
Soldadura por arco submerso: Principais preparativos e técnicas
Está pronto para elevar o seu jogo de soldadura com a soldadura por arco submerso (SAW)? Esta técnica, célebre pela sua eficácia e...
Já se interrogou sobre o que mantém unidas as nossas pontes, arranha-céus e até o seu carro? A soldadura é o segredo por detrás destas construções robustas. Este artigo irá desmistificar a soldadura, explicando as suas várias técnicas e aplicações. Ficará a saber como funcionam os diferentes métodos de soldadura e porque são cruciais em indústrias que vão desde a construção à indústria automóvel. Mergulhe na descoberta do fascinante mundo da soldadura e compreenda a tecnologia que molda o nosso mundo moderno.

A soldadura é um método de processamento que permite a ligação atómica de peças de trabalho através de aquecimento, prensagem, ou ambos, com ou sem materiais de enchimento. Por conseguinte, a soldadura é um método de processamento que liga peças metálicas separadas num todo inseparável. A pressão é utilizada para quebrar a película de óxido ou outras camadas de adsorção na superfície de ligação e para provocar a deformação plástica da superfície de contacto, expandindo assim a área de contacto.
Quando a deformação é suficiente, a ligação atómica também pode ser formada diretamente, resultando numa junta forte; o aquecimento local aquece a área de ligação até um estado plástico ou fundido, estimulando e aumentando a energia dos átomos, formando e desenvolvendo assim uma junta forte através da difusão, cristalização e recristalização.
Antes de a soldadura ser amplamente utilizada, o principal método de ligação não destacável era a rebitagem. Em comparação com a rebitagem, a soldadura tem as características de poupança de metal, elevada produtividade, boa compacidade, boas condições de funcionamento e fácil mecanização e automatização. Por conseguinte, a soldadura substituiu agora basicamente a rebitagem.
Existem muitos métodos de soldadura, que podem ser divididos em três categorias principais: soldadura por fusão, soldadura por pressão e brasagem, com base nas características do processo de soldadura.
A soldadura por fusão é um método em que a junta da peça de trabalho é aquecida até ao estado fundido sem aplicar pressão para completar a soldadura. Dependendo da fonte de calor, este tipo de soldadura método de soldadura inclui soldadura a gás, soldadura por arco, soldadura por electroescória, soldadura a laser, soldadura por feixe de electrões, soldadura por arco de plasma, etc.
A soldadura por pressão é um método em que a pressão deve ser aplicada à peça de trabalho (com ou sem aquecimento) durante o processo de soldadura para completar a soldadura. Os métodos que pertencem a esta categoria incluem a soldadura por resistência, soldadura por fricçãosoldadura por ultra-sons, soldadura por pressão a frio, etc.
A brasagem utiliza como metal de adição um material metálico com um ponto de fusão inferior ao do material de base. A peça de trabalho e o metal de adição são aquecidos a uma temperatura superior ao ponto de fusão do metal de adição, mas inferior ao ponto de fusão do material de base. O metal de adição líquido molha o material de base, preenche o espaço da junta e difunde-se com o material de base para conseguir a ligação das peças de trabalho. Os métodos que pertencem a esta categoria incluem a brasagem dura e a brasagem suave.
A soldadura refere-se a um método de processamento que permite a ligação atómica de peças de trabalho através de aquecimento, pressurização ou ambos, com ou sem materiais de enchimento.
Existem muitos tipos de soldadura de metais. Com base nas características físicas da metalurgia durante a soldadura, esta divide-se em três categorias principais: soldadura por fusão, soldadura por pressão e brasagem. Atualmente, a soldadura por fusão é a mais utilizada.
A soldadura por fusão é um método de soldadura que utiliza o aquecimento local para aquecer a junção das peças de trabalho até um estado fundido sem aplicar pressão.
A soldadura por fusão é classificada de acordo com o tipo de fonte de calor utilizada: soldadura por arco (utilizando o arco de soldadura como fonte de calor), soldadura por arco de plasma (utilizando o arco de plasma como fonte de calor), soldadura por electroescória (utilizando o calor de resistência da escória fundida como fonte de calor), soldadura por feixe de electrões (utilizando o feixe de electrões como fonte de calor), soldadura por laser (utilizando o laser como fonte de calor), soldadura por gás (utilizando a chama como fonte de calor), etc. Entre estas, a soldadura por arco é a mais utilizada.
A soldadura por arco é um método de soldadura por fusão que utiliza um arco como fonte de calor. Os tipos comuns de soldadura por arco incluem a soldadura por arco de metal blindado, soldadura por arco submersoe soldadura por arco com proteção gasosa.
A soldadura por arco de metal blindado é um dos primeiros métodos de soldadura por arco desenvolvidos e ainda amplamente utilizados. Utiliza uma vareta de soldadura como elétrodo e metal de adição, e o arco gerado entre a extremidade da vareta de soldadura e a peça de trabalho como fonte de calor para a soldadura.
Durante a soldadura, o arco aquece a extremidade da vareta de soldadura e a área local da peça de trabalho até um estado fundido. A extremidade fundida da vareta de soldadura forma gotículas que se fundem com o material de base fundido para formar um banho de soldadura. À medida que o arco avança, o metal fundido na poça de fusão arrefece gradualmente e solidifica para formar um cordão de soldadura. A Figura 1 mostra um diagrama esquemático do processo de soldadura por arco metálico protegido.
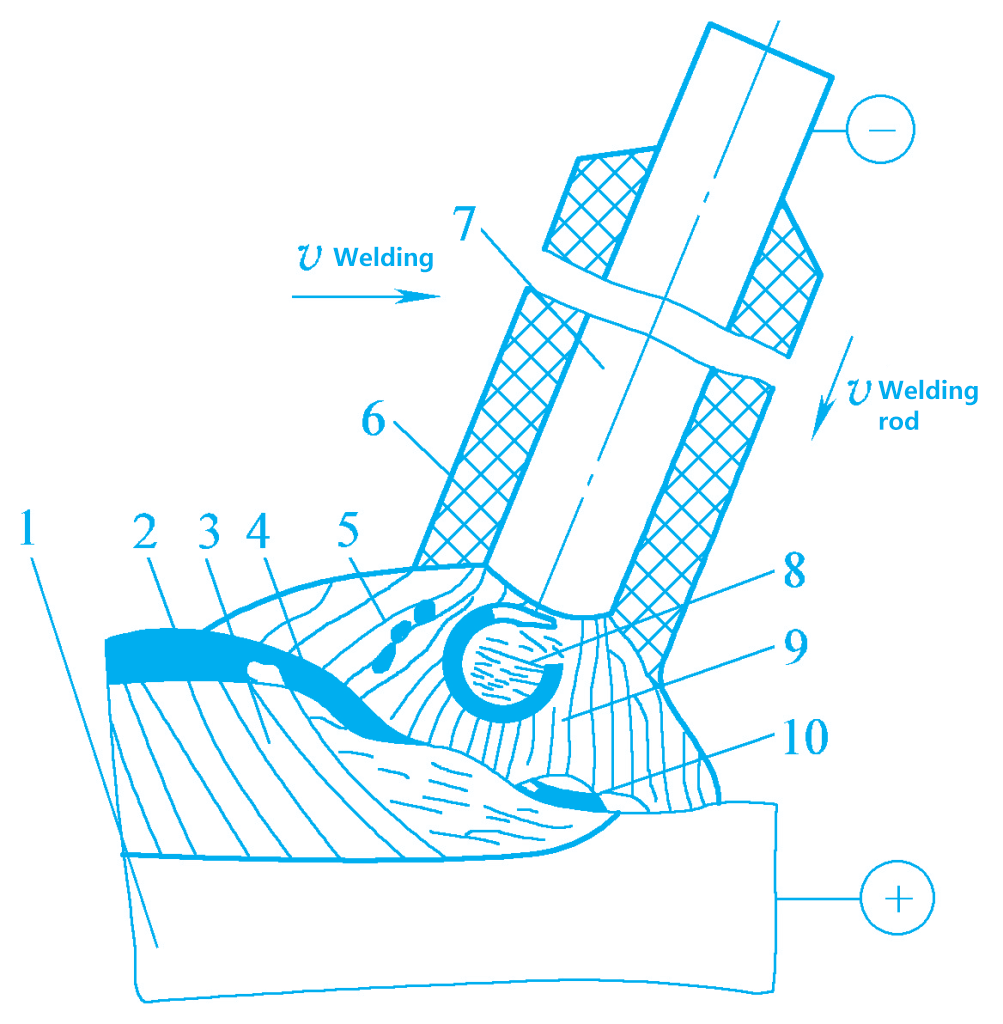
1-Metal de base
2-Casca de bandeira
Costura de 3 soldas
4-Escória fundida
5-Camada protetora de gás
6-Revestimento de varões de soldadura
Núcleo de soldadura 7
8-Gotas
9-Arco
Piscina de 10 soldas
O equipamento utilizado para a soldadura manual por arco metálico é simples, o método é fácil e flexível e tem uma forte adaptabilidade. Pode ser utilizado para soldar em várias posições e em várias condições. A forma da junta, a forma da soldadura e o comprimento não são limitados, mas requer elevadas competências técnicas do soldador, e a qualidade da soldadura depende, em certa medida, das competências operacionais do soldador.
