
Guia de instalação e manutenção do sistema pneumático
I. Instalação de sistemas pneumáticos 1. Instalação de tubagens 2. Instalação de componentes II. Lavagem do sistema e ensaio de pressão após...

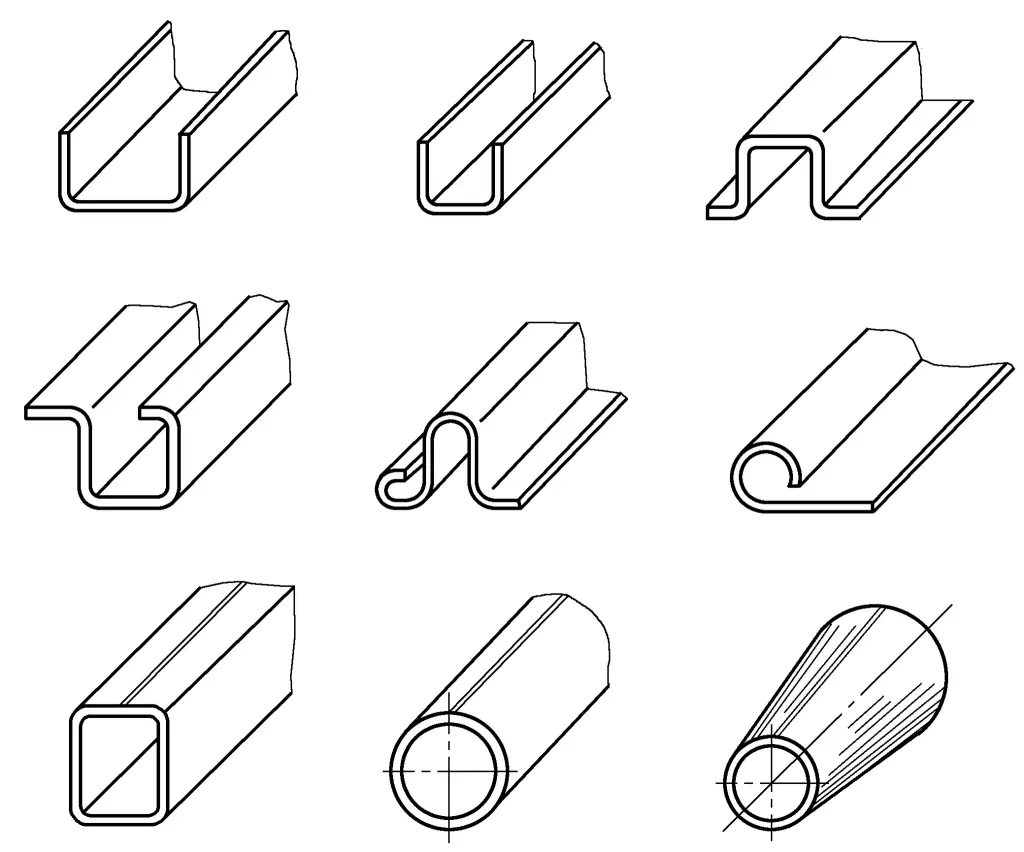
O método de processamento de dobragem de chapas ou perfis utilizando máquinas e ferramentas manuais simples é designado por enformação por dobragem manual. A enformação por quinagem manual não requer condições de processamento elevadas e é muito flexível em termos de funcionamento. No entanto, envolve uma elevada intensidade de trabalho, baixa precisão das peças dobradas e baixa produtividade. Por isso, é frequentemente utilizada para o processamento de dobragem quando há muito poucas peças. Além disso, também é comummente utilizada para a dobragem manual quando faltam condições de equipamento ou a conformação mecânica é difícil.
A Figura 4-1 mostra várias peças típicas de chapa metálica dobrada.
Em primeiro lugar, desenhar a linha de dobragem na folha, depois alinhar a linha de dobragem com o canto do ferro quadrado, segurar a folha com a mão esquerda e utilizar um martelo de madeira com a mão direita para dobrar ambas as extremidades até um determinado ângulo para posicionamento e, em seguida, dobrar completamente a folha, como mostra a Figura 4-2.
