
Como calcular o peso da chapa metálica: Fórmulas essenciais
Já se interrogou sobre como calcular rapidamente o peso de uma chapa metálica? Este artigo revela uma fórmula simples que permite calcular o...
E se as peças metálicas cruciais para a segurança e funcionalidade das indústrias apresentarem defeitos? Os defeitos de forjamento podem levar a falhas significativas, custando tempo, dinheiro e, por vezes, até vidas. Este artigo analisa os vários tipos de defeitos de forjamento, as suas causas e as medidas de controlo de qualidade essenciais para os evitar. Ao compreender estes aspectos, obterá informações sobre como garantir a fiabilidade e a durabilidade dos componentes forjados.

Para garantir a qualidade, as peças forjadas de metal devem ser submetidas a um controlo de qualidade. As peças forjadas com defeitos identificados durante a inspeção são determinadas para serem qualificadas, eliminadas ou utilizadas após reparação com base nos requisitos de utilização (normas de inspeção) e na extensão dos defeitos.
A classificação dos defeitos de forjamento é apresentada no Quadro 1.
Quadro 1 Classificação dos defeitos de forjamento
| Método de classificação | Conteúdo |
| Processo de produção | 1) Defeitos gerados no processo de produção de matérias-primas 2) Defeitos gerados no processo de forjamento 3) Defeitos gerados no processo de tratamento térmico |
| Sequência do processo | 1) Defeitos do processo metalúrgico nas matérias-primas 2) Defeitos do processo de apagamento 3) Defeitos do processo de aquecimento 4) Defeitos do processo de forjamento 5) Defeitos do processo de arrefecimento 6) Defeitos do processo de limpeza 7) Defeitos do processo de tratamento térmico |
Diferentes processos podem produzir diferentes formas de defeitos, mas a mesma forma de defeito também pode vir de diferentes processos. Uma vez que as causas dos defeitos de forjamento estão frequentemente relacionadas com vários factores, tais como o processo de produção da matéria-prima e o processo de tratamento térmico pós-forjamento, não se deve analisar as causas dos defeitos de forjamento isoladamente.
As principais características e causas dos defeitos de forjamento são apresentadas no Quadro 2.
Quadro 2 Principais características e causas dos defeitos de forjamento
| Nome do defeito | Características principais | Causas e consequências |
| 1. Defeitos das matérias-primas | ||
| Fissuras de linha fina (rachaduras) | Fissuras de linha fina localizadas na superfície do aço, com uma profundidade de 0,5 a 1,5 mm | Durante a laminagem do aço, as bolhas subcutâneas no lingote de aço são alongadas e rebentam. Se não forem removidas antes da forja, podem provocar fissuras nas peças forjadas |
| Sarna | Uma camada de película fina facilmente destacável que existe em áreas locais na superfície do aço, com uma espessura de cerca de 1,5 mm. Não pode ser soldada durante o forjamento e aparece na superfície da peça forjada sob a forma de crostas | Durante a fundição, o líquido de aço salpica e solidifica na superfície do lingote de aço, sendo pressionado numa película fina durante a laminagem, que adere à superfície do material laminado sob a forma de crostas. Após a forja e a decapagem, as crostas descolam-se, deixando buracos na superfície da peça forjada |
| Dobrar (dobrar) | As dobras aparecem em ambas as extremidades do diâmetro na face final do material laminado, com a dobra formando um ângulo com a tangente do arco. O interior da dobra contém inclusões oxidadas, e a descarbonetação ocorre à sua volta | O dimensionamento incorreto da ranhura do rolo no laminador, ou as rebarbas produzidas na superfície desgastada da ranhura, são enroladas em dobras durante a laminagem. Se não forem removidas antes do forjamento, permanecerão na superfície da peça forjada |
| Inclusões não metálicas | Na secção longitudinal do material laminado, aparecem inclusões não metálicas alongadas ou quebradas, mas longitudinalmente descontínuas. As primeiras, como os sulfuretos, e as segundas, como os óxidos e os silicatos quebradiços. | Principalmente devido a reacções químicas entre o metal e o gás do forno, o recipiente durante a fusão; além disso, causada por materiais refractários, areia, etc., que caem no aço fundido durante a fusão e a fundição. |
| Fratura laminada | Ocorre frequentemente na parte central do material de aço. Na fratura ou secção transversal do aço, aparecem algumas morfologias semelhantes a lâminas ou cascas partidas. Este defeito é mais comum nos aços-liga, especialmente nos aços crómio-níquel, nos aços molibdénio-níquel-tungsténio, sendo também encontrado nos aços-carbono. | Existem inclusões não metálicas, segregação dendrítica, porosidade, folga e outros defeitos no aço, que são alongados longitudinalmente durante a forja e a laminagem, fazendo com que a fratura do aço apareça em camadas. A fratura laminada reduz significativamente as propriedades mecânicas transversais dos materiais de aço, e o forjamento é muito propenso a delaminação e rutura. |
| Zona de segregação | Sob um microscópio de baixa potência, na direção longitudinal de algumas ligas forjadas de aço estrutural (tais como 40CrNiMoA, 38CrMoAIA, etc.), aparecem defeitos sob a forma de riscas ou bandas diferentes das linhas de fluxo ao longo da direção da linha de fluxo. A microdureza da área com defeito é significativamente diferente da área normal. | A zona de segregação deve-se principalmente à segregação de elementos de liga durante o processo de produção de matérias-primas. As zonas de segregação ligeira têm pouco impacto nas propriedades mecânicas, enquanto a segregação grave reduzirá significativamente a plasticidade e a tenacidade do forjado. |
| Linhas ou faixas brilhantes | Na superfície do forjado ou na superfície trabalhada do forjado, aparecem linhas brilhantes de comprimento variável. A maior parte das linhas brilhantes está distribuída ao longo da direção longitudinal do forjado. Este defeito ocorre principalmente em forjados de ligas de titânio e de superligas | Causadas pela segregação de elementos de liga. Em peças forjadas de ligas de titânio, as linhas brilhantes pertencem principalmente a áreas de baixa segregação de alumínio e vanádio; em peças forjadas de superligas, as áreas de linhas brilhantes têm frequentemente níveis mais elevados de elementos como o níquel, o crómio e o cobalto A presença de linhas brilhantes reduz a plasticidade e a tenacidade do material |
| O nível de segregação dos carbonetos não está de acordo com as normas | Ocorre frequentemente em ligas de aço com elevado teor de carbono, como o aço rápido e o aço para moldes para trabalho a frio com elevado teor de crómio, caracterizando-se por uma área local com uma concentração mais elevada de carbonetos, fazendo com que a segregação de carbonetos exceda a norma permitida | Causada pela quebra insuficiente e distribuição uniforme dos carbonetos eutécticos de ledeburite no aço durante a abertura e laminagem dos biletes A segregação severa de carboneto pode facilmente provocar o sobreaquecimento, a combustão ou a fissuração das peças forjadas |
| Manchas brancas | Manchas brancas prateadas circulares ou ovais na secção longitudinal do tarugo de aço e fissuras finas na secção transversal. O tamanho das manchas brancas varia, com comprimentos de 1~20mm ou mais As manchas brancas são comuns em ligas de aço estrutural e também se encontram no aço-carbono normal. | Causada pelo elevado teor de hidrogénio no aço e pela grande tensão organizacional durante a transformação de fase. Os biletes de aço de grandes dimensões são propensos a apresentar manchas brancas quando arrefecidos rapidamente após a forja e a laminagem. Os pontos brancos são fissuras internas ocultas que reduzem a plasticidade e a resistência do aço. Os pontos brancos são pontos de concentração de tensão que, sob cargas alternadas, são susceptíveis de provocar fissuras de fadiga. |
| Retração porosidade resíduo | Durante a inspeção de baixa ampliação de peças forjadas, aparecem lacunas irregulares semelhantes a rugas, que se assemelham a fissuras, em castanho-escuro ou branco-acinzentado; sob alta ampliação, é encontrada uma grande quantidade de inclusões não metálicas perto do resíduo de porosidade de retração, que são frágeis e fáceis de descolar. | Devido ao facto de os poros de retração concentrados produzidos na parte ascendente da cadeia de aço não serem removidos de forma limpa, permanecem no interior do lingote de aço durante a laminagem. |
| Anéis de grão grosso em barras extrudidas de liga de alumínio | Os varões extrudidos de liga de alumínio fornecidos após tratamento térmico apresentam grãos grosseiros em forma de anel na camada exterior da secção transversal, conhecidos como anéis de grãos grosseiros. A espessura dos anéis de grão grosseiro aumenta gradualmente desde o início até ao fim da barra. | Principalmente devido à presença de elementos como Mn, Cr na liga de alumínio e à deformação severa da camada superficial da haste causada pela fricção entre o metal e a parede do cilindro de extrusão durante a extrusão. Os biletes com anéis de grão grosseiro são propensos a fissurar durante o forjamento e, se deixados nas peças forjadas, reduzirão o desempenho das peças. |
