Ferramentas de medição de precisão: Guia essencial para maquinistas
Última atualização:
9 de julho de 2024
Partilhe o seu gosto:
Índice
I. Ferramentas e instrumentos de medição de precisão normalmente utilizados pelos operadores de tornos
O trabalho de medição de precisão deve ser efectuado em condições de temperatura constante. A temperatura da sala de temperatura constante é normalmente controlada a (20±1)°C, com humidade inferior a 65%. A sala deve estar limpa, sem pó, bem iluminada, equipada com instrumentos de medição de precisão, placas de precisão grandes e pequenas e ferramentas e instrumentos de medição comuns.
No fabrico mecânico, os instrumentos de medição utilizados para medir as dimensões das peças incluem ferramentas de medição, instrumentos de medição e dispositivos de medição. Quaisquer ferramentas de medição, instrumentos de medição (medidores) e dispositivos de medição que possam medir direta ou indiretamente o valor do objeto medido são designados coletivamente por instrumentos de medição.
As ferramentas de medição referem-se a instrumentos de medição que reproduzem valores numa forma fixa. Os instrumentos de medição (contadores) referem-se a instrumentos de medição que convertem a quantidade medida em valores de indicação diretamente observáveis ou em informação equivalente.
Em seguida, apresentam-se os princípios e métodos de medição de algumas ferramentas e instrumentos de medição de precisão habitualmente utilizados nas fábricas.
1. Indicador do seletor
Um relógio comparador é um instrumento de medição do tipo ponteiro muito utilizado em operações de torneamento. Pode ser utilizado para medir os erros de forma e posição das peças de trabalho, e também pode ser utilizado para medir as dimensões da peça de trabalho através do método de comparação. Existem dois tipos de indicadores de mostrador: tipo de mostrador e tipo de alavanca.
(1) Indicador do tipo mostrador (também conhecido como calibrador)
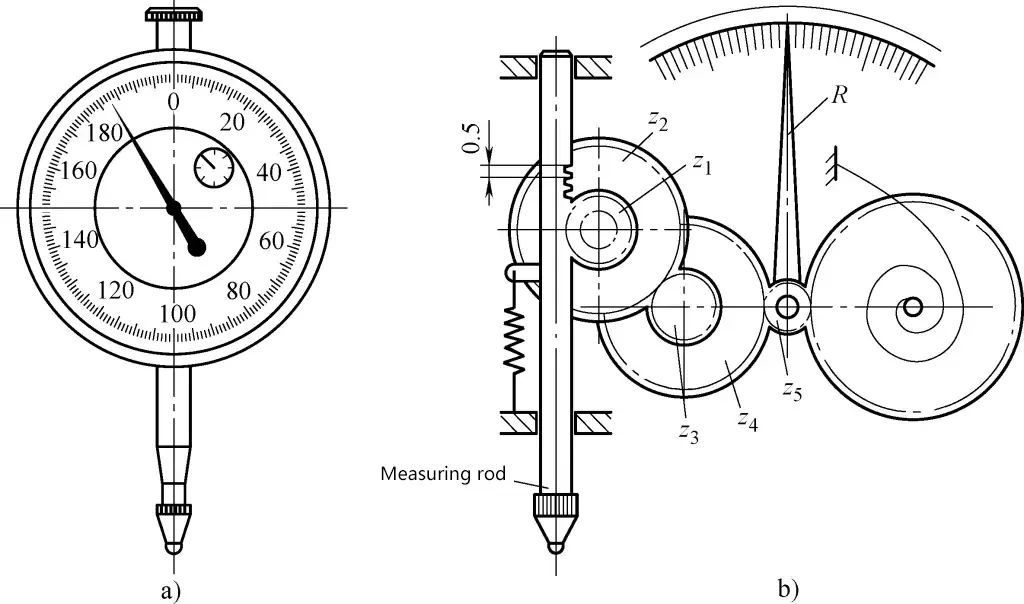
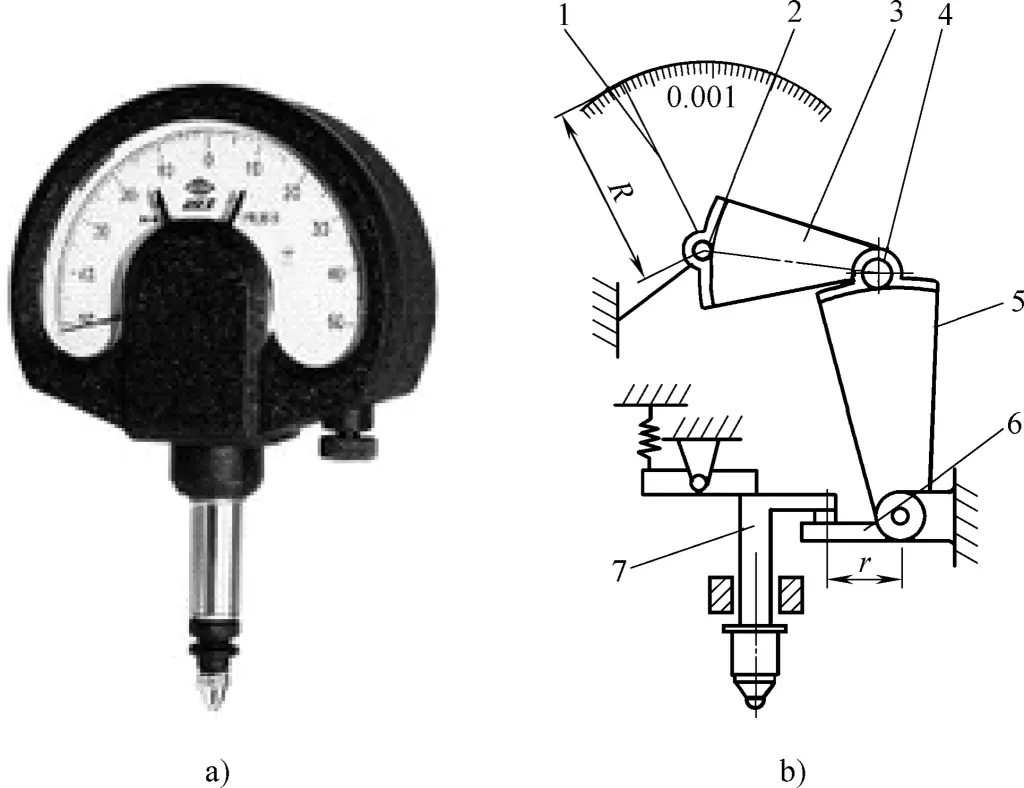
O indicador do tipo mostrador e o seu princípio de construção são apresentados na figura 1. Utiliza a transmissão entre engrenagens e cremalheiras para converter o deslocamento micro linear da haste de medição no deslocamento angular do ponteiro. Os seus valores de escala são de 0,001mm e 0,002mm.
Figura 1 Indicador do tipo de marcação e seu princípio de construção
a) Vista externa b) Diagrama do princípio de construção
O sistema de transmissão do relógio comparador é constituído por uma cremalheira, uma transmissão por engrenagens e dois pares de engrenagens. O passo da cremalheira na haste de medição é P=0,5mm, z1 =40, z2 =120, z3 =16, z4 =160, z5 =12. Quando a haste de medição se move linearmente numa distância a=0,2mm, o número de rotações n do ponteiro longo é
O mostrador está dividido em 200 divisões, e o valor b representado por cada divisão é
b=0,2mm/200=0,001mm
O objetivo da mola capilar é eliminar os erros causados pela folga da transmissão por engrenagens, e a força de medição é gerada por uma mola de tensão.
(2) Indicador do seletor da alavanca
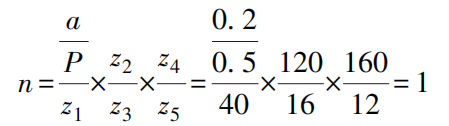
O relógio comparador de alavanca com um valor de escala de 0,002 mm e o seu princípio de construção são mostrados na Figura 2. Quando a haste esférica de medição 7 oscila para a esquerda, o balancim 6 empurra a cavilha cilíndrica C na engrenagem de sector 5, fazendo com que a engrenagem de sector 5 rode no sentido contrário ao dos ponteiros do relógio em torno do eixo B, altura em que a cavilha cilíndrica D se solta do balancim 6.
Figura 2 Indicador com mostrador de alavanca e seu princípio de construção
a) Vista externa b) Diagrama de princípios 1, 4-Engrenagens pequenas Engrenagem de 2 faces 3 pontos Engrenagem de 5 sectores 6-Braço de balancim 7-Haste de medição esférica
Quando a haste esférica de medição 7 oscila para a direita, o balancim 6 empurra a cavilha cilíndrica D da engrenagem de sector 5, fazendo com que a engrenagem de sector 5 rode no sentido contrário ao dos ponteiros do relógio em torno do eixo B, altura em que a cavilha cilíndrica C se solta do balancim 6.
Desta forma, independentemente de a haste de medição esférica 7 oscilar para a esquerda ou para a direita, a engrenagem de sector 5 roda sempre no sentido contrário ao dos ponteiros do relógio em torno do eixo B. A engrenagem de sector 5 acciona então a engrenagem pequena 1 e a engrenagem de face coaxial 2, que através da engrenagem pequena 4 faz com que o ponteiro 3 indique o valor no mostrador.
Como se pode ver na Figura 2b, dado r1 =16,39mm, r2 =12mm, r3 =3mm, r4 =5mm, z1 =19, z2 =120, z4 =21, z5 =428. Quando a vara de medição esférica 7 se desloca 0,2 mm para a esquerda, o número de rotações n do ponteiro 3 é
Quando a haste esférica de medição 7 se desloca 0,2 mm para a direita, o número de rotações n do ponteiro 3 é
O mostrador está dividido em 100 divisões, e o valor de medição b representado por cada divisão é
b=0,2mm/100=0,002mm
Experiência do mestre de competências:
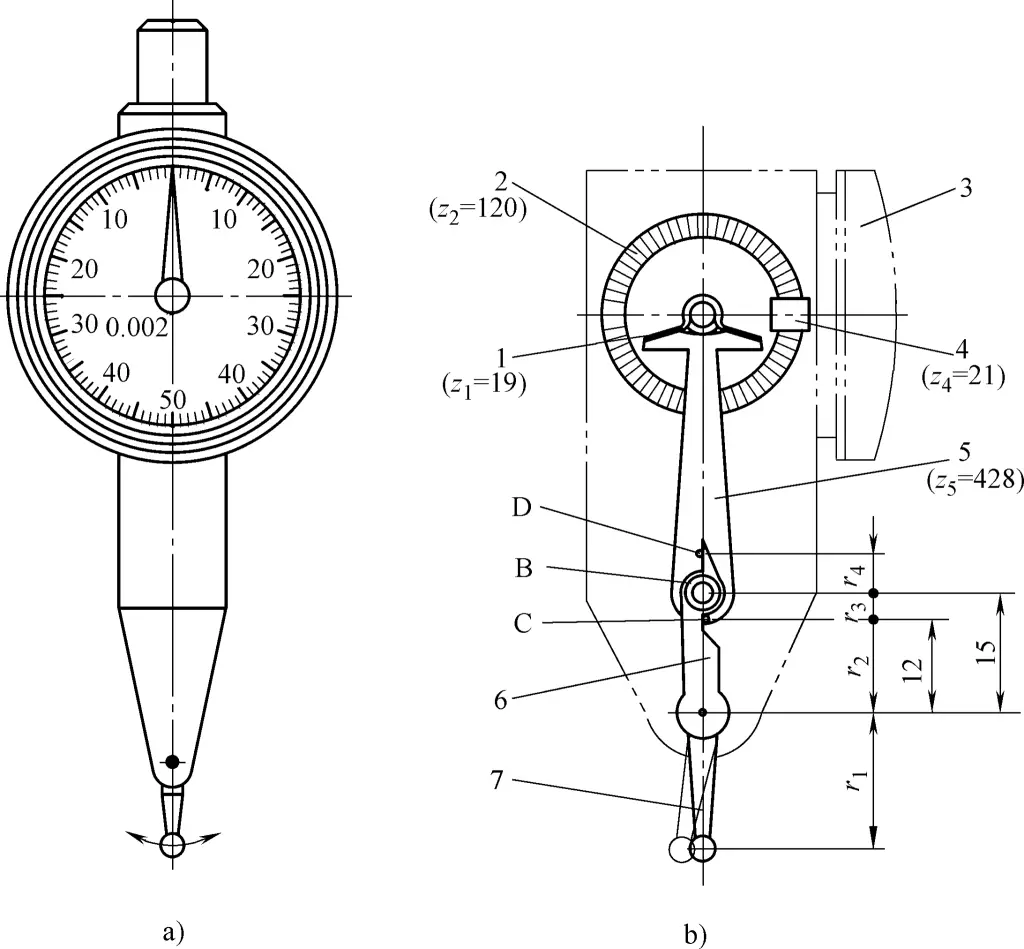
1) Ao utilizar um indicador do tipo mostrador para medição, o eixo da haste de medição do indicador deve ser perpendicular à superfície da peça de trabalho medida, caso contrário, ocorrerão erros de medição. A figura 3 mostra o método de medição correto, em que o ângulo entre o eixo da haste de medição e a superfície medida da peça de trabalho é correto.
Figura 3 Ângulo entre o eixo da haste de medição e a superfície medida da peça de trabalho
a) Método de medição correto b) Método de medição incorreto
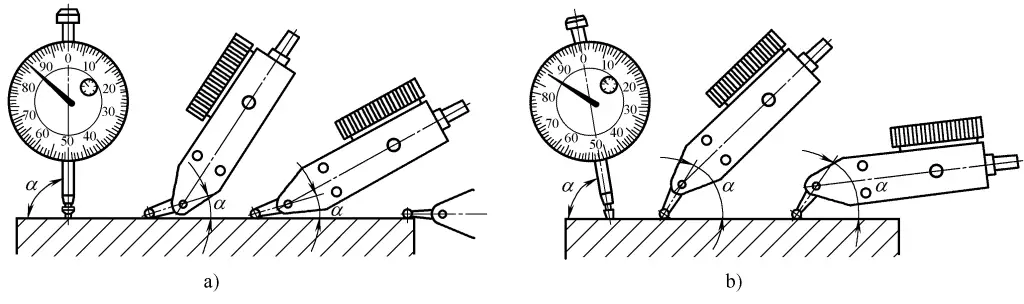
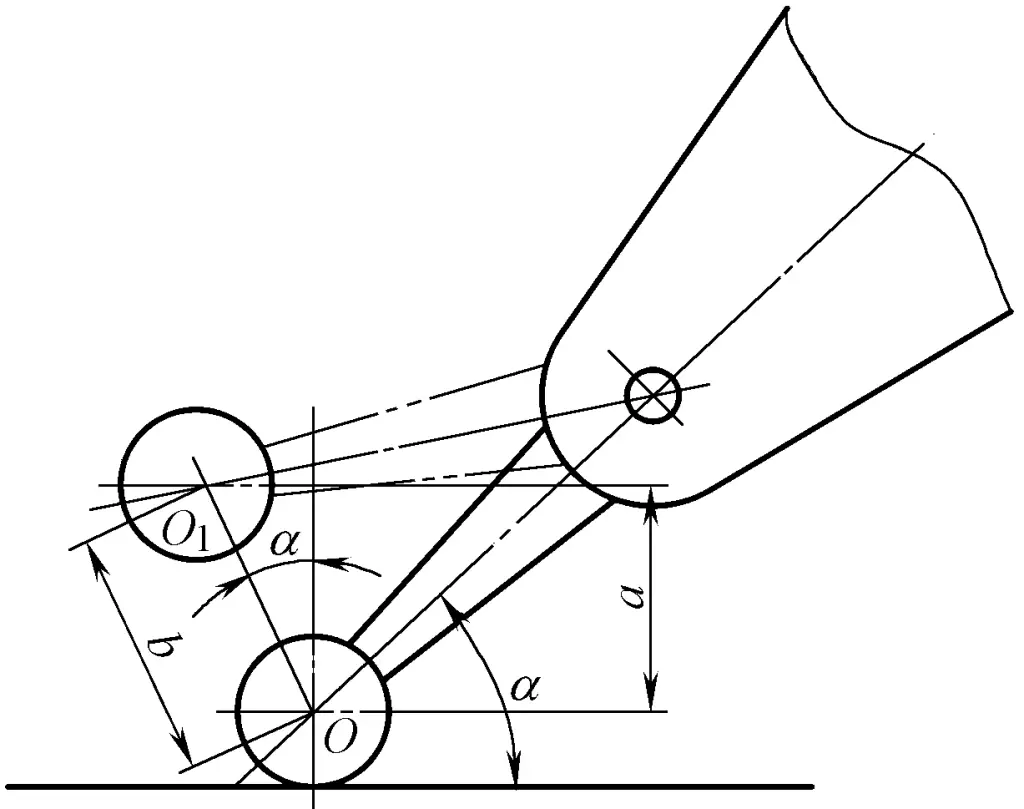
2) Ao utilizar um relógio comparador de alavanca, quanto menor for o ângulo entre o eixo da haste de medição e a superfície da peça medida, menor será o erro. Se o ângulo α não puder ser ajustado para ser pequeno devido a requisitos de medição (quando α>15°), os resultados da medição devem ser corrigidos.
Como se mostra na Figura 4, quando o plano se eleva numa distância a, o indicador do mostrador da alavanca oscila numa distância b, que é a leitura do indicador do mostrador da alavanca. Como b>a, a leitura indicada aumenta.
a=bcosα
Onde
a - Distância a que o plano se eleva (mm); b - Distância de oscilação do indicador do seletor da alavanca (mm); α - Ângulo entre o eixo da haste de medição do seletor da alavanca e a superfície medida (°).