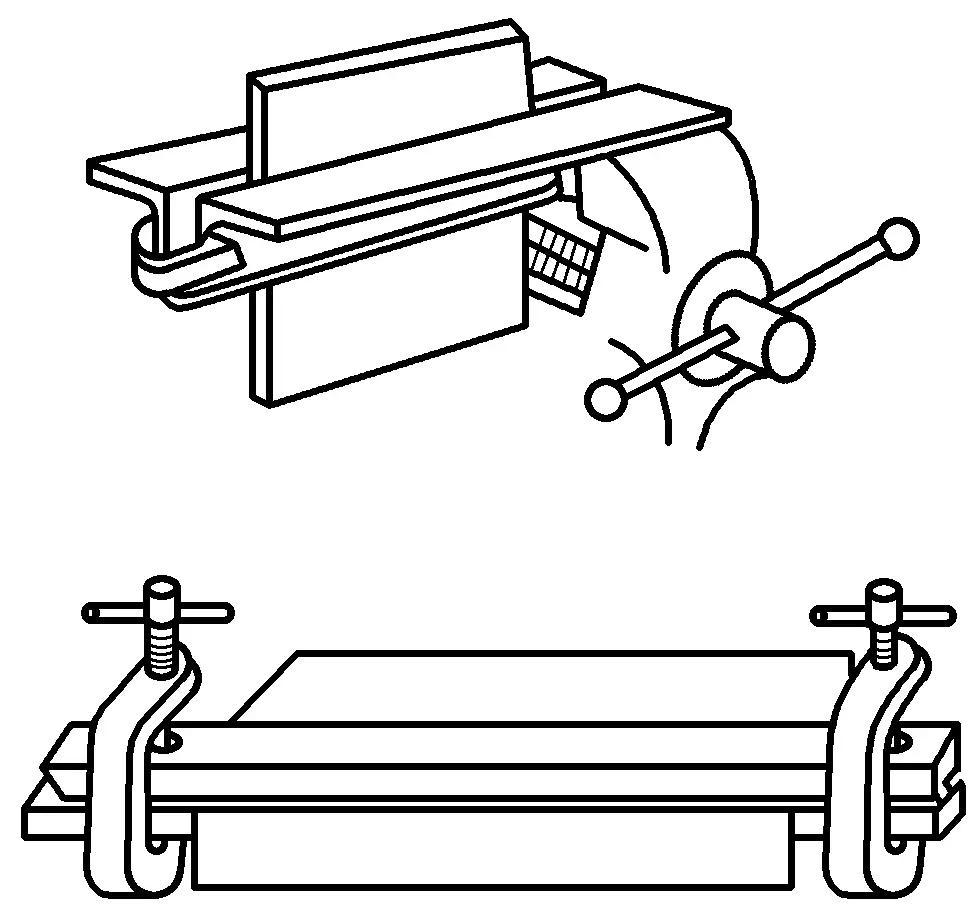
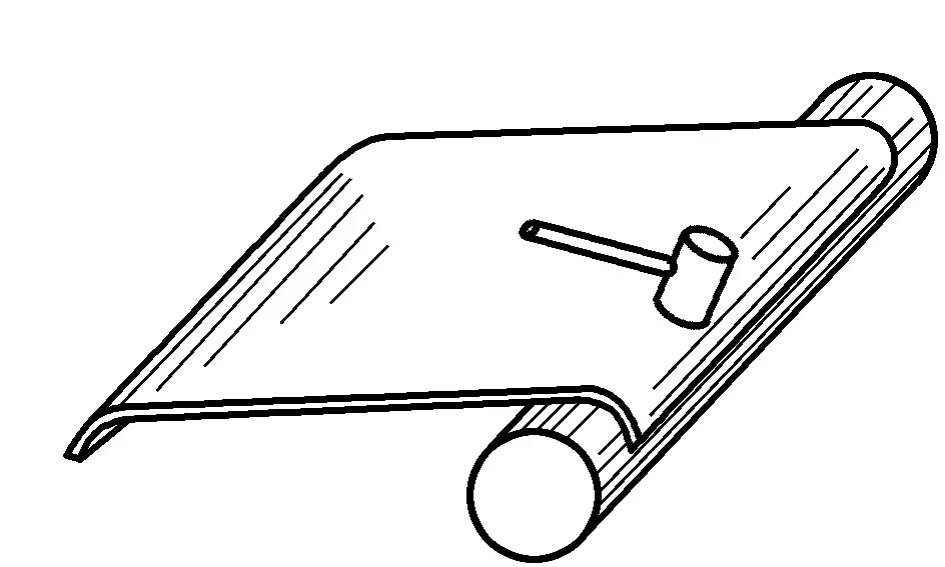
Para dobrar chapas largas e espessas, pode prender a chapa entre dois ferros angulares num torno de bancada, ou utilizar um grampo em forma de arco para segurar a chapa, e depois dobrá-la com um martelo de madeira, como se mostra na Figura 4-3.
