
Dobragem de tubos de última geração: Explorando processos inovadores
Imagine revolucionar a forma como dobramos tubos, ultrapassando os limites da eficiência e da precisão. A próxima geração de curvadoras de tubos...
O que torna as máquinas de curvar tubos vitais em todas as indústrias? Estas máquinas, essenciais para dar forma aos tubos, existem em vários tipos, como as curvadoras hidráulicas, CNC e multimodo, cada uma delas adequada a diferentes necessidades de curvatura. Do sector automóvel ao aeroespacial, compreender a sua funcionalidade pode otimizar a eficiência e a precisão dos processos de fabrico. Mergulhe neste guia para explorar a mecânica, os tipos e as aplicações das máquinas de curvar tubos e saiba como podem melhorar as suas capacidades de produção.

Existem muitos métodos e dispositivos para dobrar tubos. Com base no facto de a zona de deformação ser diretamente afetada por um molde, pode ser dividida em moldagem com molde e moldagem sem molde. De acordo com a temperatura de curvatura, pode ser dividida em curvatura a frio e curvatura a quente. Os métodos comuns de curvatura a frio incluem a curvatura por pressão (push), a curvatura por rolo, a curvatura por enrolamento e a curvatura por extrusão.
A dobragem por pressão (push) é conseguida através da dobragem lateral de plástico numa máquina de dobragem por pressão ou push; a dobragem por rolo é conseguida através da adição de moldes numa máquina de laminagem de chapas ou por dobragem plástica lateral contínua ponto a ponto numa máquina de dobragem de perfis; a dobragem por extrusão é conseguida por dobragem por extrusão numa prensa ou numa máquina de extrusão dedicada; a dobragem por enrolamento é conseguida numa máquina de dobragem de tubos vertical ou horizontal por dobragem com uma certa força de tração.
Os principais métodos de curvatura a quente de tubos incluem a curvatura de tubos de média frequência e a curvatura por chama, que é um processo de aquecimento contínuo, curvatura e arrefecimento de tubos em equipamento especializado. Com base na forma de força aplicada durante a curvatura, pode ser dividida em curvatura por tração e curvatura por pressão. Além disso, a curvatura sem molde a laser pode ser conseguida através do controlo do stress térmico por meio de aquecimento transitório localizado com lasers.
A dobragem de enrolamentos em máquinas de dobragem de tubos é amplamente utilizada em indústrias como as caldeiras, a construção naval, a indústria automóvel e aeroespacial devido à sua conformação precisa, pequena raio de curvaturaA máquina de dobragem de tubos por tração de envoltório (doravante designada por máquina de dobragem de tubos) é uma máquina de dobragem de tubos de tração de envoltório, com ângulos de dobragem superiores a 180 graus, resistência ao enrugamento, capacidade de dobragem contínua e facilidade de integração CNC. De seguida, apenas é apresentada a máquina de dobrar tubos por tração (a seguir designada por máquina de dobrar tubos).
Como mostra a Figura 1, a matriz de dobragem de tubos com uma ranhura semicircular é rodada por um cilindro hidráulico através de uma roda dentada, corrente e eixo principal. O tubo é colocado no interior da matriz de curvatura e fixado pela matriz de fixação. Um dispositivo de guia (rolo ou ranhura) é utilizado para pressionar a superfície exterior do tubo na área de deformação.
