
Como calcular o peso da chapa metálica: Fórmulas essenciais
Já se interrogou sobre como calcular rapidamente o peso de uma chapa metálica? Este artigo revela uma fórmula simples que permite calcular o...
Porque é que o metal se dobra e torce durante a produção e como é que o podemos corrigir? O processo de endireitamento do metal, desde o martelamento manual até às técnicas de chama precisas, aborda esta questão. Este artigo explora os diferentes métodos utilizados para corrigir as deformações do metal, garantindo que as estruturas cumprem as especificações exigidas. A leitura deste artigo permite-lhe aprender técnicas práticas e obter informações sobre a ciência subjacente ao endireitamento de metais. Quer seja um amador ou um profissional, a compreensão destes métodos irá melhorar as suas competências em metalurgia.

As várias chapas e perfis deformam-se frequentemente em certa medida devido a forças externas, soldadura e aquecimento irregular. Se a deformação exceder as especificações técnicas, tem de ser corrigida. O endireitamento é o processo de restaurar a geometria deformada para dentro da gama técnica especificada.
As causas da deformação são as seguintes:
Durante o processo de laminagemO aço laminado a frio pode desenvolver tensões residuais que causam deformação. As inconsistências no estiramento de chapas finas laminadas a frio também podem levar à deformação.
O metal sofre deformação quando as tensões residuais formadas durante a laminagem são libertadas através do corte a gás; a deformação ocorre durante a soldadura do aço devido ao aquecimento localizado, e este aquecimento irregular gera tensões de soldadura; além disso, o transporte, armazenamento ou manuseamento inadequados também podem causar deformações localizadas. Em resumo, as causas da deformação do aço são multifacetadas e complexas.
A deformação do aço não deve exceder as tolerâncias, caso contrário, afectará a numeração das peças, o corte e outras etapas de processamento, reduzindo a precisão da maquinagem e afectando mesmo a montagem correcta de toda a estrutura. Por conseguinte, é necessário corrigi-lo para eliminar ou limitar a sua deformação dentro do intervalo especificado.
As tolerâncias para o aço antes da utilização são apresentadas no Quadro 6-1.
Tabela 6-1 Tolerâncias para o aço antes da utilização
| Precisão geométrica | Diagrama simplificado | Valor de tolerância |
| Deflexão local de chapas de aço e aço plano | 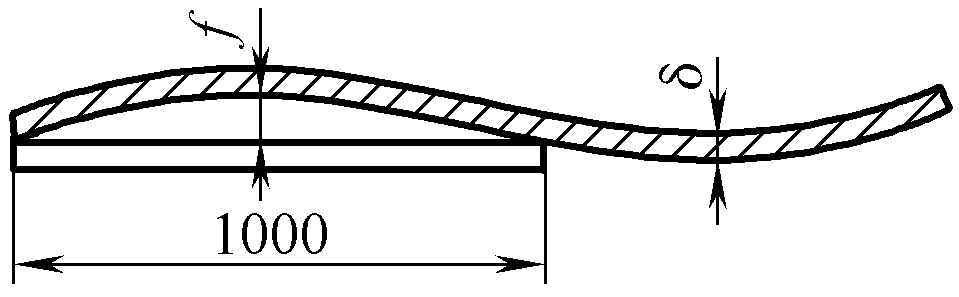 | Quando δ≥14mm, f≤1mm; quando δ<14mm, f≤1,5mm |
| Retidão de cantoneiras de aço, canais de aço, vigas em I e tubos | 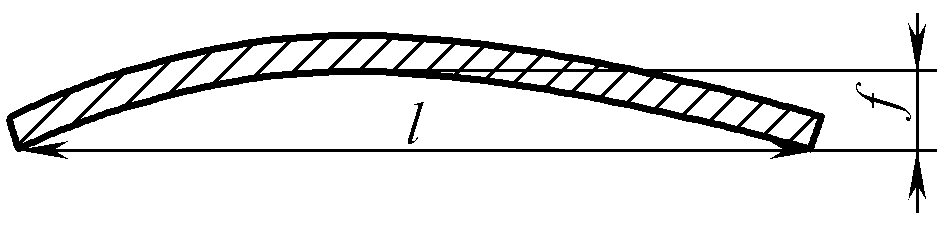 | f≤L/1000 ≤5mm |
| Verticalidade de ambos os lados da cantoneira de aço | 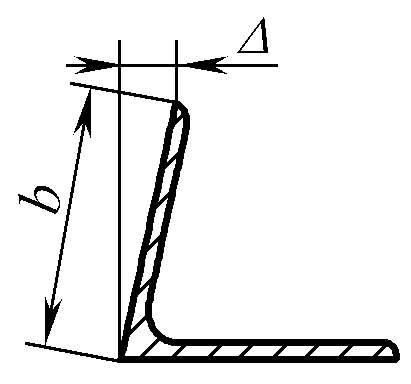 | Δ≤b/100 |
| Inclinação de flanges de vigas em I e canais de aço | 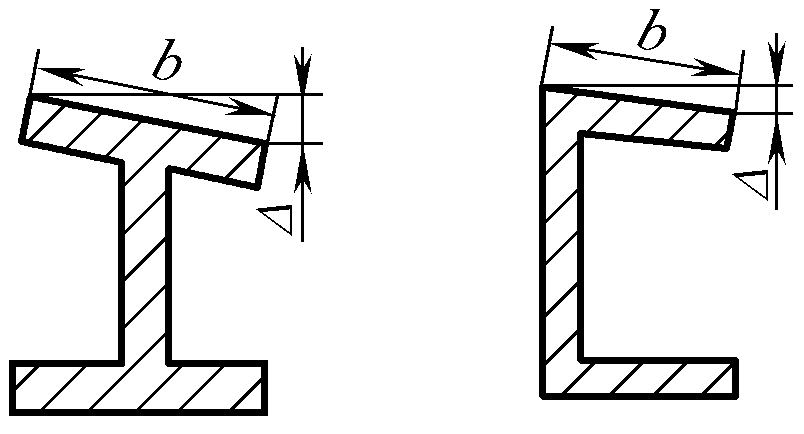 | Δ≤b/80 |
A correção manual é uma competência básica que deve ser dominada na produção real. Quando não existe equipamento de correção especializado, a correção manual é amplamente utilizada para chapas de pequenas dimensões, perfis, peças cortadas e deformações locais de estruturas soldadas.
A correção manual comum envolve a utilização de várias ferramentas, tais como martelos grandes, martelos e chapas metálicas, empregando métodos como martelar, torcer, puxar e empurrar partes específicas da peça de trabalho para estender e expandir o metal mais apertado, tornando os comprimentos das fibras de cada camada consistentes para atingir o objetivo da correção.
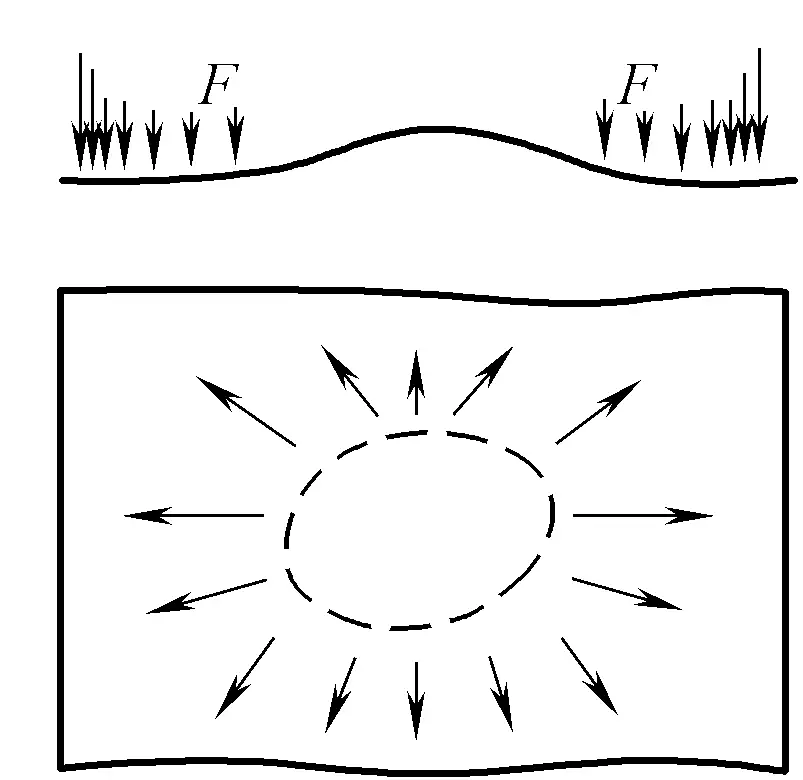
O abaulamento local de placas finas é causado pelo facto de o material estar solto no meio e apertado nas extremidades. Durante a correção, comece a martelar a partir da extremidade da protuberância, irradiando para fora, aumentando a força e a densidade do martelamento à medida que se desloca para fora, para esticar as camadas de fibra de dentro para fora em graus variáveis, eliminando gradualmente a deformação da protuberância durante o processo de martelagem.
