Explicação dos métodos essenciais de corte em máquinas-ferramenta
Última atualização:
19 de agosto de 2024
Partilhe o seu gosto:
Índice
I. Fundamentos de corte de máquinas-ferramenta
Os principais métodos de processamento mecânico incluem o torneamento, o aplainamento, a retificação, a fresagem, a perfuração, a modelação, etc. As máquinas-ferramentas cortam as peças com ferramentas de corte, pelo que têm de possuir ferramentas de fixação e ferramentas de corte, bem como a capacidade de efetuar movimentos de trabalho.
1. Movimentos de corte da máquina-ferramenta
O movimento relativo entre a ferramenta de corte e a peça de trabalho é a condição para o corte. Os principais movimentos de trabalho incluem o movimento primário e o movimento de avanço.
(1) Movimento primário
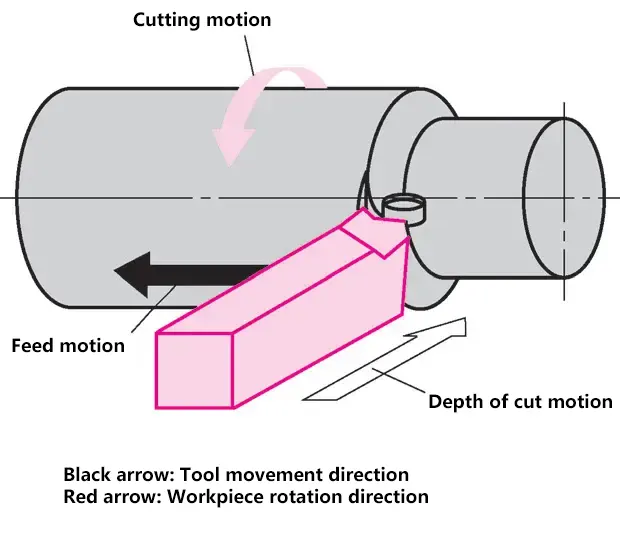
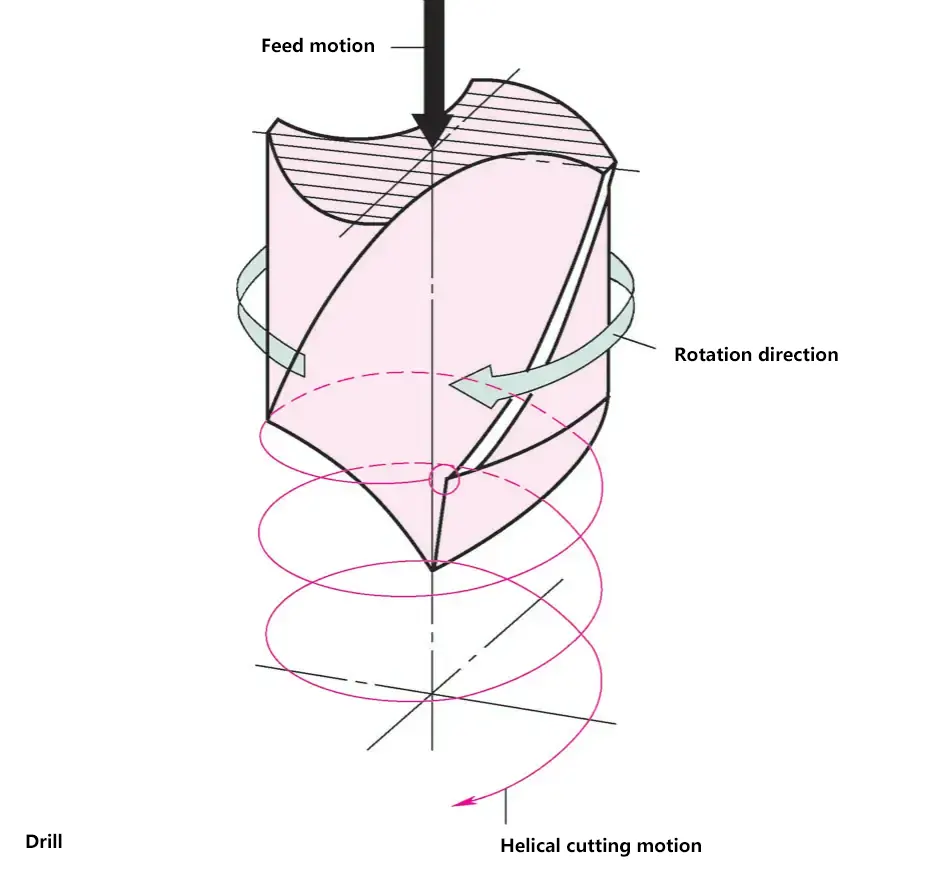
O movimento de trabalho que completa o corte. O movimento primário pode assumir a forma de movimento rotativo ou de movimento linear recíproco (efectuado pela peça ou pela ferramenta de corte). Nas operações de torneamento, retificação, fresagem e perfuração, o movimento primário é rotativo.
(2) Movimento de alimentação
O movimento fornecido pela máquina-ferramenta ou pela força manual, que cria um movimento relativo adicional entre a ferramenta de corte e a peça de trabalho. Combinado com o movimento primário, permite o corte contínuo ou intermitente da peça de trabalho. Quando o movimento primário é rotativo, o movimento de avanço é contínuo, como no torneamento, perfuração e fresagem; quando o movimento primário é linear, o movimento de avanço é intermitente, como no aplainamento e modelação. A profundidade de corte depende do movimento de avanço.
(3) Movimento da profundidade de corte
Determina a profundidade de corte, que se manifesta através da penetração da ferramenta na peça.
(4) Movimento de maquinagem
No torneamento, perfuração, fresagem e retificação, quando o movimento primário e o movimento de avanço ocorrem simultaneamente, o movimento combinado resultante é designado por movimento de maquinagem.
2. Geometria da ferramenta de corte
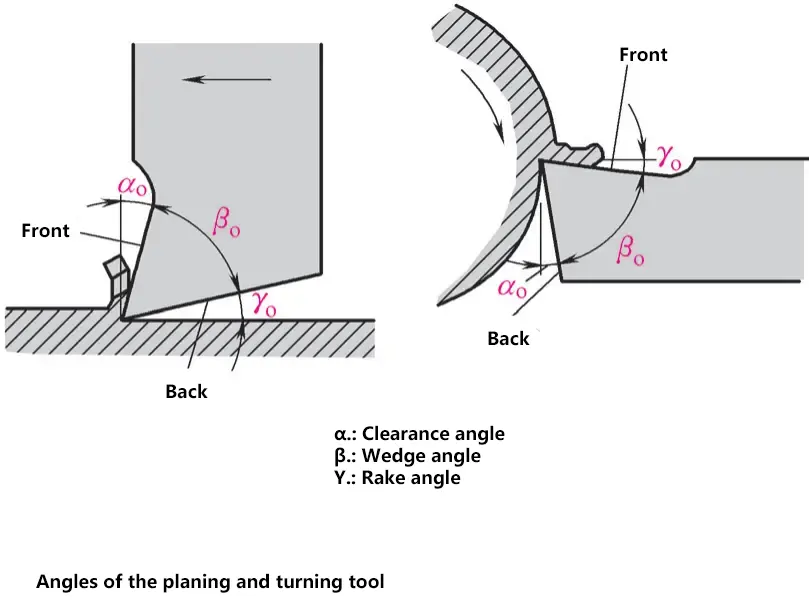
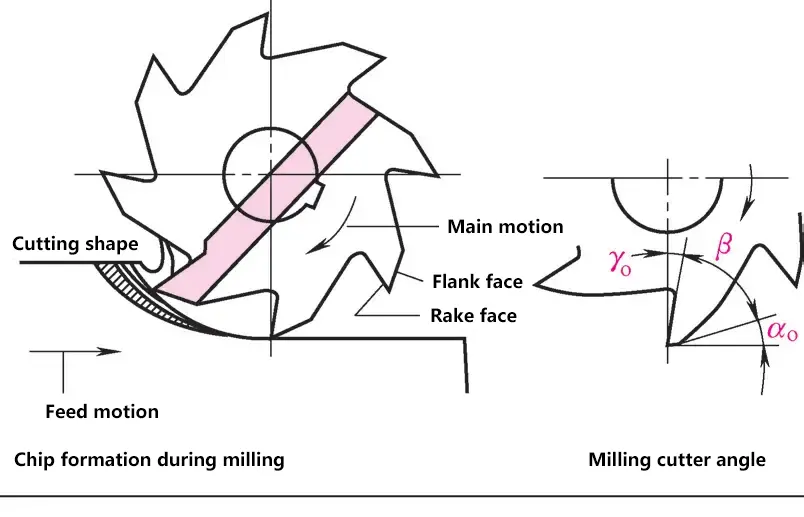
A aresta de corte em forma de cunha da ferramenta penetra no material da peça de trabalho, separando a apara do material. Os principais factores que afectam o corte são a geometria da ferramenta, o material da ferramenta e o material da peça de trabalho. A nitidez da ferramenta é determinada pela sua forma, que é definida por vários ângulos da ferramenta.
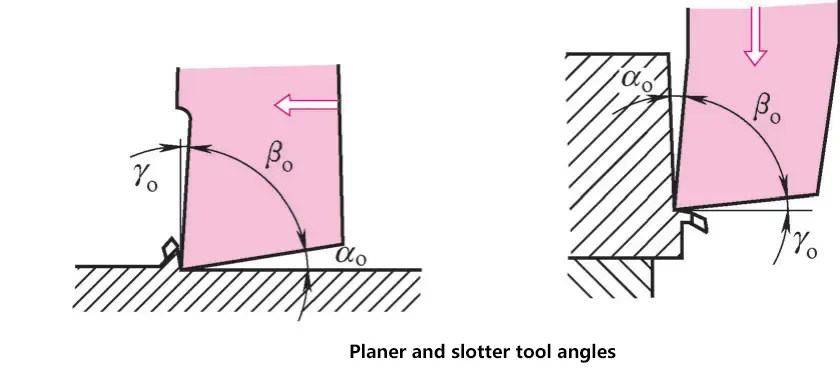
(1) Ângulo da cunha β
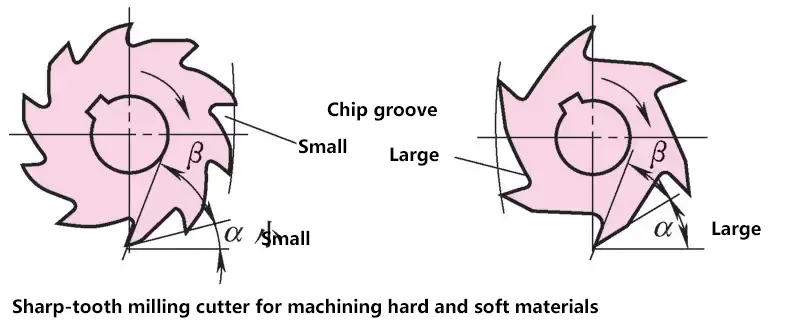
O ângulo entre a face frontal e a face traseira principal. Quando o ângulo de cunha da ferramenta é pequeno, a ferramenta é afiada e fácil de cortar, mas é propensa a lascar as arestas ao cortar materiais duros.
Para cortar tecidos macios metais: βo=40°~50°, como o alumínio.
Para cortar metais altamente dúcteis: βo=55°~75°, como o aço 42.
Para cortar metais duros e quebradiços: βo=75°~85°, tais como bronze, peças fundidas, etc.
(2) Ângulo de inclinação γo
Afecta a formação de aparas e a força de corte. A gama de ângulos de inclinação é de -5° a 30°, e o seu tamanho é determinado pelo material da peça de trabalho e pelo material da ferramenta.
Quando o ângulo de inclinação é grande, as aparas fluem facilmente e a força de corte é pequena. Quando o ângulo de inclinação γo é pequena ou mesmo negativa, a força de corte é grande e a resistência da aresta de corte é elevada.
(3) Ângulo de alívio αo
Pode reduzir o atrito entre a ferramenta e a peça de trabalho. O ângulo de alívio varia entre 5° e 12°.
Quanto mais macio for o material da peça de trabalho, quanto maior for o diâmetro da peça de trabalho e a profundidade de corte, o ângulo de alívio αo aumenta em conformidade; quanto maior for o ângulo de relevo αoquanto mais rugosa for a superfície maquinada.
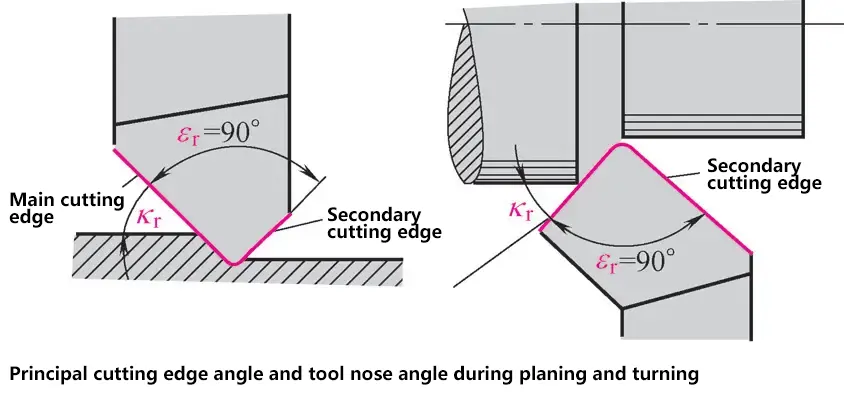
(4) Ângulo da ponta da ferramenta εr
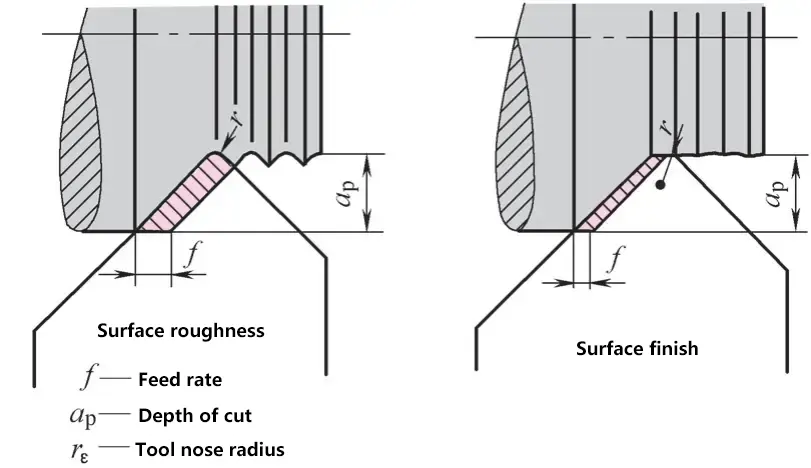
Quando a taxa de alimentação é elevada: Aparas espessas, elevada eficiência de corte Quando o raio da ponta da ferramenta é pequeno: Marcas profundas da ferramenta na superfície da peça de trabalho
Quando a taxa de alimentação é baixa: Aparas finas, baixa eficiência de corte Quando o raio da ponta da ferramenta é grande: Marcas de ferramenta pouco profundas na superfície da peça de trabalho
O ângulo entre as projecções da aresta de corte principal e da aresta de corte secundária no plano de base. Um grande ângulo de ponta da ferramenta resulta numa maior dissipação de calor porque a área externa de dissipação de calor da ferramenta é maior. A aresta de corte gera menos calor e é menos suscetível de ficar cega, aumentando assim a vida útil da ferramenta. A vida útil da ferramenta refere-se ao intervalo de tempo entre duas afiações da ferramenta.