Além disso, a soldadura manual por arco metálico tem más condições de trabalho e baixa produtividade. É principalmente adequada para a produção de uma única peça ou de pequenos lotes e é adequada para a soldadura de peças de trabalho com uma espessura de 3 a 20 mm. Os metais activos (como o titânio, o nióbio, etc.) e os metais refractários (como o tântalo, o molibdénio, etc.) não podem utilizar a soldadura manual por arco metálico.
A soldadura por arco submerso refere-se a um método de soldadura por arco em que o arco queima sob uma camada de fluxo. Durante a soldadura, a ignição do arco, a alimentação do fio e o movimento do arco ao longo do cordão de soldadura são automaticamente completados pelo equipamento.
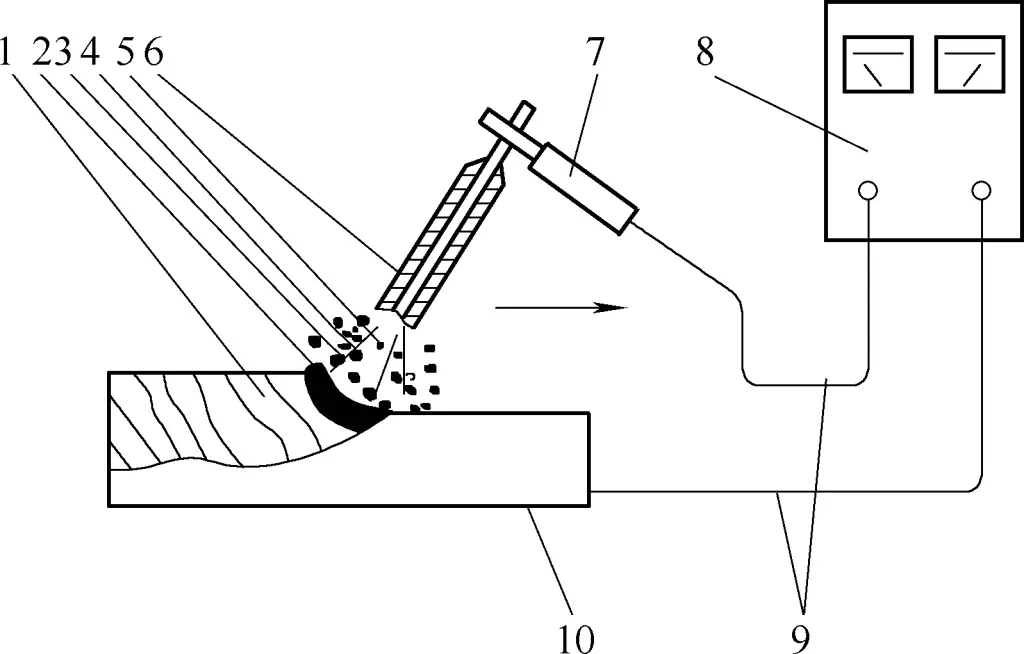
O processo de formação da soldadura por arco submerso é mostrado na Figura 2. Durante a soldadura, a extremidade do fio de soldadura entra em contacto com a peça de trabalho, depois o funil de fluxo é aberto e uma camada de fluxo com 30~50mm de espessura é espalhada na área de soldadura da peça de trabalho. Após a energização, o fio de soldadura é retraído para cima para acender o arco.
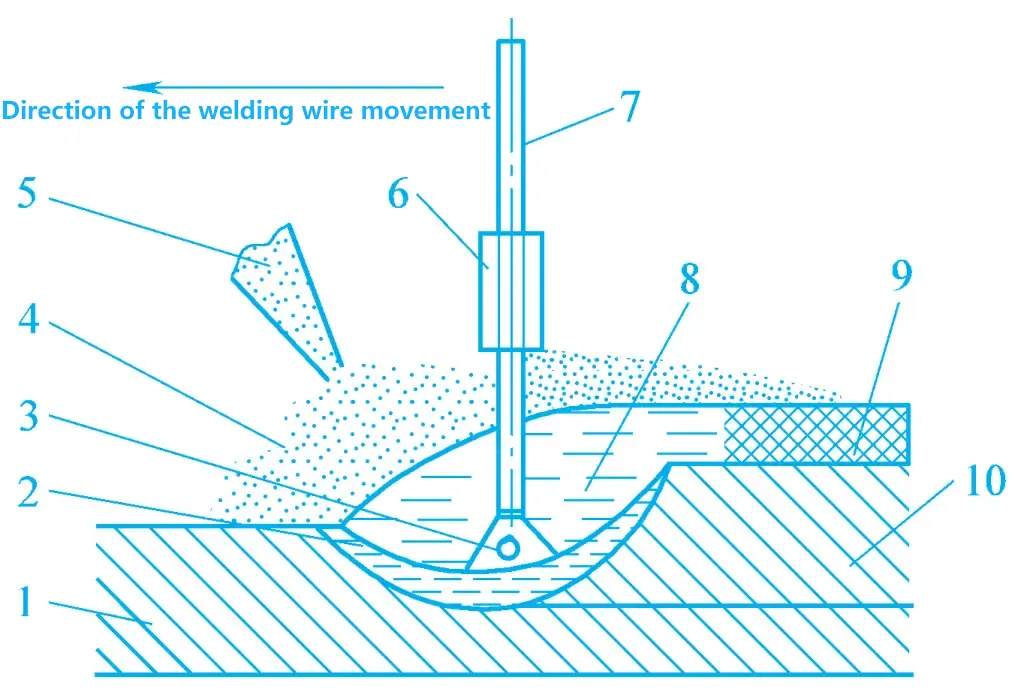
1-Peça de trabalho (material de base)
2-Piscina derretida
3-Gotas
4-Flux
Funil 5-Flux
Ponta de 6 contactos
7-Arame de soldadura
8-Slag
9-Slag Shell
10-Soldadura
O arco que arde sob a camada de fluxo gera calor, que funde o material de base e o fluxo granular perto do arco para formar escória. O gás de alta temperatura produzido empurra a escória para o lado, formando uma bolha de escória fechada. A bolha de escória, com a sua tensão superficial, impede eficazmente a entrada de ar na poça de fusão e impede eficazmente que as gotas salpiquem para fora. O fluxo não derretido isola o arco do ar exterior, reduzindo a perda de calor do arco.