Se existirem várias protuberâncias adjacentes no meio da placa fina, martelar suavemente nas junções de cada protuberância para as fundir numa única protuberância e, em seguida, martelar à volta como descrito acima para a aplanar. Como mostrado na Figura 6-1.
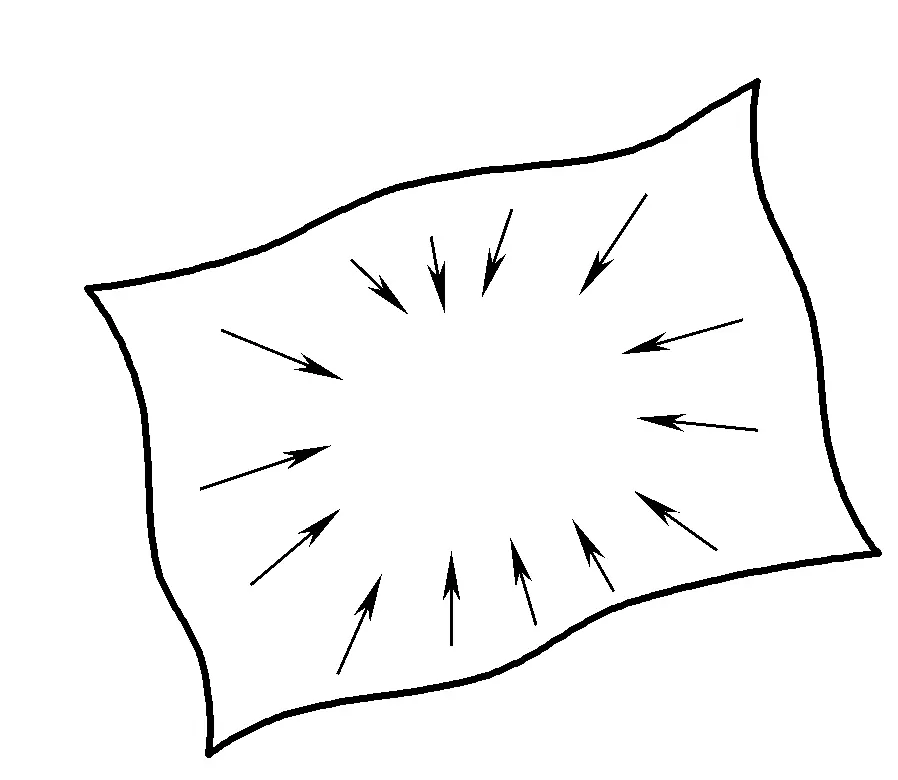
Se as bordas da placa fina estiverem onduladas, isso indica que o material está solto nas bordas e apertado no meio. Durante a correção, martelar do exterior para o interior, aumentando gradualmente a força e a densidade, para provocar um maior estiramento das camadas de fibras no meio da placa, conseguindo eliminar a deformação ondulada à volta dos bordos. Como mostra a Figura 6-2.
A principal deformação em placas espessas é a deformação por flexão. Os dois métodos seguintes são normalmente utilizados para a correção:
1) Martelagem direta no bojo.
A força de martelagem deve ser superior ao ponto de cedência da placa, fazendo com que a saliência sofra uma compressão forçada e uma deformação plástica para a achatar.
2) Martelar a parte côncava da saliência.
O martelamento da área côncava pode utilizar uma força menor, fazendo com que o material se expanda apenas na área côncava, forçando a área côncava a ser relativamente comprimida, atingindo assim o objetivo de achatamento.
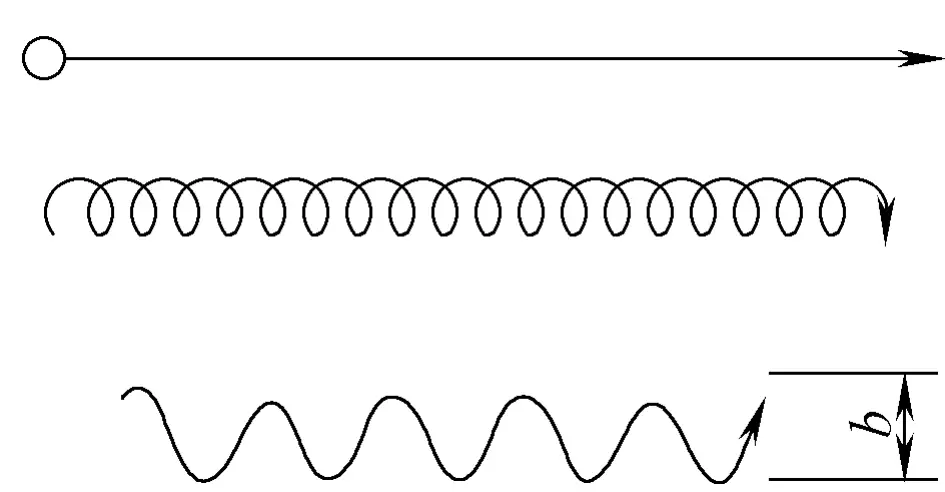
A deformação por flexão do aço plano, do aço angular, do aço redondo e dos tubos redondos também pode ser corrigida por estiramento com martelo, com o ponto de martelagem no lado côncavo da peça de trabalho (a seta no diagrama indica a direção do martelamento e a direção da extensão do material). Como se mostra na Figura 6-3.
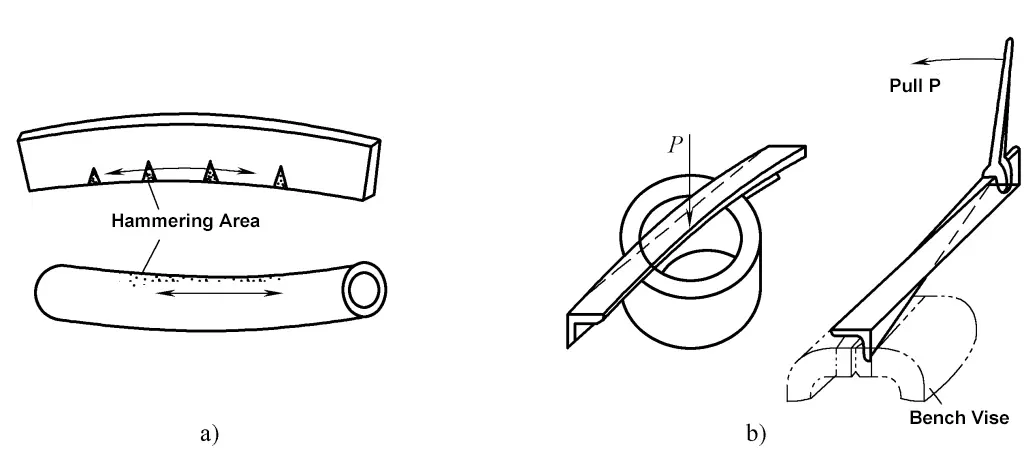
a) Alongamento do martelo
b) Dobrar, torcer
Além disso, a deformação por flexão e torção do aço perfilado também pode ser corrigida em plataformas, blocos redondos e tornos de bancada, utilizando ferramentas como martelos e chaves, contando com o momento de flexão formado pela força externa de correção para atingir o objetivo da correção.