Quando o avanço é pequeno (≤ 1mm/r), ε=90°; quando o avanço é grande (> 1mm/r), ε > 90°.
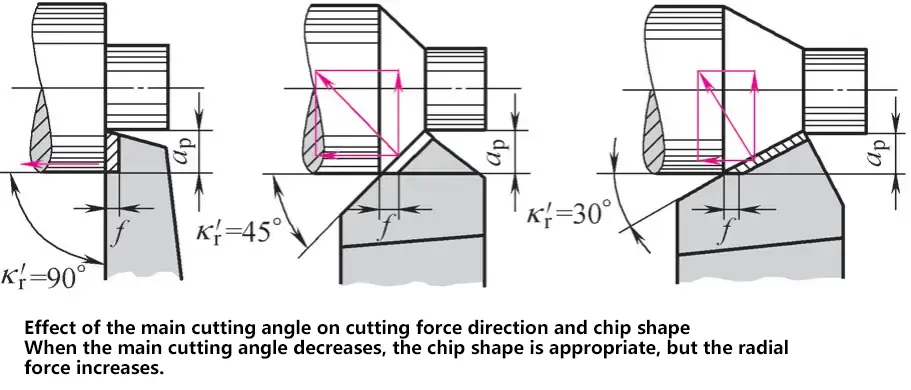
(5) Ângulo de entrada Kr
O ângulo de entrada afecta a direção da força de corte e a forma das aparas. Quando o ângulo de entrada é reduzido, a forma da apara é mais adequada, mas a força radial aumenta.
O ângulo entre a aresta principal de corte e a direção de avanço. Afecta a decomposição das forças de corte, a forma da apara e a vida da ferramenta. O ângulo de entrada kr pode ser selecionado entre 30° e 90°, sendo o valor mais vantajoso Kr=45°.
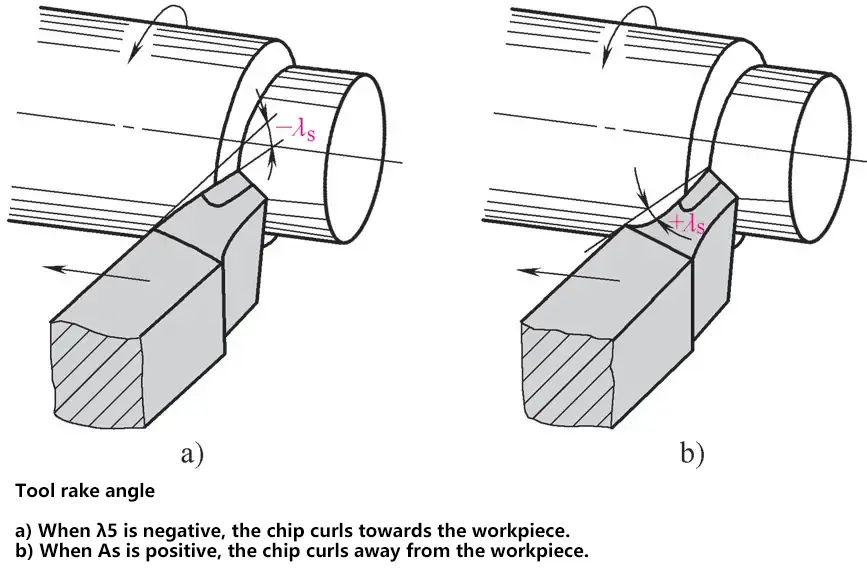
(6) Ângulo de inclinação λs
a) Quando λs é negativo, a apara enrola-se na direção da peça b) Quando λs é positivo, a apara afasta-se da peça de trabalho
Ângulo entre a aresta principal de corte e o plano de base. Quando a ponta da ferramenta é o ponto mais baixo da aresta principal de corte, o ângulo de inclinação é definido como negativo; quando a ponta da ferramenta é o ponto mais alto da aresta principal de corte, o ângulo de inclinação é positivo.
Para cargas mais elevadas, o ângulo de inclinação é maior, variando de -10° a 10°.
3. Formação de aparas
A área da secção transversal da apara é o produto da profundidade de corte ap e a velocidade de avanço f. A forma da apara depende do ângulo de entrada κ, enquanto a profundidade de corte está relacionada com a forma e as dimensões da peça.
Antes de a apara ser separada, a aresta de corte penetra primeiro no material à frente, provocando fissuras. A aresta de corte continua a penetrar até que a apara seja separada devido à ação de cunha da aresta de corte.
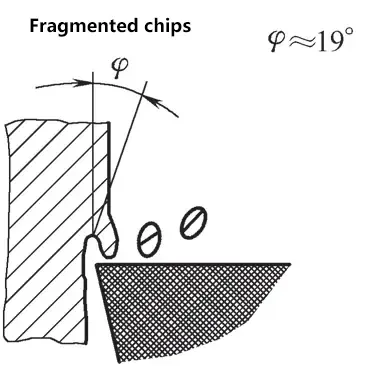
(1) Fragmentos
Durante o corte, são produzidas aparas fragmentadas e descontínuas; a superfície da peça maquinada é irregular.
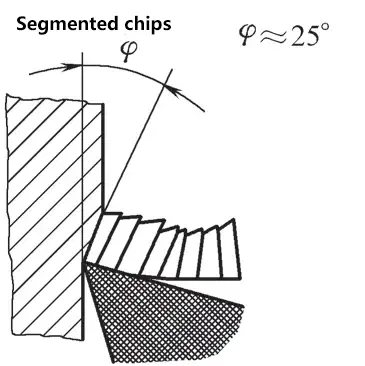
(2) Fichas segmentadas
As aparas separadas têm a forma de segmentos. Estas limalhas segmentadas são parcialmente soldadas entre si para formar uma limalha contínua.
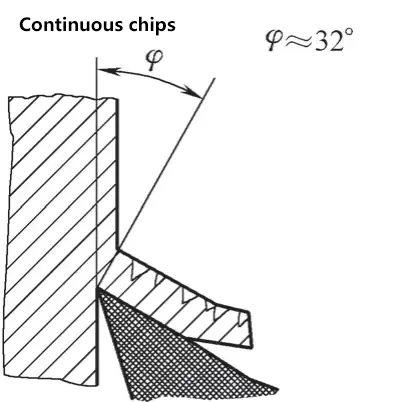
(3) Fichas contínuas
O material flui na zona de corte ao ser separado; não há fratura no material, resultando numa apara contínua.
Borda construída: Ao cortar materiais mais macios e dúcteis, forma-se uma aderência indesejável na aresta de corte, conhecida como "aresta postiça". Isto resulta numa superfície maquinada áspera e em marcas de ferramenta profundas. As partículas de material aderem momentaneamente à aresta de corte, formando a aresta postiça. A aresta postiça incorpora-se nas fendas à frente da ferramenta na peça de trabalho e, quando se solta, deixa impressões na superfície da peça de trabalho. A aresta postiça pode ser evitada aumentando velocidade de corteAumentar a profundidade de corte e retificar a face frontal da ferramenta.
4. Fluidos de corte
Durante o processo de corte, a utilização correta dos fluidos de corte pode reduzir a temperatura na zona de corte, melhorar a qualidade e a precisão da superfície e prolongar a vida útil da ferramenta.
(1) Funções dos fluidos de corte
1) Arrefecimento
Após o fluido de corte é aplicado na área de corte, dissipa o calor das aparas, da ferramenta e da peça de trabalho através da condução de calor, convecção e vaporização do fluido de corte, proporcionando assim um efeito de arrefecimento.
2) Lubrificação
O fluido de corte penetra entre as superfícies de contacto da apara, da ferramenta e da peça de trabalho, formando uma película lubrificante na superfície metálica para reduzir o coeficiente de atrito e suprimir a formação de arestas postiças, melhorando assim a qualidade da superfície maquinada e prolongando a vida útil da ferramenta.
3) Limpeza
O fluido de corte lava as aparas finas ou o pó abrasivo produzidos durante o processo de corte, limpando e evitando assim os riscos na superfície maquinada e nas guias da máquina-ferramenta.
4) Prevenção da ferrugem
Ao adicionar aditivos inibidores de ferrugem ao fluido de corte, pode formar-se uma película protetora na superfície metálica, protegendo a máquina-ferramenta, a peça de trabalho e a ferramenta de corte da corrosão provocada pelos meios circundantes.
(2) Seleção dos fluidos de corte
Os fluidos de corte comuns incluem soluções aquosas, emulsões e óleos de corte.
As soluções aquosas são fluidos de corte com água como componente principal e aditivos inibidores de ferrugem adicionados, utilizados principalmente para arrefecimento.
As emulsões são fluidos de corte muito utilizados nos processos de maquinagem. São misturas de óleo e água, com emulsionantes adicionados, tais como ácidos gordos, sabões de sódio e sabões de potássio.
Os óleos de corte fornecem principalmente lubrificação e incluem óleos de sistema de perda total, óleo diesel leve e querosene.
II. A viragem
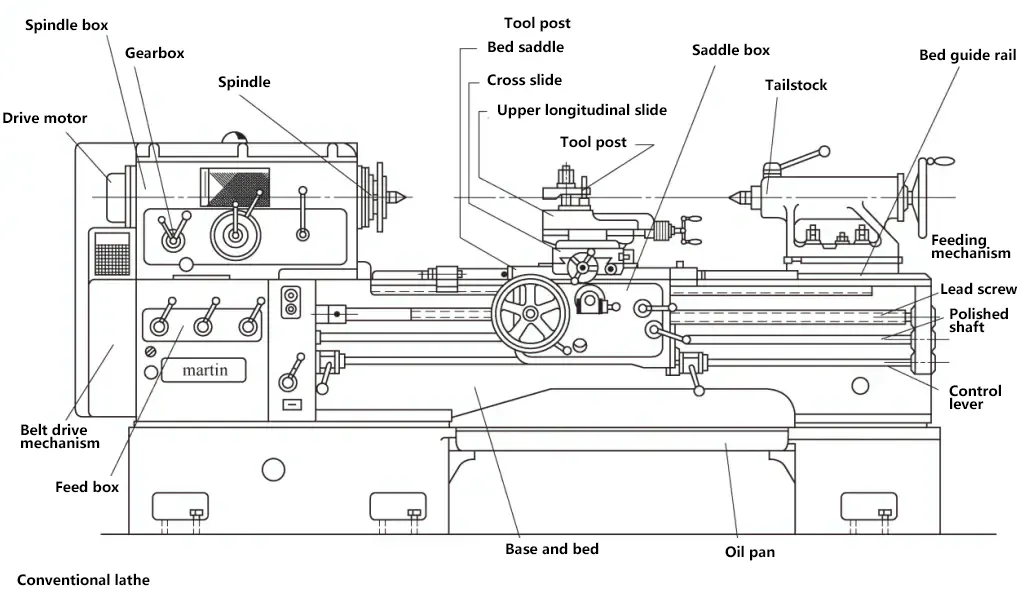
O torno horizontal é uma máquina-ferramenta universal muito utilizada que pode efetuar várias operações de torneamento. Vários tornos especializados são adequados para a produção em massa; alguns são adequados para maquinar peças muito grandes; alguns para maquinar peças muito pequenas; e alguns para maquinação de processos especiais.
1. Fundamentos do torneamento
(1) Visão geral
O torneamento é um método de corte que utiliza a rotação da peça de trabalho e o movimento da ferramenta de corte num torno para maquinar várias superfícies rotativas. As caraterísticas do torneamento incluem a maquinação de peças rotativas, o processamento de materiais metálicos, bem como de materiais não metálicos como a madeira, o plástico, a borracha e o nylon. O torneamento pode atingir uma precisão dimensional de IT6 a IT11 e valores de rugosidade superficial de Ra0,1 a 12,5μm.
