
Dobragem de chapa metálica: Equipamentos e técnicas
A dobragem é uma competência crucial na metalurgia que nos permite criar projectos funcionais e estéticos. Este artigo explora as...
Nesta publicação do blogue, vamos explorar o equipamento essencial para o fabrico de chapas metálicas, desde máquinas de corte a cortadores a laser. Quer seja um profissional experiente ou um novato curioso, este guia irá apresentar-lhe as principais ferramentas e técnicas que tornam possível o fabrico moderno. Prepare-se para descobrir as máquinas que moldam o mundo à nossa volta!

Os principais equipamentos para o fabrico de componentes de chapa metálica incluem máquinas de corte, prensas (máquinas de perfuração), camas de rolomáquinas de flangear, máquinas de perfuração, máquinas de retificação, soldadura a gás e soldadura eléctrica, entre outras.

Também conhecida como máquina de corte de chapa. As máquinas de corte comummente utilizadas incluem as tesouras de pórtico, as tesouras vibratórias, as tesouras de laminagem e as tesouras hidráulicas.
Agora, tomemos como exemplo a tesoura de pórtico de 2,5 mm×1600 mm, que é comummente vista.
Nomeadamente: Tosquia Espessura - a espessura máxima é de 2,5 mm, a espessura mínima é de 0,5 mm; largura de corte - 1600 mm; ângulo de corte - 1 ° 30 ′; frequência de curso - 55 vezes / min; comprimento do backgauge - máximo 500 mm; potência do motor - 3 kW; faixa de corte - placa de aço de baixo carbono, cobre, alumínio e algumas placas de metal fino de baixa dureza.
A tesoura de pórtico é composta principalmente por uma cama, superfície da cama, lâminas superiores e inferiores, base, dispositivo de pressão e sistema de transmissão, e é um equipamento especial para cortar placas de metal finas. A cama de ferro fundido é o corpo principal de toda a máquina. A superfície plana da cama é usada para colocar a placa de corte, e o dispositivo de pressão é ajustado para fixar a placa de corte para evitar desalinhamento ou virar durante o corte.
O motor de 380V fornece a potência e, através do sistema de transmissão (correia, polia, biela, eixo excêntrico e outras peças), a potência é transmitida à lâmina superior para completar a ação de impacto vertical de cima para baixo. A lâmina inferior é fixada na base, e com a ação combinada das lâminas superior e inferior, a placa é cortada.
Para além de completar a ação de corte principal, o mecanismo de trabalho também tem um dispositivo de pressão, um medidor de retorno, um dispositivo de travagem e um dispositivo de segurança. O dispositivo de pressão funciona para pressionar firmemente a placa quando a lâmina superior se move para baixo para cortar, através de um mecanismo excêntrico, para evitar o desalinhamento e a viragem.
Os medidores frontais e traseiros e os medidores traseiros angulares são utilizados para alinhar a placa de amostra para cortar a placa de acordo com as especificações da placa de amostra.
O dispositivo de travagem é utilizado para controlar a árvore de cames do eixo principal para estar no ponto morto superior ao parar, e ajuda a equilibrar a estabilidade do movimento recíproco da lâmina superior. O dispositivo de segurança consiste em colocar uma placa de proteção à frente da lâmina para evitar acidentes de corte.
A tesoura de pórtico pode cortar peças ou espaços em branco com várias formas de contorno linear, tais como rectângulos, paralelogramos, trapézios, triângulos ou polígonos. As suas vantagens incluem a facilidade de utilização, alimentação simples, rapidez velocidade de cortee elevada precisão.
Ao cortar chapas metálicas grandes ou de baixa precisão, é possível marcar diretamente linhas na chapa e alinhar com a lâmina inferior antes de cortar. Para a produção em massa, também é possível marcar linhas de referência na mesa de trabalho em vez de utilizar um batente.
1) A manutenção e a utilização da máquina devem ser efectuadas por pessoal designado e os operadores devem estar familiarizados com o funcionamento da máquina.
2) O gume da lâmina deve ser mantido afiado e, se for detectado algum dano, deve ser imediatamente substituído.
3) Antes de colocar a máquina em funcionamento, verificar a qualidade da superfície da chapa metálica. Se existirem defeitos como cicatrizes duras ou escórias de soldadura, o corte não deve ser efectuado para evitar danificar a lâmina.
4) O funcionamento da máquina deve seguir rigorosamente os procedimentos de funcionamento e deve ser evitada a sobrecarga.
5) Em caso de fenómenos anormais durante a utilização, a máquina deve ser imediatamente parada para inspeção e reparação.
6) Após a utilização, a corrente deve ser cortada.
7) Após a manutenção da máquina, deve ser efectuado um ensaio de funcionamento, tendo em atenção o sentido de rotação do motor e a velocidade especificada.

Uma máquina de prensagem (também conhecida como prensa de punção) é um tipo de equipamento que pode tanto cortar como moldar materiais. Quando em uso, requer apenas uma mudança na estrutura e no tipo de molde: o primeiro usa uma matriz de corte, enquanto o segundo usa uma matriz de formação.
No processamento de peças de grandes dimensões, é utilizada uma prensa de grandes dimensões com uma força de 800 kN, enquanto que para peças médias e pequenas, são normalmente utilizadas prensas excêntricas e prensas de manivela com tonelagens mais pequenas, com especificações como 100 kN, 160 kN e 250 kN. Tomemos o exemplo de uma máquina de prensa inclinável de coluna dupla de tipo aberto de 100 kN para explicação.
Nomeadamente: Força nominal-100 kN, curso de deslizamento-45mm; altura máxima de fecho-180mm; área da mesa de trabalho-240mm×370mm; ângulo de inclinação máximo-35°; potência do motor-1,1 kW.
A máquina de prensa inclinável de coluna dupla de tipo aberto é um tipo de prensa de manivela. É alimentado por um motor elétrico e, através da transmissão e redução por correia, a roda motriz com transmissão por correia é o volante. A massa e o tamanho do volante são maiores do que os outros componentes, pelo que tem uma grande inércia durante o funcionamento, permitindo-lhe armazenar e libertar uma certa quantidade de energia para reduzir as flutuações causadas pela velocidade de rotação da máquina.
O volante está ligado ao veio principal (a cambota) através de uma embraiagem e a cambota acciona a biela, permitindo que a corrediça se desloque em linha reta ao longo da via.
A matriz superior é fixada na corrediça e a matriz inferior é fixada na mesa de trabalho. O mecanismo de funcionamento da máquina de prensagem baseia-se na ação de impacto da matriz superior e da matriz inferior para completar a perfuração, corte ou dobragem de chapas metálicas finas.
A máquina de prensagem é suportada por uma estrutura. A cama é o corpo principal que suporta as peças, e os materiais em branco e as peças de trabalho podem ser colocados na mesa de trabalho. A caixa eléctrica está instalada na parte inferior da cama, e o pedal controla a embraiagem para controlar o movimento e a paragem da matriz superior.
Equipada com ferramentas de corte e moldes apropriados, a máquina de prensagem pode ser utilizada para cortar, perfurar, abrir espaços em branco, dobrar e estiramento superficial, entre outros processos de conformação a frio. O corpo da máquina de prensagem pode ser inclinado num determinado ângulo para permitir que a peça de trabalho deslize para baixo a partir da matriz por si só. A máquina de prensagem pode efetuar punções e cortes simples ou contínuos.
1) Precauções antes do trabalho:
①Ordenar o local, remover quaisquer itens não relacionados e colocar os espaços em branco corretamente;
②Verifique a lubrificação das peças de acoplamento da máquina de prensagem e adicione óleo lubrificante suficiente;
③Verifique se a matriz de perfuração está instalada com segurança e se a borda de corte apresenta rachaduras, amassados ou danos;
④Ligue sempre o motor elétrico depois de a embraiagem estar desengatada;
⑤Teste a ação do travão, da embraiagem e do controlador quanto à flexibilidade, precisão e fiabilidade, e execute vários cursos sem carga;
⑥Preparar várias ferramentas necessárias para o trabalho.
2) Precauções durante o trabalho:
①Adicione regularmente óleo lubrificante;
②Não corte ou apare duas peças de chapa metálica ao mesmo tempo;
③Durante o trabalho, remova prontamente as rebarbas e as bordas residuais cortadas da mesa de trabalho e use um gancho para remoção, proibindo estritamente o uso direto das mãos. Se a peça de trabalho ficar presa na mesa da matriz, a máquina deve ser parada antes de limpá-la;
④Ao realizar o desenho raso, preste atenção à limpeza do espaço em branco e aplique um pouco de óleo lubrificante na peça de trabalho;
⑤Ao utilizar o interrutor de pé, certifique-se de que retira o pé a tempo de evitar uma ativação acidental e acidentes;
⑥Não tocar na matriz enquanto a máquina de prensagem estiver a funcionar;
⑦Se for detectada qualquer operação anormal (como a queda livre da corrediça, batidas ou ruídos anormais, rebarbas no produto acabado ou má qualidade), a máquina deve ser parada imediatamente e devem ser procuradas soluções e contramedidas;
⑧Não desmonte dispositivos de proteção de segurança (tais como coberturas, invólucros, etc.) à vontade.
3) Precauções após o trabalho: ①Desengate a embreagem, ou seja, desengate a embreagem e desligue a energia; ②Limpe os resíduos e a área de trabalho; ③Organize as ferramentas e os componentes dos produtos perfurados e coloque-os no local apropriado; ④Limpe o corpo da máquina e a matriz.

Uma máquina laminadora, também conhecida como máquina laminadora de chapas, é um tipo de equipamento que produz deformações de flexão em chapas planas através da rotação dos eixos dos rolos. Tomemos o exemplo de uma máquina de laminação de três rolos de 2mm×1500mm para explicação.
Nomeadamente: Espessura máxima da placa-2mm; largura máxima da placa-1500mm; diâmetro mínimo para fazer tubos-150mm; velocidade do eixo do rolo de trabalho-35r/min; diâmetro do eixo do rolo-100mm; potência do motor-3kW; velocidade do motor-950r/min.
A máquina de laminação de três rolos é composta por três eixos de rolos simétricos ou assimétricos. A potência primária provém de um motor elétrico de 380V, que é transmitido aos eixos de rolos superior e inferior e ao eixo de regulação através de um sistema de engrenagens. O espaçamento entre os três eixos de rolos pode ser ajustado em qualquer altura, de acordo com o tamanho da raio de curvatura da placa.
A disposição dos três eixos de rolos é mostrada na Figura 1-41, com dois tipos: simétrico e assimétrico. A sua caraterística comum é que o ponto mais baixo do eixo do rolo superior é mais baixo do que os pontos mais altos dos dois eixos do rolo inferior.
