Já alguma vez se perguntou como são moldados os objectos metálicos do dia a dia? Desde peças de automóveis a utensílios de cozinha, o mundo da conformação de metais é fascinante. Este artigo explora três processos-chave: fundição, laminagem e forjamento. Aprenderá como o metal líquido se transforma em formas sólidas, como as folhas são achatadas em placas e como o calor e a pressão criam peças resistentes. Para garantir a qualidade e a consistência destes processos, serviços de inspeção de fábricas desempenham um papel crucial, avaliando a integridade de cada peça produzida. Prepare-se para ver itens comuns sob uma luz totalmente nova!
Última atualização:
6 de novembro de 2024
Partilhe o seu gosto:
Índice
I. Fundição
A fundição refere-se ao processo de preenchimento de uma cavidade de molde com material de fundição líquido. Depois de o metal líquido solidificar, o material obtém uma determinada forma.
1. Conhecimentos básicos
Os processos de fundição dividem-se em duas categorias principais: fundição em areia e fundição especial.
Os materiais de fundição mais comuns incluem o ferro fundido, o aço fundido e as ligas não ferrosas.
Fluxo de trabalho do processo de produção de fundição em areia
2. Estrutura do molde
Estrutura de fundição
As principais estruturas de um molde incluem o molde de areia, o núcleo de areia e o sistema de comportas.
A cavidade do molde é obtida após a remoção do padrão. A superfície de união entre dois moldes é designada por linha de separação. Os núcleos de areia formam as cavidades internas e os orifícios da peça fundida, e a parte estendida da extremidade do núcleo é chamada de impressão do núcleo. O assento do núcleo é a cavidade no molde onde a impressão do núcleo é colocada, e é feito juntamente com o molde de areia usando o padrão.
O sistema de canais é composto por uma bacia de vazamento, entradas, corrediça e jito. As aberturas no molde de areia e no núcleo de areia destinam-se a facilitar a saída de ar durante o vazamento. Durante o vazamento, o metal fundido é derramado no portão externo, flui através do canal de entrada, da corrediça e entra na cavidade do molde. O riser é colocado no ponto mais alto da cavidade do molde, usado para observar se o metal líquido encheu o molde e também serve como um respiradouro.
O molde, também designado por molde de fundição, é um equipamento de processo utilizado para formar a cavidade do molde. É geralmente feito de madeira, metal ou outros materiais. A forma do molde é semelhante à da peça fundida, mas difere pelo facto de os orifícios e cavidades da peça fundida não estarem presentes no molde; em vez disso, são feitas impressões do núcleo. O padrão de impressão do núcleo forma o assento do núcleo na cavidade do molde.
Fundição com tampa de pressão e modelo
3. Ferramentas de moldagem manual
(1) Ferramentas de moldagem habitualmente utilizadas
Pá de ferro, peneira, compactador de areia, raspador, fio de ventilação, espigão de tração e cavilha de tração, lâmina, cotonete, saco de pó, fole manual e compactador pneumático, etc.
(2) Ferramentas de acabamento de moldes habitualmente utilizadas
Espátula, gancho de areia, ferramenta de meia-volta, ferramenta de ponta redonda, espátula de flange, espátula moldada, colher, colher de latão de duas pontas, etc.
Gancho de areia
Colher de cobre com duas cabeças
II. Laminagem, estiramento, prensagem
Na produção de produtos laminados, os lingotes com as especificações exigidas são primeiro fundidos em moldes de lingotes de aço, depois aquecidos num forno (1200°C) e, finalmente, laminados em chapas, secções e tubos através de laminadores.
1. Produção de secções e placas
Processamento de chapas e barras
Os dois rolos de um laminador de duas alturas rodam em direcções opostas. Os rolos cilíndricos sem ranhuras são utilizados para laminar chapas, enquanto os rolos cilíndricos com ranhuras são utilizados para laminar secções.
Uma vez que os rolos têm de mudar de direção após cada passagem num laminador de duas alturas, o tempo de arrefecimento dos rolos é longo. Um laminador de três alturas tem três rolos dispostos numa linha vertical, pelo que os rolos não precisam de mudar de direção de rotação entre passagens.
2. Produção de fios
O fio com um diâmetro inferior a 5 mm pode ser produzido utilizando uma máquina de trefilar. Um fio em forma de anel matriz de desenho com um orifício em forma de funil é utilizado para puxar o fio com o diâmetro desejado. O fio fino é estirado através de matrizes de estiramento de carboneto ou de diamante. Devido ao endurecimento por trabalho, o fio necessita de um aquecimento intermédio.
3. Produção de tubos
(1) Tubos de aço soldados
As tiras de aço são moldadas em forma de tubo através de rolos de moldagem, passando depois por um forno de aquecimento contínuo tipo túnel, aquecidas à temperatura de soldadura por queimadores de gás dispostos nos lados, e finalmente soldadas num tubo sem fim através de rolos de soldadura.
(2) Tubos de aço sem costura
1) Utilizar um moinho de perfuração por laminagem oblíqua da Mannesmann para perfurar um lingote sólido e, em seguida, utilizar um método especial (como a laminagem periódica de ranhuras) para o laminar até às dimensões de tubo pretendidas.
Laminador de tubos Mannesmann
2) O método Erhardt push bench começa por extrudir um lingote de aço quadrado quente para um lingote de tubo em forma de taça numa cavidade de molde cilíndrica, depois encaixa o lingote de tubo num mandril longo e empurra-o através de várias matrizes (cada uma mais pequena do que a anterior). Este método pode produzir tubos de paredes finas com o mesmo diâmetro interior.
Método de elevação de tubos
4. Desenho em profundidade
A estampagem profunda refere-se ao processamento de chapas metálicas em formas ocas ou ao alongamento adicional de corpos ocos já inicialmente estampados.
Desenho em profundidade de corpos ocos simples
A matriz de estiragem profunda é constituída por um punção, uma cavidade de matriz e um suporte para a peça bruta.
Um bloco espaçador fixado na cavidade da matriz centra a chapa metálica. Depois de o suporte da peça bruta prender a chapa, o punção desloca-se para baixo, extraindo a chapa da cavidade da matriz (os cantos arredondados aparecem na extremidade inferior da peça durante a estampagem profunda).
Matriz de estiragem profunda com ejetor
Nos casos em que o punção retira completamente a peça de trabalho da cavidade da matriz, a peça de trabalho pode ficar colada ao punção no seu curso de retorno. Para evitar que isso aconteça, é utilizada uma placa de remoção. Se a peça de trabalho ficar presa na borda superior, é utilizado um ejetor acionado por mola para empurrar a peça de trabalho para cima, para fora da cavidade da matriz.
Apenas os materiais adequados à estampagem profunda podem evitar fissuras sob deformação severa. Estes materiais devem ter uma boa ductilidade, bem como uma resistência suficiente.
Enformação por estiramento em várias fases
As peças de trabalho com uma elevada relação entre a altura e a área da secção transversal têm de ser estiradas em várias fases. O número de fases de estiramento é determinado pelo seguinte princípio: para uma peça cilíndrica estirada, o diâmetro do punção para o próximo estiramento deve ser cerca de 1/3 mais pequeno do que o estiramento anterior; o diâmetro do primeiro estiramento deve ser 1/5 mais pequeno do que o diâmetro do material.
5. Extrusão para trás
Anti-esmagamento: Utilizado para o processamento de peças ocas de paredes finas
Com base nas propriedades de fluxo de certos materiais, a extrusão para trás pode ser utilizada para processar peças ocas de paredes finas a partir de discos (placas) em bruto.
Os materiais adequados para a extrusão para trás incluem principalmente o chumbo, o zinco, o cobre, o alumínio, as ligas de cobre e o latão macio.
Colocar na cavidade do molde uma placa em forma de disco com a mesma secção transversal que o produto acabado. A diferença de diâmetro entre o punção de extrusão e a cavidade da matriz é igual ao dobro da espessura da parede do produto acabado. Quando o punção de extrusão da prensa comprime a peça em forma de disco, o material flui através da espaço entre o punção e a matriz cavidade na direção oposta ao movimento do punção.
Para facilitar o fluxo de material, a face final do punção de extrusão tem uma certa convexidade ou conicidade. O diâmetro do punção de extrusão é cerca de 0,2 mm mais pequeno do que o diâmetro interior da peça de trabalho. Durante o curso de retorno do punção, a placa de remoção remove a peça de trabalho do punção. A extrusão para trás é um método económico para produzir tubos, latas e outras peças ocas de paredes finas.
III. Forjamento
O forjamento refere-se ao processo de moldagem em que a pressão é aplicada à peça de trabalho através do martelo, bigorna, punção de máquinas de forjar ou através de matrizes, causando deformação plástica para obter a forma e as dimensões desejadas do produto.
1. Princípios básicos
(1) Alterações na estrutura do grão durante o forjamento
A distribuição do fluxo de fibras nas peças forjadas é melhor do que nas peças maquinadas e estas têm uma maior capacidade de carga. A forjabilidade do aço diminui à medida que o seu teor de carbono aumenta. O enxofre no aço provoca escassez a quente, enquanto o fósforo provoca escassez a frio, pelo que o teor combinado de enxofre e fósforo no aço não deve exceder 0,1% (fração mássica).
Durante o forjamento, a resistência à tração do material deve ultrapassar o seu limite elástico.
Alterações de grão durante o forjamento
Na zona 1, a deformação do grão é pequena; na zona 2, a deformação do grão e o deslizamento são grandes; na zona 3, a deformação do grão e o deslizamento também são pequenos.
(2) Temperatura de forjamento
Temperatura de forjamento
O temperatura de forjamento depende do material do forjamento. O tempo de aquecimento da peça de trabalho deve ser minimizado tanto quanto possível. Um tempo ou intensidade de aquecimento excessivo causará o engrossamento e a fragilização da estrutura do aço, reduzindo a sua resistência. O aço começa a fazer faíscas e a escamar num estado branco-quente. O aço sobreaquecido não pode ser forjado. O aço tem uma ductilidade particularmente fraca a temperaturas de têmpera (290-350°C).
O forjamento a frio produz tensões intergranulares, que se manifestam inicialmente como endurecimento e acabam por formar fissuras. O recozimento pode eliminar as tensões internas. O cobre puro pode ser forjado a frio. A temperatura de forjamento aumenta com o teor de elementos de liga no cobre, até um máximo de 800°C.
A temperatura de forjamento do alumínio é de 400-500°C.
(3) Fontes de calor
Forja de ferreiro arrefecida a ar
Os principais tipos de fornos de aquecimento utilizados incluem fornos de reverberação, fornos a óleo pesado e fornos a gás, fornos de forjamento a gás de carvão e fornos de resistência.
2. Equipamento de forjamento
1) O equipamento de forjamento livre geralmente utilizado inclui martelos e prensas de forjamento. Os martelos de forjar comuns incluem os martelos pneumáticos e os martelos de vapor-ar. As prensas comuns incluem prensas hidráulicas e prensas a óleo.
Martelo pneumático
2) O equipamento de forjamento de matrizes normalmente utilizado inclui martelos de forjamento de matrizes, prensas de manivela, máquinas de forjamento de matrizes planas, prensas de fricção, prensas de parafuso, prensas de cunhagem, máquinas de laminagem cruzada em cunha, etc.
Prensa de manivela e prensa de fricção
3. Operações de forjamento
(1) Forjamento livre
Moldar a peça de trabalho utilizando ferramentas de forjamento simples.
(2) Extrair
Em primeiro lugar, utilizar um cinzel de ferreiro para desenhar longitudinalmente no canto ou na aresta da bigorna e, em seguida, aplanar na face da bigorna.
(3) Perturbação
Depois de aquecer a peça em bruto para forjar, comece por limitar a área a ser revolvida e, em seguida, utilize um martelo para revolver a face da bigorna ou o suporte da bigorna.
(4) Compensação
Em primeiro lugar, desvia-se uma parte da peça em bruto em relação a outra e, em seguida, forja-se a parte desviada na secção transversal pretendida.
(5) Corte
Utilizar um cinzel de forja a quente para cortar.
(6) Perfuração
O martelo de perfuração conduz o punção para a peça de trabalho, que gira em torno do seu eixo e perfura o orifício na almofada de perfuração.
(7) Ranhuras
Utilizar um cinzel para abrir ranhuras em ambas as extremidades da peça de trabalho e, em seguida, expandir a ranhura para a forma de furo necessária.