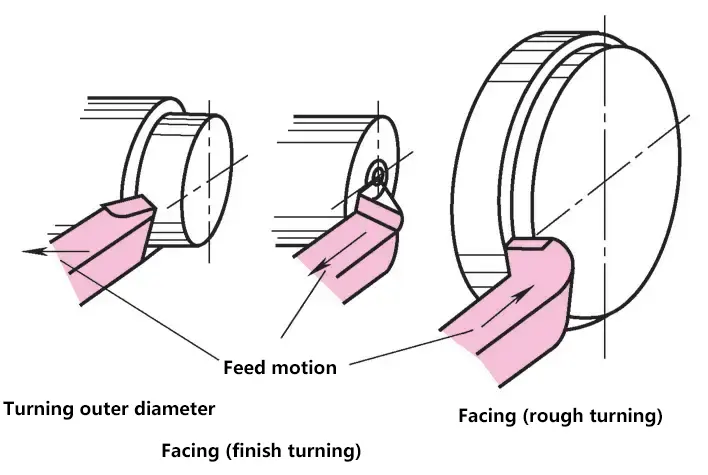
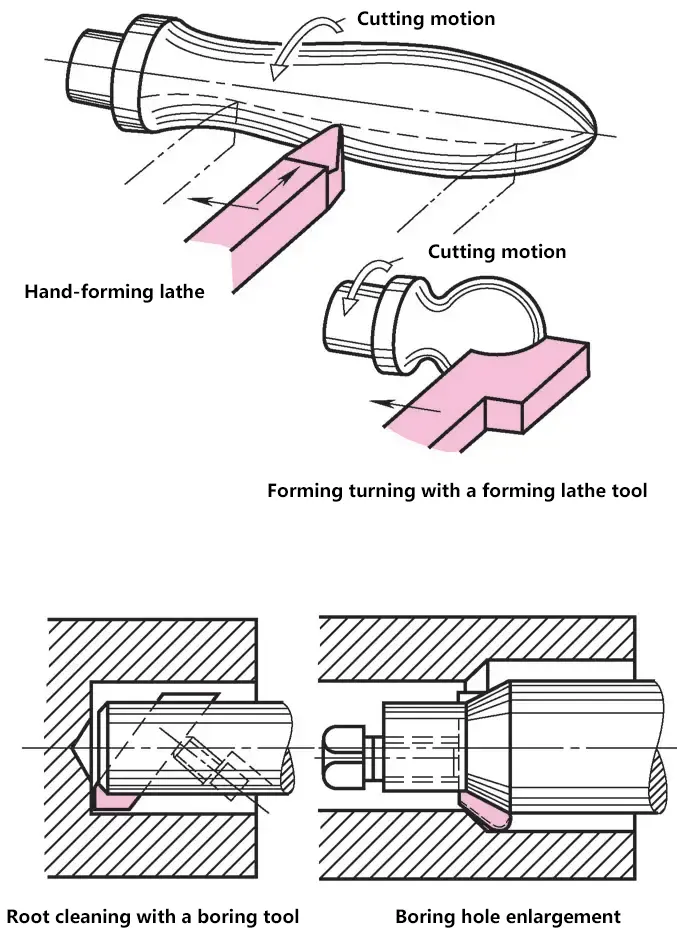
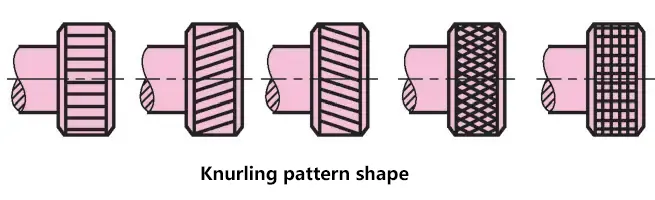
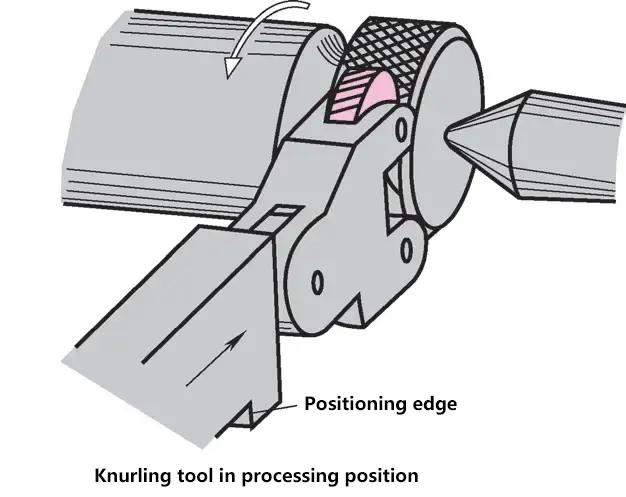
O torneamento tem uma vasta gama de aplicações, incluindo a maquinagem de cilindros externos, perfuração de orifícios centrais, ranhuras, roscagem, faceamento, perfuração, torneamento de cones, serrilha e maquinagem de molas de disco. Com dispositivos de fixação e acessórios adequados, os tornos também podem efetuar o desbaste, polimento, brunimento, brochagem e fresagem de superfícies planas, bem como a maquinação de outras peças especiais e complexas com superfícies cilíndricas internas e externas.
(2) Principais parâmetros de corte
O movimento relativo entre a ferramenta de corte e a peça de trabalho durante o corte de metal é designado por movimento de corte. O movimento de corte divide-se em movimento primário e movimento de avanço. O movimento que remove diretamente a camada que está a ser cortada da peça de trabalho e a transforma em aparas é designado por movimento primário; o movimento que assegura que a camada que está a ser cortada é contínua ou intermitentemente introduzida no processo de corte para maquinar gradualmente toda a superfície da peça de trabalho é designado por movimento de avanço.
Durante o processo de corte, a superfície da peça é dividida em superfície a ser maquinada, superfície de transição e superfície maquinada. As três superfícies no torneamento cilíndrico externo são mostradas na figura.
Para obter a superfície maquinada desejada, melhorar a eficiência da maquinação e reduzir os custos de maquinação, é necessário selecionar os parâmetros de corte adequados, incluindo a velocidade de corte, o avanço e a profundidade de corte.
1) Velocidade de corte vc. A velocidade instantânea de um ponto selecionado da aresta de corte em relação ao movimento primário da peça de trabalho, nomeadamente
vc=πdwn/100
Onde
vc-Velocidade de corte (m/min);
dw-Diâmetro do ponto selecionado na aresta de corte (ou ferramenta) (mm);
n-velocidade do fuso do torno (r/min).
2) Avanço f. Deslocamento da ferramenta em relação à peça no sentido do avanço; no torneamento, o avanço é expresso como o movimento da ferramenta por rotação do fuso do torno (mm/r).
3) Profundidade de corte ap. A profundidade de corte medida na direção perpendicular ao plano de trabalho e passando pelo ponto de base da aresta de corte, a saber
ap=(dw-dm)/2
Onde
ap-Profundidade de corte (mm);
dw-diâmetro da superfície da peça a maquinar (mm);
dm-diâmetro da superfície maquinada da peça (mm).
2. Ferramentas de torneamento
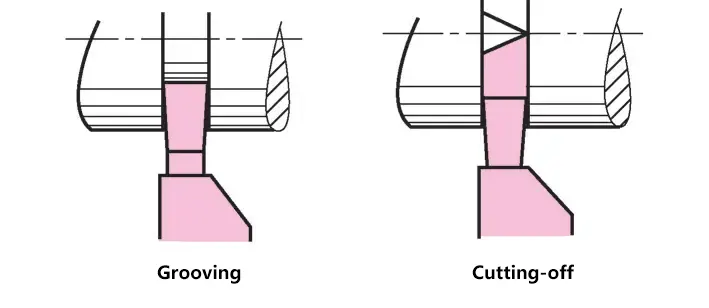
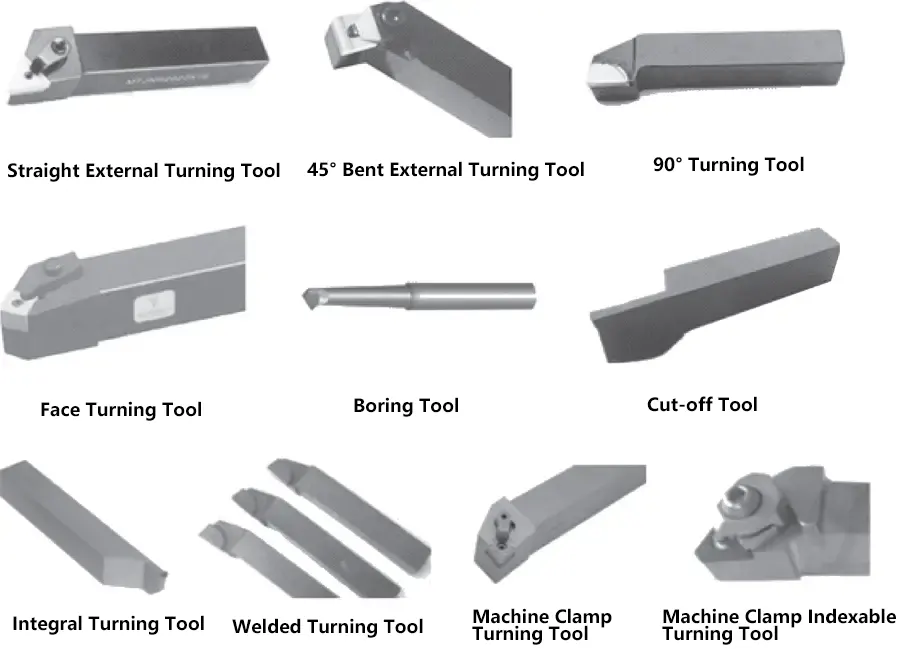
São utilizadas várias ferramentas de torneamento em operações de torneamento, que podem ser classificadas por finalidade em ferramentas de torneamento externas rectas, ferramentas de torneamento externas curvadas a 45°, ferramentas de torneamento a 90°, ferramentas de torneamento de face, ferramentas de perfuração, ferramentas de corte, etc. De acordo com a estrutura, podem ser classificadas como ferramentas de torneamento integradas, ferramentas de torneamento soldadas, ferramentas de torneamento fixadas mecanicamente, ferramentas de torneamento indexáveis fixadas mecanicamente, etc.
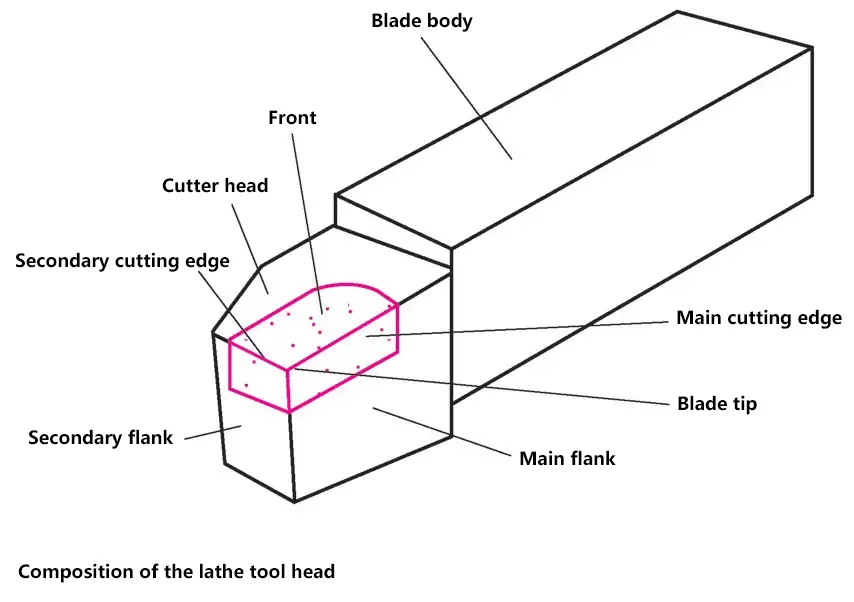
Uma ferramenta de torneamento é composta por uma cabeça de corte que executa a tarefa de corte e uma haste de ferramenta, sendo a parte de corte composta por três faces, duas arestas e uma ponta.
(1) Face de ancinho
A superfície da ferramenta sobre a qual a apara flui.
(2) Flanco principal
A face posterior da ferramenta que intersecta a face de saída para formar a aresta principal de corte.
(3) Flanco secundário
A face posterior da ferramenta que intersecta a face de saída para formar a aresta de corte secundária.
(4) Aresta de corte principal
Nas ferramentas de torneamento, é a linha de intersecção entre a face de inclinação e o flanco principal, que executa a principal tarefa de corte.
(5) Aresta de corte secundária
Para as ferramentas de torneamento, é a linha de intersecção da face de inclinação e do flanco secundário, que participa no trabalho de corte parcial.
(6) Ponta da ferramenta
Uma pequena porção da aresta de corte na junção das arestas de corte principal e secundária. Para aumentar a resistência da ponta da ferramenta, esta é normalmente rectificada num pequeno arco de transição.
3. Fixação da peça de trabalho
A escolha das ferramentas de fixação depende da forma, tamanho, quantidade e requisitos de qualidade da peça de trabalho. A fixação da peça de trabalho deve transmitir movimento de rotação à peça de trabalho e ser capaz de suportar totalmente as forças de reação geradas durante o corte.
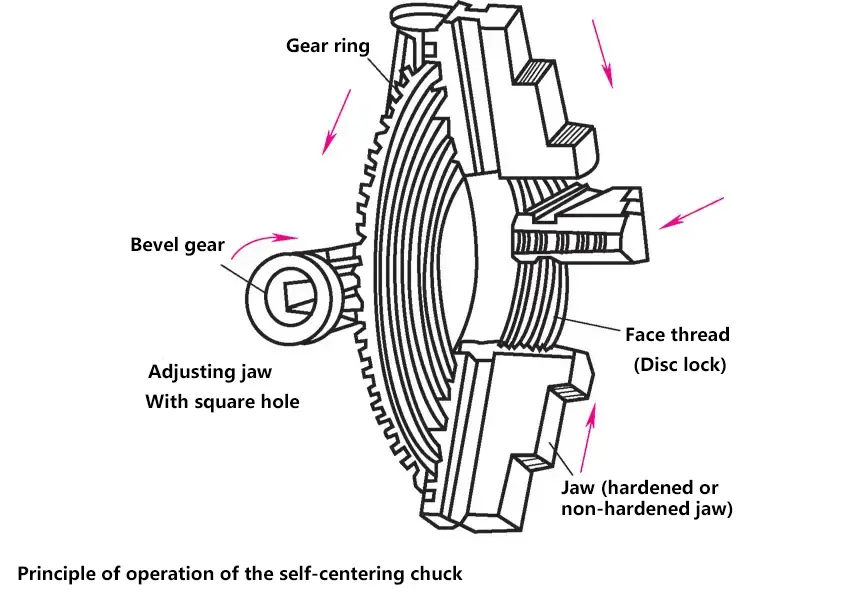
(1) Mandril auto-centrante
Os mandris autocentrantes são utilizados para fixar peças de trabalho com secções transversais circulares, triangulares e hexagonais.
Quando a chave de mandril é rodada para rodar a engrenagem cónica, cria um movimento de aperto dos mordentes, que podem apertar de fora para dentro. Os degraus nos mordentes podem alargar a gama de fixação. Ao fixar barras longas, estas podem ser estendidas para dentro do fuso oco.
(2) Mandril independente
Utilizada para a fixação de peças quadradas e octogonais.