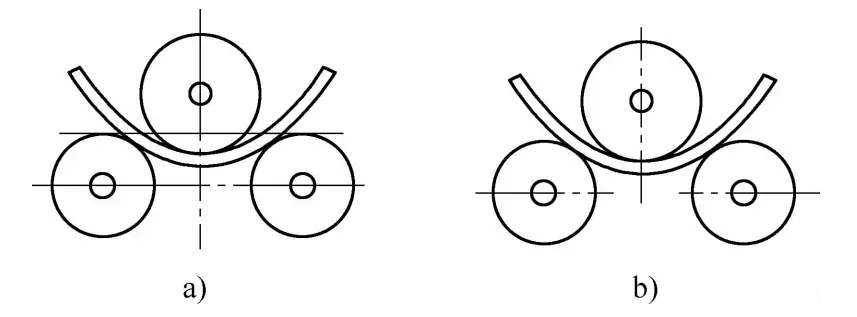
a) Tipo simétrico
b) Tipo assimétrico
A chapa metálica é automaticamente avançada e dobrada sob a ação combinada da pressão e fricção dos rolos rotativos. O grau de curvatura da chapa metálica depende da posição relativa dos rolos, da espessura do material e das suas propriedades mecânicas.
Este torno de rolo pode enrolar folhas de metal com uma espessura de 2 mm e uma largura inferior a 1500 mm em peças cilíndricas com curvatura constante, peças com curvatura variável, bem como peças cónicas com curvatura constante ou variável.
1) Antes de colocar a máquina em funcionamento, lubrifique-a primeiro e verifique se todas as peças da máquina estão a funcionar corretamente. Se forem detectados problemas, estes devem ser resolvidos rapidamente.
2) Evitar a sobrecarga durante o funcionamento.
3) Após o funcionamento, cortar a alimentação eléctrica e limpar a máquina.

A máquina de flangear, também conhecida como máquina de dobraré utilizado principalmente para dobrar a chapa metálica cortada ao longo de uma linha reta para obter os cantos angulares de 90° desejados.
A máquina de flangear é constituída por um motor elétrico, um mecanismo de transmissão, uma viga superior, uma viga inferior, uma viga dobrável e uma estrutura de base. As vigas superior e inferior são compostas por dois módulos correspondentes a um ângulo de 90°, em que o módulo superior sobressai num ângulo de 90° e o módulo inferior apresenta uma ranhura transversal rebaixada de 90°.
A ranhura transversal rebaixada a 90° do módulo inferior é fixada na base da máquina de flangear. A peça de trabalho pode ser colocada na viga inferior, com a peça de trabalho posicionada contra um bloco de paragem. O motor elétrico fornece a potência primária e, através do sistema de transmissão, acciona o movimento da viga superior e da viga de dobragem.
A viga superior exerce pressão sobre a peça de trabalho, enquanto a viga de dobragem roda para dobrar a peça de trabalho, criando assim o flange. O processo de flangeamento é o seguinte: a chapa metálica cortada é colocada na ranhura rebaixada do módulo inferior, alinhando a linha reta desenhada na chapa com a linha do canto inferior da ranhura rebaixada do módulo inferior.
Em seguida, o motor elétrico é ligado e, através do sistema de transmissão, move lentamente o módulo superior para baixo até que os módulos superior e inferior estejam completamente fechados, fazendo com que a chapa metálica se enrole em ambos os lados da linha reta, obtendo o canto angular de 90° desejado.
1) Antes do trabalho, a área de trabalho deve ser limpa, as peças a serem dobradas devem ser empilhadas ordenadamente e todos os orifícios de lubrificação da máquina devem ser preenchidos com óleo lubrificante.
2) De acordo com a largura da flange da peça de trabalho e os requisitos do processo, ajustar a posição do bloco de paragem, o espaço entre a viga de dobragem e a viga superior e o ângulo de rotação da viga de dobragem.
3) Após o trabalho, a energia deve ser desligada primeiro e, em seguida, a máquina deve ser limpa.
4) Limpar o local de trabalho e empilhar corretamente as peças de trabalho.

Uma máquina de perfuração utilizada para efetuar furos em peças sólidas é designada por máquina de perfuração. O principal objetivo de uma máquina de perfuração é processar furos em componentes, tais como furos de rebites, parafusos e pinos para ligações, furos de instalação para peças de transmissão e rolamentos, furos de rosca, furos de óleo e vários outros furos de processamento.
Ao efetuar furos ou alargamentos, a peça de trabalho deve permanecer fixa. A ferramenta de corte (ou seja, a broca) pode efetuar dois movimentos coordenados: um movimento de corte rotativo contínuo em torno do seu próprio eixo e um movimento de avanço para baixo ao longo do eixo. O operador segura o manípulo de avanço e aplica gradualmente a força adequada para baixo.
Quando o furo está prestes a penetrar, a força no punho de alimentação deve ser gradualmente reduzida para evitar que a broca levante a peça de trabalho e cause ferimentos. As máquinas de perfuração podem geralmente ser divididas em três tipos: berbequins de bancada, berbequins de braço radial e berbequins eléctricos portáteis.
1) Broca de bancada:
Os berbequins de bancada mais pequenos colocados na bancada são designados por berbequins de bancada, que existem em dois tipos: de mesa e de chão. O berbequim de bancada de mesa é normalmente fixado na bancada de trabalho, com um diâmetro máximo de perfuração de 13 mm e um diâmetro mínimo de perfuração de 0,1 mm. O berbequim de bancada é compacto, flexível e fácil de utilizar, servindo como equipamento principal para efetuar furos de pequeno diâmetro em peças pequenas.
O berbequim de bancada maior é do tipo de chão, que é ligado ao solo com parafusos de posicionamento da base.
O berbequim de bancada é composto por um motor elétrico, uma caixa de velocidades do fuso, uma coluna, uma caixa de alimentação, uma mesa de trabalho do fuso e uma base da máquina. A caixa de velocidades do fuso está equipada com um dispositivo de velocidade variável, sendo as velocidades mais elevadas geralmente escolhidas para perfurar pequenos orifícios e as velocidades mais baixas para perfurar orifícios maiores. Está disponível em vários diâmetros máximos de perfuração, tais como 25 mm, 35 mm, 40 mm e 50 mm, sendo as suas especificações indicadas pelo diâmetro máximo de perfuração.
Existem vários estilos e tamanhos de berbequins de bancada, mas a sua construção e princípios de funcionamento são fundamentalmente os mesmos: o motor elétrico transmite a potência, fazendo com que a broca rode e complete a ação de corte, enquanto o manípulo de avanço controla a velocidade de avanço.
2) Broca radial:
A prensa de perfuração radial tem uma estrutura mais complexa, um elevado grau de automatização e uma vasta gama de aplicações, o que a torna uma prensa de perfuração grande de alta precisão adequada para o processamento de furos de peças de trabalho grandes, geralmente com diâmetros de perfuração relativamente grandes.
A prensa de perfuração radial é constituída por uma coluna, um braço, uma caixa de fuso, um fuso, uma mesa de trabalho e uma base de máquina. A caixa do fuso está suspensa no braço e pode mover-se para a esquerda e para a direita no braço. Uma extremidade do braço envolve a coluna, e o braço pode rodar em torno do eixo da coluna e mover-se para cima e para baixo ao longo da coluna.
A posição do braço é fixada por um dispositivo de travagem, permitindo que a caixa do fuso seja alinhada com a peça de trabalho em qualquer posição dentro do comprimento permitido do braço. O fuso está equipado com um mandril de perfuração na parte inferior, capaz de efetuar furos de qualquer posição e tamanho na peça de trabalho.
3) Berbequim elétrico de mão:
O berbequim elétrico portátil é uma ferramenta de perfuração portátil alimentada por eletricidade, sendo a ação de alimentação completada pela força de empurrar pessoal do operador. As suas características incluem a flexibilidade, a portabilidade e a ausência de restrições espaciais. Para peças grandes ou peças com aberturas relativamente pequenas e imóveis, é mais conveniente utilizar um berbequim elétrico portátil.
A tensão de alimentação do berbequim elétrico é de 220V ou 36V, e as especificações de tamanho são divididas com base no diâmetro máximo de perfuração, como 6mm, 10mm, 13mm, etc. Existem dois tipos: de punho de pistola e de mão.
Precauções para efetuar furos
1) Ao utilizar um berbequim elétrico de mão, deve prestar-se atenção à segurança eléctrica, como garantir uma ligação de energia segura, um elevado nível de isolamento para evitar fugas eléctricas e a instalação de disjuntores de corrente residual durante a cablagem.
2) A broca deve ser fixada de forma segura e, durante o processo de perfuração, deve ser regularmente arrefecida, por exemplo, através da pulverização de uma solução de água.
3) Ao efetuar furos de passagem, reduzir a velocidade de avanço imediatamente antes da abertura. Se estiver a utilizar o avanço automático, mude para o avanço manual nesta altura. A força descendente aplicada ao punho de avanço deve ser minimizada para evitar que a broca levante a peça de trabalho e provoque ferimentos.
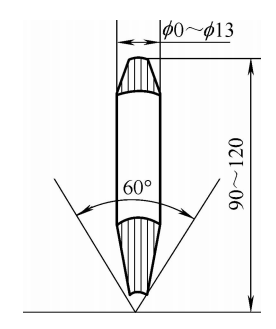
4) Quando o diâmetro do furo é superior a 30 mm, deve ser efectuado em duas fases. Primeiro, efetuar um pequeno furo com um diâmetro superior à largura da aresta de corte da broca maior para reduzir a força axial (geralmente, utiliza-se uma broca com um diâmetro de aproximadamente ~ do diâmetro do furo para efetuar primeiro o pequeno furo).
5) Antes de efetuar furos de passagem, ajustar o batente no eixo da máquina de furar à profundidade necessária ou colocar um anel de posicionamento na broca.
6) Quando o material é duro ou a profundidade de perfuração é significativa, a broca deve ser continuamente retirada do furo durante o processo de perfuração para remover as aparas e evitar que a broca sobreaqueça ou fique encravada e partida por aparas de metal.

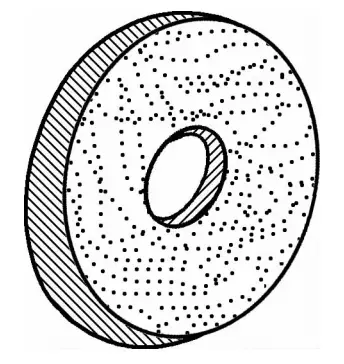
Durante o processo de fabrico ou reparação, é necessário remover as rebarbas e saliências produzidas na peça de trabalho. Neste processo de remoção, é utilizado um disco plano composto por uma mistura de partículas adesivas e abrasivas, a que se dá o nome de mó (ver Figura 1-42). O equipamento utilizado para remover, por fricção, o excesso de material residual da peça de trabalho é designado por máquina de retificação.
