Regularnie sprawdzaj jakość gazu pomocniczego, zwłaszcza tlenu i azotu.
Korzystanie z analizatorów gazu w celu sprawdzenia, czy poziomy czystości są zgodne z wymaganymi specyfikacjami.
2. Kontrola ciśnienia:
Sprawdź ciśnienie gazu w dyszy tygodniowej za pomocą skalibrowanego manometru.
Sprawdź, czy w układzie zasilania nie występują spadki ciśnienia, które mogą wskazywać na nieszczelności.
3. Konserwacja dyszy:
Codziennie sprawdzać dysze pod kątem uszkodzeń lub zanieczyszczeń.
W razie potrzeby wyczyść lub wymień dysze, aby utrzymać optymalny przepływ gazu.
4. Wymiana filtra:
Wymieniać filtry gazowe zgodnie z zaleceniami producenta lub w przypadku zaobserwowania spadków ciśnienia.
E. Konserwacja układu chłodzenia
1. Kontrola płynu chłodzącego:
Codziennie monitoruj poziom płynu chłodzącego i uzupełniaj go w razie potrzeby.
Co miesiąc sprawdzaj jakość płynu chłodzącego, w tym pH i poziom zanieczyszczeń.
Płyn chłodzący należy wymieniać zgodnie z zaleceniami producenta, zazwyczaj raz w roku.
2. Weryfikacja natężenia przepływu:
Co kwartał sprawdzaj natężenie przepływu chłodziwa, aby upewnić się, że spełnia ono wymagania systemu.
Wyczyść lub wymień ograniczniki przepływu, jeśli natężenie przepływu jest poniżej specyfikacji.
3. Kontrola temperatury:
Codziennie sprawdzaj działanie agregatu chłodniczego, upewniając się, że utrzymuje on ustawioną temperaturę.
Wymienniki ciepła agregatu chłodniczego należy czyścić raz na kwartał w celu utrzymania wydajności.
F. Dokumentacja i prowadzenie rejestrów
1. Dzienniki konserwacji:
Prowadzenie szczegółowej dokumentacji wszystkich czynności konserwacyjnych, w tym dat, procedur i wymienianych części.
Korzystaj z cyfrowych systemów zarządzania konserwacją w celu łatwego śledzenia i analizy.
2. Śledzenie wydajności:
Rejestrowanie kluczowych wskaźników wydajności, takich jak moc wyjściowa, jakość cięcia i czas pracy urządzenia.
Analizuj trendy, aby zidentyfikować potencjalne problemy, zanim doprowadzą do awarii.
3. Zapisy kalibracji:
Utrzymywanie certyfikatów kalibracji dla wszystkich urządzeń pomiarowych wykorzystywanych w procesach konserwacji i kalibracji.
Zaplanuj i śledź terminy kalibracji dla wszystkich przyrządów.