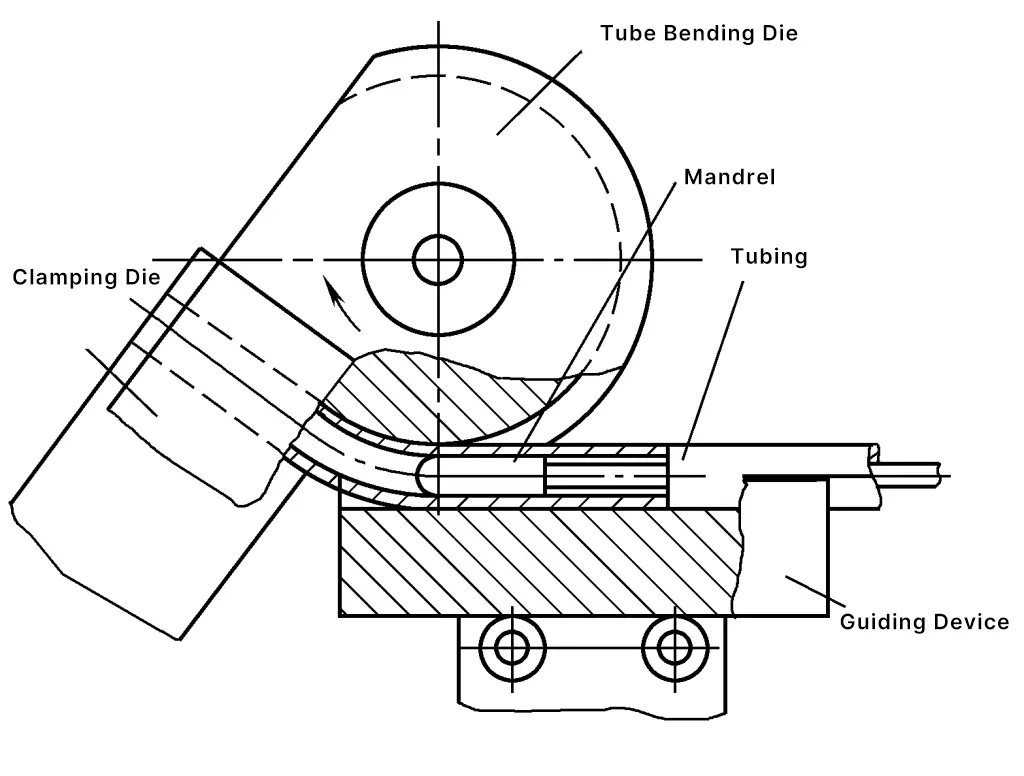
Uma cabeça de mandril instalada no dispositivo de mandril estende-se para o orifício interior do tubo, localizado na linha central da matriz de curvatura ou ligeiramente à frente desta. Quando o tubo é fixado pela matriz de fixação e roda juntamente com a matriz de dobragem, dobra-se firmemente contra a matriz de dobragem.
Quando o tubo tem diferentes diâmetros e requisitos de raio de curvatura, é necessária uma matriz de curvatura diferente. O ângulo de curvatura do tubo é controlado por um bloco de paragem mecânico (ou ecrã digital), e quando a matriz de curvatura roda até um determinado ângulo, atinge o bloco de paragem (ou programador) que envia um comando para parar o cilindro hidráulico, parando assim a matriz de curvatura e completando a curvatura necessária do tubo.
As formas comuns de máquinas de curvar tubos incluem principalmente: curvadoras de tubos hidráulicas (planares), curvadoras de tubos CNC (tridimensionais, monomodo) e curvadoras de tubos CNC de modo duplo (ou multimodo). Além disso, existem máquinas de dobragem por pressão CNC, dobradoras de tubos de cabeça dupla CNC, dobradoras de tubos em serpentina CNC e dobradoras de arranjos de tubos.
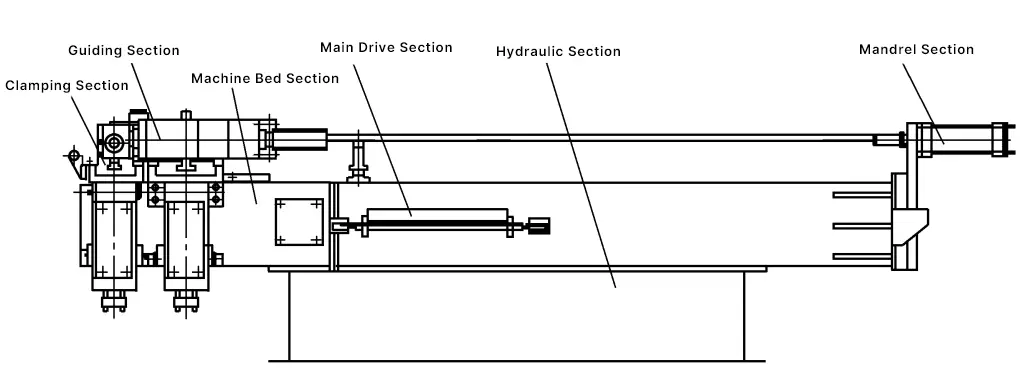
A Figura 2 mostra a composição estrutural do curvador de tubos hidráulico (plano). A máquina é constituída por uma base, acionamento principal, fixação, guia, mandril e sistemas de controlo elétrico e hidráulico. É geralmente utilizada para dobrar tubos bidimensionais planos com um único raio de curvatura. Com dispositivos auxiliares adicionais, também pode dobrar tubos com formas espaciais.
