
União de metais: Soldadura, rebitagem e roscagem explicadas
Como é que construímos as máquinas que alimentam o nosso mundo? Mergulhe na arte da união mecânica, onde o metal se encontra com...
A distorção da soldadura pode levar a problemas significativos na integridade estrutural e na precisão. Está a debater-se com estes desafios? Este artigo explora estratégias práticas para controlar a distorção da soldadura, oferecendo medidas de conceção e de processo. Desde a utilização de formas de junta adequadas à implementação de técnicas de contra-deformação, descobrirá métodos eficazes para minimizar a distorção e melhorar a qualidade da soldadura. Mergulhe para saber como estas abordagens podem poupar tempo, reduzir custos e garantir soldaduras de alta qualidade nos seus projectos.

As medidas para controlar ou reduzir a deformação residual da soldadura dividem-se em medidas de conceção e medidas de processo.
A utilização de uma estrutura de soldadura razoável, a utilização inteligente de perfis ou de estruturas de chapa prensada e formada, a minimização das soldaduras não só reduz a carga de trabalho de soldadura e a deformação, como também, por vezes, melhora a eficiência da produção e reduz os custos de produção. A Figura 9-53a mostra uma estrutura de suporte reforçada com placa de nervura radial tradicional e a Figura 9-53b mostra uma estrutura de suporte reforçada com aço de canal, claramente, a estrutura da Figura 9-53b é muito melhor do que a da Figura 9-53a.
A seleção de formas de junta e de ranhura adequadas pode reduzir as soldaduras, reduzir a carga de trabalho de soldadura e a deformação da soldadura. Como mostram as Figuras 9-54 e 9-55, onde as Figuras 9-54b e 9-55 têm formas de ranhura e tamanhos de soldadura muito mais pequenos em comparação com as Figuras 9-54a e 9-55.
a) Sem ranhura
b) Com ranhura
Com a premissa de assegurar uma capacidade de carga e uma qualidade de soldadura suficientes, tentar utilizar o menor tamanho de soldadura possível em termos de espessura da placa para reduzir a quantidade total de metal depositado, reduzindo assim a deformação da soldadura.
Como se mostra na Figura 9-56a, tentar utilizar aço moldado e peças estampadas em vez de peças soldadas para reduzir o número de soldaduras.
Desde que a estrutura o permita, a posição das soldaduras deve ser tão próxima quanto possível do eixo neutro da secção do componente e simétrica em relação a esse eixo central, para reduzir a deformação por flexão do componente, como se mostra na Figura 9-56b.
a) Reduzir o número de soldaduras para diminuir a deformação da soldadura
b) Organizar razoavelmente a posição das soldaduras
Para uma viga que tenha significativamente mais soldaduras na parte superior do que na parte inferior, toda a viga se dobra para cima após a soldadura. Para uma estrutura deste tipo, o próprio peso da viga pode ser utilizado para evitar a deformação por flexão. Antes de soldar, colocar a viga em dois suportes bem espaçados, soldar primeiro a parte inferior da viga. Devido à flexão causada pelo próprio peso da viga e à retração da soldadura, a flexão da viga aumenta, como se mostra na Figura 9-57.
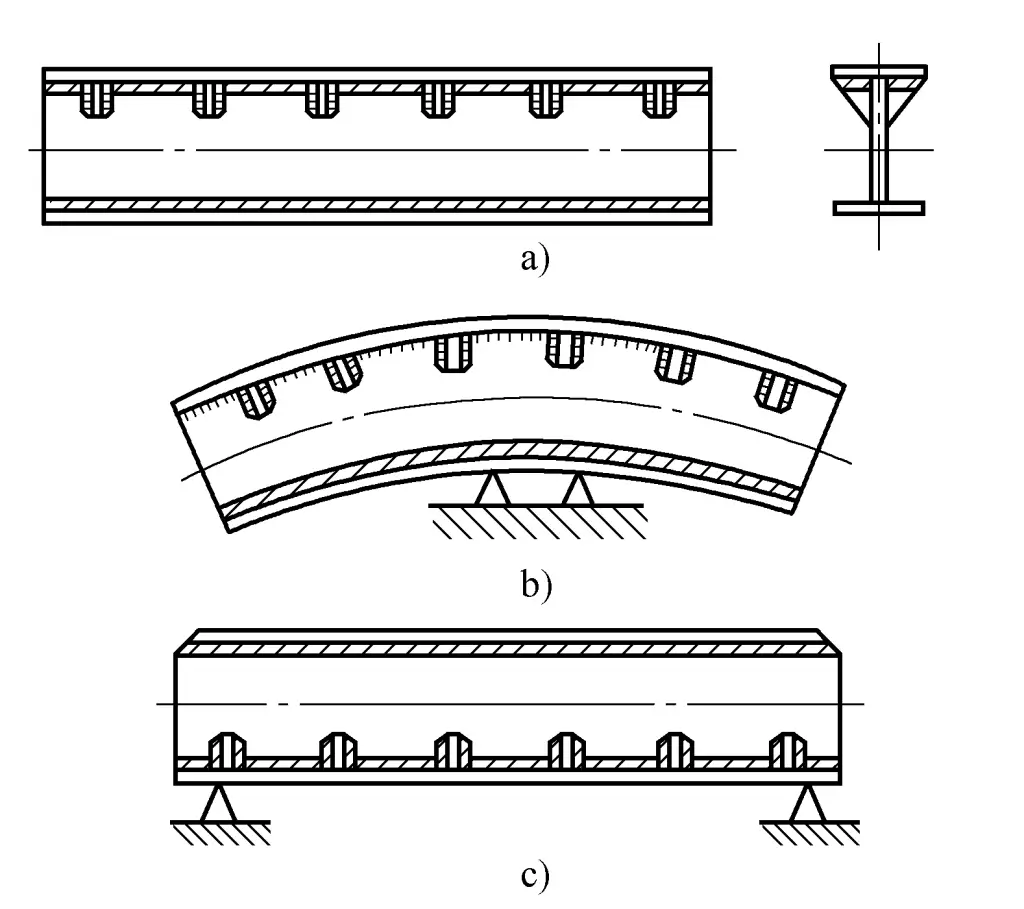
Depois de soldar a parte inferior da viga, colocar os apoios em ambas as extremidades, virar a viga e soldar a parte superior da viga. Uma vez que os apoios são colocados em ambas as extremidades da viga, a deformação por flexão do peso próprio da viga é oposta à primeira. Além disso, a direção da deformação por contração da soldadura superior é também oposta à da soldadura inferior, resultando numa deformação que endireita a viga ou a deixa apenas com uma ligeira curvatura.
Na produção real, utilizar a deformação do peso próprio combinada com a deformação da soldadura para criar a curvatura da viga da grua.
Durante o processo de soldadura, podem ser utilizados dispositivos de fixação para reduzir a deformação.
Uma conceção correcta e razoável é uma parte importante do controlo da deformação, mas uma conceção correcta e razoável não pode controlar completamente a deformação residual. O método de processo correto é uma medida importante para controlar a deformação.
Ao cortar o material, aumentar as dimensões de comprimento ou largura das peças ligeiramente mais do que as dimensões de projeto para compensar a contração da soldadura. A quantidade de tolerância é determinada com base na fórmula introduzida anteriormente e combinada com a experiência de produção. O método de compensação é utilizado principalmente para evitar a deformação por retração da soldadura.
Por exemplo: Para vigas de grua (vigas em caixa), a curvatura necessária após a soldadura é de 9/1000~1,4/1000. Ao cortar a placa de rede, é necessário reservar a quantidade de encolhimento e deformação após a soldadura. Geralmente, a curvatura durante o corte da placa de rede é de 15/1000~18/1000. Assim, o encolhimento e a deformação reservados podem compensar o encolhimento e a deformação após a soldadura. Geralmente, ao cortar partes de componentes, adicione 0,3~1mm por metro, o que também se destina a compensar a contração após a soldadura.
Com base no padrão de deformação que ocorre na produção, criar artificialmente uma deformação na soldadura de antemão que seja oposta em direção mas igual em magnitude à deformação que ocorre após a soldadura, como um método para evitar a deformação residual. Este método é muito eficaz, mas requer uma estimativa precisa da direção e da dimensão da deformação que pode ocorrer após a soldadura e a sua aplicação flexível com base nas características estruturais da soldadura e nas condições de produção.
1) Anti-deformação sem força externa.