Figura 4 Erro de medição causado pela posição do eixo da haste de medição do indicador do mostrador da alavanca
3) Ao utilizar um relógio comparador, este deve ser fixado com segurança para evitar vibrações; a cabeça de medição não deve entrar em contacto repentino com o objeto medido; ajustar corretamente o relógio comparador; não exceder a gama de medição do relógio comparador; não medir peças com superfícies relativamente rugosas.
4) Evitar que água, óleo ou outros líquidos entrem no indicador ou entrem na haste de medição, pois isso pode facilmente causar erros de medição.
5) Os indicadores de mostrador não devem ser colocados ou utilizados perto de campos magnéticos para evitar a perda de precisão devido à magnetização dos componentes.
2. Micrómetro de alavanca
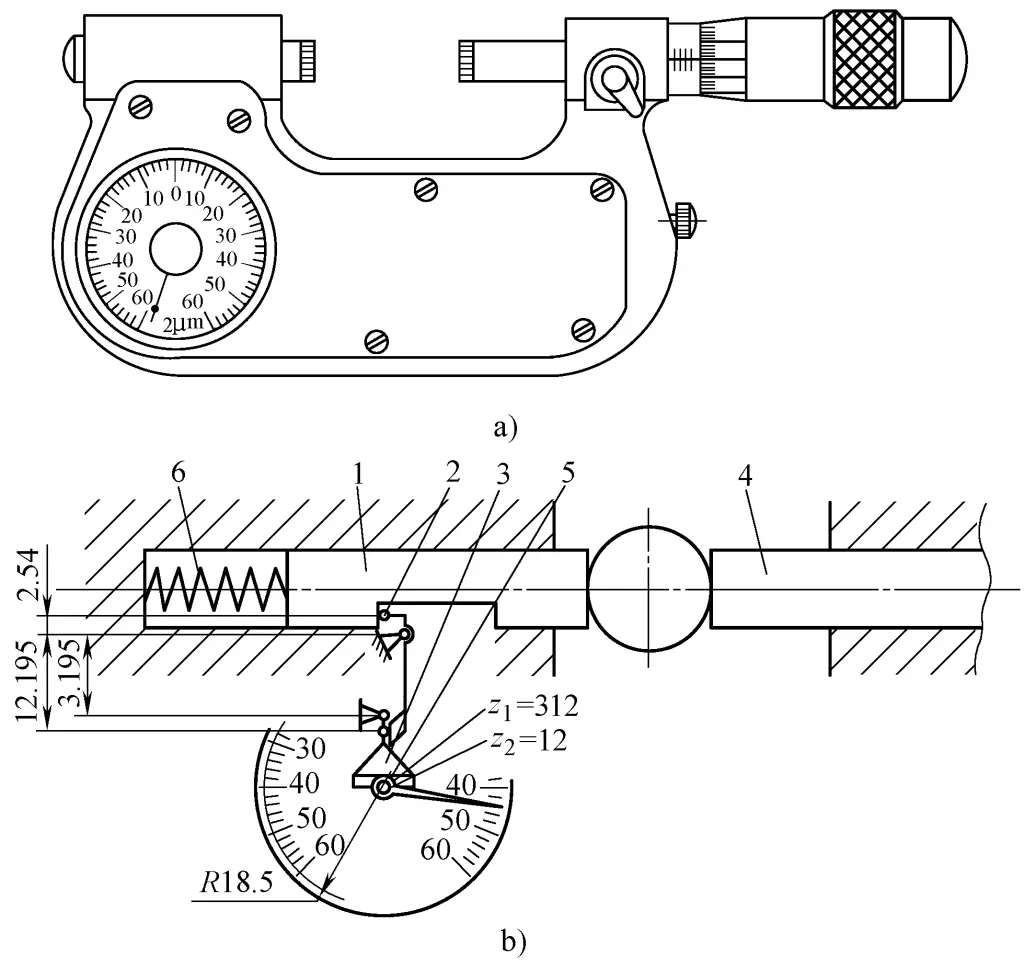
O micrómetro de alavanca (figura 5) é um instrumento de medição de precisão composto pela parte dedal de um micrómetro e por uma parte de ampliação da transmissão por alavanca. Tem uma elevada precisão e é utilizado principalmente para medições exactas. Tem valores de escala de 0,001 mm e 0,002 mm. Pode ser utilizado tanto para medições comparativas como absolutas.
Figura 5 Micrómetro de alavanca de 0-25 mm
a) Vista externa b) Diagrama de princípios 1-Balança amovível 2-Alavanca Engrenagem de 3 sectores 4-Haste de medição amovível 5-Pequena engrenagem 6-Mola de compressão
O princípio de funcionamento do micrómetro de alavanca é mostrado na Figura 5b. Quando a bigorna móvel 1 se move, faz rodar o ponteiro através da alavanca 2, da engrenagem de sector 3 e da pequena engrenagem 5 montadas no mesmo eixo, indicando o movimento da bigorna móvel 1 no mostrador. A mola capilar elimina a folga na corrente de transmissão, e a força de medição é gerada pela mola de compressão 6.
Se o comprimento do braço curto da alavanca r1 =2,54mm, o comprimento do braço longo da alavanca r2 =12,195mm, o raio do círculo de passo da engrenagem pequena r3 =3,195mm, o comprimento do ponteiro R=18,5mm, o número de dentes na engrenagem pequena z2 =12, o número de dentes da engrenagem setorial z1 =312, o rácio de ampliação da transmissão k é
Ou seja, quando a bigorna móvel 1 se desloca a=0,002mm, o ponteiro roda uma divisão com um valor de escala b de
b≈ak=0.002mm×732=1.446mm
Experiência do mestre de competências:
1) Ao utilizar um micrómetro de alavanca para medição relativa, devem ser utilizados blocos de calibre para ajustar o micrómetro de alavanca de acordo com o tamanho da peça de trabalho medida. Aquando da leitura, deve ter-se em conta o erro do bloco de calibre ou do conjunto de blocos de calibre.
2) Ao medir uma peça de trabalho com um micrómetro de alavanca, prima primeiro o botão de retração para permitir que a peça de trabalho contacte suavemente a face da bigorna da haste de medição, sem a forçar.
3) Antes de medir a peça de trabalho, esta deve ser colocada numa placa de superfície de ferro fundido para atingir a temperatura ambiente; durante a medição, a operação deve ser hábil e rápida para evitar que as mudanças de temperatura afectem a precisão da medição.
4) Ao medir o diâmetro de uma peça de trabalho, a leitura deve ser efectuada no ponto de viragem do ponteiro.
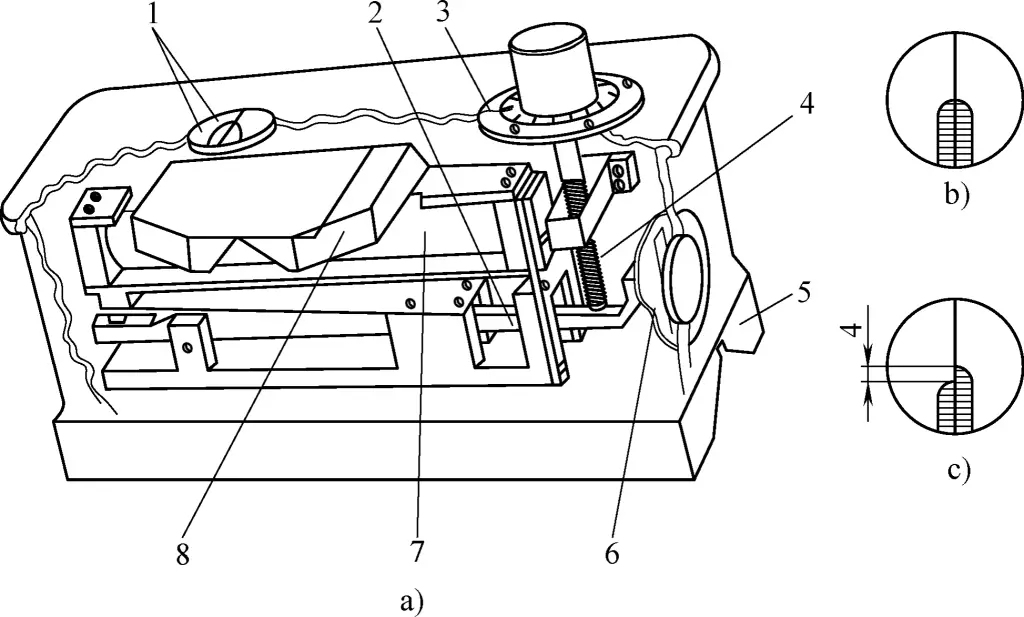
3. Calibre de pressão da alavanca
O medidor de pressão de alavanca é uma ferramenta de medição feita usando o princípio de ampliação de transmissão de engrenagem de alavanca, com valores de escala de 0,002 mm e 0,005 mm. Pode ser utilizado com blocos de calibre para medição relativa de peças de trabalho e pode também medir os erros de forma das peças de trabalho.
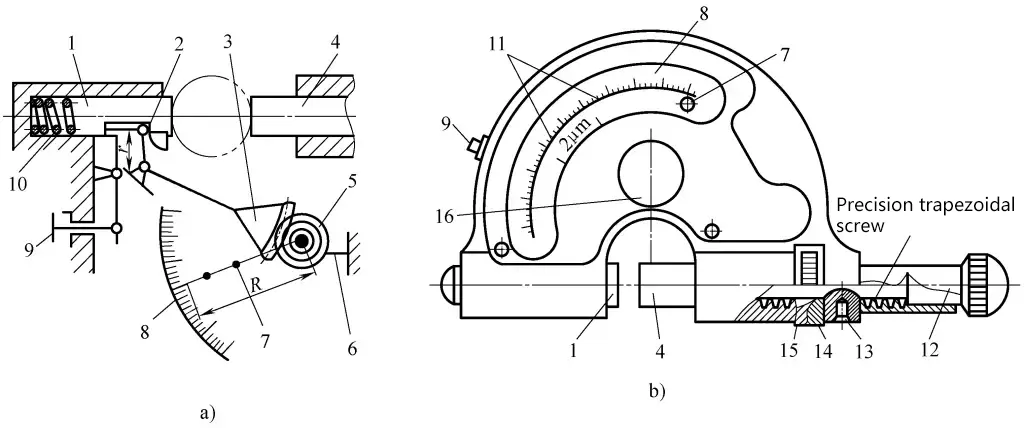
O princípio de funcionamento do manómetro de alavanca é ilustrado na figura 1-76a. Quando a bigorna móvel 1 se move, faz girar o ponteiro 7 através da alavanca 2, da engrenagem de sector 3 e da engrenagem pequena 5 montadas no mesmo eixo, indicando o movimento da bigorna móvel 1 no mostrador 8.
A mola capilar 6 elimina a folga na corrente de transmissão e a força de medição é gerada pela mola 10. Para reduzir o desgaste das superfícies de medição e facilitar a medição, está equipado com um botão de retração 9. A vista externa do manómetro de alavanca é mostrada na figura 6b.
Figura 6 Medidor de pressão da alavanca
a) Diagrama do princípio de funcionamento b) Vista externa 1-Balança amovível 2-Alavanca Engrenagem de 3 sectores 4-Alavanca ajustável 5-Pequena engrenagem 6-Plantação de cabelo 7 pontos 8-Discagem 9 botões 10-primavera 11-Indicador de tolerância Manga 12 13-Parafuso 14 Porca serrilhada Mola de 15 discos 16-Capa
Antes de efetuar a medição, desapertar a manga 12, colocar o bloco de medição entre a bigorna móvel 1 e a bigorna ajustável 4, rodar a porca serrilhada 14 para alinhar o ponteiro 7 com a posição zero no mostrador e, finalmente, apertar a manga 12 para fixar a bigorna ajustável 4.
A mola de disco 15 elimina a folga entre a porca e a rosca trapezoidal da bigorna ajustável, e o parafuso 13 impede a rotação da bigorna ajustável. Retirar a tampa 16 para ajustar o indicador de tolerância com uma chave especial.
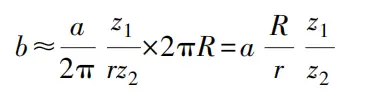
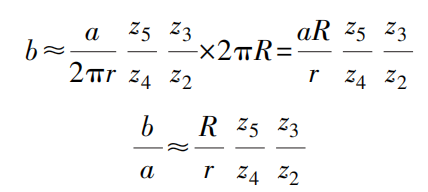
Se o comprimento da alavanca 2 é r, o comprimento do ponteiro 7 é R, o número de dentes da engrenagem de sector 3 é z1 o número de dentes da engrenagem pequena 5 é z2 Quando a bigorna móvel 1 se desloca uma distância a, a distância b percorrida pelo ponteiro 7 é
Por conseguinte
Sendo b/a a razão de ampliação, e sendo esta igual a k, então
Quanto maior for o raio R do ponteiro 7, maior será o número de dentes z1 na engrenagem de sector 3, menor é o comprimento r da alavanca 2 e menor é o número de dentes z2 na pequena engrenagem 5, maior é o rácio de ampliação k.
4. Barra sinusoidal
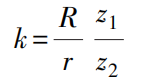
Uma barra senoidal (também conhecida como régua senoidal) é uma ferramenta de medição que utiliza o princípio da função senoidal para a medição indireta, como se mostra na Figura 7.
Figura 7 Barra sinusoidal
a) Tipo largo b) Tipo estreito 1-Placa de extremidade 2 cilindros 3-Corpo principal
A barra sinusoidal é composta principalmente por um plano de trabalho de alta precisão e dois cilindros de precisão com o mesmo diâmetro. Os eixos dos dois cilindros são paralelos entre si, e a linha central que os liga é paralela à superfície de trabalho. De acordo com as diferentes utilizações, dividem-se em tipo largo, tipo estreito e tipo com pontos centrais.
A barra sinusoidal mede de acordo com o princípio da função sinusoidal. Durante a utilização, colocar blocos de medição ou um conjunto de blocos de medição com uma dimensão h sob um cilindro da barra sinusoidal, de modo a que o plano de trabalho da barra sinusoidal forme um ângulo α com a placa de superfície. Comparar este ângulo com o ângulo da peça a inspecionar.
Experiência do mestre de competências:
A barra sinusoidal é uma ferramenta de medição de precisão, pelo que deve ser cuidadosamente limpa antes de ser utilizada.
O valor Ra da rugosidade da superfície da peça de trabalho medida deve ser inferior a 1,6μm; a superfície da peça de trabalho não deve ter rebarbas, sujidade e não deve ser magnética.
A barra sinusoidal deve ser manuseada com cuidado, sendo estritamente proibido bater-lhe ou arrastá-la para evitar desgastar os cilindros e afetar a precisão.
Após a utilização da barra sinusoidal, esta deve ser cuidadosamente limpa, revestida com óleo anti-ferrugem e guardada numa caixa especial.
Ao colocar a peça a medir na barra sinusoidal, utilizar o batente frontal ou lateral da barra sinusoidal para o posicionamento, de modo a garantir que a secção transversal do ângulo da peça se encontra no plano vertical do eixo do cilindro da barra sinusoidal, caso contrário, haverá erros de medição.
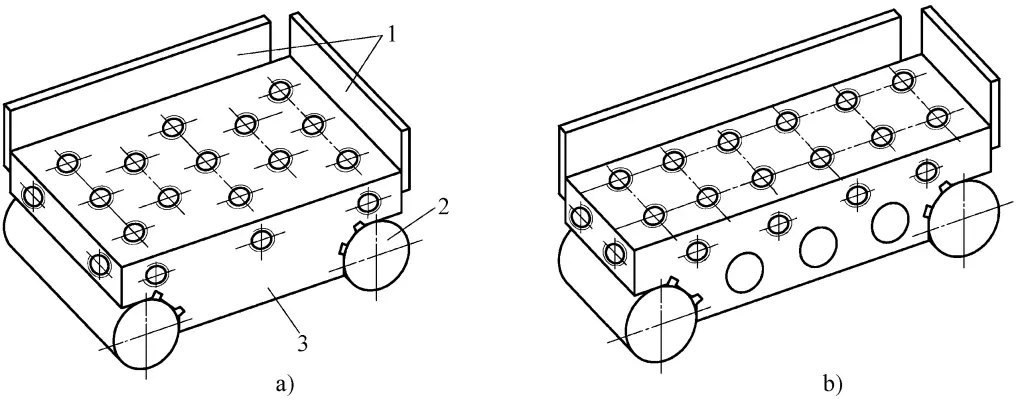
5. Comparador de engrenagens de alavanca
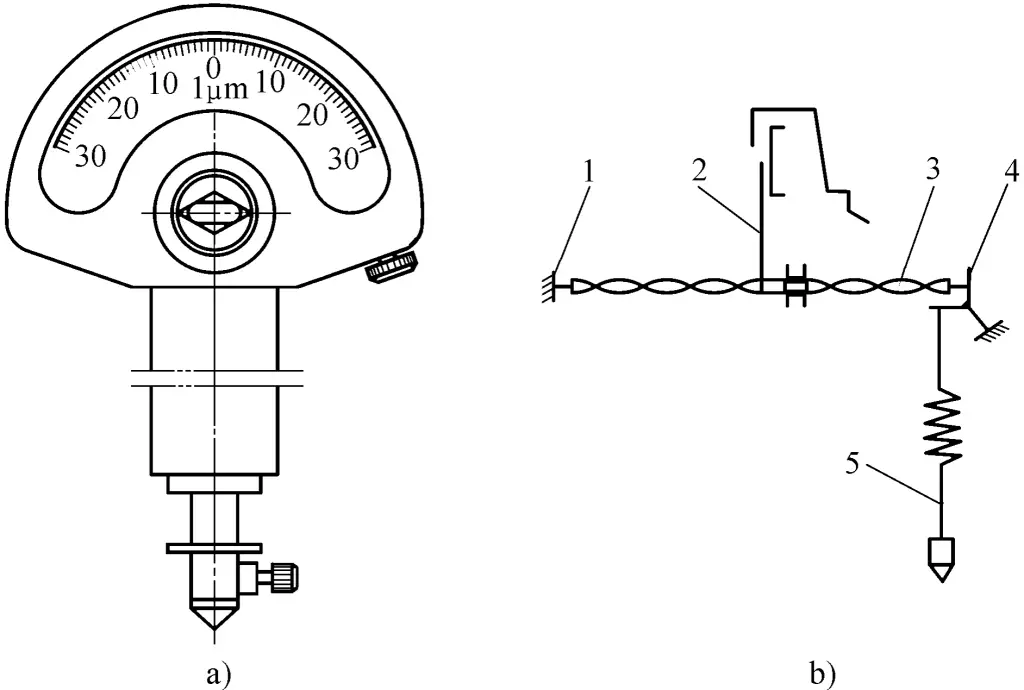
O valor de divisão do comparador de engrenagens de alavanca é de 0,001 mm, a gama de medição é de ±0,05 mm, a sua gama é menor do que a de um relógio comparador, mas a precisão é maior do que a de um relógio comparador. O comparador de engrenagens de alavanca é normalmente montado num suporte de medição especial para medição, como mostra a Figura 8.