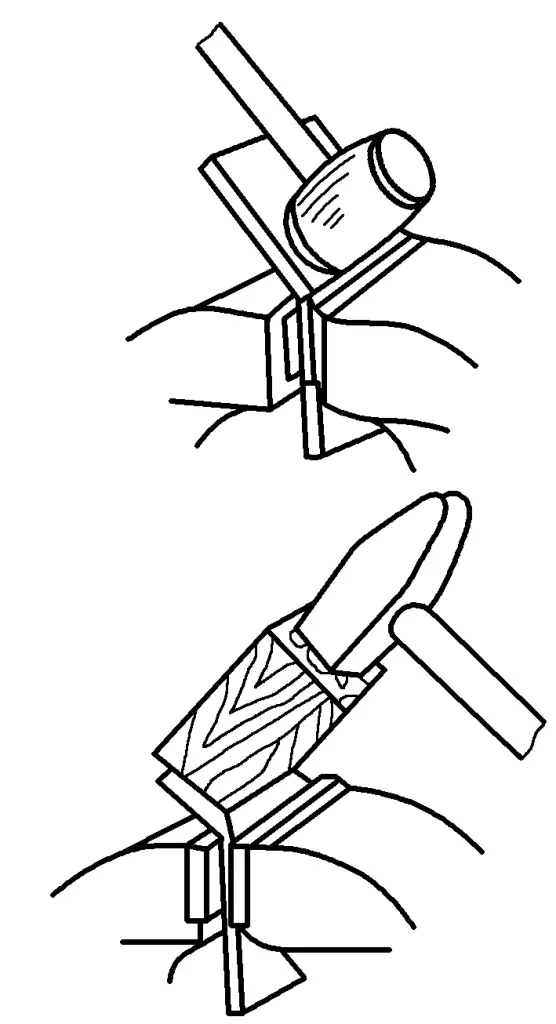
Em primeiro lugar, desenhar uma linha no canto de dobragem da folha, alinhar a linha com as maxilas do torno e fixá-la, depois utilizar um martelo de madeira para martelar ao longo da base da folha. Quando o comprimento saliente da extremidade da folha é curto, pode colocar um bloco de madeira no canto de dobragem e utilizar um martelo de madeira para martelar indiretamente para a dobrar, como se mostra na Figura 4-4.
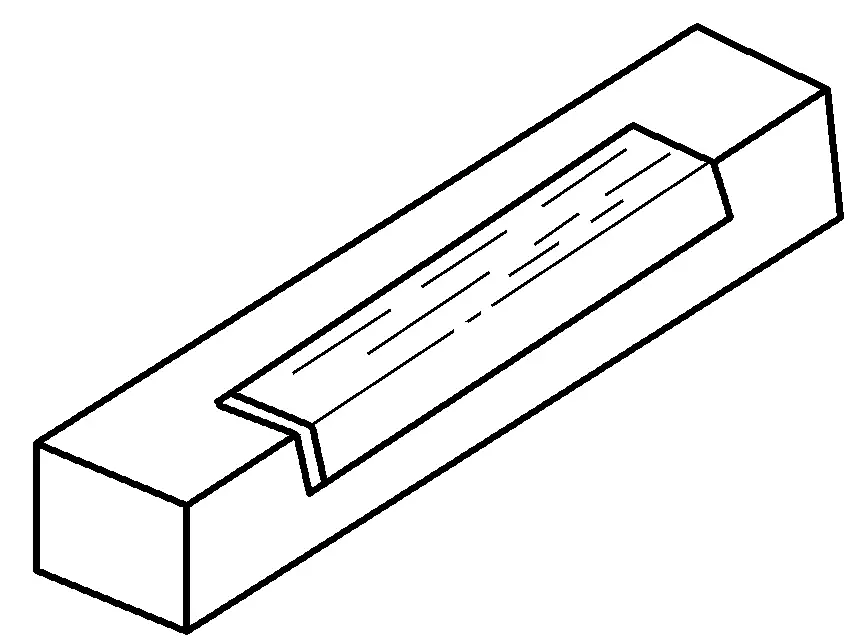
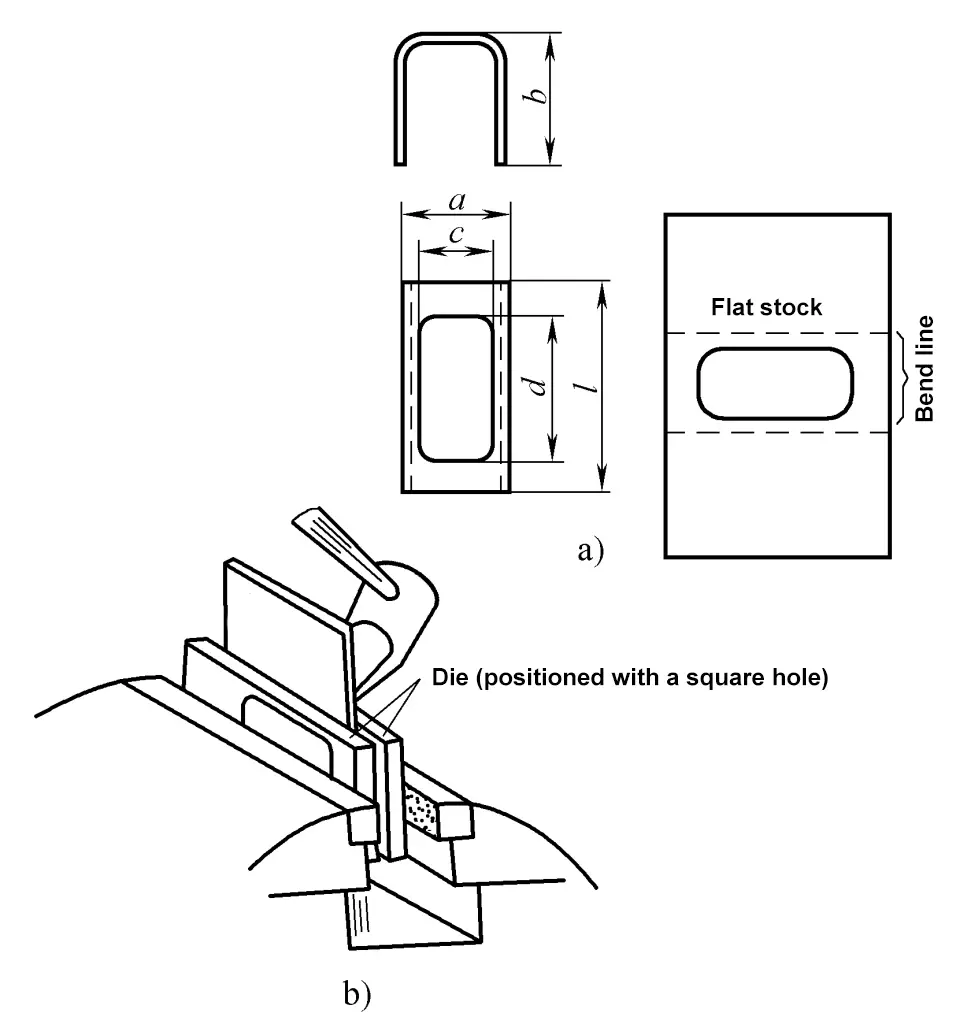
Conforme ilustrado na Figura 4-5a, a peça a ser dobrada e a peça em bruto desdobrada são apresentadas. Se forem efectuados furos na