A mó é montada no eixo do rotor mecânico. A rotação de alta velocidade do rotor mecânico acciona a rotação síncrona da mó. Utilizando a mó rotativa de alta velocidade para remover por fricção o excesso de material residual da peça de trabalho.
Existem dois tipos comuns de máquinas de retificação nas fábricas: as máquinas de retificação de bancada e as máquinas de retificação manuais.
1)Máquina de moagem de bancada:
Existem dois tipos de rectificadoras de bancada. Uma é pequena e está fixada na bancada de trabalho e a outra é um tipo maior, de chão, com uma base fixa ao solo.
Uma máquina de esmerilar de bancada tem um motor elétrico fechado e fixo na estrutura do motor. O rotor do motor elétrico é um eixo passante, com uma mó fixada em cada extremidade do eixo, presa por parafusos de aperto e uma placa de proteção. A mó está equipada exteriormente com uma cobertura de proteção ligada à caixa da máquina de moer.
A retificadora de piso grande tem uma plataforma de apoio em ambas as extremidades do corpo da máquina, usada para apoiar peças grandes ou pesadas para reduzir a força manual necessária. A plataforma de apoio pode ser ajustada para cima e para baixo, para a frente e para trás, para ajustar a distância entre as peças. Existem quatro parafusos na plataforma de apoio para a fixar no lugar. A distância entre a plataforma de apoio e a borda do rebolo é geralmente entre 5-10mm.
À medida que o rebolo é consumido e desgastado, a folga entre a plataforma de apoio e a borda do rebolo deve ser ajustada atempadamente. Se não for ajustada a tempo, se a folga for demasiado grande, a peça de trabalho tem tendência a ficar presa durante o processo de fricção.
2)Máquina de moagem manual:
É um tipo de máquina de retificação que é móvel e não está limitada pelas condições do local ou de orientação. Durante o funcionamento, a peça a ser rectificada é mantida no lugar e a máquina de retificar move-se em torno da peça fixa para retificar. A máquina de esmeril portátil tem apenas um rebolo, que está firmemente fixado a uma extremidade do eixo passante do rotor do motor elétrico.
A mó está equipada externamente com uma cobertura de proteção ligada ao corpo da máquina, servindo de proteção de segurança. Os cabos do motor elétrico estão temporariamente ligados à linha de alimentação. Uma das extremidades da caixa alongada da máquina de esmerilar é uma pega, perto da mó, e a outra extremidade é uma pega, com um botão de comutação no corpo da máquina.
Durante o funcionamento, o operador agarra no punho e na pega com as duas mãos, aplica uma força uniforme e toca ligeiramente na peça a ser rectificada.
1)Antes de usar a máquina de moer, verifique se há rachaduras no rebolo e deixe-o funcionar vazio por 1 minuto.
2)Os operadores que utilizam a máquina de moer devem usar óculos de segurança.
3)Ao moer a peça de trabalho, a força deve ser aplicada uniformemente, não excessivamente. Quando a peça de trabalho aquece, deve ser imediatamente arrefecida em água.
4)Verifique regularmente a plataforma de suporte e ajuste-a conforme necessário para garantir uma folga de 5-10 mm.
5)Os operadores devem ficar ao lado da máquina de esmerilhar, e não diretamente à frente do rebolo, para evitar que não consigam evitar acidentes.
6)A máquina de moer deve estar equipada com uma cobertura de proteção para garantir a segurança pessoal.
7)Ao manusear a máquina de moer manual, manuseie-a com cuidado e, durante a operação, fique firme e segure-a com segurança.
8)O isolamento dos cabos da retificadora portátil deve ser mantido em um bom nível e, durante a operação, deve ser equipado com disjuntores de corrente residual.

A mistura de acetileno de gás combustível e oxigénio de gás oxidante pode gerar temperaturas tão elevadas como (3-4) × 10^3°C quando queimada. Quando dirigida a chapas de aço com baixo teor de carbono, a chama de alta temperatura pode queimar diretamente a chapa de aço. Este equipamento, que utiliza o gás misto para queimar as chapas de aço, é designado por corte a gás.
Dependendo das diferentes proporções de misturas de oxigénio e acetileno, podem ser obtidos três tipos diferentes de chamas: chama neutra, chama carburizante e chama oxidante.
1) Chama neutra: Quando a relação entre o oxigénio e o acetileno é de 1 para 1,2, obtém-se uma chama neutra, em que o gás resultante da combustão não contém nem excesso de oxigénio nem excesso de acetileno. A chama neutra é utilizada principalmente para cortar e soldar chapas finas de aço de baixo carbono.
2) Chama de carburação: Quando a relação entre o oxigénio e o acetileno é inferior a 1 (geralmente cerca de 0,85 a 0,95), obtém-se uma chama de cementação, na qual algum acetileno permanece não queimado no gás após a combustão. A chama de cementação é utilizada principalmente para a soldadura de chapas finas de aço de baixo carbono e para o tratamento de cementação das superfícies de algumas chapas de aço.
3) Chama oxidante: Quando a relação entre o oxigénio e o acetileno é superior a 1,2 (normalmente cerca de 1,3 a 1,7), obtém-se uma chama oxidante, em que o gás resultante após a combustão contém excesso de oxigénio. A chama oxidante é utilizada principalmente para cortar chapas grossas de aço de baixo carbono, com a razão da chama oxidante a aumentar à medida que a espessura da chapa de aço aumenta.
1) As garrafas de acetileno e de oxigénio devem ser armazenadas separadamente, com uma distância superior a 10 metros entre elas.
2) As garrafas de acetileno devem ser mantidas na posição vertical e não colocadas na horizontal.
3) Manusear as garrafas de acetileno e de oxigénio com cuidado, evitando qualquer colisão fortuita.
4) As garrafas de acetileno e de oxigénio não devem ser expostas à luz solar direta e devem ser mantidas afastadas de fontes de calor. Se necessário, deve ser instalado um guarda-sol.
5) Em caso de flashback durante o trabalho, a válvula de oxigénio deve ser desligada primeiro, seguida da válvula de acetileno.

A soldadura eléctrica refere-se à soldadura de metais realizada utilizando a alta temperatura gerada por um arco elétrico.
1) Formas de juntas de soldadura:
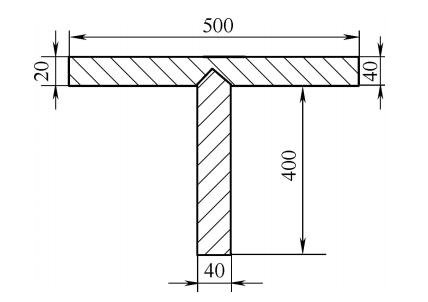
Existem geralmente quatro tipos de formas de junta: junta de topo, junta sobreposta, junta em T e junta de canto (consultar a Figura 1-43). Comparação das formas de junta: Em termos de resistência da soldadura, a junta em T é a melhor, sendo normalmente utilizada na soldadura de peças grandes em navios. A junta sobreposta é melhor do que a junta de topo, a junta de topo é melhor do que a junta de canto, e a junta de canto tem a resistência mais baixa. Por conseguinte, a soldadura em áreas importantes deve evitar, tanto quanto possível, as juntas de canto.
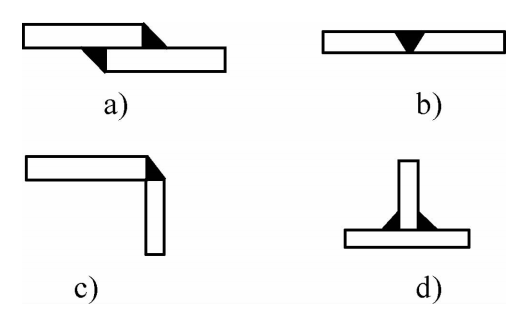
a) Junta sobreposta b) Junta de topo c) Junta de canto d) Junta em T
2) Formas de cordão de soldadura:
Os cordões de soldadura podem ser divididos em soldadura plana, soldadura de filete, soldadura vertical e soldadura suspensa com base na posição espacial. Com base nos tipos estruturais, podem ser classificadas como soldadura de topo, soldadura de canto e soldadura de encaixe. Em termos de continuidade, podem ser soldadura contínua ou soldadura intermitente. Com base no modo de trabalho, podem ser soldadura de trabalho ou soldadura de apoio.
Comparação dos cordões de soldadura: Em termos de qualidade e de progresso do trabalho, a soldadura plana é a melhor, superior aos outros cordões de soldadura. Seguem-se o cordão de soldadura em ângulo, a soldadura vertical e a soldadura por cima, sendo a soldadura por cima a menos favorável. Por conseguinte, sempre que possível, os outros tipos de cordões de soldadura devem ser convertidos em cordões de soldadura planos (ver Figura 1-44).
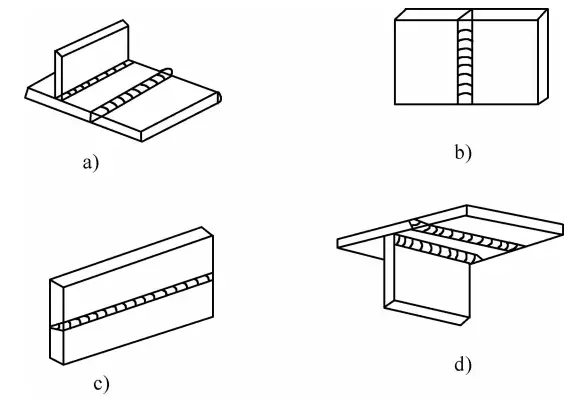
a) Cordão de soldadura plano b) Cordão de soldadura vertical c) Cordão de soldadura horizontal d) Cordão de soldadura suspenso
3) Precauções para operações de soldadura eléctrica:
1. antes de iniciar o trabalho, usar vários equipamentos de proteção do trabalho de acordo com as normas e requisitos, tais como sapatos e luvas isolados, e depois iniciar a operação.
2. evitar trabalhar ao ar livre em condições de chuva e em áreas húmidas ou molhadas para evitar acidentes com choques eléctricos.
3. ao trabalhar em contentores fechados, assegurar a ventilação e remover imediatamente os fumos.
4. não exceder o tempo de operação de soldadura para evitar danificar a máquina de soldar ou os cabos.
5. depois de concluir o trabalho, desligar imediatamente a alimentação, arrumar a área de trabalho e organizar os cabos.
As ferramentas manuais podem ser divididas em quatro tipos com base nos seus procedimentos e processos de funcionamento: ferramentas de medição, ferramentas de marcação, ferramentas de corte e ferramentas de modelação.