À medida que o arco avança, funde continuamente o fio de soldadura alimentado e o metal de base e o fluxo à sua frente. O metal líquido por detrás da poça de fusão arrefece gradualmente e solidifica a partir dos bordos para formar a soldadura, e a escória líquida também solidifica para formar um invólucro de escória que cobre a superfície da soldadura. O metal na soldadura é protegido tanto pela camada de fluxo como pela bolha de escória, resultando numa baixa perda de calor e numa penetração profunda.
Em comparação com a soldadura manual por arco metálico, a soldadura por arco submerso tem as vantagens de uma velocidade de soldadura rápida, elevada eficiência de produção, qualidade de soldadura elevada e estável, belo aspeto da soldadura e boas condições de trabalho. No entanto, as suas desvantagens são os custos elevados do equipamento e o equipamento de processo complexo, tornando-o inadequado para soldar estruturas complexas ou peças de trabalho com soldaduras inclinadas.
Por conseguinte, a soldadura por arco submerso é utilizada principalmente para a produção de grandes lotes, soldaduras planas rectas espessas (6~60mm) e longas ou soldaduras circulares de grande diâmetro. Os materiais aplicáveis são o aço de baixo carbono, o aço de baixa liga, o aço inoxidável e outras chapas metálicas.
A soldadura com proteção gasosa refere-se a um método de soldadura por arco que utiliza um gás externo como meio de proteção. Desempenha um papel cada vez mais importante na soldadura de materiais especiais e na automatização do processo de soldadura.
Em comparação com a soldadura por arco submerso, as suas vantagens são a boa visibilidade do arco e da poça de fusão, a facilidade de operação, a ausência de escória, a poupança de tempo de limpeza da escória pós-soldadura na soldadura multicamada e a capacidade de realizar a soldadura em todas as posições. No entanto, devem ser tomadas medidas especiais de proteção contra o vento quando se trabalha no exterior.
De acordo com os diferentes gases de proteção utilizados no processo de soldadura, os tipos comuns incluem a soldadura por arco de árgon e a soldadura com proteção de gás CO2. A soldadura por arco de árgon utiliza o árgon como meio de proteção e divide-se em soldadura por arco de árgon com elétrodo não consumível e soldadura por arco de árgon com elétrodo consumível, com base nos diferentes eléctrodos utilizados.
A Figura 3 mostra um diagrama esquemático da soldadura com proteção de gás CO2. A soldadura com proteção gasosa de CO2 utiliza o gás CO2 (por vezes uma mistura de CO2 + O2) como meio de proteção. Este método de soldadura utiliza um fio de soldadura alimentado continuamente como elétrodo, baseando-se no arco entre o fio de soldadura e a peça de trabalho para fundir o metal da peça de trabalho e o fio de soldadura, formando uma poça de fusão que solidifica numa soldadura.
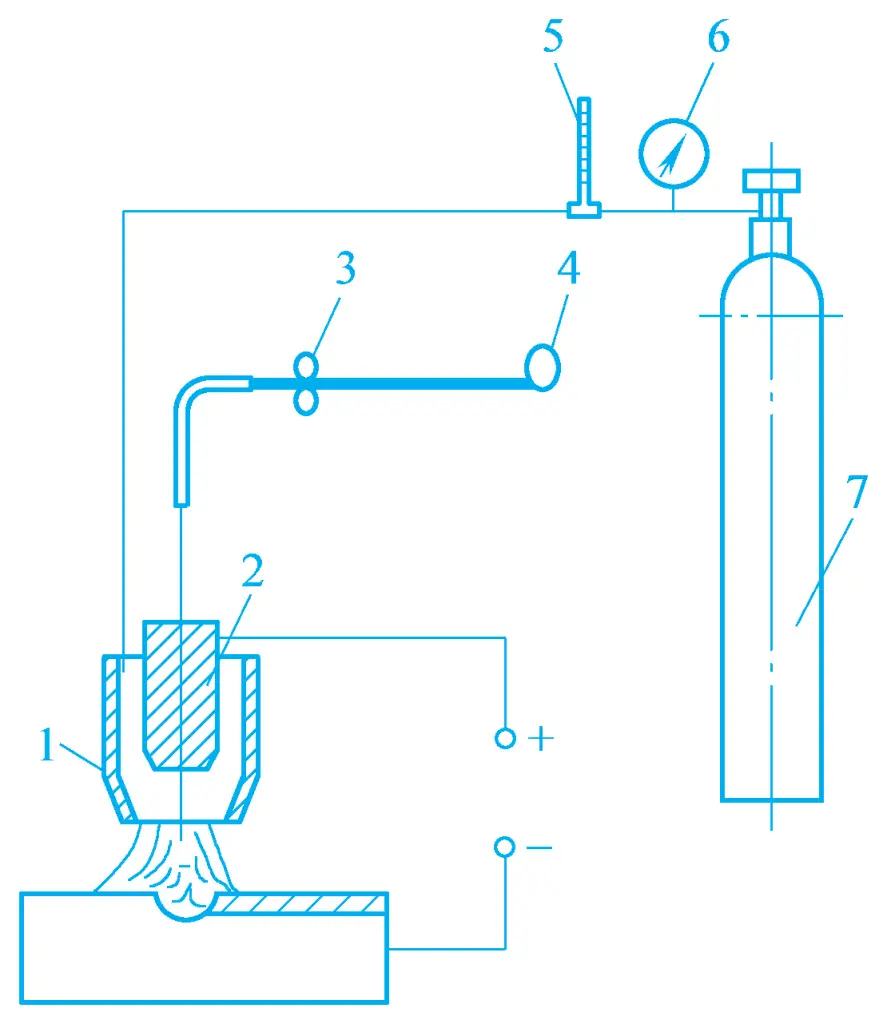
1-Bocal de pistola de soldadura
Ponta de 2 contactos
Mecanismo de alimentação de 3 fios
Bobina de 4 fios
5-Fluxómetro
6-Redutor de pressão
7-CO 2 cilindro de gás
CO 2 A soldadura com proteção gasosa tem uma velocidade de soldadura rápida, sem escória após a soldadura, poupando tempo de limpeza da escória, o que resulta numa elevada produtividade; o preço do gás de proteção é inferior ao do árgon; menor consumo de energia, pelo que o custo é inferior; devido ao calor concentrado do arco, a poça de fusão é pequena, a velocidade de soldadura é rápida, a zona afetada pelo calor da soldadura é pequena, a tendência para a deformação e fissuração é pequena e a formação da soldadura é boa.
Para soldar aço de baixo carbono e aço de baixa liga, este é um método de soldadura de alta eficiência, baixo custo e alta qualidade. As suas desvantagens são que não é adequado para soldar metais não ferrosos que são facilmente oxidados, a formação da soldadura não é suave e bonita, a luz do arco é forte, os salpicos das gotas são graves e há muito fumo, pelo que é necessário tomar medidas à prova de vento.
CO 2 A soldadura com proteção gasosa é utilizada principalmente para soldar aço de baixo carbono e aço estrutural de baixa liga comum com baixos níveis de resistência. A espessura máxima da soldadura pode atingir 50 mm (junta de topo), e é amplamente utilizada na construção naval, automóveis, gruas, vários tanques, maquinaria agrícola e outros sectores industriais.