peça em bruto antes da dobragem, uma vez que as dimensões c e a são próximas, a distância entre a linha de dobragem e o bordo interior do furo é muito pequena, o que aumenta a dificuldade de dobragem. Por conseguinte, pode ser utilizado um molde para o fixar no torno de bancada, utilizando o orifício quadrado na peça em bruto para o posicionamento, como se mostra na Figura 4-5b, e depois dobrá-lo martelando com um martelo de madeira.
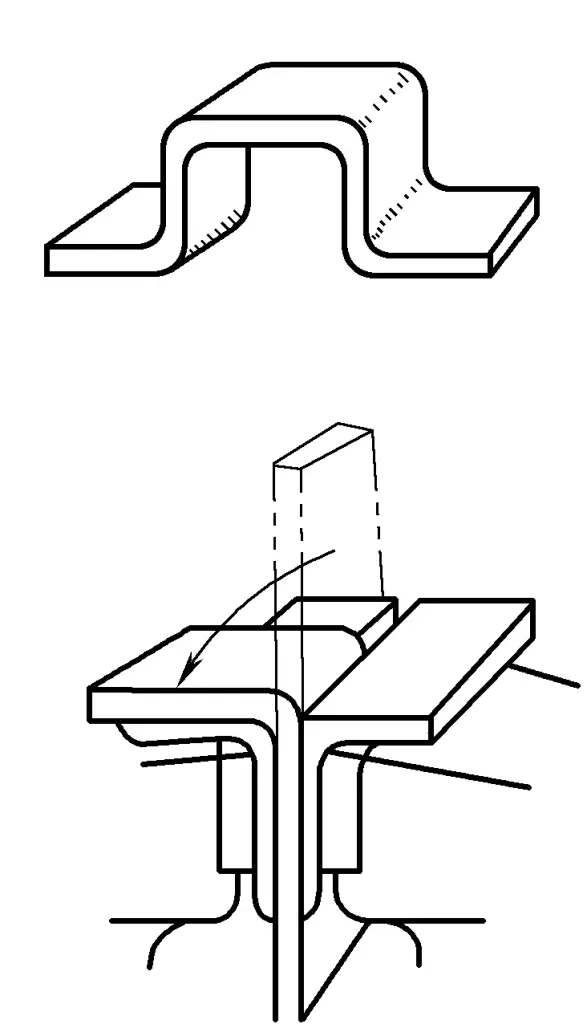
1) Desenhar quatro linhas de dobragem nos cantos da peça em bruto como referência para a dobragem, fixar a peça em bruto no torno de bancada e dobrar um dos cantos do meio, como se mostra na Figura 4-6.