(8) Soldadura por forja
Soldadura por forja
A soldadura por forja refere-se à união de duas peças de trabalho (aço com teor de carbono inferior a 0,2%) numa só através de métodos de forja num estado viscoso. Primeiro, processe as peças de trabalho a serem soldadas por forja numa forma de soldadura por picada ou por sobreposição, e aqueça-as à temperatura de soldadura (1300-1400°C), depois remova a escala e realize uma soldadura por forja rápida. A força de soldadura da soldadura por forja é 70%-85% da força do material de origem.
4. Forjamento de matrizes
O forjamento em matriz refere-se ao processo de aquecimento da peça de trabalho até à temperatura de forjamento e, em seguida, de moldagem da sua forma original para a forma pretendida numa ou em várias fases de forjamento em matriz na cavidade da matriz.
Após o fecho das matrizes, o material preenche a cavidade da matriz e o material em excesso é extrudido como flash. Durante o forjamento em matriz, o material é primeiro virado, depois flui dentro da cavidade e, finalmente, é virado para a forma final.
Devido ao elevado custo das matrizes, o forjamento sob pressão só é adequado para a produção em massa. Os materiais adequados para o forjamento sob pressão incluem ligas de aço e aços não ligados, cobre e ligas de cobre, ligas de magnésio, etc.
O cunho é constituído por um cunho superior e um cunho inferior.
Forjamento por gota
As matrizes de forjamento são moldes permanentes. A peça de trabalho pré-formada, aquecida à temperatura de forjamento, é colocada na matriz de forjamento e pressionada na forma da cavidade da matriz. As peças de maior dimensão ou de forma complexa são forjadas através de várias operações em várias matrizes de forjamento. As vantagens do forjamento em matriz incluem o baixo custo de processamento, as dimensões exactas e a superfície relativamente lisa.
(1) Materiais da matriz
Matriz de forjamento e forjamento
O aço-carbono temperado a água (com um teor de carbono de 0,9% em massa) é adequado para o fabrico de matrizes com cavidades pouco profundas. Para deformações maiores, é utilizado o aço de liga cromo-níquel-molibdénio. As matrizes são fresadas a partir de aço sólido para matrizes. Para facilitar a desmoldagem, o ângulo de inclinação da matriz é de 1:5 para as cavidades interiores e de 1:10 para as cavidades exteriores.
Devido ao encolhimento do material e à expansão térmica da matriz, deve ser considerada uma taxa de encolhimento de 1,2%-1,5%. A cavidade da matriz é polida e deve ser dura, resistente ao desgaste, resistente ao calor, bem como resistente à pressão e à fissuração. Dependendo dos requisitos de precisão, uma matriz de forjamento pode produzir 6.000 a 25.000 peças de trabalho.
(2) Sequência de trabalho
Sequência de forjamento
Forjamento livre na matriz de tarugos - forjamento em matriz - recozimento para alívio de tensões.
O trabalho básico de conformação é completado principalmente por pré-forjamento, forjamento livre e forjamento de matriz intermédia para melhorar a precisão de forjamento da peça de trabalho na matriz final e prolongar a vida útil da matriz final.
(3) Forjamento plano
Ferramentas de forjamento plano e sequência de trabalho
A secção transversal original do material aumenta após o forjamento plano.
As duas corrediças de fixação da máquina de forjar plana fixam a peça em bruto. O molde convexo montado na corrediça principal é utilizado para o reviramento. O reviramento de várias ranhuras requer apenas um aquecimento.
Em comparação com o forjamento sob pressão, a vantagem do forjamento plano é que não existe ângulo de inclinação, a perda de calor é menor e, por conseguinte, é mais económico.
IV. Dobragem
A dobragem é um método de conformação em que o fluxo (de metal) na zona de conformação é causado principalmente pelo momento de dobragem.
1. Princípios de base
(1) Alterações na estrutura dos materiais
Alterações na estrutura do material durante a flexão
O desempenho de quinagem da peça de trabalho depende da ductilidade do material da peça de trabalho. Muitos metais e ligas podem ser dobrados a frio; alguns metais e ligas precisam de ser aquecidos a uma determinada temperatura para reduzir a raio de curvaturaPor exemplo: o zinco precisa de ser aquecido a 150°C e uma liga de magnésio precisa de ser aquecida a 300°C.
Durante a flexão, os grãos internos são comprimidos, os grãos externos são esticados e apenas a camada neutra permanece inalterada.
Alterações da secção transversal durante a flexão
Há deslizamento de átomos dentro dos grãos. A tensão de tração na camada exterior aproxima-se do limite de fratura, e há uma contração transversal óbvia na secção transversal da área de tensão de tração na parte dobrada, enquanto há uma contração longitudinal na área de pressão. Por conseguinte, o alongamento e a compressão da estrutura podem causar não só a deformação longitudinal, mas também a deformação transversal. O alongamento reduzirá a secção transversal, enquanto a compressão a aumentará.
(2) Resistência à flexão da peça de trabalho
A relação entre a resistência à flexão e a espessura do material e a posição da secção transversal
A resistência à flexão da peça de trabalho está relacionada com factores como a temperatura, o material da peça de trabalho, as dimensões da secção transversal e a posição relativa ao eixo de flexão.
A resistência à flexão é proporcional à largura da peça de trabalho. Se a largura duplicar, o número de fibras sob tensão e compressão também deve duplicar. Sob o mesmo raio de curvatura, a quantidade de fibras sob tensão e compressão na direção da altura é muito maior do que na direção da largura, pelo que a força de curvatura necessária para a primeira deve ser muito maior do que a segunda.
(3) Raio de curvatura
Raio de curvatura, direção de rolamento, ângulo de curvatura
O raio de curvatura não deve ser inferior ao valor mínimo. O raio de curvatura está relacionado com o alongamento do material, a espessura da peça de trabalho, a forma da secção transversal da peça de trabalho e a direção de laminagem. Para materiais em barra, o raio de curvatura para aço e alumínio macio é 1,5 vezes a sua espessura, para alumínio duro é 2-4 vezes a sua espessura e para ligas de cobre e zinco é 1/3 a 1/2.
Devido à elevada sensibilidade de entalhe da superfície da placa durante a flexão, a superfície da placa deve ser lisa e sem poros.
Um ângulo de curvatura mais pequeno é mais vantajoso do que um maior. Se o raio de curvatura e o ângulo forem inferiores aos valores permitidos, deve ser utilizada a curvatura a quente.
2. Dobragem de chapas metálicas
Flexão da placa
As peças pequenas podem ser dobradas num torno de máquina. Para obter o raio de curvatura necessário, utilizar um bloco de paragem com cantos chanfrados. Se os cantos forem dobrados demasiado acentuadamente, aparecerão fissuras na área dobrada da chapa metálica.
Raio de curvatura mínimo = Espessura da chapa × Fator de conversão
Factores de conversão para o raio de curvatura mínimo
Material
Aço macio
Aço de dureza média
Cobre
Latão
Liga de alumínio (temperado)
Fator de conversão
0.5
0.55
0.25
0.3~0.4
2-4
Exemplo: Uma placa de aço de dureza média com 3 mm de espessura é dobrada numa braçadeira num torno de máquina. O seu raio de curvatura mínimo = 3mm × 0,55 = 1,65mm.
Processo de dobragem:
1) Marcar a peça de trabalho e dobrar uma extremidade num ângulo reto utilizando um torno de máquina. 2) Marcar a altura e dobrar o segundo ângulo reto com um batente de madeira. …… 4) Colocar um bloco de paragem de madeira e fazer a quarta curva.
A resistência à flexão é a capacidade de um objeto resistir à deformação por flexão. As peças de trabalho com uma grande relação largura/altura, como as cantoneiras de aço e as vigas em I, têm uma elevada resistência à flexão. A rigidez pode ser aumentada através da utilização de métodos como a formação de ranhuras por rotação, laminagem, dobragem ou dobramento.
Métodos para melhorar a resistência à flexão dos painéis
3. Curvatura de tubos
Flexão de materiais de tubos
Quando o raio de curvatura dos tubos é pequeno, pode achatar o tubo. Durante a curvatura, deve ser adicionado um enchimento no interior do tubo ou utilizar equipamento de curvatura com rodas de guia. Para grandes raios de curvatura, pode não ser necessário um enchimento no interior do tubo. Os tubos estirados ou laminados de pequeno diâmetro podem ser dobrados a frio.
Para dobrar a quente, para evitar rugas, a temperatura de aquecimento no interior do tubo deve ser mais elevada do que no exterior. O raio de curvatura deve ser, pelo menos, três vezes superior ao diâmetro do tubo. Para evitar tensões de tração e compressão durante a dobragem, o cordão de soldadura do tubo deve estar na zona neutra.
4. Flexão de aço estrutural
Flexão de aço estrutural
O aço estrutural é difícil de dobrar. Para dobrar aço angular, aço de canal em U ou vigas em I em ângulos mais agudos, é necessário cortar entalhes no ponto de dobragem e, após a dobragem, as extremidades cortadas são soldadas.
Rolo de dobragem de aço moldado
A forma do entalhe depende do ângulo de curvatura e da espessura da aresta da cantoneira de aço. Uma vez que o interior da dobra está sob compressão, deve haver uma certa distância entre as duas arestas biseladas (ou seja, a distância da aresta de corte a). Esta distância deve ser maior para arestas de cantoneiras de aço mais espessas e ângulos de curvatura mais pequenos.
a=Stanα/2
Para evitar a compressão, o metal na parte comprimida deve ser perfurado. O diâmetro da broca d = Sa/100.
O aço estrutural é dobrado em círculos utilizando uma máquina de dobragem de aço estrutural. Os rolos superior e inferior desta máquina de dobragem não são ajustáveis e são acionados manualmente ou por um motor elétrico. O rolo superior é ajustável, e o seu ajuste pode alterar o raio de curvatura.
V. Endireitamento
O objetivo do endireitamento é reduzir os erros de retidão e planicidade dos materiais em chapa, fio e barra.
1. Princípios de base
A tensão interna, o aquecimento ou arrefecimento unilateral, o impacto, o golpe e o processamento de corte unilateral são razões que causam a deformação e a torção do material. As peças de trabalho podem ser endireitadas e achatadas através de pressão, martelagem ou aquecimento por chama.
2. Endireitamento por martelagem ou pressão
Calibração da pressão (calibração do manómetro)
Escolha o endireitamento a frio ou a quente com base na espessura do material.
Para pequenas forças de endireitamento, colocar a peça de trabalho numa placa de endireitamento; para grandes forças, utilizar uma máquina de endireitar.
(1) Aplainamento de chapas metálicas
As protuberâncias em chapas metálicas macias (cobre, zinco, alumínio) podem ser achatadas com um martelo de madeira, um martelo de borracha ou um martelo de plástico. Para chapas metálicas mais duras, martele ao longo da borda externa da protuberância em um padrão espiral de dentro para fora para esticá-la.
Quando a chapa metálica passa pelos rolos de endireitamento, é uniformemente esticada e comprimida até ficar plana. Geralmente, a utilização de uma máquina de endireitar chapas com rolos é mais económica.
(2) Endireitamento de fios
Para endireitar o arame, este pode ser fixado num torno de bancada e puxado a direito através de dois blocos de madeira, ou pode ser utilizada uma máquina de endireitar arame.
(3) Endireitamento de barras e perfis
São utilizadas máquinas de endireitar barras e máquinas de endireitar perfis, respetivamente.
3. Alisamento a quente
O aquecimento por chama inclui três formas: aquecimento pontual, aquecimento pontual e aquecimento em cunha. A escolha da forma de aquecimento depende da forma, tamanho e espessura da peça de trabalho. A superfície empenada é aquecida, ou seja, o lado mais comprido é aquecido primeiro para aumentar o empeno.
Alisamento por aquecimento por chama
No entanto, ao mesmo tempo, surgem grandes tensões de compressão devido ao aumento de volume na área aquecida. O aquecimento contínuo até ao ponto de escoamento do material provoca uma pressão interna que comprime o lado mais comprido. Durante o arrefecimento, a parte comprimida contrai-se, fazendo com que a peça de trabalho se endireite. Este processo é efectuado em combinação com o martelamento.
O aquecimento pontual ou de linha pontual é utilizado para chapas e barras; o aquecimento em cunha é utilizado para perfis laminados, e o aquecimento em cunha deve começar a partir da ponta da cunha.
O endireitamento, a flexão, o martelamento e o estiramento também podem causar o endurecimento por trabalho a frio do material e aumentar a sua dureza, o que pode ser eliminado através do recozimento.
VI. Estampagem
A estampagem é um processo de conformação que utiliza prensas e matrizes para aplicar uma força externa a chapas metálicas, tiras, tubos e materiais de perfil, causando deformação plástica ou separação para obter peças de trabalho (peças estampadas) com a forma e dimensões desejadas. Existem matrizes de dobragem, matrizes de enrolamento e matrizes de conformação, entre outras.