Figura 8 Suporte de medição
Durante a medição, o tamanho dos blocos de calibre é utilizado como padrão para medir as dimensões das peças de precisão utilizando o método de comparação e pode também medir os erros de forma e posição das peças de trabalho.
O comparador de engrenagens de alavanca é mostrado na Figura 9. Quando a haste de medição 7 se move, faz com que a engrenagem de sector 5 gire através da alavanca 6, e a engrenagem pequena 4 também gira. A engrenagem de sector 3, que é coaxial com a engrenagem pequena 4, transmite o movimento à engrenagem pequena 2, e o ponteiro 1 indica a leitura correspondente no mostrador.
Figura 9 Comparador de engrenagens de alavanca
a) Vista externa b) Diagrama esquemático 1 ponto 2, 4-Engrenagens pequenas Engrenagens de 3, 5 sectores 6 alavancas 7-Haste de medição
Se o comprimento do braço da alavanca 6 é r, o comprimento do ponteiro 1 é R e o número de dentes das engrenagens 2, 3, 4 e 5 é z2 , z3 , z4 , z5 respetivamente. Quando a haste de medição 7 se desloca uma distância a, a distância b a que o ponteiro 1 roda é
Sendo b/a o rácio de ampliação, e sendo este igual a k, então
Dado r=4,52mm, R=24,5mm, z2 =18, z3 =180, z4 =28, z5 =400, o rácio de ampliação k é
Quando a haste de medição 7 se desloca uma distância a=0,001mm, a distância b a que o ponteiro roda uma divisão é
b=ak=0.001mm×774=0.774mm
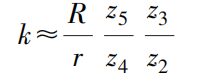
6. Micrómetro de molas de torção
O micrómetro de mola de torção utiliza uma mola de torção como mecanismo de transmissão para conversão de tamanho e ampliação. A sua caraterística notável é a estrutura simples, o grande fator de ampliação e a ausência de fricção ou folga no mecanismo de ampliação, melhorando assim a precisão e a sensibilidade da medição. A vista externa e o diagrama esquemático são mostrados na Figura 10.
Figura 10 Micrómetro de mola de torção
a) Vista externa b) Diagrama esquemático 1-Armação 2 pontos 3-Fita de mola de torção 4-Ponte de molas 5-Haste de medição
A tira de mola de torção 3 é uma tira metálica de bronze de berílio com uma secção transversal retangular (0,005 mm × 0,1 mm × 40 mm), uma extremidade fixada à estrutura 1 e a outra extremidade fixada à ponte de mola 4. Um ponteiro 2 é instalado no centro da mola de torção. Metade da tira de metal é torcida para a direita a partir do centro, e a outra metade é torcida para a esquerda. Quando a vara de medição 5 tem um pequeno deslocamento para cima, a extremidade superior da ponte de mola 4 move-se para a direita, esticando a tira de mola de torção 3, fazendo com que o ponteiro de fibra de vidro 2 localizado no centro da tira de mola de torção se desvie num ângulo, indicando o deslocamento da vara de medição 5.
O método de medição do micrómetro de molas de torção é o mesmo que o do comparador de engrenagens de alavanca. Adicionalmente, a cabeça do micrómetro de molas de torção pode ser montada num suporte para realizar várias medições numa plataforma. Durante a medição, a cabeça deve estar perpendicular à superfície da peça que está a ser medida.
Experiência do mestre de competências:
1) O comparador de engrenagens de alavanca e o micrómetro de molas de torção devem ser instalados primeiro num suporte de medição fixo. Antes de efetuar a medição, ajustar a mesa de trabalho do suporte de medição de modo a torná-la perpendicular ao eixo da haste de medição do comparador de engrenagens de alavanca e do micrómetro de mola de torção; em seguida, ajustar a coluna do suporte de medição de modo a que a cabeça de medição entre ligeiramente em contacto com o bloco de medição ou a peça de trabalho.
2) Durante o processo de medição, tentar utilizar o mais possível a parte central da escala do mostrador.
3) A estrutura do micrómetro de mola de torção é frágil e a gama de medição é pequena. Ajustar cuidadosamente a distância de contacto entre a cabeça de medição e a peça de trabalho; mudar a cabeça de medição atempadamente de acordo com a forma da peça de trabalho.
4) O valor Ra da rugosidade da superfície da peça de trabalho medida deve ser inferior a 1,6μm; a superfície da peça de trabalho não deve ter rebarbas ou sujidade. A peça de trabalho deve ser colocada numa placa de superfície de ferro fundido e deixada atingir a temperatura ambiente antes da medição; durante a medição, a operação deve ser hábil e rápida para evitar que as mudanças de temperatura afectem a precisão da medição.
7. Blocos de calibre
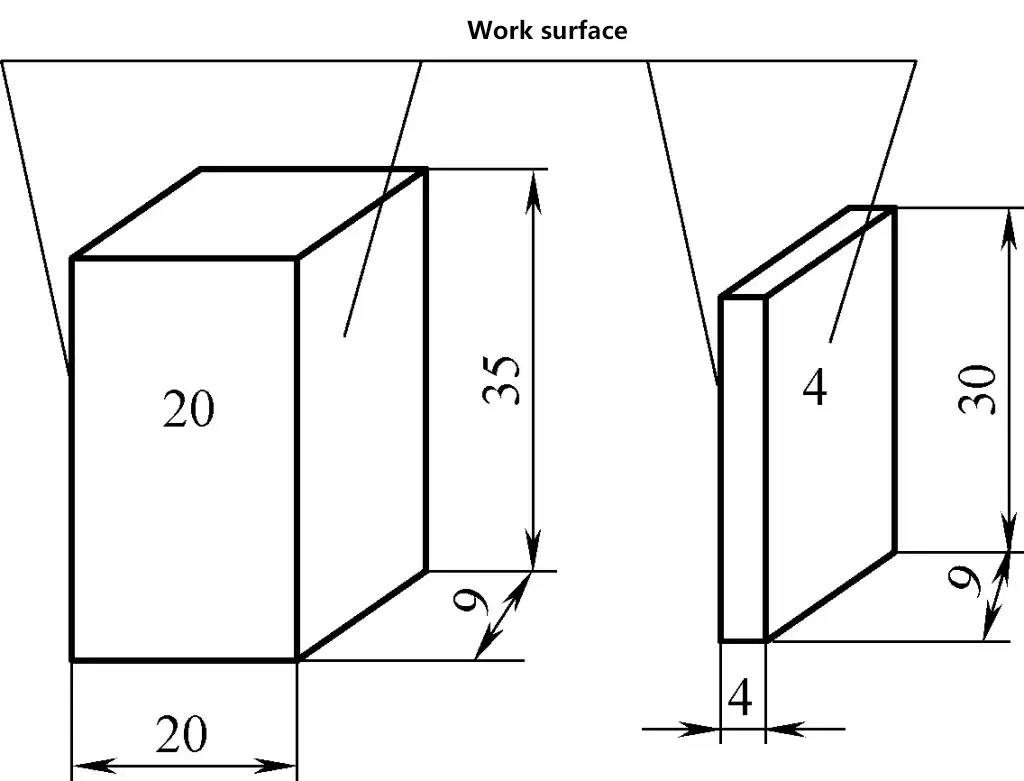
Os blocos calibradores são ferramentas de medição de alta precisão cujo comprimento de trabalho é determinado pela distância entre duas superfícies de medição paralelas, utilizadas principalmente para a transferência de dimensões de referência de comprimento, como mostra a Figura 11. Os blocos calibradores podem também ser utilizados para verificar instrumentos de medição, ajustar a posição zero de instrumentos em medições relativas e ajustar máquinas-ferramentas de precisão.
Figura 11 Blocos de calibre
Os blocos de medição são prismas rectangulares com secções transversais rectangulares feitos de aço cromo-manganês, aço níquel-cromo ou aço para rolamentos. Têm um par de superfícies de trabalho paralelas, de alta precisão e baixa rugosidade superficial. Cada bloco de medição está marcado com uma dimensão nominal, como mostra a Figura 12.
Figura 12 Superfícies de trabalho dos blocos de calibre
A precisão de fabrico dos blocos de calibragem está dividida em seis graus: 00, 0, 1, 2, 3 e K, sendo 00 a precisão mais elevada e 3 a mais baixa, enquanto K é o grau de calibragem.
A principal base para dividir os blocos de calibre em "graus" é a sua precisão de fabrico, que depende do desvio limite do comprimento central do bloco de calibre, da tolerância de variação do comprimento e da capacidade de torção. Quando utilizado por grau, o tamanho nominal marcado no bloco de calibre é utilizado diretamente, o que é conveniente mas tem erros de fabrico, resultando em resultados de medição menos precisos.
Os blocos de calibres são divididos em seis classes de acordo com a sua precisão de verificação: 1, 2, 3, 4, 5 e 6, sendo 1 a precisão mais elevada e 6 a mais baixa. A principal base para a divisão dos blocos de calibre em "classes" é a sua precisão de verificação, que depende do desvio limite do comprimento central do bloco de calibre, da tolerância do paralelismo plano e da capacidade de torção. Quando utilizado por classe, é utilizado o tamanho real do bloco de calibre verificado, o que resulta numa maior precisão de medição.
Os blocos de calibre são utilizados em conjuntos e podem ser combinados para formar vários tamanhos. Quando a superfície de trabalho de um bloco calibrador desliza ao longo da superfície de trabalho de outro bloco calibrador, eles podem aderir um ao outro com apenas uma ligeira pressão da mão. Por conseguinte, podem ser combinados vários blocos de calibre num conjunto de blocos de calibre, conforme necessário.
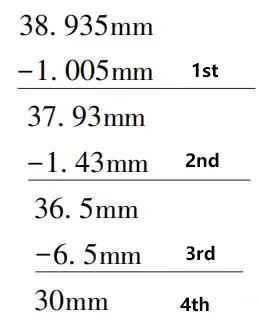
Ao combinar blocos de calibre para formar um determinado tamanho, utilizar o menor número de blocos de calibre para formar o tamanho necessário, geralmente não excedendo quatro blocos. Ao selecionar blocos de calibre, começar pelo último dígito do tamanho da combinação necessária e selecionar blocos que reduzam o número de dígitos em um para cada seleção, e assim por diante.
Por exemplo: Para formar um conjunto de blocos de calibre de 38,935 mm utilizando um conjunto de 83 blocos de calibre, o método de seleção é o seguinte:
Experiência do mestre de competências:
1) Os blocos de calibre só são autorizados para verificar instrumentos de medição, efetuar medições de precisão e ajustar máquinas-ferramentas de precisão.
2) Antes de utilizar blocos de calibre, inspecionar cuidadosamente o aspeto dos blocos de calibre e a superfície medida da peça de trabalho. As peças magnéticas devem ser desmagnetizadas antes da utilização dos calibradores.
3) Antes de combinar conjuntos de blocos de calibre, limpar os blocos de calibre com gasolina de aviação não ácida, etanol anidro ou benzeno puro, limpar os blocos de calibre com camurça fina e macia, algodão desengordurado, linho ou seda e, em seguida, utilizar o método de torção paralela ou o método de torção cruzada para a combinação.
4) Após a utilização, desmontar imediatamente o conjunto de blocos de medição, limpá-los e enxugá-los, aplicar óleo antiferrugem e colocá-los nas suas posições designadas na caixa especial.
5) Verificar regularmente os blocos de calibragem e guardar o certificado de verificação no estojo.
8. Nível de bolha
Um nível de bolha de ar é uma ferramenta de medição comummente utilizada para medir pequenos ângulos de inclinação da superfície de uma peça de trabalho em relação à posição horizontal. É utilizado principalmente para medir erros de retidão e perpendicularidade e pode ser utilizado para ajustar e instalar equipamento em posições horizontais ou verticais.
(1) Nível de bolha de ar
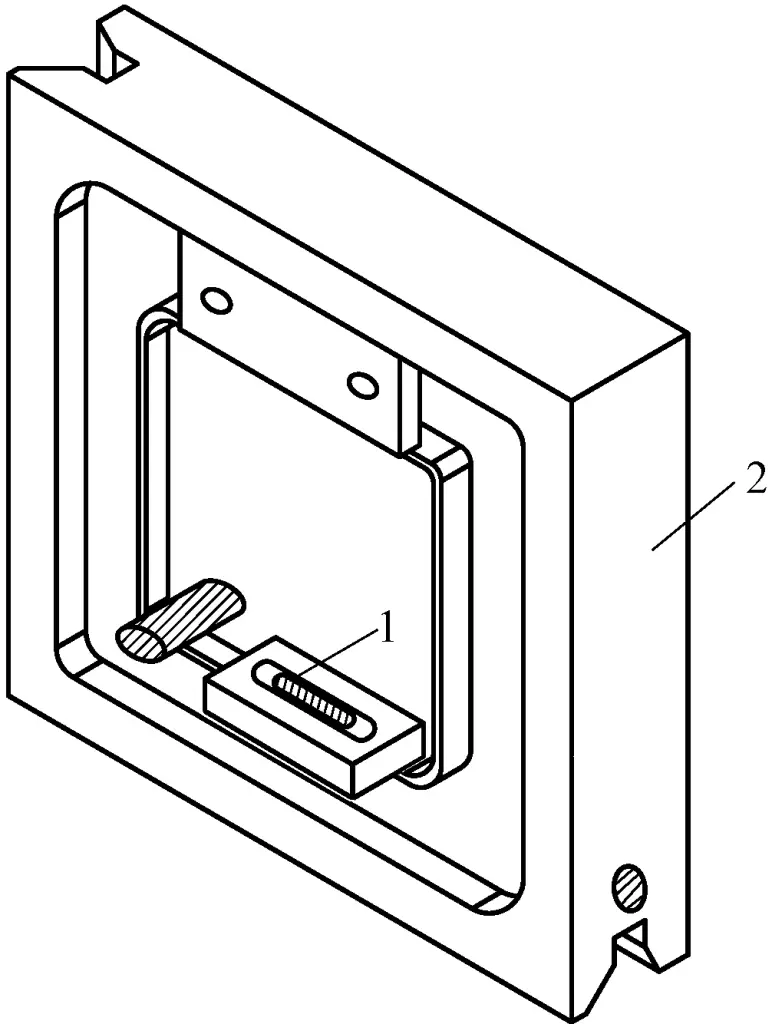
A figura 13 mostra um nível de bolha de ar. A superfície de medição do quadro tem uma superfície plana e uma ranhura em V, sendo que a ranhura em V facilita a medição em superfícies cilíndricas.
Figura 13 Nível de bolha de ar
1-Frasco de nível principal 2-Corpo principal
A ampola de nível é um tubo de vidro selado com um determinado raio de curvatura, marcado com graduações na superfície, cheio de éter e contendo uma bolha. A bolha mantém-se sempre no ponto mais alto do tubo de vidro. Se o nível de bolha for inclinado num ângulo, a bolha desloca-se para a esquerda ou para a direita, e o erro de retidão ou perpendicularidade pode ser calculado com base na distância que se desloca.
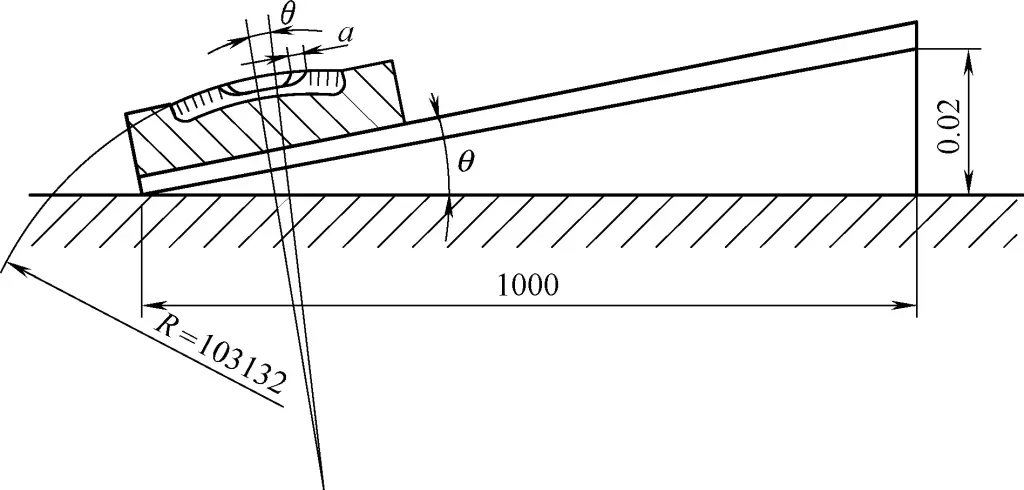
O princípio de funcionamento do nível de bolha de ar é apresentado na Figura 14. Para um nível de bolha de ar com um valor de divisão de 0,02 mm/1000 mm, o frasco do nível principal tem um raio de curvatura R=103132 mm. Quando o plano é inclinado 0,02 mm num comprimento de 1000 mm, o ângulo de inclinação θ é
tanθ=0.02mm/1000mm=0.00002
θ=4"
O ângulo de rotação da bolha é igual ao ângulo de rotação do plano. A distância que a bolha se move para 1 divisão é
Figura 14 Princípio de funcionamento do nível de bolha de ar
Ou seja, para um nível de bolha de ar com um valor de divisão de 0,002 mm/1000 mm, a distância entre cada graduação no tubo de vidro é de 2 mm. A partir daqui, podemos ver que o nível de bolha de ar é um instrumento de medição feito com base no princípio do ângulo de rotação igual e do raio de curvatura ampliado.