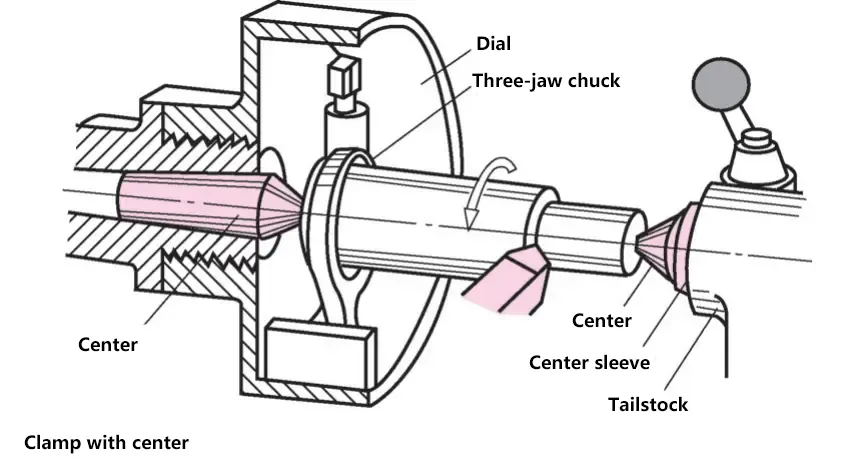
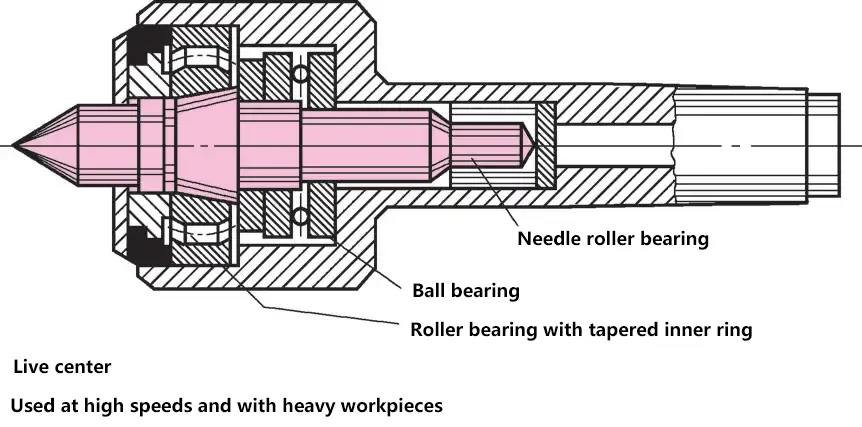
(3) Centros
Se a peça de trabalho for completamente circular e necessitar frequentemente de ser fixada de novo, deve ser fixada entre os centros esquerdo e direito. Uma placa de acionamento e um cão transmitem o movimento de rotação à peça de trabalho. Para reduzir a pressão da superfície de contacto e evitar danificar os centros, estes podem ser fabricados como centros activos.
(4) Repouso constante
Um apoio fixo é utilizado para suportar peças de trabalho longas para evitar a deflexão e a deformação durante a maquinagem. Também é utilizado quando se maquina a face final de peças longas. O apoio fixo é fixado na guia deslizante da base do torno. A boa circularidade da peça de trabalho é uma condição para a utilização de mordentes de apoio. Para evitar o encravamento entre os mordentes de apoio e a peça de trabalho, os mordentes devem ser feitos de aço endurecido, bronze, carboneto ou inserções de plástico.
(5) Mandril
Um mandril é utilizado quando é necessária uma elevada concentricidade entre o furo e o diâmetro exterior da peça de trabalho.
(6) Mandril fixo
O diâmetro é o mesmo que o diâmetro do furo da peça de trabalho. O mandril tem um cone muito pequeno de 1:400 após o endurecimento e a retificação, pelo que pode gerar uma grande força de aperto.
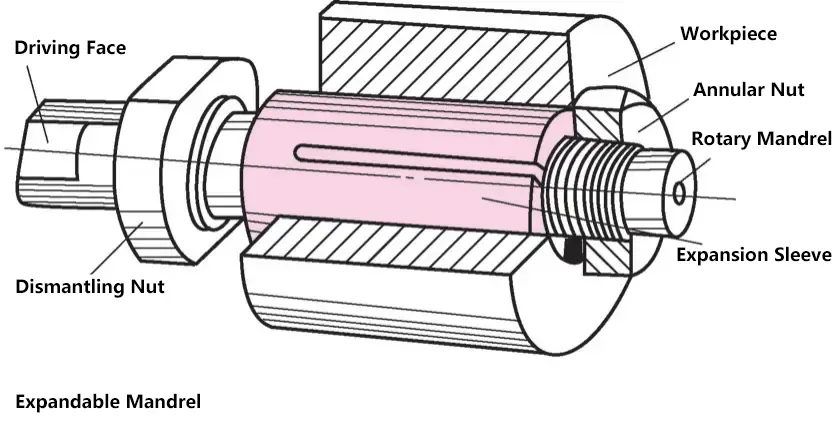
(7) Mandril de expansão
Uma manga de aperto cilíndrica com uma superfície interior cónica e três ranhuras laterais é montada num mandril rotativo cónico através de uma porca de anel. A manga de aperto expande-se, fixando o furo interior da peça de trabalho de dentro para fora. O mandril em expansão é fixado entre centros em ambas as extremidades.
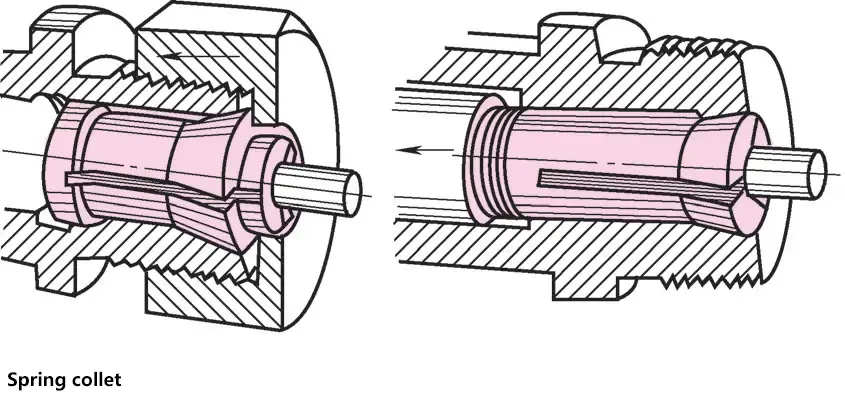
(8) Mandril de pinça
Utilizado para fixar peças de trabalho cilíndricas curtas e de pequeno diâmetro. A fixação é rápida, precisa e segura.
A parte frontal da pinça tem um cone invertido e três ranhuras. Pode ser pressionada no furo cónico do fuso utilizando uma porca exterior ou puxada para o furo cónico do fuso utilizando uma alavanca de aperto que passa através do fuso oco. No entanto, apenas peças cilíndricas polidas, rebarbadas e de tamanho correto, fixadas no seu interior, podem garantir a ausência de excentricidade radial.
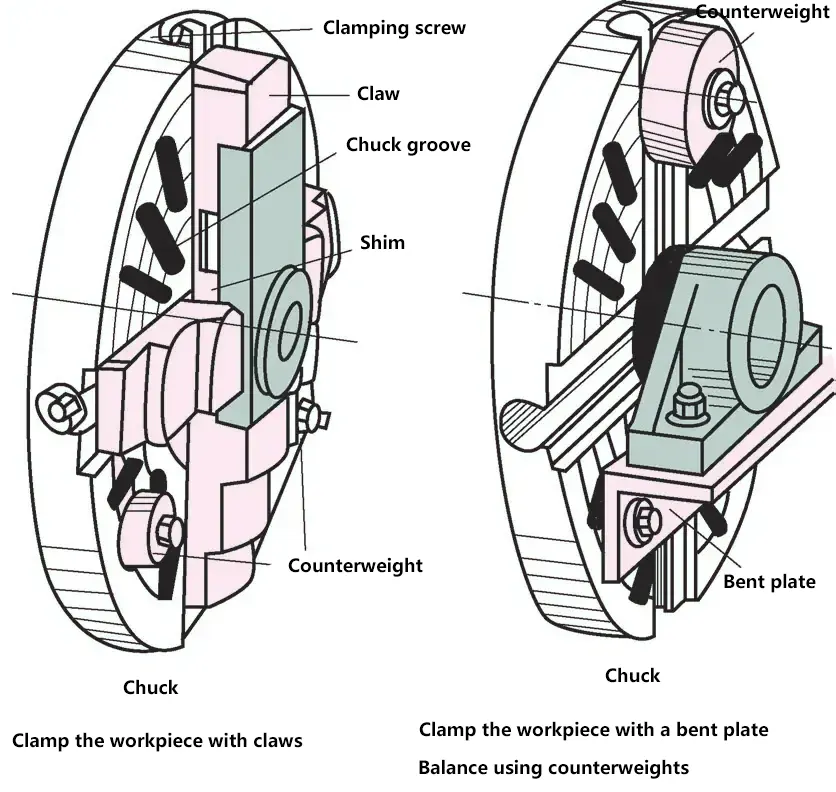
(9) Prato frontal
As placas frontais são utilizadas para fixar peças de trabalho de grande diâmetro ou com formas assimétricas. O prato frontal tem quatro mordentes ajustáveis de forma independente. Os mordentes podem ser rodados 180°, servindo tanto como mordentes internos como externos.
Ao fixar uma peça de trabalho, primeiro alinhe-a visualmente e, em seguida, utilize um mostrador de marcação para centrar a peça de trabalho. Se for necessária uma maior precisão de maquinação, utilize um relógio comparador para centrar a peça de trabalho. Como a placa frontal tem várias ranhuras radiais, também podem ser utilizados parafusos, grampos ou placas dobradas para fixar a peça de trabalho.
III. Moagem
1. Roda de moagem
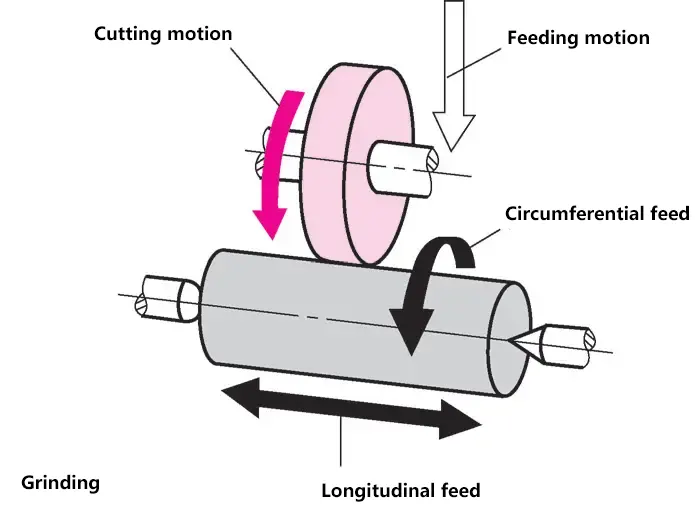
Uma mó é composta por grãos abrasivos e material de ligação, com uma forma específica. Quando a mó roda a alta velocidade, os grãos abrasivos entram em contacto com a peça de trabalho para efetuar o corte.
Os grãos abrasivos baços fracturam e formam novos grãos afiados (arestas de corte) nas superfícies fracturadas.
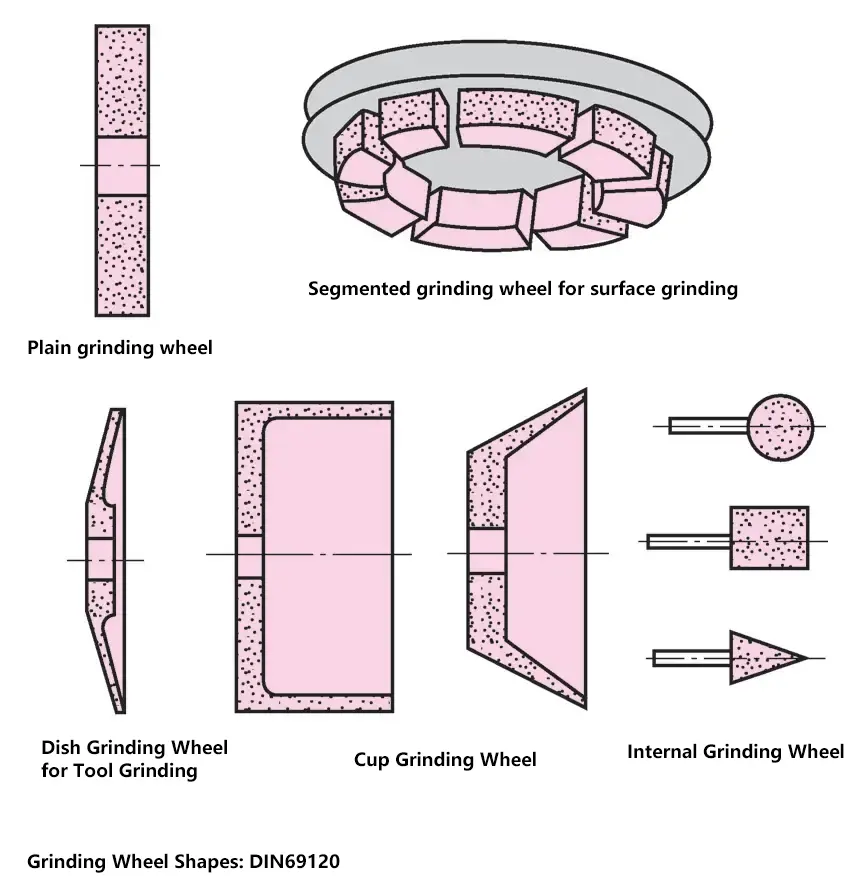
As mós têm principalmente formas planas, côncavas de um lado, cilíndricas, em forma de taça, em forma de prato e de bisel duplo para se adaptarem a superfícies de retificação de diferentes formas e tamanhos.
(1) Estrutura da mó
Uma mó é constituída por abrasivo (o material que forma os grãos abrasivos na mó), granulometria (aspereza dos grãos abrasivos), (força de ligação), estrutura (porosidade da mó) e agente de ligação (o material que une os grãos abrasivos).
