
União de metais: Soldadura, rebitagem e roscagem explicadas
Como é que construímos as máquinas que alimentam o nosso mundo? Mergulhe na arte da união mecânica, onde o metal se encontra com...
Neste guia, vamos explorar várias técnicas de soldadura, desde a soldadura por fusão à soldadura por pressão, detalhando os seus processos, vantagens e aplicações. Quer esteja interessado na elevada produtividade da soldadura por arco submerso ou na precisão da soldadura a laser, este artigo fornecerá informações valiosas sobre os melhores métodos para diferentes projectos. Prepare-se para compreender as principais diferenças e determinar a técnica de soldadura mais adequada às suas necessidades.

A soldadura por fusão é um método de soldadura em que o metal de base no ponto de soldadura é fundido (frequentemente com a adição de metal de adição) sem aplicar pressão, formando um cordão de soldadura.
A essência da soldadura por fusão é um processo de fusão e fundição em pequena escala, envolvendo a fusão e a cristalização do metal. Quando a temperatura atinge o ponto de fusão do material, o metal de base e o fio de soldadura fundem-se para formar uma poça de fusão, que cristaliza em cristais colunares. A poça de fusão existe durante um curto período de tempo, tem uma temperatura elevada, arrefece rapidamente e forma facilmente cristais colunares grosseiros após a cristalização.
Para obter uma boa junta de soldadura, é necessária uma fonte de calor adequada, uma boa proteção da poça de fusão e um metal de enchimento para o cordão de soldadura. Estes são conhecidos como os três elementos essenciais da soldadura por fusão.
A energia deve ser concentrada e a temperatura elevada para garantir a fusão rápida do metal e minimizar a zona afetada pelo calor. As fontes de calor adequadas incluem arco, arco de plasma, calor de escória eléctrica, feixe de electrões e laser, entre outros.
A proteção contra escórias, a proteção contra gases e uma combinação de proteção contra escórias e gases podem ser utilizadas para evitar a oxidação e efetuar a desoxigenação, a dessulfuração e a desfosforização, fazendo a transição dos elementos de liga para o cordão de soldadura.
Isto assegura que o cordão de soldadura é preenchido e que são introduzidos elementos de liga benéficos, atingindo as propriedades mecânicas necessárias e outros requisitos de desempenho. Os principais tipos são o núcleo de soldadura e o fio de soldadura.
Os métodos comuns de soldadura por fusão incluem a soldadura a gás e a soldadura por arco de vareta, soldadura por arco submerso, soldadura por arco de árgon, soldadura por CO2 soldadura com proteção gasosa, soldadura eléctrica por escória, soldadura por arco de plasma, soldadura por feixe de electrões e soldadura por laser, entre outras.
A soldadura por arco submerso é um método em que o fio de soldadura é alimentado de forma automática e contínua, e o arco queima por baixo de uma camada de fluxo para soldar. O fluxo granular substitui o revestimento das varetas de soldadura e o fio de soldadura alimentado automaticamente substitui o núcleo das varetas. Uma vez que os processos de abertura do arco, alimentação do fio e avanço do arco são todos efectuados por máquinas, o resultado é uma elevada produtividade e qualidade de soldadura.
Como mostrado na Figura 4-18, o princípio da soldadura por arco submerso envolve a cobertura da junta de soldadura com uma camada de fluxo granular com cerca de 30-50 mm de espessura. A cabeça de soldadura automática alimenta o fio de soldadura contínuo em forma de bobina na zona do arco, mantendo um determinado comprimento de arco. Derrete o fio de soldadura, a junta da peça de trabalho e parte do fluxo, que forma escória e uma poça de fusão, levando a reacções metalúrgicas.