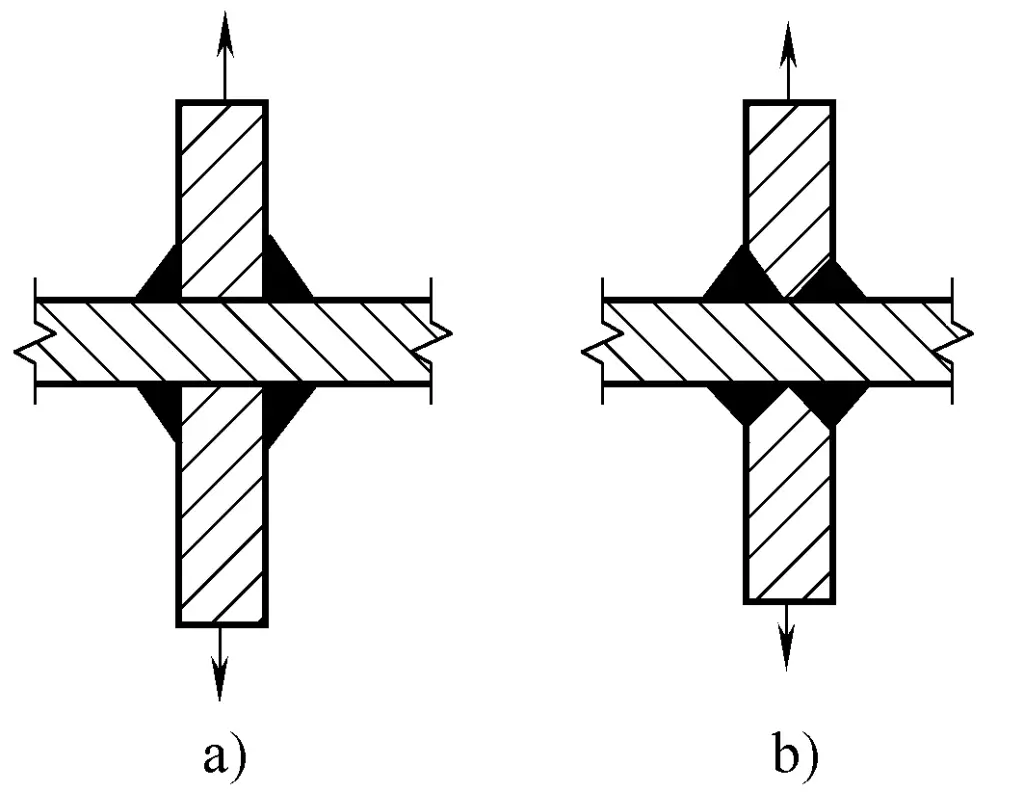
Quando ocorre uma deformação angular na soldadura topo a topo de chapas, a deformação residual da soldadura pode ser controlada, como mostra a Figura 9-58a; quando a deformação transversal no final da soldadura por electroescória é maior do que no início, a folga da junta pode ser ajustada para ser menor na parte inferior e maior na parte superior durante a instalação e o posicionamento, como mostra a Figura 9-58b.
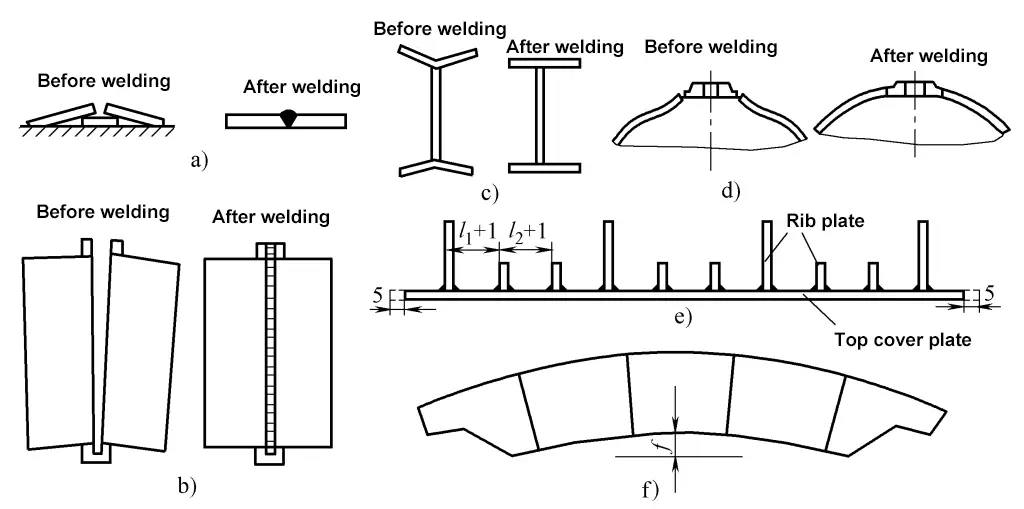
a) Soldadura topo a topo de placas
b) Soldadura vertical topo a topo por escória eléctrica
c) Pré-flexão plástica de flanges de vigas espaciais
d) Colapso anti-local da casca
e) Placa de topo da viga-caixão da grua reservada para a indemnização por retração
f) Viga em caixão para ponte rolante pré-arquivada
Para a soldadura de juntas em T, se ocorrer uma deformação angular na placa plana após a soldadura, a placa pode ser pré-dobrada na direção oposta antes da soldadura, como se mostra na Figura 9-58c; para cascas de paredes finas soldadas de topo a partir do exterior de um lado com uma flange, se ocorrer uma deformação côncava para dentro, pode ser feita uma pré-dobragem da borda para fora antes da soldadura, como se mostra na Figura 9-58d.
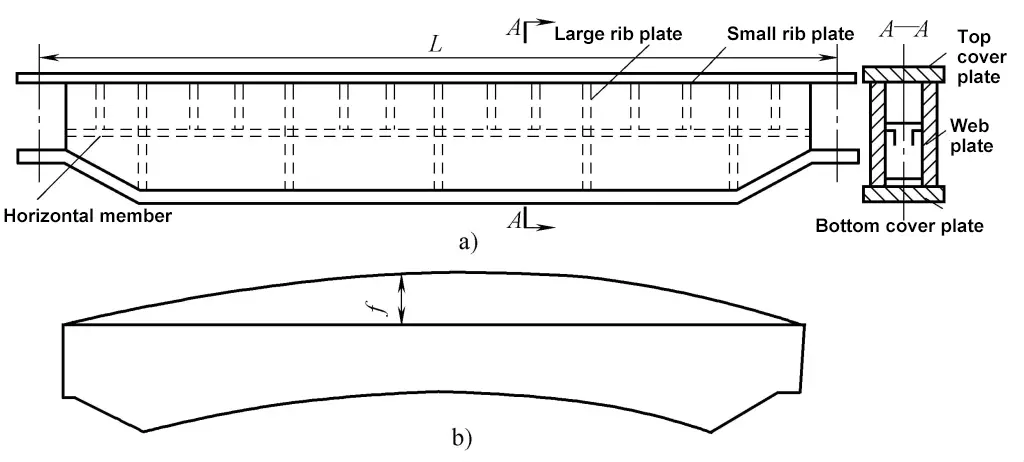
Deixar uma margem de retração é essencialmente também uma contra-deformação. Por exemplo, no caso de uma viga em caixão de uma ponte rolante, quando a chapa de cobertura superior é soldada às chapas de nervuras, como se mostra na Figura 9-58e, se a soldadura de canto de cada chapa de nervuras encolher 0,5 mm e houver 20 soldaduras de canto, deve ser reservada uma margem de 10 mm no comprimento da chapa de cobertura superior durante a preparação do material e distribuída uniformemente pelas chapas de nervuras.
Para ultrapassar a deformação de deflexão causada pelo pós-processamento desta viga em caixão, é criada uma curvatura f pré-fabricada, como mostra a Figura 9-58f, durante o fabrico da chapa de alma, que é maior do que a curvatura durante a aceitação do produto final.
A Figura 9-59 mostra o dispositivo de soldadura por contra-deformação e a sua sequência de soldadura para o tambor de vapor da caldeira. Dois soldadores soldam uma fila de assentos de tubos cada no mesmo tambor de vapor, seguindo a sequência de soldadura por saltos mostrada na Figura 9-59c. Depois de soldar duas filas de assentos de tubos num tambor de vapor, o mesmo método é usado para soldar os assentos de tubos noutro tambor de vapor, alternando até que toda a soldadura esteja completa, o que evita significativamente a deformação após a soldadura.
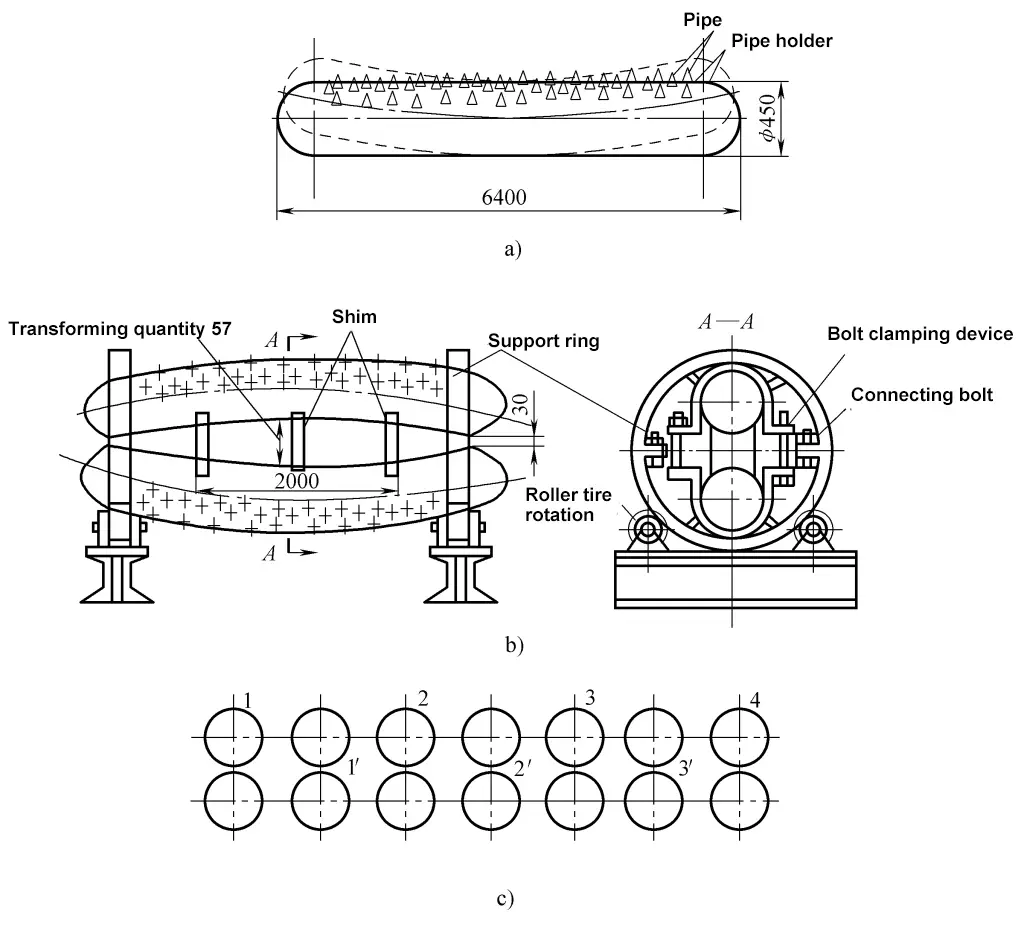
a) Deformação do tambor de vapor após a soldadura sem utilização do método de contra-deformação.
