Problemas de dobragem de perfis: Soluções de enrugamento a deformação
Porque é que os perfis se enrugam, deformam ou torcem durante a quinagem? Este artigo aprofunda as complexidades da dobragem de perfis, destacando as...
Como é que transformamos tubos e perfis rígidos em formas precisas utilizadas nas indústrias da construção, automóvel e aeroespacial? Este artigo explora as técnicas de dobragem de perfis e conformação de tubos, destacando os métodos manuais e mecânicos. Detalha os processos, ferramentas e materiais envolvidos, garantindo resultados precisos e eficientes. Os leitores ficarão a conhecer várias técnicas de quinagem, a importância dos moldes e os passos específicos necessários para diferentes metais. No final, compreenderá os princípios fundamentais subjacentes à modelação de perfis e tubos metálicos para várias aplicações.

Devido à elevada resistência à flexão dos perfis, estes não são fáceis de dobrar, pelo que são normalmente dobrados manualmente utilizando um método de aquecimento.
A dobragem de aço plano adopta normalmente os seguintes passos e métodos:
O molde para dobrar aço plano a quente é geralmente feito de chapa de aço, a sua espessura pode ser igual ou ligeiramente mais espessa do que a peça de trabalho, e o diâmetro do arco do molde pode ser igual ao diâmetro interior da peça de trabalho. O molde para dobrar anéis de aço plano não deve ser feito num círculo completo, mas em cerca de 2/3 de um círculo completo, como se mostra na Figura 4-15, o que facilita a colocação e remoção da peça de trabalho durante a dobragem.
A posição e o tamanho dos furos para fixação do molde na plataforma devem ser determinados após a fixação da posição do molde na plataforma, com base na posição e no tamanho dos furos na plataforma.
Colocar uma extremidade do aço plano aquecido contra o molde, fixá-lo com uma cunha cónica e uma braçadeira de chifre de carneiro e, em seguida, inserir a curvadora na posição apropriada para efetuar a curvatura, como se mostra na Figura 4-16. Cada aquecimento não deve dobrar demasiado tempo para evitar enrugar o aço plano ou causar o endurecimento do material devido à baixa temperatura. Para peças de maiores dimensões, a dobragem deve ser feita em secções.
1-Abraçadeira de corno de carneiro
2-Molde
3-Parafuso de bloqueio
4-Cunha de pneu
5-Material de aço plano
6-Bender
Furo de 7 plataformas
8-Cunha de aperto
9-Placa espaçadora
Após cada secção de recozimento, antes de os grampos serem retirados, utilizar um martelo plano para nivelar primeiro o interior do aço plano e depois o exterior, tornando a espessura no interior e no exterior aproximadamente igual e para evitar deformações significativas durante o processo de arrefecimento após a desmoldagem, como se mostra na Figura 4-17.
A dobragem de aço angular também envolve os processos de fabrico de moldes, dobragem e aplanamento.
Os moldes para a dobragem de cantoneiras de aço são normalmente soldados a partir de chapas de aço e as suas formas dependem do facto de a dobragem ser interna ou externa, como se mostra na Figura 4-18. Devido à secção transversal assimétrica do aço angular, a contração dos lados interior e exterior durante o arrefecimento após a dobragem é desigual, causando alterações na forma e no tamanho da peça de trabalho.
Por conseguinte, o diâmetro do molde deve ser aumentado de forma adequada quando se dobra o aço angular externamente; o diâmetro do molde deve ser reduzido de forma adequada quando se dobra internamente. Os valores para aumentar ou diminuir o diâmetro do molde podem ser seleccionados de acordo com o Quadro 4-1. Outros requisitos para os moldes de dobragem de aço angular são os mesmos que para os moldes de dobragem de aço plano.
