Soldadura com gás inerte de tungsténio (TIG): Um guia completo
Última atualização:
17 de abril de 2024
Partilhe o seu gosto:
Índice
A soldadura com gás inerte de tungsténio (TIG), frequentemente designada por soldadura TIG, é um tipo de soldadura por arco que gera calor entre um elétrodo não consumível e a peça de trabalho.
O elétrodo, a poça de fusão, o arco e a zona próxima da área aquecida da peça de trabalho são isolados da contaminação atmosférica por uma proteção gasosa. Esta proteção é fornecida por um fluxo constante de gás ou mistura de gases, normalmente um gás inerte, que deve proporcionar uma proteção completa, uma vez que mesmo uma pequena quantidade de contaminação do ar pode estragar o cordão de soldadura.
O princípio da soldadura TIG
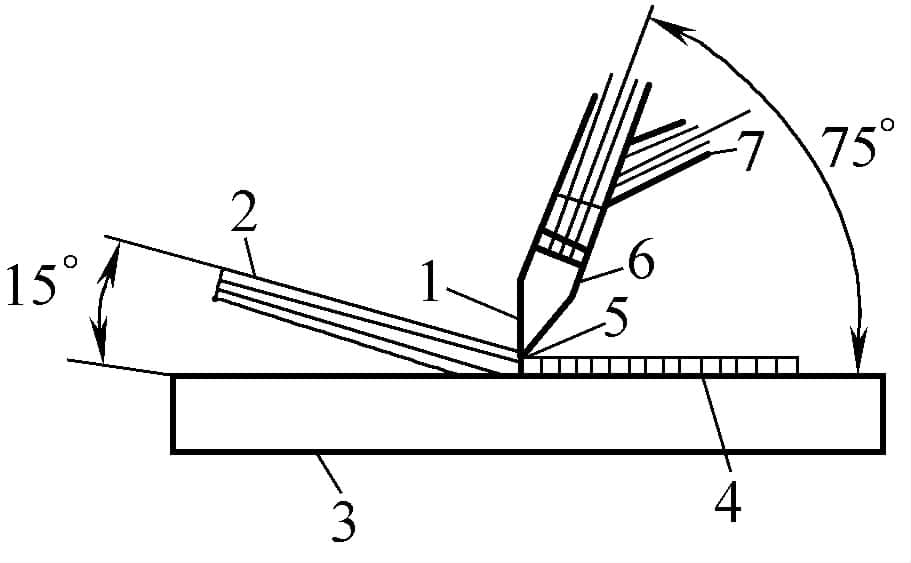
Um método de soldadura por arco que utiliza tungsténio puro de metal refratário ou tungsténio ativado (tungsténio thoriated, tungsténio ceriated) como elétrodo, com gás árgon para proteger o elétrodo, a zona do arco e o metal fundido, vulgarmente conhecido como soldadura com gás inerte de tungsténio (TIG), é ilustrado na Figura 5-53.
O árgon é um gás inerte e não se dissolve no metal líquido. Durante a soldadura, o arco queima entre o elétrodo e a peça de trabalho, e o gás árgon isola do ar a poça de metal, as gotículas fundidas e a ponta do elétrodo de tungsténio.
Características da soldadura TIG
(1) Vantagens
Figura 5-53 Princípio de funcionamento da soldadura com gás inerte de tungsténio
1-Elétrodo de tungsténio 2-Metal de adição 3-Peça de trabalho 4-Metal de solda 5-Arco 6-Bocal 7-Gás de proteção
1) O elétrodo feito de tungsténio metálico refratário ou de tungsténio ativado não derrete durante a soldadura. A utilização de gás árgon para isolar a atmosfera impede os efeitos de gases como o oxigénio, o azoto e o hidrogénio no arco e na poça de fusão, e os elementos do metal soldado e do fio de soldadura não são facilmente queimados (apenas alguns são queimados).
Por conseguinte, é fácil manter um comprimento de arco constante, o processo de soldadura é estável e a qualidade da soldadura é boa.
2) Durante a soldadura, não é necessário fluxo e não há escória na superfície da soldadura, o que facilita a observação da poça de fusão e da formação da soldadura, e os defeitos podem ser prontamente detectados. Podem ser tomadas medidas adequadas durante o processo de soldadura para eliminar os defeitos.
3) A soldadura com gás inerte de tungsténio tem boa estabilidade e o arco pode continuar a arder de forma estável quando a corrente de soldadura é inferior a 10A. Por conseguinte, é particularmente adequado para a soldadura de chapas finas.
Uma vez que a fonte de calor e o fio de enchimento são controlados separadamente, o ajuste do calor é conveniente, facilitando o controlo da entrada de calor na soldadura. Assim, é adequado para soldar em várias posições e também facilita a soldadura de uma face com formação de duas faces.
4) O fluxo de gás árgon comprime o arco, pelo que o calor é mais concentrado e a poça de fusão é menor; devido ao efeito de arrefecimento do gás árgon perto da área da costura, a zona afetada pelo calor é reduzida, reduzindo a deformação da peça de trabalho.
A estrutura da junta de soldadura é compacta e as propriedades mecânicas globais são melhores; ao soldar aço inoxidável, a resistência à corrosão da soldadura, especialmente a sua resistência à corrosão intergranular, é particularmente boa.