(2) Nível de bolha de ar de coincidência
Um nível de bolha de ar de coincidência é um instrumento de medição de ângulos pequenos com uma precisão de medição relativamente elevada, uma gama de medição grande e uma portabilidade cómoda, como mostra a figura 15. A bolha no frasco de nível 7 é visualizada simultaneamente em ambas as meias-arestas através do prisma de coincidência 8 no campo de visão da lupa de mira 1.
Figura 15 Nível de bolha de ar de coincidência
1-Lupa de mira 2-Alavanca 3-Marcador graduado 4-Parafuso micrométrico 5-Base 6-escala 7-Nível do espírito 8-Prisma de coincidência
Durante a utilização, colocar o nível sobre a peça de trabalho que está a ser medida. Quando inclinado num determinado ângulo, é possível ver através da lupa de mira 1 que as duas meias arestas da imagem se juntam com um desalinhamento. Rodar manualmente o parafuso micrométrico 4, utilizando a alavanca 2 para rodar ligeiramente o nível de bolha de ar 7 até que as imagens das bordas da bolha se fundam numa cabeça semicircular lisa.
A parte inteira da leitura é lida a partir da escala 6, e a parte decimal é lida a partir do mostrador 3. Por exemplo, se a escala indicar 1mm e o mostrador tiver rodado 16 divisões, a leitura é de 1,16 mm, o que significa uma diferença de altura de 1,16 mm por 1 m de comprimento.
II. Métodos comuns de medição de dimensões
A qualidade de maquinação das peças inclui a precisão de maquinação e a qualidade da superfície. A precisão da maquinação inclui a precisão dimensional, a precisão da forma e a precisão da posição. Os indicadores de qualidade da superfície incluem a rugosidade da superfície, o grau de endurecimento da superfície e a natureza e magnitude da tensão residual. Neste ponto, apresentaremos principalmente a precisão dimensional e a sua inspeção, bem como a precisão da forma e da posição e a sua inspeção.
A precisão dimensional refere-se ao grau de conformidade entre as dimensões reais da peça e as dimensões ideais da peça, ou seja, o grau de precisão dimensional, que é controlado pelas tolerâncias dimensionais (designadas por tolerâncias).
Graus de tolerância mais elevados têm valores de tolerância menores e maior precisão; inversamente, valores de tolerância maiores resultam em menor precisão. Para peças com a mesma dimensão nominal, a magnitude do valor da tolerância determina a precisão da peça. Valores de tolerância menores indicam maior precisão, enquanto valores de tolerância maiores indicam menor precisão.
Na indústria de fabrico mecânico, existem duas categorias principais de instrumentos utilizados para medir ou inspecionar as dimensões das peças de trabalho: ferramentas de medição e instrumentos de medição (designados por dispositivos de medição). As ferramentas de medição referem-se a dispositivos de medição simples que podem representar diretamente os limites unitários de comprimento, tais como réguas de aço, paquímetros de vernier, micrómetros, blocos de calibre, calibradores de encaixe e calibradores de pressão.
Os dispositivos de medição são instrumentos que ampliam ou subdividem o comprimento utilizando princípios mecânicos, ópticos, pneumáticos ou eléctricos, tais como mostradores, micrómetros, micrómetros de torção e níveis de bolha de ar. Ao utilizar estes instrumentos para inspeção, se a dimensão medida se situar entre as dimensões limite superior e inferior, a peça é considerada aceitável.
Se a dimensão medida for superior à dimensão máxima do material, a peça é inaceitável e requer processamento adicional. Se a dimensão medida for inferior à dimensão mínima do material, a peça é rejeitada.
1. Inspeção dos diâmetros interno e externo, do comprimento, da profundidade e da largura das ranhuras
(1) Medição do diâmetro externo.
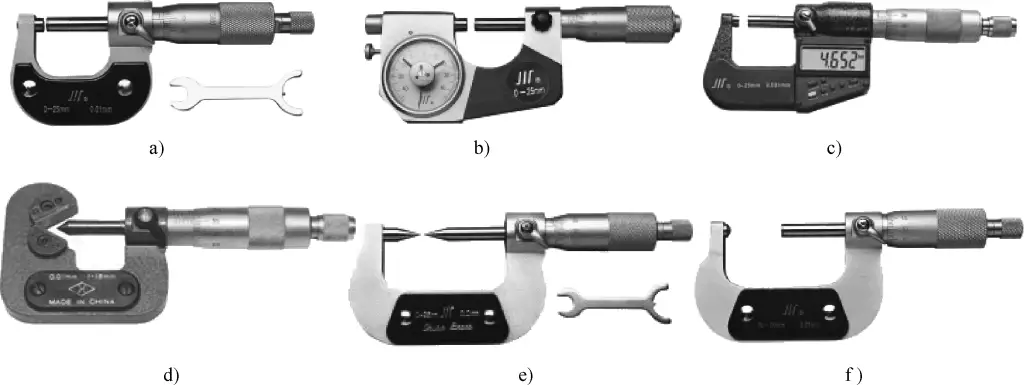
Ao medir diâmetros externos, os calibres vernier e os calibradores de pressão são geralmente escolhidos para dimensões de precisão padrão, enquanto os micrómetros e outras ferramentas de medição de precisão são seleccionados para requisitos de precisão mais elevados. Os tipos de micrómetros externos são apresentados na Figura 16.
Figura 16 Tipos de micrómetros externos
a) Micrómetro externo normalizado b) Micrómetro externo de alavanca c) Micrómetro externo digital d) Micrómetro externo de três ranhuras e) Micrómetro de ponta f) Micrómetro de espessura de parede
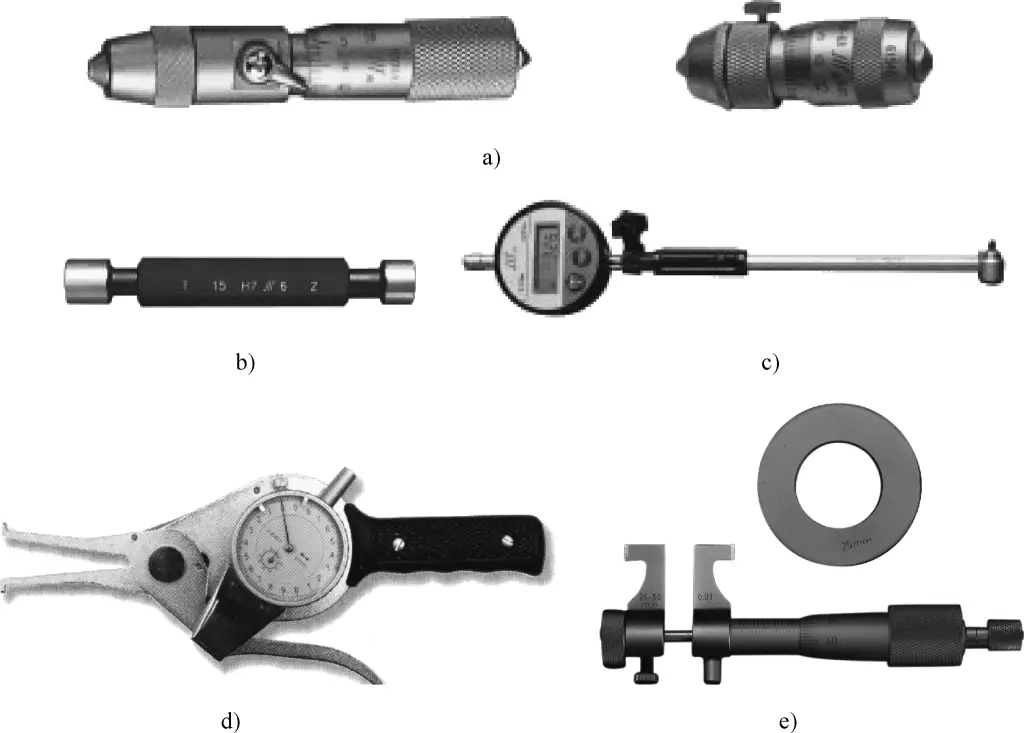
(2) Medição do diâmetro interno.
Ao medir diâmetros de furos, devem ser seleccionadas ferramentas de medição adequadas com base no tamanho, quantidade e requisitos de precisão da peça de trabalho. Para requisitos de menor precisão, podem ser utilizadas réguas de aço, calibradores internos, calibradores de encaixe ou calibradores vernier. Para requisitos de precisão mais elevados, podem ser utilizados micrómetros internos, micrómetros interiores ou calibres de furos. As ferramentas comuns de medição do diâmetro interno são apresentadas na Figura 17.
Figura 17 Ferramentas comuns de medição do diâmetro interno
a) Micrómetro interno b) Calibre de obturador cilíndrico liso c) Calibre de furos d) Medidor de pressão interna e) Micrómetro interior
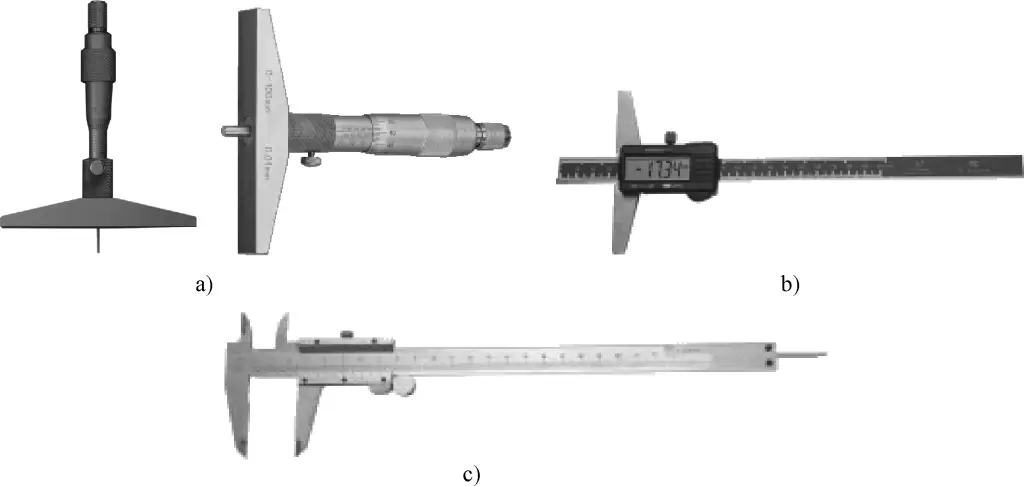
(3) Medição do comprimento, da profundidade e da largura da ranhura.
O comprimento refere-se geralmente às dimensões das superfícies externas, tais como a distância de uma face do degrau a uma determinada face da extremidade. Se os requisitos de precisão dimensional não forem elevados, podem ser utilizadas réguas de aço, gabaritos, paquímetros vernier ou medidores de profundidade vernier para efetuar medições. As ferramentas de medição comuns são apresentadas na Figura 18. Se for necessária uma precisão dimensional mais elevada, a peça de trabalho pode ser colocada numa placa de inspeção e podem ser utilizados indicadores de mostrador ou indicadores de mostrador de alavanca e blocos de calibre para medição comparativa.
Figura 18 Medição do comprimento, profundidade e largura da ranhura
a) Micrómetro de profundidade b) Medidor de profundidade Vernier c) Vernier caliper
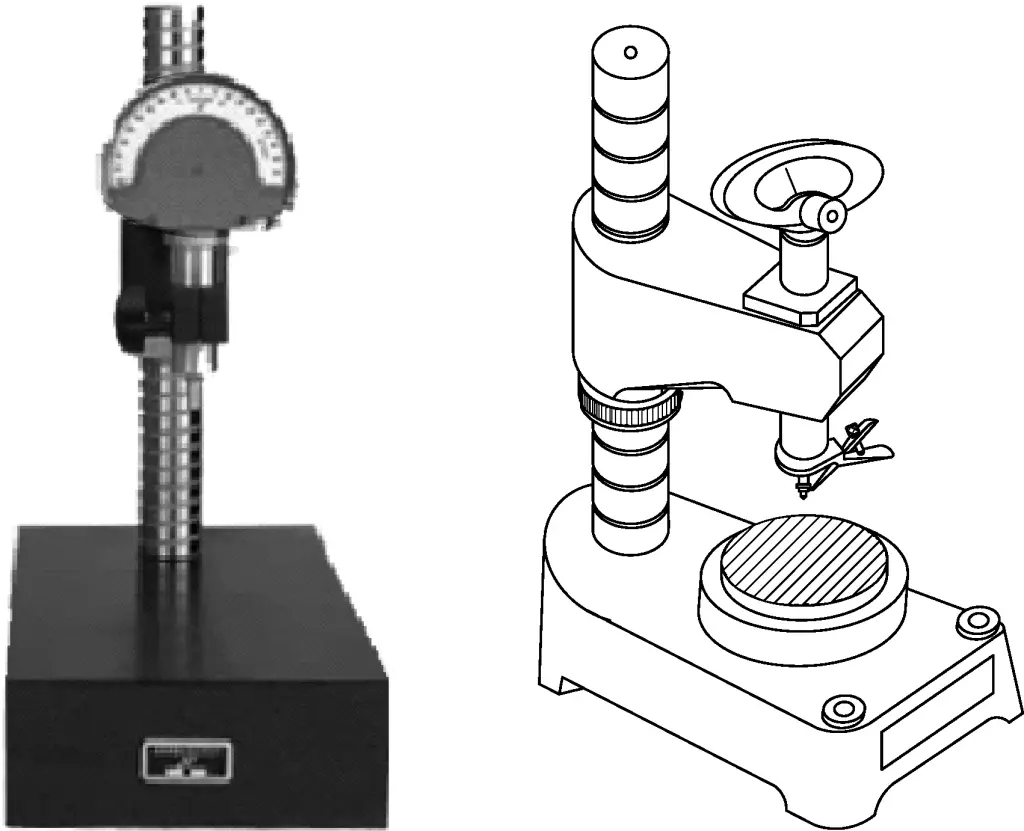
2. Métodos de controlo do cone cónico
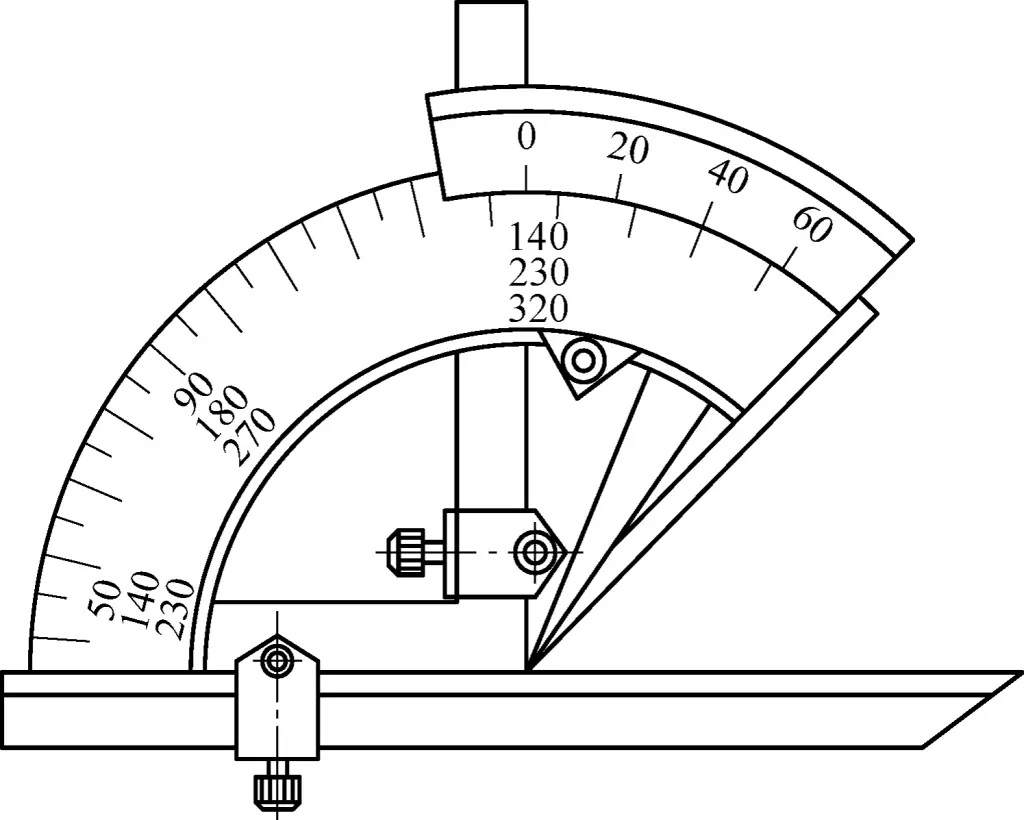
(1) Verificação da conicidade com um transferidor de bisel universal.
Para peças angulares ou superfícies cónicas com requisitos de precisão mais baixos, pode ser utilizado um transferidor de bisel universal para verificar a conicidade, como se mostra na Figura 19.
Figura 19 Transferidor universal de bisel
Em primeiro lugar, ajustar o transferidor universal de chanfros à gama de ângulos a medir. Alinhe a face angular do transferidor com a face final da peça de trabalho (através do centro da peça de trabalho) e faça com que a régua de aço entre em contacto com a superfície inclinada da peça de trabalho. Utilizar o método de transmissão de luz para medir o ângulo.