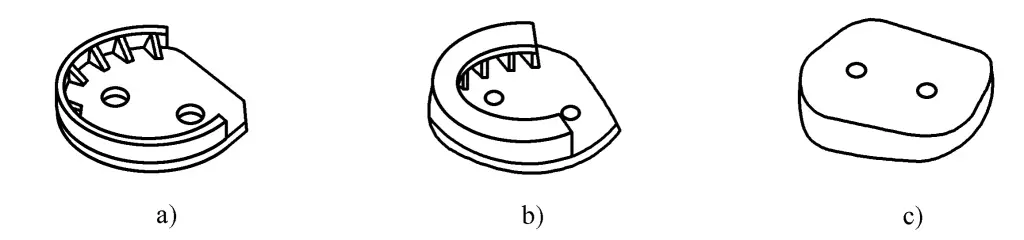
a) Molde para dobrar ângulos externos de aço soldado
b) Molde para dobrar ângulos internos de aço soldados
c) Molde feito a partir de uma placa de aço inteira
Tabela 4-1 Tamanhos de escala do diâmetro do molde de dobragem a quente de aço angular
| Curvatura interna/mm | Curvatura exterior/mm | ||
| Diâmetro do modelo | Tamanho de redução do diâmetro da ferramenta do pneu | Diâmetro do modelo | Tamanho do alargamento do diâmetro da ferramenta do pneu |
| <300 | <10 | <900 | 3~5 |
| 900 ~ 1400 | 10 ~15 | 900 ~1400 | 6 ~10 |
| 1500 ~10000 | 15 ~20 | 1500 ~10000 | 15 |
| >10000 | 25 | >10000 | 20 |
Ao dobrar cantoneiras de aço, começar por fixar rapidamente uma extremidade da cantoneira de aço aquecida na ferramenta para pneus e, em seguida, dobrar enquanto se martela a parte enrugada da superfície da cantoneira de aço até que a secção da cantoneira de aço a dobrar esteja completamente encaixada na ferramenta para pneus, como se mostra na Figura 4-19. A dobragem de cantoneiras de aço também deve ser efectuada dentro da gama de temperaturas de dobragem a quente do aço.
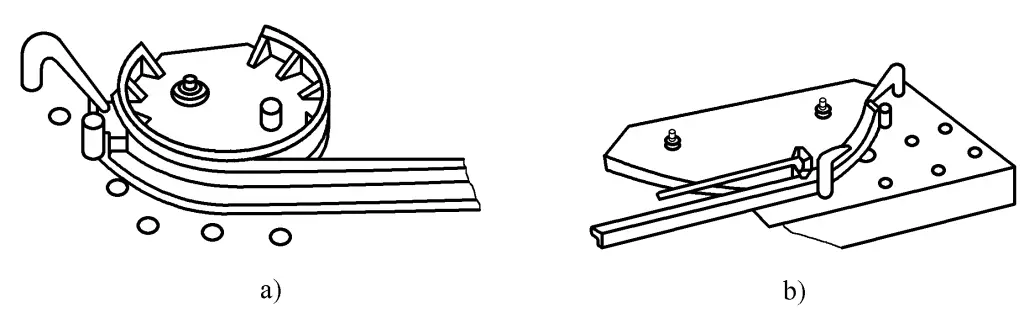
a) Ângulo de curvatura exterior em aço
b) Ângulo de curvatura interior em aço
Após a dobragem, é também necessário utilizar uma marreta e um martelo plano para a endireitar, de modo a que a forma e a precisão dimensional da peça de trabalho cumpram os requisitos.
Manual curvatura de tubos é normalmente utilizado para dobrar peças individuais ou pequenos lotes de tubos, os passos e métodos de dobragem manual de tubos são os seguintes:
Antes da dobragem manual, deve ser colocada areia no interior do tubo para evitar a deformação da secção do tubo. Para tubos de metais não ferrosos, podem ser colocadas substâncias com pontos de fusão baixos, como colofónia e alumínio, que são removidas após a dobragem. A areia deve ser pura, limpa, seca e, geralmente, ter partículas inferiores a 2 mm. A areia enchida no interior do tubo deve ser compacta, pelo que é martelada durante o enchimento. As extremidades do tubo são firmemente tapadas com tampões de madeira ou seladas com placas de aço.
Para tubos de curvatura a quente, o comprimento da peça de aquecimento deve ser marcado. Geralmente, a posição do ponto médio da peça de curvatura é pré-determinada de acordo com o tamanho do desenho e, a partir daí, o comprimento de curvatura é medido para ambos os lados do tubo, mais a tolerância para o diâmetro do tubo, que é o comprimento a ser aquecido.