Ferramenta de dobragem
1. Morrer
(1) Processo de estampagem
Durante a enformação a frio, a carga no bordo dobrado do material excede o seu limite elástico, iniciando e continuando a deformação (plástica). O bordo exterior do material sofre o maior alongamento e tensão durante a enformação a frio. Para evitar fissuras, são escolhidos materiais com um alongamento elevado e uma resistência moderada para a enformação a frio.
Curva tensão-deformação
(2) Dobragem da matriz
Dobrar com um molde
As matrizes de dobragem podem ser utilizadas para dobrar materiais em folha ou em tira em aço angular, em forma de Z ou em forma de U. A dobragem não requer a alteração da espessura do material. As matrizes de quinagem são compostas por um punção e uma cavidade de matriz.
Para evitar fissuras na zona de dobragem, o raio de dobragem não deve ser inferior ao valor mínimo permitido. Devido ao efeito de retorno elástico após a dobragem, o ângulo de dobragem formado pela cavidade do punção e da matriz deve ser ligeiramente inferior ao ângulo de dobragem da peça acabada. A força de retorno elástico da peça de trabalho está relacionada com factores como o raio de curvatura, a espessura do material e as propriedades do material.
(3) Curling
Condições de trabalho do molde de borda de rolo
A chapa metálica pode ser formada em orelhas de dobradiça, reforços e arestas de reforço através da ondulação. Antes da ondulação, a chapa metálica deve ser pré-dobrada (caso contrário, seria reta), depois a peça de trabalho pré-dobrada é inserida e fixada na matriz inferior, e um punção de ondulação com o perfil correspondente move-se para baixo para realizar a ondulação.
(4) Flexão de forma
Este tipo de matriz pode dobrar corpos ocos ou nervuras de reforço de qualquer forma (tampas de latas, logótipos de automóveis). As matrizes superior e inferior são fabricadas com a forma correspondente e a chapa metálica é estampada com a forma pretendida. A espessura da chapa mantém-se praticamente inalterada durante o processo de quinagem.
2. Prima
As prensas são classificadas em função do movimento ascendente e descendente do carro em prensas de fricção, prensas de manivela, prensas excêntricas, prensas hidráulicas, etc., semelhantes ao equipamento de forja. A matriz convexa ou o punção superior das matrizes de corte e de estiragem é fixado no carro da prensa. Para melhorar a precisão do processamento, o carro da prensa deve ser guiado com precisão. A matriz côncava é montada na base da prensa.
(1) Prensa de fricção
Ao mover o disco de fricção, a direção de movimento do eixo principal da prensa é alterada.
A prensa de fricção é uma máquina de processamento de pressão versátil que é amplamente utilizada em várias indústrias para o processamento de pressão. Na indústria de fabrico mecânico, as prensas de fricção são ainda mais amplamente utilizadas e podem ser usadas para completar tarefas como forjamento de matrizes, reviramento, dobragem, endireitamento e prensagem de precisão. Alguns forjamentos sem flash também utilizam este tipo de prensa.
(2) Prensa de manivela, prensa excêntrica
A manga excêntrica montada no moente da cambota está ligada ao veio de acionamento através de um acoplamento de garra destacável na extremidade do veio. Ao desapertar o anel de garra, a manga excêntrica pode ser rodada para ajustar o comprimento do curso.
Estes dois tipos de prensas convertem o movimento rotativo do motor em movimento linear da corrediça através de uma cambota ou de um veio excêntrico, por meio de uma biela ou de uma junta esférica.
(3) Prensa hidráulica
A prensa hidráulica é uma máquina que utiliza o líquido como meio de trabalho, com base no princípio de Pascal, para transmitir energia e realizar vários processos. As prensas hidráulicas são geralmente compostas por três partes: a máquina principal, o sistema de energia e o sistema de controlo hidráulico.
VII. Tosquia
O cisalhamento é um processo que utiliza ferramentas de corte de dois gumes para separar materiais.
1. Cortar com uma tesoura
As ferramentas gerais utilizam uma única aresta de corte para cortar o material da peça de trabalho, enquanto na processo de cisalhamentoAs duas arestas de corte em forma de cunha trabalham no material de forma relativa. As duas arestas de corte em forma de cunha das lâminas superior e inferior deslizam uma sobre a outra a partir do lado. Inicialmente, a peça de trabalho é cortada em ranhuras em ambos os lados a partir das duas arestas de corte.
A pressão da aresta de corte em forma de cunha torna a estrutura do material densa. Quando a resistência do material aumenta, a lâmina só pode cortar o material até uma determinada profundidade. Aumentar ainda mais a pressão para além do ponto de cedência do material faz com que a estrutura se separe e as duas superfícies de fratura deslizem. A superfície separada da peça de trabalho é irregular devido a diferentes processos de corte, sendo o exterior liso e o interior rugoso e fissurado.
2. Corte manual de materiais em folha simples
As tesouras manuais podem ser utilizadas para cortar chapas com uma espessura não superior a 1,5 mm.
(1) Tesoura de mão reta
Utilizada para cortar cortes curtos, rectos e ligeiramente curvos.
(2) Tesoura de corte reto
Utilizada para cortar peças de trabalho longas e rectas.
(3) Tesoura de furos
A lâmina tem uma ponta pontiaguda, utilizada para cortar curvas interiores.
(4) Tesouras redondas
A lâmina é fina e comprida para se adaptar a várias formas.
(5) Tesouras manuais eléctricas
Durante o funcionamento, a lâmina inferior permanece imóvel enquanto a lâmina superior efectua o movimento de corte.
3. Tesouras manuais de máquina
(1) Tesoura de alavanca
Adequado para cortar peças de grandes dimensões.
(2) Tesouras de máquina
Também conhecida como lâmina paralela máquina de corteA lâmina superior move-se verticalmente dentro de uma calha de guia. A lâmina superior pode ser inclinada ou paralela à lâmina inferior.
(3) Tesouras circulares, tesouras curvas
Utilizada para cortar quaisquer círculos e curvas. Ao cortar curvas, a folha é alimentada manualmente.
4. Defeitos de cisalhamento
Grandes rebarbas na borda de corte, alto consumo de força de corte, lascamento da lâmina e desvio do corte em relação à linha marcada.
5. Ferramentas de perfuração
A utilização de um punção para criar furos é também um processo de corte. Para chapas finas, cartão, chapas de aço para molas e anéis de vedação, o puncionamento é mais rápido do que a perfuração. Os materiais mais espessos utilizam máquinas de pressão de perfuração para efetuar furos, o que é eficiente e não produz aparas. Os materiais macios utilizam matrizes de perfuração do tipo borda para efetuar os furos.
VIII. Branqueamento
As matrizes de corte são compostas por um punção (matriz macho) e uma matriz (matriz fêmea), que podem perfurar qualquer forma a partir de materiais em folha. Uma vez que cada forma requer um conjunto de matrizes, este método é adequado para a produção em massa.
Devido à deformação a frio do material, a folha é facilmente pressionada quando entra em contacto com o punção. Se o punção tiver pequenos cantos arredondados, a borda inferior da chapa também terá pequenos cantos arredondados. À medida que o punção continua a mover-se para baixo, a sua força de corte excede a resistência ao corte do material, e a estrutura do material separa-se com uma superfície de corte relativamente lisa. Antes da intersecção entre o punção, a aresta de corte e a aresta de corte da matriz, as restantes superfícies de fratura do material separam-se. O orifício da matriz tem uma estrutura cónica gradual.
O corte é um processo de prensagem que utiliza uma matriz para separar parte do material ou da peça de trabalho de outra parte do material, da peça de trabalho ou dos resíduos. O corte é um termo geral para processos de separação que incluem cisalhamento, corte em branco, perfuração, entalhe, ranhura, separação, cinzelamento, corte, lingueta, corte aberto e acabamento.
O apagamento é normalmente utilizado para o processamento direto de anilhas, rodas de bicicleta, engrenagens de instrumentos, cames, forquilhas de mudanças, painéis de instrumentos, bem como chapas de aço silício para motores e aparelhos eléctricos e conectores em circuitos integrados.
IX. Operações básicas de trabalho em bancada
O equipamento comum para o trabalho de bancada inclui:
1) Bancada de trabalho
O principal local de trabalho dos trabalhadores de bancada, utilizado para colocar peças de trabalho e várias ferramentas e instrumentos de medição.
2) Torno de bancada
Uma fixação universal utilizada para segurar peças de trabalho.
1. Marcação do traçado
A marcação de layout é a operação de marcação de limites de processamento ou de localização de pontos de referência e linhas em peças em bruto ou produtos semi-acabados de acordo com as dimensões exigidas pelos desenhos de projeto ou objectos reais. Através da marcação de layout, é possível determinar a margem de processamento e a posição da superfície de processamento da peça de trabalho, verificar a forma e as dimensões da peça em bruto para ver se cumprem os requisitos do desenho e atribuir razoavelmente a margem de processamento.
(1) Ferramentas de marcação de esquemas habitualmente utilizadas
As ferramentas comuns de marcação de esquemas incluem placas de esquemas, escribas, discos de esquemas, divisores, punções centrais, blocos em V e macacos.
(2) Técnicas básicas de marcação de esquemas
A ferramenta utilizada é um riscador. O método correto consiste em inclinar o riscador 15° a 20° para o exterior da régua de aço e, ao mesmo tempo, incliná-lo 45° a 75° na direção da marcação.
Método de utilização de uma agulha de marcação
1) Marcação de linhas rectas.
Ao marcar, segurar a régua de aço com a mão esquerda, segurar o riscador com o polegar e o indicador da mão direita, usar o dedo médio para pressionar o riscador de modo a que a ponta do riscador fique apertada contra a superfície guia da régua e puxar para a parte de trás do riscador para desenhar uma linha reta clara.
2) Marcação de rectas perpendiculares.
As rectas perpendiculares podem ser desenhadas utilizando construções geométricas, uma régua quadrada ou um disco de traçar. O método mais simples é utilizar um lado adjacente como referência e desenhar facilmente uma linha perpendicular com uma régua quadrada.
3) Marcação de linhas paralelas.
Podem ser utilizados três métodos: método geométrico, marcação com régua quadrada e marcação com disco riscador.
4) Marcação de arcos.
A ferramenta utilizada é uma divisória. Quando a utilizares, ajusta as duas pernas da divisória abrindo-as com as duas mãos e, em seguida, agarra a parte articulada da divisória com a mão direita. Quando desenhar um círculo, combine dois arcos de meio-círculo, desenhando no sentido dos ponteiros do relógio e no sentido contrário.
5) Puncionamento central.
Para facilitar o alinhamento das peças de trabalho no processamento subsequente, os punções centrais devem ser de tamanho adequado e uniformes. O ponto de punção deve estar no centro da linha de processamento e não se deve desviar, uma vez que os pontos de punção desviados irão induzir em erro a suplementação da linha subsequente.
Ao operar, segure o punção central ligeiramente inclinado para a frente com a mão esquerda, alinhe a ponta do punção com o centro da linha. Uma vez alinhado, endireite o punção de modo a que fique perpendicular ao centro da linha e utilize um martelo para bater ligeiramente na extremidade do punção para fazer a marca central.
2. Cinzelagem
A cinzelagem é um método de processamento que utiliza um martelo para bater num cinzel e cortar a peça de trabalho. A cinzelagem é principalmente utilizada em situações em que o processamento mecânico é inconveniente, incluindo a remoção de flanges, a separação de materiais, a cinzelagem de ranhuras de óleo, ou para o corte de peças finas, processamento em bruto, etc.
(1) Cinzéis
Existem três tipos: cinzéis planos, cinzéis pontiagudos e cinzéis para ranhuras de óleo. Existem três formas de segurar um cinzel: punho normal, punho invertido e punho vertical.
(2) Martelos
Existem duas formas de agarrar o martelo: a pega firme e a pega solta. Pega firme: requer que os cinco dedos agarrem o martelo com força ao levantar ou golpear; Pega solta: ao levantar o martelo, o polegar e o indicador agarram-no com força, enquanto o dedo mindinho, o anelar e o médio estão ligeiramente relaxados. Ao bater, quando o martelo se aproxima do ponto de impacto, o dedo mindinho, o anelar e o médio apertam subitamente para aumentar a força de impacto do martelo em queda.
Existem três métodos de golpear o martelo: golpe de mão, golpe de cotovelo e golpe de braço.