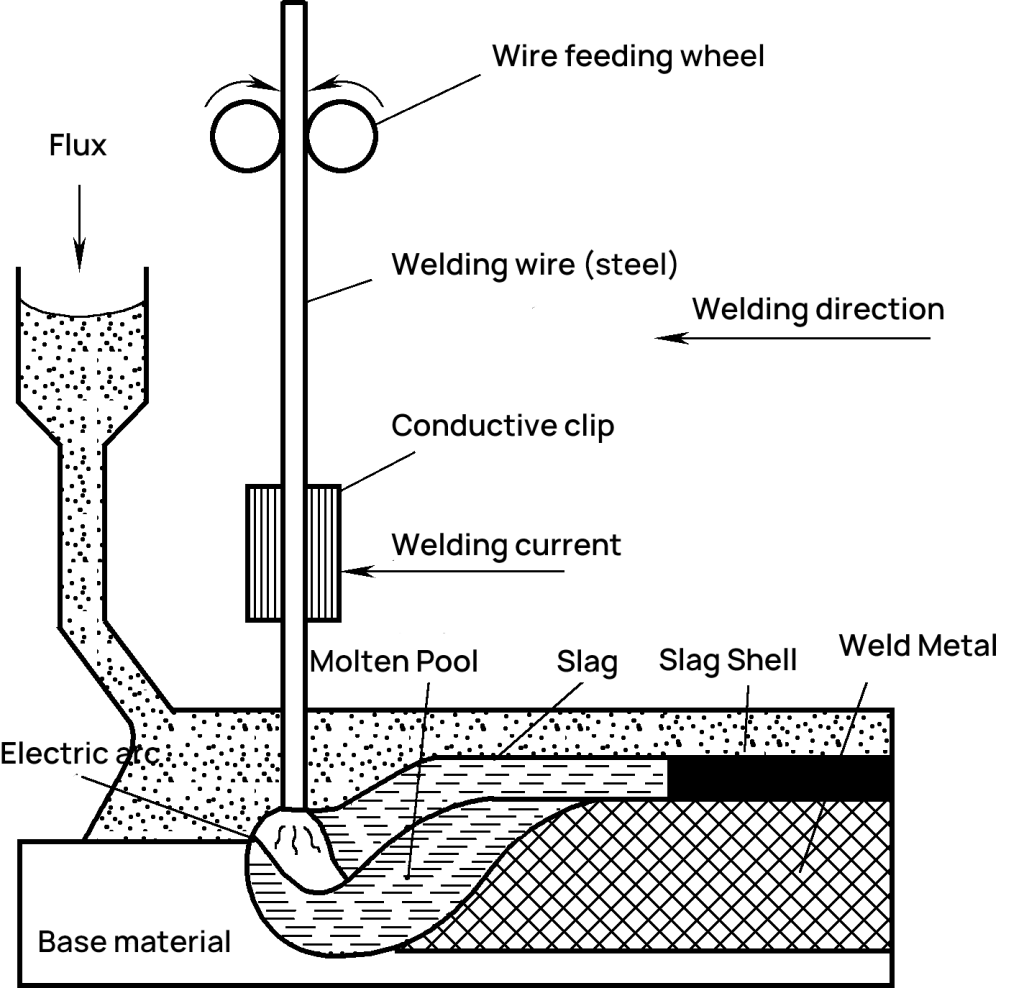
Algum fluxo e metal evaporam-se para formar gases. O gás, com uma certa pressão, empurra para o lado a escória que envolve o arco, formando uma bolha de escória fechada. Este gás tem uma certa viscosidade e pode suportar uma certa pressão. A poça de metal fundido, envolvida pela bolha de escória, é isolada do ar, evitando salpicos de metal, reduzindo a perda de calor e impedindo a dispersão da luz do arco.
À medida que a máquina de soldar automática avança (ou a máquina permanece estacionária enquanto a peça de trabalho se move a uma velocidade uniforme), o metal de base e o fio de soldadura sob o arco são continuamente aquecidos e fundidos, formando uma poça de fusão comum. O metal por detrás do banho arrefece e solidifica num cordão de soldadura. A escória que flutua na superfície do banho condensa-se em escória de soldadura, e o fluxo não fundido pode ser reciclado e reutilizado após a recuperação.
1) Preparação antes da soldadura.
A soldadura por arco submerso envolve uma grande corrente de soldadura e uma fusão profunda, pelo que as peças de trabalho com uma espessura de 20-25 mm ou menos não necessitam de uma ranhura. No entanto, na produção real, para garantir a penetração total da peça de trabalho, uma ranhura em forma de Y deve ser cortada quando a espessura da placa é de 14-22mm. Quando a espessura da placa é de 22-50mm, pode ser cortada uma ranhura dupla em forma de Y ou em forma de U.