Este tipo de máquina pode dobrar tubos de raio de curvatura simples no espaço tridimensional, e a sua composição estrutural inclui a estrutura básica do curvador de tubos hidráulico acima mencionado. Além disso, a sua estrutura mais típica é o facto de a máquina ter três eixos de coordenadas de movimento: o eixo Y para a distância de alimentação linear, o eixo B para o ângulo de rotação do espaço do tubo e o eixo C para o ângulo de curvatura do plano do tubo.
Os três eixos de coordenadas são controlados com precisão por um computador, sendo os eixos Y e B accionados e controlados por servomotores AC ou servomotores hidráulicos. O eixo C é acionado e controlado por uma servo-válvula electro-hidráulica. Os curvadores de tubos CNC mais pequenos têm os três eixos controlados por servos eléctricos.
A Figura 3 mostra as posições de montagem dos eixos de coordenadas de movimento e dos moldes do curvador de tubos CNC. O sistema de curvatura de tubos CNC possui um terminal de visualização com ecrã tátil que pode introduzir e apresentar vários dados e comandos do curvador de tubos. O ecrã pode mudar o seu estado de funcionamento e tem fortes capacidades de edição, permitindo aos operadores selecionar e chamar livremente várias velocidades de movimento para cada eixo de coordenadas de movimento e armazená-las na memória.
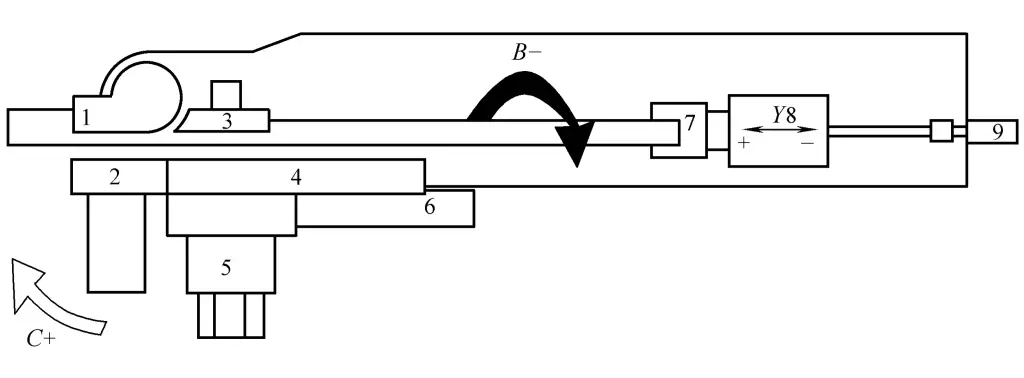
1-Molde de dobragem
2-Clamp
3-Placa antirrugas
4-Placa de guia
Controlo deslizante de 5 guias
Bloco de 6 cilindros
7-Collet
8-Trolley
Cilindro hidráulico de haste de 9 núcleos
As boas capacidades de edição da máquina permitem ao operador adicionar ou modificar os dados do tubo no programa. Compensação do retorno elástico que ocorre durante curvatura de tubos é possível. O computador também possui bloqueios de segurança e funções de diagnóstico, bloqueando automaticamente a máquina e apresentando resultados de diagnóstico em caso de erros operacionais ou outros problemas.
Este tipo de máquina pode dobrar tubos com dois ou mais raios de curvatura no espaço.
Para além das características estruturais dos curvadores de tubos CNC e hidráulicos, acrescenta ainda os movimentos do "eixo X" e do "eixo Z". O eixo X altera o raio de curvatura, conseguido através do movimento lateral da cabeça de curvatura ou do material de alimentação. O acionamento e o controlo do eixo X são realizados por um servomotor AC.
Eixo Z - um eixo de elevação vertical. O eixo do núcleo e as mangas deslocam-se para cima e para baixo para se posicionarem nos moldes utilizados durante a dobragem. Acionado por servo hidráulico ou servo elétrico.
Os parâmetros da máquina de dobragem de tubos hidráulica e da máquina de dobragem de tubos CNC são implementados de acordo com as normas JB/T2671.1-1998 "Parâmetros da máquina de dobragem de tubos" e JB/T5761-1991 "Parâmetros da máquina de dobragem de tubos CNC".