(3) Postura de cinzelamento
O operador coloca-se em frente da bancada de trabalho, com o pé esquerdo num ângulo de 35° em relação à linha central do torno de bancada, e o pé direito num ângulo de 75° em relação à linha central do torno de bancada, para garantir que, quando se coloca em pé e balança o martelo, o ponto de impacto fica alinhado com a extremidade do cinzel. O antebraço da mão que segura o cinzel deve ser mantido na horizontal, com o cotovelo não descaído ou levantado, para evitar afetar o ângulo de corte do cinzel.
3. Serrar
Serrar é a operação que consiste em utilizar uma serra manual para cortar materiais metálicos ou para serrar ranhuras em peças de trabalho. Pode ser utilizada para separar vários materiais ou produtos semi-acabados, bem como para serrar partes em excesso de peças de trabalho ou para fazer ranhuras.
(1) Ferramentas de serrar
1) Estrutura da serra
Utilizadas para tensionar a lâmina de serra, as armações de serra dividem-se em fixas e ajustáveis.
2) Lâmina de serra
Uma ferramenta que serra diretamente materiais ou peças de trabalho. O comprimento é expresso como a distância central entre os orifícios de montagem em ambas as extremidades. As lâminas de serra manuais normalmente utilizadas têm 300 mm de comprimento, 12 mm de largura e 0,8 mm de espessura.
3) Instalação da lâmina de serra
As serras manuais só cortam durante o impulso para a frente, por isso, ao instalar a serra manual, as pontas dos dentes devem apontar para a frente.
(2) Postura de serrar
1) Como segurar a estrutura da serra
A pega correta tem um impacto significativo na qualidade do corte. O método correto é apoiar a parte da frente da estrutura da serra com a mão esquerda e agarrar o punho da serra com a mão direita.
2) Posição de pé
Ao serrar, o operador fica de frente para o torno de bancada num dos lados da linha central, com o pé esquerdo num ângulo de 35° em relação à linha central do torno de bancada e o pé direito num ângulo de 75° em relação à linha central do torno de bancada.
3) Postura de serrar
Quando a mão direita empurra a serra, o corpo inclina-se para a frente em conformidade. Este movimento do corpo pode aumentar a força de empurrão da mão direita, reduzir a fadiga da mão direita e melhorar a eficiência do trabalho. Durante o corte, a força de empurrão é controlada inteiramente pela mão direita. A pressão aplicada pela mão esquerda não deve ser demasiado grande; a sua principal função é manter a estrutura da serra direita.
(3) Métodos básicos de serragem
1) Fixação da peça de trabalho
A peça de trabalho é geralmente fixada no lado esquerdo do torno de bancada para facilitar a operação. A peça de trabalho não deve sobressair demasiado das maxilas do torno; o corte da serra deve estar a cerca de 20 mm de distância do lado das maxilas do torno para evitar vibrações durante a serragem. O corte da serra deve ser paralelo ao lado das maxilas do torno. A peça de trabalho deve ser fixada com firmeza e segurança para evitar danos ou deformações.
2) Controlo da velocidade e do comprimento do curso
Aplicar a força adequada ao empurrar a serra e libertar a pressão ao puxar para trás para reduzir o desgaste dos dentes da serra. Tente utilizar o comprimento efetivo da lâmina da serra ao serrar. A frequência dos movimentos para a frente e para trás deve ser adequado, 30-40 vezes por minuto para o aço normal e 50-60 vezes por minuto para os metais macios e os não-metais.
3) Ligar a serra
Utilize a parte da frente ou de trás da lâmina de serra para começar a serrar, apoiando-a na borda de uma superfície, com a lâmina de serra num ângulo de 15° em relação à superfície de trabalho. Pelo menos três dentes da serra devem estar simultaneamente em contacto com a peça de trabalho. Para maior estabilidade e precisão, pode utilizar o polegar para bloquear a lâmina de serra e mantê-la na posição correta.
4) Método de serragem de tubos redondos
Serrar tubos
Escolher uma lâmina de serra de dentes finos. Quando a parede do tubo for cortada, rode imediatamente o tubo na direção do empurrão da serra num ângulo adequado e, em seguida, continue a serrar. Repetir esta rotação até o tubo estar completamente cortado.
5) Serrar o material em barra
Se for necessária uma secção transversal plana, comece a serrar a partir de uma direção e continue até terminar; se a exigência não for elevada, pode serrar a partir de várias direcções para reduzir a superfície de serragem e melhorar a eficiência.
6) Serrar chapas finas
Tentar serrar pelo lado mais largo, se possível. Se tiver de serrar pelo lado estreito, pode fixar dois espaçadores de madeira e serrar através deles juntamente com a folha, ou fixar a folha fina diretamente no torno de bancada e utilizar uma serra manual para empurrar na diagonal.
7) Serrar aço plano
Marque a linha de corte e, em seguida, serre a partir das duas extremidades do lado largo. Quando os dois cortes da serra estiverem quase a encontrar-se, bata suavemente para quebrar e separar.
4. Arquivamento
Uma lima é uma ferramenta de corte dentada.
A limagem pode processar a superfície exterior, orifícios interiores, ranhuras e várias formas complexas de peças de trabalho. A precisão da lima pode atingir 0,01 mm.
(1) Ficheiros
Seleção de ficheiros
As limas incluem limas de bancada, limas de modelação e limas especiais. As limas de bancada são ainda divididas em limas planas, quadradas, redondas, triangulares e semi-redondas com base na sua forma de secção transversal. Modelagem As limas são utilizadas para o acabamento de pequenas áreas em peças de trabalho. As limas especiais são utilizadas para o processamento de superfícies especiais. Existem muitos tipos, especificações e modelos de limas, que podem ser selecionados de acordo com a forma, a dureza, a margem de maquinação e os requisitos de precisão da peça de trabalho.
(2) Como manter um ficheiro
Aperto geral para um ficheiro
Segurar firmemente o cabo da faca com a mão direita, com a extremidade do cabo apoiada na palma da mão, na base do polegar. Coloque o polegar na parte superior do cabo e envolva os restantes dedos à volta do cabo, de baixo para cima. Com a mão esquerda, pressione o músculo na base do polegar sobre a cabeça da lima, estenda o polegar naturalmente, enrole os outros quatro dedos na direção da palma da mão e use os dedos médio e anelar para apertar a extremidade frontal da lima. Ao limar, a mão empurra a lima e determina a direção do movimento, enquanto a mão esquerda trabalha com a mão direita para manter a lima equilibrada.
(3) Postura de apresentação
Ao limar, o operador fica de frente para o torno de bancada num dos lados da linha de centro, com o pé esquerdo num ângulo de 35° em relação à linha de centro do torno de bancada e o pé direito num ângulo de 75° em relação à linha de centro do torno de bancada.
Ao limar, mantenha-se firme com ambos os pés, incline o corpo para a frente, coloque o centro de gravidade no pé esquerdo, incline o corpo na direção do joelho esquerdo dobrado, mantenha ambos os ombros naturalmente nivelados, olhe para a superfície de limagem e mantenha o antebraço direito basicamente paralelo à superfície de limagem.
(4) Métodos básicos de registo
1) Lixar superfícies planas
Método de limagem e aplainamento
Existem três métodos: limagem direta, limagem cruzada e limagem por pressão.
2) Arquivar arcos externos
Método para limar e dar forma a arcos de círculo exteriores
São normalmente utilizados dois métodos: limagem cruzada e limagem por rolo. A limagem cruzada é utilizada para a maquinagem grosseira de arcos, enquanto a limagem por rolo é utilizada para a maquinagem fina de arcos ou quando existe uma pequena folga.
3) Preenchimento de arcos internos
Método de preenchimento de arcos de círculo internos
São normalmente utilizados dois métodos: limagem cruzada e limagem por pressão. A limagem cruzada é utilizada para maquinação em bruto de arcos externos. Quando se utiliza o método de limagem por pressão, são efectuados três movimentos em simultâneo: movimento para a frente, movimento para a esquerda ou para a direita e rotação em torno da linha central da lima.
5. Raspagem e trituração
A raspagem e a retificação são processos manuais de maquinagem de precisão utilizados para melhorar a qualidade da superfície e a precisão dimensional.
Para além do processamento mecânico (polimento, laminagem), a raspagem e a retificação são frequentemente os passos finais em muitos processos de maquinagem. Removem os picos de rugosidade remanescentes. A rugosidade da superfície é o desvio da qualidade da superfície real em relação à superfície especificada. É expressa em 1/1000mm. Após a maquinação fina, a área de suporte de carga das superfícies de apoio, superfícies de acoplamento e superfícies de vedação pode ser aumentada para 80%. As superfícies raspadas devem ser completamente seladas.
(1) Raspagem
Os raspadores devem ser capazes de cortar lascas finas. As raspadeiras planas são utilizadas para superfícies planas, enquanto as raspadeiras em forma de colher e as raspadeiras triangulares são utilizadas para superfícies curvas. O ângulo de cunha é de 85°-95°, com um ângulo frontal negativo.
Através da raspagem de tiras longas, os picos ásperos remanescentes podem ser removidos, reduzindo as marcas na superfície. O raspador deve estar inclinado contra as marcas durante a raspagem, caso contrário pode prender-se. Ao raspar para a frente, aplique uma pressão ligeira e reduza a pressão no final de cada movimento de raspagem para evitar depressões.
Nota: As raspadeiras devem ser afiadas com mós de corindo ou de carboneto de silício e depois polidas com uma pedra de amolar.
(2) Retificação
Aplicar cor na superfície plana para identificar irregularidades extremamente pequenas. Primeiro, aplique uma camada de cor na placa de raspagem e, em seguida, coloque a peça de trabalho na plataforma. Para peças grandes, aplique cor na superfície da peça, depois coloque a placa de raspagem ou a régua de raspagem em cima e mova-a.
Os pontos mais altos aparecem brilhantes e devem ser removidos com um raspador. Os movimentos de raspagem devem ser curtos e ligeiramente curvos. Continuar a processar até que os pontos em toda a superfície sejam tão numerosos e uniformemente distribuídos quanto possível. Alterar a direção da raspagem após cada ciclo de raspagem.
É suficiente que se vejam 5-10 pontos por centímetro quadrado na superfície raspada.
X. Processamento de furos (perfuração, rebaixamento, alargamento)
O processamento de furos é uma das competências operacionais importantes para um trabalhador de bancada. Existem essencialmente dois tipos de métodos de processamento de furos: um consiste em criar furos em peças sólidas, ou seja, perfurar diretamente com brocas helicoidais, brocas de centro, etc.; o outro consiste em processar furos existentes, ou seja, utilizar brocas de alargamento, brocas de rebaixamento e alargadores para alargar, rebaixar e alargar furos. O alargamento é um método de processamento de furos já efectuados utilizando um alargador. O escareamento é um método de perfuração que utiliza uma broca de escareamento para criar uma superfície plana ou várias aberturas de furos moldados na extremidade de um furo.
1. Ferramentas mais utilizadas
(1) Brocas
Existem muitos tipos, incluindo berbequins de torção, berbequins planos, berbequins de furo profundo, berbequins de centro, etc. O mais utilizado é o berbequim de torção, que existe nas variedades de haste reta e haste cónica.
(2) Brocas de alargamento
Ferramentas para alargar furos. Ao contrário das brocas, as brocas de alargamento têm 3-4 arestas de corte e nenhuma aresta transversal, resultando numa melhor precisão do furo e qualidade da superfície.
(3) Alargadores
Ferramentas para alargar furos, disponíveis em vários tipos, tais como alargadores manuais, alargadores de máquina, alargadores cónicos ajustáveis, etc.
(4) Brocas escareadoras
Ferramentas para rebaixamento, disponíveis em estilos cónicos, cilíndricos, de extremidade e outros.
2. Métodos de funcionamento
(1) Perfuração
Processo de corte
Marque as linhas e perfure os pontos centrais; faça um furo raso com cerca de 1/4 do diâmetro do furo para verificar a centragem; ao perfurar, não aplique demasiada força de avanço, levante frequentemente para limpar as aparas e adicione fluido de corte. Reduzir a velocidade de avanço quando o furo está prestes a ser aberto para evitar um aumento súbito da força de corte que pode partir a broca.
(2) Furos de alargamento
Utilizado para alargar furos já processados, frequentemente como operação de semi-acabamento de furos.
(3) Alargamento
Utilizar um escareador para remover uma pequena camada de metal da parede do furo para melhorar a sua precisão dimensional e a qualidade da superfície. Consulte os manuais relevantes para obter informações sobre tolerâncias e tamanhos de furos.
(4) Rebaixamento
Processo de perfuração
O objetivo é assegurar a perpendicularidade da face da extremidade do furo em relação à linha de centro do furo, para garantir o posicionamento correto e a ligação fiável das peças ligadas ao furo.