O endireitamento por chama utiliza a deformação plástica causada pelo aquecimento localizado do metal para compensar a deformação original e atingir o objetivo de endireitar. Durante o endireitamento por chama, o metal nas secções de fibra mais longas do aço ou dos componentes deformados deve ser aquecido de forma controlada com uma chama focada, atingindo uma determinada temperatura para obter uma deformação plástica compressiva irreversível. Após o arrefecimento, é gerada uma tensão de tração no material circundante, corrigindo a deformação.
O metal tem as características de expansão e contração térmicas e pode produzir deformações elásticas e plásticas sob forças externas. Quando aquecido localmente, a parte aquecida do metal expande-se, mas como o metal circundante é relativamente mais frio, a expansão é impedida, fazendo com que o metal aquecido seja comprimido. Quando a temperatura de aquecimento atinge 600~700°C, a tensão excede o limite de elasticidade, resultando em deformação plástica; neste ponto, a espessura do material aumenta ligeiramente, enquanto o comprimento é mais curto do que se pudesse expandir-se livremente.
Para o aço de baixo carbono em geral, quando a temperatura atinge 600~650°C, o limite de escoamento é próximo de zero, e a deformação do material metálico é principalmente a deformação plástica. Agora, vamos explicar usando o exemplo de aquecimento assimétrico num dos lados de uma tira longa.
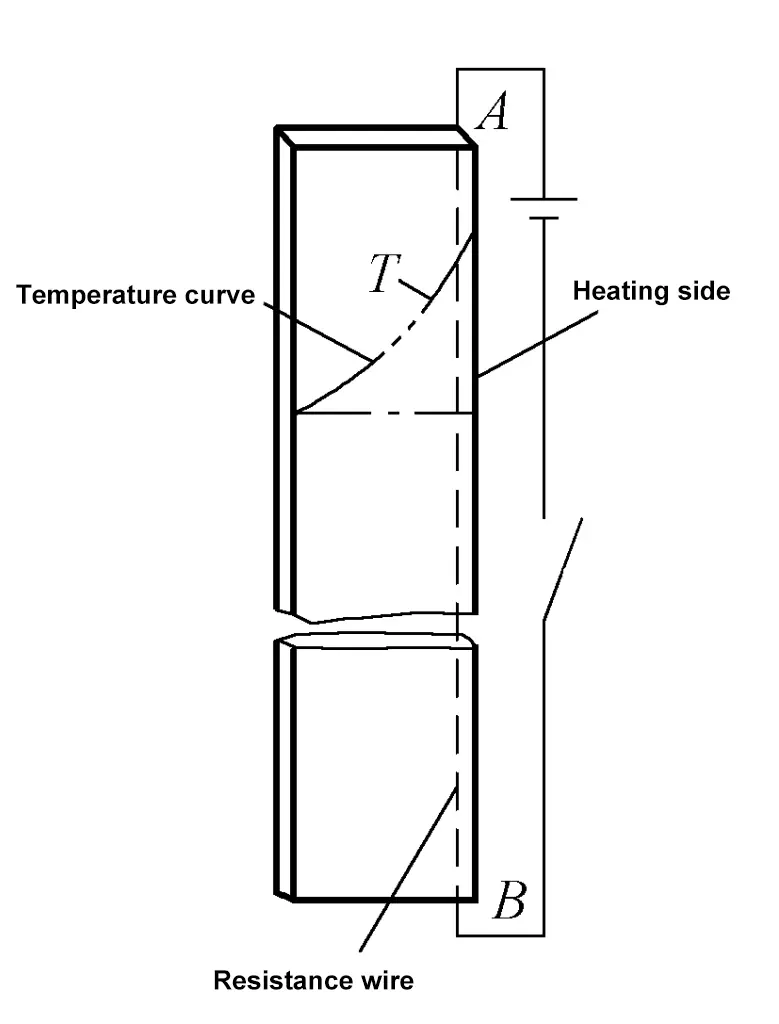
Se o fio de resistência for utilizado como fonte de calor para aquecer rapidamente um lado AB de uma tira estreita, devido à rápida velocidade de aquecimento, é gerado um campo de calor não uniforme distribuído assimetricamente na tira, como mostra a Figura 6-4 (onde T é a curva de distribuição de temperatura). O corte de tiras estreitas de toda a chapa de aço com um cortador a gás, ou a soldadura ao longo de um dos lados da tira, é semelhante a esta situação.
Para facilitar a compreensão, suponha-se que a tira é composta por várias tiras pequenas que não estão ligadas entre si, mas intimamente ligadas umas às outras, cada tira pequena pode expandir-se livremente à sua própria temperatura diferente, resultando em deformações tipo degrau nas extremidades de cada tira estreita correspondente à curva de temperatura, como se mostra na Figura 6-5a.
Na realidade, uma vez que a tira é um todo, os materiais das diferentes partes restringem-se mutuamente e a tira apresentará uma deformação por flexão ao longo da direção do comprimento, como se mostra na Figura 6-5b, abaulando-se para o lado aquecido. De acordo com as condições de equilíbrio de tensões, a distribuição interna de tensões da tira durante o aquecimento é a mostrada na Figura 6-5c (o metal em ambos os lados é comprimido, o metal no meio é esticado).
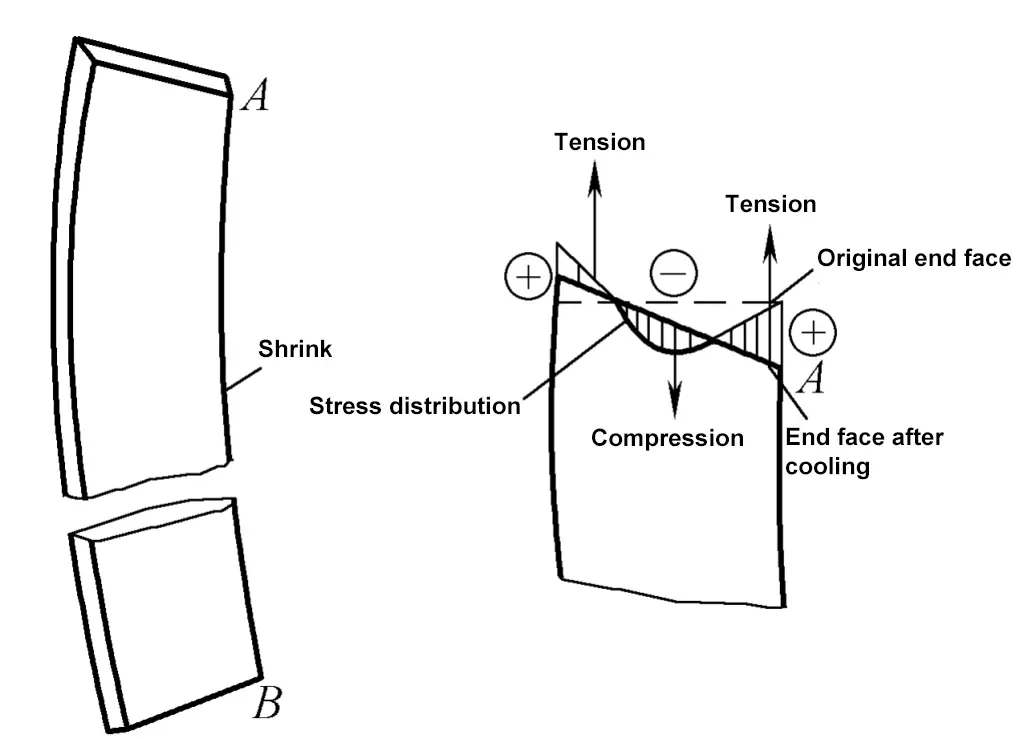
Uma vez que a temperatura no lado aquecido é elevada, a tensão excede o ponto de cedência, resultando numa deformação plástica compressiva. Após o arrefecimento, a tira regressa à temperatura inicial, as partes que sofreram deformação plástica por compressão durante o aquecimento contraem-se e a tira terá uma deformação residual (o lado aquecido é côncavo), com uma distribuição de tensões como a apresentada na Figura 6-6, que é o oposto da situação durante o aquecimento, com o lado aquecido a gerar tensões de tração.
Esta é a regra básica da deformação causada pelo aquecimento localizado da chama, e é a chave para dominar o alisamento por chama.