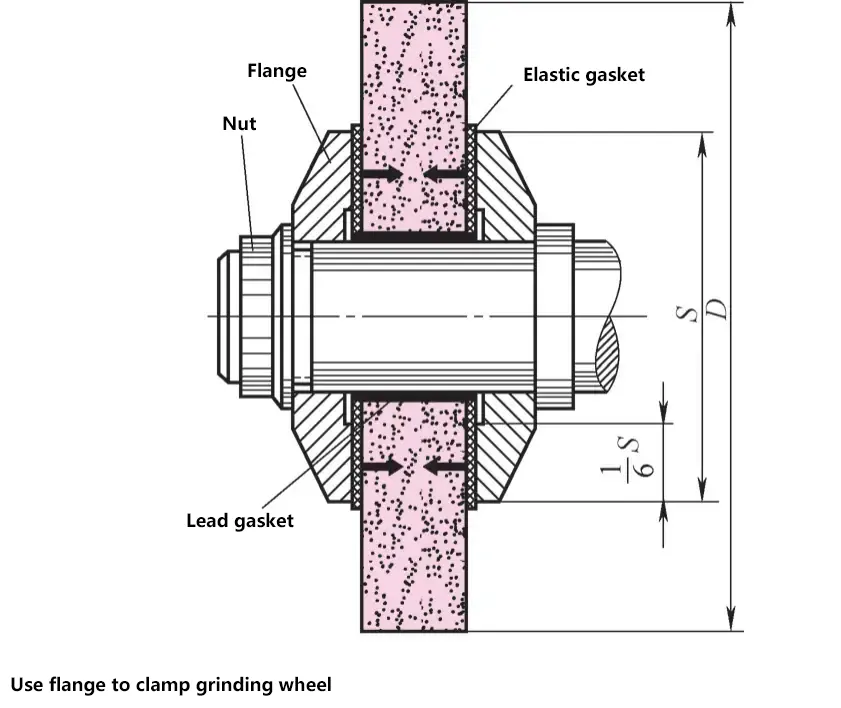
(2) Montagem da mó
Antes de instalar a mó, é necessário suspendê-la e submetê-la a um controlo de som (uma ligeira pancada na mó deve produzir um som claro sem ruídos estranhos). Em seguida, é fixada com flanges de ferro fundido cinzento, aço ou materiais semelhantes. De seguida, é instalada uma proteção feita de materiais resistentes (aço, aço fundido, etc.). Devido à elevada velocidade de rotação, a mó instalada deve ser submetida a controlos e ajustes de equilíbrio estático e dinâmico.
2. Processo de moagem
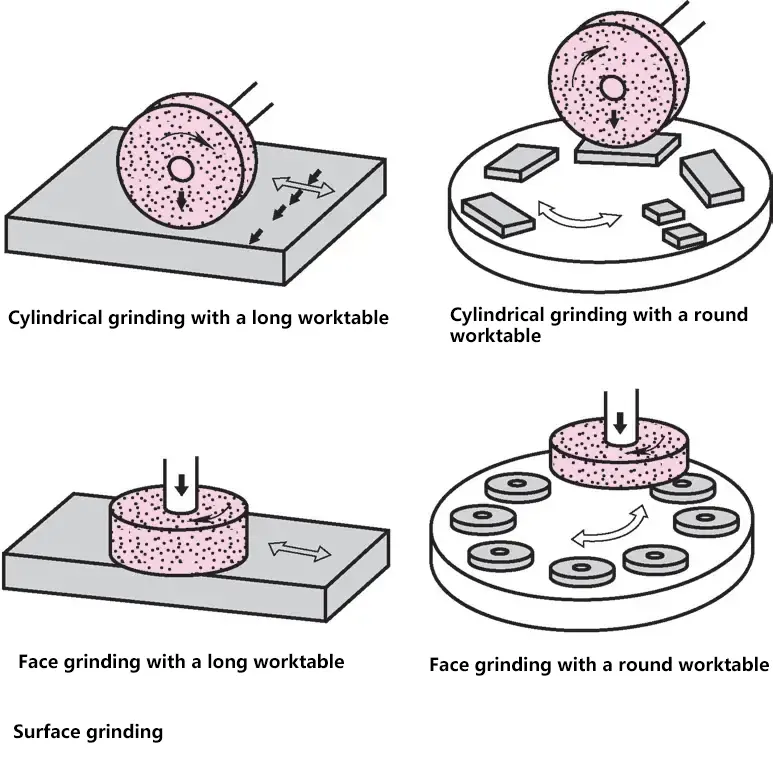
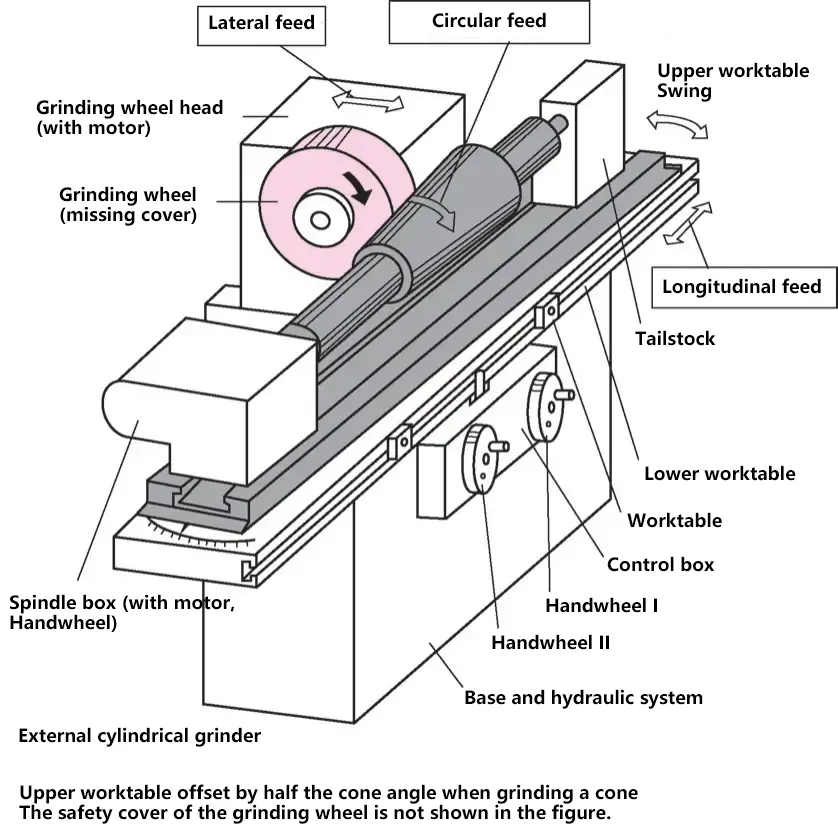
(1) Retificação de superfícies
Com base na posição do eixo da mó, a retificação de superfícies divide-se em retificação periférica (eixo da mó horizontal) e retificação de superfícies (eixo da mó vertical). As máquinas de retificação têm uma mesa de trabalho longa que se move para a frente e para trás ou uma mesa de trabalho circular que roda.
A moagem pode ser dividida em três fases:
1) Retificação em bruto.
Grande remoção de material, melhorando a forma da peça de trabalho, removendo marcas de maquinagem. Tamanho do grão da roda F40 a F60, profundidade de corte 0,010 a 0,030mm.
2) Retificação semi-acabada.
Melhorando a qualidade da superfície, a precisão dimensional pode atingir IT5. Tamanho do grão da roda F80 a F100, profundidade de corte 0,005 a 0,015 mm.
3) Retificação de acabamento.
Melhorando ainda mais a qualidade da superfície, a precisão dimensional pode atingir IT3 a IT4. Tamanho do grão da roda F220 a F320, profundidade de corte 0,001 a 0,008 mm.
A tolerância de retificação é entre 0,1 e 0,6 mm, dependendo do tamanho da peça.
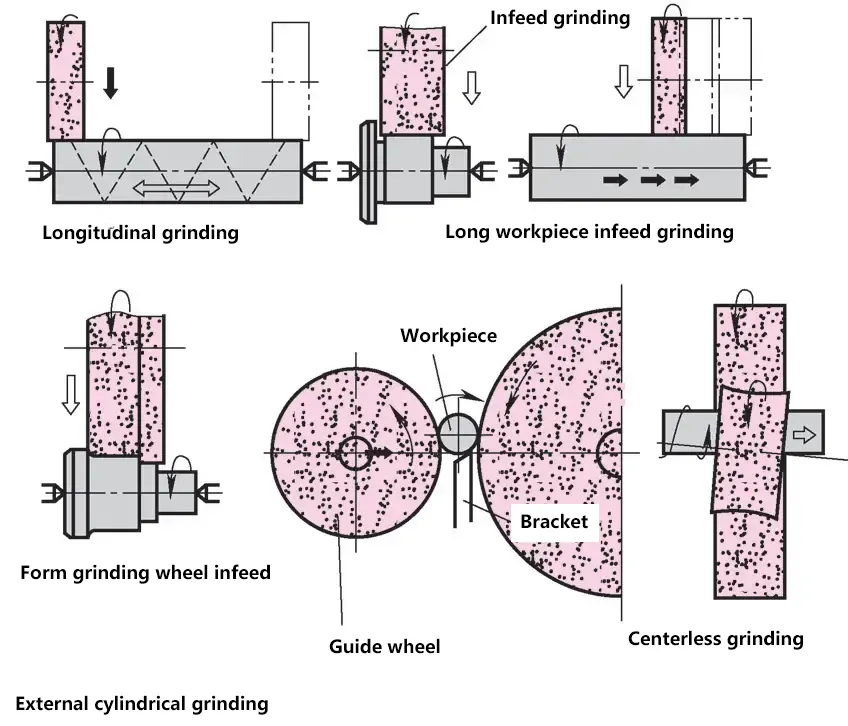
(2) Retificação cilíndrica
A peça roda a uma velocidade baixa. Este movimento é o movimento de avanço e pode ser na mesma direção da rotação da mó ou oposta a ela. Com base no movimento auxiliar, pode ser classificado como:
Retificação transversal. A peça roda e desloca-se axialmente.
Retificação por imersão. A mó desloca-se radialmente em direção à peça.
Retificação por imersão de peças longas. Após cada mergulho, a peça de trabalho desloca-se axialmente menos do que a largura da mó.
Retificação por imersão com uma mó formada. Neste tipo de retificação, a diferença de diâmetros não deve ser demasiado grande.
Retificação sem centros. A peça é colocada entre a mó e uma roda de regulação sem ser fixada. A mó rectifica a peça a uma velocidade relativamente elevada.
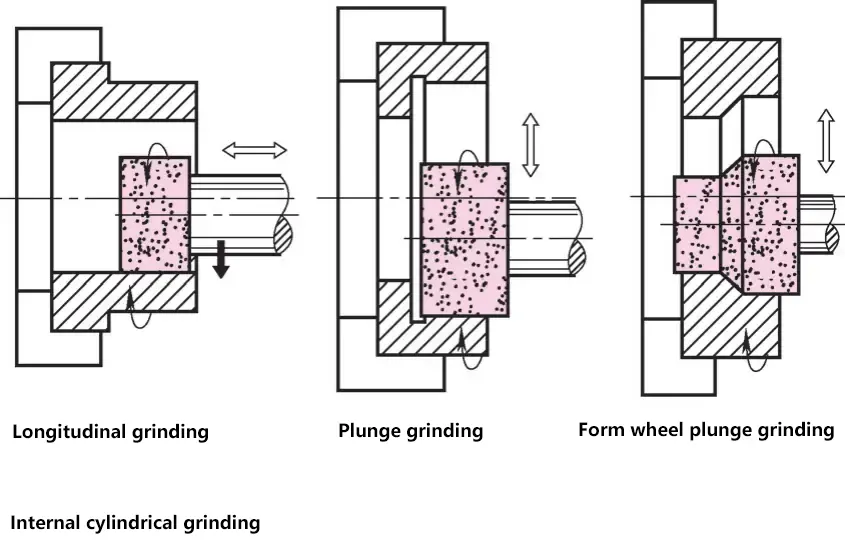
(3) Retificação interna
A retificação de furos é geralmente feita com recurso à retificação transversal e à retificação por imersão. Para garantir que a área de contacto entre a mó e a peça de trabalho não é demasiado grande, o diâmetro máximo da mó não deve exceder 2/3 do diâmetro do furo. Os desafios na retificação interna são o aumento da temperatura e as más condições de remoção de aparas.
3. Máquinas de retificação
As rectificadoras são máquinas-ferramentas de alta precisão. As peças processadas pelas rectificadoras devem ter uma elevada precisão geométrica, precisão dimensional e qualidade de superfície.
As retificadoras comuns incluem principalmente retificadoras de superfície, retificadoras universais de ferramentas, retificadoras cilíndricas, retificadoras sem centro, etc.
IV. Fresagem
1. Noções básicas de fresagem
(1) Visão geral
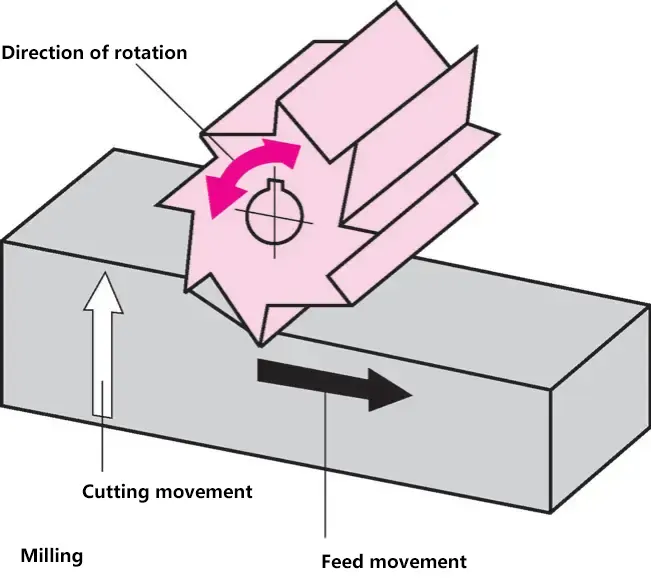
A fresagem é atualmente um dos métodos de corte de metal mais utilizados. Refere-se ao processo de remoção de metal da superfície da peça de trabalho através da ação combinada da fresa rotativa e do movimento de avanço da peça de trabalho em relação à fresa.
Caraterísticas da fresagem: Utiliza fresas de várias arestas para o corte, oferecendo uma elevada eficiência e uma vasta gama de processamento, capaz de maquinar várias peças de formas complexas; proporciona uma precisão de maquinação relativamente elevada, atingindo IT7 a IT9, com valores de rugosidade superficial de Ra1,6 a 12,5μm.
(2) Operações de fresagem
O trabalho de corte envolve o contacto entre a fresa e a peça de trabalho, produzindo o processo de maquinagem e a superfície maquinada.
Os trabalhos auxiliares incluem os trabalhos preparatórios antes da maquinagem (instalação de ferramentas e peças, regulação dos parâmetros da máquina, etc.) e os trabalhos auxiliares após a maquinagem (paragem da máquina, retração da ferramenta, remoção do produto acabado, etc.).
1) Movimento de corte.
Durante o processo de corte, o movimento relativo entre a ferramenta e a peça de trabalho necessário para formar a superfície maquinada divide-se em movimento primário e movimento de avanço. O movimento primário é o movimento que forma a velocidade de corte da máquina ou consome a energia principal, que é a rotação da fresa. O movimento de alimentação é o movimento que alimenta continuamente o material da peça a cortar para formar a camada de corte, que inclui o movimento e a rotação da peça, e o movimento da fresa, etc.
2) Movimento auxiliar.