Experiência do mestre de competências:
Antes de efetuar a medição, remova as rebarbas da peça de trabalho e mantenha as superfícies da peça de trabalho e da ferramenta de medição limpas. A face de medição do transferidor deve passar pelo plano de simetria central da peça de trabalho, e a superfície da base deve coincidir com a superfície de referência da peça de trabalho. Durante a leitura, aperte primeiro o parafuso de fixação do transferidor universal de bisel e, em seguida, afaste-o da peça de trabalho para evitar alterações de ângulo que possam causar erros de medição.
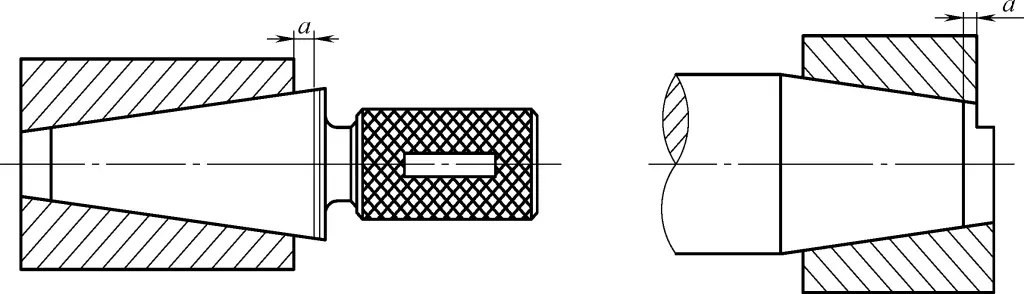
(2) Controlo do cone e das dimensões com um calibre de cone.
Primeiro, utilizar o método de coloração para aplicar três linhas finas e uniformes de chumbo vermelho preparado ou tinta azul ao longo da linha geradora da peça de trabalho em todo o seu comprimento. De seguida, encaixar suavemente o calibre na peça de trabalho e alinhá-los repetidamente. Note-se que o intervalo de rotação deve ser de meia volta.
Retire o calibre e observe os traços de chumbo vermelho "impressos" na superfície cónica da peça de trabalho para avaliar a precisão do cone. Utilize as linhas de extremidade "go" e "no-go" do calibre para determinar as dimensões cónicas, como mostra a Figura 20.
Figura 20 Medição com um calibre cónico
(3) Controlo da conicidade com uma barra sinusoidal.
Durante a inspeção, colocar a barra sinusoidal sobre uma placa de precisão e a peça de trabalho sobre a mesa de trabalho da barra sinusoidal. Colocar um conjunto de blocos calibradores por baixo de um dos cilindros da barra sinusoidal. A altura do conjunto de calibradores pode ser calculada com base no ângulo cónico da peça que está a ser medida.
Em seguida, utilize um relógio comparador (ou micrómetro) para verificar a altura das duas extremidades da linha geradora cónica da peça de trabalho. Se as alturas em ambas as extremidades forem iguais, isso indica que o ângulo ou conicidade da peça de trabalho está correto. Se as alturas das duas extremidades forem desiguais, isso indica que o ângulo ou a conicidade da peça de trabalho tem um erro.
As barras sinusoidais têm muitas aplicações e são normalmente utilizadas para verificar ângulos e cones de peças de trabalho.
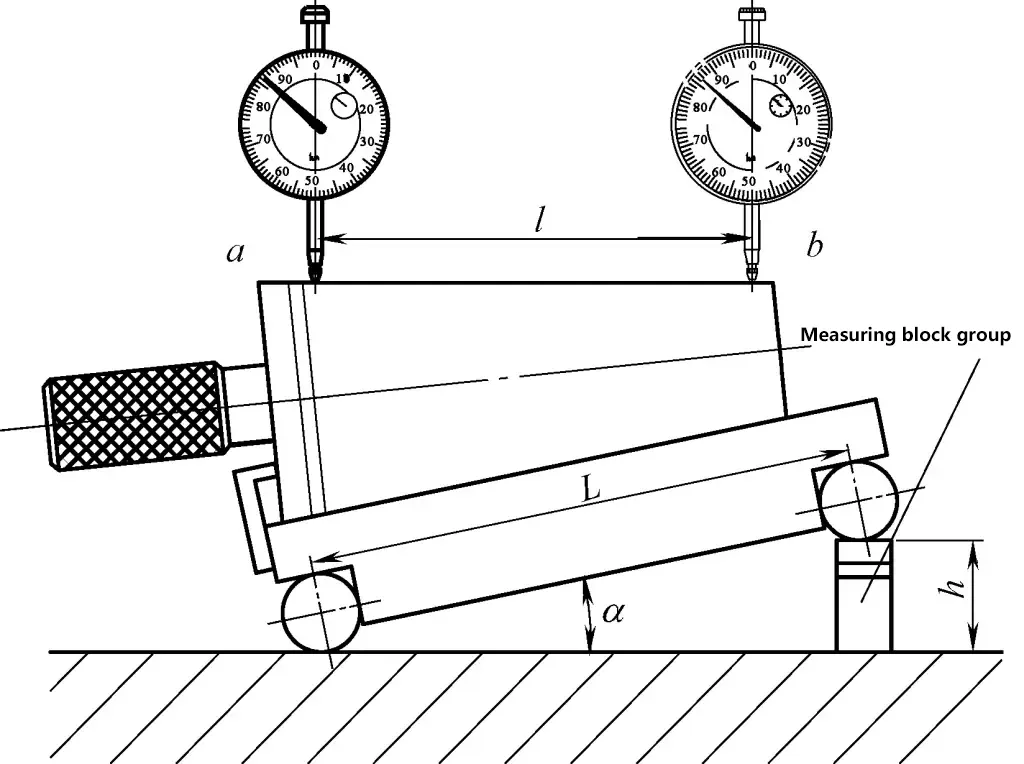
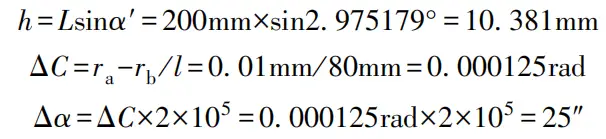
A figura 21 mostra como medir um ângulo cónico utilizando uma barra sinusoidal. Em primeiro lugar, calcular a dimensão h do conjunto de blocos calibradores de acordo com o valor nominal α' do ângulo cónico a medir, formando um ângulo padrão α.
h=Lsinα
Onde
L - Distância central entre os dois cilindros da barra sinusoidal (mm);
α - Valor nominal do ângulo cónico da peça de trabalho (°).
Figura 21 Medição do ângulo cónico com uma barra sinusoidal
Colocar a barra sinusoidal sobre uma placa com um cilindro em contacto com a placa. Colocar um bloco calibrador com a dimensão h sob o outro cilindro, inclinando o plano de trabalho principal da barra sinusoidal em relação à placa com um ângulo padrão α.
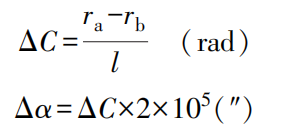
Depois de colocar a peça cónica, use um micrómetro para medir os pontos a e b na linha geradora superior do cone medido (a distância entre os pontos a e b é l). As leituras nos pontos a e b são r₀ e r₁, respetivamente. Se r₀ ≠ r₁, isso indica que existe um erro de conicidade entre o ângulo cónico da peça medida e o ângulo padrão α. A fórmula para calcular o erro de conicidade é:
Onde
ΔC - Erro de conicidade (rad);
Δα - Erro do ângulo cónico (");
r₀ - Leitura no ponto b do cone (mm);
r₁ - Leitura no ponto a do cone (mm).
Utilizando 1rad = 57,3° ≈ (2×10⁵)" como fator de conversão de radianos para segundos, obtenha o erro ΔC do ângulo cónico medido (α).
Exemplo: Utiliza-se uma barra sinusoidal com uma distância entre centros L=200mm para medir um calibre cónico Morse n.º 4 com um ângulo cónico nominal de 2°58'30.6″ (2.975179°). A medição é efectuada como se indica na figura 1-91. Se a distância entre os pontos de medição a e b for l=80mm, e r₀ - r₁ = 0,01mm, calcular o erro de conicidade e o ângulo cónico real deste cone de medição.
Solução: Dado L=200mm, l=80mm, então
Uma vez que r₀ - r₁ = 0,01mm, o ponto a é mais alto do que o ponto b, o ângulo cónico real é maior do que o ângulo cónico nominal.
αreal =α’+Δα=2°58’30.6″+25″=2°58’55.6″
3. Controlo da excentricidade
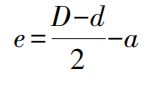
(1) Quando o requisito de precisão para a excentricidade e não for elevado, utilizar um paquímetro para medir a distância mínima a entre as duas superfícies cilíndricas e, em seguida, calcular a excentricidade e utilizando a seguinte fórmula:
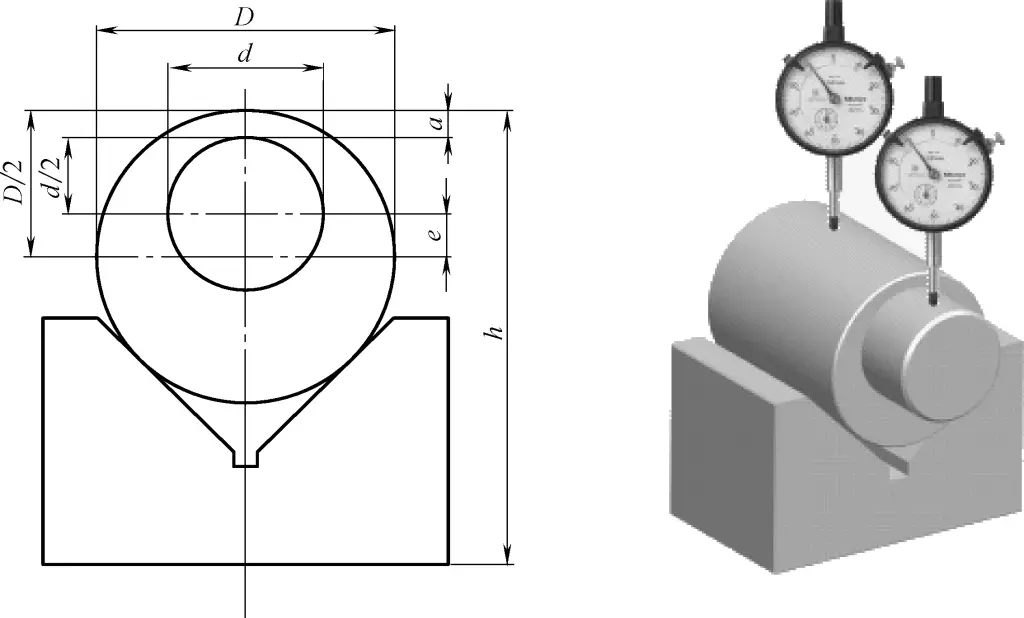
(2) Quando for necessária uma maior precisão para a excentricidade e, utilizar o seguinte método de inspeção: Medir com precisão a excentricidade e utilizando um relógio comparador, como se mostra na figura 22.
Figura 22 Método de medição indireta da excentricidade
Os valores de d e d devem ser medidos com um micrómetro e, em seguida, calcular a excentricidade e utilizando a fórmula. Para peças excêntricas num mandril ou eixos excêntricos com furos centrais em ambas as extremidades, a sonda do relógio comparador pode ser colocada em contacto com a peça excêntrica. Gire o eixo excêntrico com a mão, e metade da diferença entre os valores máximo e mínimo indicados no relógio comparador é a excentricidade e.
(3) Medição da excentricidade com um relógio comparador e um carro transversal de torno.
Para peças com maior excentricidade, a escala de deslizamento cruzado num torno pode ser utilizada para compensar a gama de medição limitada do relógio comparador. Durante a medição, coloque primeiro o relógio comparador em contacto com o círculo exterior excêntrico da peça de trabalho, encontre o ponto mais alto e registe a leitura e o valor da escala do carro transversal.
Em seguida, rodar a peça de trabalho 180°, mover a corrediça transversal para dentro, encontrar o ponto mais baixo do círculo excêntrico, colocar o relógio comparador em contacto com o ponto mais baixo do círculo excêntrico e ajustar a corrediça transversal para manter a leitura original do relógio comparador. Neste ponto, a distância de movimento do carro transversal obtida a partir do mostrador do carro transversal é o dobro da excentricidade.
4. Inspeção de roscas normalizadas
(1) Medição do diâmetro maior.
Quando os requisitos para o diâmetro maior da rosca não são elevados e a banda de tolerância é ampla, podem ser utilizados paquímetros vernier ou micrómetros externos para a medição.
(2) Medição do passo da rosca.
O passo da rosca pode ser medido com uma régua de aço. Para roscas padrão com passos geralmente pequenos, é melhor medir o comprimento de vários passos e depois dividir o comprimento do passo medido pelo número de passos para obter a dimensão de um único passo. Para passos maiores, medir o comprimento de 2 ou 4 passos e depois calcular a dimensão do passo.
O passo das roscas finas é mais pequeno, o que torna difícil a sua medição com uma régua de aço. Geralmente, é utilizado um calibrador de passo para efetuar a medição. Ao medir, insira a placa do calibrador de passo paralelamente à direção do eixo na forma do dente. Se encaixar perfeitamente, isso indica que o passo da rosca medido está correto.
(3) Medição do diâmetro do passo.
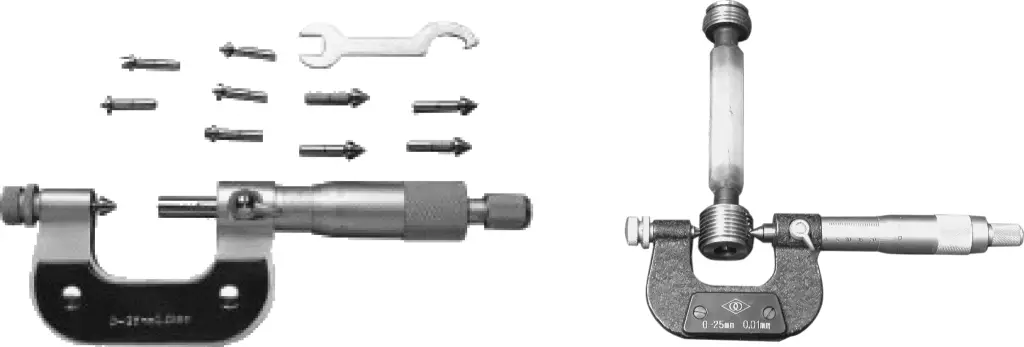
1) Medição do diâmetro do passo das roscas triangulares com um micrómetro de roscas.
A estrutura e o método de utilização de um micrómetro de rosca são semelhantes aos de um micrómetro exterior normal, exceto que os seus dois contactos de medição são um cone e uma ranhura com a mesma forma que o dente da rosca. Durante a medição, os dois contactos encaixam precisamente nas faces do dente da rosca, e a leitura no micrómetro neste ponto é o diâmetro do passo da rosca.
Os micrómetros de roscas vêm com uma série de perfis de faces de dentes e contactos de medição para diferentes passos. Quando se medem diâmetros de passo de diferentes especificações de roscas triangulares, é necessário trocar os contactos de medição adequados, como se mostra na Figura 23.
Figura 23 Micrómetro de rosca
2) Método de medição do fio.
Seleção do diâmetro do fio e da precisão: O diâmetro do arame que é tangente à face lateral do dente na linha de passo da rosca medida é chamado de "melhor diâmetro do arame". As fórmulas simplificadas para o melhor diâmetro do fio são apresentadas no Quadro 1. A utilização do melhor fio para a medição elimina a influência do erro do meio-ângulo do dente da rosca.
Tabela 1 Fórmulas simplificadas para o melhor diâmetro do fio
Fios comuns
55° Roscas Whitworth
Roscas trapezoidais
0.57735P
0.56370P
0.51765P
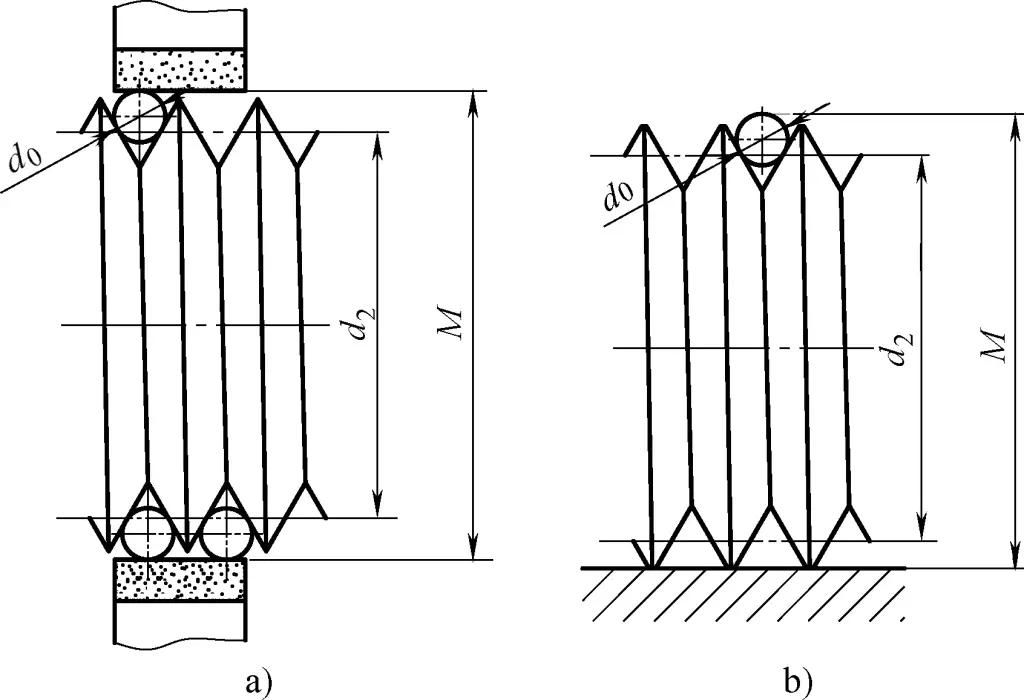
Os métodos de medição de fios normalmente utilizados incluem o método de três fios e o método de um fio para medir o diâmetro do passo da rosca. Ao utilizar o método de três fios para medir o diâmetro do passo da rosca externa, coloque três fios do mesmo conjunto nas ranhuras da rosca em ambos os lados da rosca medida, como mostrado na Figura 24. Utilizar um instrumento de medição preciso, como um micrómetro externo, um micrómetro de alavanca, um comparador ótico ou uma máquina de medir comprimentos, para medir diretamente a distância M entre os lados exteriores dos fios e, em seguida, calcular o diâmetro real do passo da rosca medido.