5) Uma vez que o fio de enchimento não transporta a corrente de soldadura, não produz salpicos causados por alterações na tensão do arco e na corrente devido à transição de gotículas fundidas, proporcionando boas condições para a obtenção de uma superfície de soldadura lisa.
O arco na soldadura com gás inerte de tungsténio é um arco brilhante, os parâmetros do processo de soldadura são estáveis, fáceis de monitorizar e controlar, e propícios à soldadura mecanizada e automatizada.
(2) Desvantagens
1) A soldadura com gás inerte de tungsténio utiliza gás para proteção e tem uma fraca resistência ao vento lateral. A penetração é pouco profunda, a velocidade de deposição é baixa e a produtividade é baixa.
Há uma pequena quantidade de evaporação de tungsténio, e as partículas de tungsténio que entram na piscina de solda podem causar inclusão de tungsténio, afectando a qualidade da solda, especialmente quando a corrente é muito alta, a queima do elétrodo de tungsténio é grave e a inclusão de tungsténio é óbvia.
2) Em comparação com a soldadura por arco de metal blindado, é mais difícil de operar, o equipamento é mais complexo e os requisitos de limpeza para as soldaduras são particularmente elevados. O custo de produção é mais elevado do que o da soldadura por arco metálico protegido, soldadura por arco submersoe soldadura por CO2.
A gama de aplicações da soldadura TG
A soldadura com gás inerte de tungsténio pode soldar metais não ferrosos oxidáveis metais e suas ligas, aço inoxidável, ligas de alta temperatura, titânio e ligas de titânio, bem como metais activos refractários (molibdénio, nióbio, zircónio), etc., principalmente para soldar chapas finas com uma espessura inferior a 3 mm.
Para estruturas importantes com grandes espessuras, como vasos de pressão e tubagens, pode ser utilizado para soldadura de raiz. A soldadura com gás inerte de tungsténio
Aplicabilidade
A soldadura com gás inerte de tungsténio (TIG), realizada manual ou automaticamente, é adequada para a soldadura contínua, a soldadura intermitente (por vezes referida como "soldadura por saltos") e soldadura por pontos. Dado que o seu elétrodo não é consumível, a soldadura pode ser realizada através da simples fusão do metal de base sem necessidade de adicionar metal de adição. No entanto, para certas juntas, pode ser necessário metal de adição com base em necessidades específicas.
A soldadura TIG é um método de soldadura versátil que é especialmente adequado para soldar chapas finas, muitas vezes tão finas como 0,005 polegadas.
1. Metais para soldadura
As características da soldadura TIG permitem-lhe ser utilizada para soldar a maioria dos metais e ligas. Os metais que podem ser soldados com TIG incluem o aço-carbono, o aço-liga, o aço inoxidável, as ligas resistentes ao calor, os metais refractários, as ligas de alumínio, as ligas de magnésio, as ligas de berílio, as ligas de cobre, as ligas de níquel, as ligas de titânio e as ligas de zircónio, entre outros.
O chumbo e o zinco são difíceis de soldar com TIG. Os baixos pontos de fusão destes metais tornam o controlo do processo de soldadura extremamente difícil. O zinco vaporiza a 1663°F, uma temperatura ainda consideravelmente mais baixa do que a temperatura do arco, e a vaporização do zinco pode deteriorar o cordão de soldadura. As superfícies de aço revestidas com chumbo, estanho, zinco, cádmio ou alumínio e outros metais que fundem a temperaturas mais elevadas podem ser soldadas por arco, mas requerem procedimentos especiais.
Nas juntas soldadas de metais revestidos, as propriedades mecânicas podem ser reduzidas devido à formação de "compostos intermetálicos". Para evitar a formação de intermetálicos durante a soldadura de metais revestidos, o revestimento da superfície na área a ser soldada deve ser removido e depois reparado após a soldadura.
2. Espessura do metal de base
A soldadura TIG pode ser aplicada a uma vasta gama de espessuras de metal. É particularmente adequada para soldar objectos com menos de 3 mm de espessura porque o arco gera uma elevada concentração de calor, resultando em altas velocidades de soldadura. Podem ser efectuados vários passes de soldadura com a utilização de metal de adição.
Embora outros métodos de soldadura são tipicamente utilizadas para metais de base com espessura superior a 6,25 mm, as soldaduras espessas e de alta qualidade podem exigir a soldadura TIG para a soldadura de múltiplos passes. Por exemplo, no fabrico de um invólucro de 15 mm de espessura para um motor de foguetão de 8 m de diâmetro, a soldadura TIG com metal de adição é utilizada para múltiplas soldaduras longitudinais e circunferenciais. Embora este método seja mais lento para metais tão espessos, a soldadura TIG é utilizada devido aos requisitos de alta qualidade do cordão de soldadura.
A soldadura TIG pode soldar com sucesso várias ligas de "espessura de folha". A soldadura de chapas finas requer uma fixação precisa do equipamento. Para metais com espessura de folha, é necessária a soldadura mecânica ou automática. A "Soldadura por arco de iões a alta temperatura" é frequentemente reconhecida como uma variação da soldadura TIG, oferecendo mais vantagens para a soldadura de chapas finas.
3. Forma da peça de trabalho
A soldadura manual é necessária para formas complexas quando se utilizam métodos automáticos. A operação manual é adequada para objectos com formas irregulares que necessitem de cordões de soldadura curtos ou para soldar em áreas de difícil acesso. A operação manual também é adequada para a soldadura em todas as posições.