| Película de óxido de liga de alumínio | Na estrutura de baixa ampliação do forjamento, a película de óxido é distribuída ao longo das linhas de fluxo do metal, aparecendo como linhas curtas pretas. Na superfície de fratura perpendicular à direção longitudinal da película de óxido, a película de óxido apresenta-se rasgada e em camadas; na superfície de fratura paralela à direção longitudinal da película de óxido, a película de óxido apresenta-se escamosa ou densamente pontilhada. A película de óxido no interior do forjamento é facilmente visível na placa da barriga ou perto da superfície de separação. | Os óxidos que não são removidos do líquido de alumínio durante a fusão são introduzidos no líquido do metal durante o processo de fundição e são alongados e diluídos durante a extrusão, forjamento e outros processos de deformação para se tornarem películas de óxido. A película de óxido tem um pequeno impacto nas propriedades mecânicas longitudinais do forjado, mas tem um impacto maior nas propriedades mecânicas transversais, especialmente nas propriedades mecânicas transversais curtas. Comparando de acordo com a categoria de peças forjadas e o padrão da película de óxido, apenas as que não são qualificadas são desmanteladas. |
| 2. Defeitos gerados pelo corte. | ||
| Corte oblíquo | A face final do lingote está inclinada em relação ao eixo do lingote, excedendo o valor permitido. | Causado pelo facto de o material da barra não estar bem preso durante o corte Os esboços cortados em ângulo são susceptíveis de se dobrarem durante o revolvimento e são difíceis de posicionar durante o forjamento, formando facilmente dobras |
| A extremidade da peça em bruto está dobrada e tem rebarbas | Durante o corte, parte do metal é transportada para o espaço entre as tesouras, formando rebarbas afiadas, e a extremidade da peça em bruto é dobrada e deformada | Devido ao facto de o espaço entre as lâminas de corte ser demasiado grande ou de o bordo da lâmina não ser afiado, resultando numa peça em bruto com rebarbas, o forjamento é propenso a dobrar |
| A extremidade da peça bruta está amolgada ou saliente | O metal na parte central da extremidade da peça em bruto está rasgado, pelo que existem saliências ou mossas na superfície da extremidade | O espaço entre as lâminas é demasiado pequeno, o metal na parte central da placa não é cortado mas rasgado, fazendo com que parte do metal seja arrancado Estes esboços são propensos a dobrar e a fissurar durante o forjamento |
| Fissuras nas extremidades | Ocorre principalmente no corte de biletes de grandes secções, e estas fissuras também ocorrem quando tosquia aço-liga ou aço com elevado teor de carbono no estado frio. | Causada pela dureza do material ser demasiado elevada e a pressão unitária sobre a lâmina durante o corte ser demasiado grande. A forja fará com que as fissuras nas extremidades se expandam ainda mais. |
| Fissuras no núcleo do punção. | Quando se corta material num torno, é frequentemente deixado um núcleo de punção na face final do lingote. Se não for removido, pode levar a fissuras à volta do núcleo do punção durante o forjamento. | Devido à pequena secção transversal do núcleo do punção, este arrefece rapidamente; a grande área da face da extremidade arrefece lentamente, levando assim à formação de fissuras à volta do núcleo do punção. |
| Fendas de corte a gás. | Geralmente localizada na face final ou na extremidade do tarugo, a boca da fenda é rugosa. | Pré-aquecimento insuficiente antes do corte a gás, levando à formação de grandes tensões térmicas e causando-as. |
| Fissuras de corte no rebolo | Quando se cortam superligas com uma mó a frio, é frequente surgirem fissuras na face final. Por vezes, estas fissuras só podem ser vistas a olho nu após o aquecimento. | As superligas têm uma fraca condutividade térmica e a grande quantidade de calor gerada pelo corte do rebolo não pode ser rapidamente dissipada, formando uma grande tensão térmica na superfície de corte e produzindo mesmo microfissuras. O aquecimento gera novamente uma maior tensão térmica, fazendo com que as microfissuras se transformem em fissuras visíveis. |
| 3. Defeitos causados pelo aquecimento | ||
| Sobreaquecimento | O fenómeno de grãos grosseiros causado por temperaturas de aquecimento excessivamente elevadas. A caraterística do aço-carbono sobreaquecido é o aparecimento da estrutura Widmanstätten; no caso dos aços para ferramentas e matrizes, caracteriza-se por carbonetos primários e, no caso de alguns aços estruturais de liga, como o 18Cr2Ni4WA e o 20Cr2Ni4A, para além dos grãos grosseiros, há também precipitação de MnS ao longo dos limites, o que não é fácil de eliminar com os métodos habituais de tratamento térmico. | Causada por temperaturas de aquecimento excessivamente elevadas ou tempos de aquecimento demasiado longos, ou devido ao facto de não se considerar o efeito do calor de deformação. O sobreaquecimento reduzirá as propriedades mecânicas das peças forjadas de aço, especialmente a plasticidade e a resistência ao impacto. Em geral, o sobreaquecimento de peças forjadas de aço pode ser eliminado por recozimento ou normalização. |
| "Superfície "pele de sapo | Os biletes de ligas de alumínio e cobre formam uma "pele de sapo" ou uma superfície rugosa semelhante à casca de laranja durante o revolvimento e, em casos graves, podem também fissurar. | Devido ao sobreaquecimento do lingote, este é causado por grãos grosseiros As peças em bruto de liga de alumínio com anéis de grão grosseiro também apresentam este fenómeno durante o revolvimento |
| Widmanstätten α fase ou β fragilidade | Após o superaquecimento do tarugo de liga de titânio (α + β), a caraterística de sua microestrutura é que a fase α precipita ao longo dos limites de grão β originais grosseiros e dentro dos grãos em uma forma de tira grossa. A fase α em forma de tira grosseira precipitada no interior dos grãos está disposta numa determinada direção, formando o que se designa por fase α Widmanstätten | O forjamento da liga de titânio com a fase α de Widmanstätten causado pela temperatura de aquecimento que excede a temperatura de transformação β da liga de titânio (α + β) reduziu significativamente o índice de plasticidade à tração, que é a chamada fragilidade β O tratamento térmico não pode eliminar a fragilidade β |
| Queimadura excessiva de peças forjadas de aço | Os grãos na área queimada são particularmente grosseiros, a oxidação é particularmente severa e a superfície entre as fissuras parece azul-acinzentada clara Após a queima excessiva do aço-carbono e do aço estrutural ligado, a oxidação e a fusão ocorrem nos limites dos grãos. Após a queima excessiva de aço para ferramentas e matrizes, a ledeburita tipo espinha de peixe aparece nos limites dos grãos devido à fusão | Causada pela temperatura excessiva do forno ou pela permanência do lingote na zona de alta temperatura durante demasiado tempo. O oxigénio no forno penetra nos grãos ao longo dos limites dos grãos, causando oxidação ou formando eutécticos de óxido fusível, o que destrói a ligação entre os grãos |
| Queimadura excessiva de peças forjadas de alumínio | A superfície apresenta-se preta ou preta escura, por vezes com bolhas semelhantes a pele de galinha na superfície. Após a queima excessiva do lingote de liga de alumínio, a sua microestrutura apresentará fusão dos limites de grão, limites de grão triangulares ou esferas refundidas. A presença de qualquer um destes fenómenos indica queima excessiva | Quando a temperatura de aquecimento do lingote de liga de alumínio é demasiado elevada, a fase de reforço funde-se. Após o arrefecimento, podem ser observados na microestrutura limites de grão grosseiros, limites de grão triangulares ou formas especiais como esferas refundidas |
| Fissuras de aquecimento | Geralmente, fissura-se ao longo da secção transversal do lingote, e a fissura expande-se do centro para a periferia Este tipo de fissura ocorre frequentemente no aquecimento de ligas de alta temperatura e de lingotes e biletes de aço de alta liga | Devido ao grande tamanho do tarugo, à fraca condutividade térmica e à velocidade de aquecimento demasiado rápida, existe uma grande diferença de temperatura entre o centro e a superfície do tarugo, resultando em tensões térmicas que excedem a resistência do tarugo |
| Fragilidade do cobre | Aparecem fissuras na superfície de peças forjadas de aço. Após uma inspeção com grande ampliação, o cobre está distribuído ao longo dos limites dos grãos É provável que este defeito ocorra quando materiais de aço são aquecidos num forno que tenha sido utilizado para aquecer materiais de cobre | Os restos de óxido de cobre que permanecem no forno são reduzidos a cobre livre pelo ferro quando aquecidos Os átomos de cobre fundido difundem-se ao longo dos limites de grão da austenite a altas temperaturas, enfraquecendo a coesão intergranular |
| Fratura do tipo naftaleno | Alguns pequenos planos brilhantes, como cristais de naftalina, aparecem na fratura de peças forjadas de aço. Este defeito é facilmente observado nos aços estruturais ligados e nos aços-ferramenta de alta velocidade | Causada por uma temperatura de aquecimento demasiado elevada ou por uma temperatura final elevada temperatura de forjamentoe a deformação não é suficientemente grande. A essência da fratura do tipo naftaleno é o sobreaquecimento, que reduzirá a plasticidade e a tenacidade das peças forjadas de aço |
| Fratura em forma de rocha | A fratura em forma de rocha é um defeito que surge após um sobreaquecimento grave de ligas de aço estrutural. É observada no estado temperado, caracterizada por algum brilho não metálico, pequenos planos cinzento-brancos semelhantes a cimento que aparecem na matriz fibrosa da fratura. Não pode ser eliminada por métodos de tratamento térmico, pelo que é um defeito inaceitável | A temperatura de aquecimento é demasiado elevada, provocando a dissolução de uma grande quantidade de MnS, e o MnS dissolvido no aço precipita nos limites dos grãos de austenite grosseiros em partículas extremamente finas durante o arrefecimento, enfraquecendo a força de ligação dos limites dos grãos. O tratamento de têmpera reforça a tenacidade da matriz do aço, e o aço fracturase ao longo dos limites dos grãos de austenite durante a rutura, formando assim alguns pequenos planos cinzento-brancos sem brilho sobreaquecidos na fratura As peças forjadas com fracturas semelhantes a rochas devem ser desmanteladas |