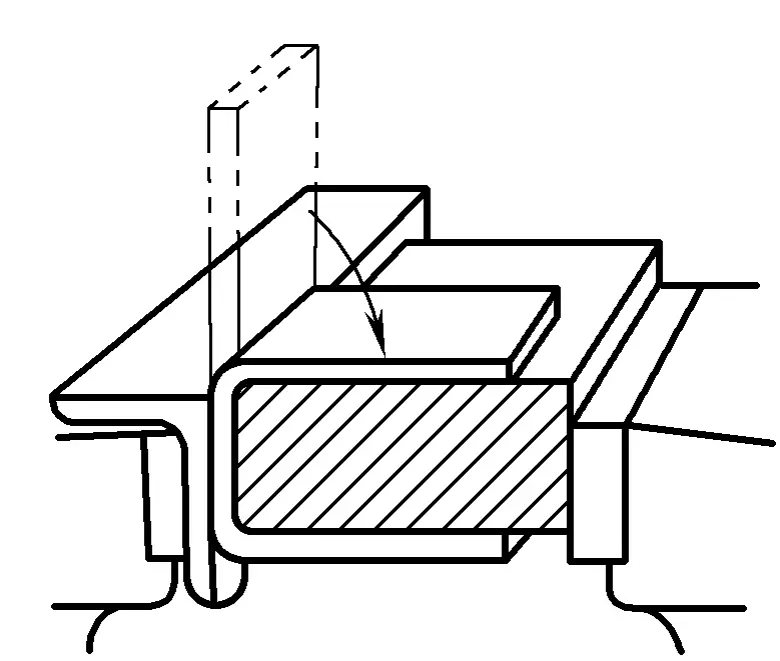
2) Fixar a peça em bruto no torno de bancada com um calço, dobrar outro canto, a espessura do calço deve ser inferior à distância entre os dois cantos, como mostra a Figura 4-7.
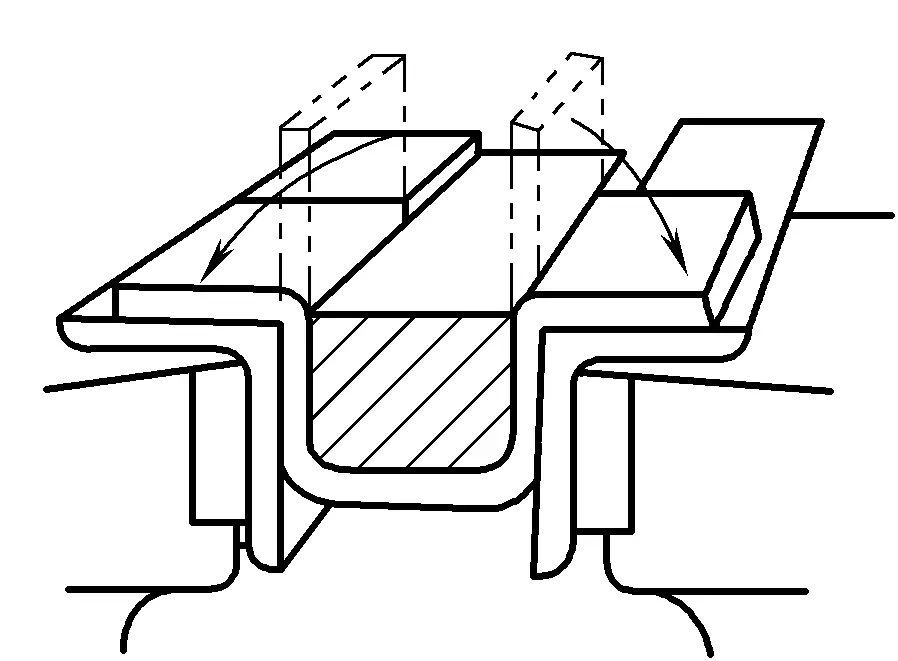
3) Utilizar outro calço para dobrar os dois últimos cantos, como mostra a Figura 4-8.