O equipamento automático pode soldar superfícies curvas e rectas. Por exemplo, é utilizado um método especial de soldadura sinusoidal para as duas extremidades de um elétrodo de titânio em forma de onda contra os componentes. Para este tipo de soldadura sinusoidal, uma unidade de guia mecânica segue um modelo de metal para guiar a tocha de soldadura. A operação manual deste tipo de soldadura apresenta desafios de controlo extremos.
Fundamentos do TIG
Na soldadura com gás inerte de tungsténio (TIG), o calor é gerado entre o elétrodo e a peça de trabalho, fundindo os bordos desta última. É crucial manter o banho de solda limpo após a solidificação para uma fusão adequada. Para obter soldaduras de alta qualidade com TIG, todas as superfícies e áreas adjacentes a serem soldadas devem ser cuidadosamente limpas, bem como qualquer metal de adição utilizado.
Outro requisito fundamental é o posicionamento exato e estável dos componentes a soldar, particularmente quando é necessária uma elevada precisão e a peça de trabalho é fina e de forma complexa. Podem ser necessários dispositivos especiais para soldar sem metal de adição ou durante a soldadura automatizada.
1. Iniciação do arco
Os métodos comuns de "iniciação do arco" envolvem o desencadeamento da emissão de electrões e da ionização do gás. Isto pode ser conseguido retraindo rapidamente o elétrodo energizado da peça de trabalho até ao comprimento de arco necessário, ou utilizando um arco piloto, ou um dispositivo auxiliar que gera uma faísca de alta frequência entre o elétrodo e a peça de trabalho.
A retração mecânica do elétrodo da peça de trabalho só pode ser utilizada para a soldadura mecanizada com máquinas de soldadura de corrente contínua. No entanto, o método de iniciação do arco piloto pode ser utilizado para a soldadura manual e mecanizada, mas também está limitado às máquinas de soldadura de corrente contínua. O método de iniciação por faísca de alta frequência pode ser aplicado à soldadura manual com máquinas de soldadura AC ou DC. Muitas máquinas de soldadura têm dispositivos para gerar faíscas de alta frequência para iniciação e estabilização do arco.
2. Posicionamento da haste do elétrodo e do metal de enchimento
Na soldadura manual por arco de tungsténio, uma vez iniciado o arco, manter a tocha de soldadura de modo a que a haste do elétrodo fique a cerca de 75º da superfície da peça de trabalho, apontando para a direção de soldadura. No início da soldadura, o arco move-se normalmente de forma circular até que tenha fundido metal de base suficiente para produzir uma poça de fusão de tamanho adequado.
Quando a fusão adequada é alcançada, mover gradualmente a tocha de soldadura ao longo das arestas adjacentes da junta da peça de trabalho. Esta fusão gradual da peça de trabalho é tipicamente efectuada enquanto o metal de adição, quando adicionado manualmente, é mantido a um ângulo de cerca de 15º da superfície da peça de trabalho, entrando lentamente na poça de fusão.
Deve ter-se o cuidado de alimentar o metal de enchimento para evitar perturbar a proteção do gás ou tocar na haste do elétrodo e causar contaminação devido à oxidação da extremidade da haste de enchimento ou da haste do elétrodo. A vareta de metal de enchimento pode ser continuamente adicionada ou repetidamente "mergulhada" e "retirada".
O metal de adição pode ser adicionado continuamente, mantendo uma disposição linear entre a vareta de enchimento e o percurso da soldadura (frequentemente utilizado em juntas de várias passagens com uma junta em forma de V), ou balançando a vareta de enchimento e a tocha de soldadura para a esquerda e para a direita para alimentar a vareta de enchimento na poça de fusão (normalmente utilizado num processo de revestimento).
Quando parar a soldadura, retire o metal de adição da poça de fusão, mas mantenha-o temporariamente sob proteção de gás para evitar a oxidação do metal de adição. Depois, antes de extinguir o arco, mover a tocha de soldadura para a borda frontal da poça de fusão, levantando a tocha de soldadura até à altura certa para extinguir o arco, mas não o suficiente para causar crateras e contaminação do elétrodo. A melhor prática é reduzir gradualmente a corrente utilizando um método de controlo por pedal sem necessidade de levantar a tocha de soldadura.
3. Comprimento do arco
Em muitas aplicações de soldadura por arco de tungsténio totalmente automáticas, o comprimento do arco utilizado é aproximadamente 1,5 vezes o diâmetro do elétrodo, mas pode variar dependendo da aplicação específica ou da preferência do soldador.
No entanto, quanto maior for o comprimento do arco, maior será o calor difundido na atmosfera circundante e o arco longo pode muitas vezes dificultar (até certo ponto) o progresso estável da soldadura. Uma exceção é a "junta de encaixe" na tubagem; na soldadura vertical com o eixo oficial, um arco longo pode produzir uma soldadura de filete mais suave do que um arco curto.
4. Operações manuais e automáticas
Existe uma distinção entre a soldadura manual e a soldadura totalmente automatizada com gás inerte de tungsténio (TIG): a soldadura manual é realizada por "soldadores", enquanto a soldadura automatizada é realizada por "operadores". Por exemplo, o controlo manual da corrente de soldadura e a comutação através de um pedal são desenvolvimentos iniciais que apontam para a automatização.
A utilização de um dispositivo que acciona a pistola de soldadura a uma velocidade fixa ou planeada, ajusta automaticamente a tensão do arco (comprimento do arco) e arranca e pára automaticamente, constitui uma soldadura totalmente automatizada.
