Comparação entre as prensas de travões hidráulicas e mecânicas
Quando se trata da precisão e eficiência do fabrico de metal, o debate entre prensas dobradeiras hidráulicas e mecânicas é...

A prensa mecânica normalmente utilizada é principalmente a prensa de manivela, que é amplamente utilizada na formação de material (formação de plástico) como equipamento que obtém a força necessária e o deslocamento linear para a formação de material através do mecanismo de biela de manivela. Pode realizar processos como estampagem, extrusão, forjamento, etc., e é amplamente utilizada na indústria automóvel, maquinaria agrícola, indústria aeronáutica, indústria de instrumentos electrónicos, indústria ligeira de hardware e outros campos.
De acordo com a função de cada parte da prensa, esta pode ser dividida nos seguintes componentes:
O mecanismo de execução de trabalho do equipamento é composto por uma manivela, uma biela e uma corrediça, convertendo o movimento rotativo em movimento linear recíproco. Uma vez que o mecanismo de trabalho é um mecanismo de biela de manivela rígida, a prensa tem posições limite superior e inferior fixas (centros mortos superior e inferior) durante o funcionamento, o que pode controlar com precisão as dimensões das peças formadas.
O sistema de transmissão consiste em transmissão por correia e transmissão por engrenagem, transmitindo a energia do motor elétrico para o mecanismo de trabalho. Durante o processo de transmissão, a velocidade diminui gradualmente e o binário aumenta gradualmente.
O mecanismo de funcionamento é constituído principalmente por uma embraiagem, um travão e o sistema elétrico correspondente. Após o arranque do motor, este controla o estado de funcionamento do mecanismo de trabalho, permitindo-lhe trabalhar de forma intermitente ou contínua.
A secção de energia é constituída por um motor elétrico e um volante de inércia. A energia para o funcionamento da máquina é fornecida pelo motor elétrico. Após o arranque, o motor acelera o volante e o volante fornece a energia de trabalho a curto prazo para a prensa, desempenhando um papel no armazenamento e libertação de energia.
A secção de suporte é constituída pelo corpo da máquina, pela mesa de trabalho, pelos elementos de fixação, etc. Liga todas as partes da prensa num todo.
Os sistemas auxiliares incluem o sistema pneumático, o sistema de lubrificação, o dispositivo de proteção contra sobrecarga, a almofada de ar, a troca rápida de ferramentas, o dispositivo de corte, o dispositivo de monitorização, etc. Estes sistemas aumentam a segurança e a facilidade de funcionamento da prensa. Nas novas prensas, a proporção do custo deste sistema regista uma tendência crescente.
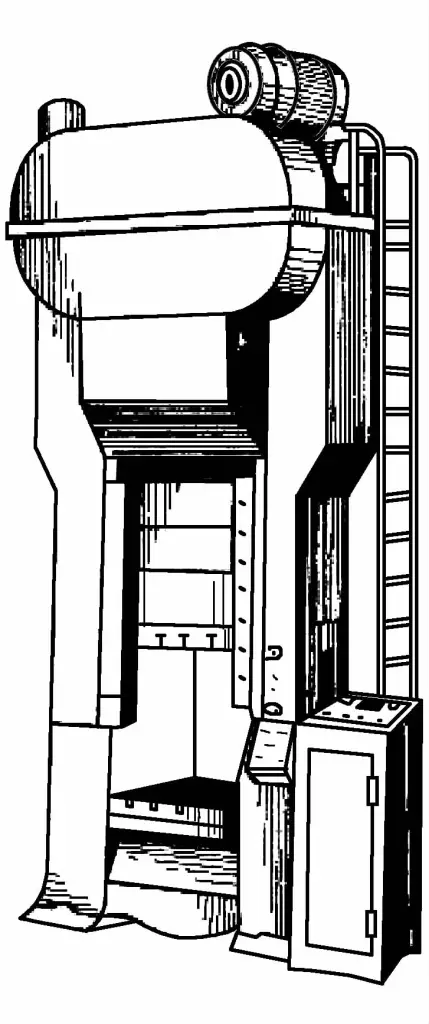
Atualmente, as prensas de manivela são classificadas principalmente com base na estrutura do leito, divididas em prensas de manivela abertas e fechadas. As prensas de manivela fechadas podem ainda ser divididas em prensas fechadas de ponto único (ver Figura 3-57), prensas fechadas de ponto duplo e prensas fechadas de quatro pontos (ver Figura 3-58), etc.