Os tubos podem ser aquecidos utilizando carvão, gás ou óleo pesado como combustível. O carvão comum não é adequado para aquecer os tubos, uma vez que o carvão contém muito enxofre, que pode penetrar no aço a altas temperaturas, deteriorando a qualidade do aço. A temperatura de aquecimento é de cerca de 950°C, e é mantida durante um período de tempo para que a areia no interior do tubo atinja a mesma temperatura.
Os tubos de pequeno diâmetro podem ser dobrados num molde de ranhura semi-circular utilizando uma alavanca, enquanto os tubos de grande diâmetro podem ser dobrados numa plataforma utilizando um guincho elétrico. Quando existem várias curvas, começar a dobrar a partir da curva na extremidade do tubo em sequência. Durante a dobragem, pode ser pulverizada água na parede exterior para evitar que a parede do tubo fique demasiado fina. A pulverização de água para arrefecimento também pode ajustar o grau de curvatura. Se o lado interior do tubo for arrefecido com água pulverizada, o metal no lado interior contrai-se, aumentando o grau de curvatura; do mesmo modo, quando a parede exterior é pulverizada com água, o grau de curvatura diminui.
Ao dobrar tubos mecanicamente com aquecimento, os métodos incluem o aquecimento de média frequência e o aquecimento por chama, que são apresentados a seguir, respetivamente.
A dobragem por aquecimento de média frequência envolve a colocação de uma bobina de indução de média frequência à volta do tubo em branco, baseando-se na corrente de indução de média frequência para aquecer localmente o espaço em branco até à temperatura elevada necessária, dobrando depois a parte aquecida e pulverizando imediatamente água para arrefecer após a dobragem, obtendo assim as peças de tubo dobradas necessárias.
A dobragem por aquecimento de média frequência requer equipamento especializado para máquinas de dobragem por aquecimento elétrico por indução de média frequência. Consoante o método de aplicação do binário de curvatura pela máquina de curvar, divide-se em tipos de curvatura por tração e curvatura por pressão.
A Figura 4-20 é um diagrama esquemático da dobragem por tração de média frequência. A bobina de indução de média frequência 3 está localizada na linha central de rotação, passando a corrente de média frequência através da bobina, gerando assim um campo magnético alternado, e a corrente induzida causada pelo campo magnético alternado no molde do tubo aquece o molde do tubo.
O tubo em bruto 1 passa através da bobina de indução, uma extremidade é fixada no braço rotativo 5 com um mandril 4, e a outra extremidade é colocada livremente no rolo de suporte ou na base da máquina. Três rolos de suporte 2 são utilizados para determinar a posição axial do tubo em bruto, para manter o tubo em bruto concêntrico com a bobina de indução e o mandril.
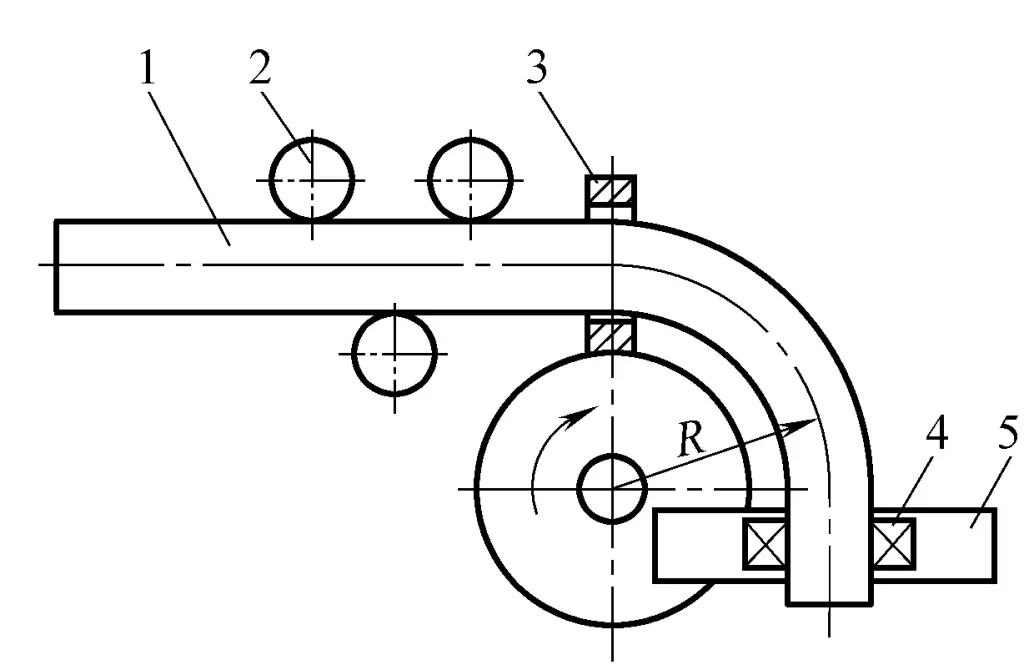
1-Tubo em branco
2-Rolo de apoio
Bobina de 3 indução
4-Chuck
Braço giratório 5
O tubo em branco localizado atrás da área de dobragem é arrefecido a água por um dispositivo de anel montado na bobina de indução após o aquecimento e dobragem, dando ao tubo dobrado rigidez suficiente para manter uma secção transversal perfeitamente circular. Durante o funcionamento, a bobina de indução aquece localmente o tubo em branco a 800~1200°C, em seguida, o motor acciona o braço giratório para rodar através do redutor, puxando e dobrando o tubo em branco para a forma.