5. Técnicas de soldadura
A seleção e a formação dos operadores dependem principalmente do "grau de automatização" do equipamento utilizado. Como a soldadura TIG é frequentemente utilizada para união de chapas metálicas peças e, na sua aplicação, os soldadores podem facilmente manusear componentes relativamente pequenos.
Por conseguinte, os soldadores passam frequentemente parte do seu tempo a limpar, a combinar e a fixar dispositivos e a efetuar operações de soldadura por pontos. Para além de exigir uma grande destreza manual e uma formação paciente para obter cordões de soldadura de boa qualidade, por vezes as técnicas mecânicas são também essenciais para a montagem e fixação adequadas dos componentes a soldar.
A necessidade de técnicas de soldadura específicas muda quando se passa de um método de soldadura para outro. Por exemplo, um soldador adepto da soldadura manual com proteção gasosa necessitará de formação adicional para se qualificar para a soldadura TIG. Além disso, algumas aplicações requerem técnicas especializadas, como a colocação e soldadura de anéis de suporte consumíveis e a soldadura de reparação.
6. Inspeção
A inspeção da soldadura TIG inclui todos os métodos não destrutivos, desde a inspeção da superfície das soldaduras de chapas metálicas até à inspeção radiográfica (raios X) e ultra-sónica de soldaduras mais espessas, para verificar a existência de potenciais defeitos sob a superfície (internos).
Corrente de soldadura
Em qualquer operação de soldadura, a "corrente" é a condição operacional mais crítica, uma vez que está relacionada com a profundidade de penetração, velocidade de soldaduravelocidade de solidificação e qualidade do cordão de soldadura.
Basicamente, existem três tipos de corrente de soldadura à escolha: (a) Corrente contínua de elétrodo positivo (DCEP), (b) Corrente contínua de elétrodo negativo (DCEN), (c) Corrente alternada (AC). Alguns efeitos desejados podem ser alcançados através da sobreposição de corrente de alta frequência a estes três tipos de corrente.
1. Elétrodo de corrente contínua positivo (DCEP)
O DCEP é o tipo de corrente mais utilizado na soldadura TIG e pode produzir bons cordões de soldadura em quase todos os metais e ligas geralmente soldáveis.
Na soldadura DCEP, a vareta do elétrodo é negativa e o metal da peça de trabalho é positivo, pelo que o fluxo de electrões vai da vareta do elétrodo para o metal da peça de trabalho. Uma vez que 70% do calor em todos os arcos de corrente contínua é gerado na extremidade positiva ou anódica do arco, um determinado tamanho de elétrodo pode suportar mais corrente positiva e menos corrente negativa.
Da mesma forma, se uma haste de elétrodo de tamanho específico necessitar do arco mais quente, o DCEP é o tipo de corrente necessário.
O DCEP pode gerar cordões de soldadura profundos e estreitos, e a sua "penetração" é superior à dos outros dois tipos de corrente. No entanto, o cordão de solda estreito e a penetração mais profunda dificultam a soldagem DCEP de objectos metálicos finos. Ao contrário do DCEN ou AC, o DCEP não pode remover óxidos de superfície do alumínio, magnésio ou cobre-berílio.
Mas se o alumínio for soldado com DCEP, deve ser utilizado um método de soldadura especialmente modificado, juntamente com uma limpeza mecânica ou química antes da soldadura. A soldadura DCEP requer mais perícia em comparação com a soldadura por arco CA estabilizado de alta frequência, principalmente porque o DCEP não tem uma descarga orientadora de alta frequência ao atingir o arco.
Por conseguinte, pode ser adicionado um dispositivo especial à máquina padrão para sobrepor uma corrente de alta frequência ao DCEP.
2. Polaridade inversa da corrente contínua
Na soldadura por corrente contínua com polaridade inversa (DCRP), o elétrodo é ligado ao terminal positivo da máquina de soldar, enquanto o metal da peça de trabalho é ligado ao terminal negativo. Como resultado, o fluxo de electrões move-se da peça de trabalho para a haste do elétrodo.
Este processo gera um maior calor na haste do elétrodo e um menor calor na peça de trabalho. Dada a mesma amperagem e comprimento de arco, a tensão do arco DCRP é ligeiramente superior à do arco DCSP, resultando numa maior energia total para o arco DCRP.
O DCRP é o menos utilizado entre os três tipos de correntes eléctricas devido à sua tendência para produzir percursos de soldadura planos, largos e pouco profundos. A soldadura com DCRP requer competências avançadas, uma vez que exige a utilização de eléctrodos maiores para os mesmos valores baixos de corrente de soldadura. Por isso, geralmente não é utilizado. O DCRP fornece o arco efetivo mais "frio", mas possui características superiores na remoção de óxidos da superfície da peça de trabalho.
A soldadura de alumínio com DCRP é particularmente difícil, uma vez que a poça de fusão é facilmente atraída para a ponta do elétrodo. O elétrodo fica contaminado ao entrar em contacto com o alumínio.
No entanto, o DCRP pode ser utilizado eficazmente para unir chapas de alumínio finas (0,6 mm). Por outro lado, o magnésio, que não é afetado pela ação do arco inerente ao DCRP e, por conseguinte, não se depara com problemas de contaminação, pode ser soldado utilizando o DCRP para espessuras até 3 mm.