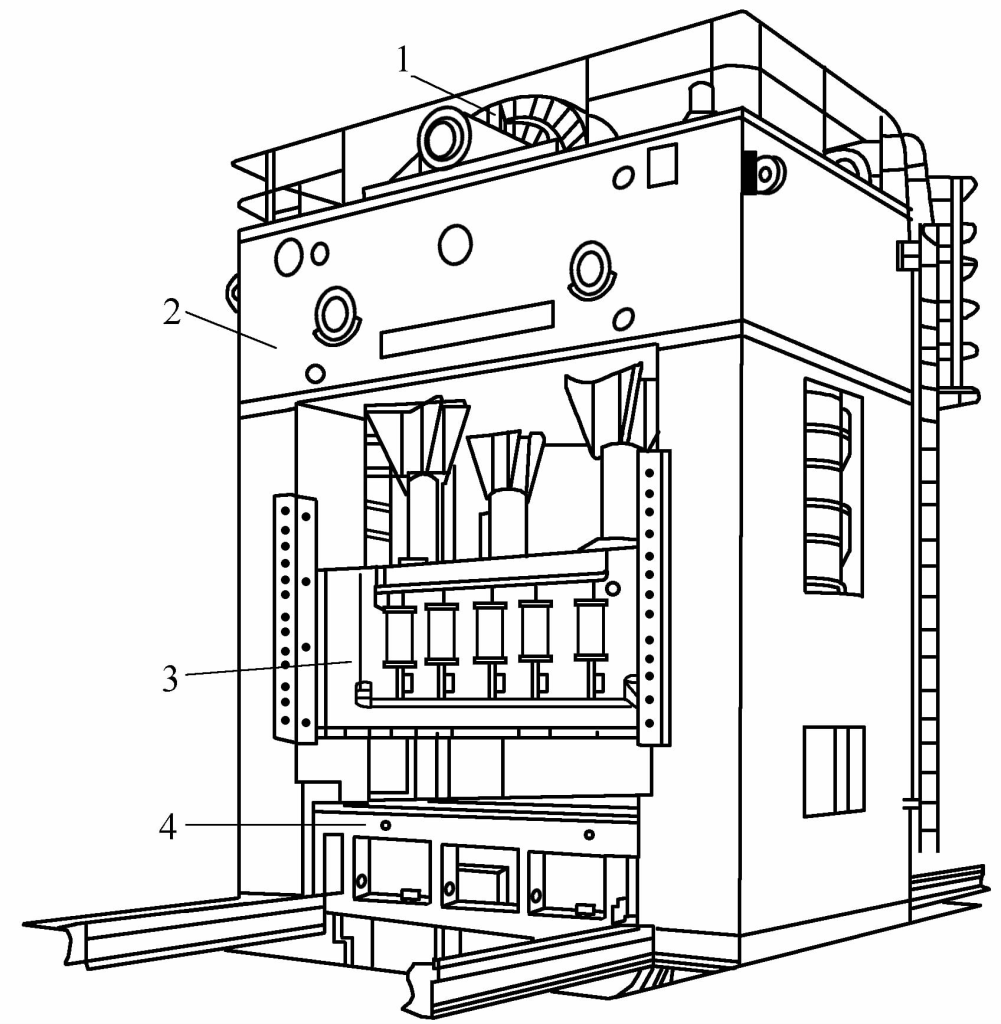
1-Sistema de transmissão
Corpo de 2 máquinas
3-Deslizador
4-Bancada de trabalho
A base da prensa de manivela aberta é em forma de "C", com a frente e os lados esquerdo e direito do corpo abertos, facilitando a instalação do molde, o ajuste e as operações de formação. No entanto, a rigidez do corpo (especialmente a rigidez angular) é fraca.
