Aço 8630 vs 4130: Principais diferenças, propriedades e aplicações
Quando se trata de selecionar o aço certo para projectos de engenharia e fabrico, compreender as nuances entre as diferentes ligas é...

Atualmente, não existem na China normas relativas à qualidade do corte a laser superfícies, e não existe uma norma unificada a nível internacional para avaliar a qualidade das corte a laser. Existem muitos indicadores possíveis para avaliar a qualidade do corte, que podem ser divididos em duas categorias: Uma consiste nos defeitos de corte, que devem ser evitados durante o processo de corte.
Se estes defeitos estiverem presentes, o produto cortado é considerado inaceitável. A outra categoria inclui indicadores de qualidade de corte quantificáveis, que variam consoante o produto específico que está a ser cortado.
A combustão excessiva ocorre quando o a potência do laser é demasiado elevada ou a velocidade de corte demasiado lento, fazendo com que o intervalo de fusão da peça de trabalho exceda o âmbito que o fluxo de gás de alta pressão pode soprar. O metal fundido não é completamente soprado, resultando em sobreaquecimento e numa superfície de corte de forma irregular, como se mostra na Figura 8-2.
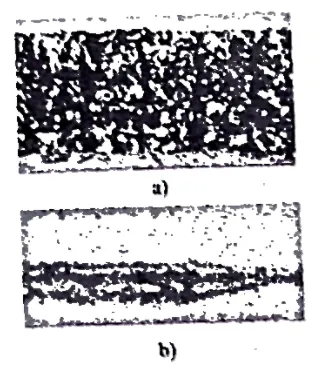
a) Perfil da superfície de corte por sobreaquecimento
b) Vista superior do corte
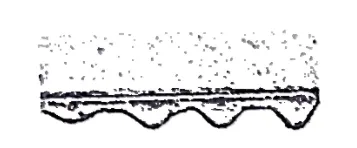
A escória refere-se ao fenómeno em que o fluxo de gás auxiliar não consegue soprar completamente o material fundido ou vaporizado produzido durante o corte, resultando na aderência de escória à aresta inferior da superfície de corte, como se mostra na Figura 8-3. Em rigor, se o que adere à aresta inferior não for total ou parcialmente escória mas metal solidificado, deve ser referido como nódulos.
Por uma questão de simplicidade, o presente documento refere-se coletivamente a estes elementos como impurezas, sendo todos eles considerados um tipo de defeito de corte.
A rugosidade da superfície de corte, designada por Rzé um indicador importante da qualidade do corte. Se o perfil de uma superfície de corte for o indicado na Figura 8-4a, a linha de contorno da superfície na linha AB da Figura 8-4a, medida por um rugosímetro, é a indicada na Figura 8-4b.
Rz é a distância média entre os cinco pontos mais altos e os cinco pontos mais baixos da linha de contorno dentro do comprimento de amostragem, representando a rugosidade da superfície de corte na linha AB. Este capítulo analisará principalmente os factores do processo que afectam a rugosidade e a deteção e controlo da rugosidade em tempo real.
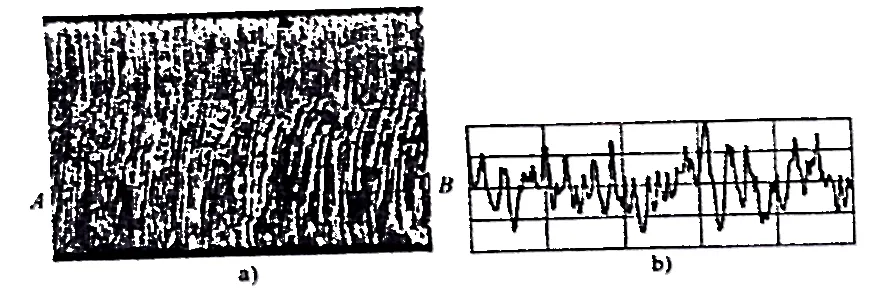
a) Perfil da superfície de corte
b) Linha de contorno da superfície na posição AB
A largura da fenda depende principalmente do modo do feixe e do diâmetro do ponto focado; os parâmetros de corte também têm algum impacto.
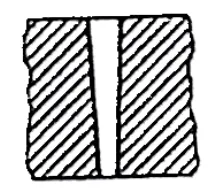
Quando os parâmetros de corte são seleccionados incorretamente ou a pressão do gás auxiliar é insuficiente, o corte tende a ser mais largo na parte superior e mais estreito na parte inferior, mostrando uma conicidade, como se mostra na Figura 8-5. No entanto, este não é um problema significativo para o corte de chapas finas.
Em resumo, os principais indicadores de corte a laser de alta qualidade são cortes sem defeitos, baixos valores de rugosidade superficial e larguras de corte estreitas.