Movimentos necessários para completar o trabalho auxiliar durante a maquinagem, tais como a aproximação rápida da mesa de fresagem à peça de trabalho e o seu rápido regresso após a conclusão do corte.
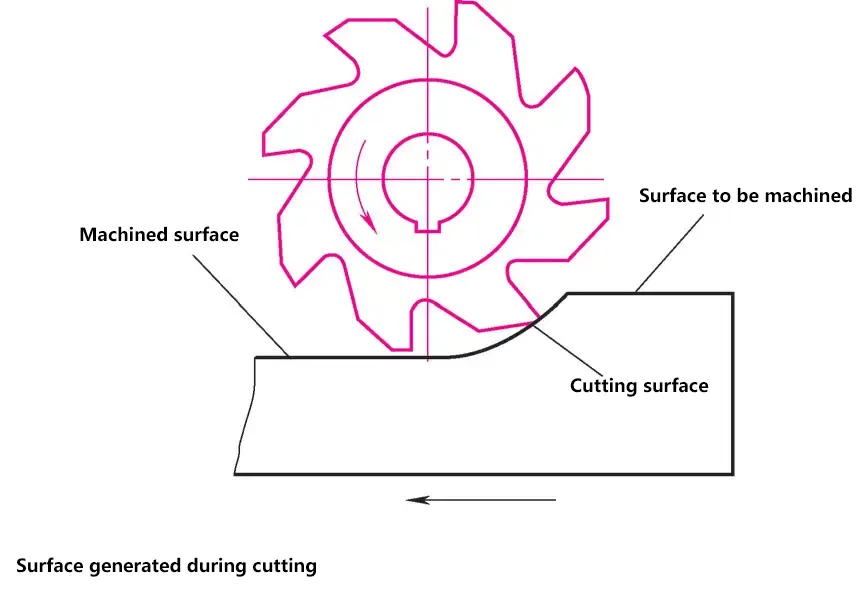
3) Superfícies produzidas durante o corte.
As superfícies produzidas durante o corte são classificadas em três tipos: a superfície a ser maquinada, a superfície maquinada e a superfície de corte.
(3) Parâmetros de fresagem
O processo de remoção de aparas pela fresa durante o movimento de corte envolve muitos elementos, sendo os parâmetros básicos os seguintes
1) Velocidade de fresagem.
A distância percorrida em 1 minuto pelo ponto mais afastado do centro na fresa.
2) Taxa de alimentação.
No processo de fresagem, a distância a que a peça de trabalho se desloca relativamente à fresa. Inclui velocidade de avanço, avanço por rotação e avanço por dente.
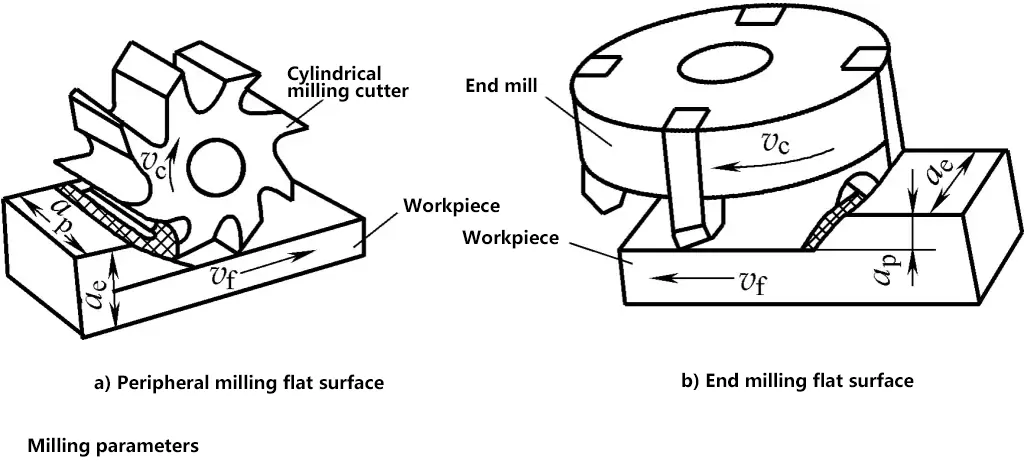
3) Profundidade de corte axial.
(Corresponde à profundidade de fresagem para as fresas de facear, oposta para as fresas cilíndricas) A profundidade de corte medida na direção perpendicular ao plano da peça e passando pelo ponto de base da aresta de corte, é a profundidade de penetração da ferramenta na peça medida ao longo do eixo da fresa.
4) Profundidade de corte radial.
(Corresponde à largura de fresagem para as fresas de facejamento, oposta para as fresas cilíndricas) A profundidade de corte medida na direção paralela ao plano da peça e perpendicular à direção de avanço no ponto de base da aresta de corte, é a dimensão da parte da peça a cortar medida perpendicularmente ao eixo da fresa.
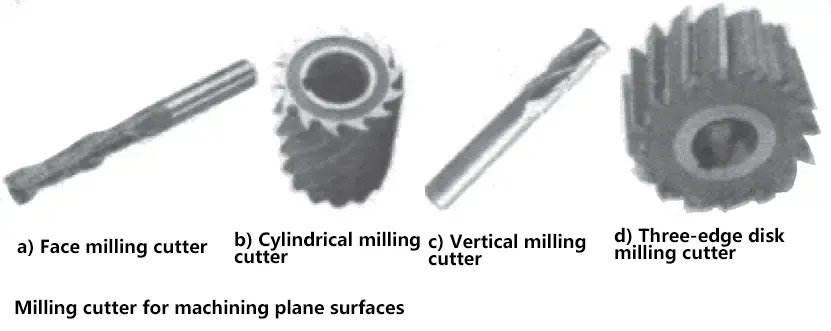
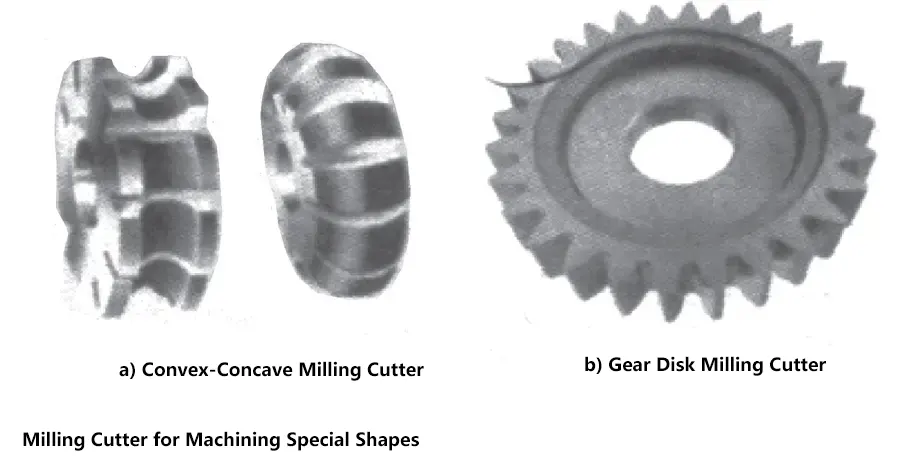
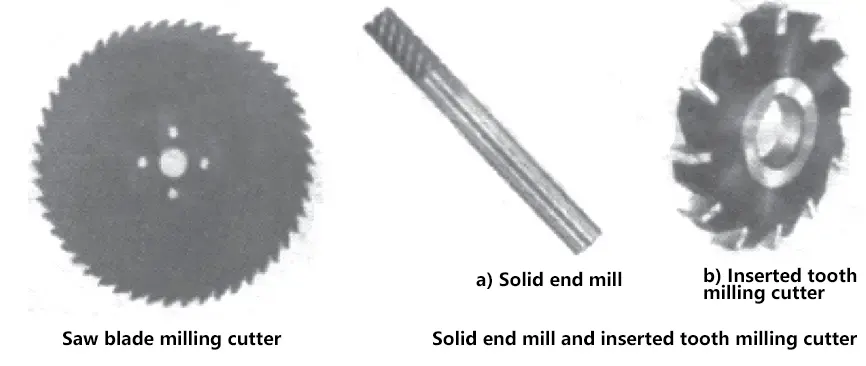
2. Classificação das fresas
Existem muitos tipos de fresas. Por objetivo, podem ser divididas em fresas para maquinação de superfícies planas, ranhuras em ângulo reto, ranhuras com formas especiais e superfícies com formas especiais. Por forma, podem ser divididas em fresas de dentes sólidos e inseridos.
3. Métodos básicos de fresagem
A fresagem é um método importante de processamento de materiais metálicos, que pode ser utilizado para maquinar superfícies planas, superfícies inclinadas, superfícies com formas especiais, ranhuras e formas de dentes.
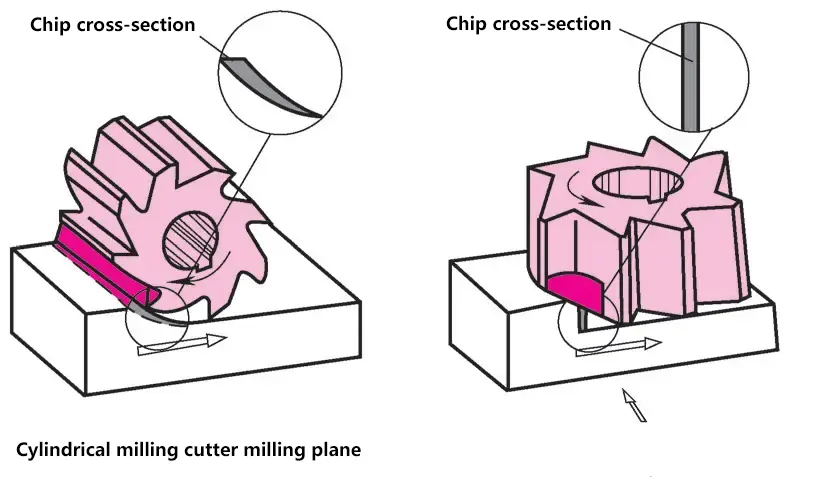
(1) Fresagem de superfícies planas
Existem principalmente dois métodos para fresar superfícies planas em peças de trabalho: fresagem periférica e fresagem de face.
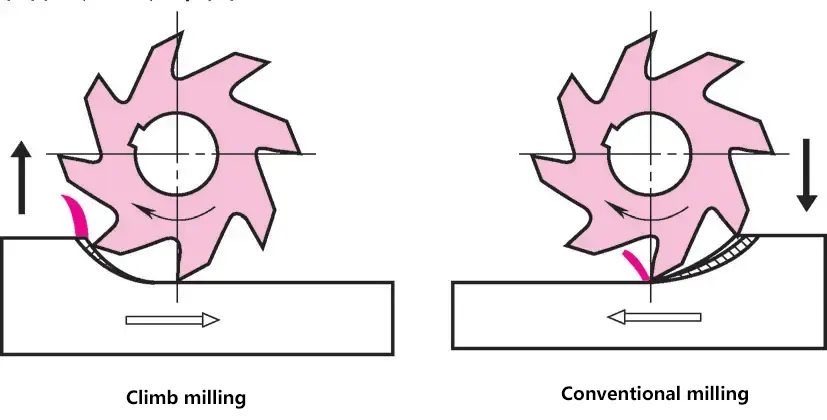
A fresagem periférica utiliza arestas de corte distribuídas na superfície cilíndrica da fresa para formar uma superfície plana. Inclui a fresagem ascendente e a fresagem descendente. A fresagem periférica é efectuada principalmente em máquinas de fresagem horizontais e a superfície fresada é paralela à superfície da mesa de trabalho.
Os princípios para escolher entre fresagem ascendente e descendente são: elevada precisão da máquina e boa rigidez, a fresagem ascendente é adequada para maquinação fina; a fresagem ascendente é utilizada para maquinação fina de cantos internos de peças; fresagem descendente para maquinação em bruto, fresagem ascendente para maquinação fina.
A fresagem em face utiliza as arestas de corte na face final da fresa para formar uma superfície plana. A fresagem em face pode ser efectuada em máquinas de fresagem horizontais e a superfície fresada é perpendicular à superfície da mesa de trabalho.
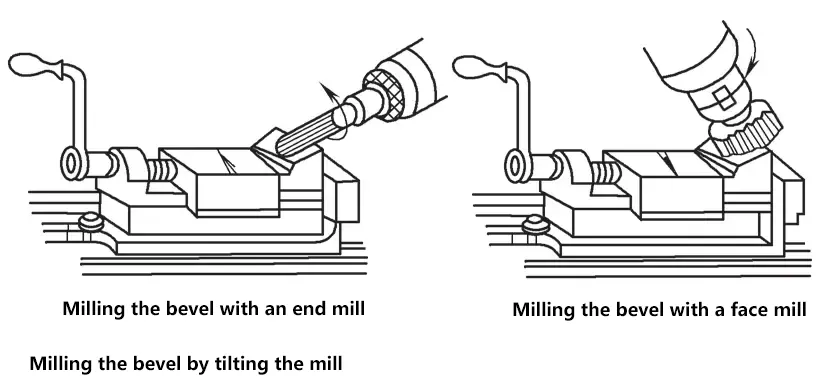
(2) Fresagem de superfícies inclinadas
Uma superfície inclinada refere-se a um plano na peça de trabalho que é inclinado em relação ao plano de referência, ou seja, um plano que intersecta o plano de referência no ângulo necessário. Existem três métodos para fresar superfícies inclinadas: inclinar a peça de trabalho, inclinar a fresa e utilizar uma fresa angular.
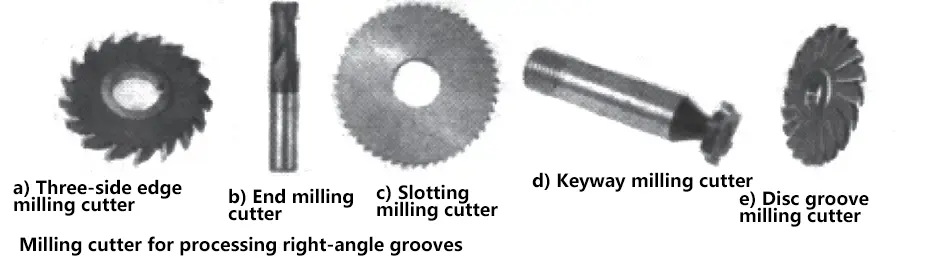
(3) Fresagem de ranhuras
Existem muitos métodos para a maquinação de ranhuras em máquinas de fresar. Os mais utilizados incluem ranhuras em ângulo reto, ranhuras em forma de V, ranhuras em cauda de andorinha, ranhuras em forma de T e vários rasgos de chaveta. Além disso, as estrias, engrenagens e embraiagens dentadas também podem ser maquinadas por fresagem, mas os requisitos para as fresas são relativamente rigorosos.