3. DCRP para remoção de óxidos
Várias teorias explicam o facto de o DCRP poder remover óxidos da superfície de certos metais comuns. A explicação geralmente aceite é a seguinte:
Quando o elétrodo é positivo, os iões de árgon ou hélio movem-se em direção à superfície do metal de base. Na nuvem de gás inerte circundante, os iões de gás carregados são gerados pela ação do arco. Uma vez que estes iões têm uma massa considerável, ganham muita energia cinética enquanto se precipitam em direção à superfície metálica. Ao colidirem com a superfície metálica, arrancam as partículas de óxido como se de um jato de areia se tratasse, limpando assim a superfície.
Esta ação gera menos calor no metal de base do que na extremidade positiva do arco, resultando numa penetração mínima. Se a haste do elétrodo for negativa e a peça de trabalho for positiva, os iões deslocam-se para a haste do elétrodo e não há ação de limpeza no metal da peça de trabalho. O "bombardeamento" por electrões provoca um calor e uma penetração consideráveis no metal da peça.
Os metais como o aço inoxidável, o aço carbono e o cobre não formam uma camada de óxido que afecte significativamente a soldadura com gás inerte de tungsténio (TIG).
4. Determinação da polaridade da máquina de soldadura
Na soldadura TIG automática, existe o risco de iniciar a operação de soldadura com uma polaridade incorrecta devido à operação repetitiva. Na soldadura manual, a ligação dos terminais da máquina pode ocasionalmente ser invertida, alterando a polaridade. É melhor testar a polaridade antes de iniciar o processo de soldadura para evitar potenciais danos no elétrodo (que podem ocorrer se for aplicada corrente de polaridade inversa a um elétrodo pequeno).
Para a soldadura manual com vareta, ligar o suporte do elétrodo ao circuito e testar a polaridade. Iniciar a vareta (classe E6010) para a soldadura manual por vareta em todas as posições com polaridade inversa. Se a polaridade for positiva, o arco produzirá um som sibilante forte e vigoroso. Um verdadeiro arco de polaridade inversa E6010 não produzirá um som forte de estalido.
5. Corrente alternada (CA)
A corrente alternada pode ser descrita como a oscilação contínua entre DCSP e DCRP, com o sentido da corrente a mudar 120 vezes por segundo. Na corrente alternada, a tensão alterna entre o seu valor máximo positivo e o seu valor máximo negativo em cada ciclo, e o arco extingue-se sempre que esta mudança ocorre.
Ao soldar numa atmosfera inerte, os transformadores tradicionais de soldadura por arco não podem gerar uma tensão suficientemente elevada para restabelecer o arco depois de este se extinguir. Da mesma forma, a menos que seja utilizado um transformador com tensão inerente suficiente, deve ser adicionada uma corrente de alta frequência ao arco para restabelecer o arco de soldadura em cada meio ciclo.
A soldadura AC proporciona uma boa penetração e reduz (ou reverte) os óxidos superficiais. O cordão de solda produzido pela soldagem AC com gás inerte de tungstênio (TIG) é mais largo e mais raso do que o do DCSP, mas mais estreito e mais profundo do que o do DCRP. Além disso, o reforço do cordão de solda AC é maior do que o do DCSP ou DCRP, tornando o AC mais adequado para soldar alumínio, magnésio e cobre-berílio.
6. Prevenção da retificação em corrente alternada
Uma vez que os meios-ciclos positivo e negativo da tensão criam uma resistência de corrente desigual durante o arco CA, isto leva a uma onda sinusoidal de corrente desequilibrada, causando um aumento do efeito de retificação. Este efeito gera uma porção de tensão de corrente contínua no arco de corrente alternada que é suficientemente elevada para causar o rebentamento do arco e instabilidade.
Os transformadores mais antigos utilizados na soldadura com gás inerte de tungsténio (TIG) são mais propensos à retificação, uma vez que não possuem componentes modernos de forma de onda equilibrada.
A retificação ocorre devido à emissão desigual de electrões do elétrodo e do metal de soldadura. É influenciada pela densidade de corrente do arco na ponta do elétrodo e na peça de trabalho (uma vez que esta controla a sua temperatura), bem como pelo comprimento do arco e pelo gás de proteção utilizado em certa medida. A retificação pode gerar uma componente de tensão de corrente contínua até 12V na soldadura de alumínio.
Quando o componente DC é elevado, a piscina brilhante de alumínio fundido escurece e forma uma película de óxido, cuja extensão é diretamente proporcional à dimensão do componente DC.
Os transformadores de forma de onda equilibrada podem ser utilizados para eliminar a retificação e os seus efeitos nocivos. Estas unidades incluem um condensador em série com o circuito de soldadura. A capacitância deste condensador permite o fluxo efetivo da corrente de soldadura AC enquanto bloqueia uma parte do fluxo. Estes componentes são normalmente concebidos para terem uma tensão de circuito aberto na ordem dos 100-150 volts, exigindo uma corrente de alta frequência para iniciar o arco, e são amplamente utilizados na soldadura de ligas de alumínio e magnésio.
7. Soldadura por corrente pulsada
A soldadura por corrente pulsada com gás inerte de tungsténio (TIG), que funciona com taxas elevadas de subida e descida de corrente com uma elevada taxa de repetição de impulsos, é amplamente utilizada para unir componentes de precisão. Uma taxa de impulsos de corrente mais lenta é utilizada para a soldadura mecanizada de tubos e outras aplicações de soldadura mecanizada.