O ângulo das ranhuras em forma de Y e de duplo Y é de 50-60 graus. A abertura do cordão de soldadura deve ser uniforme. Ao soldar um cordão reto, deve ser instalada uma placa de partida e uma placa de saída (Figura 4-19f) para evitar que defeitos como poros, inclusões, cavidades de retração e folgas causadas pelo impacto e extinção do arco entrem no cordão de soldadura da peça de trabalho, afectando a qualidade da soldadura.
2) Soldadura topo a topo de chapa plana.
Como mostra a Figura 4-19, na soldadura topo a topo de chapas planas, é geralmente adoptada a soldadura de dupla face. É possível soldar ambos os lados sem deixar um espaço diretamente, ou pode optar por realizar a soldadura de raiz ou a soldadura de almofada. Para melhorar a produtividade, as placas de cobre arrefecidas a água podem ser utilizadas para a soldadura de uma face com formação de dupla face.
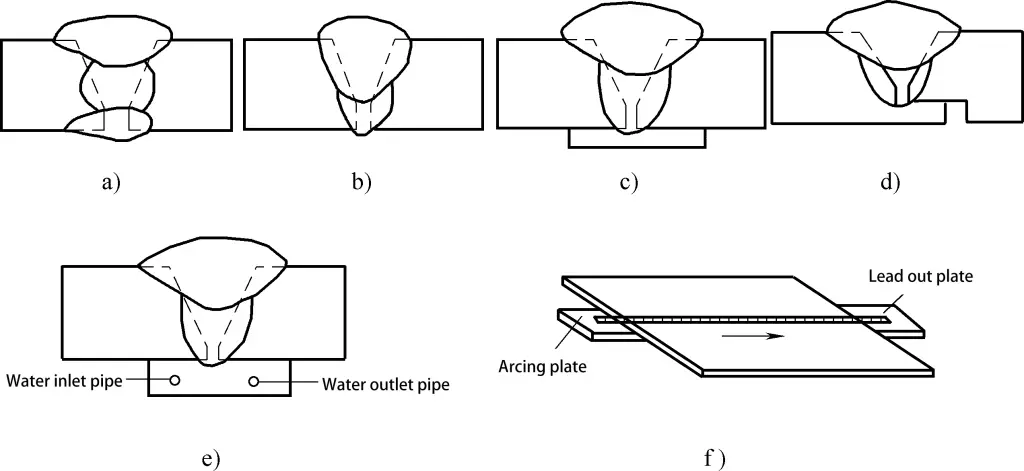
a) Soldadura de dupla face
b) Soldadura por pontos
c) Utilização de uma placa de apoio
d) Utilizar uma ranhura de retrocesso
e) Placa de cobre arrefecida a água
f) Utilização de uma placa de ataque e de uma placa de escoamento
3) Cordões de soldadura circulares.
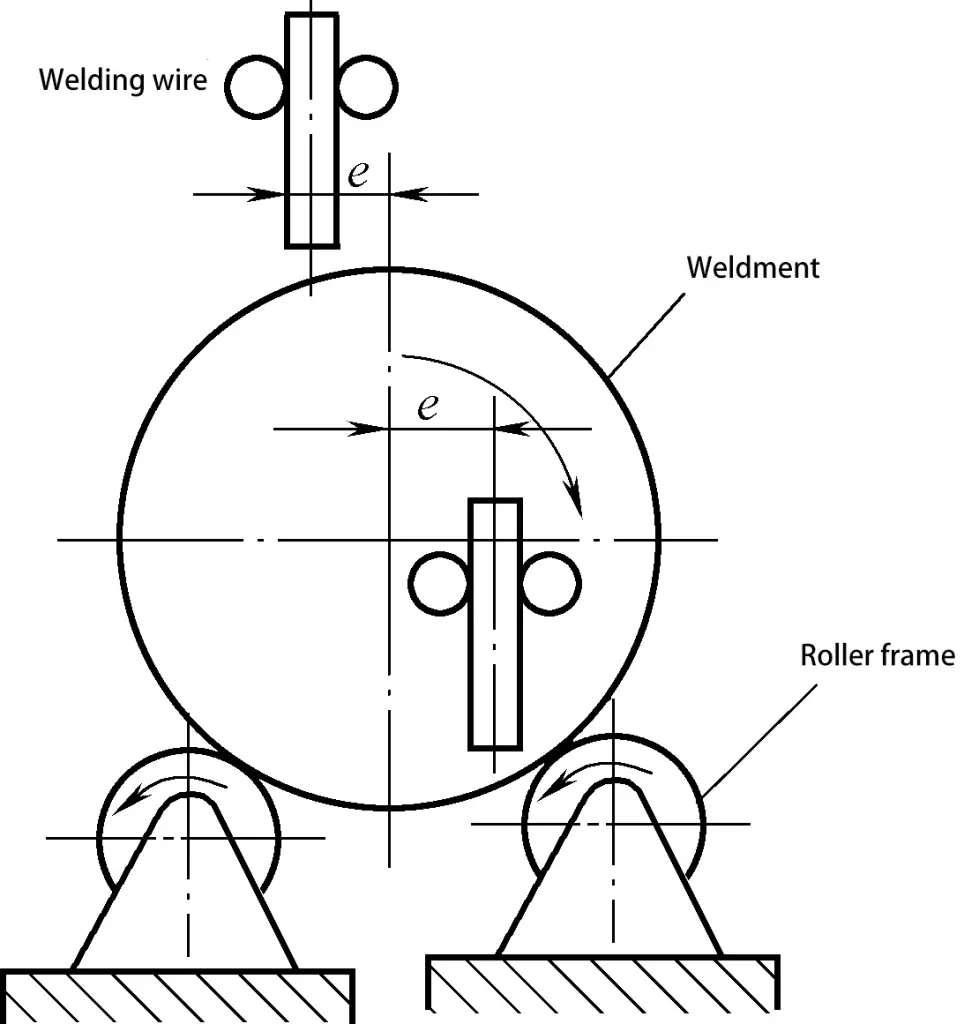
Ao soldar cordões de soldadura circulares, o ponto de partida do fio de soldadura deve estar a uma certa distância 'e' da linha central do círculo (Figura 4-20) para evitar que o metal fundido da poça de fusão flua. Geralmente, e=20-40mm. Os cordões de soldadura circulares de componentes com um diâmetro inferior a 250 mm não são geralmente soldados com o método de soldadura por arco submerso.
Em comparação com a soldadura por arco metálico protegido, a soldadura por arco submerso tem as seguintes vantagens:
1) Elevada produtividade.