b) Molde flip de soldadura por contra-deformação para o tambor de vapor.
c) Saltar a sequência de soldadura dos assentos dos tubos.
2) Contra-deformação sob ação de forças externas.
Utilizar moldes de soldadura ou dispositivos de fixação para soldar a peça de trabalho em condições de contra-deformação. Após a soldadura, solte o molde ou o acessório e a peça de trabalho voltará a cumprir exatamente os requisitos técnicos em termos de forma e tamanho.
A Figura 9-60 mostra a utilização de dispositivos simples para contra-deformar uma placa plana para superar a deformação angular causada pela soldadura de vigas em I; as Figuras 9-61a, b, c, d mostram componentes ocos que se dobrarão após a soldadura devido à concentração de soldaduras na parte superior.
Como se mostra na Figura 9-61e, utilizar o dispositivo de torneamento para fazer dois componentes com a mesma secção transversal "costas com costas", fixando as extremidades e levantando o meio, de modo a que cada componente seja soldado numa situação de dobragem inversa. Este dispositivo de torneamento facilita a soldadura e também melhora a eficiência da produção.
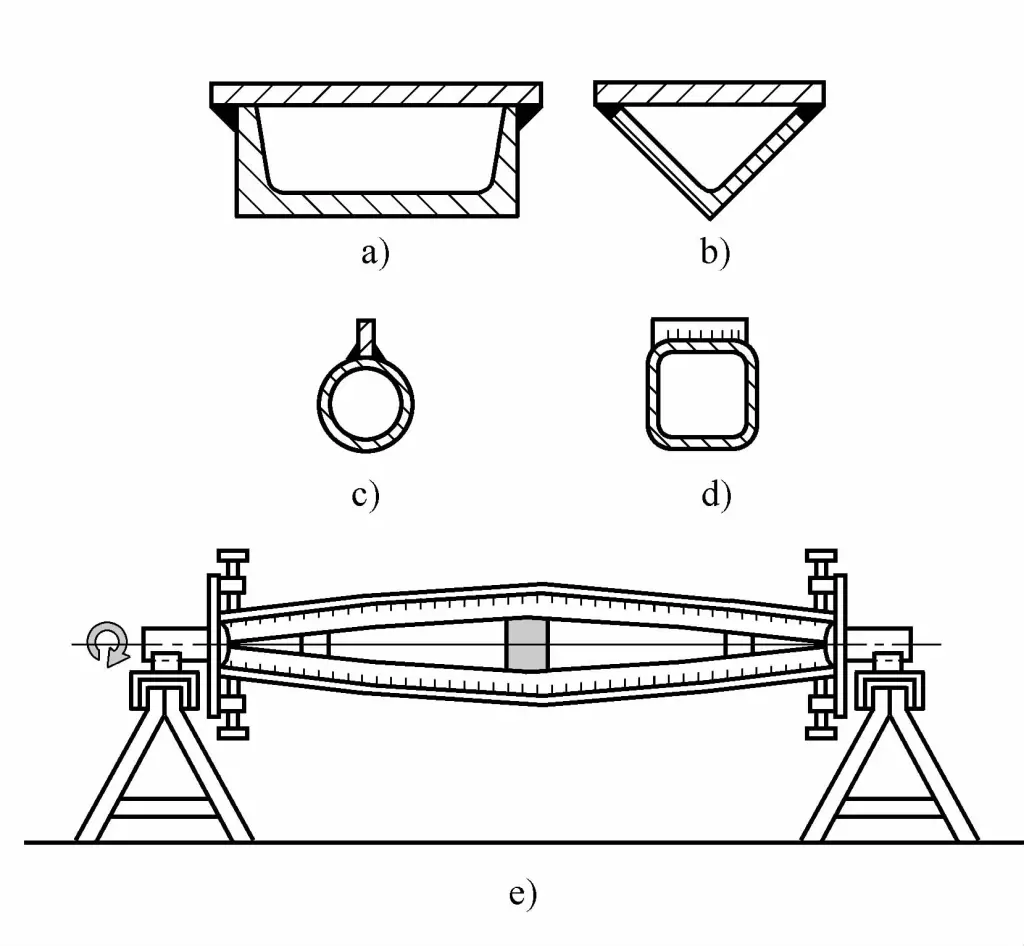
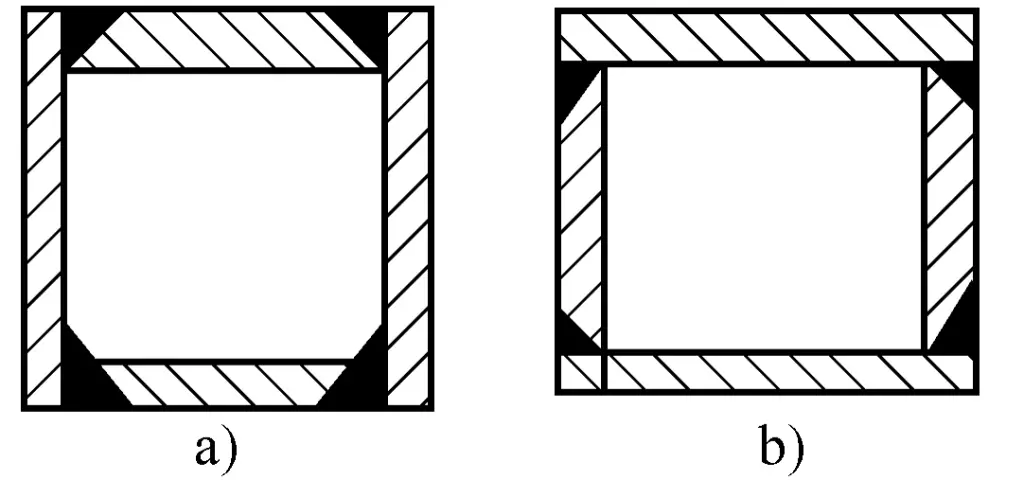
a), b), c) Vigas ocas com uma soldadura longitudinal de uma face
d) Vigas ocas com uma soldadura transversal unilateral
e) Soldadura no dispositivo de torneamento de soldadura
As duas questões seguintes devem ser consideradas quando se utiliza o método da força externa anti-deformação.
① Questões de segurança. A força externa necessária deve ser suficientemente grande, portanto, o gabarito utilizado deve garantir resistência e rigidez. A peça de trabalho está num estado elástico durante a anti-deformação e permanece elástica após a soldadura. Quando o grampo é libertado, a peça de trabalho irá inevitavelmente saltar para trás, e é essencial evitar ferimentos causados por este ressalto.
② O método mais confiável para controlar a quantidade de anti-deformação é usar parâmetros de soldagem padrão para realizar uma solda experimental em um estado livre e medir a deformação residual. Esta deformação deve ser usada como base para a anti-deformação, combinada com o ressalto da peça de trabalho, fazer ajustes apropriados para que a forma e o tamanho da peça de trabalho após o ressalto correspondam exatamente aos requisitos técnicos da peça de trabalho.
3) Método de pré-estiramento para a soldadura de chapas finas.