Atualmente, foram desenvolvidos circuitos que permitem o controlo automático de precisão da tensão do arco na soldadura TIG por impulsos. Estes circuitos geram tensões de arco utilizando correntes pulsadas elevadas e controlos de bloqueio durante o resto do ciclo. Nas máquinas de soldadura por corrente pulsada de forma modificada, as seguintes funções podem ser iniciadas de forma independente.
As vantagens da soldadura TIG por corrente pulsada são as seguintes
1. Aumento da relação "profundidade/largura" da soldadura: Ao utilizar impulsos de soldadura de alta corrente de curta duração e pequenos eléctrodos de tungsténio puro, a força do arco gerada na soldadura de aço inoxidável produz uma relação profundidade/largura da soldadura de 2:1.
2. Eliminação de correntes elevadas "flácidas": Os impulsos de curta duração podem "penetrar" na raiz da soldadura ou no metal fino da peça de trabalho e solidificar antes que a poça de fusão se expanda o suficiente para ceder.
3. Minimização da zona afetada pelo calor: Através de uma relação adequada entre a altura e a duração do impulso alto e a altura e a duração do impulso baixo, a zona afetada pelo calor pode ser minimizada. Por vezes, a altura do impulso baixo é definida como zero, mantendo um intervalo limitado entre os impulsos de corrente elevada.
4. Agitação na poça de fusão: O arco e a força electromagnética produzidos pelos impulsos de corrente elevada são muito maiores do que os produzidos pela soldadura em corrente contínua. Estas forças elevadas agitam a poça de fusão, reduzindo a probabilidade de furos e de fusão incompleta na parte inferior da junta. O arco rígido produzido pela soldadura por impulsos a baixa corrente elimina a instabilidade de dispersão do arco que pode ocorrer com correntes constantes baixas.
Máquinas de soldar
As máquinas de soldadura para soldadura com gás inerte de tungsténio (TIG) incluem:
(a) Tipo de transformador-retificador com saída em corrente contínua (CC). (b) Tipo de transformador com saída em corrente alternada (CA). (c) Gerador acionado por motor - acionado por motor elétrico (apenas para saída em corrente alternada) ou acionado por motor (para saída em corrente alternada ou em corrente contínua).
As máquinas de soldar do tipo transformador e retificador têm várias vantagens em relação aos geradores eléctricos: custo inicial mais baixo, sem queda de corrente durante o aquecimento, funcionamento silencioso, baixos custos de manutenção e funcionamento, sem peças móveis, baixa potência de entrada durante as pausas. A vantagem dos geradores accionados por motor é que podem ser utilizados em áreas sem fornecimento de energia.
1. Estabilização de alta frequência
Um grande oscilador de tubo ou de intervalo de ar é ligado ao circuito do transformador de soldadura para iniciar o arco e, em alguns casos, para uso contínuo. Na maioria das primeiras soldaduras TIG com CA estabilizada de alta frequência, a "interferência de rádio" causava muitos problemas.
No entanto, hoje em dia, as estações eléctricas vibratórias, os dispositivos de travagem "tubo de electrões" e os transformadores de alta frequência com fases únicas fornecem descargas de faíscas mais fracas, reduzindo os fenómenos de "radiointerferência".
Para reequipar alguns transformadores mais antigos, é instalado um circuito de estabilização de alta frequência para iniciar o arco por contacto. Pode ser adicionado um contactor magnético à máquina de soldar CA, com um interrutor de pé para funcionamento.
Com esta configuração, o soldador pode posicionar a haste do elétrodo em direção ao ponto de partida sob a cobertura da peça de trabalho e, em seguida, premir o interrutor de pé. O arco é iniciado quando a haste do elétrodo é levantada da peça de trabalho. Este processo é simples e, para parar a corrente de soldadura, o soldador só precisa de soltar o interrutor de pé.
A intensidade da descarga de indução de alta frequência necessária depende do desenho da junta, do comprimento de protrusão do elétrodo e da capacidade do soldador para iniciar um arco com a corrente induzida de alta frequência mínima. Se a soldadura for efectuada em juntas com ranhuras profundas, a intensidade da corrente de alta frequência deve ser menor; caso contrário, o arco ultrapassará a largura da ranhura e não entrará na raiz da junta.
A estabilização excessiva de alta frequência pode ter os seguintes efeitos adversos:
1. Aumento da probabilidade de choque elétrico para o operador.
2. Arco de soldadura instável.
3. "Eletrificação" do bocal se for utilizado um bocal metálico.
4. Redução da vida útil do cabo de soldadura, uma vez que as altas frequências podem penetrar no isolamento.
5. Aumento das interferências na receção de rádio.
Quando se adiciona um circuito de alta frequência à corrente de soldadura, é imperativo desligar a alimentação antes de instalar ou ajustar o elétrodo, ou antes de colocar as mãos sobre ou perto da parte metálica da cabeça de soldadura. Caso contrário, pode ocorrer um choque elétrico grave, especialmente quando o operador entra em contacto com o ar quente perto da peça de trabalho.
Ao soldar com corrente alternada estabilizada de alta frequência, aparece uma auréola púrpura na ponta do elétrodo depois de o arco se extinguir e enquanto o elétrodo ainda está quente. À medida que a vareta do elétrodo arrefece, a auréola púrpura desvanece-se dramaticamente e desaparece subitamente quando a vareta atinge uma determinada temperatura. Enquanto a auréola púrpura é visível, o elétrodo pode ainda iniciar um arco a uma distância considerável da peça de trabalho, pelo que é necessário ter cuidado para evitar o início súbito do arco e a sua queima em locais indesejados.