XI. Processamento de roscas
1. Formação da linha
Uma rosca forma-se quando uma figura plana (como um triângulo, um retângulo ou um trapézio) se desloca ao longo de uma linha helicoidal numa superfície cilíndrica ou cónica, criando sulcos e ranhuras contínuas nessa superfície. As roscas formadas na superfície externa de um cilindro (ou cone) são chamadas de roscas externas, enquanto as formadas na superfície interna de um furo cilíndrico (ou cônico) são chamadas de roscas internas.
2. Parâmetros geométricos dos fios
Elementos do fio
(1) Diâmetro maior d (diâmetro exterior) (D)
O diâmetro de um cilindro imaginário que coincide com a crista da rosca externa, também designado por diâmetro nominal.
(2) Diâmetro menor d1 (diâmetro interior) (D1)
O diâmetro de um cilindro imaginário que coincide com a raiz da rosca externa, que pode ser utilizado como diâmetro de cálculo para a secção transversal crítica nos cálculos de resistência.
(3) Diâmetro do passo d2
O diâmetro de um cilindro imaginário em que a largura da rosca e a largura entre roscas são iguais na secção transversal axial. É aproximadamente igual ao diâmetro médio da rosca, ou seja, d2 ≈ 0,5(d+d1).
(4) Passo de rosca P
A distância axial entre os pontos correspondentes de roscas adjacentes na linha geradora do cilindro de passo.
(5) Chumbo (Lh)
A distância axial entre os pontos correspondentes de roscas adjacentes na mesma hélice na linha geradora do cilindro de passo.
(6) Número de arranques n
Número de inícios numa linha
O número de linhas helicoidais na rosca, geralmente n ≤ 4 para facilitar o fabrico; a relação entre o passo, o avanço e o número de arranques é Lh = nP.
(7) Ângulo da hélice ψ
O ângulo entre a tangente da hélice no cilindro de passo e o plano perpendicular ao eixo da rosca.
(8) Ângulo de rosca α
O ângulo entre os dois lados do perfil da rosca no plano axial da rosca.
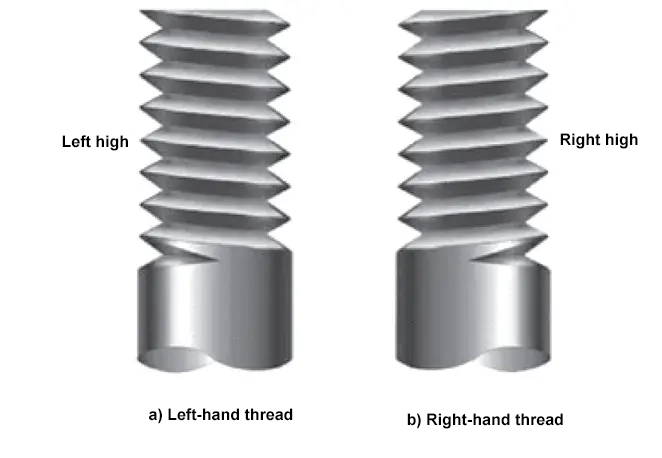
(9) Direção de rotação
Direção da linha
As roscas podem ser direitas ou esquerdas. Uma rosca direita avança quando rodada no sentido dos ponteiros do relógio, enquanto uma rosca esquerda avança quando rodada no sentido contrário ao dos ponteiros do relógio.
3. Perfis de rosca
(1) Roscas triangulares
Perfil da linha
Têm um grande ângulo de rosca, boas propriedades de auto-bloqueio, raiz grossa e alta resistência. São amplamente utilizadas para ligações. Os tipos mais comuns incluem as roscas métricas, as roscas em polegadas e as roscas para tubos.
1) Roscas métricas.
Nas normas nacionais, as roscas métricas triangulares com um ângulo de rosca α = 60° são designadas por roscas métricas, sendo o diâmetro maior o diâmetro nominal. O mesmo diâmetro nominal pode ter vários passos, sendo o passo maior designado por rosca grossa e os restantes por rosca fina. As roscas grossas são as mais utilizadas.
As roscas finas têm um diâmetro menor maior e um ângulo de hélice mais pequeno, o que resulta em melhores propriedades de autobloqueio e maior resistência, mas são menos resistentes ao desgaste e propensas a descascar. São adequadas para peças de paredes finas, ligações sujeitas a cargas dinâmicas e mecanismos de ajuste em dispositivos de afinação fina.
2) Roscas em polegadas
Têm um ângulo de rosca α = 55°, são medidas em polegadas e o passo é expresso como o número de roscas por polegada. Também têm versões grossas e finas.
3) Roscas de tubos
Têm um ângulo de rosca α = 55° e cristas arredondadas. Não existe folga radial entre as roscas de acoplamento, o que proporciona boas propriedades de vedação. O diâmetro nominal é o furo nominal do tubo. São amplamente utilizados em sistemas de tubagem de água, gás, lubrificação e outros.
(2) Roscas trapezoidais
O perfil da rosca é um trapézio isósceles com um ângulo de rosca α = 30°. Têm uma eficiência inferior à das roscas quadradas, mas são mais fáceis de fabricar, têm boas propriedades de centragem e maior resistência da raiz. Quando se utilizam porcas bipartidas, também podem eliminar a folga causada pelo desgaste. Por isso, são muito utilizadas em accionamentos de parafusos.
(3) Roscas quadradas
O perfil da rosca é retangular com um ângulo de rosca α = 0°, e a espessura da rosca é metade do passo. Têm um coeficiente de atrito equivalente mais pequeno e uma eficiência mais elevada, mas uma resistência de raiz mais baixa. A folga axial causada pelo desgaste é difícil de compensar e a precisão de centragem é baixa. São também mais difíceis de acabar e são menos utilizadas.
(4) Roscas de reforço
As roscas de contraforte têm um ângulo de flanco de 3° na face de trabalho e um ângulo de flanco de 30° na face de não trabalho. Combinam a elevada eficiência das roscas quadradas com a elevada resistência da raiz das roscas trapezoidais, mas só suportam cargas numa direção. São adequadas para accionamentos de parafusos com cargas unidireccionais, tais como prensas de parafusos e macacos.
4. Marcações da linha
(1) Roscas métricas
1) O passo das roscas métricas grossas não está marcado, enquanto as roscas finas têm de ter o passo marcado. Por exemplo, M20 é grossa com um passo de 2,5 mm (não marcado); M20×2 é fina com um passo de 2 mm (marcado).
2) As roscas para esquerdinos estão marcadas com LH, as roscas para destros não estão marcadas.
3) Os símbolos do grau de tolerância da rosca incluem os graus de tolerância do diâmetro do passo e do diâmetro maior. Os graus de tolerância das roscas externas utilizam letras minúsculas, os graus de tolerância das roscas internas utilizam letras maiúsculas. Por exemplo, M20-5g6g indica uma rosca externa com grau de tolerância de diâmetro de passo 5g e grau de tolerância de diâmetro maior 6g. Se os graus de tolerância do diâmetro do passo e do diâmetro maior forem os mesmos, como M20-7H, isso significa que as tolerâncias do diâmetro do passo e do diâmetro maior para a rosca interna são 7H.
4) O comprimento de engate das roscas métricas é especificado como curto (S), médio (N) ou longo (L). O comprimento de engate médio (N) não precisa de ser marcado. Exemplos: M24-5g6g-L, M20×1,5-6H-S-LH, ou M20×1-6g. Se o comprimento de engate for um valor específico, pode ser diretamente marcado, como M20-5g6g-40, indicando um comprimento de engate de 40 mm.
(2) Roscas trapezoidais
A marcação é igual à das roscas normais, como a Tr40×7LH-7H-L, que representa uma rosca trapezoidal com um diâmetro nominal de 40 mm, passo de 7 mm, canhoto, código de banda de tolerância de diâmetro de passo 7H e comprimento de engate longo.
(3) 55° Roscas de tubo não vedantes
Para roscas de tubos não vedantes de 55°, as roscas externas têm dois graus de tolerância, A e B, que devem ser anotados; as roscas internas têm apenas um grau de tolerância, que não precisa de ser anotado. Por exemplo, G1/4 A indica uma rosca de tubo não vedante, rosca externa, com código de tamanho 1/4 e grau de tolerância A; G1/4 indica uma rosca de tubo não vedante, rosca interna, com código de tamanho 1/4.
5. Fixadores de rosca comuns
Podem ser utilizados parafusos, pernos e porcas para formar ligações destacáveis.
(1) Cavilhas e parafusos
Os parafusos com cabeça têm várias formas de cabeça e podem ser utilizados como parafusos de aperto, parafusos de passagem ou de encaixe parafusos.
1) Parafusos de aperto
Utilizados para fixar placas de cobertura, flanges, placas de pressão e outras peças de máquinas. A profundidade de inserção é a mesma que a dos pernos de duas extremidades. Os pernos cilíndricos com hexágonos internos podem ser escareados, mas podem ser apertados como os pernos hexagonais.
2) Parafusos de passagem
Para o bloqueio, são necessárias porcas e anilhas. Prestar atenção à planicidade das superfícies de contacto entre a cabeça do parafuso, a porca e a anilha.
3) Parafusos de fixação
Utilizado para fixar peças de máquinas em posição ou suportar forças laterais. Este tipo de ligação requer um ajuste (H7/k6), o que o torna mais dispendioso. A utilização de um parafuso de passagem em combinação com um ou dois pinos de encaixe é mais económica.
(2) Parafusos de fenda
Os parafusos com fenda têm várias formas de cabeça. Estes parafusos só podem ser apertados com uma chave de fendas, o que resulta numa menor força de aperto em comparação com os parafusos apertados com uma chave. Os parafusos de fenda cruzada não têm uma fenda passante na cabeça, não enfraquecendo assim a resistência. Têm uma maior resistência, podem ser apertados com mais firmeza e têm um melhor aspeto.
(3) Parafusos auto-roscantes
Utilizado para a fixação de letreiros de empresas, placas de proteção, etc., em chapas metálicas.
(4) Pregos
Os pernos são constituídos por uma extremidade de inserção (com chanfro), uma haste e uma extremidade de porca (topo). Têm o mesmo objetivo que os parafusos de aperto. A vantagem é que os parafusos de aperto podem danificar as roscas após vários desapertos, enquanto a extremidade de inserção dos pernos pode ser sempre aparafusada. Para remover uma peça fixada com pernos, só é necessário remover a porca. A profundidade de inserção deve corresponder à resistência do material da haste para evitar a quebra do perno.
Profundidade de inserção de pernos de duas extremidades
Material
Aço Bronze
Ferro fundido cinzento Arma de metal
Liga de alumínio
Metais macios Materiais isolantes
Profundidade de inserção
1d
1.25d
2d
2.5d
(5) Parafusos de ajuste
Os parafusos de ajuste têm roscas ao longo de todo o seu comprimento, com uma ranhura na extremidade para inserção e aperto. São utilizados para fixar anéis de posicionamento, casquilhos e outras peças de máquinas para evitar movimentos ou torções. Os pernos são uma variante dos parafusos utilizados para fixar peças amovíveis.
(6) Tipos de frutos secos
A figura abaixo mostra várias formas padrão de porcas. O comprimento da rosca da porca é crucial para a resistência da ligação porca-parafuso. O comprimento da rosca determina o número de voltas da rosca que suporta a carga. Para a maioria das porcas, a altura da porca é igual ao comprimento da rosca. As excepções incluem as porcas cegas.
A altura das porcas normais = 0,8 × diâmetro nominal da rosca. A altura das porcas finas 1+d.
6. Fabrico de roscas
(1) Corte de rosca
As roscas são fabricadas com base no princípio das linhas helicoidais. A figura abaixo mostra o corte de roscas num torno. Durante a maquinagem, a peça cilíndrica roda a uma velocidade constante, enquanto a ferramenta de corte se desloca axialmente a uma velocidade constante em contacto com a peça, criando um movimento helicoidal da ponta da ferramenta em relação à peça. Devido às diferentes formas das arestas de corte, a forma da secção transversal do material removido na superfície da peça de trabalho varia, permitindo a produção de vários tipos de rosca.
Maquinação de roscas num torno
Outros métodos de fabrico de roscas incluem: roscagem para roscas internas, roscagem para roscas externas; moldagem de roscas; laminagem de roscas; fresagem, retificação e lapidação de roscas, etc.
(2) Rosqueamento e roscagem de matrizes
A roscagem é o processo de corte de roscas internas num furo utilizando um macho; a roscagem por matriz é o processo de corte de roscas externas numa haste ou tubo utilizando uma matriz.