Figura 24 Método de medição do fio para o diâmetro do passo da rosca
a) Medição a três fios b) Medição por um fio
As séries de tamanhos de diâmetros de arame comummente utilizadas são apresentadas no Quadro 2. As fórmulas de cálculo do diâmetro do passo para as roscas comuns são apresentadas no Quadro 3.
Tabela 2 Séries de tamanhos de diâmetros de arame comummente utilizados
0.118
0.201
0.291
0.433
0.724
1.157
2.020
3.177
0.142
0.232
0.343
0.461
0.866
1.441
2.311
3.486
0.170
0.260
0.402
0.572
1.008
1.732
2.886
-
Tabela 3 Fórmulas de cálculo do diâmetro do passo para roscas comuns
Tipo de rosca
Ângulo do dente α
Fórmula de cálculo do diâmetro do passo
Fios comuns
60°
d2 =M-(3d o -0.866P)
55° Roscas Whitworth
55°
d2 =M-(3.1657do -0.9605P)
Roscas trapezoidais
30°
d2 =M-(4,8637do -1.866P)
(4) Medição exaustiva dos fios.
Antes de efetuar uma medição exaustiva das roscas, verifique primeiro o diâmetro, o perfil do dente e o passo da rosca e, em seguida, utilize calibradores de roscas para efetuar a medição. Ao utilizar calibres de rosca, não os torça com força para evitar danificar a superfície de medição e reduzir a sua precisão.
Os calibradores de anéis de rosca e os calibradores de tampões são normalmente utilizados para a medição abrangente de várias precisões dimensionais de roscas. Os calibres de anel são utilizados para medir a precisão dimensional de roscas externas, enquanto os calibres de obturador são utilizados para medir a precisão dimensional de roscas internas.
Ao medir as roscas, se a extremidade GO do calibre puder ser aparafusada, mas a extremidade NOT GO não, isso indica que a precisão da rosca cumpre os requisitos. Na produção real, para requisitos de precisão mais baixos, também podem ser utilizadas porcas e parafusos padrão para verificação, a julgar pela suavidade e folga ao aparafusar na peça de trabalho.
5. Medição de engrenagens sem-fim
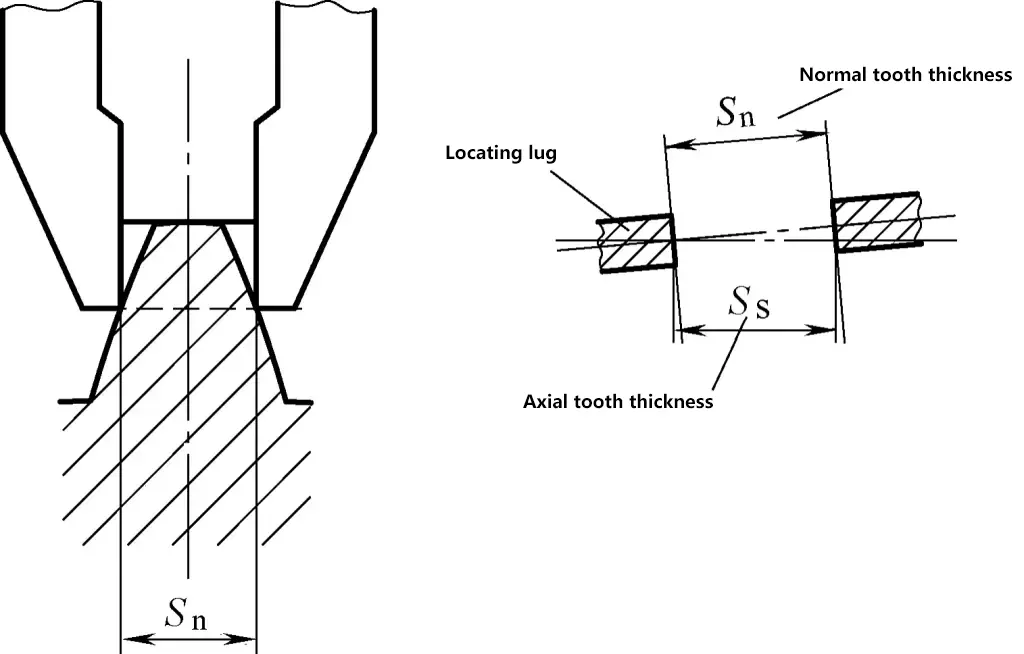
(1) Medir a espessura normal dos dentes das engrenagens sem-fim com um paquímetro de vernier, como mostram as figuras 25 e 26.
Figura 25 Medição da espessura normal dos dentes com um paquímetro vernier
Figura 26 Situação de medição das maxilas do paquímetro de dentes vernier
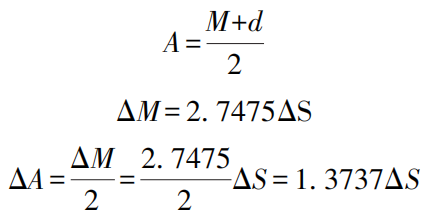
Para melhorar a exatidão da medição, o desvio da espessura do dente pode ser convertido em desvio da distância do vão na medição a três fios e, em seguida, medido utilizando o método de fio único, como se mostra na Figura 27. Quando α=20°, a fórmula de cálculo da medição com um fio é a seguinte
Onde
A - Dimensão da medida micrométrica na medição com um fio (mm);
M - Tamanho da medição micrométrica na medição a três fios (mm);
ΔM - Desvio da distância entre veios na medição a três fios (mm);
d - Diâmetro real medido do diâmetro exterior do parafuso sem-fim (mm);
ΔA - Desvio da distância de medição do fio na medição de um fio (mm);
ΔS - Desvio da espessura do dente (mm).
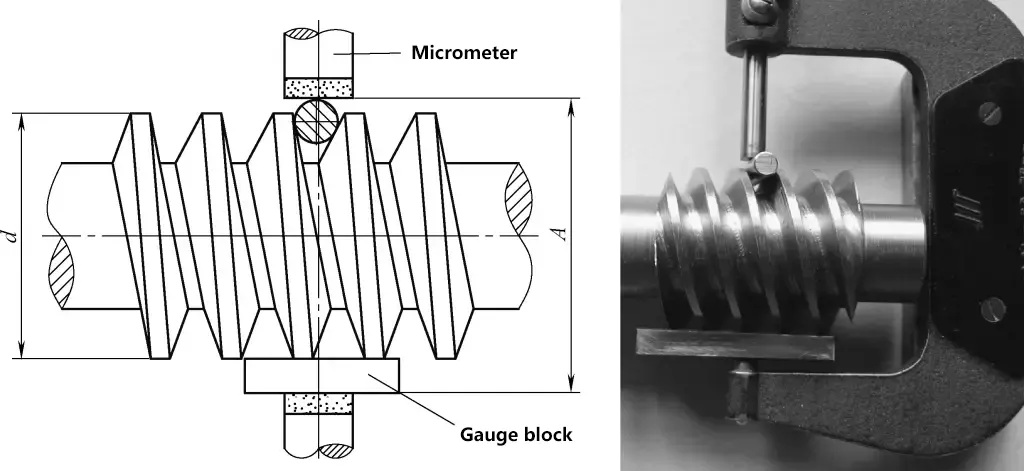
Figura 27 Método de medição com um fio para engrenagens sem-fim
(2) A excentricidade radial do círculo da adenda da engrenagem sem-fim pode ser verificada utilizando um relógio comparador num medidor de excentricidade. Rodar lentamente a engrenagem sem-fim uma volta completa à mão, e a variação máxima na leitura do mostrador é o erro de excentricidade radial.
(3) A verificação do erro do perfil do dente dos parafusos sem-fim de Arquimedes deve ser feita na secção axial, utilizando instrumentos como um microscópio universal de ferramentas.
Partilha da experiência do mestre de competências:
Uma vez que a medição com um fio utiliza o diâmetro do círculo adendo como referência de medição, embora d na Figura 27 seja definido como o tamanho real medido do círculo adendo, para assegurar a precisão da medição, a concentricidade entre o diâmetro do círculo adendo e o círculo de passo do sem-fim deve ser garantida durante o torneamento.
III. Inspeção da precisão da forma comum e da posição
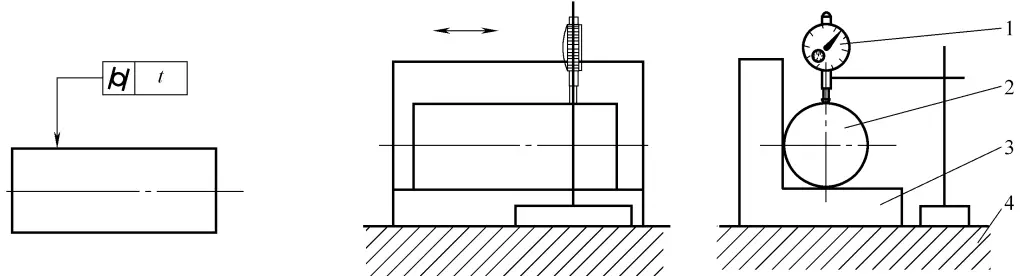
1. Deteção do erro de retilinearidade
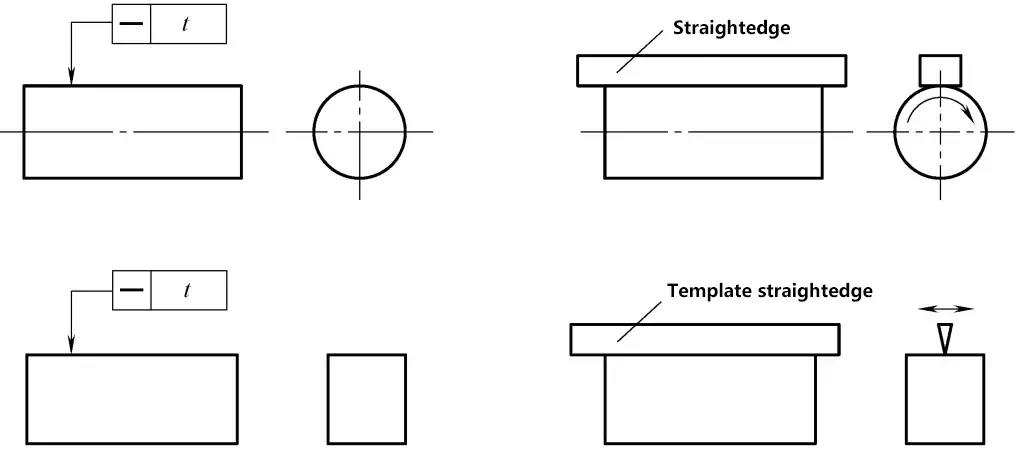
(1) Deteção de erros de retilinearidade de cilindros e cubóides
Como mostra a Figura 28.
Figura 28 Deteção de erros de retilinearidade de cilindros e cubóides
1) Ferramentas de inspeção: Régua (ou modelo de régua), calibrador de folga.
2) Método de fixação e de funcionamento:
① Coloque uma régua ou régua de gabarito em contato direto com a linha do elemento medido, minimizando o espaço máximo entre eles. O intervalo máximo neste ponto é o erro de retidão da linha do elemento medido. A magnitude do erro deve ser determinada através da medição do intervalo de luz. Quando o intervalo de luz é pequeno, pode ser estimado utilizando um intervalo de luz padrão; quando é maior, pode ser utilizado um calibrador de folga para medição.
② Medir várias linhas de elementos utilizando o método acima e considerar o maior valor de erro como o erro de retidão da peça medida.
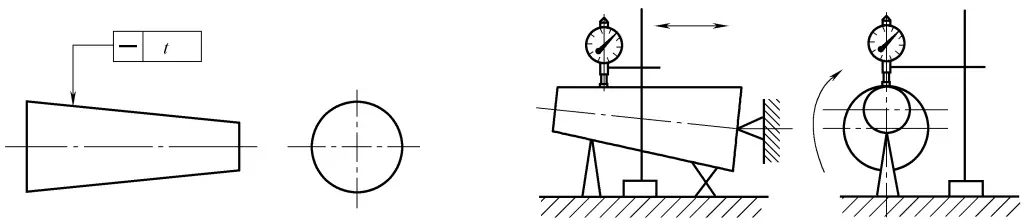
(2) Deteção do erro de retilinearidade dos corpos cónicos
Como mostra a Figura 29.
Figura 29 Deteção do erro de retilinearidade de corpos cónicos
1) Ferramentas e equipamento de inspeção: placa de superfície, suportes fixos e ajustáveis, quadro de medição, relógio comparador ou micrómetro.
2) Método de montagem e funcionamento: Ajustar os dois pontos finais da linha do elemento medido para que fiquem à mesma altura que a placa de superfície.
① Medir ao longo de todo o comprimento da linha do elemento medido, registando as leituras. Calcular o erro de retilinearidade utilizando o método de cálculo (ou o método gráfico) baseado na condição mínima (ou o método da linha de dois pontos) utilizando as leituras registadas.
② Medir várias linhas de elementos utilizando o método acima e considerar o maior valor de erro como o erro de retidão da peça medida.
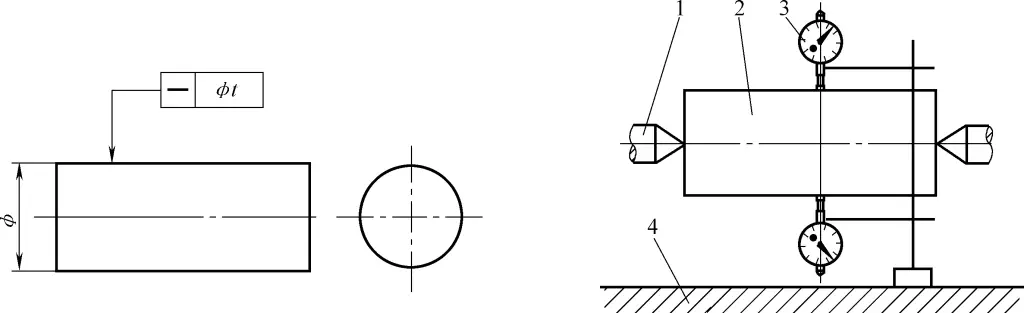
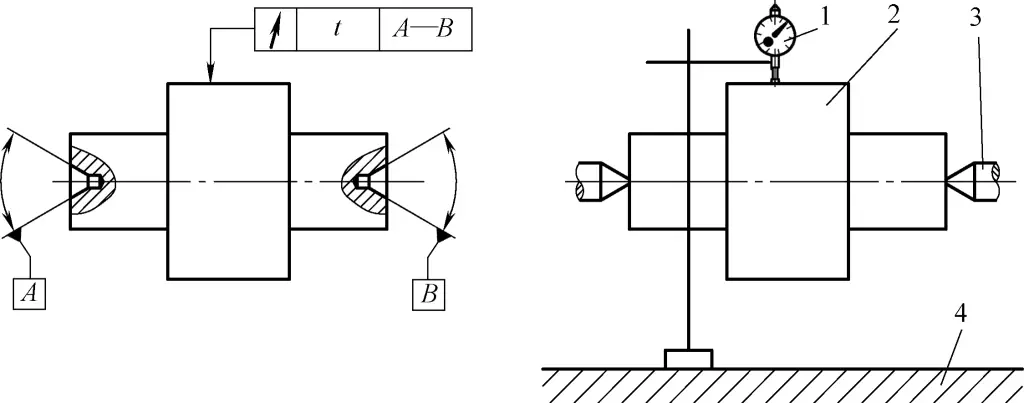
(3) Deteção do erro de retilinearidade de peças do tipo eixo num dispositivo de inspeção da excentricidade
Como mostra a Figura 30.
Figura 30 Deteção do erro de retilinearidade de peças do tipo eixo num dispositivo de inspeção da excentricidade
1-Suporte central 2-Parte medida 3-Indicador 4-Placa de superfície
1) Ferramentas e equipamento de inspeção: placa de superfície, suporte central ou dispositivo de inspeção de excentricidade, relógio comparador, suporte, relógio comparador ou micrómetro.
2) Método de montagem e funcionamento: Instalar a peça medida entre dois centros paralelos à placa de superfície.
① Medir ao longo de duas linhas de elementos na secção transversal do eixo vertical, registando as leituras M₀ e M₁ dos dois indicadores nos respectivos pontos de medição. Tomar metade da diferença das leituras em cada ponto {isto é, (M₂-M₃)/2} e utilizar a diferença máxima como o erro de retilinearidade do eixo nessa secção transversal.
② Medir várias linhas de elementos em várias secções transversais utilizando o método acima e considerar o maior valor de erro como o erro de retidão do eixo da peça medida.