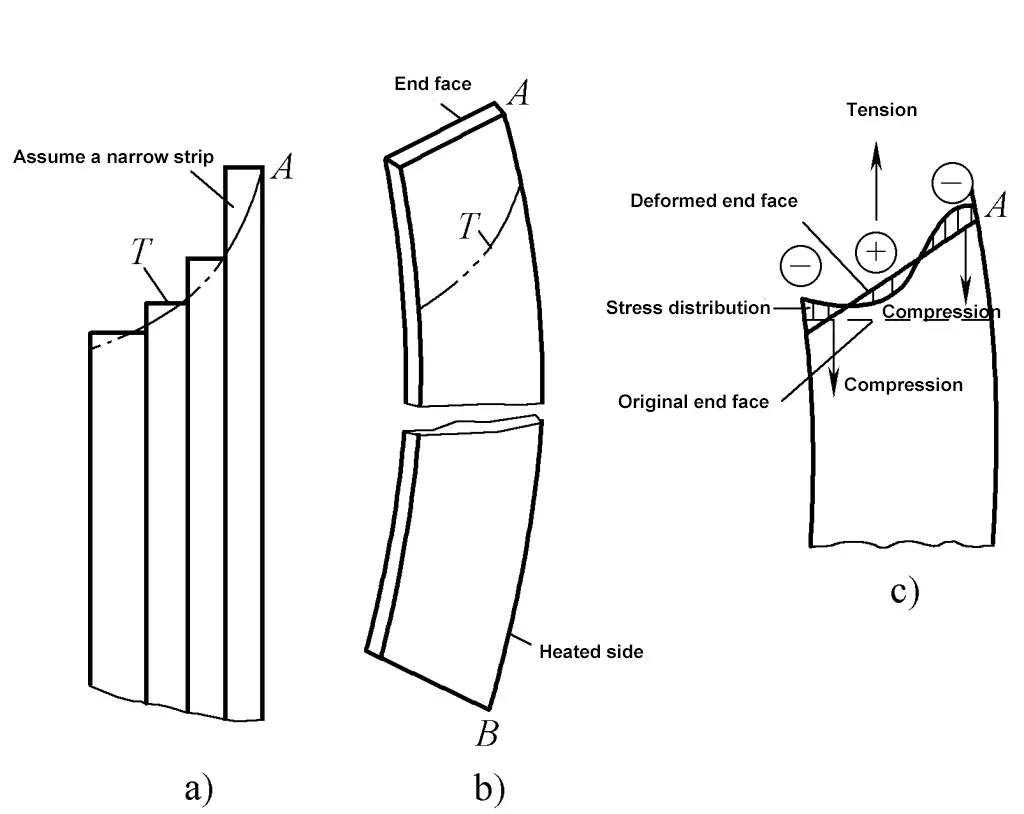
a) Deformação imaginária da tira
b) Deformação real da face da extremidade
c) Distribuição de tensões
Quando é efectuado o aquecimento local de metal em forma de tira ou circular, os padrões de tensão e deformação podem ser analisados de forma semelhante.
1) O endireitamento por chama pode atingir uma força de endireitamento considerável, com efeitos óbvios. Para o aço de baixo carbono, o aquecimento de apenas 1cm 2 A área de endireitamento de uma peça de metal até ao estado plástico e depois o arrefecimento pode produzir cerca de 24kN de força de endireitamento. Se 0,01m 2 da área de aquecimento do material na peça de trabalho atinge um estado plástico durante o endireitamento, produzirá 2400kN de força de endireitamento após o arrefecimento.
Por conseguinte, o endireitamento por chama não é apenas utilizado para materiais de aço, mas também, mais amplamente, para corrigir deformações de várias estruturas de aço de diferentes tamanhos e formas.
2) O equipamento de endireitamento por chama é simples, os métodos são flexíveis e a operação é conveniente. O endireitamento por chama é utilizado não só no processo de preparação de materiais para a correção de chapas e perfis de aço, mas também é amplamente aplicado na correção de várias deformações de estruturas metálicas durante o processo de fabrico, tais como em navios, veículos, estruturas pesadas, grandes contentores e correção de caixas, vigas, etc.
3) A correção por chama, tal como a correção mecânica, também consome parte da reserva plástica dos materiais metálicos e deve ser utilizada com precaução em estruturas particularmente importantes, materiais plásticos frágeis ou pobres. A temperatura de aquecimento deve ser corretamente controlada. Se a temperatura exceder os 850°C, os grãos metálicos crescem e as propriedades mecânicas diminuem; no entanto, uma temperatura demasiado baixa reduzirá o efeito de correção.
Para materiais propensos a arrefecimento, deve ter-se especial cuidado ao utilizar o aquecimento por chama com arrefecimento a água.
De acordo com a forma da área de aquecimento, existem três métodos: aquecimento pontual, aquecimento em linha e aquecimento triangular.
Utilizar a chama para se deslocar num anel circular sobre a peça de trabalho, aquecendo-a uniformemente numa forma de ponto circular (normalmente conhecido como anel de fogo), e aquecer um ou mais pontos conforme necessário. Ao aquecer vários pontos, estes são distribuídos em forma de flor de ameixa na placa, como se mostra na Figura 6-7, e são dispostos em linhas rectas para perfis ou tubos.
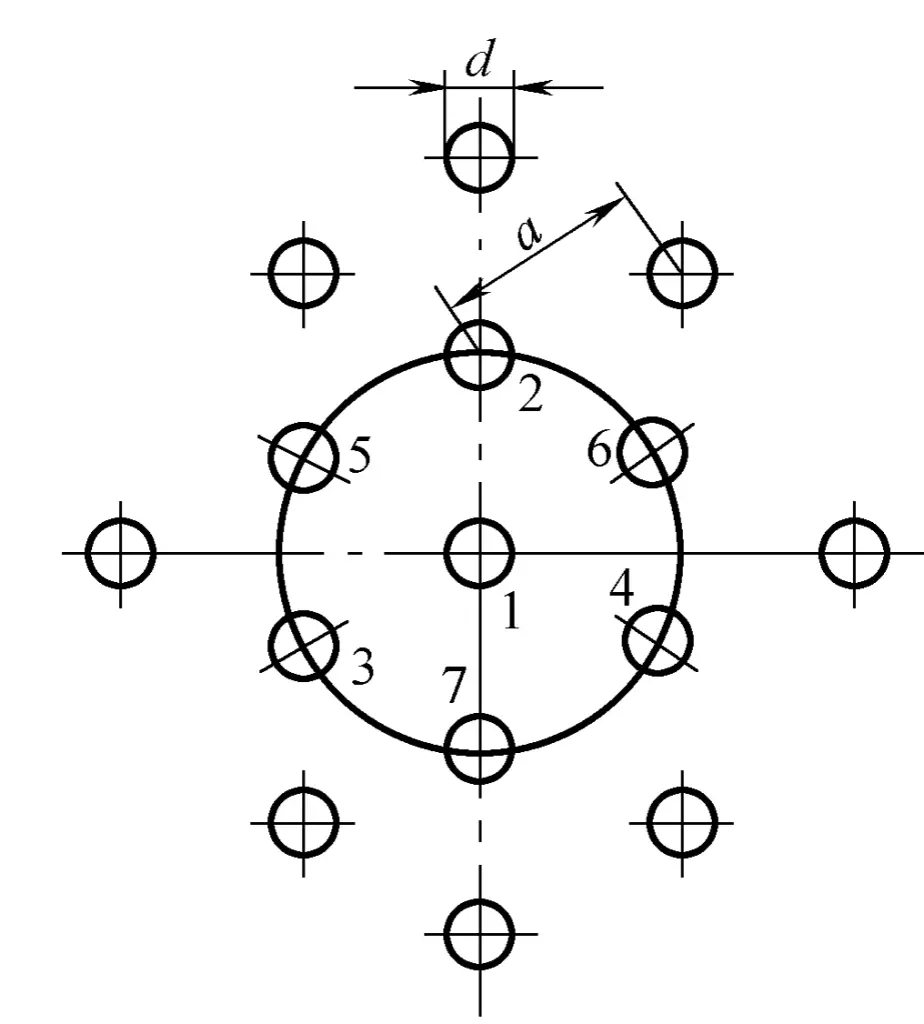
O diâmetro d do ponto de aquecimento varia com a espessura da placa (ligeiramente maior para placas grossas e ligeiramente menor para placas finas), mas geralmente não deve ser inferior a 15 mm. A distância entre os pontos de aquecimento diminui à medida que a deformação aumenta, geralmente entre 50~100mm.