As ferramentas utilizadas para medir as dimensões, comprimentos, ângulos, tamanhos de arcos, bem como os diâmetros interior e exterior e a espessura de componentes e materiais durante os processos de corte são coletivamente designadas por ferramentas de medição.
Utilizado para medir distâncias em linha reta, incluindo os seguintes estilos e especificações.
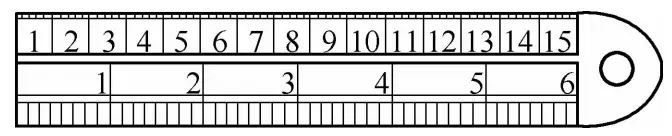
1) Régua de aço:
uma ferramenta de medição comummente utilizada, disponível em unidades métricas e em polegadas. Os tamanhos mais comuns incluem 150mm (6in), 200mm (8in), 300mm (12in), 500mm, 600mm, 1000mm, 2000mm, etc. A unidade de medida mais pequena é em milímetros (mm). A Figura 1-45 mostra uma régua de aço de 150 mm, marcada com escalas em polegadas e milímetros.
2) Fita métrica:
Disponível nas variedades de aço e de tecido. A fita métrica de aço é feita de uma longa e fina tira de aço, que pode ser totalmente recolhida para dentro da sua caixa quando não está a ser utilizada. A fita de aço está marcada com escalas métricas.
Os tamanhos mais comuns incluem 1m, 2m, 3m, 5m, etc. A extremidade frontal da fita métrica de aço tem um pequeno gancho para medir distâncias de pequenas estruturas e para evitar que a fita inteira se recolha para dentro da caixa. A unidade de medida mais pequena para a fita métrica de aço é em milímetros (mm).
A fita métrica de pano é feita de couro sintético ou fita de tecido e pode ser totalmente recolhida na sua caixa quando não está a ser utilizada. Geralmente, é fornecida em dois tamanhos, 20 m e 50 m. A superfície da fita métrica de tecido está marcada com escalas, com a distância de medição mais pequena em centímetros (cm).
Uma ferramenta utilizada para medir e criar ângulos. As ferramentas de medição de ângulos incluem principalmente o esquadro, o transferidor, o transferidor universal de bisel e a régua de medição de ângulos.
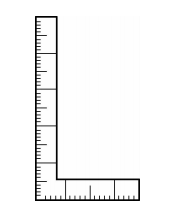
1) Quadrado:
Também conhecida como régua angular de 90°, é formada pela soldadura de duas réguas rectas de comprimentos diferentes para formar um ângulo de 90°. A superfície está marcada com escalas métricas e tem geralmente 250 mm × 500 mm. É utilizada para medir se duas superfícies de uma peça de trabalho são perpendiculares ou para desenhar linhas verticais na mesma (ver Figura 1-46).
2) Transferidor:
O transferidor é uma ferramenta que pode ser fabricada pelo próprio utilizador. Esta ferramenta pode medir vários ângulos internos e externos em componentes de equipamentos e também pode ser utilizada como um modelo para desenhar diretamente linhas em chapas metálicas (ver Figura 1-47).
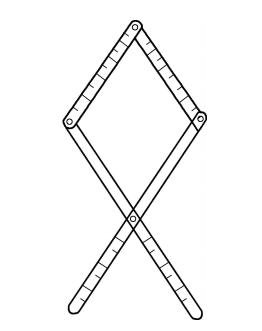
O princípio de construção de um transferidor baseia-se nas características de um losango, em que os quatro lados são simétricos e iguais, os ângulos superior e inferior são iguais e os ângulos opostos são iguais.
O processo de fabrico de um transferidor:
① Faça quatro tiras de igual largura, duas compridas e duas curtas, sendo a tira comprida o dobro do comprimento da curta.
② Marque cada tira a distâncias iguais para medição.
③ Faça dois furos em cada tira, com os furos nas quatro tiras igualmente espaçados.
④ A "cabeça" do transferidor é constituída por duas tiras curtas e a "cauda" é constituída por duas tiras longas. Os orifícios de uma extremidade das duas tiras curtas são sobrepostos e articulados com um eixo. Os orifícios da outra extremidade das duas tiras curtas são sobrepostos aos orifícios da extremidade anterior das duas tiras longas e articulados com uma haste. O orifício central das duas tiras longas é sobreposto e articulado com uma haste.
⑤ Depois de as quatro tiras serem ligadas, formam uma forma de peixe, que pode ser facilmente ajustada em tamanho. Independentemente da forma como é rodado, os ângulos na "cabeça" e na "cauda" são sempre iguais. A "cabeça" é utilizada para medir os ângulos internos e a "cauda" é utilizada para medir os ângulos externos.
3) Transferidor Universal de Bisel:
É constituída por duas réguas, uma régua de ângulo interno e uma régua de ângulo externo, e pode medir a posição relativa e a distância entre parafusos e orifícios em equipamentos e componentes. Esta ferramenta é fácil de utilizar, cómoda, rápida e altamente precisa.
① Construção do transferidor universal de bisel (ver Figura 1-50):
É composto por um disco de escala de 180° com uma pega e quatro tiras ajustáveis articuladas, duas longas e duas curtas. As duas tiras curtas são utilizadas para medir ângulos no equipamento e nos componentes, e as barras das duas tiras longas são fixadas no bordo superior do disco da balança. A outra extremidade de uma das tiras longas coincide com a escala no disco e pode rodar livremente dentro do disco de escala de 180°, e o valor que aponta é o ângulo medido.
As quatro tiras são articuladas entre si com orifícios igualmente espaçados, utilizando quatro veios de igual diâmetro para formar um losango, que pode ser ajustado em tamanho e fixado para medir ângulos.
② Princípio de funcionamento:
O transferidor universal de bisel é composto por quatro tiras articuladas que formam um losango, utilizando os princípios de um losango em que os quatro lados são iguais, os ângulos opostos são iguais, os ângulos opostos são iguais e os ângulos correspondentes são iguais. Ao medir os ângulos internos, as duas tiras curtas são móveis, fazendo com que as tiras longas se movam, e a extremidade da tira longa móvel gira no disco da escala. O valor que aponta no disco da escala é o ângulo medido, porque o ângulo entre as duas tiras longas no disco da escala é o ângulo medido pelas duas tiras curtas, ou seja, os ângulos correspondentes são iguais (ver Figura 1-48a).
O transferidor universal de chanfros é composto por uma régua de ângulos internos e uma régua de ângulos externos que funcionam como um conjunto. A régua angular interna é utilizada para medir ângulos internos e a régua angular externa é utilizada para medir ângulos externos. A construção da régua angular externa é basicamente a mesma que a da régua angular interna, exceto que as duas tiras curtas são removidas, deixando apenas as duas tiras longas (ver Figura 1-48b).
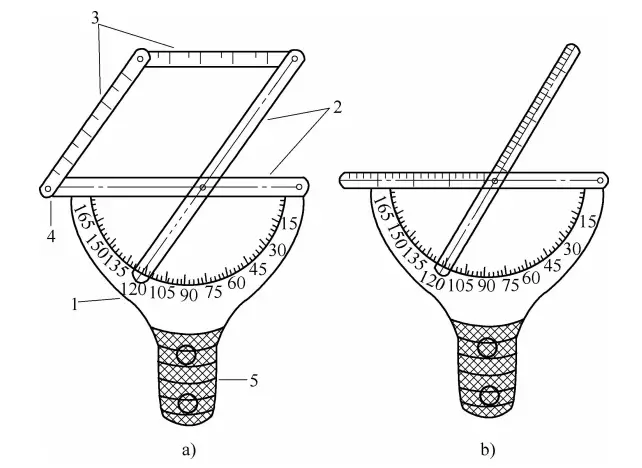
a) Transferidor de ângulos internos b) Transferidor de ângulos externos
1 - Escala Vernier 2 - Lâmina longa 3 - Lâmina curta 4 - Eixo de rotação 5 - Punho
4) Régua de medição de ângulos:
É uma ferramenta especializada para medir ângulos, que pode ser utilizada para traçar diretamente linhas e cortar produtos e materiais sem utilizar um transferidor. Pode produzir qualquer ângulo dentro de 180° e pode também dividir ângulos conhecidos de forma arbitrária.
Características estruturais e princípio de funcionamento: A régua de medição de ângulos é constituída por duas placas em forma de leque sobrepostas, sem a parte central, formando um semicírculo oco. O arco do semicírculo é marcado com uma escala de 180°, e uma linha de escala de 180 mm de comprimento é marcada na parte inferior central da placa em forma de leque.
Os números estão marcados abaixo da linha de escala e duas barras, uma longa e outra curta, estão articuladas nas extremidades superiores das duas placas. As barras longas e curtas podem mover-se livremente dentro da placa em forma de leque, com a barra longa a coincidir com a linha de escala de 180 mm sob a placa em forma de leque e a barra curta a mover-se livremente ao longo do arco do semicírculo dentro da placa em forma de leque.
As barras longa e curta intersectam-se no arco do semicírculo e o ponto de intersecção representa o ângulo, sendo o número correspondente ao ponto de intersecção na linha da escala o ângulo medido (ver Figura 1-49).
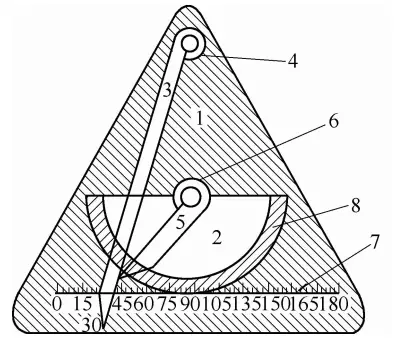
1 - Placa de sector
2 - Placa de sector com centro oco
3 - Lâmina longa móvel
4 - Eixo pivotante da lâmina longa
5 - Lâmina curta móvel
6 - Eixo de rotação da lâmina curta
7 - Linha de graduação de 180 mm
8 - Descanso de lâmina curto
O princípio de funcionamento da régua de medição de ângulos encontra-se na secção "Método para traçar qualquer ângulo em geometria plana", na primeira secção de geometria plana.
A régua de curvas é uma ferramenta utilizada para medir o arco e a curva de peças de produtos durante o corte. Pode medir curvas côncavas e convexas, ou seja, arcos internos e externos.
1) Estrutura principal da régua de curvas:
A régua de curvas é constituída por uma calha oca deslizante com uma pega e duas barras de placa ajustáveis, longas e curtas, ligadas por vários elos de corrente. O centro da corrente é fixado na parte superior da pega do carril deslizante oco. As extremidades da corrente estão ligadas a uma das extremidades das duas barras de chapa ajustáveis.