1) Ferramentas comuns
① Machos e chaves de torneira
Os machos são ferramentas de corte especializadas para roscagem. Têm uma estrutura simples, são fáceis de utilizar e são amplamente utilizados para o fabrico de roscas internas de pequena dimensão. Os machos podem ser classificados como machos de dentes grossos e machos de dentes finos com base no tamanho do dente; e como machos de porca, machos de matriz, machos de rosca cónica, machos de rosca trapezoidal, etc., com base na função.
Alavanca
As chaves de torneira são ferramentas utilizadas para agarrar a extremidade quadrada da torneira e rodá-la para cortar.
② Caçonetes e matrizes
As matrizes são ferramentas para cortar roscas externas e existem nos tipos fixo e dividido. As matrizes fixas são normalmente utilizadas, com secções cónicas de 60° em ambas as extremidades do furo, que formam a parte cortante da matriz, enquanto os dentes posteriores servem de guias.
As matrizes são ferramentas para segurar as matrizes, sendo que as matrizes de diferentes tamanhos têm matrizes correspondentes.
2) Métodos de batida
Antes de efetuar a rosca, fazer um furo piloto. O diâmetro do furo-piloto pode ser selecionado consultando os manuais relevantes ou calculado através de uma fórmula.
Antes de roscar, a entrada do furo deve ser chanfrada para facilitar o posicionamento e a entrada da torneira.
Ao começar a bater, utilizar a palma da mão direita para pressionar o centro da chave de torneira, aplicar pressão ao longo do eixo da chave de torneira e utilizar a mão esquerda para rodar no sentido dos ponteiros do relógio.
Verificar a verticalidade. Depois de a torneira ter rodado 1-2 voltas, utilize um esquadro para verificar a perpendicularidade entre a torneira e a face final do furo. Se não for perpendicular, corrija-a imediatamente. Pode inspecionar visualmente e utilizar uma régua quadrada para verificar em duas direcções se está vertical.
Roscar a rosca. Quando o macho começa a cortar e a parte guia entra na peça de trabalho, pode rodar o punho paralelamente sem aplicar pressão. Nesta altura, por cada 1-2 voltas, inverta 1/4 de volta para partir as aparas e evitar que estas danifiquem a rosca. Adicione fluido de corte enquanto bate a rosca.
Remoção de aparas. Nos furos cegos, para além de marcar a profundidade na torneira, deve retirar frequentemente a torneira para remover as aparas.
3) Método de enroscar as roscas exteriores
Primeiro, determine o diâmetro da haste. Se for demasiado grande, é difícil de roscar; se for demasiado pequeno, não se formarão roscas. Pode calcular utilizando uma fórmula.
A técnica de roscagem inicial é a mesma que a de roscagem de roscas internas.
Ao roscar, manter a matriz perpendicular à haste. Chanfrar a haste num ângulo de 30° a 45°. A técnica é a mesma que a de roscar. Aplicar pressão quando começar a rodar. Após o corte da peça guia, rodar o punho paralelamente com as duas mãos. Inverter frequentemente para partir as aparas e adicionar fluido de corte.
Método de enfiamento
7. Ligações roscadas
(1) Ligações aparafusadas
Esquema de ligação dos parafusos
Dividem-se em ligações por parafusos normais e ligações por parafusos de precisão.
1) Para ligações de parafusos normais, as peças ligadas não são muito espessas. O parafuso tem uma cabeça, o orifício de passagem não é roscado, e o parafuso passa através do orifício e encaixa numa porca. Após a montagem, existe uma folga entre o furo e o parafuso, que não deve desaparecer durante o funcionamento. A estrutura é simples, fácil de montar e desmontar, pode ser montada várias vezes e é amplamente utilizada.
2) As ligações por parafusos de precisão não têm folga após a montagem e suportam principalmente cargas laterais. Também podem ser utilizadas para posicionamento. Utilizam encaixes de sistema de furos básicos com furos escareados para ligações de parafusos (por exemplo, H7/m6, H7/n6).
(2) Ligações de pinos com duas extremidades
Esquema de ligação dos pernos de cabeça dupla
O parafuso não tem cabeça, mas tem roscas em ambas as extremidades. Durante a montagem, uma extremidade é aparafusada na peça ligada e a outra extremidade é equipada com uma porca. Adequado para situações em que é necessária uma desmontagem frequente e uma das peças ligadas é mais grossa. Durante a desmontagem, só é necessário retirar a porca sem desaparafusar o perno da peça ligada.
(3) Ligações roscadas
Adequado para situações em que uma das partes ligadas (com um orifício roscado no topo) não necessita de ser montada e desmontada frequentemente, tem uma cabeça de parafuso numa extremidade, não necessita de uma porca e suporta cargas relativamente pequenas.
(4) Ligações de parafuso de ajuste
Ligação roscada de aperto
Após o aperto, a extremidade do parafuso pressiona contra a superfície de outra peça ou roda num entalhe correspondente na peça para fixar a posição relativa das peças. Pode transmitir pequenas forças axiais ou binários.
8. Bloqueio da rosca
Se as ligações roscadas forem utilizadas em locais com trepidação, impacto ou vibração, os parafusos podem soltar-se. Estas ligações devem ser protegidas em locais relacionados com a segurança pessoal. De acordo com os regulamentos de segurança, o bloqueio deve ser implementado em locais como carros, elevadores, caminhos-de-ferro, teleféricos, ventiladores eléctricos, etc. As principais medidas anti-afrouxamento são as seguintes.
(1) Bloqueio por fricção
Fricção anti-afrouxamento
O método anti-afrouxamento mais utilizado. Este método produz uma pressão normal entre os pares de roscas que não se altera com forças externas, gerando uma força de fricção que impede a rotação relativa dos pares de roscas. Esta pressão normal pode ser obtida através da compressão axial ou bidirecional simultânea dos pares de roscas, mas não pode impedir completamente o afrouxamento. Métodos como anilhas elásticas, porcas duplas, porcas autoblocantes e porcas de bloqueio com inserções de nylon pertencem todos ao bloqueio por fricção.
(2) Bloqueio mecânico
Mecanismo anti-afrouxamento
Restringe diretamente a rotação relativa dos pares roscados através de um batente. A ligação só pode ser desmontada após a remoção do batente. Os métodos incluem a utilização de pinos divididos com porcas ranhuradas, fio de ligação e anilhas de bloqueio.
(3) Bloqueio permanente
Anti-afrouxamento permanente
Após o aperto, são utilizados métodos como o peening, a soldadura ou a ligação adesiva para fazer com que o par roscado perca as suas caraterísticas de par cinemático e se torne uma ligação não destacável. A caraterística é que o parafuso só pode ser usado uma vez, e a desmontagem é muito difícil. O par roscado tem de ser destruído para ser desmontado.
XII. Corte de gás
O corte a gás refere-se ao corte térmico de materiais utilizando chamas produzidas pela combustão de gases inflamáveis misturados com oxigénio, também conhecido como corte a oxigénio ou corte por chama. O corte a gás é um método comum de corte térmico de metais em vários sectores industriais. O corte manual a gás é flexível e cómodo, sendo um método de processo indispensável para o corte esporádico de materiais, desmantelamento de resíduos, instalação e remoção de trabalhos em fábricas.
1. Processo de corte a gás
O corte e a moldagem são efectuados utilizando chamas de gás combustível-oxigénio para cortar materiais. A condição é que o material possa inflamar-se e arder abaixo do seu ponto de fusão. Os aços com um teor de carbono inferior a 1,6% (fração mássica) podem cumprir esta condição porque a sua temperatura de fusão é de 1500°C, superior à temperatura de fusão dos óxidos a 1350°C, pelo que apenas os óxidos fundem e são expelidos da junta fundida.
À medida que o teor de carbono do aço aumenta, o seu ponto de fusão diminui. O aço com um teor de carbono superior a 1,6% (fração mássica) não é adequado para o corte a gás.
2. Maçarico de corte
Maçarico de corte a gás
A função do maçarico de corte consiste em misturar oxigénio e acetileno em proporções para formar uma chama de pré-aquecimento e lançar um jato de oxigénio puro a alta pressão sobre a peça a cortar, fazendo com que o metal cortado arda na corrente de jato de oxigénio. A corrente de jato de oxigénio sopra a escória fundida dos produtos de combustão, formando uma fenda de corte. O maçarico de corte é a principal ferramenta para cortar peças a gás.
3. Operação de corte
Determinar a distância entre o bocal e a peça de trabalho, assegurando que o cone da chama não toca na peça de trabalho. Quando o ponto de corte atingir a incandescência, abra a válvula de oxigénio para iniciar o corte.
Velocidade de corteA distância dos bicos, o tamanho dos bicos de corte e de aquecimento e a pressão do oxigénio devem ser selecionados com base na espessura do material.
4. Gama de aplicações
O corte a gás é principalmente aplicado no fabrico de contentores, no fabrico de estruturas de aço, no fabrico de máquinas, na construção naval, no tratamento de resíduos, na colocação de condutas, etc.
XIII. Soldadura
Soldador
A soldadura é um método de processamento e junção que consegue a ligação atómica entre duas peças de trabalho através de aquecimento, pressão ou ambos. A soldadura é amplamente utilizada e pode ser aplicada tanto a metais como a não metais.
A tecnologia de soldadura é aplicada principalmente a materiais de base metálica. Os métodos mais comuns incluem a soldadura por arco, Soldadura TIG, CO2 soldadura com proteção, soldadura com oxigénio-acetileno, soldadura a laser, soldadura por pressão com escória eléctrica e muitas outras. Os materiais não metálicos, como os plásticos, também podem ser soldados. Existem mais de 40 tipos de soldadura de metais métodos de soldaduraA soldadura por fusão, a soldadura por pressão e a brasagem são as três categorias principais.
Soldadura por arco com elétrodo de vareta
1. Soldadura por fusão
A soldadura por fusão é um método que aquece a interface da peça de trabalho até um estado fundido e completa a soldadura sem aplicar pressão. Durante a soldadura por fusão, a fonte de calor aquece e funde rapidamente a interface das duas peças a soldar, formando uma poça de fusão. A poça de fusão avança com a fonte de calor e, após arrefecimento, forma um cordão de soldadura contínuo que liga as duas peças de trabalho numa só.
Durante o processo de soldadura por fusão, se a atmosfera entrar em contacto direto com a poça de fusão a alta temperatura, o oxigénio da atmosfera oxidará o metal e vários elementos de liga. O azoto e o vapor de água da atmosfera que entram na poça de fusão também formam poros, inclusões, fissuras e outros defeitos na soldadura durante o processo de arrefecimento subsequente, deteriorando a qualidade e o desempenho da soldadura.
A soldadura por fusão divide-se ainda em soldadura com eléctrodos consumíveis e soldadura com eléctrodos não consumíveis, que utilizam o calor do arco elétrico como fonte de calor.
2. Soldadura por pressão
A soldadura por pressão é um método de soldadura que consegue a ligação atómica entre duas peças de trabalho no estado sólido sob condições de pressão, também conhecida como soldadura no estado sólido. Um processo de soldadura por pressão comummente utilizado é a soldadura topo a topo por resistência, em que a temperatura aumenta devido à elevada resistência quando a corrente passa através das extremidades de ligação das duas peças de trabalho. Quando aquecidas até um estado plástico, são unidas numa só sob pressão axial. A caraterística da soldadura por pressão é que a pressão é aplicada durante o processo de soldadura sem adição de material de enchimento.
3. Brasagem
Junta soldada
A brasagem é um método que utiliza materiais metálicos com um ponto de fusão inferior ao da peça de trabalho como material de enchimento. A peça de trabalho e o material de brasagem são aquecidos a uma temperatura superior ao ponto de fusão do material de brasagem, mas inferior ao da peça de trabalho. Utiliza o material de brasagem líquido para molhar a peça de trabalho, preencher a lacuna da interface e conseguir a difusão atómica mútua com a peça de trabalho, realizando assim a soldadura.
XIV. Rebitagem
1. Princípio
A rebitagem é um processo que utiliza a força axial para engrossar a haste do rebite no interior do orifício do rebite das peças e formar uma cabeça de rebite, ligando duas ou mais peças.
(1) Rebitagem a frio
A rebitagem é efectuada com rebites à temperatura ambiente. Se forem utilizados rebites de aço, estes devem ser submetidos a um tratamento de recozimento antes da rebitagem a frio para melhorar a plasticidade dos rebites.
(2) Rebitagem a quente
A rebitagem a quente não é soldadura; altera ou mesmo funde as áreas de ligação de dois metais através do aumento da temperatura.
(3) Materiais para rebites
Deve ter uma certa plasticidade e tenacidade, fabricado a partir de aços abatidos e semi-abatidos com resistências de 340-520MPa, cobre, ligas de cobre, alumínio e plásticos. Para evitar a ferrugem, devem ser escolhidos, sempre que possível, materiais semelhantes ao material de base.