A chama move-se numa direção reta e, simultaneamente, oscila lateralmente para formar uma zona de aquecimento de tiras com uma determinada largura, como se mostra na Figura 6-8. Durante o aquecimento da linha, a contração lateral é maior do que a contração longitudinal e a quantidade de contração aumenta com a largura da zona de aquecimento, que é normalmente 0,5~2 vezes a espessura da placa, geralmente 15~20mm.
O comprimento e o espaçamento da linha de aquecimento dependem do tamanho da peça de trabalho e da situação de deformação. O aquecimento linear é frequentemente utilizado para corrigir estruturas com grande rigidez e deformação.
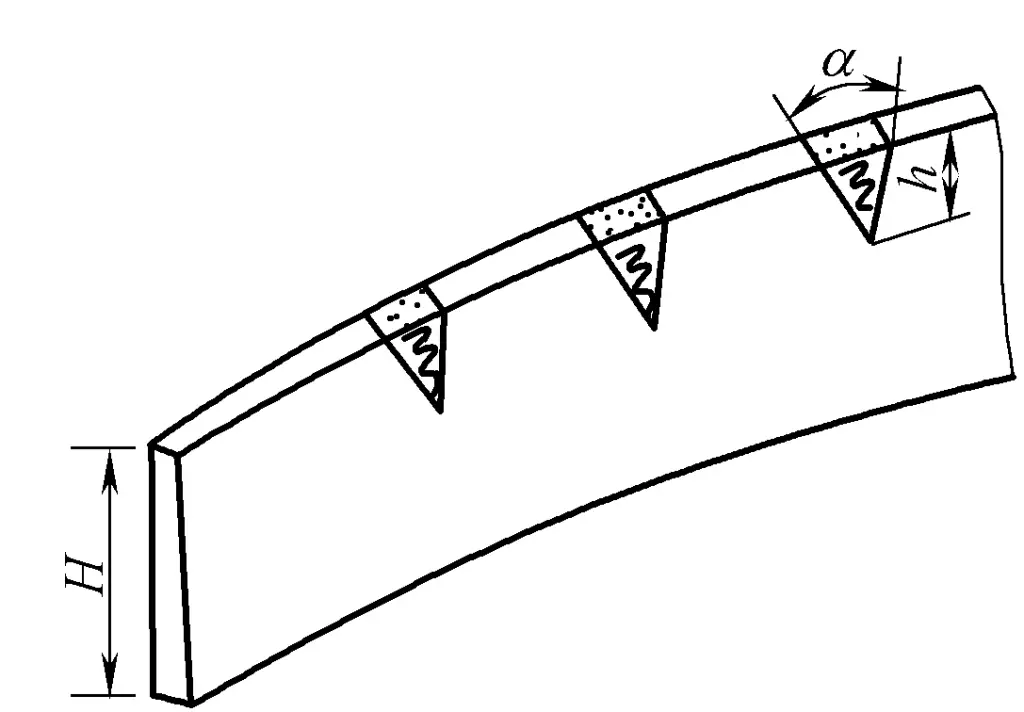
Girar a chama para tornar a área de aquecimento triangular, com a base do triângulo na extremidade da chapa de aço ou do perfil a ser corrigido e o vértice a apontar para dentro, como se mostra na Figura 6-9. Uma vez que a área de aquecimento triangular é grande, a quantidade de contração também é grande e a largura de aquecimento ao longo da altura do triângulo não é igual, quanto mais próximo da extremidade da placa, maior é a contração.
O método de aquecimento triangular é normalmente utilizado para corrigir deformações em componentes com grande espessura e rigidez. Por exemplo, para corrigir a deformação por flexão de perfis e vigas soldadas, ou para corrigir a deformação ondulada da borda livre da chapa de aço numa estrutura de armação de chapa. Nesta altura, o ângulo do vértice do triângulo é de cerca de 30°. Na correção de perfis ou vigas soldadas, a altura do triângulo deve ser de 1/2 a 1/3 da altura da alma.
A correção da deformação por aquecimento por chama é frequentemente utilizada no fabrico de estruturas metálicas. Para melhorar a eficiência da correção e a qualidade da peça de trabalho, os seguintes pontos devem ser observados durante a operação:
1) Compreender antecipadamente o material da estrutura e as suas características para determinar se a correção por chama pode ser utilizada e controlar corretamente a temperatura de aquecimento durante o processo de correção de acordo com os diferentes materiais para evitar a degradação grave das propriedades mecânicas do material devido à correção por chama.
2) Analisar as características da deformação estrutural, considerar o método de aquecimento, a posição de aquecimento e a sequência de aquecimento, e escolher o melhor esquema de aquecimento.
3) Utilizar uma chama neutra para o aquecimento. Se for necessária uma profundidade de aquecimento pouco profunda para evitar uma deformação angular significativa, pode também ser utilizada uma chama oxidante para aumentar a velocidade de aquecimento.
4) Na correção de chapas grandes e complexas e de aço estrutural, podem ocorrer deformações locais e globais, envolvendo deformações da chapa e do aço estrutural. Durante o processo de correção, estes factores irão afetar-se mutuamente, sendo necessário dominar os seus padrões de deformação, aplicá-los de forma flexível, minimizar a carga de trabalho de correção, melhorar a eficiência e garantir a qualidade da correção.
5) Durante a correção da chama, podem também ser aplicadas forças externas à estrutura. Por exemplo, a utilização do peso próprio de grandes estruturas e de objectos pesados adicionados para criar momentos de flexão adicionais, ou a utilização de maquinaria para puxar e pressionar, pode aumentar a deformação da estrutura.
Em resumo, as operações de correção da chama são flexíveis e variadas, sem um padrão fixo. Os operadores devem dominar os padrões de deformação através da prática, acumular experiência e, assim, obter melhores resultados de correção.
Quando o meio de uma placa fina fica saliente, com a área circundante relativamente plana, colocar o lado saliente da placa de aço para cima numa plataforma, fixar as extremidades com grampos e aquecer simetricamente a área saliente de fora para dentro, como se mostra na Figura 6-10a. Esta protuberância também pode ser corrigida por aquecimento linear, com a sequência a deslocar-se dos bordos da protuberância para o centro, como se mostra na Figura 6-10b.
Quando os bordos da chapa de aço estiverem soltos e formarem uma deformação ondulada, fixar primeiro três lados da chapa de aço na plataforma com grampos, concentrando a deformação num dos lados da chapa, e aquecer linearmente a partir de ambos os lados da protuberância em direção ao centro, como se mostra na Figura 6-10c. A largura, o comprimento e o espaçamento das linhas de aquecimento dependem da deformação.
a) Aquecimento pontual do bojo médio
b) Aquecimento em forma de linha com uma protuberância central
c) Aquecimento quando o bordo é deformado de forma ondulada
Após a junção topo a topo de placas finas, a deformação ondulada longitudinal e a deformação angular ocorrem frequentemente na soldadura. Neste momento, deve ser aplicado um aquecimento em forma de linha em ambos os lados ao longo da direção da força da soldadura para corrigir a deformação ondulada longitudinal e, em seguida, um aquecimento em forma de linha curta perpendicular à direção da soldadura em ambos os lados da soldadura para corrigir a deformação angular, como se mostra na Figura 6-11.
A deformação mais comum em placas espessas é a deformação por flexão. Para a correção, colocar o lado convexo para cima numa plataforma, realizar um aquecimento em forma de linha no ponto mais alto e controlar a profundidade de aquecimento para cerca de 1/3 da espessura da placa. O objetivo é compensar a deformação por flexão através da deformação angular causada pelo encolhimento desigual na direção da espessura da placa de aço. Se a deformação por flexão desaparecer, a placa de aço volta a ficar plana.