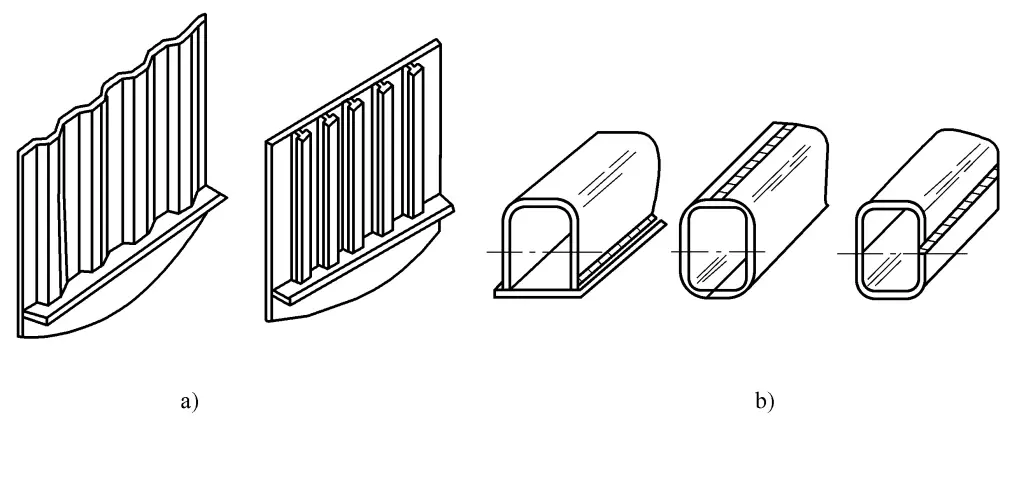
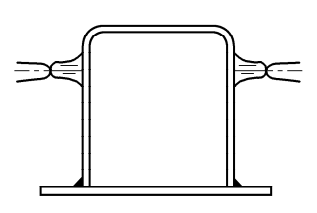
Este é um exemplo de aplicação flexível do método de contra-deformação em estruturas soldadas de paredes finas para evitar a deformação ondulada pós-soldadura do painel traseiro. Uma estrutura feita de superfícies perfiladas é soldada no interior da placa plana de parede fina e, após a soldadura, o encolhimento periférico da soldadura faz com que a placa fina dentro da estrutura gere uma tensão de compressão que atinge ou excede a sua tensão crítica de encurvadura, resultando numa deformação ondulada, como se mostra na Figura 9-62.
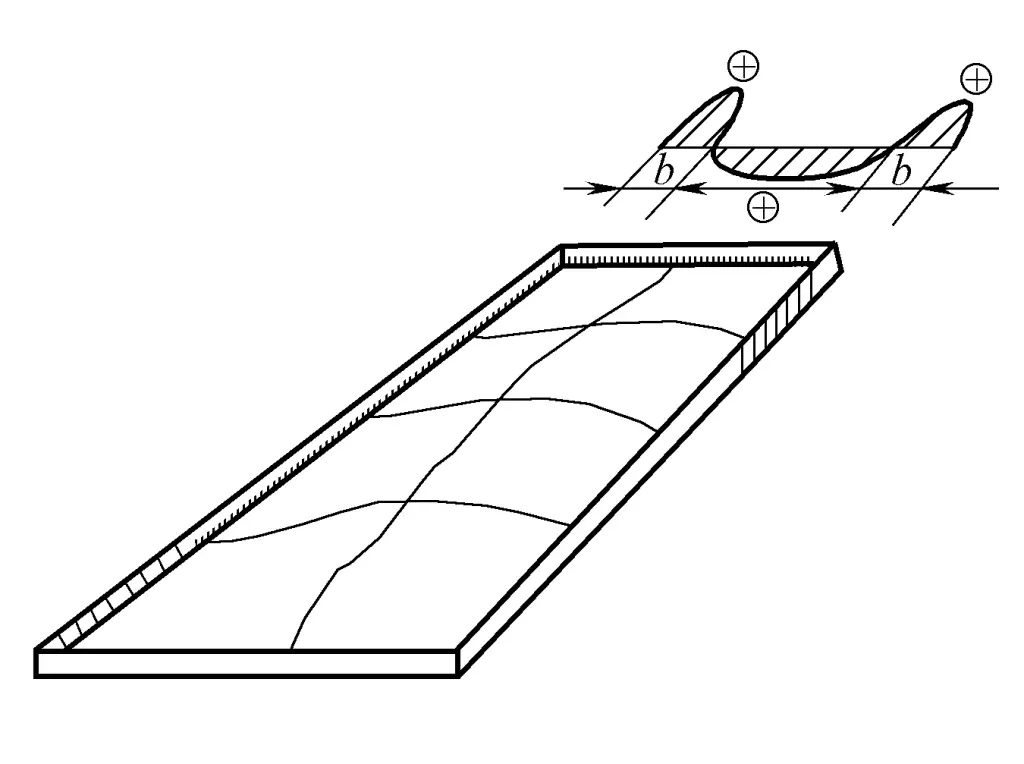
Se o pré-estiramento por pré-estiramento mecânico, pré-estiramento aquecido ou uma combinação de ambos os métodos for aplicado em áreas susceptíveis de encurtar, e depois formalmente montado e soldado com a estrutura, e o calor do pré-estiramento for removido após a soldadura, a placa de paredes finas pode voltar ao seu estado inicial, reduzindo eficazmente a tensão residual e alcançando o objetivo de evitar a deformação ondulada da placa de parede.