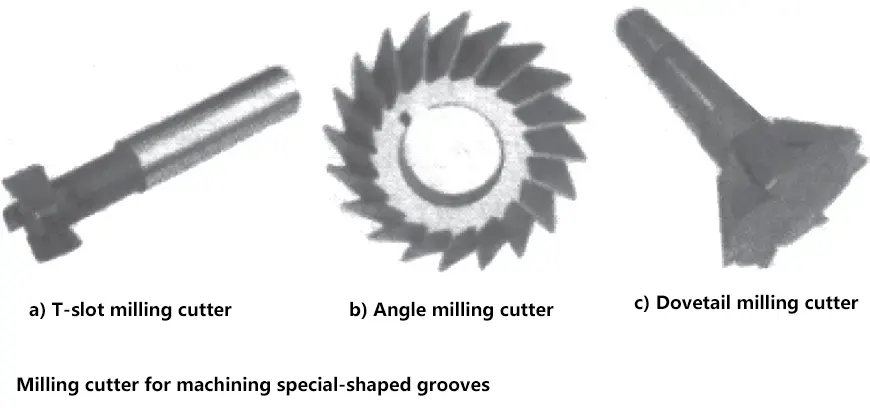
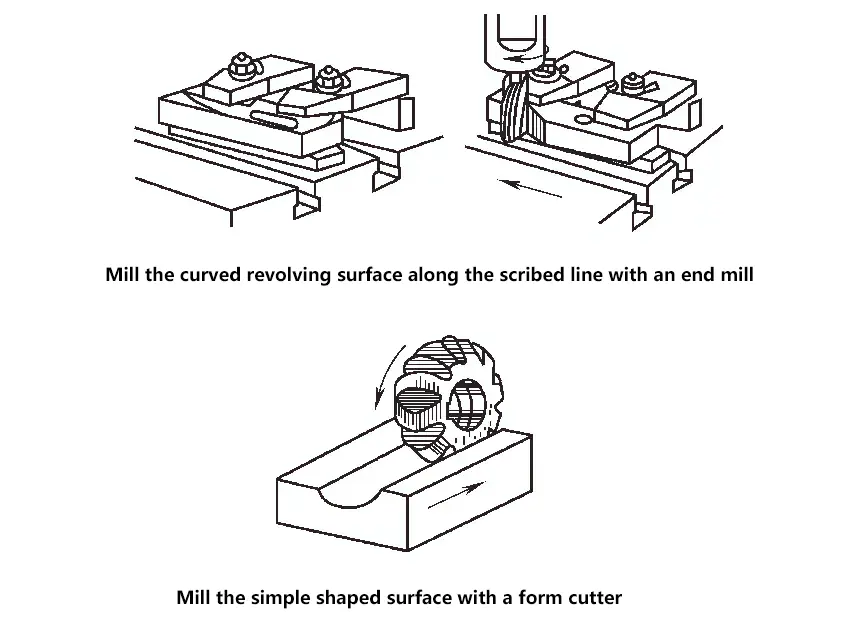
(4) Fresagem de superfícies com formas especiais
Uma superfície cuja forma é uma curva não circular numa ou mais direcções da secção transversal é designada por superfície de forma especial. Uma superfície de forma especial cuja forma é uma curva não circular em apenas uma direção da secção transversal é designada por superfície de forma especial simples. Quando a geratriz é curta, chama-se uma superfície curva rotacional, como o perfil de trabalho de uma came. Quando a geratriz é longa, chama-se uma superfície formada.
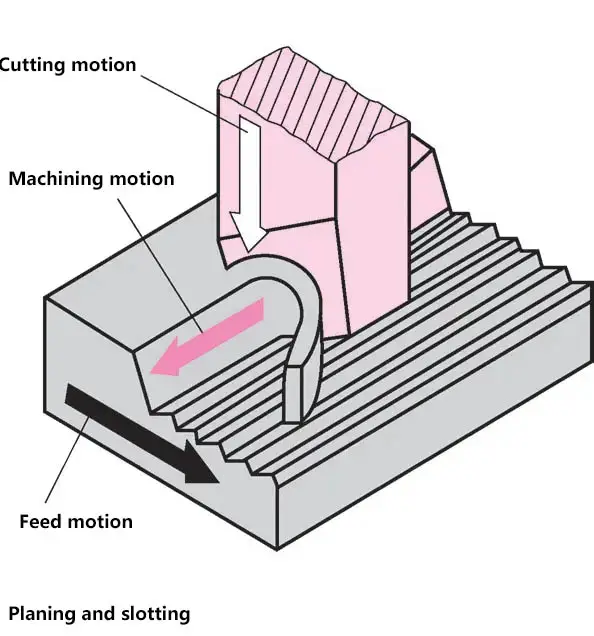
V. Aplainamento e modelação
As plainas e os modeladores são utilizados para maquinar superfícies planas e curvas.
1. Processo e ferramentas de maquinagem
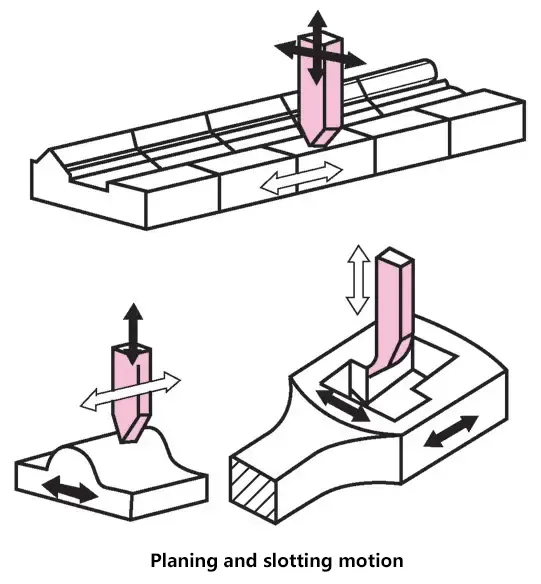
(1) Aplainamento
O movimento principal é completado pela mesa de trabalho, enquanto a ferramenta efectua os movimentos de avanço e profundidade de corte. O processo de aplainamento é adequado para a maquinação de superfícies longas e estreitas. Quando as condições o permitem, podem ser fixadas várias peças de trabalho na mesa de trabalho.
Em comparação com a fresagem, as vantagens do aplainamento são a menor deformação térmica da peça de trabalho, a maior precisão de maquinação e o menor custo da ferramenta; as desvantagens são o maior tempo de processamento e o maior consumo de energia para o movimento principal.
(2) Modelação
O movimento principal é efectuado pela ferramenta, enquanto a peça de trabalho executa o movimento de avanço. O processo de conformação é adequado para a maquinagem de superfícies curtas e para a produção de peças únicas. A modelação horizontal (modelação com cabeça de touro) é utilizada principalmente para a maquinação de superfícies exteriores modeladas, enquanto a modelação vertical é utilizada principalmente para a maquinação de superfícies interiores modeladas.
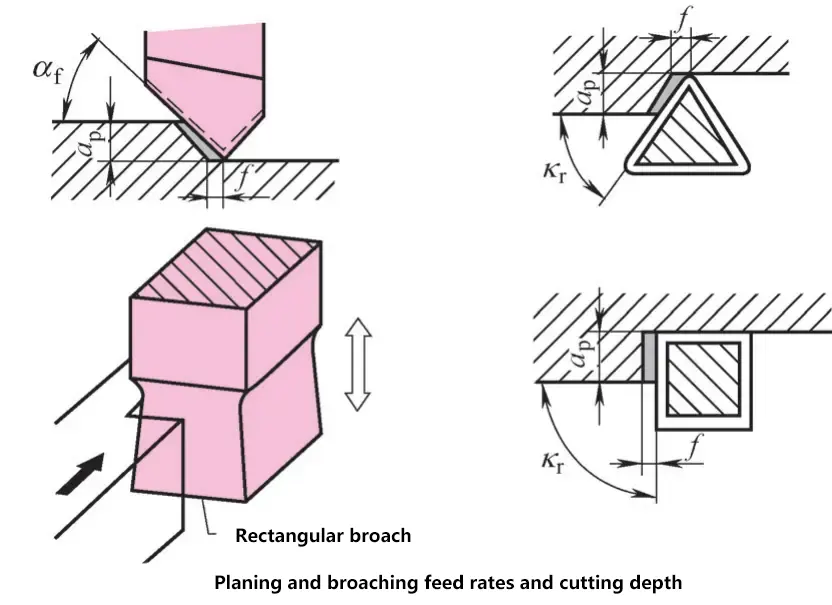
(3) Avanço f e profundidade axial de corte ap
Ao fazer a transição do curso de retorno para o curso de trabalho, como no torneamento, a velocidade de avanço deve ser pequena e a profundidade axial de corte deve ser grande no aplainamento e na modelação. O ângulo de entrada kr deve ser de 45°. Na modelação vertical, como o movimento da mesa de trabalho é paralelo ou perpendicular à aresta de corte, o ângulo de entrada é de 90°.
(4) Ferramentas de aplainar e modelar
Tal como as ferramentas de torneamento, podem ser equipadas com pastilhas de metal duro. A modelação vertical requer ferramentas especializadas.
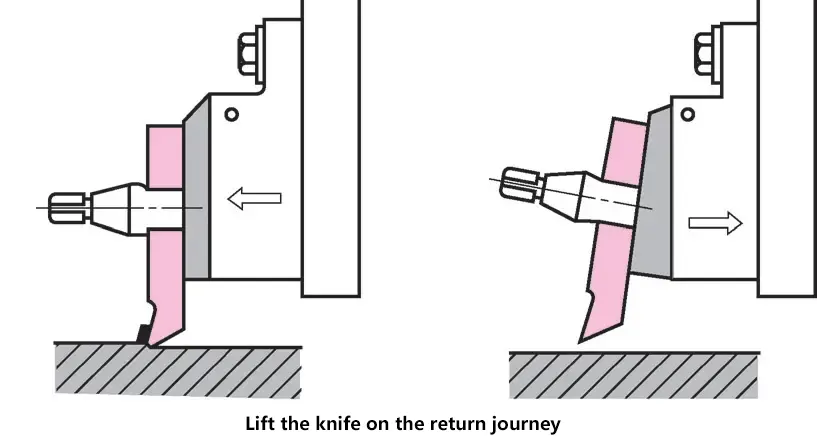
(5) Levantamento da ferramenta no curso de retorno
Para evitar que a aresta de corte roce na peça de trabalho durante o curso de retorno, a ferramenta deve ser levantada da peça de trabalho quando a mesa de trabalho regressa. A máquina está equipada com um dispositivo automático de elevação da ferramenta.
Antes de iniciar o trabalho, verifique se a ferramenta regressou corretamente à posição de trabalho; caso contrário, podem ocorrer perigos como a quebra da ferramenta, a quebra da peça de trabalho e acidentes pessoais.
(6) Velocidade de corte
A velocidade de corte depende dos materiais da peça e da ferramenta e da dimensão do avanço. Na modelação, a velocidade de corte e o número de cursos são estimados pelo operador. Ao aplainar peças longas, devido ao longo tempo de processamento, a velocidade de corte e o número de cursos alternativos devem ser calculados com precisão.
Geralmente calculado através da fórmula
Número de cursos recíprocos = Velocidade de corte / (2 × Comprimento do curso)
2. Plainas e shapers
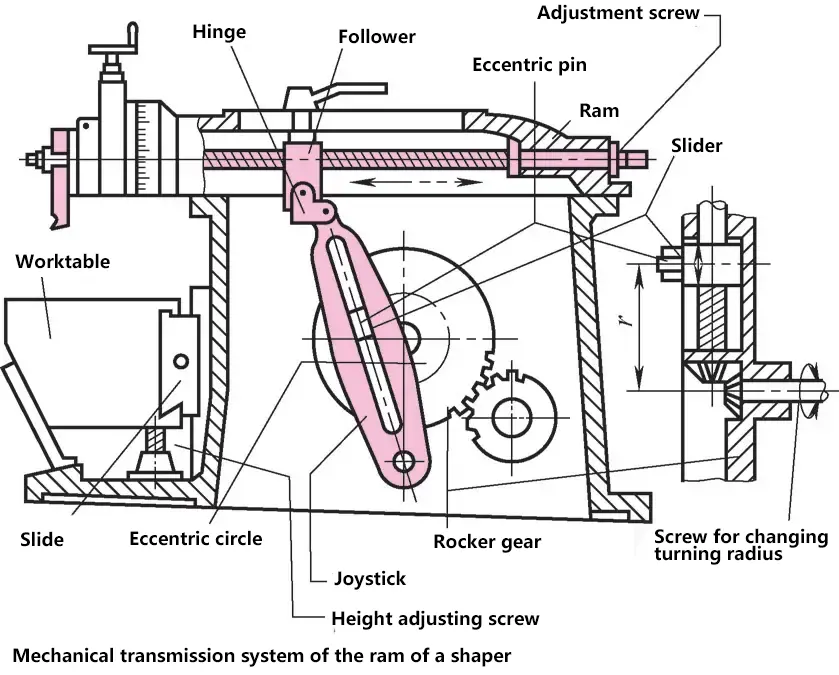
(1) Estrutura de um modelador de cabeça de touro
O aríete de uma máquina de moldar cabeças de touro utiliza uma transmissão mecânica (mecanismo de manivela-rocker) ou hidráulica.
Uma modeladora de cabeça de touro é constituída principalmente por uma cama, um cilindro, uma travessa da mesa de trabalho, uma mesa de trabalho, uma caixa de velocidades de movimento principal e um mecanismo de alimentação.