A dobragem por tração pode dobrar raios mais pequenos (mínimo raio de curvatura R=1,3D, enquanto as máquinas de curvar a frio em geral são 1,5D), e a qualidade dos tubos curvados é melhor.
O ângulo de curvatura do tubo pode ser controlado com precisão, parando a rotação do braço giratório e o aquecimento da bobina de indução no tempo através de interruptores de limite. O raio de curvatura é determinado pela posição do mandril no braço giratório, e a posição do mandril pode ser ajustada no tubo. A temperatura de aquecimento e a largura da zona de aquecimento podem ser controladas alterando o tamanho da corrente, a velocidade de dobragem, a quantidade de pulverização de água e seleccionando o diâmetro da bobina de indução. A corrente e o diâmetro da bobina de indução são seleccionados principalmente de acordo com o diâmetro do tubo em branco.
Se a corrente for demasiado elevada, o tubo em branco derreterá; se for demasiado baixa, o aquecimento é insuficiente. Quando o diâmetro da bobina de indução é demasiado grande, a eficiência térmica é baixa; quando demasiado pequena, o espaço entre ela e a parede do tubo é pequeno, a ajustabilidade é fraca e a operação é inconveniente. Quando o raio de curvatura é grande, a deformação é pequena e a velocidade de curvatura pode ser mais rápida. Por outro lado, a velocidade de dobragem deve ser mais lenta; caso contrário, a espessura da parede exterior reduz-se significativamente.
O raio de curvatura obtido durante a curvatura de média frequência na curvatura por tração é relativamente uniforme, e o ajuste é conveniente, o ângulo de curvatura pode atingir 180°, mas a espessura da parede exterior é um pouco reduzida.
A Figura 4-21 mostra a curvatura utilizando aquecimento de média frequência, com um diagrama esquemático da curvatura por aquecimento de média frequência. O tubo em bruto 2 é suportado pelos rolos de suporte 3. Utilizando a placa de impulso 1 na extremidade do tubo em bruto, é aplicado um impulso axial F ao tubo em bruto, dobrando-o assim.
O raio de curvatura é determinado pela posição do cilindro superior 5 ou pela posição do mandril 6 no braço oscilante 7. Obviamente, ao dobrar tubos utilizando o método de dobragem por pressão, a espessura da parede exterior da peça em bruto do tubo dobrado é pequena e, como a zona de alta temperatura é relativamente estreita, evita que a parede do tubo perca estabilidade e que a parede interior fique enrugada.