O quadro 9-12 mostra três esquemas de implementação: método de estiramento (método SS), método de aquecimento (método SH) e uma combinação de ambos (método SSH). O método de estiramento requer um dispositivo mecânico especialmente concebido; o método de aquecimento pode utilizar a corrente através da placa de parede, baseando-se na sua própria resistência para aquecer diretamente em vez do aquecimento indireto por aquecedores.
Tabela 9-12 Esquemas de implementação para controlar a deformação instável da soldadura de placas de paredes finas através do método de pré-estiramento
| Não. | Métodos | Diagrama esquemático | |
| 1 | Método SS Método de alongamento | 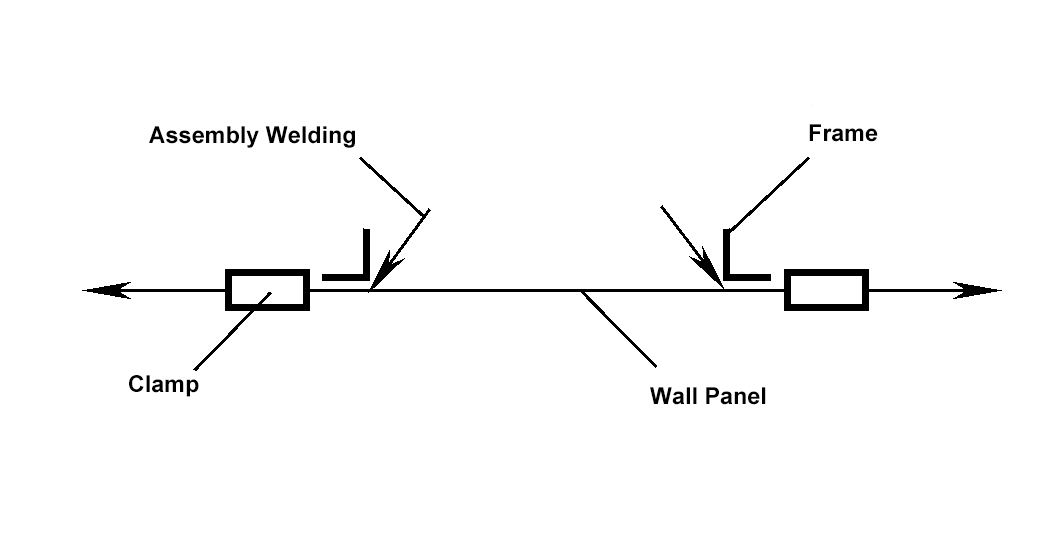 | 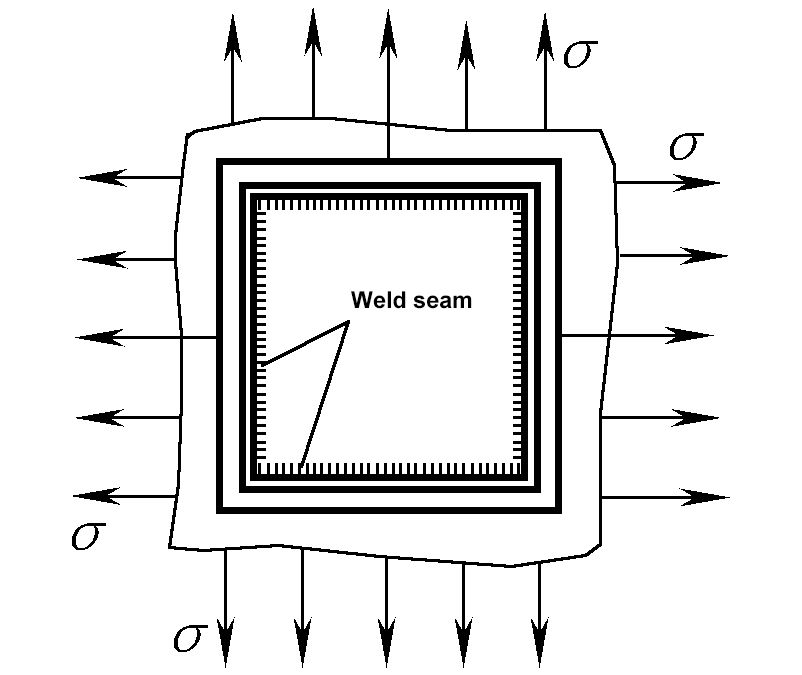 |
| 2 | Método SH Método de aquecimento | 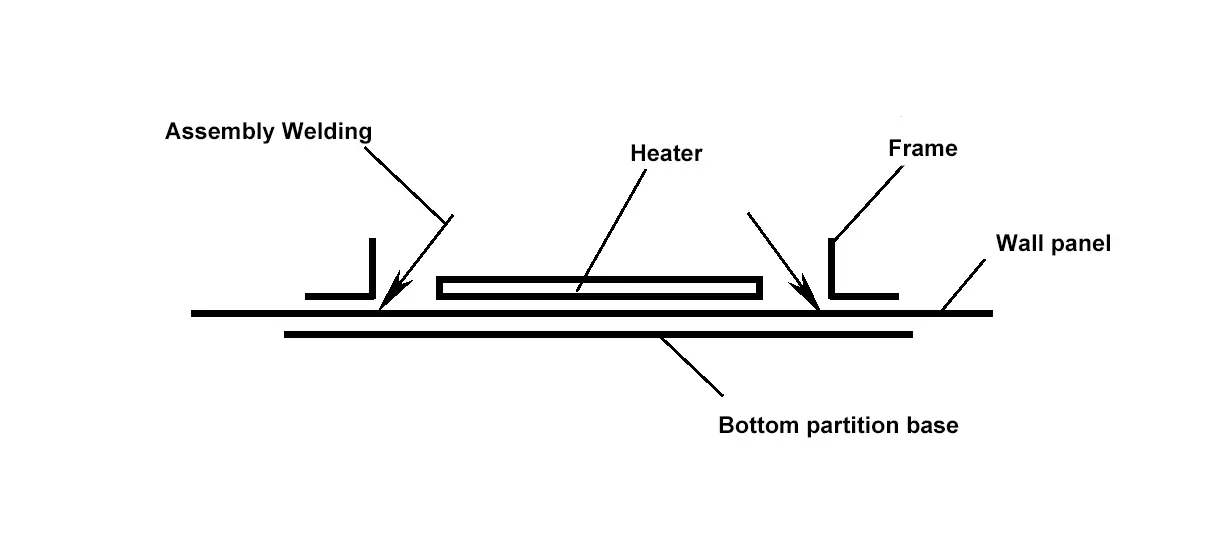 | 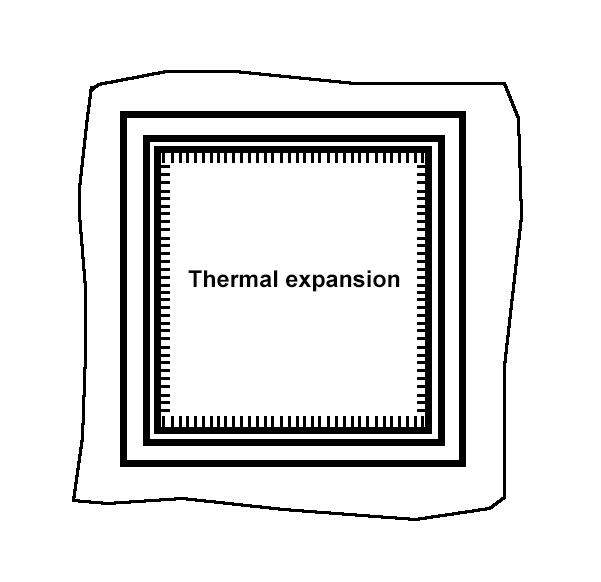 |
| 3 | Método SSH Método de alongamento + Método de aquecimento | 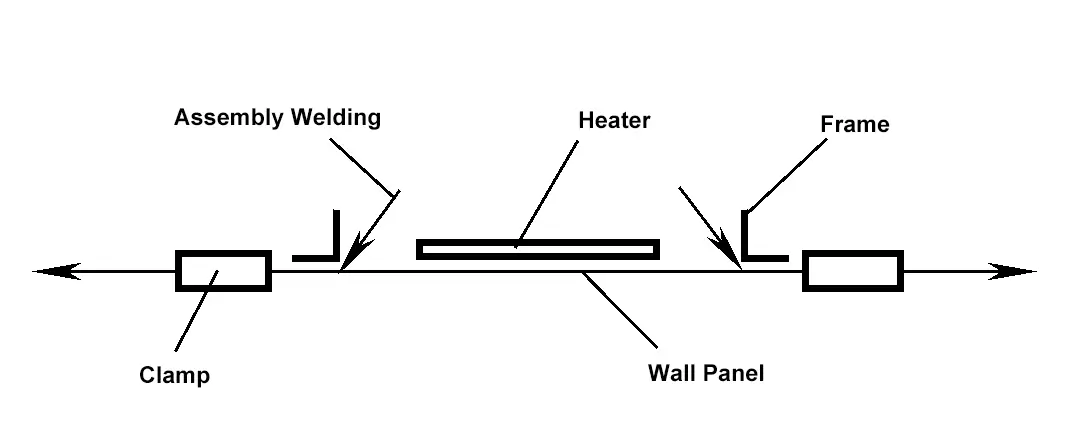 | 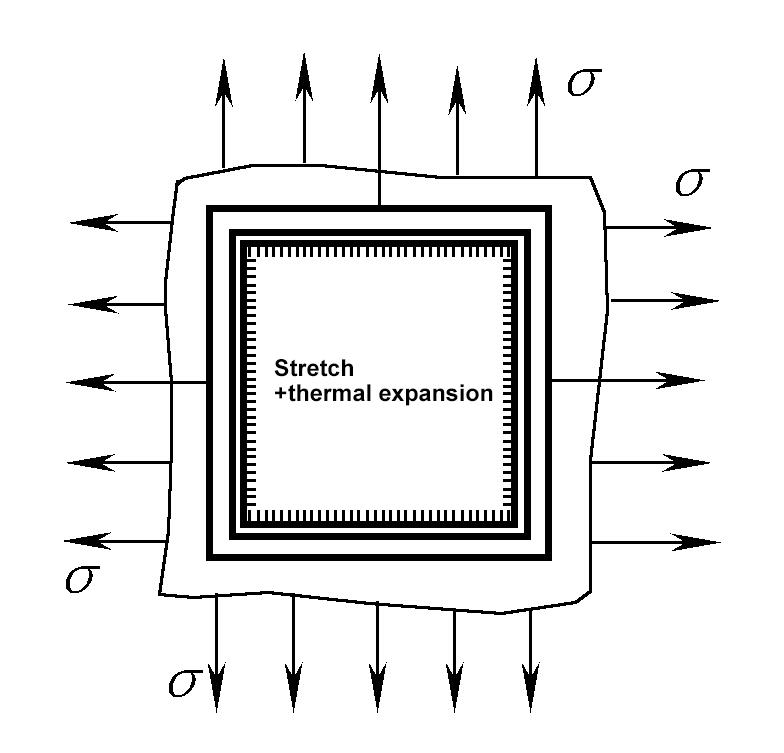 |
A utilização de métodos adequados para aumentar a rigidez e a restrição da soldadura permite atingir o objetivo de reduzir a sua deformação, que é o método de fixação rígida. Os métodos comuns de fixação rígida incluem os seguintes:
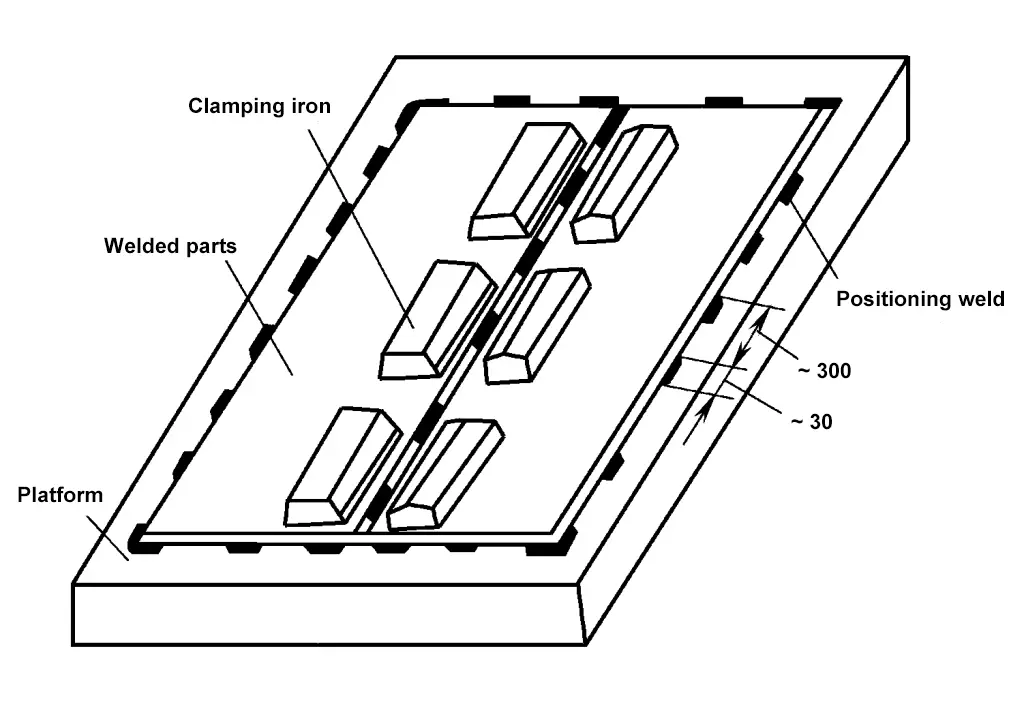
1) Fixar a soldadura numa plataforma rígida.