1) Traçar linhas paralelas à linha de curvatura na chapa metálica como referência para martelar durante o arredondamento; utilizar aço redondo ou um mandril para dobrar ambas as extremidades da chapa metálica de modo a que o raio de curvatura seja igual ou ligeiramente inferior ao necessário raio de curvatura. Como mostra a Figura 4-9.
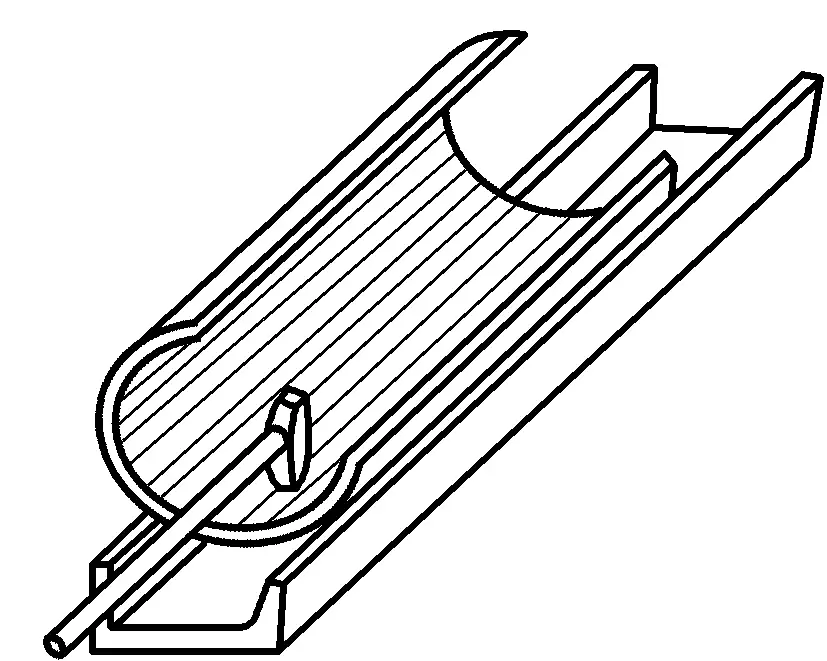
2) Colocar as extremidades dobradas da chapa metálica sobre o canal de aço ou ao lado da calha e martelar com um martelo de forma, dobrando de ambas as extremidades em direção ao meio. Como mostra a Figura 4-10.
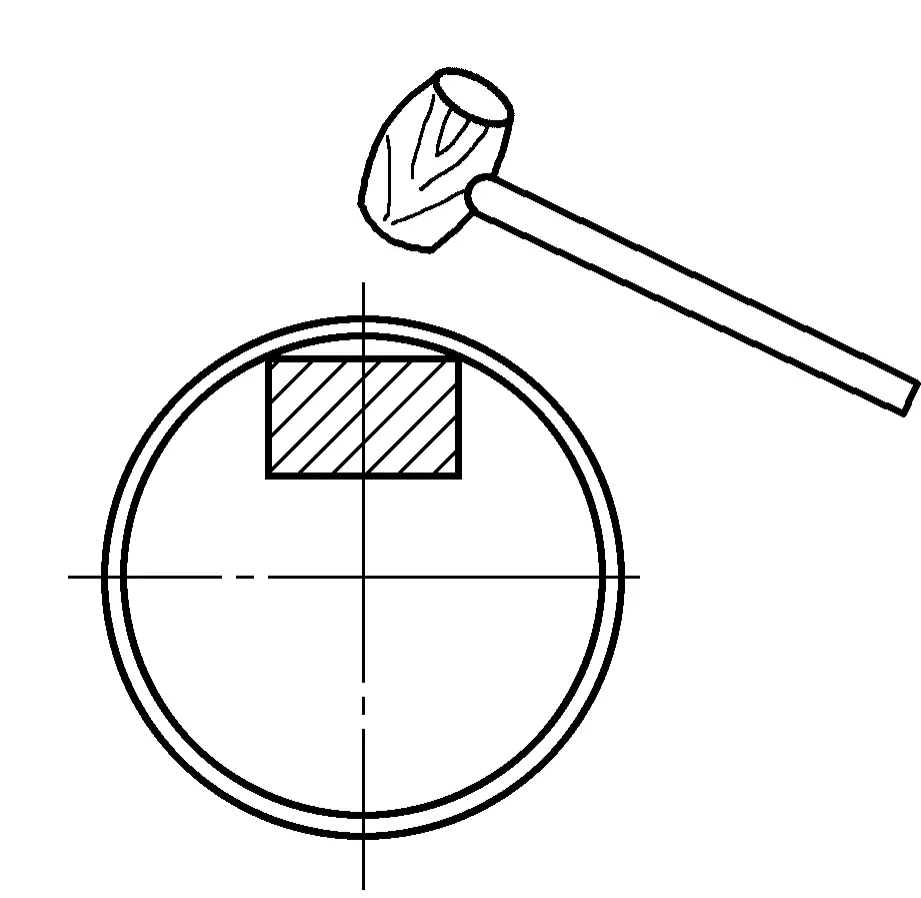
3) Colocar o cilindro sobre o mandril para arredondamento. Como mostra a Figura 4-11.