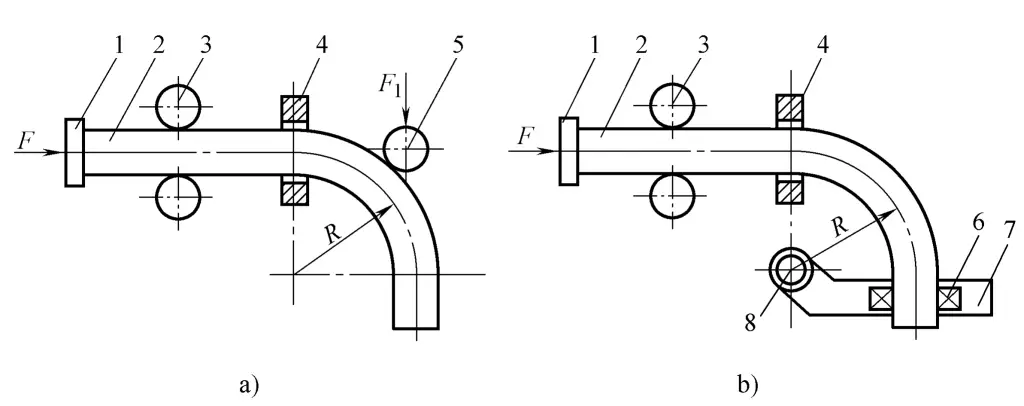
1-Placa de impulso
2-Pipe blank
3-Rolos de apoio
4-Bobina de indução
5-Rolo superior
6-Chuck
7-Braço oscilante
8 eixos
O método de curvatura por pressão apresentado na Figura 4-21a pode curvar qualquer raio, com um desbaste mínimo da parede exterior do tubo, mas é difícil assegurar o raio de curvatura no início da curvatura e os ajustes são difíceis. O método de curvatura por pressão da Figura 4-21b produz um raio de curvatura uniforme e é fácil de ajustar, com um ângulo de curvatura típico de ≤90°, mas o raio de curvatura é limitado pela gama de ajuste do braço oscilante.
Em resumo, a flexão por indução de média frequência tem as seguintes características
1) A curvatura a frio de tubos de paredes espessas de grande diâmetro requer uma máquina de curvatura a frio de grandes dimensões, ocupa uma grande área, é dispendiosa e requer também moldes dispendiosos. No entanto, a dobragem por indução de média frequência não requer moldes, apenas diferentes diâmetros de tubos e bobinas de indução correspondentes. Mas as unidades de indução de média frequência consomem muita eletricidade e o investimento em equipamento também é grande.
2) O aquecimento por indução de média frequência é rápido, com elevada eficiência térmica, e a superfície do tubo dobrado não produz incrustações de óxido.
3) A qualidade do tubo curvado é boa, com melhor arredondamento e menos desbaste da espessura da parede em comparação com a curvatura a frio. O raio de curvatura é fácil de ajustar e altamente adaptável. Especialmente adequado para dobrar tubos de grande diâmetro, individuais ou em pequenos lotes, uma vez que não são necessários moldes, pelo que os custos de fabrico são baixos.
Deve também notar-se que, uma vez que os tubos curvados de média frequência são imediatamente arrefecidos com água após o aquecimento e a curvatura, o impacto deve ser considerado quando se curvam tubos de aço propensos a fissuras por arrefecimento utilizando este método.
O princípio da curvatura por aquecimento por chama é o mesmo que o da curvatura por indução de média frequência, utilizando uma bobina de aquecimento por chama para substituir a bobina de indução de média frequência para aquecer o lingote, eliminando a necessidade de uma unidade de indução de média frequência.
A estrutura da máquina de dobragem por chama é simples, o custo é mais baixo, a manutenção é fácil e pode garantir uma boa qualidade dos tubos dobrados, pelo que ganhou uma certa promoção e utilização na produção. No entanto, uma vez que a eficiência térmica do aquecimento por chama não é elevada, só é adequada para dobrar tubos de paredes finas.
O anel de aquecimento por chama é mostrado na Figura 4-22. Utiliza uma mistura de oxigénio e acetileno como combustível, geralmente com uma pressão de acetileno de 0,05~0,1MPa e uma pressão de oxigénio de cerca de 0,5~10MPa. O diâmetro do anel de aquecimento deve corresponder ao diâmetro exterior do tubo em branco, e a distância habitual entre o anel do bocal de chama e a parede do tubo é de 13~15mm.
A circunferência interna do anel de aquecimento tem uma fileira de bicos de chama, com o diâmetro do bico sendo cerca de φ0,5 mm, e o espaçamento entre os orifícios é de 4 ~ 5 mm, uniformemente distribuído. Na circunferência do anel de aquecimento voltado para longe da direção do tubo dobrado, existem orifícios de pulverização de água, com o diâmetro dos orifícios de pulverização sendo cerca de φ0,8 ~ 1mm, e o espaçamento entre os orifícios é de cerca de 10mm.