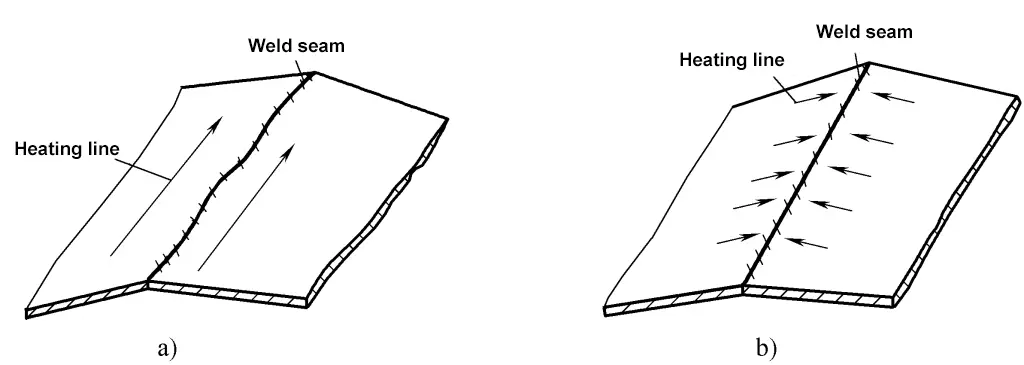
a) Correção da deformação ondulatória longitudinal
b) Correção da deformação angular
As deformações mais comuns nos perfis e nas vigas soldadas são as deformações por flexão, mas por vezes também se verificam deformações por torção e deformações angulares dos flanges. As vigas em T com flexão em diferentes direcções dentro do plano da alma são corrigidas por aquecimento triangular na alma ou aquecimento de tiras nos flanges.
A flexão dentro do plano do banzo (flexão lateral) é corrigida por aquecimento triangular no lado saliente do banzo. O tamanho e o espaçamento da área de aquecimento dependem da deflexão de flexão f, como se mostra na Figura 6-12. Se a flange tiver uma deformação angular, deve ser aplicado um aquecimento em forma de linha ao longo da parte de trás da soldadura na flange. Utilizar uma linha simples para deformações menores e linhas duplas para deformações maiores.
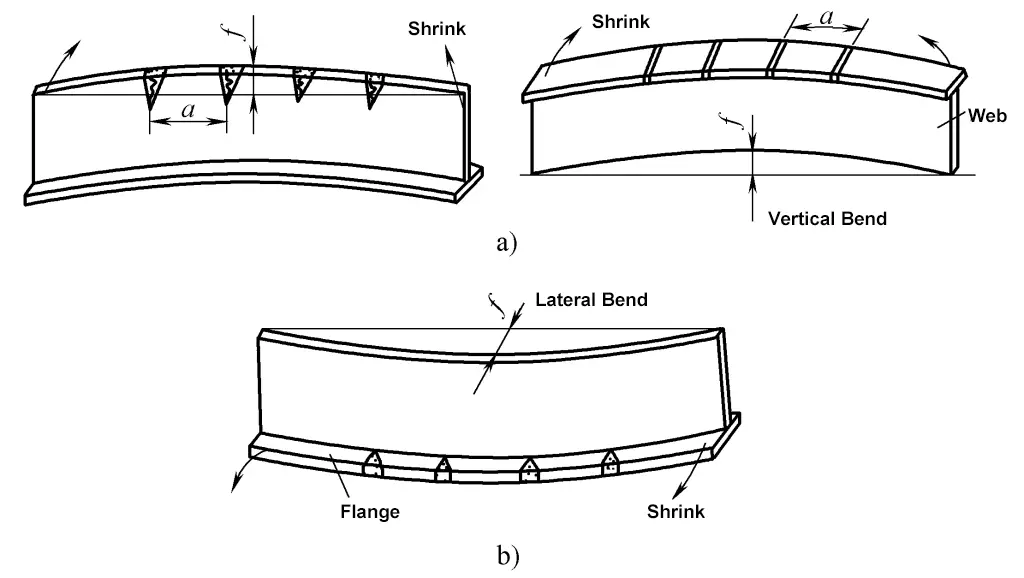
a) Flexão no plano da alma
b) Flexão no plano do verdugo
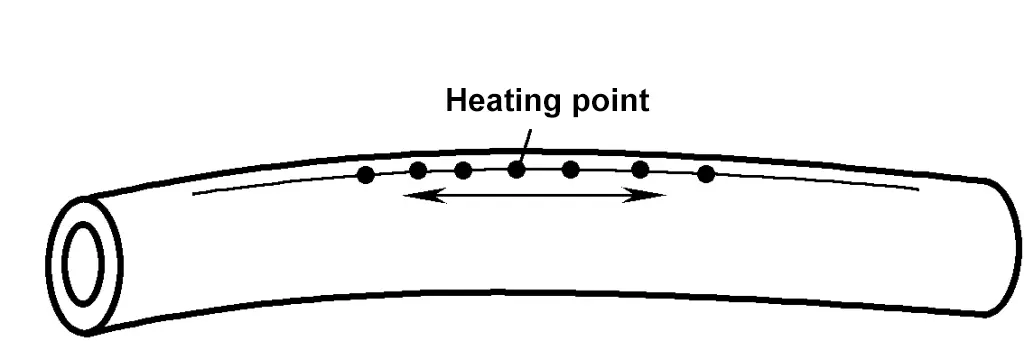
A deformação por flexão de tubos de grande diâmetro e de peças semelhantes a veios pode ser corrigida por aquecimento pontual no lado saliente, como mostra a Figura 6-13.
As estruturas de grandes dimensões compostas por chapas e perfis tendem a deformar-se de várias formas após a montagem e a soldadura.
A deformação angular causada por soldaduras de canto feitas de chapas e perfis pode geralmente ser corrigida por aquecimento de linha na parte de trás da soldadura. Quando a placa é espessa ou a deformação é grave, pode ser aplicada uma força externa com ferramentas durante o aquecimento.
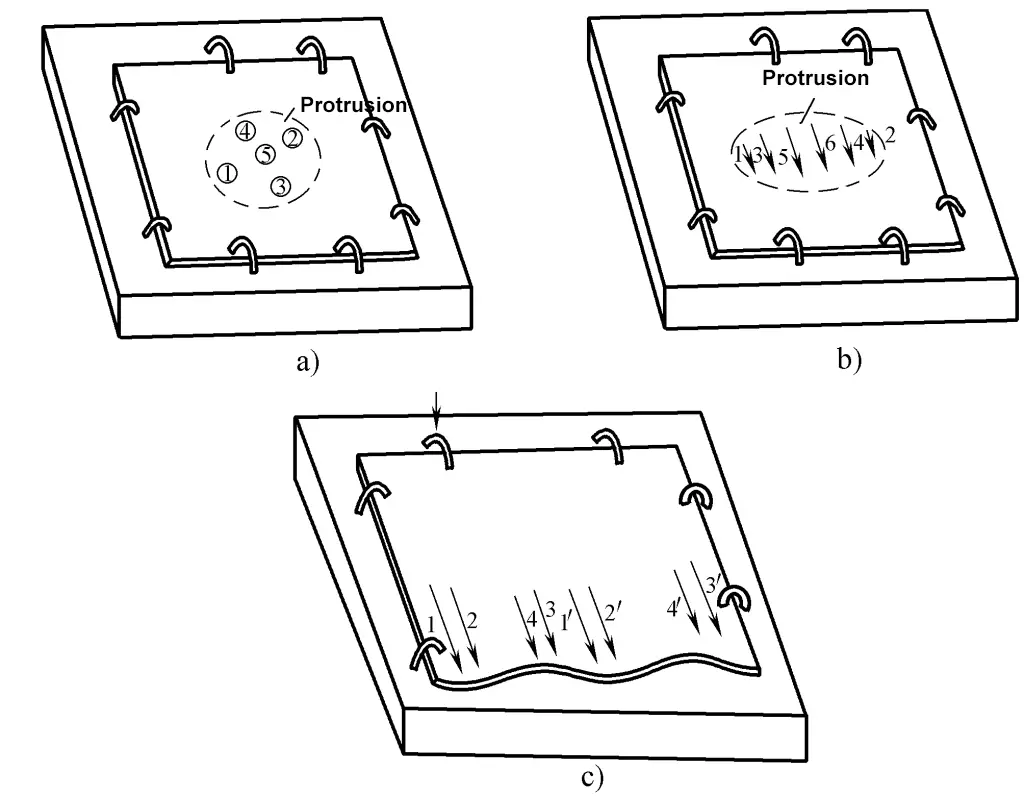
Quando ocorrerem deformações ondulatórias côncavas e convexas entre os perfis da grelha, comece por efetuar um aquecimento em linha na parte de trás da soldadura de canto e corrija a junção dos pontos convexos e côncavos com uma linha longa, uma linha curta ou um aquecimento cruzado. Se a deformação não for completamente eliminada nesta altura, aqueça o meio da saliência. A correção da deformação da estrutura é mostrada na Figura 6-14, onde os números na figura indicam a sequência de aquecimento.