Os orifícios sobrepostos nas outras extremidades das duas barras são fixados no interior da pista de deslizamento oca por um parafuso de eixo concêntrico. Os lados da corrente podem mover-se para cima e para baixo, sendo o movimento para cima utilizado para medir arcos externos e o movimento para baixo para medir arcos internos.
2) Princípio de funcionamento:
Quando se medem arcos internos, o eixo concêntrico das barras de lâminas move-se para baixo dentro do trilho deslizante oco do punho, empurrando simultaneamente os elos da corrente para se apertarem contra o objeto a ser medido. Quando a posição do arco do objeto coincide com a da régua de curvas, o parafuso do eixo concêntrico das barras da placa é apertado para fixar a régua de curvas (ver Figura 1-50b).
Quando se medem arcos externos, as barras de chapa ligadas ao eixo concêntrico movem-se para cima dentro do trilho deslizante oco do manípulo, empurrando simultaneamente os elos da corrente para se apertarem contra o objeto a ser medido. Quando a posição do arco do objeto coincide com a da régua de curvas, o parafuso do eixo concêntrico das barras de placa é apertado para fixar a régua de curvas (ver Figura 1-50c).
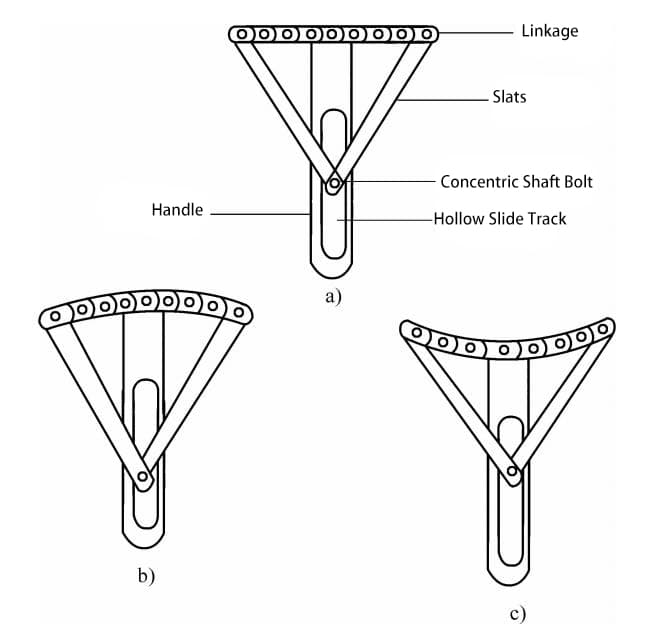
a) Estrutura da régua de curvas b) Medir curvas internas c) Medir curvas externas
Também conhecido como paquímetro, é utilizado para medir os diâmetros interior e exterior de peças cilíndricas ou tubulares, bem como a espessura de chapas metálicas. Existem dois tipos: os calibres internos, para medir o tamanho de aberturas ou ranhuras, e os calibres externos, para medir o diâmetro exterior de peças cilíndricas ou tubulares, bem como a espessura de peças e chapas metálicas.
Tanto o paquímetro interno como o externo são ferramentas de medição indireta. Após a medição, é necessário compará-los com uma régua de aço para confirmar as dimensões.
A traçagem é o processo de marcação dos limites de maquinagem de uma peça na matéria-prima, com base no desenho ou na peça real. As ferramentas utilizadas para a traçagem incluem pinos de traçagem, compassos, arestas rectas longas, réguas de aço, transferidores, escalas triangulares, esquadros em T, curvas flexíveis, cortes, linhas de giz, martelos e traçadores.
Fabricado em aço-carbono para ferramentas, com um diâmetro de cerca de 3 a 5 mm e um comprimento de cerca de 200 a 300 mm, o pino de marcação tem um ângulo de ponta de 15° a 20°, com a extremidade pontiaguda a rondar os 20 mm, e é submetido a um tratamento de têmpera. Ao utilizar uma cavilha de marcação, é essencial ter ferramentas de orientação como assistência, tais como uma régua de aço, uma escala triangular ou um esquadro.
Durante a marcação, a extremidade pontiaguda do alfinete de marcação deve ser colocada junto à ferramenta de guia, com a parte superior inclinada para fora 15° a 20° e inclinada cerca de 50° na direção do movimento do alfinete de marcação. Pode ser utilizado em vez de um riscador e de uma linha de giz quando se pretende cortar material.
São utilizadas para desenhar círculos, medir ângulos, dividir segmentos de reta e efetuar medições. São normalmente fabricadas em aço de carbono médio. As suas pontas são endurecidas através de um tratamento de têmpera. Para desenhar círculos maiores, utiliza-se um compasso, enquanto uma régua é utilizada para desenhar círculos grandes numa superfície plana.
A escala triangular consiste em dois triângulos rectos (ver Figura 1-51). Um triângulo tem os dois ângulos não rectos a 45°, enquanto o outro tem ângulos não rectos de 60° e 30°.
a) Ângulo de 45º
b) Ângulo de 60° e ângulo de 30°
As escalas triangulares são normalmente feitas de tiras de madeira duras e não deformáveis coladas umas às outras. Quando utilizadas em conjunto, duas escalas triangulares podem criar vários ângulos em incrementos de 15°, tais como 15°, 30°, 45°, 60°, 75°, 90°, etc.
É utilizado para desenhar linhas verticais ou para posicionar padrões em tábuas planas. Os esquadros em T são normalmente fabricados colando tiras de madeira duras, que não se partem e não se deformam (ver Figura 1-52).
São geralmente forjados a partir de aço com elevado teor de carbono ou fabricados a partir de aço para ferramentas fora de uso. Podem ser utilizados para marcar no aço ou para encontrar o centro durante a perfuração para evitar a excentricidade. Quando se utiliza um punção de amostra, este deve ser alinhado verticalmente com a placa de aço.
Agarrar nos 2/3 superiores do punção de amostra com a mão esquerda, expondo a parte de impacto no topo do punção de amostra, e bater no topo do punção de amostra com um martelo utilizando a mão direita (ver Figura 1-53).
É frequentemente enrolada com uma linha fina de algodão num carretel de linha de giz e pode ser utilizada para desenhar linhas longas em componentes grandes. Quando se utiliza uma linha de giz, é necessário que duas pessoas trabalhem em conjunto: uma segura a linha de giz esticada, enquanto a outra puxa e enrosca a linha de giz esticada, contando com a inércia da queda da linha de giz para marcar a placa de aço.
O martelo utilizado para o traçado e o corte é geralmente mais pequeno, tipicamente cerca de 0,4 lb (1 lb = 0,454 kg), e pode ser utilizado em conjunto com um escriba, um punção ou um pequeno cinzel para marcação.
Um material mineral branco, transformado numa forma longa e delgada, utilizado principalmente para desenhar linhas.
O material em bruto após a disposição, corte e marcação é dividido de acordo com o modelo e as ferramentas utilizadas para este processo são classificadas como ferramentas de corte. As ferramentas de corte incluem tesouras, serras manuais, cinzéis, soldadura a gás e serras sem dentes.
Isto inclui tesouras de metal, tesouras e tesouras para tecidos.
1) Corta-latas:
Existem dois estilos, reto e curvo, feitos de aço de alto carbono, com vários tipos e tamanhos. São utilizadas especificamente para cortar chapas finas. Os cortadores rectos servem para cortar linhas rectas, enquanto os cortadores curvos servem para cortar arcos ou curvas. Geralmente cortam chapas de aço com espessuras entre 0,5 e 1mm, podendo cortar chapas mais macias metais como o cobre ou o alumínio, abaixo de 1,5 mm.
Durante a utilização, a abertura da tesoura deve ser adequada, os dois bordos devem estar próximos um do outro e a aresta de corte deve ser perpendicular à chapa metálica. O ângulo de abertura da tesoura deve ser mantido dentro de 15°, uma vez que um ângulo superior a 15° provoca um deslizamento devido à redução do atrito entre o bordo da tesoura e a chapa metálica.
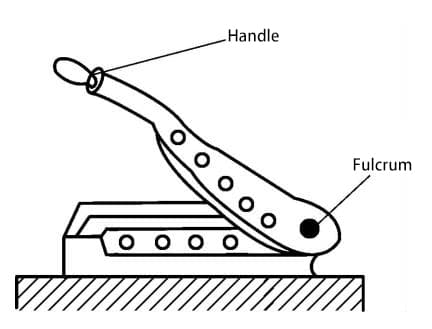
2) Tesouras:
Como se mostra na Figura 1-54, as tesouras só podem efetuar cortes rectos. Uma vez que o ponto de apoio se encontra na extremidade, podem cortar chapas de aço mais espessas, atingindo normalmente 1,5 a 2,5 mm para chapas de aço com baixo teor de carbono.
3) Tesoura para tecido:
São utilizadas para recortar alguns modelos para a colocação de materiais, tais como cartão amarelo, oleado, chapas de ferro finas, etc.
Uma serra manual é composta por uma lâmina de serra e uma estrutura de serra. As serras manuais comuns dividem-se em tipos fixos e ajustáveis com base no seu comprimento. As serras ajustáveis podem acomodar lâminas de serra de diferentes comprimentos. As lâminas de serra são geralmente feitas de aço-carbono para ferramentas e também podem ser feitas de ligas de aço, mas requerem tratamento térmico.
As especificações de uma lâmina de serra são indicadas pela distância entre os orifícios de montagem nas suas duas extremidades. Quanto mais dentes num espaço de 25 mm, mais finos são os dentes da serra; inversamente, quanto menos dentes num espaço de 25 mm, mais grossos são os dentes da serra. As lâminas de serra com dentes grossos são adequadas para cortar metais macios, enquanto as lâminas de serra com dentes finos são adequadas para cortar metais duros.
No trabalho real, serrar envolve empurrar a serra com força, por isso, ao montar a lâmina da serra na estrutura da serra, os dentes da serra devem estar virados para a frente.
Um cinzel é uma ferramenta de corte feita de aço-carbono forjado e tratado termicamente, com uma aresta de corte em forma de cunha que é golpeada com um martelo.
O cinzel é composto por três partes: a cabeça do cinzel, o corpo do cinzel e o gume do cinzel (ver Figura 1-55). A cabeça do cinzel tem uma superfície superior convexa que se afunila de fina para grossa em direção ao corpo do cinzel, transitando para uma forma cónica. A sua caraterística é que o ponto de golpe do martelo está diretamente alinhado com o centro do gume do cinzel, tornando menos provável que se desvie durante o golpe e resultando num cinzelamento suave sem danificar o gume do cinzel.
O comprimento do corpo do cinzel é determinado pelas necessidades de processamento e pelo tamanho da mão do trabalhador. O corpo do cinzel é frequentemente octogonal para evitar que o cinzel rode durante a utilização.