| Grão grosso com baixa ampliação | Os grãos grosseiros de baixa ampliação são outro reflexo do sobreaquecimento em ligas forjadas de aço estrutural, caracterizado pela presença de grãos poligonais visíveis no espécime de baixa ampliação gravado com ácido, que em casos graves parecem flocos de neve. | Os limites de grão dos grãos de austenite sobreaquecidos são relativamente estáveis, e os tratamentos térmicos habituais não são capazes de os eliminar. A recristalização ocorre apenas dentro dos grãos grosseiros de austenite, gerando vários novos grãos pequenos dentro de um único grão de austenite. Uma vez que os limites de grão dos grãos pequenos são finos ou têm pouca diferença de orientação, os grãos de austenite grosseiros originais ainda são vistos em baixa ampliação como grãos grosseiros. |
| Descarburação | O teor de carbono na camada superficial da peça de aço é significativamente mais baixo do que no interior, e o valor da dureza é inferior ao necessário. O número de fases de cementita na superfície diminui sob grande ampliação. A descarbonetação ocorre mais facilmente em aço de alto carbono aquecido numa atmosfera oxidante, especialmente em aço com um elevado teor de silício. | O carbono na camada superficial do aço é oxidado a altas temperaturas. A profundidade da camada de descarbonetação varia de 0,01 a 0,6 mm, dependendo da composição do aço, da composição do gás do forno, da temperatura e da duração do aquecimento. A descarbonetação reduz a resistência e o desempenho à fadiga das peças e enfraquece a resistência ao desgaste. |
| Carburação | As peças forjadas aquecidas num forno a óleo têm um teor de carbono significativamente aumentado na superfície ou em parte da superfície, aumentando a dureza. A fração de massa de carbono da camada cementada pode atingir cerca de 1% e, em alguns pontos locais, pode mesmo exceder 2%, apresentando uma estrutura de ledeburite, com algumas espessuras cementadas que atingem 1,5 a 1,6 mm. | Durante o aquecimento no forno a óleo para biletes, a área transversal das injecções de dois bicos não atinge a combustão total, ou a má atomização dos bicos pulveriza gotículas de óleo, causando carburação na superfície do forjamento. Forjados com mais carbono, propensos à quebra da ferramenta durante o corte |
| Fissuras centrais causadas por aquecimento insuficiente | A fissuração central ocorre frequentemente na cabeça do lingote, a profundidade da fissura está relacionada com o aquecimento e o forjamento, por vezes a fissura penetra longitudinalmente em todo o lingote | Causado por um tempo de isolamento insuficiente e por não ter sido completamente aquecido, resultando numa baixa plasticidade do núcleo As ligas de alta temperatura têm uma fraca condutividade térmica, se o tamanho da secção do lingote for grande, deve ser dado um tempo de isolamento suficiente |
| 4. Defeitos gerados pelo forjamento | ||
| Fissuras longitudinais na superfície do ventre | Durante o revolvimento livre, ocorrem fissuras longitudinais irregulares na superfície da barriga da peça em bruto devido à tensão de tração | Devido à fricção entre a peça em bruto e a superfície da bigorna, ocorre uma deformação irregular, resultando numa barriga. Se a quantidade de perturbação for demasiado grande, ocorrerão fissuras longitudinais |
| Fissuração cruzada (fissuração interna longitudinal) | Este tipo de fissura ocorre frequentemente no processo de estiramento de aço rápido de baixa plasticidade e de aço com elevado teor de crómio. As fissuras transversais distribuem-se ao longo da diagonal da secção transversal do forjado, com profundidades variáveis de extensão longitudinal, e as mais graves podem penetrar em todo o comprimento da peça bruta. | No processo de girar repetidamente 90° durante o desenho, se a quantidade de alimentação for muito grande, o cisalhamento alternado máximo ocorrerá na diagonal da secção transversal da peça em branco. Quando a tensão de corte excede o valor admissível do material, formam-se fissuras ao longo da direção diagonal. |
| Fissuras longitudinais em bandas | Ocorrem principalmente quando se desenha material de barra redonda de redondo para quadrado, ou quando se chanfra ou arredonda o lingote após o desenho. Na secção transversal, as fissuras aparecem na parte central em forma de tira, e a profundidade da extensão longitudinal varia, relacionada com a operação de forjamento. | Ao chanfrar ou arredondar a peça em bruto com uma bigorna plana, a tensão de tração aparece na direção horizontal da peça em bruto, esta tensão de tração aumenta da superfície da peça em bruto para o centro, atingindo o seu valor máximo no centro. Quando excede a resistência do material, formam-se fissuras internas longitudinais. |
| Fissuras nos cantos | Fissuras de tração dispersas que aparecem nas quatro arestas do bilete após a estiragem. As fissuras de canto ocorrem frequentemente no processo de estiragem de biletes de aço-ferramenta de alta velocidade e de aço com elevado teor de crómio. | Depois de o lingote ser puxado para um quadrado, a temperatura dos cantos desce e a diferença de propriedades mecânicas entre os cantos e o corpo principal aumenta. Os cantos racham devido à tensão de tração causada pela dificuldade de escoamento do metal. |
| Fissuras transversais internas | Fissuras em forma de tira que aparecem ao longo da direção da altura na secção longitudinal do lingote. Ao estiramento de biletes de aço rápido e de aço com elevado teor de crómio, se a relação de alimentação for inferior a 0,5, é provável que ocorram tais fissuras. | Quando o rácio de alongamento é inferior a 0,5, a tensão de tração será gerada na direção axial do lingote. Quando excede a resistência à tração de alguma parte fraca do lingote, causará fissuras transversais nesse local. |
| Fenda de perfuração | Fissuras que aparecem radialmente ao longo do bordo do punção. Mais comum no puncionamento de aço ao crómio. | Causada pelo facto de o núcleo do punção não ser pré-aquecido, pré-aquecimento insuficiente ou demasiada deformação num punção. |
| Fissura de forjamento duplex | Fissuras que ocorrem ao longo da interface da fase α e da fase γ ou na fase α mais fraca ao forjar biletes de aço inoxidável austenítico-ferrítico ou de aço semi-martensítico. | Causada por um excesso de fase α (mais de 12% no aço inoxidável austenítico-ferrítico, mais de 10% no aço semi-martensítico) e por uma temperatura de aquecimento elevada. |
| Fenda na linha de separação | Fissuras que aparecem ao longo da linha de separação do forjamento, frequentemente reveladas após o corte. | Causada por inclusões não metálicas na matéria-prima, cavidades residuais de retração ou folga e compressão na linha de separação durante o forjamento. |
| Perfuração de rosca | Na raiz da nervura ou saliência da peça forjada com forma de L, | Devido ao excesso de tarugo, após o enchimento das nervuras, há mais metal em excesso na rede. Durante o forjamento contínuo da matriz, o excesso de metal na rede flui violentamente em direção à ranhura de flash, gerando uma grande tensão de corte na raiz das nervuras. Quando excede a resistência ao cisalhamento do metal, ocorre a perfuração da rosca |
| Banda de cisalhamento | Uma zona errante de grão fino aparece na secção transversal de baixa ampliação do forjado. Ocorre frequentemente em ligas de titânio e forjados de ligas de alta temperatura forjados a baixas temperaturas | Devido à alta sensibilidade das ligas de titânio e ligas de alta temperatura à têmpera, durante o processo de forjamento, a área de difícil deformação perto da superfície de contacto expande-se gradualmente, resultando em intensa deformação de cisalhamento no limite da área de difícil deformação. Como resultado, ocorre uma forte formação direcional, causando uma diminuição nas propriedades do forjamento |
| Estrutura em faixas | Uma estrutura na qual a ferrite ou outras fases da matriz estão distribuídas em bandas no forjamento. Ocorre frequentemente em aço hipoeutectoide, aço inoxidável austenítico-ferrítico e aço semi-martensítico | Devido à deformação durante o forjamento sob a coexistência de duas fases Reduz o índice de plasticidade transversal do material e é propenso a fissuras ao longo da banda de ferrite ou na fronteira entre as duas fases |
| Distribuição incorrecta das linhas de fluxo no forjamento | Aparecimento de rupturas na linha de fluxo, tais como desconexões, refluxos e convecções de vórtice na baixa ampliação do forjamento | Causas: conceção incorrecta do molde, tamanho e forma não razoáveis do bilete e má seleção dos métodos de forjamento |
| Dobrável | Na aparência, a dobra é semelhante às fissuras. No espécime de baixa ampliação, as linhas de fluxo externas da dobra dobram-se, enquanto que se for uma fenda, as linhas de fluxo são cortadas. No espécime de alta ampliação, ao contrário da parte inferior afiada de uma fenda, a parte inferior da dobra é romba, com oxidação severa em ambos os lados | A dobragem é formada pela confluência de metal de superfície já oxidado durante o processo de forjamento. Nas peças forjadas livres, a dobragem deve-se principalmente a uma quantidade de alimentação demasiado pequena durante o alongamento, a uma quantidade de prensagem demasiado grande ou a um raio demasiado pequeno do canto do bloco da bigorna; nas peças forjadas sob pressão, a dobragem é causada principalmente pela convecção ou refluxo do metal durante o forjamento sob pressão |