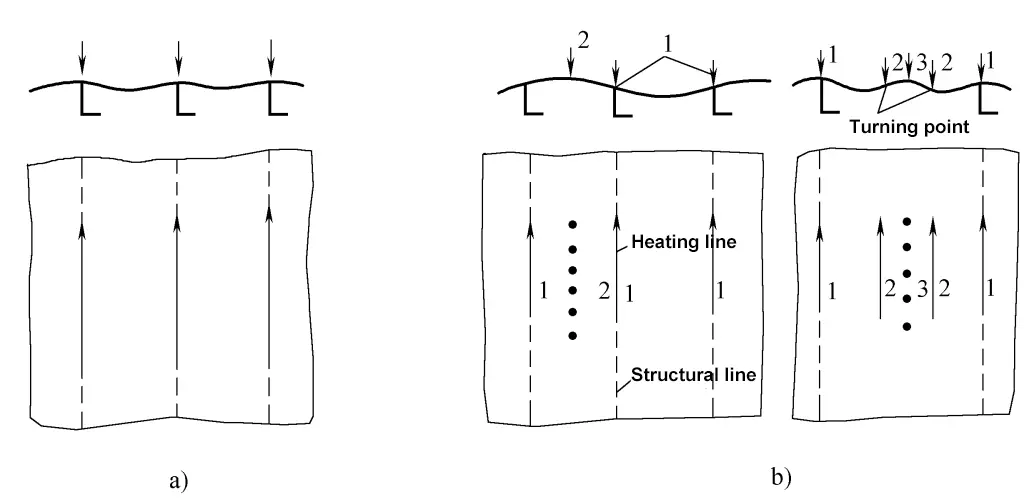
a) Deformação angular simples
b) Deformação ondulatória côncava-convexa
Quando existe uma deformação contínua da onda em grelhas de painéis adjacentes, a correção pode ser feita saltando intervalos. Neste caso, a deformação da grelha do painel central é influenciada por ambos os lados, o que pode reduzir a quantidade de trabalho de correção.
A correção das deformações complexas da estrutura do pórtico é difícil e requer uma vasta experiência prática e técnicas especializadas. Geralmente, a deformação da estrutura deve ser corrigida em primeiro lugar, seguida da deformação da chapa de aço. Quando os pórticos fortes e fracos são adjacentes, o pórtico forte deve ser corrigido primeiro, seguido do pórtico fraco.
Se os quadros forem relativamente fracos, a correção do painel e do quadro pode ser feita alternadamente. Quando a espessura da placa varia, a placa grossa deve ser corrigida primeiro, seguida da placa fina. Ao corrigir uma determinada parte da deformação, considere o impacto nas partes adjacentes e na estrutura geral, e preste atenção aos requisitos de montagem do processo seguinte.
Os bordos livres da estrutura e a periferia de cada orifício na placa são propensos a dobras onduladas graves. Neste caso, a moldura à volta do furo deve ser corrigida em primeiro lugar e, em seguida, utilizar o método de aquecimento triangular para corrigir a deformação ondulada ao longo da moldura ou do bordo do furo, como se mostra na Figura 6-15.
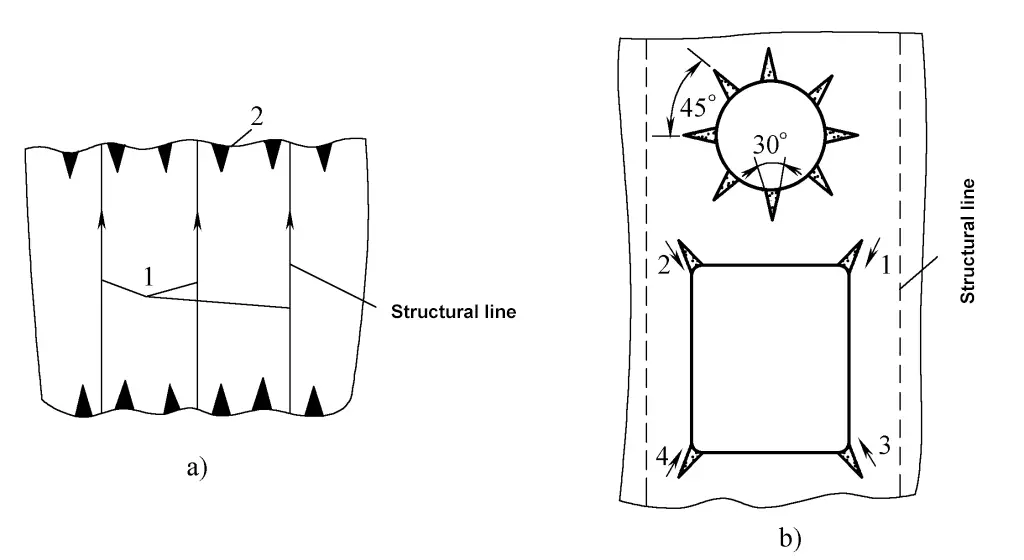
a) Correção do bordo livre do quadro
b) Correção à volta do buraco
As estruturas metálicas de grandes dimensões (tais como secções do casco, suportes de montagem) apresentam frequentemente deformações globais de empeno, como mostram as linhas tracejadas na Figura 6-16, após a soldadura, e a largura das secções também se altera. Nesta altura, as secções podem ser colocadas em travessas (com as travessas posicionadas perto dos lados da secção, deixando o meio suspenso), e são colocados objectos pesados no meio da secção, sendo depois aplicado um aquecimento de linha nas posições indicadas na Figura 6-16.
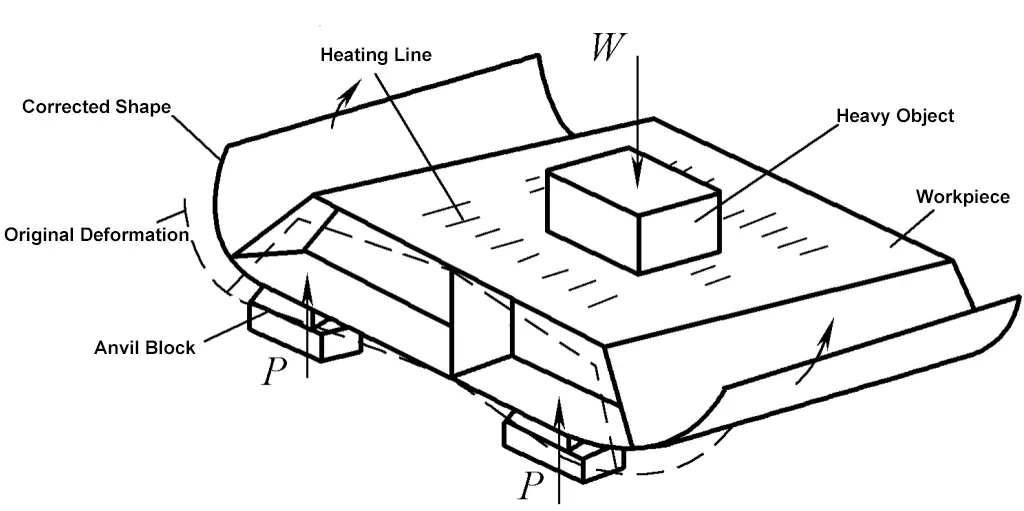
A flexão adicional causada pelo peso próprio da secção e pelos objectos pesados pode aumentar consideravelmente o efeito da correção da chama. Quando a secção apresenta uma deformação de empeno oposta, é então virada 180° e colocada de cabeça para baixo sobre as travessas para correção.