A corrente na soldadura por arco submerso excede frequentemente 1000A, 6-8 vezes superior à da soldadura por arco metálico protegido. Por conseguinte, tem uma maior profundidade de fusão e uma maior velocidade de soldadura. Não há necessidade de mudar o fio de soldadura, poupando tempo, e a produtividade é 5-10 vezes superior à da soldadura por arco metálico protegido.
2) Qualidade de soldadura elevada e estável.
O processo de soldadura é automático e os parâmetros do processo são estáveis. A poça de fusão permanece líquida durante mais tempo, tornando o processo metalúrgico mais completo. Gases e escórias são fáceis de flutuar, e a composição química do metal de solda é uniforme. Ao mesmo tempo, devido ao amplo fluxo, a zona do arco está bem protegida, resultando numa bela formação de soldadura e numa qualidade de soldadura estável.
3) Poupa materiais metálicos e tem baixos custos de produção.
A peça de trabalho para soldadura por arco submerso pode não necessitar ou necessitar de menos ranhuras, poupando materiais metálicos e materiais de soldadura consumidos devido à abertura de ranhuras. Além disso, não há perda de vareta de soldadura como na soldadura por arco de metal blindado, e menos salpicos de gotículas fundidas, o que significa custos de produção mais baixos.
4) Boas condições de trabalho.
A mecanização e a automatização do processo de soldadura por arco submerso reduzem significativamente a intensidade de trabalho dos operários. Além disso, como o arco está enterrado sob o fluxo, a luz do arco não é visível e há menos fumo de soldadura, melhorando as condições de trabalho.
A soldadura por arco submerso só é adequada para soldadura plana, costuras rectas longas e soldadura de costuras circulares de grande diâmetro. Não é adequada para chapas finas e soldadura de juntas curvas. Além disso, tem requisitos de pré-montagem mais elevados para a peça de trabalho.