A soldadura por arco de plasma é um método de soldadura por fusão que utiliza um arco de plasma como fonte de calor. Durante a soldadura, o gás de proteção (árgon) é passado à volta do arco de plasma para proteger a poça de fusão e a soldadura dos efeitos nocivos do ar.
A soldadura por arco de plasma pode ser dividida em soldadura por arco de plasma de micro-feixe e soldadura por arco de plasma de alta corrente de acordo com a corrente de soldadura. A soldadura por arco com plasma de micro-feixe tem geralmente uma corrente de soldadura de 0,1~30A e pode soldar folhas de metal e placas finas com uma espessura de 0,025~2,5mm; a soldadura por arco com plasma de alta corrente tem geralmente uma corrente de soldadura de 100~300A e pode soldar metais com uma espessura de 2,5~12mm.
As características da soldadura por arco de plasma são: alta densidade de energia do arco de plasma, alta temperatura da coluna de arco, forte capacidade de penetração e peças de trabalho com uma espessura inferior a 12 mm podem ser soldadas sem chanfrar.
Quando a corrente é tão baixa quanto 0,1A, o arco de plasma ainda é muito estável, garantindo boa direcionalidade e retidão do arco, por isso pode soldar folhas e placas finas com uma espessura de 0,01 ~ 1mm, e a velocidade de soldagem é rápida, a produtividade é alta, a qualidade da solda é boa, a zona afetada pelo calor da soldagem é pequena, e a deformação da soldagem é pequena. O equipamento de soldadura por arco de plasma é relativamente complexo, o consumo de gás é grande, não é adequado para soldadura no exterior e a sua flexibilidade não é tão boa como a soldadura por arco de árgon.
A soldadura por arco de plasma é adequada para soldar vários materiais metálicos refractários, facilmente oxidáveis e termicamente sensíveis, tais como tungsténio, níquel, titânio, cobre, molibdénio, alumínio e suas ligas, bem como aço inoxidável, aço de alta resistência, etc. Atualmente, é principalmente utilizado em química, nuclear, eletrónica, instrumentos de precisão, foguetes, aviação e tecnologia espacial.
A soldadura por escória eléctrica é um processo de soldadura por fusão que utiliza o calor de resistência gerado quando a corrente passa através de escória fundida como fonte de calor para fundir a peça de trabalho localmente e o metal de adição, arrefecer e solidificar para formar uma soldadura.
Em comparação com outras soldaduras por fusão, a soldadura por escória eléctrica tem as seguintes características
Para além da soldadura de aço-carbono, aço-liga e ferro fundido, a soldadura por electroescória também pode ser utilizada para soldar ligas de alumínio, magnésio, titânio e cobre. A espessura de soldadura é geralmente superior a 30 mm, e é atualmente muito utilizada em indústrias como caldeiras, maquinaria pesada e petroquímica, tais como peças estruturais soldadas forjadas e soldadas por fundição.
A soldadura por feixe de electrões é um processo de soldadura por fusão que utiliza o calor gerado quando um feixe de electrões acelerado e focado bombardeia a superfície da soldadura para fundir localmente o metal da soldadura, arrefecer e solidificar para formar uma soldadura. A soldadura pode ser colocada em vácuo ou sem vácuo. A soldadura por feixe de electrões realizada no vácuo é designada por soldadura por feixe de electrões no vácuo e a soldadura por feixe de electrões realizada num ambiente de trabalho com pressão atmosférica é designada por soldadura por feixe de electrões sem vácuo.
As características da soldadura por feixe de electrões no vácuo são
Atualmente, a soldadura por feixe de electrões no vácuo tem sido amplamente utilizada nos sectores aeroespacial, da energia nuclear, automóvel, químico, eletrónico, da energia eléctrica, do fabrico de máquinas e outros.
A soldadura por feixe de electrões sem vácuo consiste em introduzir o feixe de electrões gerado em condições de alto vácuo num ambiente de trabalho de pressão atmosférica para soldar a peça de trabalho, pelo que também é designada por soldadura por feixe de electrões com pressão atmosférica. As suas principais vantagens são: não necessita de uma câmara de vácuo, alta produtividade, baixo custo, pode soldar peças de grandes dimensões e expandir a gama de aplicações da tecnologia de soldadura por feixe de electrões.
A soldadura por feixe de electrões sem vácuo tem sido amplamente utilizada na indústria da energia (como vários rotores de compressores, conjuntos de impulsores, carcaças de reactores nucleares, etc.), na indústria da aviação (como bases de motores, componentes de rotores, etc.), no fabrico de automóveis (como conjuntos de engrenagens, eixos traseiros, transmissões, etc.), bem como nas indústrias de fabrico de instrumentos, produtos químicos e estruturas metálicas.
A soldadura a laser é uma nova tecnologia de soldadura desenvolvida na década de 1970. Trata-se de um processo de soldadura por fusão que utiliza um laser focalizado como fonte de calor para a soldadura. Pode realizar a soldadura de materiais como folhas metálicas (espessura inferior a 0,5 mm), películas (alguns microns a dezenas de microns) e fios metálicos (diâmetro inferior a 0,6 mm).
As características da soldadura a laser são: velocidade de soldadura rápida, pequena zona afetada pelo calor, pequena deformação das peças soldadas e os materiais soldados não são facilmente oxidados. Em comparação com a soldadura por feixe de electrões, a soldadura a laser não produz raios X, não necessita de uma câmara de vácuo, é fácil de observar e é adequada para soldar estruturas complexas e peças de precisão.
O laser pode ser refletido, transmitido e mesmo transmitido através de fibras ópticas, pelo que pode ser utilizado para soldadura a longa distância. Pode também realizar a soldadura de metais diferentes para juntas de fios internas de tubos de electrões selados. Atualmente, a soldadura a laser é utilizada principalmente para soldar peças pequenas ou micro nos departamentos de semicondutores, equipamento de telecomunicações, engenharia de rádio, instrumentos de precisão e instrumentos.
A soldadura a gás é um processo de soldadura por fusão que utiliza o calor libertado pela combustão de gás para a soldadura. Os gases combustíveis podem ser acetileno, hidrogénio, gás natural, propano, etc. A chama habitualmente utilizada na soldadura a gás é formada pela ignição de uma mistura gasosa de acetileno e oxigénio numa determinada proporção, também conhecida como chama oxi-acetilénica. Dependendo da proporção volumétrica de acetileno e oxigénio, a chama pode ser classificada em três tipos: chama de cementação, chama neutra e chama oxidante.
A chama de carburação contém carbono livre, que pode compensar a perda de carbono durante a soldadura e tem um forte efeito redutor e um certo efeito de carburação. A chama de cementação é utilizada principalmente para soldar aço com elevado teor de carbono, aço de alta velocidade, ligas duras e outros materiais com elevado teor de carbono, e também pode ser utilizada para reparar ferro fundido.
A chama neutra é formada pela combustão completa de oxigénio e acetileno (sem excesso de oxigénio e acetileno) e tem a mais ampla gama de aplicações. É utilizada principalmente para soldar aço de baixo carbono, aço de baixa liga, aço inoxidável, cobre puro e outros materiais.
A chama oxidante tem excesso de oxigénio, que oxida o metal durante a soldadura. Uma vez que a chama oxidante pode formar uma película de óxido de silício (contendo silício no fio de soldadura) na superfície do metal fundido, protegendo os metais de baixo ponto de fusão, como o zinco e o estanho, da evaporação, é principalmente utilizada para soldar latão, bronze e outros materiais.