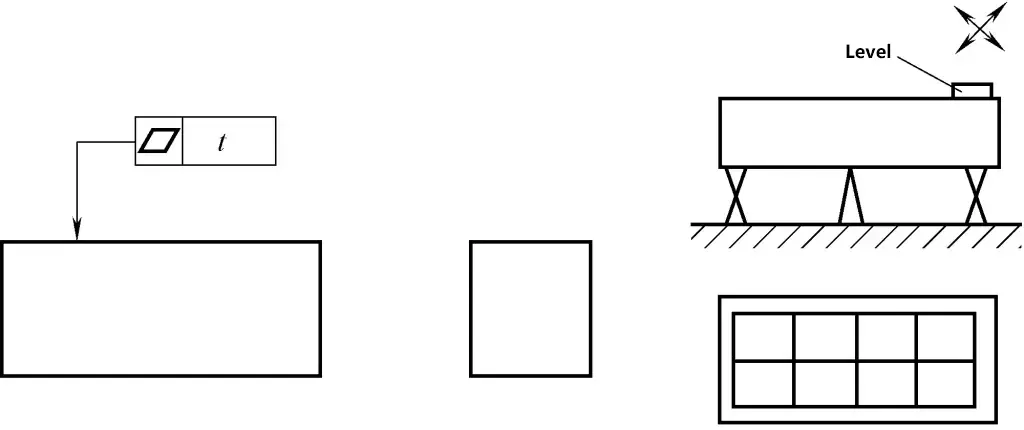
2. Deteção do erro de planicidade
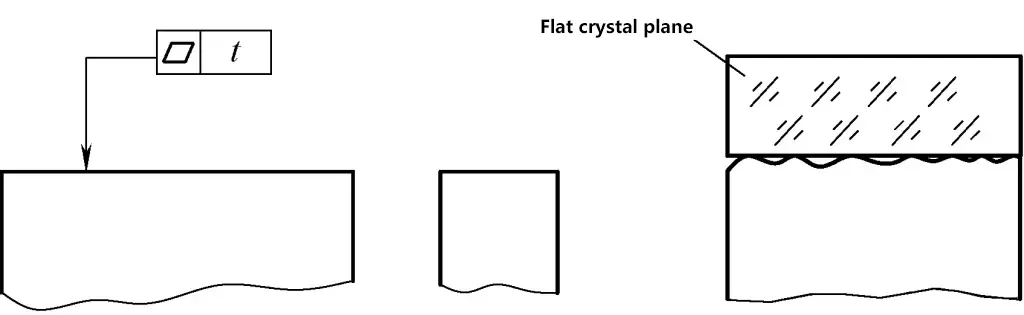
(1) Medição do erro de planeza de pequenos planos de alta precisão
Como mostra a Figura 31.
Figura 31 Medição da planeza de pequenos planos de alta precisão
1) Ferramentas e equipamentos de inspeção: plano ótico.
2) Método de funcionamento: Colocar a superfície de trabalho do plano ótico sobre a superfície medida com uma ligeira pressão, e aparecerão franjas de interferência.
O erro de planeza da superfície medida é o número de franjas de interferência fechadas multiplicado por metade do comprimento de onda da luz. Para franjas de interferência abertas, é o rácio entre a curvatura da franja e a distância entre franjas adjacentes, multiplicado por metade do comprimento de onda da luz. Este método é adequado para a medição de pequenos planos de alta precisão.
(2) Deteção do erro de planeza com um nível de bolha de ar
Como mostra a Figura 32.
Figura 32 Deteção de erros de planicidade com um nível de bolha de ar
1) Ferramentas e equipamento de inspeção: placa de superfície, nível de bolha de ar, placa de ponte, suportes fixos e ajustáveis.
2) Método de montagem e funcionamento: Ajustar a superfície medida para uma posição horizontal, utilizar o nível de bolha de ar para medir a superfície ponto a ponto de acordo com uma disposição e direção específicas, registar as leituras e convertê-las em valores lineares.
Calcular o erro de planeza utilizando o método de cálculo (ou o método gráfico) de acordo com as condições mínimas (ou o método diagonal) com base nos valores de cada linha.
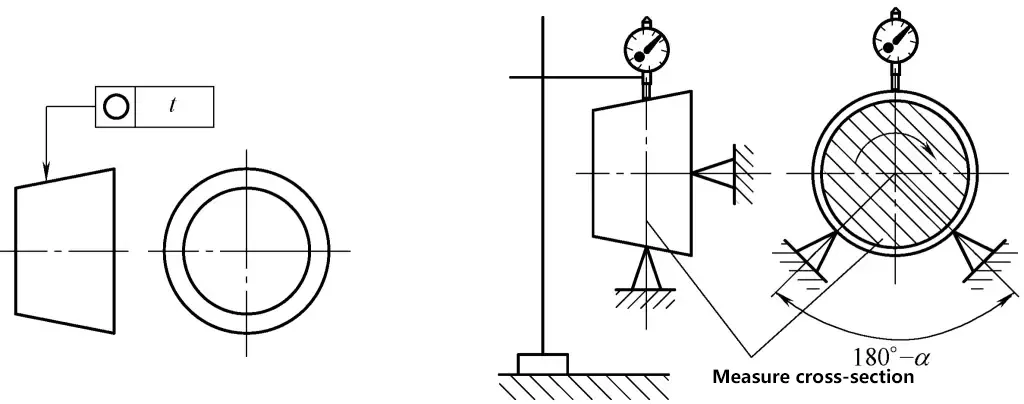
3. Deteção de erros de arredondamento
(1) Deteção de um dos erros de circularidade do cone e do cilindro
Como mostra a Figura 33.
Figura 33 Deteção de um dos erros de circularidade do cone e do cilindro
1) Medição e ferramentas de inspeção: placa plana, suporte de medição com indicador, bloco em V, suportes fixos e ajustáveis.
2) Método de fixação e de funcionamento: Colocar a peça de trabalho no bloco em V, com o seu eixo perpendicular à secção transversal de medição, fixando a posição axial.
① Durante uma rotação da peça de trabalho, metade da diferença máxima nas leituras do indicador é o erro de circularidade dessa secção transversal.
② Medir várias secções transversais utilizando o método acima e considerar o valor de erro máximo como o erro de circularidade da peça de trabalho.
A fiabilidade deste método de medição depende do efeito combinado do erro de forma da secção transversal e do ângulo do bloco em V. Os ângulos habitualmente utilizados são α=90° e 120° ou 72° e 108° com dois blocos em V para medições separadas.
Este método é adequado para a medição de erros de forma ímpares nas superfícies interior e exterior (os erros de forma pares são medidos utilizando o método de dois pontos). Durante a medição, tanto a peça de trabalho como o instrumento de medição podem ser rodados.
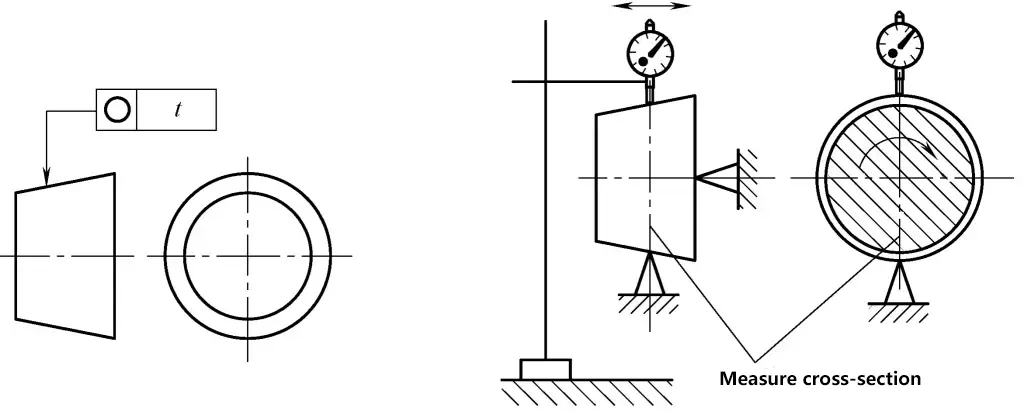
(2) Deteção do erro de circularidade do cone e do cilindro II
Como mostra a Figura 34.
Figura 34 Deteção do erro de circularidade do cone e do cilindro II
1) Medição e ferramentas de inspeção: placa plana, suporte de medição com indicador, suporte, micrómetro.
2) Método de fixação e de funcionamento: Posicionar o eixo da peça de trabalho perpendicularmente à secção transversal de medição, fixando a posição axial.
① Durante uma rotação da peça de trabalho, metade da diferença máxima nas leituras do indicador é o erro de circularidade de uma única secção transversal.
② Medir várias secções transversais utilizando o método acima e considerar o valor de erro máximo como o erro de circularidade da peça de trabalho.
Este método é adequado para a deteção de erros de forma de lóbulos pares nas superfícies interior e exterior (os erros de forma de lóbulos ímpares são medidos utilizando o método de três pontos). Durante a medição, tanto a peça de trabalho como o instrumento de medição podem ser rodados.
O método de dois pontos para medir o erro de circularidade é semelhante à medição do diâmetro externo com um micrómetro ou do diâmetro interno com um relógio comparador interno. Medir em várias posições à volta da circunferência e considerar metade da diferença máxima entre dois pontos diametralmente opostos como o erro de circularidade.
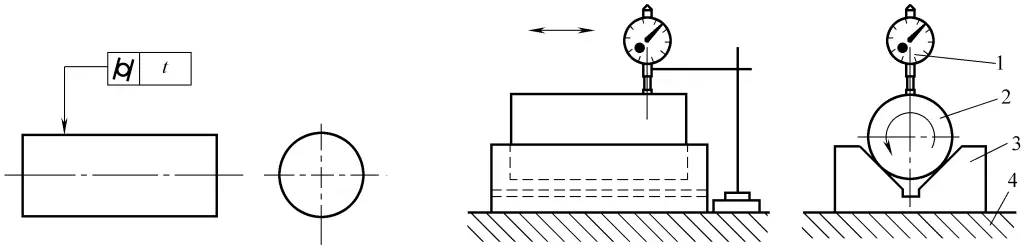
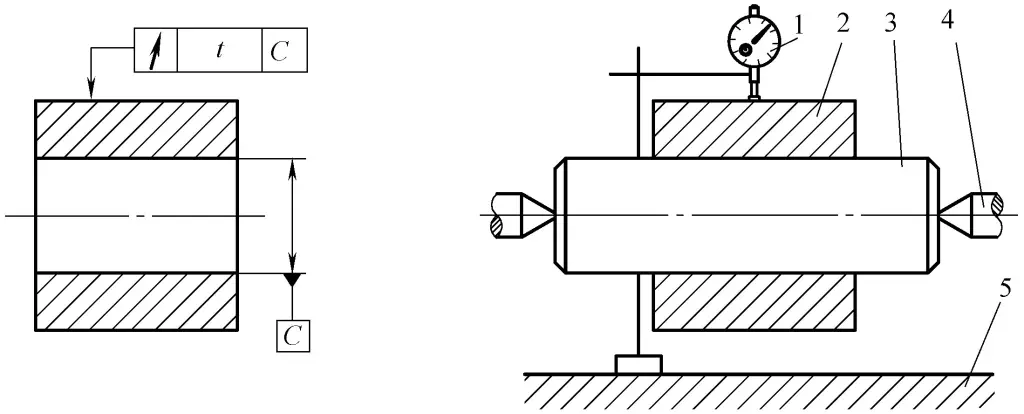
4. Deteção do erro de cilindricidade
(1) Deteção do erro de cilindricidade do cilindro e do veio I
Como mostra a Figura 35.
Figura 35 Deteção do erro de cilindricidade do cilindro e do veio I
1-Indicador 2-Peça de trabalho Bloco 3-V 4-Placa plana
1) Medição e ferramentas de inspeção: placa plana, bloco em V, suporte de medição com indicador.
2) Método de fixação e funcionamento: Utilizar o método de três pontos para medir a cilindricidade. Colocar a peça de trabalho num bloco em V sobre a placa plana, com o bloco em V mais comprido do que a peça de trabalho.
① Durante uma revolução da peça de trabalho, meça as leituras máxima e mínima numa secção transversal.
② Utilizando o método acima, medir continuamente várias secções transversais e, em seguida, considerar metade da diferença entre as leituras máxima e mínima de todas as secções transversais medidas como o erro de cilindricidade da peça de trabalho. Este método é adequado para medir erros de forma ímpares nas superfícies exteriores.
Para uma medição exacta, utilizar normalmente dois blocos em V com ângulos α=90° e 120° para medições separadas.
(2) Deteção do erro de cilindricidade do cilindro e do veio II
Como mostra a Figura 36.
Figura 36 Deteção do erro de cilindricidade do cilindro e do veio II
1-Indicador 2-Peça de trabalho 3-Assento em ângulo reto 4-Placa plana
1) Medição e ferramentas de inspeção: placa plana, assento em ângulo reto, suporte de medição com indicador.
2) Método de fixação e funcionamento: Utilizar o método de dois pontos para medir a cilindricidade. Colocar a peça de trabalho na placa plana, perto do assento do ângulo reto.
① Durante uma revolução da peça de trabalho, meça as leituras máxima e mínima numa secção transversal.
② Utilizando o método acima, medir várias secções transversais e, em seguida, tomar metade da diferença entre as leituras máxima e mínima de todas as secções transversais medidas como o erro de cilindricidade da peça de trabalho. Este método é adequado para medir erros de forma de lóbulos pares em superfícies exteriores.
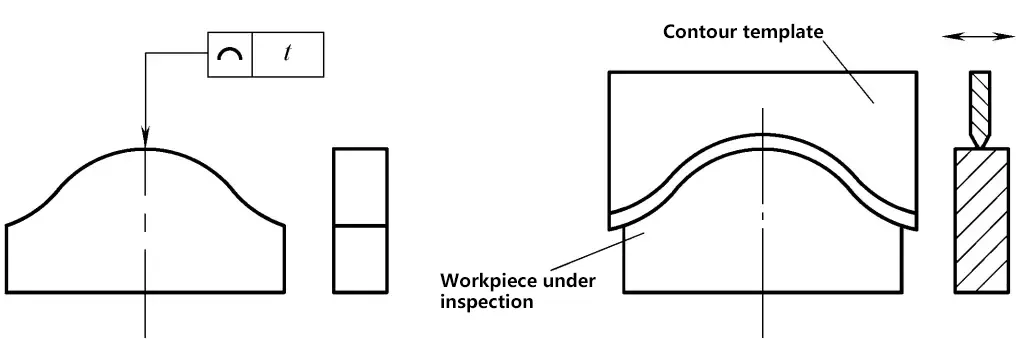
5. Deteção de erros no perfil da linha
Como se pode ver na Figura 37
Figura 37 Deteção de erro no perfil da linha
1) Medição e ferramentas de inspeção: Modelo de perfil.
2) Método de fixação e operação: Colocar o modelo de perfil na peça de trabalho na direção especificada, estimar o tamanho da folga utilizando o método da folga leve e considerar a folga máxima como o erro de perfil de linha da peça de trabalho.
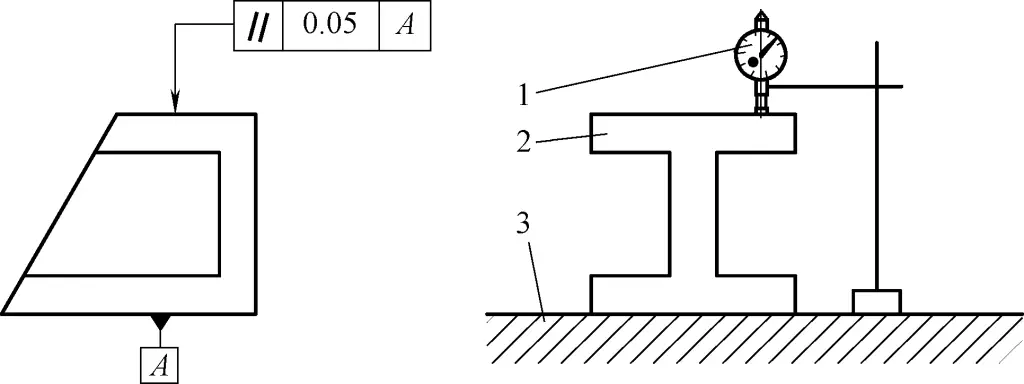
6. Deteção de erros de paralelismo
(1) Deteção do erro de paralelismo entre duas superfícies paralelas
Como mostra a Figura 38.
Figura 38 Deteção do erro de paralelismo entre duas superfícies paralelas
1-Indicador 2-Peça de trabalho 3-Placa plana
1) Medição e ferramentas de inspeção: placa plana, suporte, relógio comparador ou micrómetro.
2) Método de fixação e funcionamento: Colocar a peça de trabalho sobre a placa plana e medir ao longo das linhas de medição especificadas em toda a superfície a ser medida.
① Considere a diferença entre as leituras máxima e mínima do indicador como o erro de paralelismo da peça de trabalho.
② Considerar a diferença entre as leituras máxima e mínima do indicador num determinado comprimento l em cada linha de medição como o erro de paralelismo da peça de trabalho.
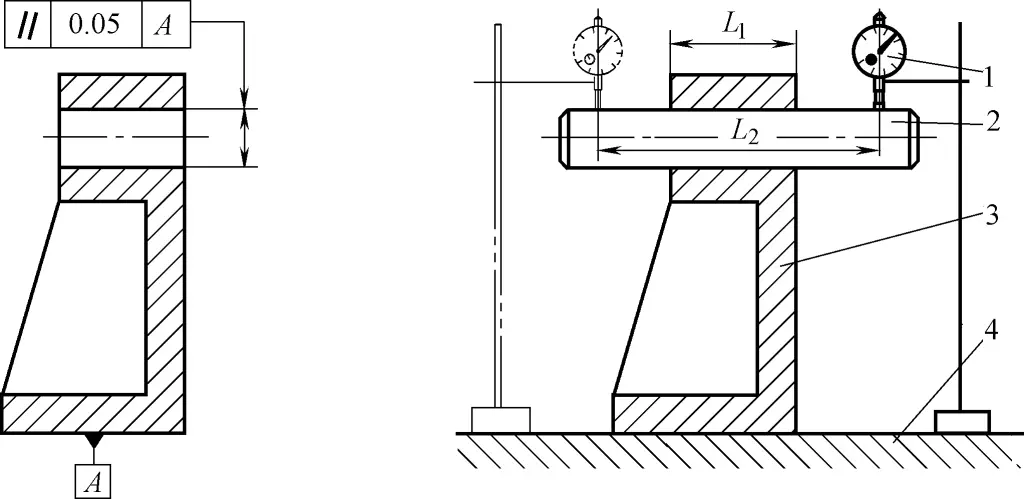
(2) Deteção do erro de paralelismo do furo interno em relação ao plano de referência
Como mostra a Figura 39.