A aresta do cinzel, ou aresta de corte, é constituída por duas superfícies de corte que formam uma cunha, e o ângulo entre elas é designado por ângulo de cunha, denotado por ângulo "a".
O tamanho do ângulo da cunha afecta diretamente o cinzelamento da peça de trabalho. Um ângulo de cunha mais pequeno requer menos esforço para cinzelar, mas se for demasiado pequeno, a aresta de corte torna-se fraca e propensa a danos.
Por outro lado, se o ângulo da cunha for demasiado grande, é necessário mais esforço para cinzelar e a superfície de corte não é lisa. O tamanho do ângulo da cunha deve ser determinado com base no material a ser cinzelado; os materiais mais macios permitem um ângulo de cunha mais pequeno, enquanto os materiais mais duros requerem um maior.
Durante a utilização, o gume do cinzel pode tornar-se baço e a cabeça do cinzel pode desenvolver rebarbas ou arestas enroladas, exigindo atenção. Nestes casos, é efectuada uma retificação com uma mó para garantir que tanto o gume como a cabeça cumprem os requisitos de utilização. Os cinzéis existem em vários estilos com base nos requisitos de trabalho, incluindo cinzéis planos, cinzéis pontiagudos e cinzéis para ranhuras.
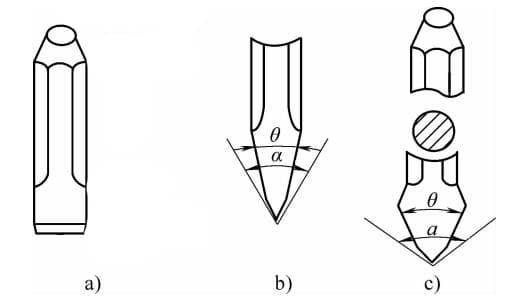
a) Estrutura dos cinzéis b) Cinzel plano c) Cinzel de ponta
Utilizado principalmente para cortar chapas de ferro com espessura superior a 3 mm, o corte é efectuado ao longo da linha de corte. O a velocidade de corte depende da espessura da placa; pode ser mais rápido para placas mais finas e mais lento para placas mais grossas.
Depois de marcar, cortar e cisalhar a peça em bruto ou o componente que precisa de ser reparado, o passo seguinte no processo é a moldagem e a conformação, que envolve o achatamento, a dobragem, a dobragem, o fecho, a ligação, o posicionamento, o entalhe, a rebitagem ou a soldadura da peça de trabalho. As ferramentas utilizadas nestes processos são classificadas como ferramentas de conformação de chapa metálica.
Existem muitos tipos de ferramentas para a conformação de chapas metálicas, incluindo alicates, chaves, martelos, limas, chaves de fendas, bigornas, barras planas, barras quadradas, barras redondas, escribas, ferro cromado, maçaricos, malhos, punções, alavancas bifurcadas e expansores.
Utilizados principalmente para agarrar e fixar várias peças de trabalho pequenas ou componentes individuais, os alicates existem em muitos tipos, incluindo alicates de corte de arame, alicates de bico chato, alicates de bico de agulha, alicates de bico de pato, alicates de torno manual, alicates de torno de máquina, alicates de torno de bancada e alicates de tubos.
1) Os alicates corta-fios, os alicates de bico chato, os alicates de bico de agulha e os alicates de bico de pato são todos alicates de preensão com uma só mão. O alicate corta-fios é utilizado para fixar pequenas peças e cortar vários fios metálicos. Os alicates de bico de agulha são adequados para áreas estreitas e pouco profundas, enquanto os alicates de bico chato são utilizados para espaços alongados.
2) O alicate de mão e o alicate de máquina são ambos pequenas ferramentas de preensão. Os alicates de morsa, um torno de bancada portátil, são utilizados para fixar pequenas peças de trabalho e chapas metálicas finas, principalmente para limar, moldar e perfurar. São cómodos de transportar e utilizar, sem restrições de condições ou localização, e as suas especificações são determinadas pela largura das maxilas, normalmente cerca de 45 mm.
Os alicates de morsa são fixados à bancada de trabalho e utilizados para fixar peças planas médias e pequenas, principalmente para limar e moldar. A base do alicate de pressão tem quatro parafusos que o fixam à bancada de trabalho.
3) Os alicates de bancada são ferramentas de preensão relativamente grandes, fixadas na bancada de trabalho. São constituídos por uma base, um corpo de alicate e mandíbulas. A base circular do alicate de bancada tem três parafusos ligados à bancada de trabalho.
A base tem uma mesa giratória ligada ao corpo do alicate. O corpo do alicate pode rodar 360° sob a ação da mesa giratória e tem dois parafusos para fixar o corpo do alicate no lugar. O corpo do alicate é composto por duas mandíbulas opostas. No centro do corpo do alicate, há um parafuso trapezoidal que ajusta a distância entre as mandíbulas para posicionamento.
As especificações dos alicates de bancada são determinadas pela largura das maxilas. Existem muitos tipos de alicates de bancada. As especificações normalmente utilizadas no processamento de chapas metálicas são 6in e 10in, indicando larguras de maxilas de 150mm e 250mm, respetivamente. Os alicates de bancada são utilizados para agarrar peças de trabalho para cortar, limar, reparar e moldar.
Utilização e manutenção do torno de bancada e do torno mecânico:
①Ao utilizar uma morsa de bancada e uma morsa de máquina fixadas à bancada de trabalho com parafusos, a peça de trabalho não deve ser fixada com demasiada folga ou demasiado apertada. Se a superfície da peça de trabalho for lisa e plana, uma folha de cobre puro pode ser usada para acolchoar as mandíbulas para evitar danos à superfície da peça de trabalho.
②As maxilas e as partes móveis do torno de bancada não devem ter qualquer óleo.
③Não bata nas peças móveis com um martelo.
④Ao fixar peças de trabalho pesadas, podem ser adicionados blocos de madeira por baixo da peça de trabalho como suporte para evitar que esta caia e cause ferimentos.
⑤O torno de bancada deve ser mantido limpo regularmente e deve ser aplicado óleo lubrificante nas peças móveis com frequência.
4)A chave de tubos é uma ferramenta de fixação feita de aço fundido, constituída por mandíbulas e uma pega, utilizada principalmente para fixar peças de trabalho cilíndricas e cónicas.
As maxilas da chave de tubos têm uma fila de dentes nas extremidades superior e inferior dos lábios das maxilas, que servem para agarrar peças de trabalho cilíndricas. A extremidade superior dos mordentes da chave de tubos está ligada ao punho, e existe uma engrenagem móvel na extremidade superior do punho, posicionada dentro da estrutura da engrenagem.
A extremidade inferior das maxilas é uma maxila ajustável, ligada a uma cremalheira vertical, que engrena com a engrenagem móvel no interior da estrutura da engrenagem, permitindo que os lábios da maxila na extremidade inferior se movam para cima e para baixo.
A pega é utilizada para aplicar uma força externa, facilitando a fixação ou a rotação de peças de trabalho cilíndricas para fixar ou desmontar as juntas de componentes tubulares.
As chaves são ferramentas comuns utilizadas para apertar ou desapertar parafusos. Os tipos mais comuns incluem chaves ajustáveis, chaves de macaco, chaves de caixa e chaves de caixa.
As chaves ajustáveis, as chaves de boca e as chaves de caixa estão todas disponíveis em conjuntos e vêm em unidades métricas e padrão (imperiais). Um conjunto típico de chaves ajustáveis é composto por oito peças com tamanhos que variam entre 5,5 mm e 27 mm. Os conjuntos de chaves de boca são constituídos por sete peças com tamanhos que variam entre 5,5 mm e 24 mm, enquanto os conjuntos de chaves de caixa são constituídos por 24 peças, compostas por chaves de caixa, cabos e catracas, com tamanhos que variam entre 8 mm e 32 mm.
As especificações das chaves ajustáveis referem-se ao comprimento total da chave. Os tamanhos comuns variam entre 100 mm e 500 mm, o equivalente a 4 polegadas a 20 polegadas, disponíveis em 4 pol., 6 pol., 8 pol., 10 pol., 12 pol., 14 pol., 16 pol. e 20 pol.
Utilização e manutenção de chaves de bocas:
1) A chave selecionada deve adaptar-se ao tamanho da porca e não deve ter qualquer folga para evitar que escorregue e cause ferimentos.
2) Quando utilizar uma chave ajustável, certifique-se de que o mordente está ajustado ao tamanho da porca.
3) Ao utilizar uma chave, aplicar a força principalmente no corpo da chave, mantendo-a perpendicular à linha central do parafuso para garantir a segurança.
4) Utilize a força de tração em vez da força de empurrar quando utilizar uma chave inglesa. Se for necessário fazer força, aplique uma força gradual com a palma da mão para evitar ferimentos se o parafuso se soltar subitamente.
5) Não adicione um tubo à chave para aumentar a alavanca e nunca aplique força com várias pessoas, pois isso pode danificar a chave (exceto as chaves concebidas para força adicional).
6) Não bata na pega com um martelo ou utilize a chave como martelo.
7) Uma chave grande ajustável de 20 polegadas também pode ser utilizada como pinça para endireitar e restaurar placas de metal dobradas.
Existem muitos tipos e estilos de martelos utilizados pelos operadores de chapas metálicas, incluindo martelos para chapas metálicas, martelos planos, martelos de arremesso, martelos quadrados, martelos de ferro, martelos de madeira e martelos de borracha. Devem ser escolhidos martelos diferentes de acordo com as peças de trabalho específicas.
Os martelos podem ser divididos em dois tipos com base nas propriedades do material: martelos de cabeça macia e martelos de cabeça dura. Os martelos de cabeça macia são geralmente feitos de cobre, chumbo, madeira dura, couro ou borracha e são principalmente utilizados para trabalhar peças de metal macio ou vários conjuntos. Os martelos de cabeça dura são maioritariamente feitos de aço-carbono.
Ambas as extremidades da cabeça do martelo foram submetidas a um tratamento térmico adequado. As cabeças de martelo têm três formas: redonda, quadrada e plana. O cabo do martelo é feito de madeira dura e resistente, com uma secção transversal elíptica no punho para facilitar a orientação da cabeça do martelo e evitar que o cabo rode ao balançar o martelo.
Utilização e manutenção de martelos:
1) Os martelos com peso superior a 2 kg são considerados grandes, enquanto os que pesam menos de 2 kg são considerados pequenos. Quando se utiliza um martelo grande, a mão direita é colocada à frente e a mão esquerda atrás, segurando firmemente o cabo, com os pés afastados numa posição de oito, com o pé esquerdo a dar um passo em frente ou meio passo em frente.
Quando se utiliza um martelo pequeno, a mão direita agarra o cabo, com um aperto adequado para garantir que não há força excessiva em qualquer direção.