O diagrama da peça a corrigir é apresentado na Figura 6-17.
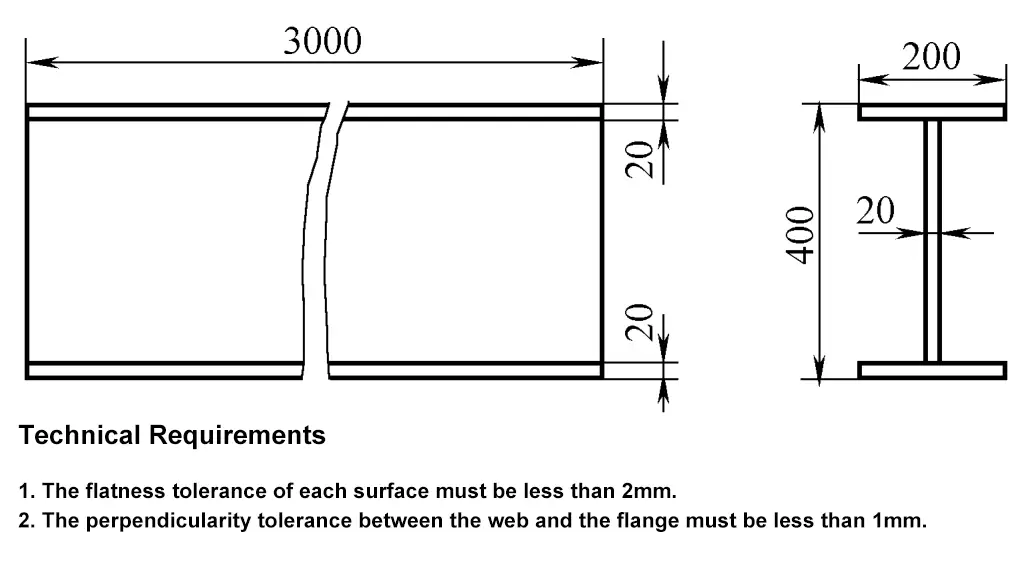
1) Preparar as ferramentas de aquecimento, o maçarico (H01-20), a garrafa de oxigénio, a garrafa de acetileno, o redutor de pressão, etc.
2) Preparar uma plataforma de 2000mm×3000mm.
3) Preparar ferramentas como parafusos de tensão, parafusos de compressão, placas de pressão, chaves ajustáveis, marretas, etc.
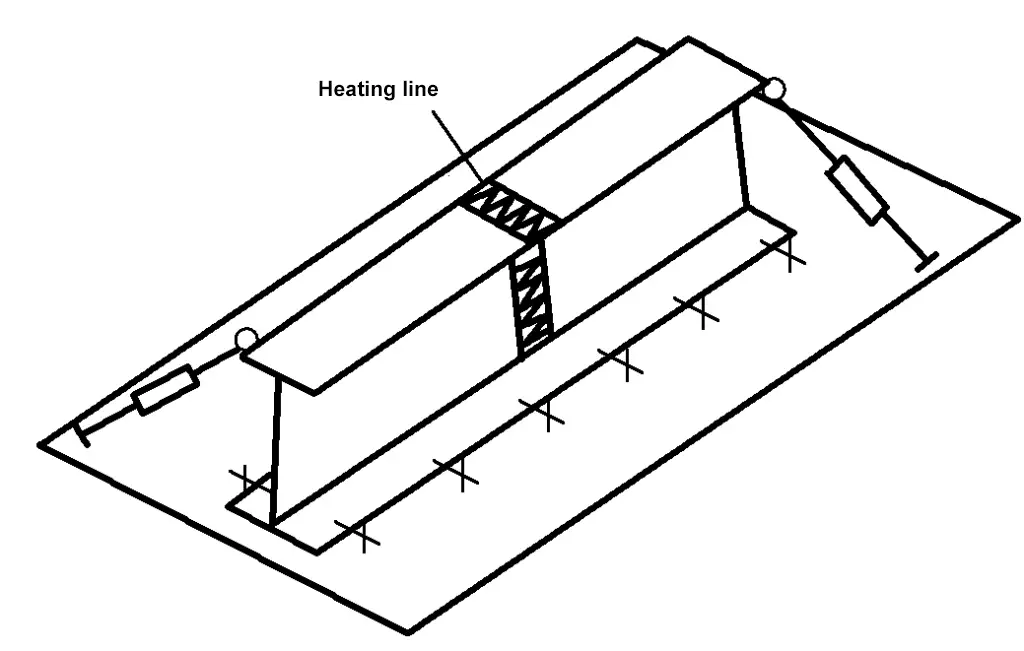
A viga I tem alta rigidez, além de exigir uma temperatura de aquecimento um pouco mais alta (750 ~ 800 ℃), a correção também precisa de assistência de força externa. Primeiro, fixe a viga I na plataforma e aperte-a diagonalmente em ambas as extremidades com parafusos de tensão e, em seguida, aqueça o flange superior no meio da viga. Se a torção for grave, o calor também pode ser aplicado à teia do meio.
Após o aquecimento, aperte as hastes dos parafusos para aplicar força externa para corrigir a torção. Se um aquecimento não for suficiente para corrigir totalmente a torção, repita o processo de correção, mas tente não sobrepor as posições de aquecimento com as anteriores. Considerando que a torção é uma deformação global, as posições de aquecimento devem ser sempre distribuídas simetricamente. Como se mostra na Figura 6-18.
A deformação por flexão da viga em I divide-se em arco vertical (flexão no plano da alma) e flexão lateral (flexão no plano do banzo). A correção do arco vertical e da flexão lateral da viga em I pode ser feita utilizando um método de aquecimento triangular. As posições de aquecimento devem estar no lado exterior da parte dobrada da peça de trabalho e devem ser distribuídas uniformemente. Para corrigir o arco vertical, aquecer principalmente a alma como se mostra na Figura 6-19a. Para corrigir a curvatura lateral, aquecer apenas a flange, como se mostra na Figura 6-19b.
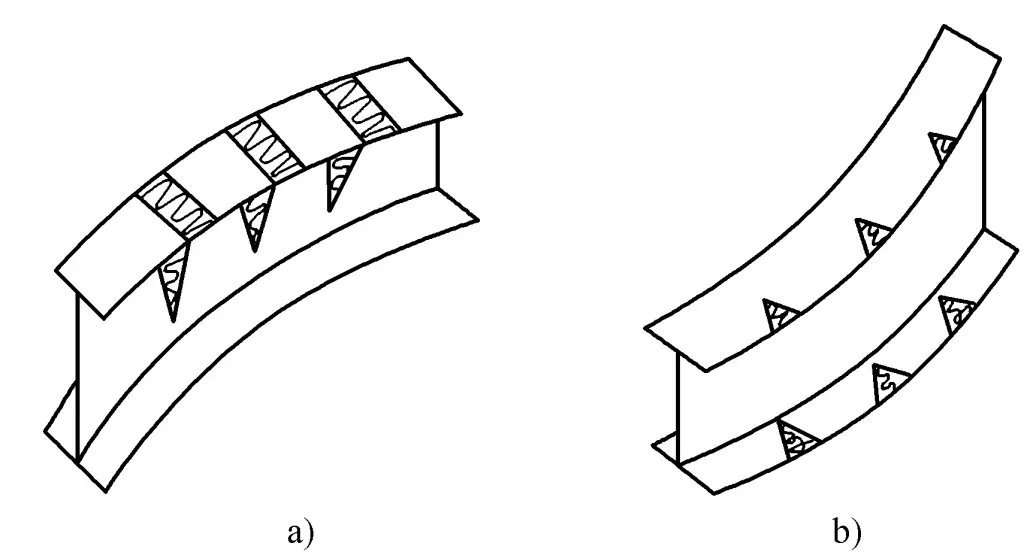
a) Correção do arqueamento vertical
b) Correção da flexão lateral
A qualidade das vigas em I soldadas corrigidas deve estar de acordo com as especificações da "Tabela de desvios admissíveis para o aço antes da utilização".