Ao soldar chapas finas, elas podem ser fixadas numa plataforma rígida com soldas de posicionamento, e as soldas próximas à parte traseira podem ser pressionadas para baixo com um ferro de prensa, como mostrado na Figura 9-63. Depois de todas as soldaduras estarem completamente soldadas e arrefecidas, as soldaduras de posicionamento são então removidas, o que pode evitar a deformação ondulatória durante a soldadura de chapas finas.
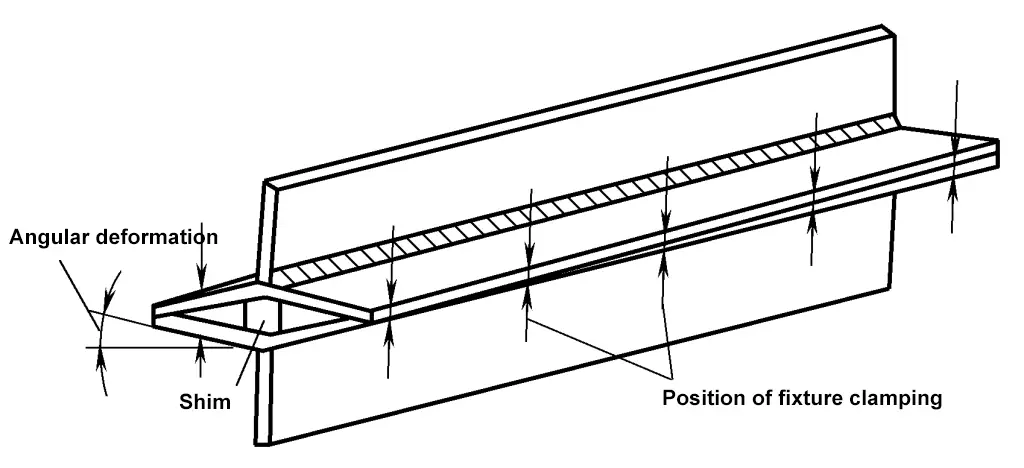
2) Combinar as soldaduras numa estrutura com maior rigidez ou simetria.
Ao soldar vigas em T, é fácil produzir deformação angular e deformação por flexão. A Figura 9-64 mostra duas vigas em T combinadas entre si, tornando o cordão de soldadura simétrico em relação ao eixo neutro da secção estrutural, o que aumenta consideravelmente a rigidez da estrutura, e utiliza o método de contra-deformação (são utilizados calços na Figura 9-64), adoptando uma sequência de soldadura razoável, o que é benéfico para evitar a deformação por flexão e a deformação angular.
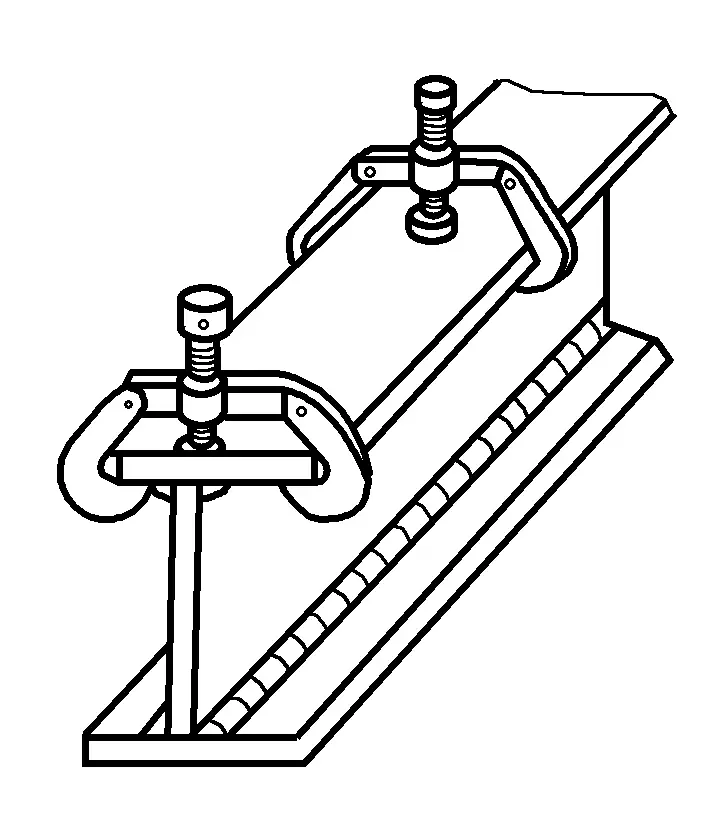
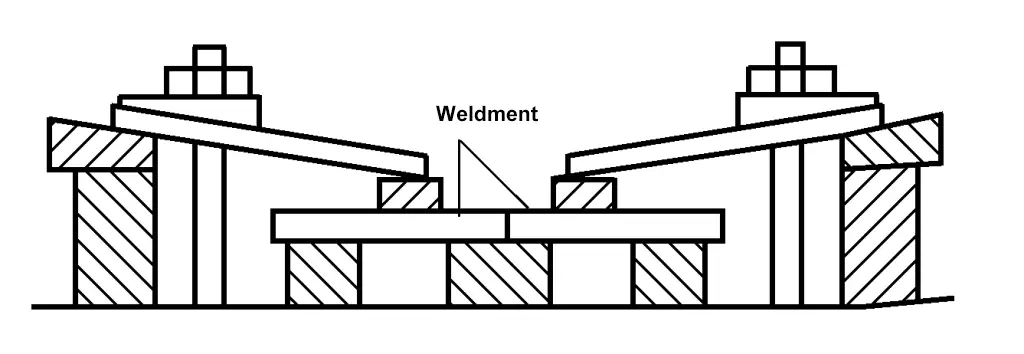
3) Utilizar dispositivos de soldadura para aumentar a rigidez e a contenção da estrutura.
A Figura 9-65 mostra a utilização de grampos para fixar a soldadura, para aumentar a restrição do componente e para evitar a deformação angular e a deformação por flexão do componente.
4) Utilizar suportes provisórios para aumentar a contenção da estrutura.
Na produção de uma peça única, a utilização de dispositivos de fixação especializados não é economicamente razoável. A soldadura de alguns suportes temporários ou tirantes em peças propensas a deformação pode aumentar a rigidez local e reduzir eficazmente a deformação da soldadura. A Figura 9-66 é um exemplo de aplicação da utilização de suportes temporários numa cobertura de proteção para aumentar a retenção.
1-Placa de base
2-Placa vertical
3-Placa de flange
4-Apoio temporário
A sequência de montagem e de soldadura tem um impacto significativo na deformação da estrutura soldada, pelo que pode ser utilizada uma sequência de montagem e de soldadura razoável para controlar a deformação da soldadura. Para controlar e reduzir a deformação da soldadura, a seleção da sequência de montagem e de soldadura deve seguir estes princípios:
1) A soldadura a ser soldada deve estar tão próxima quanto possível do eixo neutro da secção estrutural.
Como mostra a Figura 9-67a, a estrutura da viga principal da ponte rolante requer uma certa curvatura para cima. Para atingir este requisito, para além de pré-fabricar a curvatura para cima das chapas de alma esquerda e direita, deve ser selecionada a melhor sequência de montagem e soldadura para minimizar a deformação de flexão para baixo.
2) Para estruturas com soldaduras dispostas assimetricamente, soldar primeiro o lado com menos soldaduras durante a montagem e a soldadura.