2) Antes de utilizar o martelo, verificar se a cabeça do martelo está bem fixa, sendo preferível utilizar uma cunha para fixar firmemente a cabeça do martelo ao cabo.
3) Não utilizar o martelo com as mãos oleosas para evitar que o martelo escorregue e provoque ferimentos.
4) Se a cabeça do martelo ou a parte superior do martelo estiver oleosa ou tiver amolgadelas, não o utilizar para evitar danificar a superfície de processamento.
5) Depois de utilizar o martelo, este deve ser guardado corretamente para evitar que o cabo se parta ou fique danificado.
Uma lima é um tipo de ferramenta de corte utilizada principalmente para remover o excesso de metal da superfície de peças de trabalho e é uma operação de maquinagem de precisão.
1) Construção de um ficheiro: Uma lima consiste num corpo de lima e num cabo de lima (ver Figura 1-56). O corpo da lima é feito com dentes de lima para limar, servindo como a parte de trabalho, enquanto o cabo da lima serve para segurar. O cabo é normalmente feito de madeira. O comprimento de uma lima refere-se ao comprimento do corpo da lima, e tem várias especificações.
2) Tipos e utilizações dos ficheiros:
Com base no tamanho dos dentes da lima, as limas podem ser categorizadas em dentes grossos, finos e superfinos (conhecidos como limas lisas). O tamanho dos dentes da lima depende do número de dentes da lima por 10 mm, sendo que um maior número de dentes da lima resulta em dentes da lima mais pequenos. Os dentes da lima são ainda divididos em corte simples e corte duplo.
Os dentes da lima de corte simples são rectos e formam um ângulo de 70° a 80° com o bordo da lima, sendo utilizados para limar metais macios ou superfícies que requerem um acabamento relativamente suave. Os dentes da lima de corte duplo entrelaçam-se, sendo os dentes da lima que são cortados primeiro designados por dentes de corte inferior e os que são cortados depois designados por dentes de corte superficial.
Os dentes de corte superficial formam um ângulo de 65° ou 72° com a aresta da lima, enquanto os dentes de corte inferior formam um ângulo de 45° ou 52° com a aresta da lima. O espaçamento dos dentes de corte inferior é maior do que o dos dentes de corte superficial.
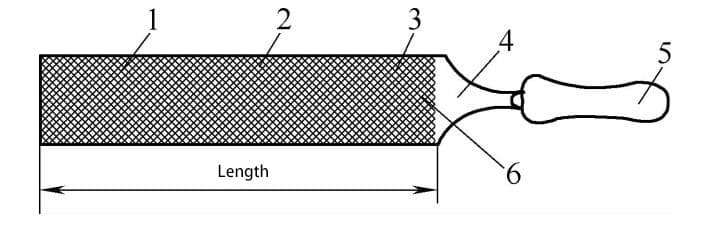
1-Dentes da lima 2-Face da lima 3-Dentes do corte inferior 4-Corpo da lima 5-Punho da lima 6-Punho
De acordo com a forma da secção transversal, as limas podem ser divididas em limas normais (incluindo limas planas com arestas paralelas, limas planas cónicas, limas quadradas, limas redondas, limas semi-redondas, limas triangulares, etc.) e limas especiais (incluindo limas de faca, limas rômbicas, limas triangulares planas, limas elípticas, limas de barriga redonda, etc.).
As limas de acabamento, também conhecidas como limas de agulha ou limas suíças, são utilizadas para maquinação de precisão. Cada conjunto de limas tem formas diferentes, tais como conjuntos de cinco peças, conjuntos de sete peças, conjuntos de dez peças, conjuntos de doze peças e assim por diante.
As utilizações de vários ficheiros são enumeradas no Quadro 1-8.
Tabela 1-8: Utilizações de vários ficheiros
| Tipos de ficheiros | Utilizações |
| Ficheiro plano | Limar superfícies planas, superfícies cilíndricas exteriores e superfícies curvas convexas |
| Ficheiro quadrado | Limar furos quadrados, furos rectangulares e superfícies planas estreitas |
| Ficheiro redondo | Limar orifícios redondos, superfícies curvas côncavas de raio pequeno e superfícies elípticas |
| Lima semi-redonda | Limar superfícies curvas côncavas e superfícies planas |
| Lima triangular | Limar ângulos internos, orifícios triangulares e superfícies planas |
| Lima para facas | Limar ângulos internos, ranhuras estreitas e ranhuras em forma de cunha Limar orifícios quadrados, orifícios triangulares, orifícios rectangulares e superfícies planas internas |
| Ficheiro elíptico | Limar as superfícies côncavas internas e externas, arredondar as arestas e os cantos côncavos dos furos elípticos |
| Ficheiro rômbico | Lixar os dentes das engrenagens, rodas dentadase rodas de corrente |
| Lima de barriga redonda | Limar camadas grossas de metal (a lima mais grossa) |
3) Seleção e regras de utilização das limas: A escolha da lima depende da forma da peça de trabalho, enquanto a seleção da classe da lima depende da margem de maquinação, dos requisitos de precisão e das propriedades do material da peça de trabalho. As limas grossas podem ser utilizadas para limar metais macios com grandes tolerâncias de maquinação, requisitos de baixa precisão e baixa rugosidade da superfície.
Por outro lado, as limas finas são utilizadas nos cenários opostos. As limas novas são mais afiadas e adequadas para limar metais macios, enquanto as limas antigas são o oposto. A utilização correcta das limas pode prolongar a sua vida útil. Por conseguinte, é essencial evitar a utilização de limas novas para limar metais duros, peças fundidas com pele dura ou partículas de areia e peças forjadas.
Estas devem ser esmeriladas com uma mó antes de serem limadas com uma lima semi-afiada ou velha. As limas devem ser utilizadas de um lado e só quando esse lado ficar baço ou quando forem necessários dentes de lima afiados é que se deve utilizar o outro lado. Evitar tocar com a mão na superfície recém limada para evitar escorregar durante a limagem.
Uma chave de fendas, também conhecida como chave de fendas ou chave de parafusos, é uma ferramenta utilizada para apertar ou desapertar parafusos. Existem geralmente dois tipos comuns com base na sua forma e características de utilização:
1) As chaves de fendas de cabeça chata têm normalmente uma lâmina plana e as suas especificações são indicadas pelo seu comprimento total, com vários tamanhos que variam entre 150 e 300 mm. A largura e a espessura da cabeça da chave de fendas são proporcionais ao comprimento do cabo.
2) As chaves de fendas Phillips têm uma cabeça em forma de cruz e são adequadas para parafusos Phillips, caracterizando-se por serem menos susceptíveis de deslizar para fora da ranhura do parafuso. Existem em quatro tamanhos, numerados de 1 a 4.
3) Conselhos para a utilização e manutenção das chaves de fendas:
Quando utilizar, certifique-se de que a lâmina é pressionada verticalmente na ranhura do parafuso e evite aplicar força excessiva.
Segurar a pega com a mão direita e manter o alinhamento com o parafuso com a mão esquerda, mantendo-a perpendicular ao parafuso.
É estritamente proibido utilizar uma chave de fendas quando a lâmina não está alinhada com a ranhura do parafuso.
O punho da aparafusadora e as mãos do operador devem estar isentos de óleo para evitar que escorreguem durante a utilização.
As chaves de fendas não devem ser utilizadas como substitutos de chaves de fendas, punções ou cinzéis.
A sua função principal é aplanar peças de trabalho e é feita de aço de carbono médio. Dependendo dos requisitos da peça de trabalho, pode ser fabricado em vários estilos, como o apoio transversal de placa plana e o apoio transversal de agulha superior em forma de arco. Ao reparar chapas finas, o apoio transversal é colocado no lado oposto para resistir à força do martelo.
Dependendo das necessidades específicas durante a reparação, são escolhidos diferentes apoios transversais. Para áreas maiores de saliências ou reentrâncias, é utilizado um apoio transversal de placa plana, enquanto que para deformações mais pequenas (como pequenas saliências), é utilizado um apoio transversal de agulha superior (consultar a Figura 1-57).
a) Bigorna plana b) Bigorna pontiaguda
1 - Superfície da peça de trabalho 2 - Pega
As bigornas devem ser mantidas limpas, lisas, sem manchas de óleo e sem quaisquer amolgadelas ou irregularidades. Após a utilização, devem ser armazenadas corretamente e não devem ser atiradas ou colocadas ao acaso para evitar danos.
Uma placa de superfície, também conhecida como plataforma de superfície, é maioritariamente feita de ferro fundido com nervuras de reforço na parte de trás para aumentar a sua resistência. A espessura varia; as chapas pequenas têm normalmente 50-80 mm de espessura, enquanto as maiores variam entre 200-300 mm de espessura. A principal função da placa de superfície é proporcionar uma superfície plana e reta para a chapa metálica.
Não existe uma especificação unificada para a área da placa de superfície, mas os tamanhos comuns incluem 600mm×1000mm, 800mm×1200mm e 1500mm×3000mm.
Utilização e manutenção da placa de superfície:
1. a placa de superfície deve ser fixada de forma segura num suporte a uma altura adequada para facilitar o funcionamento. O suporte é essencialmente feito de madeira, o que permite amortecer as vibrações.
2. a superfície da placa deve ser mantida limpa e lisa. Não deve ser sujeita a marteladas aleatórias nem utilizada para soldadura eléctrica ou a gás para evitar danos na superfície.
Uma barra quadrada, vulgarmente conhecida como "tubo quadrado", é uma barra de aço com cerca de 2 metros de comprimento e uma secção transversal de 20 mm × 50 mm. É utilizada principalmente para dobrar, dobrar e picar chapas finas. Uma extremidade da barra quadrada é cónica para facilitar a operação de chapas metálicas finas. Quando não existe uma barra quadrada, pode ser utilizado um pequeno carril de ferro como substituto.
Os quatro cantos da barra quadrada devem ser mantidos intactos e não devem ser danificados. Após a utilização, não deve ser atirada de um lado para o outro para evitar danificar os quatro cantos da barra quadrada.
Uma barra redonda, feita de aço com baixo ou médio teor de carbono, é uma barra de aço circular com cerca de 1,5 a 2 metros de comprimento e um diâmetro de 30 a 50 mm. É utilizada principalmente para o fabrico de componentes circulares ocos. Quando uma barra redonda não está disponível, pode ser utilizado um tubo de ferro redondo como substituto. Quando utilizado, deve ser manuseado com cuidado.