A deformação sob carga afecta a precisão das peças e reduz a vida útil do molde, adequado para prensas pequenas, normalmente utilizadas abaixo de 1000kN.
O corpo da prensa de manivela fechada é uma estrutura de quadro, com a frente e a traseira abertas e os lados fechados. A instalação do molde e as operações de moldagem são efectuadas na parte da frente e de trás.
A deformação vertical causada pela deformação do corpo sob carga pode ser eliminada através do ajuste da altura de fecho do molde. Não afecta a precisão das peças e a precisão de funcionamento do molde, adequado para prensas de manivela médias e grandes.
Para além dos métodos de classificação acima referidos, existem alguns outros métodos de classificação:
De acordo com a utilização tecnológica, pode ser classificada em prensas de manivela gerais, prensas de estampagem profunda, prensas de perfuração de alta velocidade, prensas de forjamento a quente, prensas de extrusão a frio, etc. Estas prensas melhoraram o mecanismo deslizante da manivela para tornar a sua capacidade de força e curva de movimento mais adequadas aos requisitos do processo de conformação correspondente.
De acordo com o número de cursores, pode ser classificada em prensas de manivela de ação simples e prensas de manivela de ação dupla. A ação simples refere-se à existência de um cursor no mecanismo de trabalho e a ação dupla refere-se à existência de dois cursores, interior e exterior, com o cursor interior instalado no interior do cursor exterior, sendo cada mecanismo acionado separadamente.
As prensas de manivela de dupla ação são também conhecidas como prensas de embutimento profundo (ver Figura 3-59). Para peças de chapa fina de formato complexo, especialmente peças de cobertura, é aconselhável utilizar uma prensa de estiramento profundo dedicada.
Por conseguinte, a prensa de embutimento profundo é um equipamento importante na transformação de peças de cobertura agrícola. Geralmente, uma prensa de repuxo profundo tem dois cursores, o cursor exterior é utilizado para o rebordo e o cursor interior é utilizado para o repuxo profundo.

A corrediça exterior da prensa de embutir de dupla ação está equipada com uma corrediça interior para obter uma ação dupla.
O movimento da corrediça interna e da corrediça externa da prensa de embutimento profundo de dupla ação deve manter uma certa relação para satisfazer os requisitos do processo de embutimento profundo, e a relação de movimento das corrediças interna e externa é representada por um diagrama do ciclo de trabalho.
A Figura 3-60 é o diagrama do ciclo de trabalho do cursor da prensa de dupla ação JB46-315.
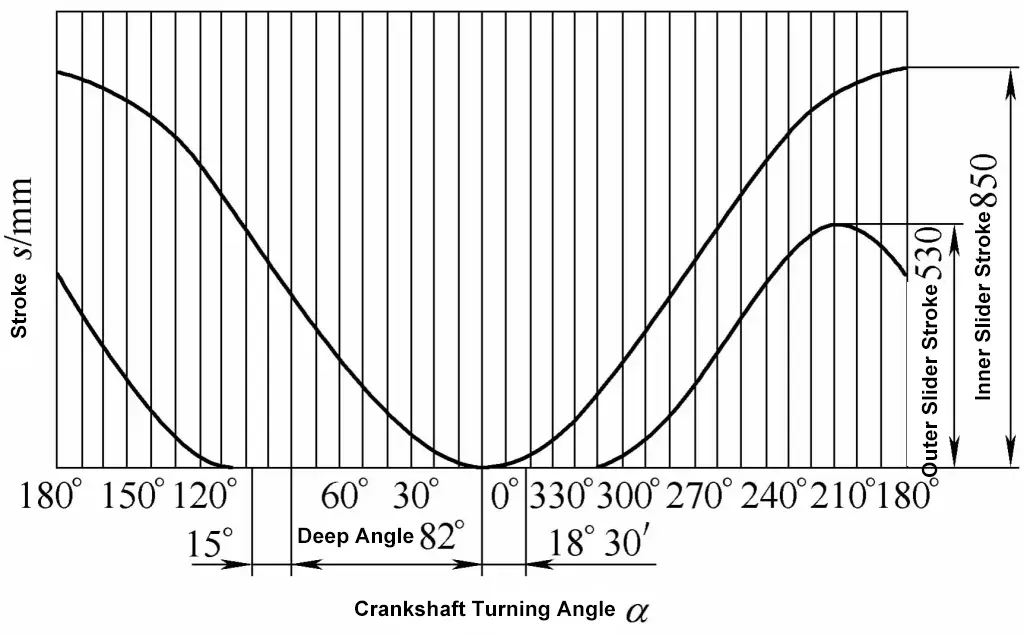
O padrão de movimento da corrediça interna é semelhante ao da corrediça da prensa de manivela geral. O cursor exterior é acionado por vários mecanismos e faz um movimento intermitente aproximado. Durante o funcionamento, o cursor exterior pressiona a peça em bruto 10°~15° à frente do cursor interior, o cursor interior inicia a estampagem profunda a cerca de α≤82°, e a estampagem profunda termina a α=0°.