Figura 39 Deteção do erro de paralelismo do furo interior em relação ao plano de referência
1) Medição e ferramentas de inspeção: placa plana, suporte de medição com indicador, mandril.
2) Método de fixação e funcionamento: Colocar a peça de trabalho diretamente sobre a placa plana, com o eixo a ser medido simulado pelo mandril. As leituras M₀ e M₁ são obtidas em duas posições com uma distância de medição de L₂. Então
Erro de paralelismo f=L₀/L₁|M₁-M₂|, em que L₂ é o comprimento do eixo da peça.
Utilizar um mandril expansível (que se adapte ao furo sem folgas) para efetuar a medição.
7. Deteção do erro de perpendicularidade
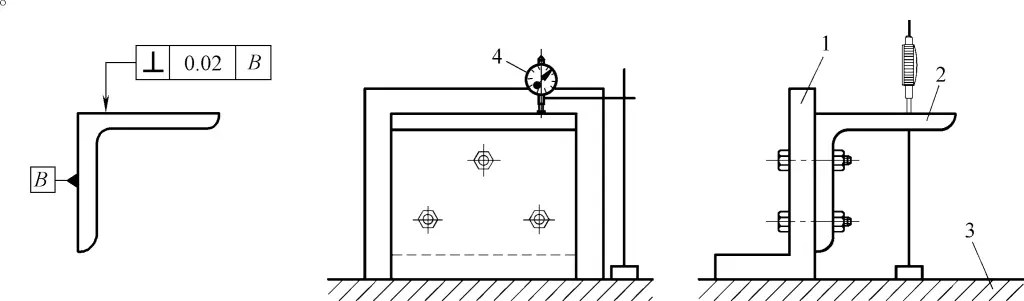
(1) Deteção do erro de perpendicularidade de uma peça de trabalho do tipo assento em ângulo reto
Como mostra a Figura 40.
Figura 40 Deteção do erro de perpendicularidade de uma peça de trabalho do tipo assento em ângulo reto
1-Assento em ângulo reto 2-Peça de trabalho 3-Placa plana 4-Indicador
1) Medição e ferramentas de inspeção: placa plana, assento em ângulo reto, suporte de medição com indicador.
2) Método de fixação e funcionamento: Fixar a superfície de referência da peça de trabalho no assento de ângulo reto, enquanto se ajusta a diferença de leitura da superfície a ser medida perto da referência para ser mínima. Considerar a diferença entre as leituras máxima e mínima do indicador obtidas em vários pontos de toda a superfície a medir como o erro de perpendicularidade da peça de trabalho.
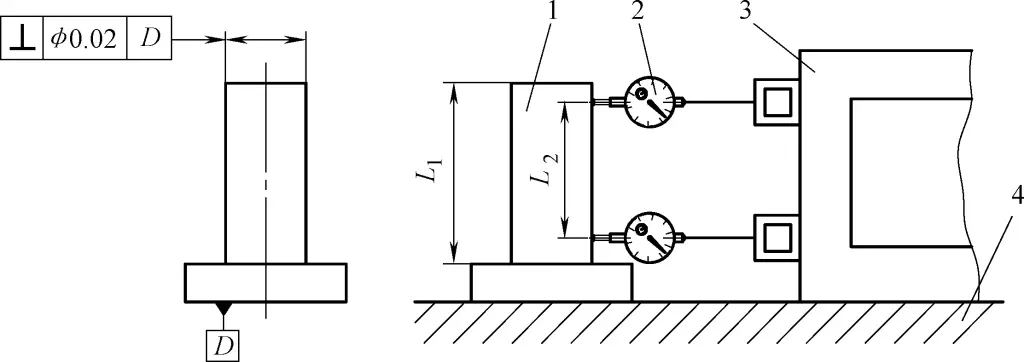
(2) Deteção do erro de perpendicularidade do círculo exterior do veio escalonado em relação à face da extremidade
Como mostra a Figura 41.
Figura 41 Deteção do erro de perpendicularidade do círculo exterior do veio escalonado em relação à face da extremidade
1-Peça de trabalho 2-Indicador Caixa de 3 quadrados 4-Placa plana
1) Medição e ferramentas de inspeção: caixa quadrada, placa plana, suporte magnético com indicador.
2) Método de fixação e funcionamento: Colocar a peça de trabalho sobre a placa plana e medir em duas direcções perpendiculares (x, y).
Medir as distâncias M₁ e M₂ entre o elemento de perfil a medir e a caixa quadrada em duas posições com uma distância L₀, e os diâmetros de eixo correspondentes d₃ e d₄. O erro de perpendicularidade na direção de medição é:
Considerar o maior dos erros medidos nas duas direcções de medição como o erro de perpendicularidade da peça.
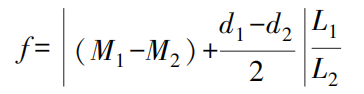
8. Deteção do erro de coaxialidade
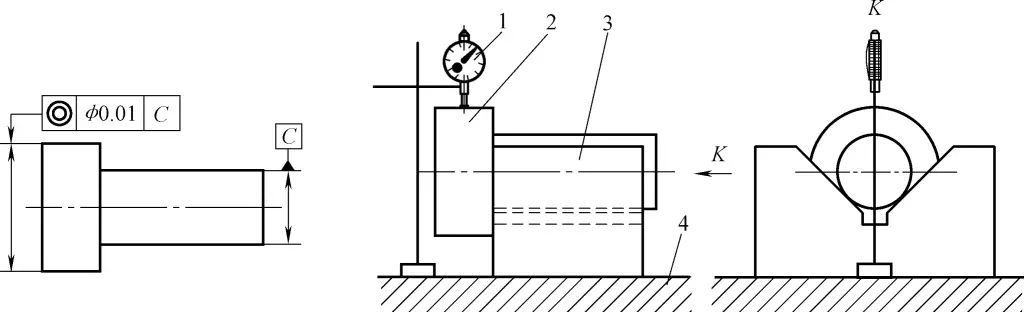
(1) Deteção do erro de coaxialidade do veio escalonado com referência ao furo central
Como mostra a Figura 42.
Figura 42 Deteção do erro de coaxialidade de um veio escalonado com referência de furo central
1-Indicador 2-Peça de trabalho 3-Suporte central 4-Placa plana
1) Medição e ferramentas de inspeção: placa plana, suporte central, suporte de medição com indicador.
2) Método de fixação e funcionamento: Montar a peça de trabalho entre dois centros e zerar ambos os indicadores na secção transversal do eixo vertical.
① Medir axialmente, tomar a diferença de leituras |M₀-M₁| dos indicadores nos pontos correspondentes da secção transversal perpendicular ao eixo de referência como o erro de coaxialidade nessa secção transversal.
② Rodar a peça de trabalho e medir várias secções transversais utilizando o método acima. Considerar o valor máximo (valor absoluto) das diferenças de leitura obtidas em cada secção transversal como o erro de coaxialidade da peça de trabalho.
(2) Deteção do erro de coaxialidade do veio escalonado sem furo central
Como mostra a Figura 43.
Figura 43 Deteção do erro de coaxialidade do veio escalonado sem furo central
1-Indicador 2-Peça de trabalho Bloco 3-V 4-Placa plana
1) Medição e ferramentas de inspeção: placa plana, bloco em V, suporte de medição com indicador.
2) Método de montagem e funcionamento: Colocar uma extremidade da superfície de referência da peça a ser medida na estrutura em forma de V e, em seguida, fazer com que o indicador entre em contacto com a superfície a ser medida. Rodar a peça a ser medida na estrutura em forma de V durante uma volta, e a variação do indicador é o erro de coaxialidade da peça.
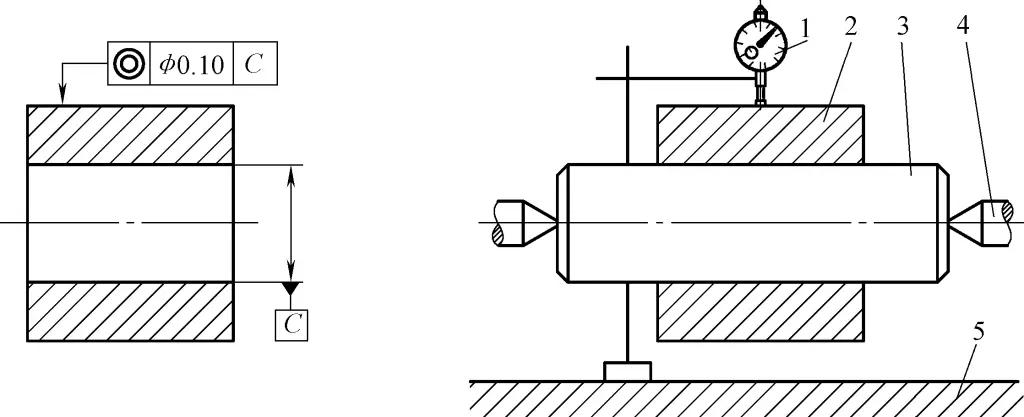
(3) Deteção do erro de coaxialidade do círculo exterior em relação ao furo interior da manga
Como mostra a Figura 44.
Figura 44 Deteção do erro de coaxialidade do círculo exterior em relação ao furo interior da manga
1-Indicador 2-Parte a ser medida 3-Mandril Suporte de 4 centros 5-Placa plana
1) Quantidade e instrumentos de inspeção: Suporte central, mandril, suporte de medição com indicador.
2) Método de montagem e funcionamento: Introduzir o mandril padrão no orifício da peça a ser medida e montá-lo entre dois centros.
Fazer o indicador entrar em contacto com a superfície a medir, rodar a peça a medir e a variação do indicador é o erro de coaxialidade da peça.
9. Deteção do erro de simetria
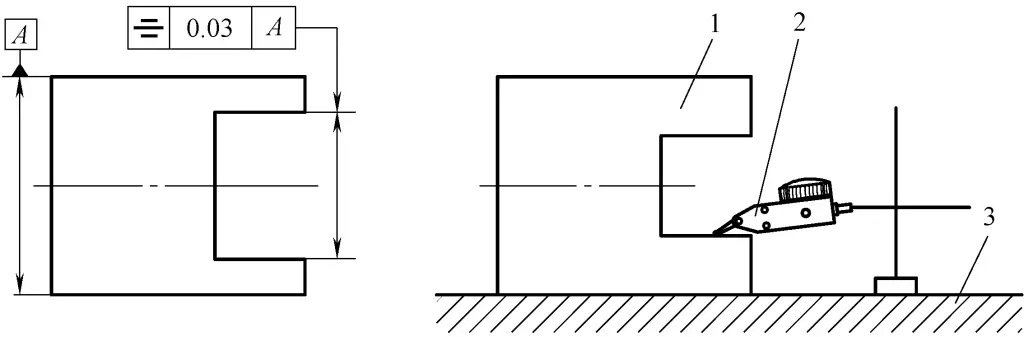
(1) Deteção do erro de simetria da ranhura côncava em relação ao contorno exterior
Como mostra a Figura 45.
Figura 45 Deteção do erro de simetria da ranhura côncava em relação ao contorno exterior
1-Parte a ser medida 2-Indicador 3-Placa plana
1) Quantidade e instrumentos de inspeção: Suporte de medição com mostrador de alavanca, placa plana.
2) Método de montagem e de funcionamento: Colocar a peça a medir na placa plana, utilizar o indicador com mostrador de alavanca para medir a leitura do primeiro lado da ranhura côncava em relação ao contorno exterior (referência A), zerar o indicador, virar a aresta para medir o segundo lado, e o valor absoluto da diferença máxima de leitura é o erro de simetria da peça a medir.
Este método de medição não tem em conta o erro de forma da referência A.
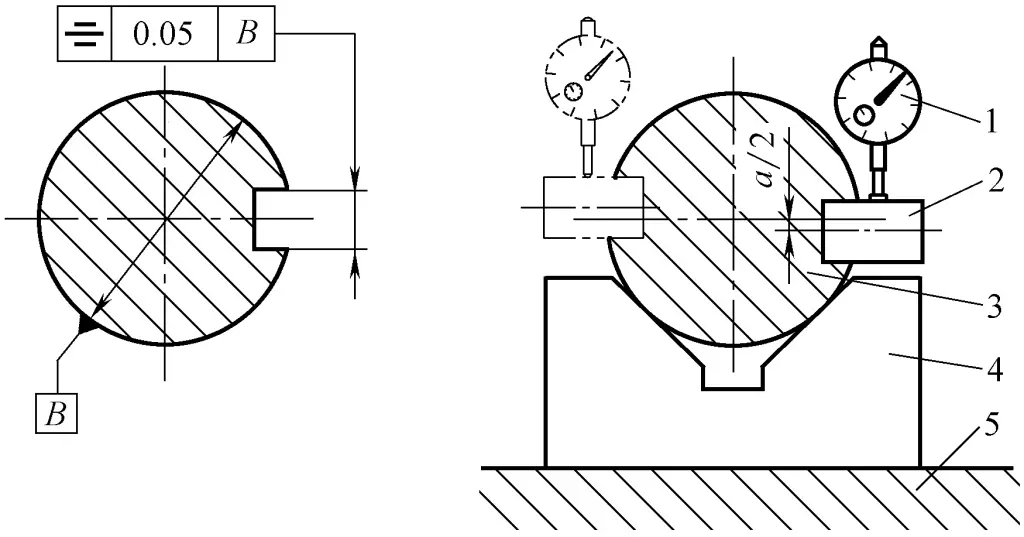
(2) Deteção do erro de simetria da ranhura da chaveta no veio em relação ao círculo exterior do veio
Como mostra a Figura 46.
Figura 46 Deteção do erro de simetria do rasgo de chaveta no veio em relação ao círculo exterior do veio
1-Indicador 2-Bloco de posicionamento 3-Parte a ser medida Estrutura em forma de 4-V 5-Placa plana
1) Quantidade e instrumentos de inspeção: Placa plana, estrutura em forma de V, bloco de posicionamento, suporte de medição com indicador.
2) Método de montagem e funcionamento: O eixo de referência é simulado pela estrutura em forma de V, e o plano central a ser medido é simulado pelo bloco de posicionamento. A medição é efectuada em duas etapas:
① Medição da secção transversal. Ajustar a peça a medir de modo a que o bloco de posicionamento fique paralelo à placa plana na direção radial, medir a distância do bloco de posicionamento à placa plana, depois virar a peça a medir 180° e repetir a medição acima para obter a diferença de leitura a dos dois pontos correspondentes nos lados superior e inferior da secção transversal. O erro de simetria desta secção transversal é:
fcruz=ah/(d-h)
Onde
d - diâmetro do eixo;
h - profundidade da ranhura.
② Medição longitudinal. Medir ao longo do comprimento da ranhura da chaveta e considerar a diferença máxima de leitura de dois pontos na direção longitudinal como o erro de simetria na direção longitudinal:
flongo=aelevado-abaixo
Considerar o valor máximo dos erros medidos nas duas direcções acima referidas como o erro de simetria da peça.
10. Deteção do erro de excentricidade circular
(1) Deteção do erro de excentricidade circular do veio escalonado
Como mostra a Figura 47.
Figura 47 Deteção do erro de excentricidade circular do veio escalonado
1-Indicador 2-Parte a ser medida 3-Suporte central 4-Placa plana
1) Quantidade de inspeção, instrumentos e montagem: Um par de centros coaxiais, suporte de medição com indicador.
2) Método de montagem e funcionamento: Instalar a peça a ser medida entre dois centros.
① Durante uma rotação da peça a ser medida, a diferença máxima nas leituras do indicador é o erro de excentricidade circular radial numa única superfície de medição.
② Medir várias secções transversais de acordo com o método acima referido e considerar o valor máximo da excentricidade medida em cada secção transversal como o erro de excentricidade circular radial da peça.
(2) Deteção do erro de excentricidade circular do círculo exterior da manga em relação ao furo interior
Como mostra a Figura 48.
Figura 48 Deteção do erro de excentricidade circular do círculo exterior da manga em relação ao furo interior
1-Indicador 2-Parte a ser medida 3-Mandril Suporte de 4 centros 5-Placa plana
1) Quantidade de inspeção, instrumentos e montagem: Um par de centros coaxiais, mandril expansível guiado, suporte de medição com indicador.
2) Método de montagem e funcionamento: Fixar a peça a ser medida no mandril expansível guiado e instalá-la entre dois centros.
① Durante uma rotação da peça a ser medida, a diferença máxima nas leituras do indicador é o erro de excentricidade circular radial numa única superfície de medição.
② Medir várias secções transversais de acordo com o método acima referido e considerar o valor máximo da excentricidade medida em cada secção transversal como o erro de excentricidade circular radial da peça.
Já alguma vez se perguntou como é que os engenheiros conseguem obter medições tão precisas no seu trabalho? As ferramentas de medição são os heróis desconhecidos da...
Como é que se transforma um metal deformado numa chapa perfeitamente plana? A precisão no trabalho em metal depende do domínio das técnicas de nivelamento. Este blogue...
Quando se trata de escolher o tubo de aço certo para o seu projeto, é necessário compreender as diferenças entre a soldadura por resistência eléctrica (ERW)...
Imagine um material que equilibra maquinabilidade, resistência e rentabilidade, revolucionando as indústrias automóvel e de engenharia em geral. O carbono AISI 1215...
Os nossos engenheiros de vendas estão prontamente disponíveis para responder a todas as suas perguntas e fornecer-lhe um orçamento rápido e adaptado às suas necessidades.