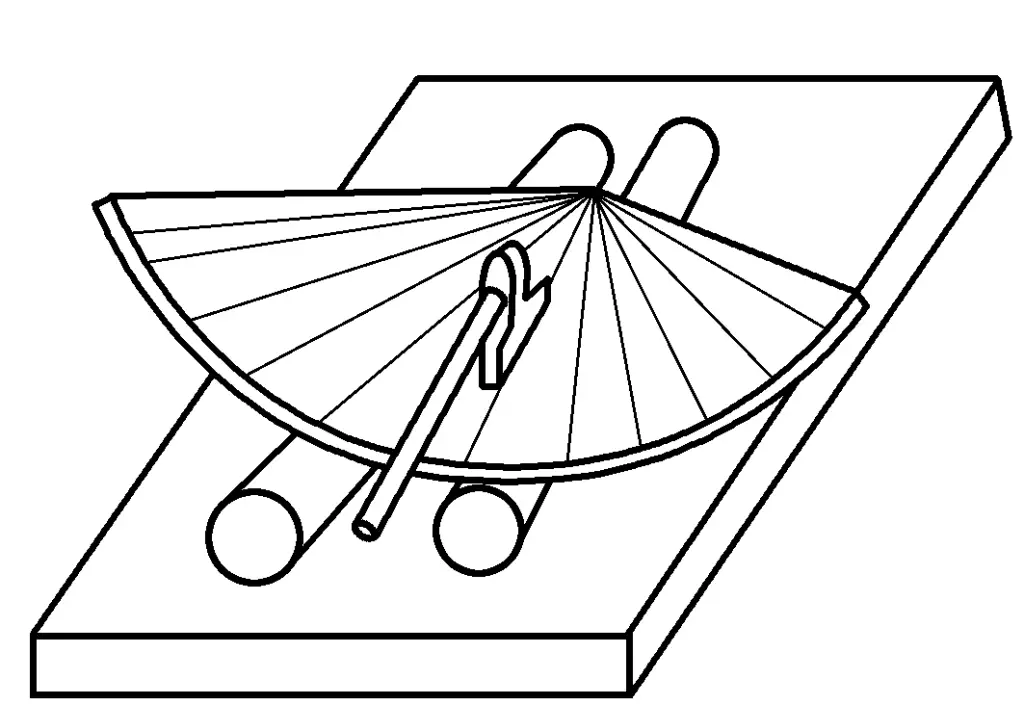
Em primeiro lugar, desenhar linhas de curvatura radiais na chapa metálica, depois colocar a chapa metálica sobre dois aços redondos e utilizar um martelo moldado para martelar ao longo do eixo da chapa metálica, dobrando primeiro as extremidades e depois o meio. Como se mostra na Figura 4-12.
Durante o processo de dobragem, ocorrem frequentemente defeitos como fissuras de dobragem, retorno elástico, desvio e bordos de dobragem irregulares, como se mostra na Figura 4-13.