No curso de retorno, a corrediça exterior fica atrás da corrediça interior em 10°~15°, com o objetivo de evitar que a peça de trabalho fique presa no punção, pelo que o ângulo de aperto da corrediça exterior é fixado em 100°~110°.
Quando a corrediça interior regressa ao ponto morto superior, a corrediça exterior já passou o ponto morto superior e desceu uma certa distância, esta distância é designada por curso de avanço, aproximadamente igual a 0,1~0,15 do curso da corrediça, o "avanço" assegura que a corrediça pressiona a peça em bruto no curso de trabalho seguinte, e a quantidade de "avanço" não deve ser demasiado grande para assegurar que a peça de trabalho pode ser retirada da matriz.
A prensa de dupla ação para estampagem profunda também está equipada com uma almofada de ar, que pode ejetar a peça de trabalho após a conclusão da estampagem profunda. Uma vez que o cursor exterior fica atrás do cursor interior em 10°~15° durante o curso de retorno, para evitar danificar a peça de trabalho dentro deste intervalo de 10°~15°, a almofada de ar deve ser equipada com um dispositivo de atraso de retorno para sincronizar a sua subida com o cursor exterior.
A prensa de embutir de dupla ação tem as seguintes características de processo:
Para peças complexas de repuxo profundo, são normalmente colocadas diferentes nervuras de repuxo profundo no molde para ajustar e controlar a resistência do fluxo de metal. A prensa de embutimento profundo de dupla ação, devido ao seu cursor exterior ter pressão suficiente para deformar completamente o metal nas nervuras de embutimento profundo, utiliza plenamente o papel do processo das nervuras de embutimento profundo.
A corrediça exterior da prensa de embutir de dupla ação já se encontra no ponto morto inferior quando começa a embater, pelo que a força de impacto é muito pequena quando entra em contacto com a peça de trabalho.
Se forem utilizados elementos elásticos ou almofadas de ar, o cursor tem uma certa velocidade quando o anel de biselagem entra em contacto com a peça de trabalho, provocando impactos maiores no início da biselagem, levando a vibrações no anel de biselagem e a um aumento súbito da força de biselagem, espremendo o lubrificante entre o anel de biselagem e a peça em bruto, aumentando a fricção durante a estiragem profunda e aumentando a possibilidade de rutura em peças de estiragem profunda.
Quando se utiliza uma prensa de estiramento profundo de dupla ação, a matriz de desenho se for montada corretamente, ou seja, se a matriz fêmea de repuxo profundo estiver por baixo e a matriz macho estiver por cima, a peça é repuxada para baixo e a periferia da peça bruta pode ser mantida a uma altura constante, facilitando a utilização de braços robóticos para operações automatizadas.
Uma vez que se trata de uma prensa especializada, a velocidade do cursor interior para a estampagem profunda satisfaz melhor os requisitos do processo de estampagem profunda.