| Granulometria irregular | Algumas partes do forjamento têm grãos particularmente grosseiros, enquanto outras partes são mais pequenas, resultando numa granulometria irregular Os aços resistentes ao calor e as ligas de alta temperatura são particularmente sensíveis à irregularidade do tamanho do grão | A temperatura inicial de forjamento é demasiado elevada e a quantidade de deformação é insuficiente, fazendo com que o grau de deformação em certas áreas caia na deformação crítica; ou a temperatura final de forjamento é demasiado baixa, causando o endurecimento localizado do lingote de liga de alta temperatura e o crescimento severo do grão nessa parte durante o aquecimento de têmpera Um tamanho de grão irregular pode causar uma diminuição do desempenho de resistência e do desempenho de fadiga |
| Estrutura de fundição residual | Se existir uma estrutura de fundição residual, o alongamento e a resistência à fadiga do forjamento não cumprem frequentemente as normas. Sob baixa ampliação, as linhas de fluxo na área da estrutura de fundição residual não são óbvias, e os cristais dendríticos podem até ser vistos. Isto ocorre principalmente em peças forjadas feitas de lingotes em bruto | Causado por um rácio de forjamento insuficiente ou por um método de forjamento inadequado, este defeito leva a uma diminuição do desempenho do forjamento, especialmente uma maior diminuição da resistência ao impacto e do desempenho à fadiga |
| Enchimento local insuficiente | O fenómeno de enchimento insuficiente na parte superior ou nos bordos das partes elevadas do forjamento ocorre principalmente nas nervuras, nos ombros convexos e nos cantos das peças forjadas, tornando o contorno do forjamento pouco claro | O aquecimento insuficiente da peça em bruto, a fraca fluidez do metal, a conceção pouco razoável da cavidade da matriz de pré-forjamento e da cavidade da matriz de produção de biletes e a tonelagem insuficiente do equipamento podem estar na origem deste defeito |
| Forjamento insuficiente da matriz | Todas as dimensões do forjado aumentam na direção perpendicular à superfície de corte, excedendo as dimensões especificadas no desenho. Este defeito é mais provável de ocorrer em peças forjadas a martelo | Resistência excessiva no flash, tonelagem insuficiente do equipamento, peças em bruto sobredimensionadas ou de tamanho excessivo, baixa temperatura de forjamento e desgaste excessivo da cavidade da matriz podem causar enchimento insuficiente |
| Desalinhamento | A parte superior do forjamento está desalinhada em relação à parte inferior ao longo da superfície de corte | A matriz de forjamento não está corretamente instalada, ou existe uma folga excessiva entre a cabeça do martelo e a calha de guia; ou não existe um bloqueio ou uma coluna de guia na matriz de forjamento para equilibrar o desalinhamento |
| Cicatrizes superficiais de escamas de peixe | A superfície local da peça forjada é muito rugosa, apresentando cicatrizes de escamas de peixe. Este tipo de defeito de superfície é mais provável de ocorrer em peças forjadas de aço inoxidável austenítico e martensítico | Devido à seleção incorrecta do lubrificante, à má qualidade do lubrificante ou à aplicação irregular do lubrificante, resultando numa aderência local ao molde |
| 5. Defeitos causados pelo corte | ||
| Corte de fissuras | Fissuras produzidas na superfície de corte durante o corte | Devido à baixa plasticidade do material, ocorrem fissuras durante o corte. Uma temperatura de corte demasiado baixa para as peças forjadas em liga de magnésio ou demasiado alta para as peças forjadas em liga de cobre pode provocar tais fissuras |
| Rebarbas residuais | As rebarbas maiores que 0,5 mm são deixadas em torno da superfície de separação do forjamento após o corte. Se ainda for necessária uma correção após o corte, as rebarbas residuais serão pressionadas para dentro do corpo do forjamento, formando dobras. | Um espaço excessivo entre as matrizes de corte, um desgaste excessivo da aresta de corte ou uma instalação e ajuste incorrectos da matriz de corte podem causar rebarbas residuais. |
| Contusões superficiais | Aparecem indentações ou contusões na superfície de contacto local entre o forjamento e o punção. | Devido à falta de correspondência na forma entre o punção e a superfície de contacto do forjamento, ou a superfície de empurrar é demasiado pequena. |
| Deformação por flexão ou torção | A deformação por flexão ou torção ocorre no forjamento durante o corte. É suscetível de ocorrer em peças forjadas que são esguias, finas e de forma complexa. | Devido ao facto de a superfície de contacto do forjamento do punção de corte ser demasiado pequena ou de ocorrer um contacto irregular. |
| 6. Defeitos causados por um arrefecimento incorreto após o forjamento. | ||
| Fissuras de arrefecimento | As fissuras são lisas e finas, apresentando por vezes uma rede de fissuras de tartaruga. Em grande ampliação: A estrutura martensítica aparece perto das fissuras, sem vestígios de deformação plástica. Ocorre frequentemente em peças forjadas de aço martensítico | Devido a um arrefecimento demasiado rápido após o forjamento, resultando em grandes tensões térmicas e estruturais O arrefecimento lento em poços de areia ou escória em torno de 200 ℃ pode evitar este tipo de fissura |
| Deformação por arrefecimento | Deformação por empeno de componentes de armação de grandes dimensões, de paredes finas e com nervuras, durante o processo de arrefecimento após o forjamento | Causada pela interação de tensões residuais geradas durante o forjamento e o arrefecimento desigual O recozimento imediato após o forjamento pode evitar este defeito |
| 475℃ fissuras de fragilidade | Rachaduras na superfície que aparecem em forjados de aço inoxidável ferrítico resfriados muito lentamente, permanecendo muito tempo na faixa de temperatura de 400 a 520 ℃ | Devido à permanência prolongada a 400~520℃, promove a precipitação de uma determinada substância especial, causando fragilidade O resfriamento rápido a 400 ~ 520 ℃ pode evitar rachaduras |
| Carbonetos de rede | Os carbonetos precipitam-se ao longo dos limites dos grãos numa rede, reduzindo a plasticidade e a tenacidade do forjado. Este defeito é frequentemente observado em peças forjadas de aço com elevado teor de carbono | Devido ao arrefecimento lento após o forjamento, os carbonetos podem precipitar-se ao longo dos limites dos grãos, tornando o forjamento propenso a fissuras durante o corte por chama, deteriorando o desempenho da peça |
| 7. Defeitos produzidos pelo tratamento térmico pós-forjamento | ||
| Dureza excessiva | Ao verificar a dureza do forjado após o tratamento térmico, a dureza medida é superior à exigida pelas condições técnicas | Causada por um arrefecimento demasiado rápido após a normalização ou por uma composição química não qualificada do aço |
| Dureza demasiado baixa | A dureza do forjado é inferior à exigida pelas condições técnicas | Causada por uma temperatura de têmpera demasiado baixa, por uma temperatura de revenido demasiado elevada ou por uma descarbonetação grave da superfície devido a aquecimentos múltiplos |
| Dureza irregular (pontos moles) | A dureza varia muito em diferentes partes do mesmo forjamento, com áreas locais com dureza mais baixa | Causada por demasiada carga num forno, tempo de espera demasiado curto ou descarbonetação local grave |
| Deformação | Durante o processo de tratamento térmico, especialmente durante a têmpera, o forjado deforma-se | Causada por um processo de tratamento térmico não razoável ou por um método de arrefecimento inadequado |
| Fissuras de arrefecimento | As fissuras ocorrem em pontos de concentração de tensões, como os cantos agudos do forjamento. Ao contrário das fissuras de forjamento, a superfície da parede interna das fissuras de têmpera não apresenta fenómenos de oxidação e descarbonetação | Causada por defeitos como a falta de tratamento pré-aquecimento, temperatura de têmpera demasiado elevada, velocidade de arrefecimento demasiado rápida e inclusões no interior do forjamento |
| Fratura negra | A fratura aparece em cinzento escuro ou quase preto. Na microestrutura, existe uma distribuição de grafite tipo algodão sobre perlite esferoidal irregular, que aparece frequentemente em peças forjadas de aço ferramenta com elevado teor de carbono | Causada pelo processo de grafitização do aço e pela precipitação de carbono de grafite devido a um tempo de recozimento demasiado longo após o forjamento, ou após múltiplos tratamentos de recozimento |
| 8. Defeitos produzidos durante o processo de limpeza de peças forjadas | ||
| Sobrecorrosão | A superfície do forjado apresenta marcas de picadas ou de pancadas, ou mesmo um estado solto e poroso | Devido à deterioração da solução de decapagem, a um tempo de decapagem demasiado longo ou a resíduos de ácido deixados no forjamento |
| Fissuras de corrosão | Aparecem frequentemente em peças forjadas de aço inoxidável martensítico, caracterizadas por fissuras de rede fina na superfície da peça forjada, com fissuras que se estendem ao longo dos limites dos grãos na microestrutura | Devido ao facto de a tensão residual na peça pós-forjada não ter sido eliminada a tempo, ocorreu corrosão sob tensão durante o processo de decapagem, levando à formação de fissuras |
| Fissuras de sobreaquecimento local | Fissuras que aparecem quando se limpa a superfície com uma mó. Isto é suscetível de ocorrer em peças forjadas de aço inoxidável ferrítico | Causada por sobreaquecimento local devido à retificação com uma mó. Pode ser substituído por um cinzel de ar para limpar os defeitos da superfície |
Os desvios admissíveis e os defeitos de superfície das peças forjadas são apresentados no quadro 3.