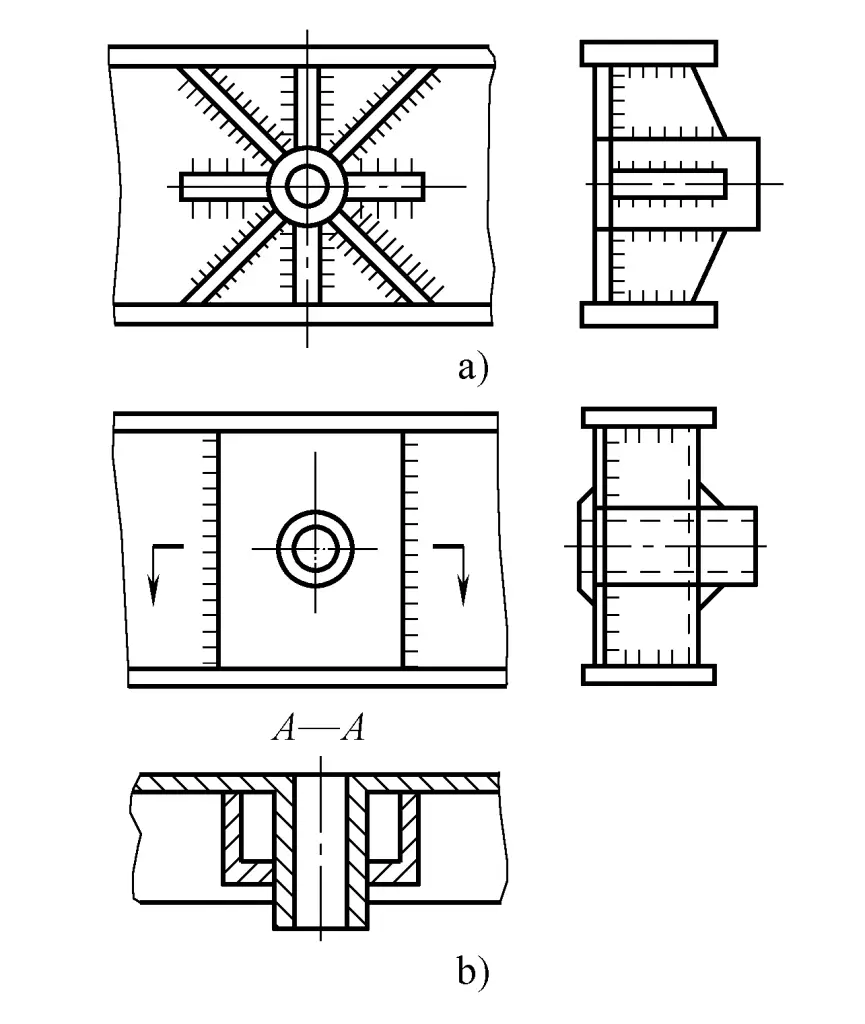
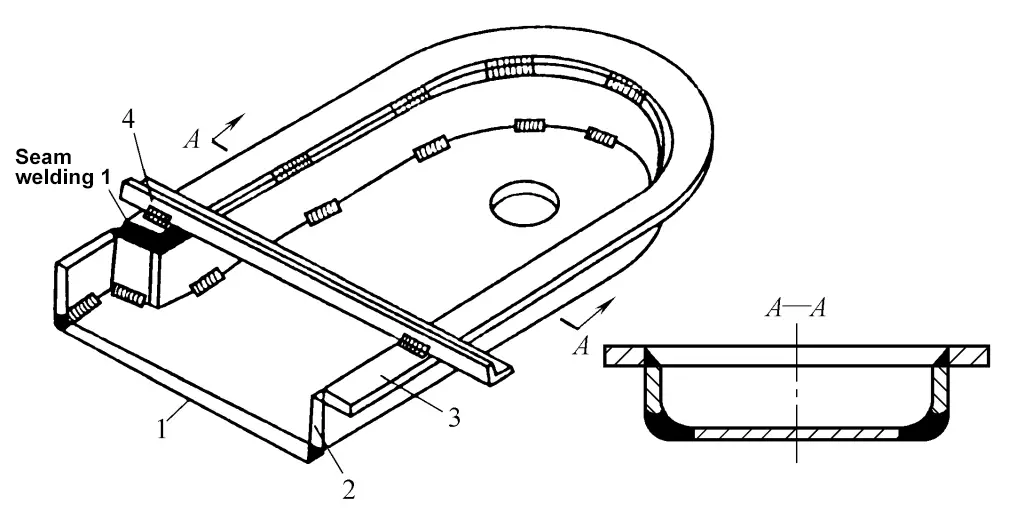
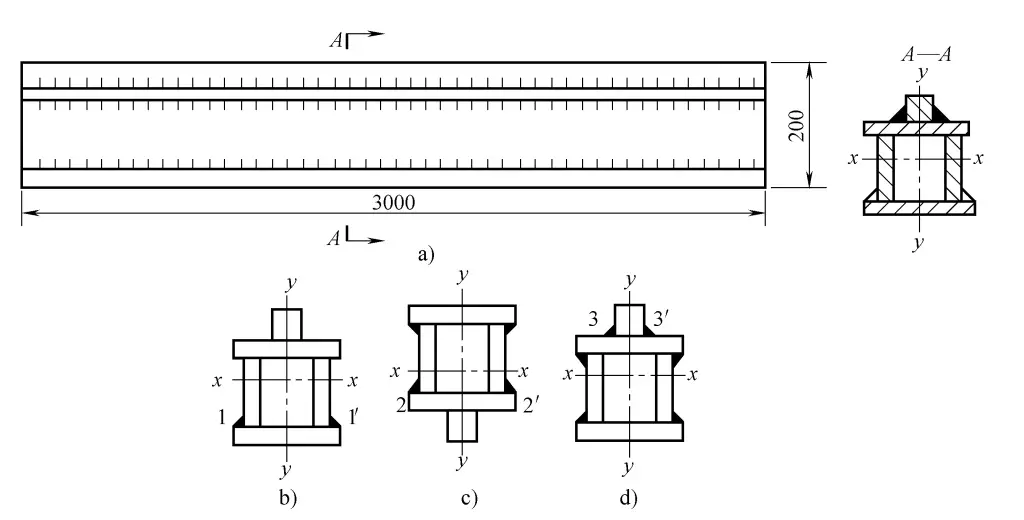
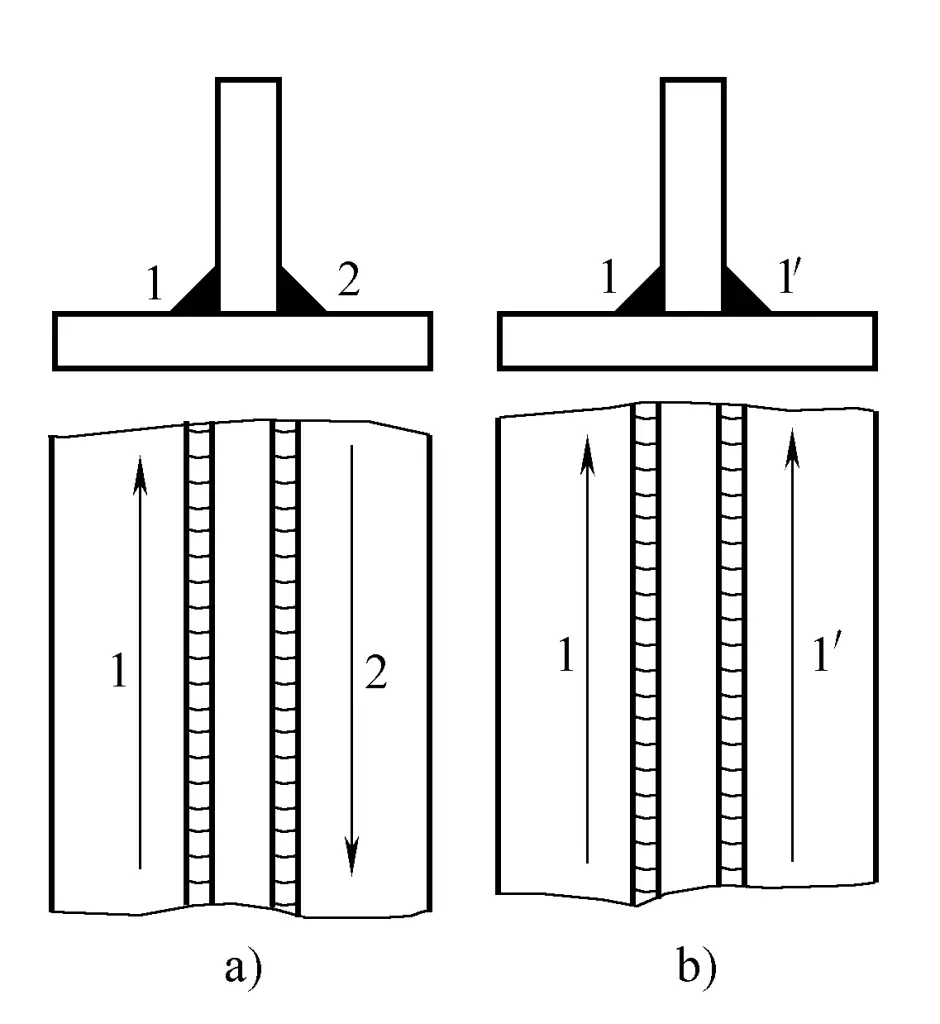
Como se mostra na Figura 9-68, a secção superior da matriz da prensa tem mais soldaduras acima do eixo neutro do que abaixo dele. Se a sequência de montagem e soldadura não for razoável, acabará por produzir uma deformação por flexão para baixo.
A solução é começar por soldar simetricamente as costuras 1 e 1' (ver Figura 9-68b), o que produzirá uma deformação de flexão de curvatura ascendente significativa f 1 e aumentar a rigidez da estrutura; em seguida, soldar as costuras 2 e 2' na posição indicada na Figura 9-68c, produzindo uma deformação de flexão para baixo f 2 ; finalmente, soldar os cordões 3 e 3' na posição indicada na Figura 9-68d, produzindo uma deformação de flexão para baixo f 3 . Isto faz com que f 1 aproximadamente igual a f 2 e a soma de f 3 e as direcções são opostas, pelo que as deformações de flexão podem essencialmente anular-se mutuamente.
3) Para estruturas com soldaduras dispostas simetricamente, um número par de soldadores deve soldar simetricamente.
Como se mostra na Figura 9-69, a soldadura de topo do corpo cilíndrico é melhor soldada simetricamente por dois soldadores.