2. "Dispositivo "Hot Start
Para certas operações de soldadura, é necessário fornecer um pico de corrente (significativamente superior ao nível normal) para iniciar o processo de soldadura (início do arco) no menor tempo possível. Isto é particularmente útil na soldadura automática ou semi-automática. Um dispositivo de arranque a quente é ligado ao circuito para fornecer este pico de corrente inicial. Este dispositivo pode normalmente ser pré-ajustado para fornecer a corrente extra necessária e a duração desejada.
3. Atenuar picos de energia
Em operações de soldadura que envolvam curtas durações de corrente elevada e arranques frequentes, pode ser utilizado um motor de indução em paralelo através dos terminais da máquina de soldar para atenuar os picos de energia na linha. Este motor, sem carga externa, deve ter uma potência nominal que exceda a classificação KVA da máquina de soldar.
Se a tensão da linha cair devido a um curto-circuito que provoque um pico de corrente durante o arranque do arco, a armadura rotativa terá energia cinética suficiente para ser convertida em energia eléctrica substancial alimentada na linha. As quedas acentuadas de tensão na linha farão com que o motor abrande, e a energia rotacional no motor é convertida em energia eléctrica, ajudando a manter um aumento na tensão da linha, a menos que seja utilizada para reduzir urgentemente a queda de tensão da linha durante o arranque do arco. No entanto, deve ser efectuada uma análise de custos cuidadosa antes de implementar uma configuração deste tipo.
4. Redução da corrente para enchimento de crateras
Em certas aplicações, o fim do percurso de soldadura exige um acabamento simétrico, evitando depressões súbitas no ponto de extinção dentro da cratera de soldadura. Na soldadura de ligas de alumínio e magnésio, a corrente de soldadura deve ser reduzida imediatamente antes do acabamento.
No entanto, metais como as ligas à base de níquel e cobalto, que são muito sensíveis à "pulsação", devem ter a sua corrente gradualmente reduzida para extinguir o arco, ajudando na temperatura do metal de adição fundido (isto também pode reduzir a quantidade de poça).
Caso contrário, a fissuração da cratera é inevitável. Para evitar a "sede" ou depressões na cratera após a extinção, o percurso de soldadura deve continuar para além do ponto final e a corrente deve ser gradualmente reduzida até um nível em que o metal já não esteja a fundir. Caso contrário, formar-se-ão depressões ou cicatrizes de arco na peça de trabalho quando o arco parar, e estas cicatrizes e potenciais fissuras microscópicas poderão aumentar a suscetibilidade à corrosão.
5. Tocha de soldadura
A tocha de soldadura para a soldadura manual por arco de tungsténio deve ser robusta, leve e totalmente isolada. Deve ter um punho para aplicação de pressão e para fornecer gás de proteção à área do arco.
Além disso, deve ter uma braçadeira de tubo ou uma cabeça de braçadeira, ou outro método para pressionar e guiar com segurança a corrente de soldadura para o elétrodo de tungsténio. Um conjunto de tocha de soldadura inclui normalmente uma variedade de diferentes cabos, mangueiras e peças de acoplamento para ligar a tocha à fonte de energia, bem como ao gás e à água.
A figura 3 ilustra uma tocha de soldadura manual típica arrefecida a água. Todo o sistema através do qual passa o gás de proteção deve ser hermético. Uma fuga na junta da mangueira pode resultar numa perda significativa de gás e numa proteção insuficiente da poça de fusão. A entrada de ar no sistema de gás é frequentemente um problema importante, exigindo uma manutenção cuidadosa para garantir um sistema de gás hermético.
A tocha de soldadura por arco de tungsténio existe em diferentes tamanhos e tipos, com pesos que variam entre algumas onças e quase uma libra. O tamanho da tocha de soldadura depende da corrente máxima de soldadura que pode ser utilizada, e pode ser equipada com diferentes tamanhos de eléctrodos e diferentes tipos e tamanhos de bicos.
O ângulo entre a haste do elétrodo e a pega também varia com as diferentes tochas de soldadura. O ângulo mais comum é de cerca de 120°, mas também existem tochas de soldadura com ângulos de cabeça de 90°, tochas de soldadura em linha reta e até tochas de soldadura de ângulo ajustável. Algumas tochas de soldadura têm interruptores auxiliares e válvulas de gás instaladas nos seus punhos.
A principal distinção entre as tochas de soldadura por arco de tungsténio é se são arrefecidas a ar ou a água. A maior parte do arrefecimento nas tochas arrefecidas a ar é fornecida pela proteção de gás. Por conseguinte, um termo mais exato seria "arrefecimento por gás". O verdadeiro arrefecimento a ar só é conseguido através da radiação para o ar circundante. Por outro lado, algum arrefecimento das tochas de soldadura arrefecidas a água é proporcionado pelo gás de proteção, mas o resto provém da água que circula através da tocha para um arrefecimento adicional.