Quadro 3 Desvios admissíveis e defeitos superficiais das peças forjadas (unidade: mm)
| Número de série | Esquema | Formas de desvios e defeitos | Qualidade da forja | ||
| 1~2t | 3~5t | 10t | |||
| 1 | 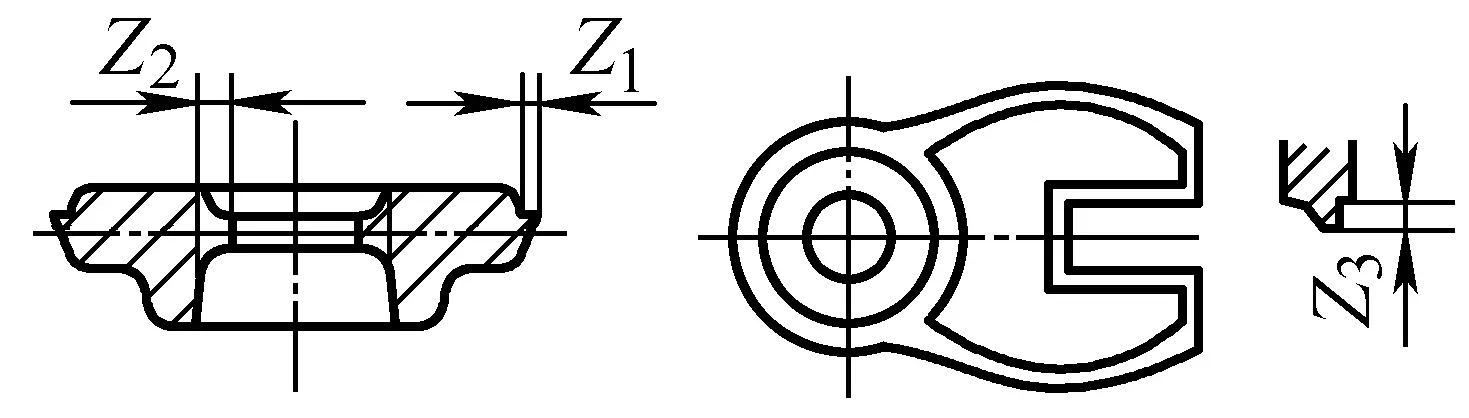 | Rebarbas à volta:Z 1 Rebarbas no furo interior:Z 2 Rebarbas na forquilha:Z 3 | Z1=0.5~1.0 Z2 = 1.0 ~ 2.0 Z3 = 1.0 ~ 2.0 | Z1 = 0,7 a 1,5 Z2 = 1.5 ~ 2.0 Z3 = 1.5 ~ 2.0 | Z1 = 1.0 ~ 2.0 Z2 = 2.0 ~ 3.0 |
| 2 | 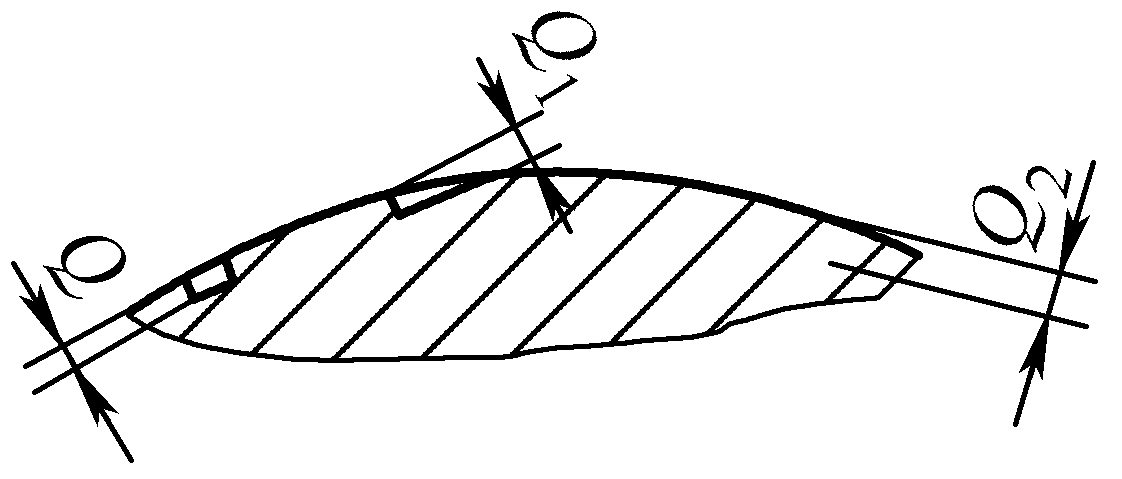 | Profundidade do defeito de superfície ①Superfície não maquinada (ver valores no lado direito desta tabela) ②Superfície maquinada não superior a 1/2 da margem real Q - Escamas ou amolgadelas Q 1 - Textura dobrada Q 2 - Crack | 0.5 ~1.0 | 0. 75 ~1.5 | 1.0 ~2.0 |
| 3 | 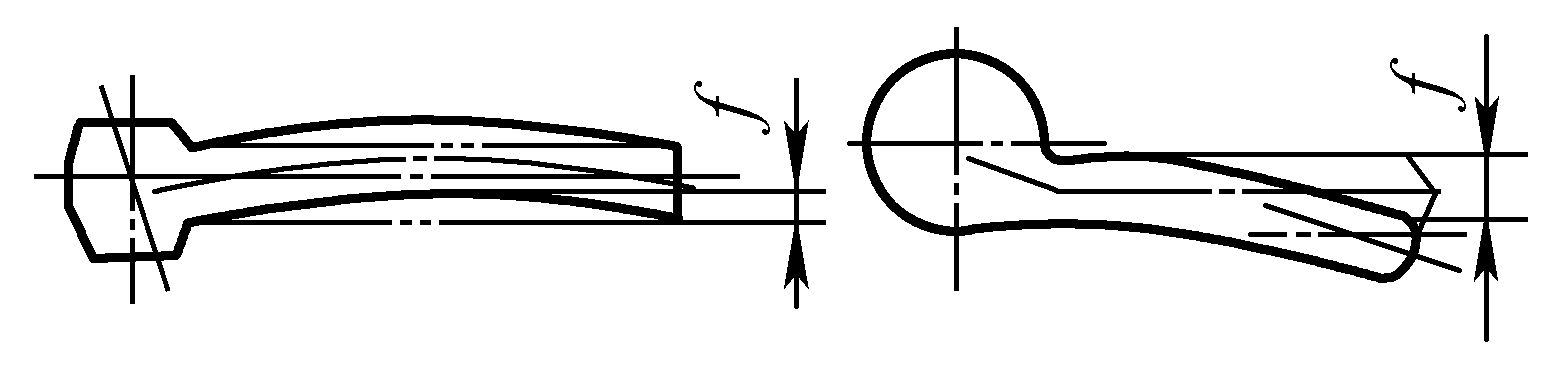 | Flexão: f (mas não superior a 1/2 da margem da haste) | 0.8 ~1.0 | 0.8 ~1.5 | 1.0 ~2.0 |
| 4 | 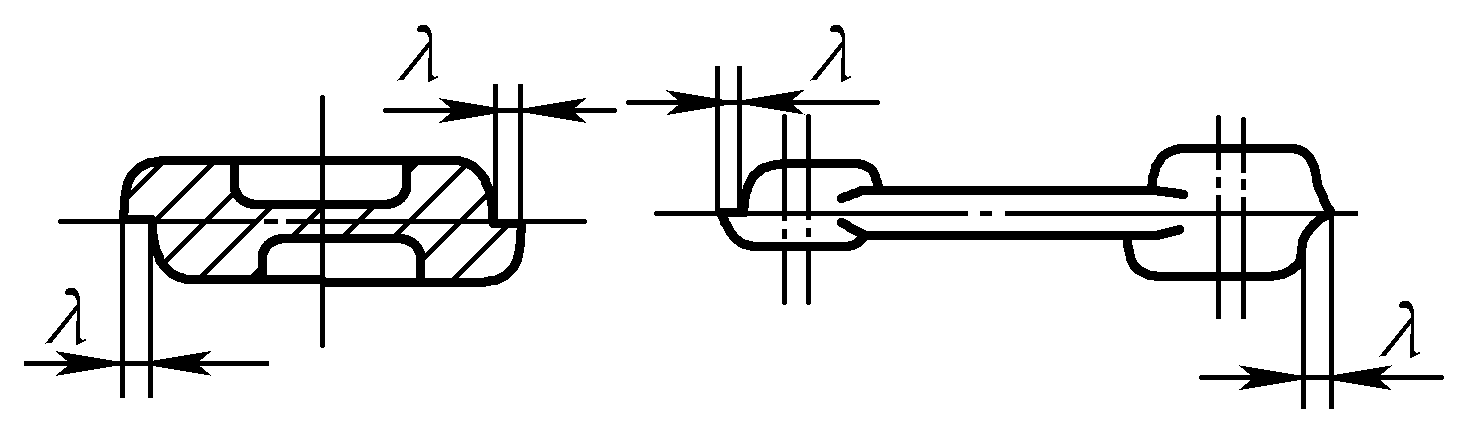 | Erro: λ | 0.8 ~1. 0 | 0.8 ~1.5 | 1.0 ~2.0 |
| 5 | 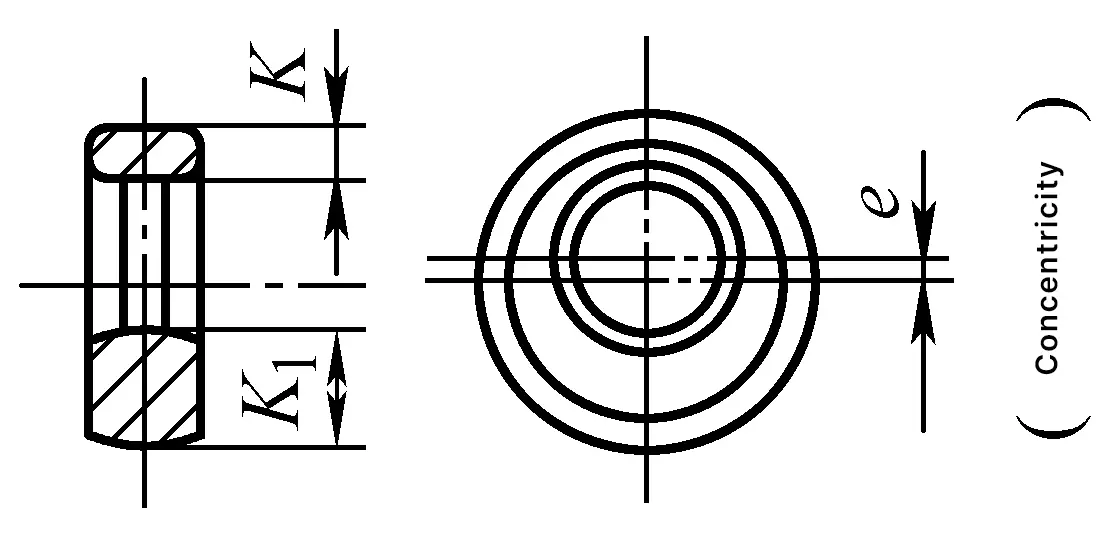 | Diferença de espessura da parede: K-K 1 = 2e (mas não superior a 1/2) | 0.8 ~1.0 | 1.5 ~2.0 | 2.5 ~3.0 |
| 6 | 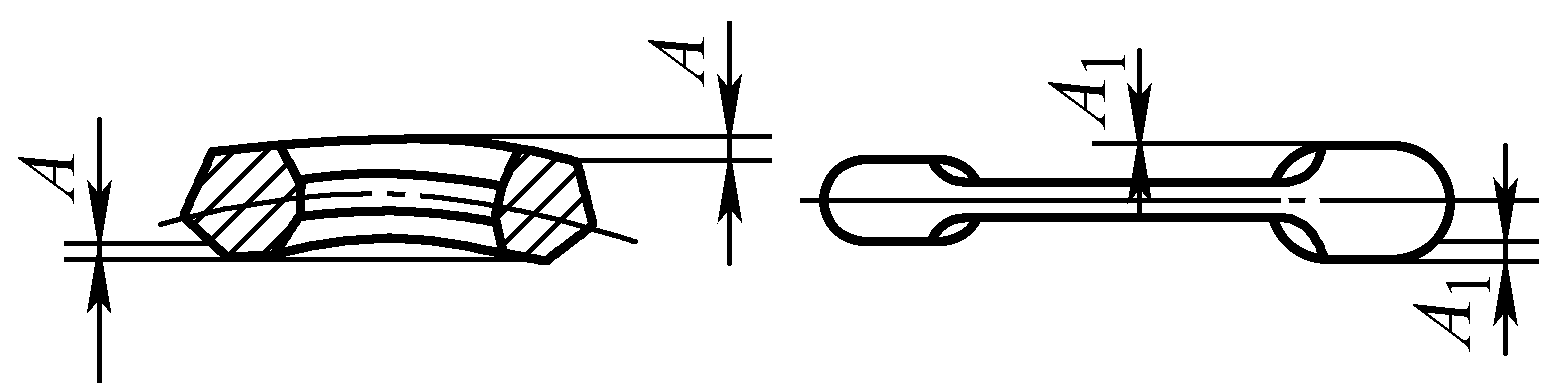 | Nivelamento: A (mas não superior a 1/2 de tolerância) | 0.5 ~1.0 | 0.8 ~1.5 | 1.0 ~2.0 |
O objetivo da inspeção da qualidade do forjamento é assegurar que a qualidade das peças forjadas cumpre as normas técnicas das peças forjadas. As normas técnicas comuns de forjamento são apresentadas no quadro 4. O conteúdo da inspeção da qualidade do forjamento inclui: inspeção da geometria e do tamanho do forjamento, inspeção da qualidade da superfície, inspeção da qualidade interna, inspeção das propriedades mecânicas e inspeção da composição química, etc.
Quadro 4 Normas técnicas comuns de forjamento
| Número padrão | Nome padrão |
| GB/T 8541-2012 | Terminologia de forjamento |
| GB/T 12361-2003 | Condições técnicas gerais para peças forjadas de aço |
| GB/T 12362-2003 | Tolerâncias e tolerâncias de maquinagem para peças forjadas em aço |
| GB/T 12363-2005 | Classificação das funções de forjamento |
| GB/T 13320-2007 | Tabela de classificação da estrutura metalográfica e método de avaliação de peças forjadas em aço |