Na soldadura de aço-carbono, o fio de soldadura pode ser utilizado diretamente. No entanto, na soldadura de aço inoxidável, ligas de cobre e ligas de alumínio, deve ser utilizado um fluxo de soldadura a gás para evitar a oxidação do metal e eliminar os óxidos já formados.
As características da soldadura a gás são: a temperatura da chama de soldadura a gás é mais baixa do que a da soldadura a arco, a velocidade de aquecimento e arrefecimento é lenta, a área de aquecimento é ampla e a deformação da soldadura é grande. No entanto, não necessita de eletricidade, o equipamento é simples e tem uma grande versatilidade. A soldadura a gás é adequada para soldar peças de paredes finas, principalmente peças de soldadura com uma espessura de cerca de 2 mm.
A soldadura por pressão é um processo de soldadura que permite obter juntas não destacáveis através do aquecimento e da aplicação de pressão para fazer com que o metal atinja um estado plástico, provocando a deformação plástica e a recristalização e, finalmente, aproximando os átomos das duas superfícies separadas da distância da rede. Os principais tipos são a soldadura por resistência e a soldadura por fricção.
A soldadura por resistência é um tipo de soldadura por pressão que utiliza o calor de resistência gerado pela corrente que passa através da superfície de contacto da junta como fonte de calor. De acordo com a forma dos eléctrodos e das juntas, a soldadura por resistência pode ser dividida em soldadura por pontossoldadura por costura e soldadura topo a topo.
A soldadura por pontos é um tipo de soldadura por resistência em que as peças de trabalho são montadas em juntas sobrepostas e pressionadas entre dois eléctrodos cilíndricos. O calor da resistência derrete localmente o metal de base para formar um nugget de soldadura. A resistência da soldadura por pontos depende do diâmetro do cordão de soldadura, geralmente d=2t+3mm (t é a espessura da chapa). A qualidade do cordão de soldadura depende da corrente de soldadura, do tempo de soldadura, da pressão do elétrodo e da limpeza da superfície da peça de trabalho.
A soldadura por pontos é utilizada principalmente para soldar peças estampadas finas e barras de aço, tais como a emenda e montagem de cascos de chapa fina de automóveis e aviões, e a produção de produtos industriais como instrumentos electrónicos e contadores. A gama de espessura aplicável para a soldadura por pontos é de 0,05~6mm, e os materiais aplicáveis são o aço inoxidável, ligas de cobre, ligas de titânio e ligas de alumínio-magnésio.
A soldadura por pontos é um processo de soldadura por pontos contínuo que utiliza eléctrodos de disco em rotação contínua em vez de eléctrodos cilíndricos para realizar a soldadura por pontos em intervalos muito curtos, resultando num cordão de soldadura contínuo com pepitas de soldadura sobrepostas.
Uma vez que os nuggets de soldadura na soldadura por costura se sobrepõem em mais de 50%, o desempenho de vedação é bom. No entanto, a soldadura por costura tem um fenómeno de desvio grave, e a corrente de soldadura necessária para soldar a mesma espessura de peças de trabalho é cerca de 1,5 a 2 vezes superior à da soldadura por pontos. Por conseguinte, a soldadura por pontos só é adequada para estruturas de paredes finas com uma espessura inferior a 3 mm que necessitem de vedação, tais como depósitos de combustível, pequenos contentores e condutas.
A soldadura topo a topo é um tipo de soldadura por resistência em que as peças de trabalho são montadas em juntas topo a topo. A soldadura topo a topo requer que as faces finais das peças de trabalho tenham a mesma forma e tamanho ou semelhantes para garantir a qualidade das peças soldadas. A soldadura topo a topo é utilizada principalmente no fabrico de peças fechadas, na extensão de materiais laminados e no fabrico de peças de materiais diferentes, como jantes de bicicleta, carris e ferramentas.
A soldadura por fricção é um tipo de soldadura por pressão que utiliza o calor gerado pela fricção entre as superfícies das peças de trabalho para levar as faces finais a um estado termoplástico, e depois forja-as rapidamente para completar a soldadura.
As características da soldadura por fricção são:
A brasagem é um método de soldadura que utiliza um metal de adição com um ponto de fusão inferior ao das peças de trabalho. O metal de adição é aquecido até derreter, e o metal de adição líquido molha o material de base, preenchendo o espaço da junta e difundindo-se com o material de base para obter uma ligação permanente. Dependendo do ponto de fusão do metal de adição utilizado, a brasagem pode ser dividida em duas categorias: brasagem dura e brasagem suave.
As características da brasagem são:
No entanto, a resistência da junta de brasagem é relativamente baixa, a sua resistência ao calor é fraca, a temperatura de trabalho permitida não é elevada e é necessária uma limpeza rigorosa antes da soldadura. O custo do metal de adição é relativamente elevado. Por conseguinte, a brasagem é principalmente utilizada para soldar instrumentos de precisão, componentes eléctricos, componentes de metais diferentes e alguns componentes complexos de paredes finas (tais como estruturas em sanduíche e radiadores de automóveis). Também é comummente utilizado para soldar vários fios e ferramentas de liga dura.
Soldadura por arco de elétrodo é um dos primeiros métodos de soldadura desenvolvidos e continua a ser o método de soldadura mais utilizado atualmente. As suas características são equipamento simples, baixo custo, processo flexível e forte adaptabilidade (adequado para vários materiais, longas distâncias e soldaduras irregulares); no entanto, tem uma elevada intensidade de trabalho e baixa eficiência (operação manual e incapacidade de soldar continuamente).
A sua função é segurar o elétrodo e conduzir a corrente.
São equipamentos de proteção para evitar que o rosto e a pele sejam danificados por arco elétrico e outros perigos. As máscaras contra arco elétrico existem nos tipos de mão e de capacete.
Tais como martelos de remoção de escórias e escovas de arame para limpar a superfície e a camada de escória da soldadura.
O equipamento principal para a soldadura por arco com elétrodo é o arco máquina de soldar. As máquinas de soldadura por arco podem ser divididas em máquinas de soldadura por arco AC e máquinas de soldadura por arco DC com base no tipo de corrente de soldadura que fornecem.
A máquina de solda a arco AC fornece corrente alternada para soldagem. É um transformador abaixador especial com as vantagens de estrutura simples, preço baixo, uso confiável, baixo ruído de trabalho e fácil manutenção. Por isso, as máquinas de soldadura por arco AC são frequentemente utilizadas na soldadura. A sua principal desvantagem é que o arco não é estável durante a soldadura.
A máquina de soldadura por arco CC fornece corrente contínua para a soldadura. Tem as vantagens de um arco estável, fácil iniciação do arco e melhor qualidade de soldadura. No entanto, a estrutura do gerador de soldadura por arco CC é complexa, ruidosa, dispendiosa e de difícil manutenção.
A composição do vareta de soldadura é apresentado na Figura 1.
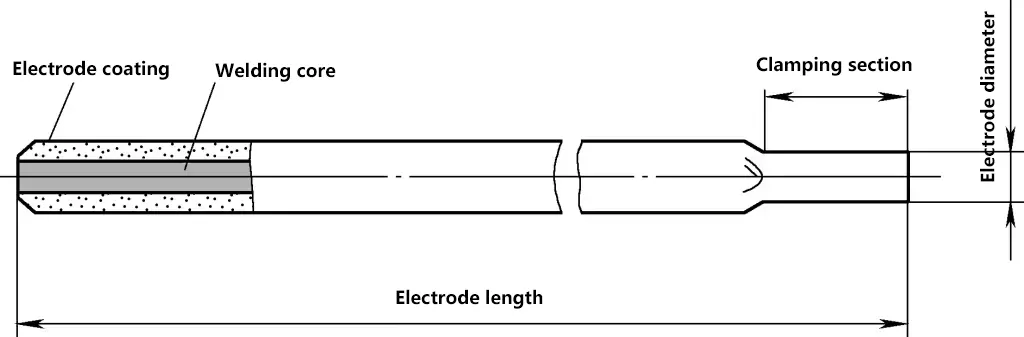
A vareta de soldadura utilizada para a soldadura por arco, revestida com fluxo, é constituída por duas partes: o fio central e o revestimento de fluxo.