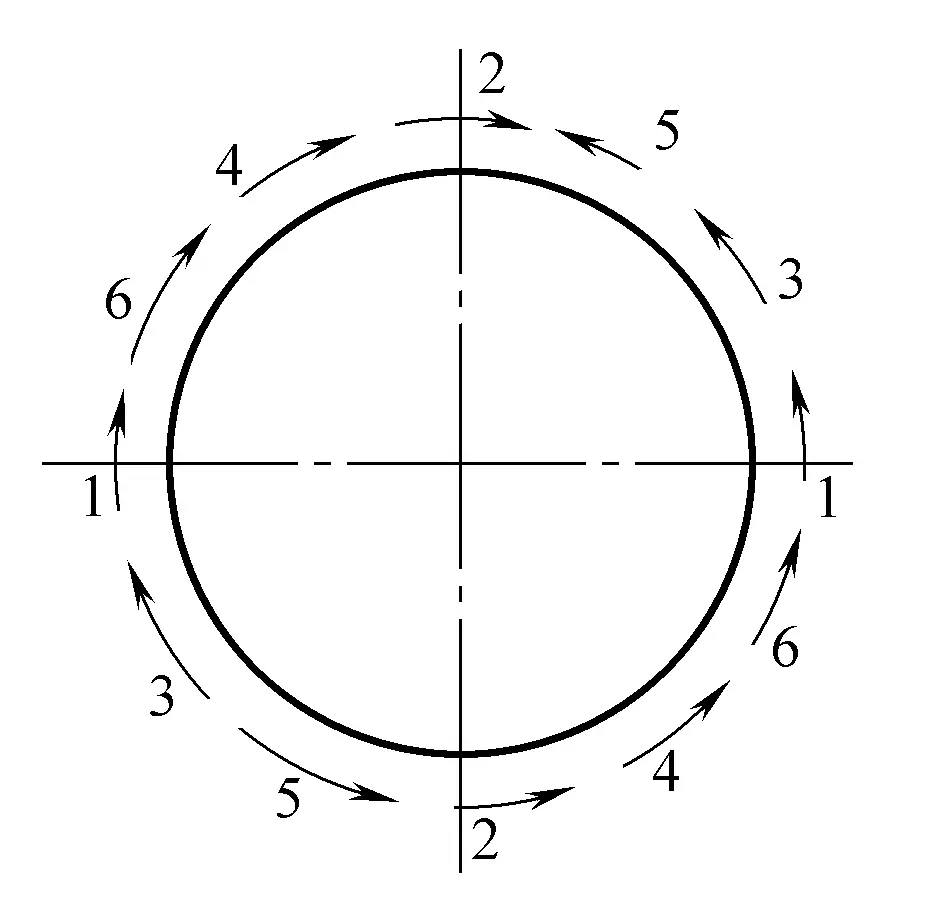
4) As soldaduras longas (mais de 1 m) podem ser soldadas na direção e sequência indicadas na Figura 9-70 para reduzir a deformação por retração pós-soldadura.
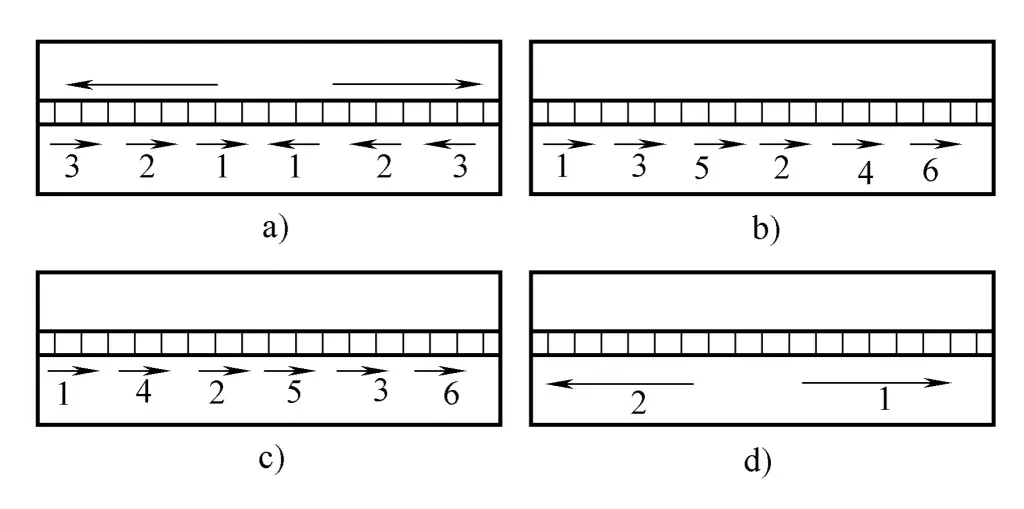
5) Para evitar a distorção, as soldaduras adjacentes devem ser soldadas na direção e sequência indicadas na Figura 9-71b.
a) Incorreto
b) Correto
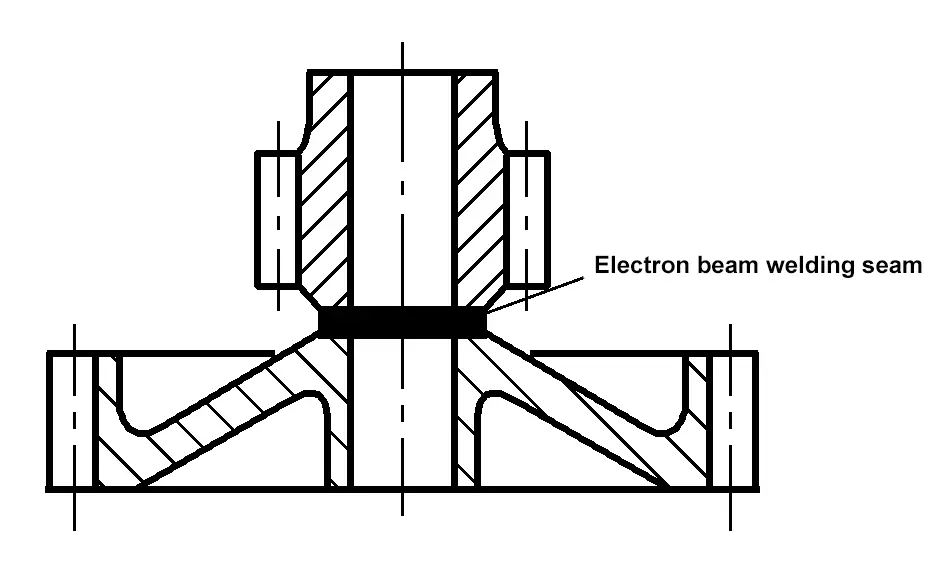
Diferentes métodos de soldadura têm diferentes entradas de calor, causando assim diferentes deformações. A utilização de métodos de soldadura com energia mais concentrada pode reduzir a deformação da soldadura. Por exemplo, utilizar CO 2 soldadura com proteção gasosa ou soldadura por arco de plasma em vez de soldadura com gás e soldadura por arco de metal protegido para a soldadura de chapas finas; utilizar a soldadura por feixe de electrões no vácuo para produtos maquinados de precisão, tais como engrenagens (ver Figura 9-72), para controlar a sua deformação.
São utilizados diferentes parâmetros de soldadura para diferentes partes da mesma estrutura. Isto pode atingir o objetivo de controlar e ajustar a deformação da soldadura. Como se mostra na Figura 9-73, a viga de secção assimétrica, porque a distância s das soldaduras 1, 2 ao eixo neutro da secção da estrutura é maior do que a distância s' das soldaduras 3, 4 ao eixo neutro, a deformação por flexão ocorre para baixo após a soldadura.
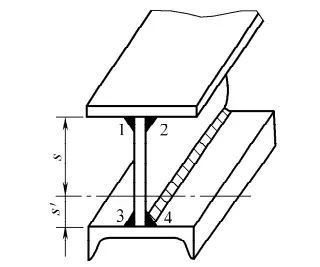
1 ~ 4-Solda de costura
Se for utilizada a soldadura multicamada para as soldaduras 1 e 2, escolhendo um menor aporte térmico para cada camada; e se for utilizada a soldadura de camada única para as soldaduras 3 e 4, escolhendo um maior aporte térmico, então a deformação descendente produzida pela soldadura das soldaduras 1 e 2 pode basicamente compensar a deformação arqueada ascendente produzida pela soldadura das soldaduras 3 e 4, resultando numa estrutura basicamente plana após a soldadura.
Para algumas estruturas com soldaduras dispostas assimetricamente, a deformação por flexão ocorre frequentemente após a soldadura. Se o aquecimento por chama de gás for utilizado numa posição simétrica às soldaduras e sincronizado com a soldadura, desde que os parâmetros do processo de aquecimento sejam escolhidos adequadamente, pode reduzir ou evitar a deformação por flexão do componente. Como se mostra na Figura 9-74, o método de equilíbrio térmico é utilizado para controlar a deformação da soldadura de uma estrutura em caixa de viga lateral.
O método de arrefecimento envolve a utilização de várias formas para dissipar rapidamente o calor da área de soldadura, como a utilização de arrefecimento direto com água e blocos de arrefecimento de cobre para limitar e reduzir a distribuição do campo de calor de soldadura, de modo a reduzir a deformação da soldadura. Nota: ter cuidado com materiais de elevada temperabilidade.
No processo de produção real de estruturas soldadas, as várias deformações devem ser totalmente estimadas, os padrões das várias deformações analisados e um ou vários métodos seleccionados com base nas condições do local para controlar eficazmente a deformação da soldadura.