| GB/T 21469-2008 | Subsídios e tolerâncias de maquinagem para peças forjadas sem martelo em aço - Requisitos gerais |
| GB/T 21470-2008 | Subsídios e tolerâncias de maquinagem para peças forjadas sem aço para martelos - Discos, colunas, anéis e cilindros |
| GB/T 21471-2008 | Subsídios e tolerâncias de maquinagem para peças forjadas sem aço para martelos - Veios |
| GB/T 16923-2008 | Normalização e recozimento de peças de aço |
| GB/T 16924-2008 | Têmpera e revenimento de peças de aço |
| JB/T 4290-2011 | Condições técnicas para peças forjadas de aço rápido para ferramentas |
| JB/T 4385.1-1999 | Condições técnicas gerais para peças forjadas sem martelo |
| JB/T 4385.2-1999 | Forjamento livre em martelo Classificação da complexidade e coeficiente de conversão |
| JB/T 9174-1999 | Quota de processo de consumo de materiais para peças forjadas sob pressão Método de compilação |
| JB/T 9177-1999 | Elementos estruturais das peças forjadas em aço |
| JB/T 9178.1-1999 | Condições técnicas gerais para o forjamento livre em prensa hidráulica |
| JB/T 9178.2-1999 | Classificação da complexidade e coeficiente de conversão para o forjamento livre em prensa hidráulica |
| JB/T 9179.1~8-2013 | Subsídio de maquinagem e tolerância para forjamento livre em prensa hidráulica |
| JB/T 9180.1-2014 | Peças de aço para extrusão a frio - Parte 1: Tolerâncias |
| JB/T 9180.2-2014 | Peças de aço para extrusão a frio - Parte 2: Condições técnicas gerais |
| JB/T 9181-1999 | Especificações de conceção estrutural para forjamento a quente de precisão de engrenagens cónicas rectas |
| JB/T 4201-1999 | Condições técnicas para o forjamento a quente de precisão de engrenagens cónicas rectas |
| JB/T 8421-1996 | Regras gerais para a inspeção de peças forjadas de aço |
Os itens e requisitos específicos de inspeção para peças forjadas variam de acordo com o grau do forjamento. O grau do forjamento é classificado de acordo com as condições de tensão da peça, as condições de trabalho, a importância, o tipo de material e o processo metalúrgico. A classificação dos graus de forjamento varia de acordo com os sectores industriais, com alguns departamentos a dividirem os forjados em três níveis e outros em quatro ou cinco níveis.