2. Processo de rebitagem
Processo de rebitagem
Processo de rebitagem: Perfuração de orifícios - (rebaixamento) - (rebarbação) - Inserção do rebite - Apoio (barra de suporte) - Fixação do rebite - Conformação com máquina de rebitagem (ou manual - rebitagem - espessamento - conformação em forma de cúpula).
3. Juntas rebitadas
Rebitagem
As juntas rebitadas são a forma de ligação entre peças. A junta sobreposta é a rebitagem de chapas de aço sobrepostas. A rebitagem de chapa de cobertura refere-se ao alinhamento dos bordos das peças e à rebitagem das mesmas com uma ou duas chapas de cobertura.
Os rebites podem ser dispostos em filas simples ou múltiplas, sendo as filas múltiplas paralelas ou escalonadas.
Rebitagem de uma face de chapas finas
Método de rebitagem especial - Rebitagem de descarga. Utilizado para a rebitagem de chapas finas, com muitas formas de rebitagem diferentes.
Rebites ocos. Pode ser utilizado para rebitar chapas finas, cartão e couro.
Método de rebitagem de uma face. Utilizado em locais onde a rebitagem só pode ser efectuada de um lado, utilizando rebites ocos com punções ou rebites de rebitagem a quente.
4. Defeitos de rebitagem
Defeitos de rebitagem
Os defeitos reduzirão a força de rebitagem e a adesão dos rebites. Os principais defeitos de rebitagem incluem furos desalinhados, rebites dobrados, furos de rebites demasiado grandes, rebites demasiado soltos ou demasiado apertados e rebites demasiado curtos.
XV. Colagem (metal, plástico)
A colagem refere-se à união de duas peças de trabalho através de uma camada adesiva.
A função da adesão
A adesão entre duas placas de vidro
A tecnologia de ligação de metais é a técnica de ligação de interfaces sólidas metal-metal e metal-não-metal utilizando agentes de reparação de metais. A força de ligação é a soma das forças de ligação física e das forças de ligação química. A interface de ligação pode não só transferir tensões, mas também vedar e evitar a corrosão. A superfície e a estrutura global podem ser submetidas a um processamento mecânico, como o torneamento, a perfuração e a fresagem.
Efeito adesivo dos agentes de ligação de metais
1. Classificação dos adesivos
Existem muitos tipos de adesivos, que podem ser classificados da seguinte forma:
(1) Classificação por fonte de material
1) Adesivos naturais
É derivado de substâncias da natureza, incluindo adesivos biológicos como o amido, a proteína, a dextrina, a cola animal, a goma-laca, a cola de couro, a colofónia; bem como adesivos minerais como o asfalto.
2) Adesivos artificiais
Trata-se de substâncias manufacturadas, incluindo adesivos inorgânicos, como o vidro de água, e adesivos orgânicos, como as resinas sintéticas e as borrachas sintéticas.
(2) Classificação por caraterísticas de utilização
1) Adesivos solúveis em água
Adesivos que utilizam água como solvente, incluindo principalmente amido, dextrina, álcool polivinílico, carboximetilcelulose, etc.
2) Adesivos de fusão a quente
Trata-se de colas sólidas que são utilizadas após fusão por aquecimento. Geralmente, podem ser utilizadas resinas termoplásticas, tais como poliuretano, poliestireno, poliacrilato, copolímero de etileno-acetato de vinilo, etc.
3) Adesivos à base de solventes
Colas insolúveis em água mas solúveis em certos solventes, como a goma-laca, a borracha butílica, etc.
4) Adesivos de emulsão
Frequentemente suspensos em água, como a resina de acetato de polivinilo, a resina acrílica, a borracha clorada, etc.
5) Adesivos líquidos sem solventes
São líquidos viscosos à temperatura ambiente, como as resinas epoxídicas.
2. Princípios de adesão
A eficácia das colas depende da força de adesão entre a cola e a peça de trabalho e da força de coesão no interior da cola.
3. Operação de aderência
(1) Pré-tratamento
A superfície de colagem deve ser cuidadosamente limpa, removendo a sujidade e a gordura, para que as moléculas de cola possam aderir ao material. A superfície também pode ser desbastada com lixa, jato de areia ou gravura com ácido para aumentar a área de aderência.
(2) Processo de ligação
A colagem requer que as partes coladas sejam colocadas firmemente. Ambos os lados das superfícies rugosas devem ser revestidos com adesivo e agente de cura, enquanto as superfícies lisas só precisam de ser revestidas de um lado. A camada adesiva deve ter uma espessura de 25-100μm. As duas partes coladas não devem ser movidas antes da cura completa. Quando se utiliza resina epóxi, não é necessária pressão externa, uma vez que a sua própria pressão é suficiente.
4. Estrutura e formas de ligação
Estrutura colada
Forma de adesão A camada adesiva pode ser rasgada com uma ferramenta de extração. Se não tiver êxito, aquecer a cerca de 120°C com um maçarico antes de puxar.
XVI. Ligações de chaves e pinos
1. Ligações principais
As chavetas são peças normalizadas utilizadas para ligar veios e peças de transmissão no veio (tais como engrenagens, polias) para transmitir binário. As suas duas faces laterais e a face inferior entram em contacto com a peça de trabalho, com uma estrutura simples.
(1) Chaves paralelas
1) Chaves paralelas comuns
① Tipos de chaves paralelas comuns
Chave simples
As chaves são peças padrão. As chaves paralelas comuns dividem-se em três tipos: A (cabeça redonda), B (cabeça quadrada) e C (cabeça semi-circular).
② Marcação de chaves paralelas comuns
A dimensão nominal da chaveta é o diâmetro do veio. As dimensões das chavetas paralelas comuns e as dimensões da secção transversal dos rasgos de chaveta podem ser encontradas nas normas nacionais relevantes com base no diâmetro nominal do veio.
Na marcação das chaves paralelas comuns, o "A" para as chaves paralelas do tipo A pode ser omitido, enquanto o "B" ou "C" deve ser marcado para as chaves paralelas dos tipos B e C.
③ Ligação de chaves paralelas comuns
Junta de chaveta simples
Exemplo de marcação de uma mola de ajuste comum: Uma chave paralela do tipo B com largura b=16mm, altura h=10mm, comprimento L=100mm é marcada como: GB/T 1096 Chave B16×10×100
2) Chaves de penas e chaves deslizantes
① Chaves de penas
Fixo no eixo, permitindo que as peças no eixo deslizem ao longo do eixo durante o funcionamento.
② Chaves deslizantes
Princípio de funcionamento da ligação direta da chave
Fixa no cubo, movendo-se ao longo da ranhura da chaveta no eixo juntamente com o cubo durante o funcionamento.
(2) Ligações da chave de Woodruff
Encaixe cónico e chave semicircular
As chavetas de Woodruff são também chavetas normalizadas e as suas dimensões podem ser encontradas nas normas relevantes com base no diâmetro nominal do veio.
Exemplo de marcação para uma chave de Woodruff: Uma chave de Woodruff com largura b=6mm, altura h=10mm, diâmetro D=25mm é marcada como: GB/T 1099.1 Chave 6×10×25
(3) Chaves de cunha
Assento de chave reto e assento de chave em gancho
As chaves de cunha são divididas em chaves de cunha comuns e chaves de cunha com gancho. As chaves de cunha comuns são divididas em tipos A, B e C. A superfície superior das chaves de cunha tem uma inclinação de 1:100. Durante o funcionamento, as chavetas transmitem movimento e potência através do atrito gerado pela compressão entre as superfícies superior e inferior e as ranhuras do eixo e da roda.
Exemplos de marcações de chaves de cunha:
Uma chave de cunha comum do tipo A com largura b=16mm, altura h=10mm, comprimento L=100mm é marcada como: GB/T 1564 Chave 16×100 Uma chave de cunha comum do tipo B com largura b=16mm, altura h=10mm, comprimento L=100mm é marcada como: GB/T 1564 Chave B16×100 Uma chave de cunha do tipo C comum com largura b=16mm, altura h=10mm, comprimento L=100mm é marcada como: GB/T 1564 Chave C16×100
(4) Estrias
1) Visão geral
Peças de ligação axiais formadas por múltiplas saliências e ranhuras no veio e no cubo. As ligações estriadas são constituídas por estrias internas e externas. As estrias internas e externas são peças com vários dentes, com estrias internas na superfície cilíndrica interna e estrias externas na superfície cilíndrica externa. As estrias são estruturas normalizadas.
2) Caraterísticas dos splines
Ligação estriada
Devido às ranhuras pouco profundas, a concentração de tensões na raiz dos dentes é menor, o que resulta num menor enfraquecimento do eixo e da resistência do cubo.
Com mais dentes, a área total de contacto é maior, o que permite suportar maiores cargas.
Melhor centragem das peças no eixo, o que é importante para as máquinas de alta velocidade e de precisão.
Uma boa orientação, que é importante para as ligações dinâmicas.
Os métodos de retificação podem ser utilizados para melhorar a precisão do processamento e a qualidade da ligação.
O processo de fabrico é relativamente complexo, exigindo por vezes equipamento especializado, o que resulta em custos mais elevados.
3) Aplicações adequadas
Ligações que exigem elevada precisão de centragem, grande transmissão de binário ou deslizamento frequente. Adequado para veios e mecanismos de alta velocidade com requisitos de elevada concentricidade.
2. Ligações dos pinos
(1) Funções e classificações dos pinos
Os pinos passam através de orifícios em duas partes, servindo principalmente funções de posicionamento, ligação e orientação.
Cavilhas cilíndricas, cónicas e contrapinos
Em termos de estrutura, os pernos são classificados em pernos cilíndricos, pernos cónicos, pernos ranhurados, veios de pernos e contrapinos; em termos de função, podem ser classificados em pernos de localização, pernos de ligação e pernos de segurança.
(2) Ligações dos pinos
Ligação de pinos
Quando se utilizam pernos para posicionamento, para facilitar a sua remoção, os orifícios devem ser, se possível, passantes; se não forem permitidos orifícios passantes, devem ser utilizados pernos com roscas internas; no caso dos pernos cónicos, para garantir um ajuste adequado à superfície cónica, deve existir um espaço entre a ponta do perno e o fundo do orifício cónico.
XVII. Conhecimento da assembleia
1. Vista geral da montagem
(1) Conceito de montagem
Os produtos são compostos por várias peças e componentes. O processo de trabalho que consiste em juntar várias peças em componentes ou juntar várias peças e componentes em produtos de acordo com requisitos técnicos especificados é designado por montagem. O primeiro é chamado de montagem de componentes e o segundo é chamado de montagem geral. Geralmente inclui montagem, ajuste, inspeção e teste, pintura e embalagem.
Componentes
1) Unidades de montagem
Para garantir um trabalho de montagem eficaz, as máquinas são normalmente divididas em várias unidades de montagem que podem ser montadas de forma independente.
As peças são as unidades mais pequenas que compõem uma máquina. Um conjunto é formado pela montagem de uma ou mais peças numa peça de base. Um grupo é formado pela montagem de várias peças e conjuntos numa peça de base. Um componente é formado pela montagem de vários grupos, conjuntos e peças numa peça de base. Uma máquina ou produto é formado pela montagem de componentes, grupos, conjuntos e peças numa peça de base.
2) Processo de montagem
Processo de montagem
O processo de montagem estabelece relações posicionais específicas entre peças, conjuntos, grupos e componentes.
(2) Precisão de montagem
A precisão da montagem é um indicador de qualidade do processo de montagem. Inclui a precisão dimensional, a precisão do movimento relativo, a precisão da posição mútua e a precisão do contacto entre peças e componentes. A precisão dimensional entre peças e componentes inclui a precisão de ajuste e a precisão de distância.
Geralmente, a precisão da montagem é garantida pela precisão do processamento das partes constituintes relevantes. Para alguns artigos com elevados requisitos de precisão de montagem, ou componentes compostos por muitas peças, se a precisão de montagem for garantida diretamente e inteiramente pela precisão de processamento das peças relevantes, seria necessária uma precisão de processamento muito elevada para cada peça, o que criaria dificuldades no processamento ou tornaria mesmo o processamento impossível.
(3) Corrente de dimensões de montagem
Nas relações de montagem de máquinas, a cadeia de dimensões formada pelas dimensões das peças relacionadas ou pelas suas relações de posição mútua é designada por cadeia de dimensões de montagem. A precisão da montagem na cadeia de dimensões da montagem é o elo final e as dimensões de projeto das peças relacionadas são os elos constituintes.