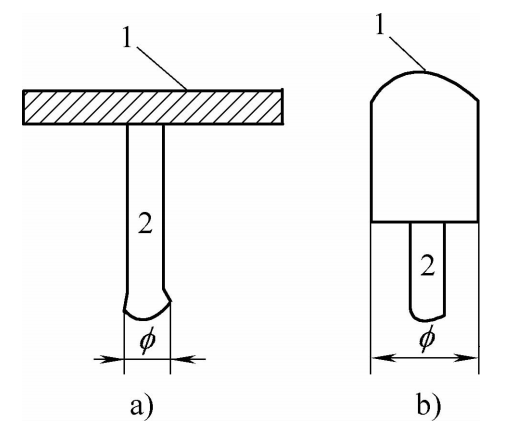
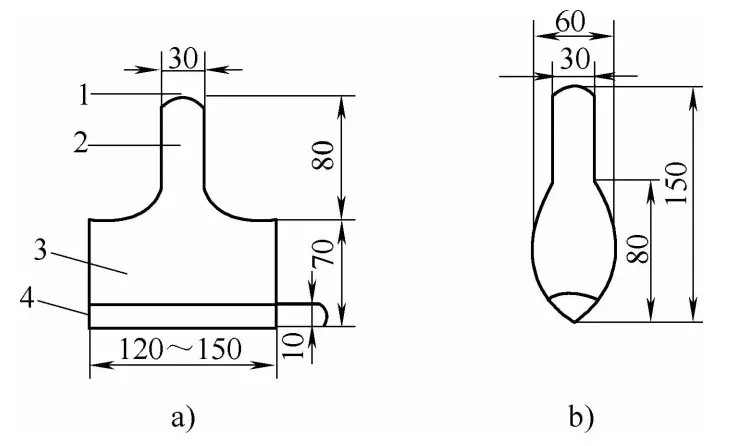
Um cinzel de gravação de linha, também conhecido como ferramenta de escultura de linha ou ferramenta de estampagem, é um cinzel plano feito de uma placa de aço carbono de alto manganês com cerca de 8 ~ 10 mm de espessura e cortado em forma. É composto por três partes: a borda do cinzel, o corpo do cinzel e o topo do cinzel, mas não tem uma borda afiada. A sua principal função é fazer com que a chapa metálica se dobre numa linha afiada.
Não existe uma especificação fixa, mas geralmente existem dois estilos: cinzéis de linha reta e cinzéis de linha curva. Os cinzéis de linha reta são fabricados com arestas de cinzel mais compridas e topos de cinzel mais curtos para facilitar a utilização e o trabalho.
Os cinzéis de linha curva são o oposto, com arestas de cinzel mais curtas e topos de cinzel que são pontiagudos e inclinados. Quando se utiliza um cinzel de gravação de linha, este deve ser alinhado verticalmente com a linha na chapa metálica. Segure o cabo do cinzel com uma mão e o cabo do martelo com a outra mão e, em seguida, bata na parte superior do cinzel de gravação em linha com o martelo.
a) Cinzel reto b) Cinzel curvo
1- Cabeça do cinzel 2- Cabo 3- Corpo do cinzel 4- Borda do cinzel
Instruções e precauções para a utilização de um cinzel de traçar linhas:
1) Antes de utilizar, verificar se o gume do cinzel apresenta defeitos e se está suficientemente direito. Se necessário, esmerilhe-a numa mó e repare-a antes de a utilizar.
2) Durante a utilização, a extremidade do cinzel deve ser perpendicular à linha traçada. O verso da folha processada deve ser almofadado com materiais macios, como madeira ou borracha, para evitar que a folha se parta ao ser martelada.
3) Quando se utiliza um cinzel curvo, a extremidade do cinzel deve ser perpendicular à curva desenhada na folha e martelada progressivamente em cada golpe.
Um ferro de soldar é uma ferramenta de aquecimento indireto que armazena o calor depois de ser aquecido por uma fonte de calor, que é utilizada para derreter solda e aquecer juntas de solda. O material utilizado para fabricar ferros de soldar é o cobre puro, que tem uma taxa de arrefecimento lenta e um longo tempo de isolamento quando aquecido, e é fácil de estanhar. Existem dois tipos de ferros de soldar: os ferros de soldar portáteis de aquecimento externo e os ferros de soldar eléctricos aquecidos por uma fonte de energia.
1) Os ferros de soldar portáteis com aquecimento externo são compostos por uma cabeça de ferro de soldar e uma pega. De acordo com a forma da cabeça do ferro de soldar, pode ser dividido em ferro de soldar em forma de martelo, ferro de soldar pontiagudo e ferro de soldar cónico.
A cabeça do ferro de soldar em forma de martelo é rebitada no cabo do ferro de soldar, e a outra extremidade do cabo está equipada com um cabo de madeira. A extremidade inferior da cabeça do ferro de soldar é um cinzel de linha reta em forma de lâmina, que é a extremidade de trabalho. O ferro de soldar em forma de martelo é adequado para soldar costuras longas e rectas.
O ferro de soldar pontiagudo não tem uma pega e é segurado com um alicate quando está a ser utilizado, o que é adequado para soldar peças rebaixadas ou locais estreitos.
O ferro de soldar cónico tem um cabo fixo e a sua utilização é semelhante à do ferro de soldar pontiagudo.
Todos os três tipos de ferros de soldar acima referidos são de aquecimento externo e as cabeças dos ferros de soldar são geralmente blocos rectangulares. Os métodos de aquecimento são geralmente maçaricos de oxiacetileno, maçaricos de soldadura a gás e fogões.
2) Os ferros de soldar eléctricos pertencem ao tipo de aquecimento interno, e a cabeça do ferro de soldar é aquecida pelo calor gerado pela resistência eléctrica da fonte de energia. A forma e o tamanho dos ferros de soldar eléctricos variam, e a sua potência eléctrica também varia em tamanho, variando geralmente entre 40 e 500W.
Todos eles utilizam uma tensão de 220V. Quando se soldam componentes eléctricos e peças pequenas, utiliza-se um ferro de soldar com uma potência mais baixa, enquanto um ferro de soldar com uma potência mais elevada é selecionado quando se soldam peças de tamanho médio ou costuras mais longas. A cabeça de ferro de soldar de um ferro de soldar elétrico é geralmente uma vareta cilíndrica de cobre puro.
Um maçarico é um recipiente metálico fechado, em forma de pote, cheio de gasolina. O recipiente em forma de pote está equipado com um cilindro pressurizado manualmente e um bocal, que estão ligados ao interior do recipiente.
Ao pressionar o cilindro pressurizado manualmente, o vapor de gasolina no interior do recipiente expande-se, fazendo com que a gasolina flua através do tubo do bocal em direção ao bocal. A gasolina é inflamada no bocal e a combustão resultante é utilizada para aquecer o objeto. Os maçaricos são normalmente utilizados em fabrico de chapas metálicas para aquecer peças soldadas e pontas de ferro de soldar.
A maior parte dos aparelhos de corte são feitos de madeira dura e resistente, enquanto alguns são feitos de painel de fibras. O tamanho padrão é de 40 mm x 40 mm x 400 mm, e são utilizados principalmente para enrolar e morder chapas metálicas finas. Quando utilizados, deve evitar-se o uso de força excessiva e, após a utilização, devem ser armazenados num local fixo para evitar danos provocados pela humidade e evitar serem atirados ou colocados ao acaso para evitar danos.
A chave de cruz é uma ferramenta caseira utilizada para reparar componentes de chapa metálica. É feita principalmente de varas ou tubos de ferro soldados em vários estilos, tais como em forma de F, em forma de X e em forma de H. A sua função é torcer e repor as arestas dobradas dos componentes de chapa metálica na sua posição original.
O método consiste em introduzir a cabeça bifurcada da chave de bocas na aresta dobrada do componente de chapa metálica, segurar a outra extremidade com a mão e aplicar força na direção oposta da aresta dobrada até esta ficar direita. Em seguida, utilizar um martelo e um carrinho para corrigir a posição do componente.
O expansor é uma ferramenta manual utilizada para restaurar peças de chapa metálica colapsadas e deformadas. A sua estrutura principal inclui uma caixa de base, um parafuso do eixo principal, duas porcas, quatro tiras de chapa, duas placas de ligação e uma manivela (ver Figura 1-59).
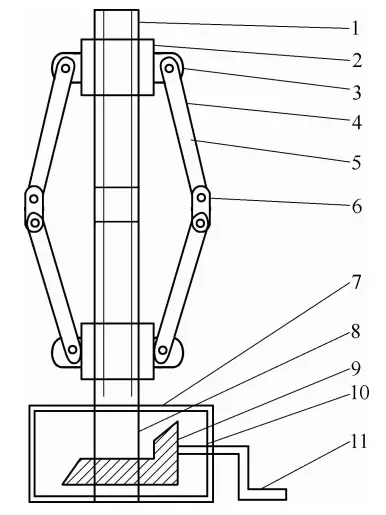
1 - Parafuso de fuso 2 - Porca 3 - Orelha 4 - Orifício da orelha 5 - Tira de placa móvel 6 - Placa de ligação 7 - Caixa de base 8 - Engrenagem cónica grande 9 - Engrenagem cónica pequena
10 - Eixo central da engrenagem cónica pequena 11 - Manivela
A caixa de base contém engrenagens cónicas grandes e pequenas. A engrenagem cónica grande é fixada no parafuso do eixo principal e a engrenagem cónica pequena engrena com a engrenagem cónica grande. O eixo central da engrenagem cónica pequena está ligado a uma manivela fora da caixa de base. O engrenamento das engrenagens cónicas pequenas e grandes reduz a força necessária.
O parafuso do fuso principal no exterior da caixa de base tem roscas inversas para cima e para baixo, com uma pequena secção sem rosca no meio a separar as roscas para cima e para baixo.
Existe uma porca em cada extremidade do parafuso do eixo principal, e cada porca tem uma orelha com um orifício de eixo em cada lado. As quatro tiras de placas com comprimentos diferentes são ligadas pelas orelhas com orifícios para o eixo e as duas tiras de placas laterais são ligadas às placas de ligação para formar uma forma de diamante variável.
Para reparar peças de chapa metálica danificadas e deformadas, insira o parafuso do eixo principal do expansor diretamente na área colapsada e deformada, segure a manivela e rode a engrenagem cónica pequena para acionar a engrenagem cónica grande.
Isto faz com que as porcas do parafuso do fuso principal se desloquem para o meio do parafuso e as quatro tiras de placa em forma de diamante nas porcas se desloquem horizontalmente, apoiando a área colapsada e obtendo o efeito de reparação desejado.
A descrição acima da estrutura, desempenho, utilização e precauções da ferramenta é apenas uma breve introdução e não é suficientemente abrangente. Os operadores precisam de consultar outros materiais para completar a sua compreensão. Muitas ferramentas também precisam de ser fabricadas pelo operador de acordo com o ambiente de trabalho e as necessidades no local, uma vez que as ferramentas estão constantemente a ser inovadas e melhoradas.