O quadro 5 classifica as peças forjadas em três níveis e indica os itens de inspeção para cada nível. O quadro 6 é a norma para os métodos de ensaio para cada item de inspeção de peças forjadas. Para algumas peças forjadas com requisitos especiais, a inspeção também deve ser realizada de acordo com as especificações do documento de condições técnicas específicas.
Quadro 5 Classes de forjamento e elementos de inspeção
| Itens de inspeção | Grau | Observações | |||
| I | II | III | |||
| Quantidade inspeccionada por lote | |||||
| Grau de material | 100% | 100% | 100% | ||
| Qualidade da superfície | 100% | 100% | 100% | ||
| Dimensões geométricas | 100% | 100% | 100% | As dimensões verticais e o desalinhamento são controlados 100%, as outras dimensões são controladas pontualmente, se necessário | |
| Dureza | Peças forjadas em aço | 10% | 10% | 10% | |
| Peças forjadas em ligas não ferrosas | 100% | 100% | 100% | Ligas de cobre, 3A21 não controladas | |
| Propriedades mecânicas | Desenhar 1 peça por lote de fusão, o material excedente especial é 100% | Desenhar 1~2 peças por lote de fusão | As peças de alumínio e magnésio transportam barras de ensaio em cada forno de tratamento térmico | As peças de aço, alumínio e magnésio não estão sujeitas à inspeção da resistência ao impacto | |
| Estrutura de baixa ampliação | Desenhar 1 peça por lote de fusão | Desenhar 1 peça por lote de fusão | |||
| Estrutura de alta ampliação | O restante das peças forjadas de ligas não ferrosas é 100% | Estiramento de 1 peça a partir de peças forjadas de ligas não ferrosas | As peças forjadas de ligas não ferrosas não sujeitas a tratamento de têmpera não são inspeccionadas | ||
| Fratura | O restante das peças forjadas de aço é 100%, extrair 1 peça de peças forjadas de ligas não ferrosas | Se não existirem normas específicas, retirar a fratura da peça de ensaio de baixa ampliação | |||
Quadro 6 Normas de métodos de ensaio para vários itens de inspeção de peças forjadas
| Itens de inspeção | Normas de métodos de ensaio |
| Composição química | GB/T 222-2006 GB/T 223.3-1988, etc. |
| Propriedades mecânicas (tração, impacto) | GB/T 229-2007 GB/T 228.1-2010 |
| Fluência a alta temperatura | GB/T 2039-2012 |
| Desempenho à fadiga | GB/T 4337-2008 GB/T 3075-2008 |
| Dureza Brinell | GB/T 231.1-2009 |
| Dureza Rockwell | GB/T 230.1-2009 |
| Estrutura de baixa ampliação | GB/T 1979-2001 GB/T 4297-2004 GB/T 3246.2-2012 |
| Tamanho do grão da fratura | GB/T 1814-1979 GB/T 6394-2002 |
| Camada descarbonetada inclusões não metálicas | GB/T 224-2008 GB/T 10561-2005 |
| Estrutura de alta ampliação | GB/T 13320-2007 |
| Corrosão intergranular | GB/T 4334-2008 GB/T 7998-2005 |
| Ensaio de flexão | GB/T 232-2010 |
O conteúdo da inspeção da geometria e das dimensões do forjamento inclui:
A forma geométrica e o tamanho do forjado podem ser medidos com ferramentas de medição gerais, tais como paquímetros, micrómetros e paquímetros de vernier. Na produção em massa, podem ser utilizadas para a inspeção ferramentas de medição especiais, juntamente com calibradores de marcha/ não marcha, calibradores de encaixe e modelos. Para peças forjadas com formas complexas e múltiplas áreas ou itens de inspeção, podem ser utilizados instrumentos especiais ou modelos especialmente fabricados para a inspeção.
Quadro 7 Métodos de inspeção da qualidade da superfície de forjamento
| Não. | Método de inspeção | Características e utilizações |
| 1 | Inspeção visual | Este é o método mais comum e frequentemente utilizado para inspecionar a qualidade da superfície de peças forjadas. O inspetor observa cuidadosamente a superfície do forjado a olho nu, procurando defeitos como fissuras, dobras, reentrâncias, manchas e sobreaquecimento da superfície. Para facilitar a observação de defeitos, a inspeção visual é normalmente realizada após a remoção da camada de óxido através de decapagem, jato de areia ou tombamento. |
| 2 | Inspeção de partículas magnéticas | A inspeção por partículas magnéticas, também conhecida como teste de partículas magnéticas ou deteção de falhas magnéticas, pode encontrar fissuras finas e defeitos superficiais, tais como fissuras escondidas sob a superfície que não são visíveis a olho nu. No entanto, só pode ser utilizada em materiais magnéticos, como o aço-carbono, o aço para ferramentas e o aço estrutural de liga, e a superfície do forjado deve ser lisa e plana. |
| 3 | Deteção de fluorescência | Para defeitos de superfície de peças forjadas feitas de materiais não ferromagnéticos, tais como ligas não ferrosas, ligas de alta temperatura, aço inoxidável, etc., pode ser utilizada a deteção de fluorescência. A deteção por fluorescência não está limitada pelo facto de o material ser magnético ou não magnético |
| 4 | Inspeção por penetração de corante | Este método não está limitado pelo facto de o material ser magnético ou não magnético. Utiliza um óleo altamente penetrante com cor para penetrar nos defeitos da superfície do forjado e utiliza um absorvente para o extrair, permitindo que os defeitos da superfície sejam vistos a olho nu sob luz normal |
Quadro 8 Métodos de inspeção da qualidade interna de peças forjadas
| Não. | Método de inspeção | Características e aplicações |
| 1 | Ensaios por ultra-sons | Forte penetração; o equipamento é ágil, fácil de transportar e simples de operar; pode detetar com precisão defeitos como fissuras, inclusões, cavidades de retração e poros; pode inspecionar peças forjadas de um lado, o que é bastante conveniente para peças forjadas de grandes dimensões. Utilizado principalmente para peças forjadas de grandes dimensões |
| 2 | Inspeção de baixa ampliação | A inspeção de baixa ampliação envolve a utilização do olho nu ou de uma lupa com uma ampliação de 10 a 30 vezes para verificar a existência de defeitos na secção transversal das peças forjadas. Os métodos de inspeção mais comuns incluem: gravação, fratura e impressão em sulfato. O método de gravura é geralmente utilizado para defeitos como linhas de fluxo, dendrites, cavidades de contração residual, vazios, inclusões de escória e fissuras. A inspeção da fratura é utilizada para defeitos como o sobreaquecimento, a combustão excessiva, as manchas brancas, a delaminação e o aparecimento de naftalina e de fracturas tipo pedra. A distribuição dos sulfuretos é verificada através do método sulfprint |
| 3 | Inspeção com grande ampliação | A inspeção de alta ampliação é o exame da estrutura interna (ou superfície de fratura) e dos micro defeitos das peças forjadas sob vários microscópios. Existem três tipos de microscópios utilizados para a inspeção de alta ampliação: microscópio normal de fase completa, microscópio eletrónico de transmissão e microscópio eletrónico de varrimento. Na produção real, os itens de inspeção geral, como o exame do tamanho do grão do aço estrutural, as inclusões, a descarbonetação e a distribuição dos carbonetos no aço para ferramentas, são todos realizados com uma ampliação de 100 a 500 vezes num microscópio normal de fase completa |
Os ensaios não destrutivos podem detetar defeitos superficiais ou internos das peças forjadas sem as danificar. Os ensaios não destrutivos são muito adequados para peças forjadas importantes com requisitos de qualidade rigorosos, e uma comparação de vários métodos de ensaio não destrutivos comuns é apresentada no Quadro 9.