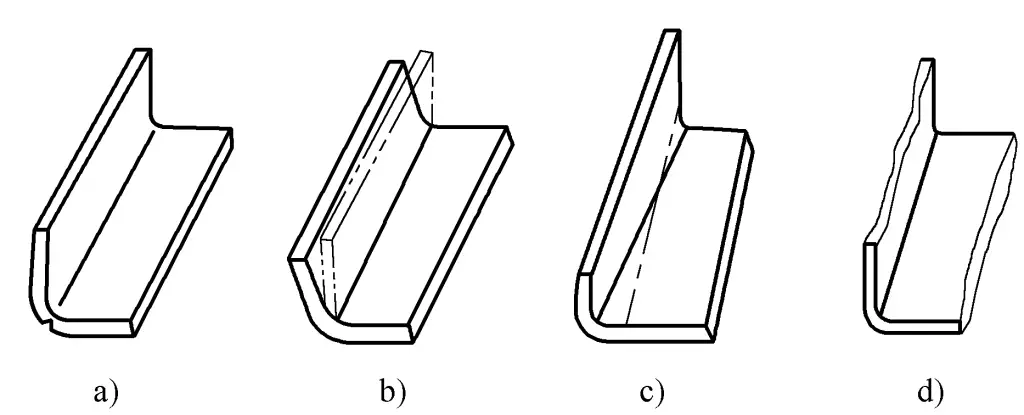
a) Fissuras de flexão
b) Retorno de mola
c) Desvio
d) Bordos de flexão não uniformes
Entre elas, as fissuras de flexão são um defeito mais grave e comum.
As fissuras de flexão estão muito relacionadas com o raio mínimo de flexão, as propriedades mecânicas do material, a qualidade da superfície da chapa, a qualidade da superfície cortada e a direção das fibras do material. Para evitar fissuras de flexão, são frequentemente adoptadas as seguintes medidas
1) O raio de curvatura deve ser superior ao raio de curvatura mínimo.
2) Utilizar a dobragem a quente ou recozer a chapa antes da dobragem para melhorar a sua plasticidade.
3) Melhorar a qualidade da superfície de corte ou retificar com uma mó para eliminar os factores de concentração de tensões.
4) Ao colocar o material, evitar que a linha de dobragem coincida com a direção das fibras do material.
5) O comprimento da aresta reta das peças dobradas não deve, em geral, ser inferior ao dobro da espessura da placa para garantir um binário de flexão suficiente.
Se for inferior a duas vezes, a vara pode ser adequadamente alargada e cortada após a dobragem.
6) Para evitar a distorção da secção transversal da chapa, a largura de dobragem da chapa não deve, em geral, ser inferior a três vezes a espessura da chapa. Se for inferior a três vezes, várias partes devem ser dobradas em conjunto na mesma folha e depois separadas após a dobragem.
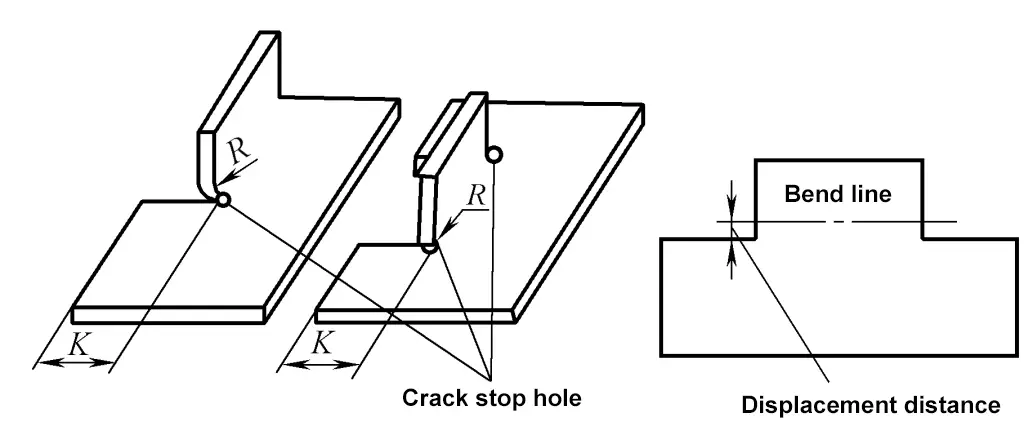
7) Para as peças que têm de ser dobradas localmente em arestas, para evitar fissuras de dobragem nos cantos, faça previamente furos de paragem de fissuras ou desloque a linha de dobragem para fora a uma certa distância, como se mostra na Figura 4-14.
8) Quando o raio da peça dobrada é pequeno, para evitar fissuras de dobragem, preste atenção à qualidade da superfície da peça em bruto, remova as rebarbas e outros defeitos da superfície de corte ou coloque a superfície de má qualidade no interior da dobragem, de modo a que fique sob compressão e seja menos suscetível de fissurar.
9) Quando o aquecimento é necessário para a dobragem, a temperatura de aquecimento do material deve ser bem controlada e a temperatura da superfície do aquecimento deve ser uniforme. Durante a dobragem, deve ter-se o cuidado de não deixar que a temperatura do molde fique demasiado elevada para evitar a deformação.
10) Enformação por flexão as operações devem ser efectuadas estritamente de acordo com os regulamentos técnicos de segurança relevantes da empresa.