Para corte a laser Nos materiais com espessura superior a 2 mm, a distribuição da rugosidade da superfície de corte é irregular e varia muito ao longo da direção da espessura, com duas características proeminentes:
1) O perfil da superfície de corte está dividido em duas partes distintas, como mostra a Figura 8-6. A parte superior é lisa e as riscas de corte são limpas e densas, resultando num valor de rugosidade menor. A parte inferior tem riscas de corte desordenadas e uma superfície irregular, resultando num valor de rugosidade maior. A parte superior tem as características da ação direta do raio laser, enquanto a parte inferior tem as características da limpeza do metal fundido.
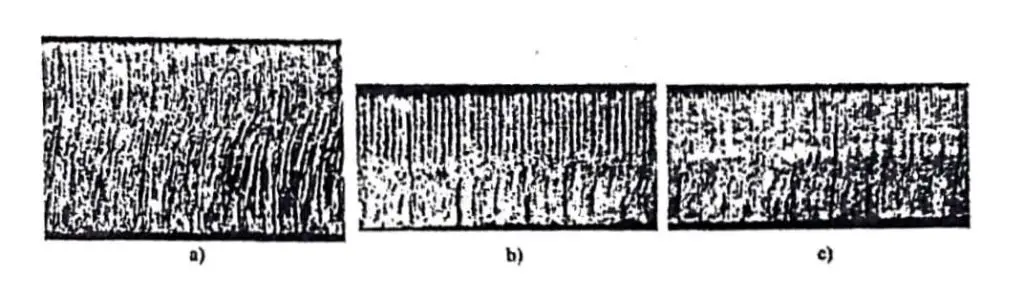
a) Corte a laser contínuo, espessura da placa 3mm, P=800W, v=30mm/s
b) Corte a laser pulsado, espessura da chapa 2mm, P=600W, f=150Hz, v=15mm/s
c) Corte por laser pulsado, espessura da chapa 2mm, P=600W, f=250Hz, v=15mm/s
2) A rugosidade da superfície na zona superior da superfície de corte é geralmente uniforme e não se altera com a altura, enquanto a rugosidade da superfície na zona inferior varia com a altura, aumentando em direção à aresta inferior. O valor máximo da rugosidade da superfície é atingido na aresta inferior, como mostra a Figura 8-7.
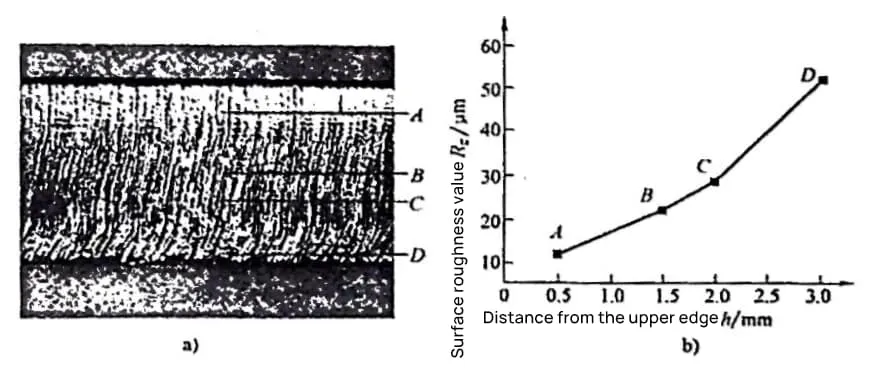
a) Perfil da superfície de corte
b) Curva de variação do valor da rugosidade da superfície com a altura
Nota: Espessura da placa 3mm, P=800W, v=40mm/s.
A partir do exposto, pode ver-se que a posição perto da aresta inferior, D, é onde o valor da rugosidade da superfície é máximo, representando o elo fraco na qualidade da superfície de corte. Por conseguinte, ao avaliar a qualidade da superfície de corte, a rugosidade da aresta inferior deve ser utilizada como referência. No entanto, a verdadeira aresta inferior é apenas uma linha e a sua rugosidade é difícil de medir.
Para resolver este problema, a rugosidade perto da aresta inferior pode ser medida como substituto. Neste capítulo, é designada por "rugosidade próxima da aresta". Salvo indicação em contrário, todas as avaliações, detecções e controlos da qualidade de corte neste capítulo baseiam-se na rugosidade próxima da aresta.
A maior parte da literatura publicada nacional e internacionalmente, incluindo as referências citadas neste capítulo, utiliza a rugosidade a 1/3 da borda inferior da espessura da peça de trabalho como referência.
Embora este valor seja útil para descrever tendências na qualidade da superfície de corte ou para comparações, não é adequado como base para aceitação ou controlo, uma vez que não é o valor máximo de rugosidade da superfície e não representa verdadeiramente a qualidade da superfície de corte que tem valor de aplicação prática.