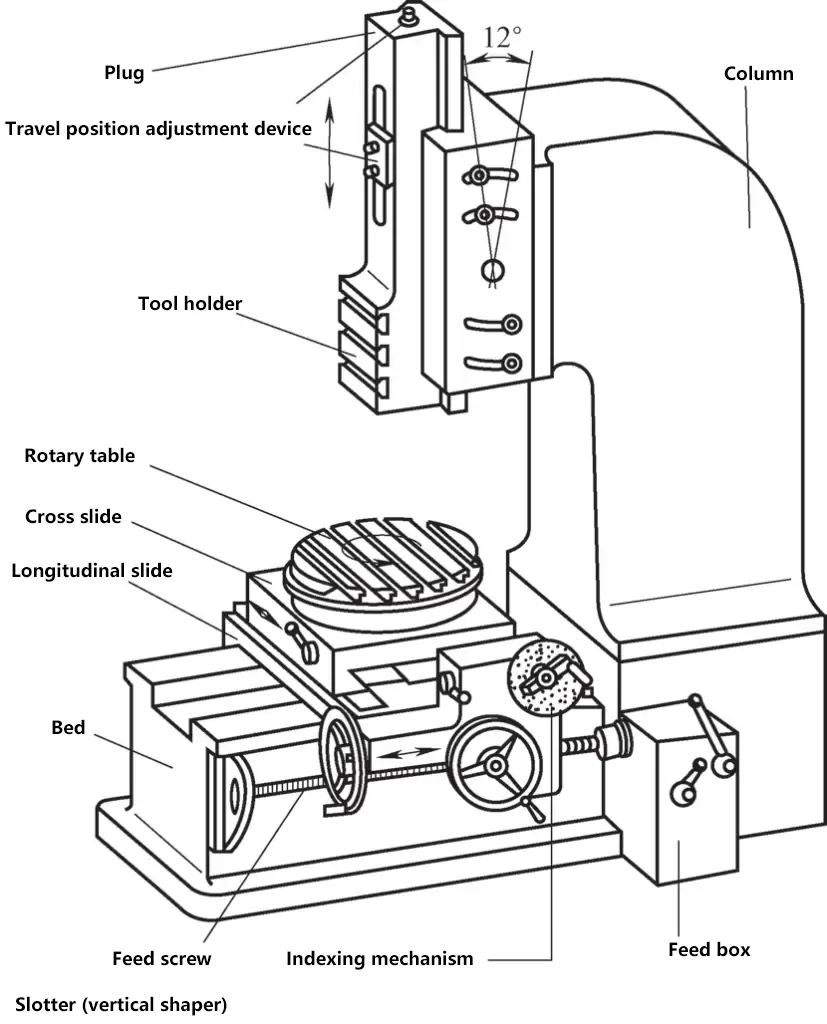
(2) Estrutura de um shaper
O movimento principal de um shaper é o movimento linear vertical, efectuado pela ferramenta.
Os shapers são adequados para maquinar superfícies planas internas ou superfícies curvas internas na produção de uma peça única. Uma shaper é constituída principalmente por uma coluna, uma base, um cilindro, uma mesa de trabalho, um sistema de acionamento do cilindro e um mecanismo de alimentação.
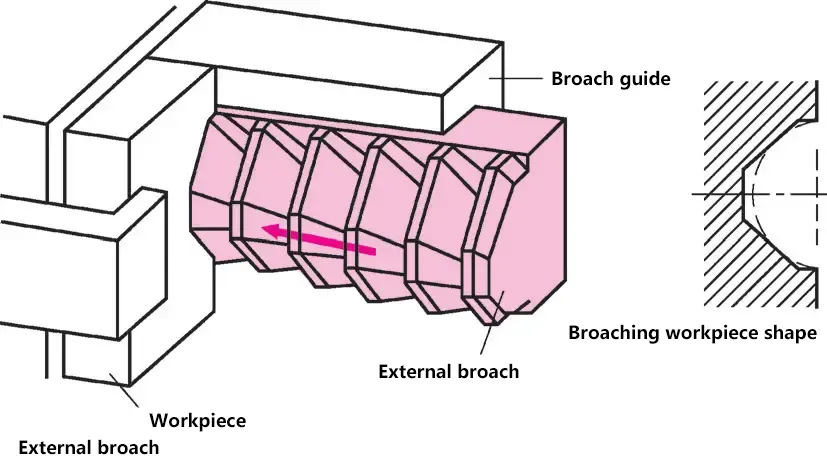
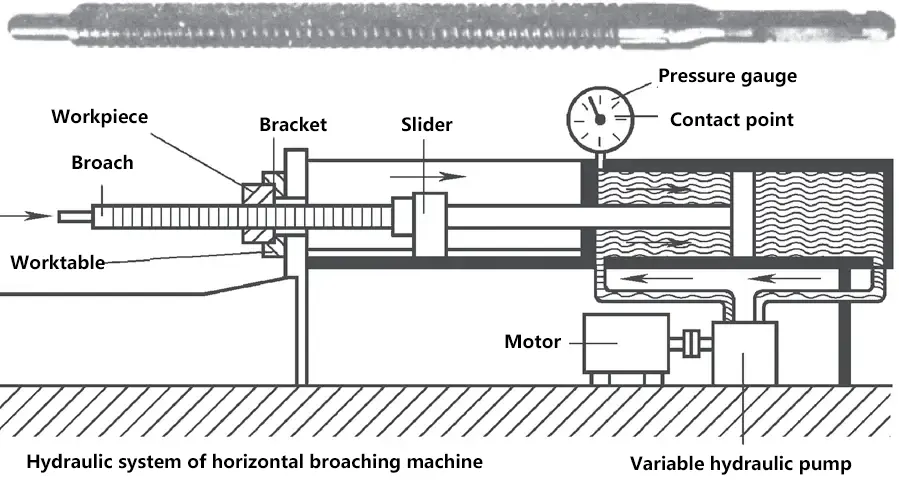
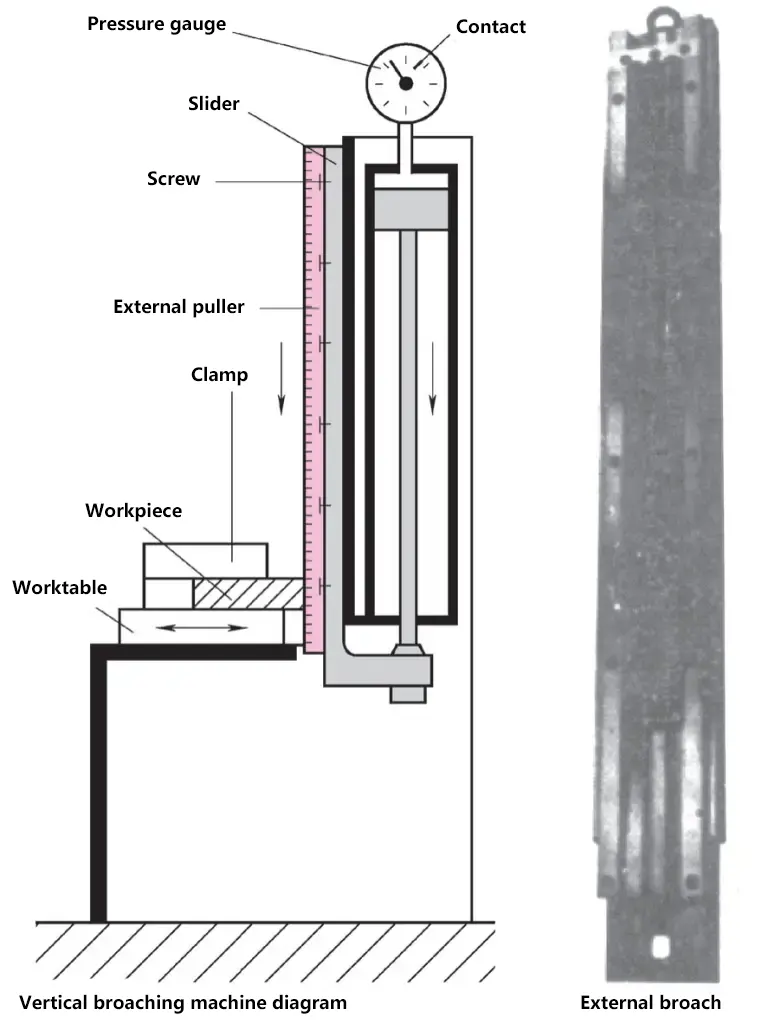
VI. Brochagem
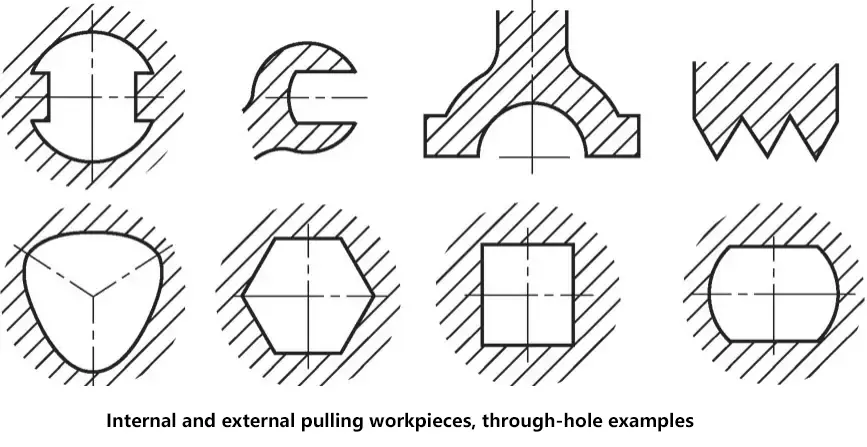
A brochagem é um processo de corte que utiliza uma ferramenta longa em forma de barra (brocha) para cortar através de um furo na peça de trabalho ou ao longo da superfície exterior da peça de trabalho. De acordo com as caraterísticas da superfície maquinada, a brocagem divide-se em brocagem interna e brocagem externa.
1. Broca, formação de aparas e parâmetros de corte
Uma vez que o processamento de uma forma específica de peça de trabalho requer uma forma correspondente de brocha, a brocha só é adequada para a produção em massa.
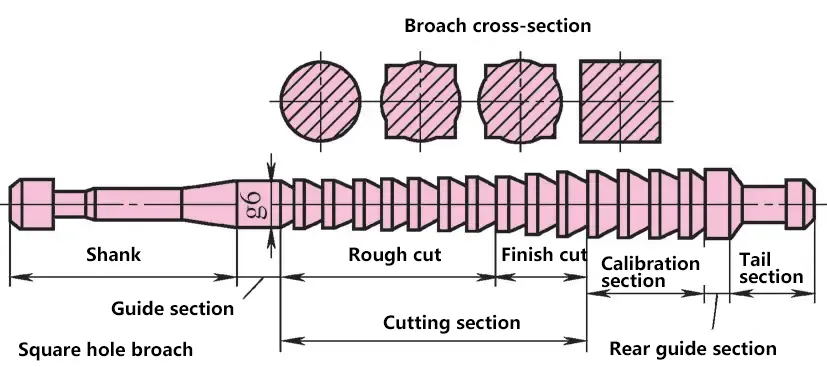
(1) Partes da ferramenta
Haste - utilizada para fixar a brocha e transmitir potência.
Secção piloto frontal - serve de guia para evitar que a brocha se incline.
Secção de corte - realiza o trabalho de corte, sendo composta por dentes de desbaste e dentes de acabamento.
Secção de polimento - serve para polir e calibrar, e actua como dentes de apoio para os dentes de acabamento.
A estrutura da brocha e a forma dos dentes estão relacionadas com o método de brochar.
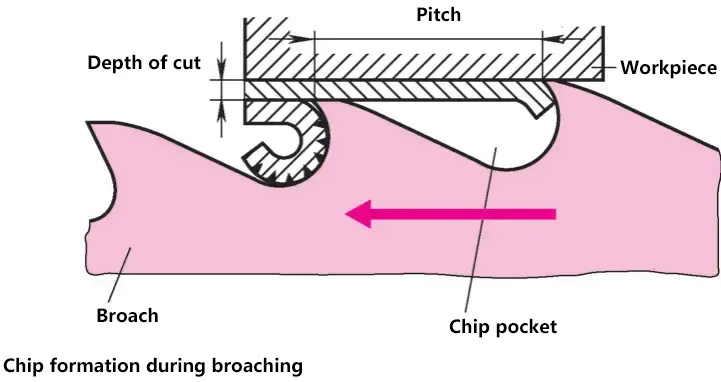
(2) Formação de aparas
A brocha só efectua movimentos longitudinais (movimento principal). Como as dimensões dos dentes aumentam gradualmente da frente para trás, não há necessidade de avanço, mesmo para conseguir um corte contínuo. O aumento por dente (igual à profundidade axial de corte) depende do material. Ao afiar novamente uma brocha sem brilho, a elevação original do dente deve ser rigorosamente mantida. Para que haja espaço suficiente para as aparas enroladas nas bolsas de aparas, estas devem ser esmeriladas.
(3) Pontos a registar
Para maximizar a eficiência do brochamento, devem ser observados os seguintes pontos:
1) Corrigir a elevação dos dentes.
Se a subida do dente for demasiado grande, a ferramenta será sobrecarregada, o que levará à formação de lascas. Se a elevação do dente for demasiado pequena, a brocha tem de ser muito mais comprida, ou a maquinação tem de ser feita em várias passagens, ou têm de ser utilizadas várias brochas.
2) Seleção correta da velocidade de corte.
Uma velocidade de corte excessiva encurta a vida útil da brocha, enquanto uma velocidade de corte demasiado baixa prolonga o tempo de maquinagem.
3) Lubrificação e arrefecimento adequados.
Uma lubrificação e refrigeração adequadas podem prolongar a vida útil da brocha e reduzir a rugosidade da superfície.
4) Afiação atempada das ferramentas.
A afiação atempada da ferramenta é um pré-requisito para reduzir a rugosidade da superfície e a força de brochar. É necessário compreender a condição de embotamento da brocha. As caraterísticas de uma brocha cega são: arestas de corte arredondadas; força de brochagem elevada; peças maquinadas de grandes dimensões com superfícies rugosas.
2. Máquinas de brochagem
Os métodos de brochagem são geralmente divididos em duas categorias: brochagem de camadas e brochagem de secções.
São necessários grandes lotes de produção para garantir a eficiência económica da brochagem. As máquinas de brochagem são adequadas para a produção em massa.
Quando necessário e possível, as máquinas de brochagem podem ser equipadas com carregamento automático ou integradas em linhas automáticas. As máquinas de brochagem utilizam geralmente uma transmissão hidráulica. As caraterísticas das máquinas de brochagem são as seguintes
O movimento de brochagem é uniforme, sem impacto ou vibração.
A velocidade de brochagem pode ser regulada de forma contínua.
A força de brochagem pode ser controlada e ajustada através de um manómetro.
Já alguma vez se perguntou como é que o Japão se tornou uma potência mundial no sector das máquinas-ferramentas? Desde o seu início humilde em 1889, as empresas japonesas...
Como é que os fabricantes podem garantir precisão e eficiência quando trabalham com peças de formato irregular? Dispositivos especializados de máquinas-ferramenta são a chave....
Os nossos engenheiros de vendas estão prontamente disponíveis para responder a todas as suas perguntas e fornecer-lhe um orçamento rápido e adaptado às suas necessidades.