O fio de núcleo é um fio metálico de um determinado comprimento e diâmetro (aço-carbono, aço-liga, aço inoxidável, ferro fundido, cobre e ligas de cobre, alumínio e ligas de alumínio, etc.). O fio de núcleo tem duas funções: uma é conduzir a corrente e gerar um arco, e a outra é fundir-se e formar uma soldadura com o material de base. O diâmetro do fio central é geralmente de 2,5 mm, 3,2 mm ou 4,0 mm.
O revestimento de fluxo é composto por vários materiais, incluindo estabilizadores de arco (utilizando principalmente compostos facilmente ionizáveis de potássio, sódio e cálcio), formadores de escória (que formam escória para cobrir a superfície da poça de fusão, impedindo a intrusão atmosférica e desempenhando um papel metalúrgico) e formadores de gás (que se decompõem para produzir gases como CO e H que envolvem o arco e a poça de fusão, isolando a atmosfera e protegendo as gotículas e a poça de fusão).
As principais funções do revestimento de fluxo são assegurar a fácil ignição do arco, manter a combustão estável do arco e isolar o ar. O revestimento de fluxo pode ser ácido ou básico.
As varetas de soldadura podem ser classificadas de acordo com a sua utilização em varetas de soldadura de aço estrutural, varetas de soldadura de aço resistente ao calor, varetas de soldadura de aço inoxidável, soldadura de ferro fundido varetas, varetas de soldadura de cobre e ligas de cobre, varetas de soldadura de alumínio e ligas de alumínio, etc. O modelo de vareta de soldadura utilizado nesta formação é o E4303, que pertence às varetas de soldadura de aço-carbono com um revestimento de fluxo ácido, tipo titânio-cálcio e um diâmetro de 2,5 mm.
O circuito de soldadura é composto por uma máquina de soldadura por arco, cabos de soldadura, pinças de soldadura, varas de soldadura, peças de trabalho e o arco (Figura 2). O arco é aceso utilizando o método de curto-circuito de contacto. Sob alta temperatura, a vareta de soldadura e a peça de trabalho são parcialmente fundidas para formar uma poça de fusão. À medida que o arco se move continuamente, a poça de fusão arrefece gradualmente e cristaliza para formar uma soldadura.
1-Soldadura
2-Piscina derretida
3-Gás de proteção
4-Arco
5-Gota fundida
6-Vara de soldadura
Grampo de soldadura 7
8-Máquina de soldar
9-Cabo
10-peça de trabalho
Os parâmetros de soldadura da soldadura por arco com varetas de soldadura incluem o tipo e a polaridade da fonte de energia de soldadura, o diâmetro da vareta de soldadura, a corrente de soldadura, a tensão do arco, a velocidade de soldadura, o número de camadas de soldadura, etc.
A soldadura a gás é um método de soldadura que utiliza uma chama de gás como fonte de calor para fundir o material de base e o metal de adição. O acetileno, quando queimado com oxigénio puro, pode aumentar significativamente a temperatura da chama (até mais de 3000°C) em comparação com a queima no ar.
A garrafa de oxigénio é um recipiente para armazenar e transportar oxigénio a alta pressão. O seu volume é de 40L e a pressão máxima de armazenamento é de 15MPa. De acordo com os regulamentos, o exterior da garrafa de oxigénio é pintado de azul celeste e marcado com a palavra "Oxigénio" em tinta preta.
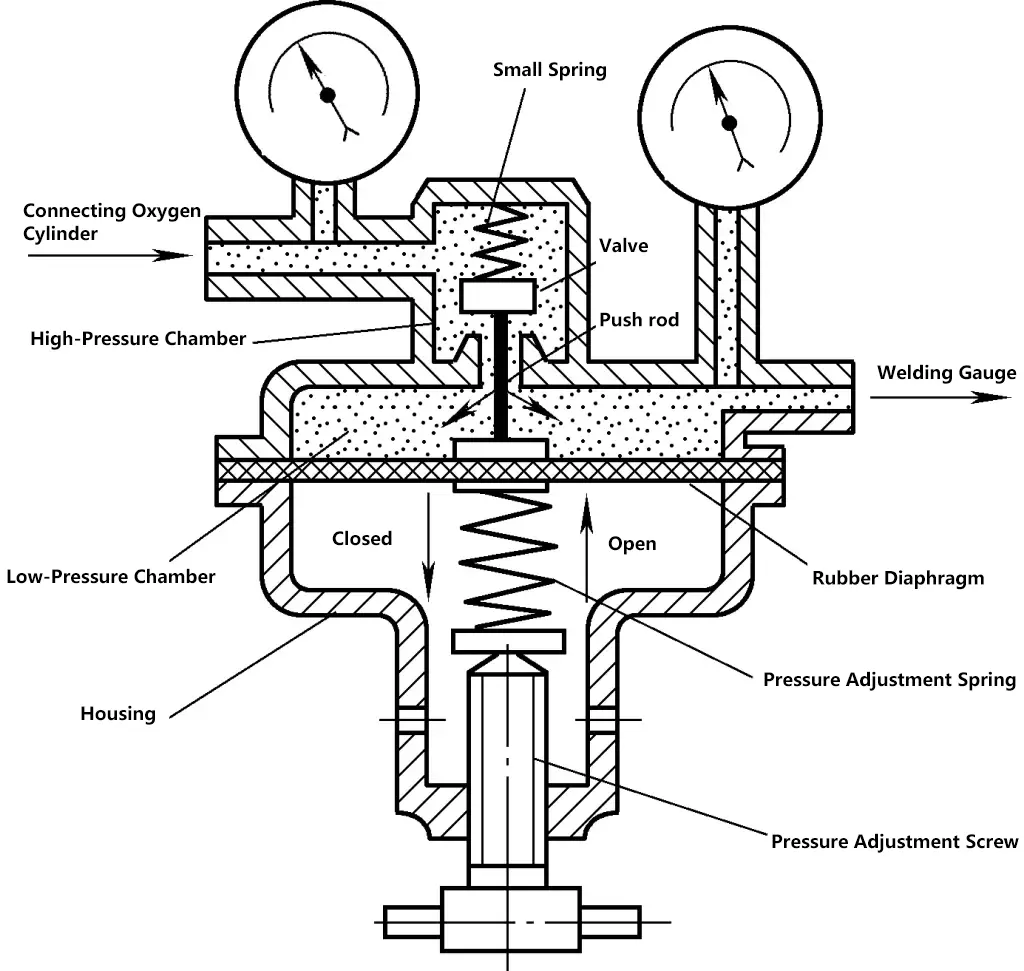
A função do redutor de pressão (Figura 3) é reduzir o oxigénio de alta pressão da garrafa de oxigénio de alta pressão para a pressão de trabalho exigida pela tocha de soldadura (0,1~0,3MPa) para utilização na soldadura.