As tochas de soldadura arrefecidas a ar são geralmente leves, compactas e duráveis, e são menos dispendiosas do que as tochas de soldadura arrefecidas a água. No entanto, estão normalmente limitadas a correntes de soldadura de cerca de 125 amperes ou menos e são normalmente utilizadas na soldadura de chapas finas com baixas taxas de utilização. A temperatura operacional da vareta do elétrodo de tungsténio é mais elevada do que nas tochas de soldadura arrefecidas a água e, consequentemente, quando se utilizam varetas de elétrodo de tungsténio puro ou se soldam perto da capacidade de corrente nominal, as partículas de tungsténio podem cair na poça de fusão.
A tocha de soldadura arrefecida a água foi concebida para a soldadura contínua de alta corrente, capaz de funcionar de forma persistente com correntes de soldadura até 200 amperes. Algumas são concebidas para correntes de soldadura máximas de 500 amperes, mais pesadas e mais caras do que as tochas de soldadura arrefecidas a ar.
A tocha de soldadura liga-se aos tubos de água e aos conectores relacionados. Normalmente, o cabo que transporta a corrente para o elétrodo da máquina de soldar está alojado na tubagem de saída do sistema de arrefecimento de água. Isto proporciona o arrefecimento do cabo e permite a utilização de cabos de pequeno diâmetro, leves e flexíveis. Por vezes, isto também inclui acessórios, interruptores de fluxo e fusíveis. Uma fuga de água ou gás na tocha de soldadura, ou um sistema que contenha humidade, pode contaminar o percurso da soldadura e impedir o bom funcionamento.
Melhorar a maquinabilidade dos materiais da peça, selecionar razoavelmente os fluidos de corte, escolher razoavelmente os parâmetros geométricos da ferramenta e as quantidades de corte são importantes...
I. Definição, características e métodos de soldadura 1. Definição de soldadura A soldadura é um método de processamento que permite obter uma ligação atómica...
O método de formação de peças mecânicas ou de peças em bruto através da utilização de força externa para provocar a deformação plástica de materiais metálicos sólidos,...
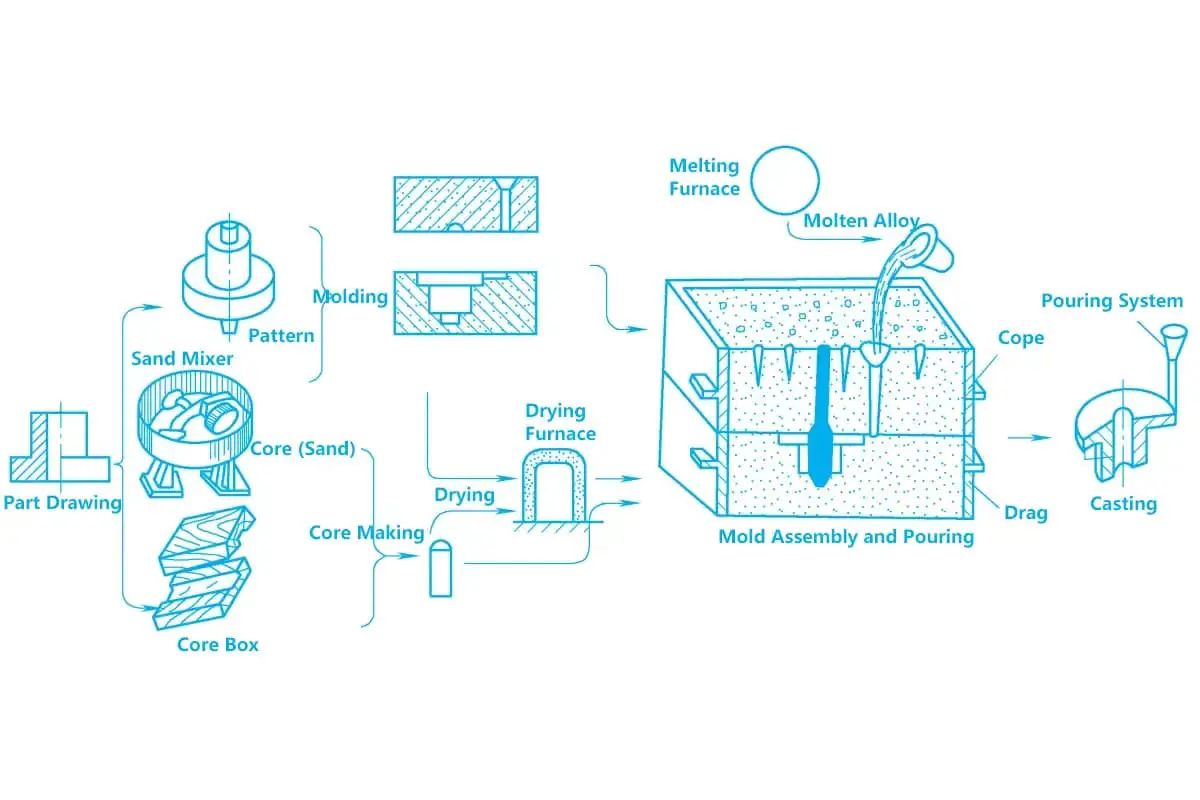
O método de moldagem de peças fundidas (peças em bruto ou peças) com determinadas formas e propriedades através da fusão de metal, fabrico de moldes e vazamento...
As propriedades dos materiais metálicos incluem o desempenho de serviço e o desempenho de processo. O desempenho em serviço refere-se às propriedades exibidas durante a utilização...
Os nossos engenheiros de vendas estão prontamente disponíveis para responder a todas as suas perguntas e fornecer-lhe um orçamento rápido e adaptado às suas necessidades.