Quadro 9 Comparação de vários métodos de ensaio não destrutivos
| Método de inspeção | Requisitos para a amostra | Defeitos detectáveis | Método de avaliação de danos | Conclusão da deteção de falhas | Vantagens e desvantagens | |
| Ensaios por ultra-sons | O material não é limitado, a espessura do aço pode atingir até 10 m, a superfície deve ser lisa, a forma deve ser simples e é possível a deteção de uma só face | Os defeitos em qualquer peça podem ser detectados com elevada sensibilidade | Com base na indicação do sinal ultrassónico | Localização, profundidade, tamanho e distribuição dos defeitos | Ampla aplicabilidade, alta sensibilidade, fácil operação, disponibilidade imediata dos resultados dos testes, inofensivo para o corpo humano. Mas só pode ser utilizado para peças com formas simples e baixa rugosidade superficial, e não pode determinar a natureza dos defeitos | |
| Inspeção por raios X | Sem limite de materiais, sem limite de forma, sem requisitos especiais de processamento, a espessura não pode ser demasiado grande | A localização do defeito deve ser perto da superfície ou no interior | Com base em película fotográfica ou ecrã fluorescente | Localização, forma, tamanho e distribuição dos defeitos | Elevada sensibilidade à perspetiva, pode manter registos permanentes, não está limitada por materiais e formas Mas é caro, o equipamento é volumoso, não consegue detetar defeitos planares e é prejudicial para o corpo humano | |
| Inspeção por partículas magnéticas | Limitado a materiais ferromagnéticos, rugosidade da superfície Ra >1,6μm, o tamanho da peça de ensaio é limitado pelo equipamento, a espessura é, em princípio, ilimitada | Defeitos menores à superfície e próximo da superfície | De acordo com a acumulação de partículas magnéticas | A posição, forma e comprimento dos defeitos | Alta velocidade, alta sensibilidade, equipamento simples e operação conveniente Mas não pode inspecionar materiais não ferromagnéticos, não pode inspecionar defeitos internos, nem determinar a profundidade dos defeitos | |
| Testes de penetração | Fluorescência | Vários materiais metálicos, rugosidade da superfície Ra >1,6μm, sem limite de espessura | Devem ser micro defeitos que se estendem à superfície | Observar a acumulação de pó sob luz ultravioleta | A localização, forma e comprimento dos defeitos de superfície | Não limitado por materiais, o equipamento é simples e a operação é cómoda. No entanto, só pode detetar defeitos expostos na superfície, e a luz ultravioleta é prejudicial à visão humana |
| Coloração | Vários materiais, rugosidade da superfície Ra >1,6μm, sem limite de espessura | Defeitos de superfície | Julgar diretamente a partir da aglomeração do pó | A localização, forma e comprimento dos defeitos de superfície | Não está limitado por materiais, não necessita de equipamento especial, funcionamento simples. Mas só pode detetar defeitos de superfície, baixa sensibilidade, velocidade lenta | |
| Ensaios de correntes parasitas | Limitado a materiais metálicos, superfície lisa, forma simples | Raias à superfície e próximas da superfície | De acordo com a indicação do sinal elétrico | Determinar a presença e a dimensão aproximada dos defeitos da superfície | O equipamento é simples e compacto, fácil de transportar. Velocidade lenta, incapaz de determinar a natureza e a profundidade dos defeitos | |
Quadro 10 Métodos de inspeção das propriedades mecânicas do forjamento
| Não. | Método de inspeção | Características e aplicações |
| 1 | Ensaio de dureza | O ensaio de dureza é o método mais simples e mais comummente utilizado para avaliar as propriedades mecânicas das peças forjadas em produção. Os métodos comuns de ensaio de dureza para peças forjadas incluem a dureza Brinell, a dureza Rockwell e a dureza Vickers, sendo a dureza Brinell a mais utilizada. O objetivo do teste de dureza é determinar se o forjamento tem uma maquinabilidade adequada, se a superfície está descarbonizada e compreender aproximadamente a estrutura interna do forjamento. |
| 2 | Ensaio de tração | Através do ensaio de tração à temperatura ambiente, a resistência à tração R m , limite de elasticidade R eL e R eH (ou resistência ao alongamento plástico especificada R p0.2 etc.), o alongamento após fratura A e a redução da área Z do forjado podem ser determinados. |
| 3 | Ensaio de impacto | Através do teste de impacto, a energia de absorção de impacto KV ou KU, etc., do forjamento pode ser determinada. |
Para garantir que o forjamento tem a precisão dimensional e os requisitos de desempenho mecânico especificados no desenho do forjamento, é necessário controlar a qualidade do forjamento, ou seja, controlar todo o processo de produção desde a matéria-prima até ao tratamento térmico pós-forjamento, para garantir a estabilidade da qualidade da produção e a consistência do produto.
O controlo de qualidade do forjamento inclui: inspeção à entrada (matérias-primas), inspeção intermédia (produtos semi-acabados), inspeção final (peças forjadas acabadas) e controlo dos meios de produção, tais como ferramentas, equipamento e instrumentos de medição, ferramentas de ajuste, inspeção e medição.
O processo de aquecimento pré-forjamento e o processo de tratamento térmico pós-forjamento são processos especiais, cujas características de qualidade não podem ser medidas com precisão ou economicamente, dependendo principalmente de um controlo rigoroso dos parâmetros do processo para garantir a qualidade.
O controlo da qualidade do forjamento é apresentado no quadro 11.
Quadro 11 Controlo de qualidade de peças forjadas
| Não. | Item | Pontos-chave do controlo de qualidade |
| 1 | Controlo de qualidade das matérias-primas | 1) Verificar o certificado de ensaio de moagem do material com a norma do material 2) Verificar se a identificação do material está correcta para evitar a mistura de materiais 3) Verificar as especificações do material 4) Inspecionar a qualidade da superfície dos materiais para detetar defeitos como fissuras e cicatrizes 5) Inspeção aleatória da composição química 6) Utilizar o espetrómetro rápido, a identificação de faíscas, etc., para inspecionar e evitar a mistura de materiais |
| 2 | Controlo da qualidade dos moldes | 1) Verificar o certificado de garantia de qualidade do molde ou o relatório de inspeção do fabrico (incluindo ensaios não destrutivos) 2) Inspeção do molde (reinspecção), incluindo forma, tamanho, dureza 3) Ajustar o molde na máquina-ferramenta e inspecionar a marcação da amostra 4) Reparação de bolores |
| 3 | Controlo da qualidade do aquecimento | 1) Utilizar um dispositivo de triagem de temperatura de três vias para o aquecimento ou utilizar um termómetro de infravermelhos para detetar a temperatura de aquecimento 2) Utilizar o aquecimento rápido quando aquecer com um fogão a carvão ou uma fornalha a óleo |
| 4 | Controlo da qualidade do processo de forjamento | 1) Inspeção do primeiro artigo 2) Os trabalhadores intermédios auto-inspeccionam, os inspectores reinspeccionam e preenchem os registos 3) Equipar com as ferramentas de inspeção e de medição necessárias |
| 5 | Controlo da qualidade do tratamento térmico | 1) Controlar rigorosamente os parâmetros do processo de tratamento térmico e guardar registos 2) Os trabalhadores intermédios verificam a dureza por si próprios, os inspectores verificam novamente a dureza e registam 3) Quando necessário, utilizar um classificador magnético de dureza ou um aparelho de teste de dureza para a inspeção da dureza do 100% 4) Quando necessário, utilizar os métodos de ensaio não destrutivos correspondentes para verificar a existência de fissuras |
| 6 | Identificação do produto e controlo da rastreabilidade | 1) A partir do momento em que as matérias-primas entram na oficina, são geridas com etiquetas 2) Gestão de etiquetas durante o processamento, indicando o número da peça, o nome, a classe do material, as especificações, o número do lote do material, o operador, o inspetor, etc., e seguindo o forjamento ao longo de cada processo até chegar à unidade de maquinagem 3) Se necessário, imprimir o número de série do molde, o número de lote do material e outras marcas no forjado |
Quadro 12 Métodos de correção de defeitos em peças forjadas
| Não. | Tipo de defeito | Método de correção |
| 1 | Rebarbas, fendas, dobras | Utilizar métodos de polimento com mó, remoção com pá pneumática ou polimento com lima rotativa para correção |
| 2 | Para peças não demasiado severas ou não demasiado grandes não preenchidas | Pode ser novamente forjado num novo molde de forjamento ou corrigido pelo método de soldadura (fusão) |
| 3 | Para peças forjadas insuficientemente forjadas | Podem ser pré-processados na oficina de maquinagem para correção. Estas peças forjadas insuficientemente forjadas não devem ser forjadas de novo, uma vez que isso pode fazer com que uma nova camada de óxido seja pressionada para dentro do forjamento e se torne um resíduo irreparável. Por vezes, a retificação pode ser utilizada para a correção. No caso de peças forjadas sem importância, podem ser reaquecidas uma vez para correção, transformando o excesso de metal em pele de óxido, adicionando finalmente um tratamento de granalhagem |
| 4 | Erro | O método de correção dos erros consiste em refilar uma vez. Se o erro for grave, não pode ser corrigido; se o erro não for grave, a trituração também pode ser utilizada para a correção |
| 5 | Deformação por flexão | A correção pode ser feita por aquecimento até à temperatura de corte do forjamento ou por utilização de uma prensa ou prensa de fricção a frio |
| 6 | Sobreaquecimento | Para peças forjadas sobreaquecidas, a normalização pode ser utilizada para correção |
| 7 | Dureza de forjamento não qualificada | Quando a dureza é demasiado elevada, pode ser corrigida por recozimento; quando a dureza é demasiado baixa, pode ser corrigida por recozimento e revenimento |
| 8 | Para peças forjadas que estejam excessivamente queimadas, fissuradas por têmpera, muito dobradas ou muito fora de dimensão | Devem ser tratadas como peças forjadas irreparáveis, desmanteladas e não corrigidas |