A garrafa de acetileno é um recipiente para armazenar e transportar acetileno. A sua forma é semelhante à de uma garrafa de oxigénio, mas a sua superfície é pintada de branco e marcada com a palavra "Acetileno" em tinta vermelha. A garrafa de acetileno é cheia com um enchimento poroso embebido em acetona.
A tocha de soldadura (Figura 4) é uma ferramenta que mistura acetileno e oxigénio numa determinada proporção e obtém uma chama de soldadura a gás estável.
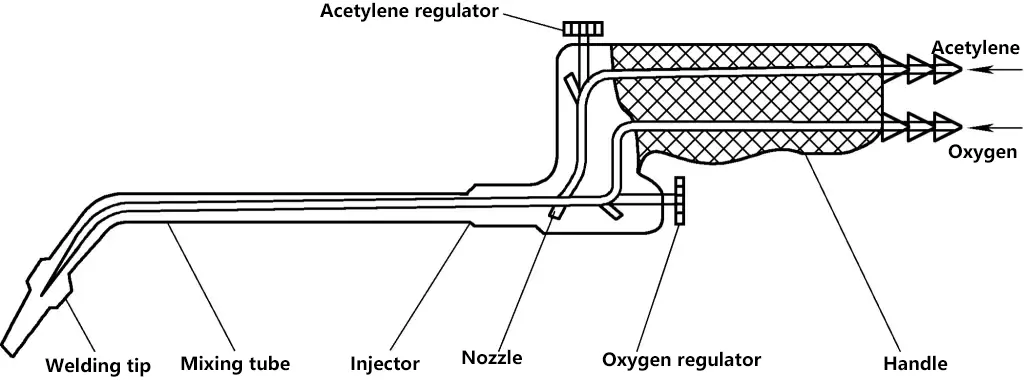
A tocha de soldadura do tipo injetor inclui uma junta de acetileno, uma junta de oxigénio, uma pega, uma válvula de acetileno, uma válvula de oxigénio, um tubo injetor, um tubo de mistura, um bocal, etc.
As ferramentas auxiliares incluem agulhas de limpeza, mangueiras de borracha, ignitores, escovas de arame, martelos de escória, limas, etc. O equipamento de proteção inclui óculos de soldadura a gás, vestuário de trabalho, luvas, calçado de trabalho, protectores de pernas, etc.
A chama formada pela combustão do oxigénio e do acetileno é designada por chama oxi-acetilénica. Ajustando a válvula de oxigénio e a válvula de acetileno, a razão de mistura do oxigénio e do acetileno pode ser alterada para obter três chamas diferentes: chama neutra, chama oxidante e chama carburizante, como se mostra na Figura 5.
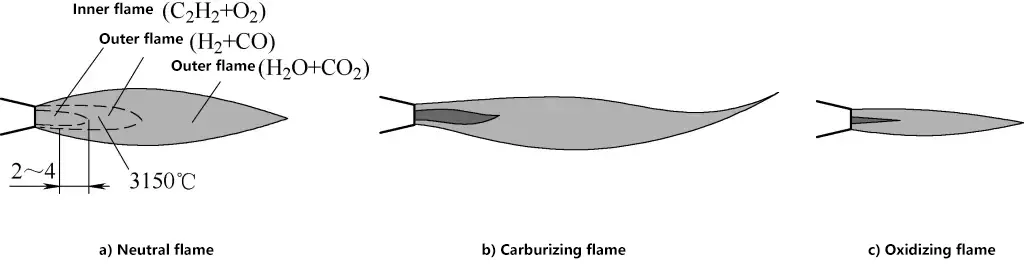
Quando a relação de volume entre o oxigénio e o acetileno é de 1~1,2, a chama resultante é designada por chama neutra, também conhecida por chama normal. A chama neutra é comummente utilizada na soldadura e é utilizada para soldar aço de baixo carbono, aço de médio carbono, ligas de aço, cobre puro, ligas de alumínio e outros materiais.
Quando a relação volumétrica entre o oxigénio e o acetileno é inferior a 1, obtém-se uma chama de cementação.
Quando a relação volumétrica entre o oxigénio e o acetileno é superior a 1,2, forma-se uma chama oxidante.
Durante a soldadura a gás, a tocha de soldadura é geralmente segurada na mão direita, com o polegar no interrutor do acetileno e o dedo indicador no interrutor do oxigénio, para facilitar o ajuste do fluxo de gás em qualquer altura. Os outros três dedos seguram a pega da tocha de soldadura e a mão esquerda segura a vareta de soldadura. As operações básicas da soldadura a gás incluem a ignição, o ajuste da chama, a soldadura e a extinção da chama.
Ao acender a chama, abrir ligeiramente a válvula de oxigénio, depois abrir a válvula de acetileno e acender a chama com uma chama aberta (por exemplo, uma pistola eletrónica ou uma faísca eléctrica de baixa tensão). Neste momento, a chama é uma chama de cementação e, em seguida, abrir gradualmente a válvula de oxigénio para ajustar a chama de cementação a uma chama neutra. Se continuar a aumentar o oxigénio (ou a reduzir o acetileno), pode obter uma chama oxidante.
Quando a soldadura estiver concluída e for necessário apagar a chama, a válvula de acetileno deve ser fechada em primeiro lugar e, em seguida, a válvula de oxigénio deve ser fechada para evitar o contrafogo e reduzir o fumo.
Para obter soldaduras de alta qualidade e esteticamente agradáveis e controlar o calor da poça de fusão, a tocha de soldadura e a vareta de soldadura devem mover-se de forma uniforme e coordenada, ou seja, movimento longitudinal ao longo da costura da peça de trabalho, oscilação transversal da tocha de soldadura ao longo da costura de soldadura e alimentação vertical da vareta de soldadura com movimento para cima e para baixo, como mostrado na Figura 6.
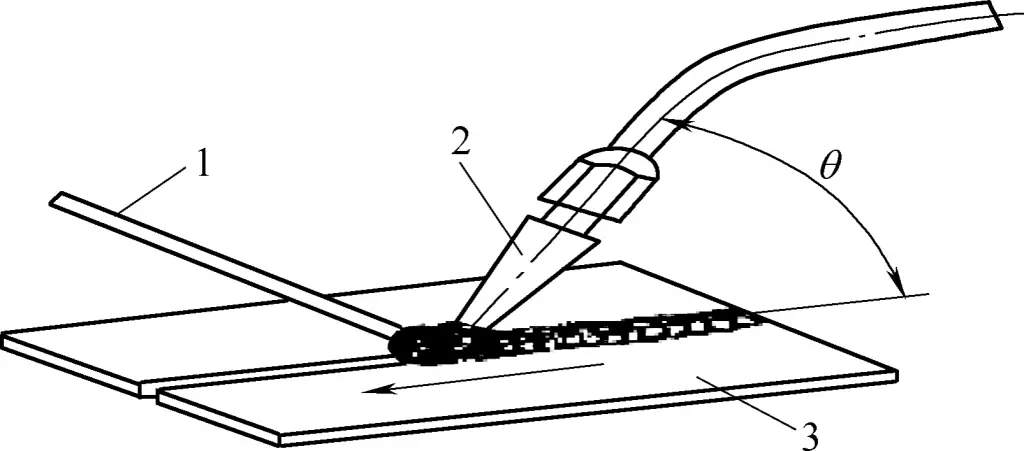
1-Barra de soldadura
2-Tocha de soldadura
3-Modelação
Ao soldar a extremidade do cordão de soldadura, devido às más condições de dissipação de calor na extremidade, o ângulo entre a tocha de soldadura e a soldadura deve ser reduzido (20°~30°), enquanto se aumenta a velocidade de soldadura e se adiciona mais fio de soldadura para evitar que a poça de fusão se expanda e cause queimaduras.