1) Cadeia de dimensões lineares
Cadeia de dimensões lineares
Uma cadeia de dimensões de montagem composta por dimensões de comprimento com ligações paralelas. Como mostra a figura, uma engrenagem é montada livremente num eixo, estabelecendo uma cadeia de dimensões de montagem A1, A2, A3, A4, A5para garantir um determinado intervalo A0 entre a engrenagem e o anel de retenção.
2) Cadeia de dimensão angular
Cadeia de dimensões angulares
Uma cadeia de dimensões de montagem composta por ângulos, paralelismo, perpendicularidade, etc. A cadeia de dimensões angulares é composta por α, a₂, e o paralelismo entre os eixos O-O e A-A, para garantir um ângulo razoável para a montagem do torno.
3) Cadeia de dimensões planas
É composto por dimensões de comprimento que formam certas relações angulares e dimensões angulares correspondentes, todas no mesmo plano ou em planos paralelos.
4) Cadeia de dimensões espaciais
É composto por dimensões lineares e dimensões angulares situadas em planos que se intersectam no espaço.
2. Principais conteúdos do trabalho de montagem
(1) Limpeza
1) Objetivo
Para remover poeiras, aparas e manchas de óleo aderentes às peças e para conferir às peças uma certa resistência à ferrugem.
2) Métodos
Incluem a limpeza, a imersão, a pulverização, a vibração ultra-sónica, etc.
3) Soluções de limpeza
As mais comuns são o querosene, a gasolina, as soluções alcalinas e as soluções químicas de limpeza.
(2) Ligação
Métodos e formas de ligação comuns
Métodos de ligação
Classificação
Método de aplicação
Ligação fixa
Não destacável
Soldadura, rebitagem, encaixe de expansão, encaixe de interferência, Ligação fundida, ligação adesiva, moldagem por compressão de materiais plásticos, etc.
Destacável
Ligação roscada, ligação com chave, ligação com pinos, etc.
Ligação móvel
Não destacável
Rolamentos de esferas, rolamentos de rolos, vedantes de óleo, etc.
Destacável
Superfícies cilíndricas, cónicas, esféricas e roscadas Ajuste de folga e outros métodos materiais para alcançar
(3) Alinhamento, regulação e montagem
1) Alinhamento
O alinhamento e o correspondente ajustamento das posições relativas entre várias peças. O método de ajustamento e o método de modificação na montagem incluem conteúdos de alinhamento. Quando as peças são intermutáveis ou dispositivos de montagem para garantir a exatidão, o alinhamento não é necessário. Os trabalhos de alinhamento são mais frequentemente utilizados em equipamentos mecânicos de grande potência.
2) Ajustamento
Refere-se ao trabalho de ajustamento das posições relativas entre peças e componentes relacionados.
3) Montagem
Refere-se a alguns trabalhos adicionais de bancada e de processamento mecânico durante a montagem, tais como perfuração, alargamento, raspagem e retificação de várias peças. A perfuração e o alargamento combinados devem ser efectuados após o alinhamento e o ajustamento. O objetivo da raspagem e da retificação é aumentar a área de contacto das superfícies de contacto e melhorar a precisão do contacto.
3. Formas e estruturas de organização da assembleia
(1) Formulários de organização da assembleia
Estrutura organizacional da produção de montagem
Com base nas diferenças entre as máquinas de montagem, os locais de trabalho e a cooperação entre os trabalhadores da montagem, esta pode ser dividida em montagem fixa e móvel, ou em processos centralizados e processos distribuídos.
1) Processo centralizado
Diagrama de fluxo do processo
Toda a montagem tem apenas um processo e todo o trabalho de montagem é concluído por um grupo de trabalhadores no mesmo local de trabalho. O processo centralizado requer trabalhadores com competências técnicas mais elevadas, uma área de produção maior, um ciclo de montagem mais longo e é adequado para a produção de uma peça única, máquinas de grandes dimensões, produtos de teste e trabalhos de montagem em oficinas de reparação.
2) Processo distribuído
O processo de trabalho de montagem é distribuído, e a montagem de uma máquina é efectuada por vários grupos diferentes de trabalhadores, com cada grupo a realizar apenas uma parte específica das tarefas de trabalho. O processo distribuído permite a especialização dos trabalhadores, melhores instalações e locais de trabalho especializados, montagem simultânea e maior produtividade.
(2) Racionalidade da superfície de contacto e da estrutura da superfície de união
Superfície de contacto ou superfície de acoplamento
Ranhuras de alívio maquinadas no ombro do veio
Duas peças só podem ter uma superfície de contacto ou uma superfície de união na mesma direção.
Maquinar uma ranhura de alívio da ferramenta no ombro do eixo, ou um chanfro na secção do furo.
Para garantir um bom contacto, as superfícies de contacto têm de ser maquinadas, reduzindo razoavelmente a área de processamento, diminuindo os custos e melhorando as condições de contacto.
(3) Estrutura racional das ligações roscadas
Estrutura racional das ligações roscadas
A estrutura das ligações roscadas deve ser racional.
O diâmetro do orifício de passagem deve ser maior do que o diâmetro do eixo do parafuso.
Deve ser deixado espaço para a utilização da chave inglesa.
Deve ser deixado espaço para a instalação e remoção dos parafusos.
Acrescentar orifícios ou utilizar parafusos duplos.
(4) Dispositivos de fixação para chumaceiras de rolamento
Quando se utilizam rolamentos de esferas, devem ser adoptadas determinadas estruturas para fixar os anéis interior e exterior do rolamento de esferas no eixo ou no corpo da máquina com base nas suas condições de tensão. Tendo em conta que as alterações da temperatura de trabalho podem provocar a gripagem da chumaceira de rolamento durante o funcionamento, deve ser deixada uma certa folga axial.
(5) Dispositivos de vedação
Dispositivo de vedação
Para evitar a entrada de poeiras e detritos na chumaceira, fugas de óleo lubrificante e fugas de gás ou líquido de válvulas ou condutas, são normalmente adoptados dispositivos de vedação adequados. Durante montagem mecânicaSe a posição de vedação for incorrecta, se a seleção dos materiais de vedação ou o pré-aperto forem inadequados ou se o processo de montagem do dispositivo de vedação não cumprir os requisitos, podem ocorrer fugas de óleo, água ou gás no equipamento da máquina.
4. Seleção dos métodos de montagem
(1) Método de montagem intercambiável
1) Método de montagem totalmente intercambiável
Desde que as dimensões de cada parte do componente sejam fabricadas de acordo com os requisitos dimensionais, é possível obter uma montagem totalmente intercambiável para cumprir os requisitos.
Vantagens: Qualidade de montagem fiável, processo simples, elevada eficiência, fácil de automatizar, reparação conveniente do produto.
Desvantagens: Quando os requisitos de precisão da montagem são elevados, especialmente com muitos componentes, o fabrico de peças torna-se difícil e os custos de processamento são elevados.
Aplicável a: Produção por lotes e montagem de produção em massa.
2) Método de montagem intercambiável incompleto
Aumentar adequadamente as tolerâncias de fabrico dos componentes para facilitar o processamento das peças.
Vantagens: Maiores tolerâncias de fabrico dos componentes, menores custos de fabrico das peças, processo de montagem simples e elevada produtividade.
Desvantagens: Após a montagem, um número muito reduzido de produtos pode não cumprir os requisitos de precisão de montagem especificados e exigir medidas de retrabalho correspondentes.
Aplicável a: Montagem de produção em massa de máquinas com requisitos de elevada precisão e muitos componentes.
(2) Método de montagem selectiva
1) Método de seleção direta
Durante a montagem, os trabalhadores selecionam diretamente as peças adequadas de entre muitas 待 peças de montagem para cumprir os requisitos de precisão da montagem.
2) Método de montagem em grupo
Durante o processamento das peças, as tolerâncias de cada componente são frequentemente aumentadas várias vezes em comparação com o método de permutabilidade total, permitindo que as dimensões sejam processadas com precisão económica. As peças são então agrupadas de acordo com as dimensões reais medidas e montadas por grupos correspondentes para cumprir os requisitos de precisão de montagem.
Vantagens: A precisão de fabrico das peças não é elevada, mas é possível obter uma precisão de montagem muito elevada; as peças dentro dos grupos são permutáveis, o que resulta numa elevada eficiência de montagem.
Desvantagens: É necessário trabalho adicional para medir, agrupar e armazenar as peças.
Aplicável a: Montagem de produção em massa de máquinas com poucos componentes, mas que exigem uma precisão de montagem particularmente elevada.
3) Método de montagem selectiva de compostos
Uma combinação de métodos de montagem em grupo e de seleção direta, em que as peças são medidas e agrupadas após o processamento, sendo depois selecionadas dentro dos grupos correspondentes durante a montagem.
(3) Método de montagem de acessórios
Na produção por lotes ou na produção de pequenos lotes de peças individuais, quando os requisitos de precisão da montagem são elevados e o número de componentes é grande, a utilização do método de permutabilidade para a montagem resulta em requisitos de tolerância demasiado rigorosos para os componentes, dificultando o processamento. O método de montagem selectiva é também um desafio devido ao pequeno número de peças e às muitas variedades. Neste caso, o método de encaixe é utilizado para garantir a precisão da montagem.
1) Método de montagem individual
Nas cadeias dimensionais de montagem multicomponentes, uma peça fixa é selecionada como peça de encaixe. Durante a montagem, as suas dimensões são alteradas através da remoção de camadas de metal para cumprir os requisitos de precisão da montagem.
2) Método combinado de processamento e adaptação
Duas ou mais peças são combinadas e depois encaixadas. A dimensão combinada pode ser vista como um componente único, reduzindo assim o número de componentes na cadeia de dimensões da montagem e, consequentemente, reduzindo a quantidade de trabalho de montagem. Utilizado principalmente na produção de peças únicas e de pequenos lotes.
3) Método de adaptação por auto-processamento
No fabrico de máquinas-ferramenta, algumas peças requerem uma elevada precisão de montagem mas não dispõem de peças de encaixe adequadas. Durante a montagem final, a própria máquina-ferramenta pode ser utilizada para processar determinadas áreas, de modo a garantir a sua precisão de montagem.
(4) Método de montagem de regulação
Na cadeia dimensional de montagem estabelecida com requisitos de precisão de montagem como circuito fechado, todos os componentes, exceto o elo de ajuste, são fabricados com uma precisão de processamento económica.
1) Método do ajustamento móvel
Os erros causados pelo desgaste, deformação térmica e outros factores podem ser compensados a qualquer momento, ajustando a peça de ajuste na máquina, restaurando a sua precisão de montagem original.
A vantagem é que, embora a precisão de fabrico dos componentes não seja elevada, é possível obter uma precisão de montagem relativamente elevada. A desvantagem é a necessidade de um mecanismo de ajuste adicional, aumentando a complexidade estrutural. Amplamente utilizado na produção.
2) Método de ajustamento fixo
Na cadeia de dimensões de montagem estabelecida com requisitos de precisão de montagem como circuito fechado, todos os componentes são fabricados com uma precisão de processamento económica. Devido à gama de tolerância de fabrico alargada dos componentes que fazem com que a variação de dimensão do circuito fechado exceda o limite, podem ser substituídos elos de ajuste fixos de diferentes dimensões para compensação, satisfazendo assim os requisitos de precisão de montagem. Adequado para produção em massa e máquinas com requisitos de elevada precisão de montagem.
3) Método de ajustamento do cancelamento de erros
Na montagem de máquinas, a precisão da montagem pode ser melhorada ajustando as posições relativas das peças montadas para anular os erros.
A vantagem é que todos os componentes podem ser fabricados com uma precisão de processamento económica, ao mesmo tempo que se obtém uma precisão de montagem relativamente elevada, e a eficiência da montagem é superior à do método de montagem por encaixe. A desvantagem é a necessidade de medir a magnitude e a direção do erro durante a montagem e de calcular os valores, o que aumenta o tempo de trabalho auxiliar e reduz a eficiência da produção. Além disso, exige elevadas competências técnicas dos trabalhadores. Por conseguinte, só é adequado para a produção de pequenos lotes de peças únicas ou para a produção de máquinas-ferramentas de precisão.
Como é que as chapas planas se transformam em peças curvas? A dobragem de metais é fundamental. Este artigo revela as ferramentas, técnicas e truques por detrás...
Nesta publicação do blogue, vamos explorar o equipamento essencial para o fabrico de chapas metálicas, desde máquinas de corte a cortadores a laser. Se...
Os nossos engenheiros de vendas estão prontamente disponíveis para responder a todas as suas perguntas e fornecer-lhe um orçamento rápido e adaptado às suas necessidades.