O corte a gás é um método que utiliza a energia térmica de uma chama de gás para pré-aquecer a peça de trabalho a uma determinada temperatura e, em seguida, pulveriza um fluxo de oxigénio de corte a alta velocidade para a queimar e libertar calor para conseguir o corte. É fundamentalmente diferente da soldadura a gás, que funde o metal, enquanto o corte a gás queima o metal em oxigénio puro.
O ponto de ignição do material metálico deve ser inferior ao seu ponto de fusão. O ponto de fusão dos óxidos metálicos produzidos pela combustão deve ser inferior ao ponto de fusão do próprio metal. É libertada uma grande quantidade de calor quando o metal arde, e o próprio metal deve ter uma baixa condutividade térmica. Apenas os materiais metálicos que satisfazem estas condições podem ser cortados a gás, como o ferro fundido. O aço de alta liga, o cobre, o alumínio, etc., são difíceis de cortar a gás.
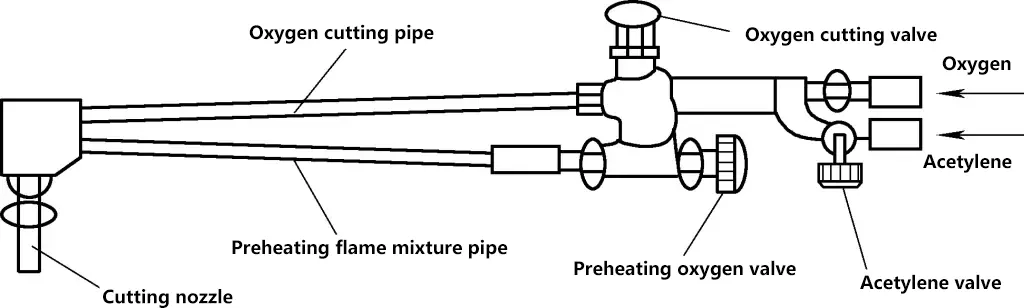
No corte a gás, a tocha de corte substitui a tocha de soldadura, e o outro equipamento é o mesmo da soldadura a gás. A forma e a estrutura da tocha de corte são mostradas na Figura 7.
Durante o corte a gás, o metal próximo do corte é primeiro pré-aquecido até ao ponto de ignição (cerca de 1300°C, de cor branco-amarelada) com uma chama de oxi-acetileno, depois a válvula de oxigénio de corte na tocha de corte é aberta e o jato de oxigénio de alta pressão faz com que o metal a alta temperatura arda imediatamente. Os óxidos resultantes (ou seja, óxido de ferro, em estado fundido) são simultaneamente soprados pela corrente de oxigénio, como mostra a Figura 8.
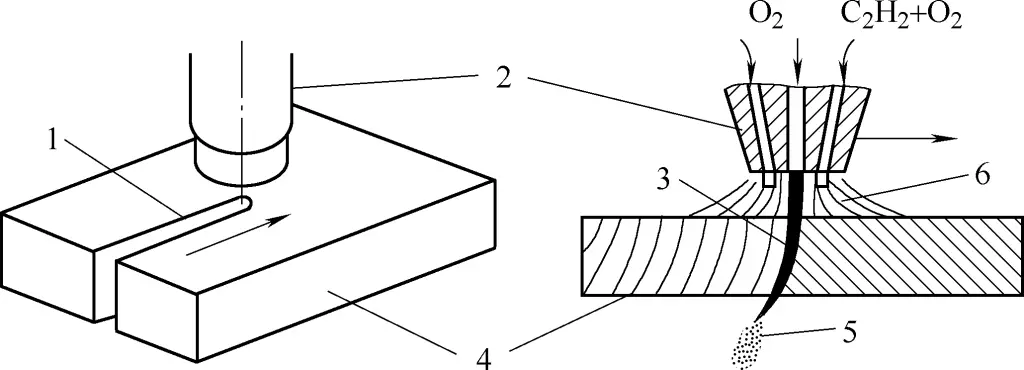
1-Corte
2-Bico de corte
3-Corrente de oxigénio
4-Peça de trabalho
5-Oxidos
6-Pré-aquecimento da chama
O método de soldadura por arco que utiliza um gás externo como meio de arco e protege o arco e a poça de fusão é designado por soldadura por arco com proteção gasosa. Os gases de proteção normalmente utilizados são o árgon e o CO2.
A soldadura por arco com proteção gasosa que utiliza o árgon como gás de proteção é designada por soldadura por arco com árgon.
O gás árgon é pulverizado uniformemente a partir do bocal da pistola de soldadura por arco de árgon, formando um fluxo de ar contínuo e fechado à volta do arco e da poça de fusão para expulsar o ar e proteger o fio de soldadura e a poça de fusão do contacto com o ar.
Uma vez que o árgon é um gás inerte, não reage quimicamente com o metal líquido e não se dissolve no metal. Ao mesmo tempo, o fluxo de gás árgon tem um certo efeito de arrefecimento e compressão no arco, pelo que a energia do arco de árgon é relativamente concentrada e a velocidade de aquecimento é rápida. Por conseguinte, a qualidade da soldadura por arco de árgon é relativamente elevada.
O árgon é um gás inerte que pode proteger eficazmente o metal líquido da oxidação; o calor do arco é concentrado, a zona afetada pelo calor é pequena e a deformação da soldadura é pequena; a operação é visível e intuitiva, fácil; o arco é estável, com poucos salpicos, cordão de soldadura denso, boas propriedades mecânicas e resistência à corrosão, sem escórias na superfície e com um belo aspeto de cordão de soldadura; fácil de conseguir mecanização e automatização.
A soldadura por arco de árgon é um método de soldadura de alta qualidade com muitas vantagens e é amplamente utilizado em indústrias como a construção naval, aviação, aeroespacial, química, maquinaria e eletrónica.
No entanto, o arco de árgon equipamento de soldadura é complexo e o custo de soldadura é relativamente elevado. É utilizado principalmente para soldar alguns metais valiosos, tais como aço de alta liga, liga de titânio, aço inoxidável, ligas de alumínio e cobre, e alguns metais raros.
Esta secção deve apresentar o equipamento existente, o processo e os principais pontos de funcionamento com base no equipamento real existente no local de formação.
Peça de trabalho típica: Operação de soldadura por arco de árgon de aço inoxidável.
Soldadura com proteção gasosa utilizando CO2 como gás de proteção é designado por CO2 soldadura com proteção gasosa. Pode ser geralmente dividida em soldadura semi-automática e soldadura automática.
É um tipo de soldadura com elétrodo consumível protegido por gás que utiliza um arco gerado entre o fio de soldadura e a peça de trabalho para fundir o metal. A SOLDADURA DE CO2 flui uniformemente através do espaço em torno do fio de soldadura e do cordão de soldadura fundido, isolando o oxigénio do ar do cordão de soldadura, protegendo assim o cordão de soldadura.
CO2 O gás é pouco dispendioso e, em comparação com a soldadura por arco, tem uma elevada eficiência de produção (não é necessário limpar a escória ou mudar os eléctrodos) e custos de soldadura mais baixos; durante a soldadura, a densidade da corrente é elevada, a taxa de utilização do calor do arco é elevada, não é necessário limpar a escória após a soldadura e a produtividade é elevada; o calor do arco é concentrado, a área aquecida da soldadura é pequena, a deformação é pequena, a costura de soldadura tem uma boa resistência à fissuração e a qualidade da soldadura é elevada, com soldadura por arco aberto.