A soldadura por arco submerso é aplicável ao aço carbono, ao aço estrutural de baixa liga, ao aço inoxidável, ao aço resistente ao calor, etc. É principalmente utilizada na soldadura de costura circunferencial e na soldadura de costura reta de recipientes sob pressão, na soldadura de costura reta longa de paredes de arrefecimento de caldeiras, cascos de navios e submarinos, gruas, maquinaria metalúrgica (corpo de alto-forno), etc.
A soldadura por arco de árgon é um método de soldadura por arco que utiliza gás árgon para proteger o arco e a área de soldadura. Sendo um gás inerte, o árgon não se dissolve no metal líquido e não reage com o metal.
Uma vez inflamado o arco de árgon, o arco é muito estável. Dependendo do tipo de elétrodo utilizado, a soldadura por arco de árgon divide-se em dois tipos: soldadura por arco de árgon com elétrodo consumível e soldadura por arco de árgon com elétrodo não consumível (também conhecida como soldadura por arco de árgon com elétrodo de tungsténio).
1) Soldadura por arco de árgon com elétrodo consumível.
Este tipo de soldadura utiliza um fio de alimentação contínua como elétrodo, que, depois de fundido, serve também como metal de adição na soldadura com proteção de gás inerte, vulgarmente conhecida como soldadura MIG, como se mostra na Figura 4-21a.
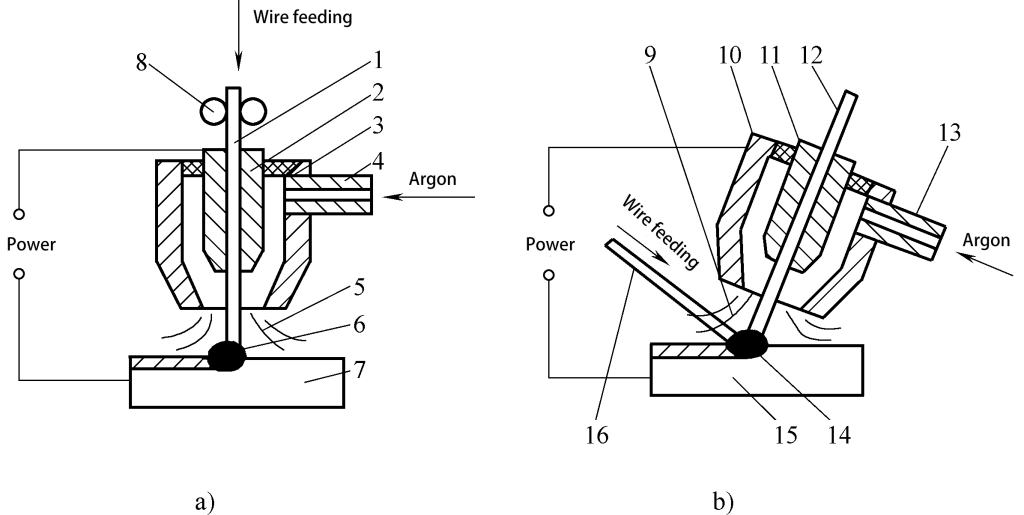
1,16-Arame de soldadura
2,11-Bocal condutor
3,10-bicos
4,13-Tubo de admissão de ar
5, 9-Fluxo de gás
6,14-Arco elétrico
7,15-peça de trabalho
Roda de alimentação com 8 fios
Haste de 12 tungsténio
As gotículas de arame entram normalmente na poça de fusão através de uma "transição de pulverização" fina. A corrente utilizada na soldadura é relativamente elevada, a produtividade é elevada e é adequada para a soldadura de chapas médias e grossas inferiores a 25 mm. Na soldadura de alumínio e suas ligas, a polaridade inversa da corrente contínua (peça de trabalho ligada ao elétrodo negativo) é frequentemente utilizada para melhorar a estabilidade do arco.
Ao mesmo tempo, os iões de árgon de grande massa são utilizados para bombardear a superfície da poça de fusão, quebrando a película de óxido de elevado ponto de fusão que se forma facilmente na superfície da poça de fusão, o que é benéfico para a fusão da soldadura e assegura a qualidade da soldadura. Este efeito é conhecido como "limpeza do cátodo" (também chamado "atomização do cátodo").
Uma vez que o fio de soldadura serve tanto de elétrodo como de material de enchimento, é necessário um mecanismo de alimentação de fio dedicado.
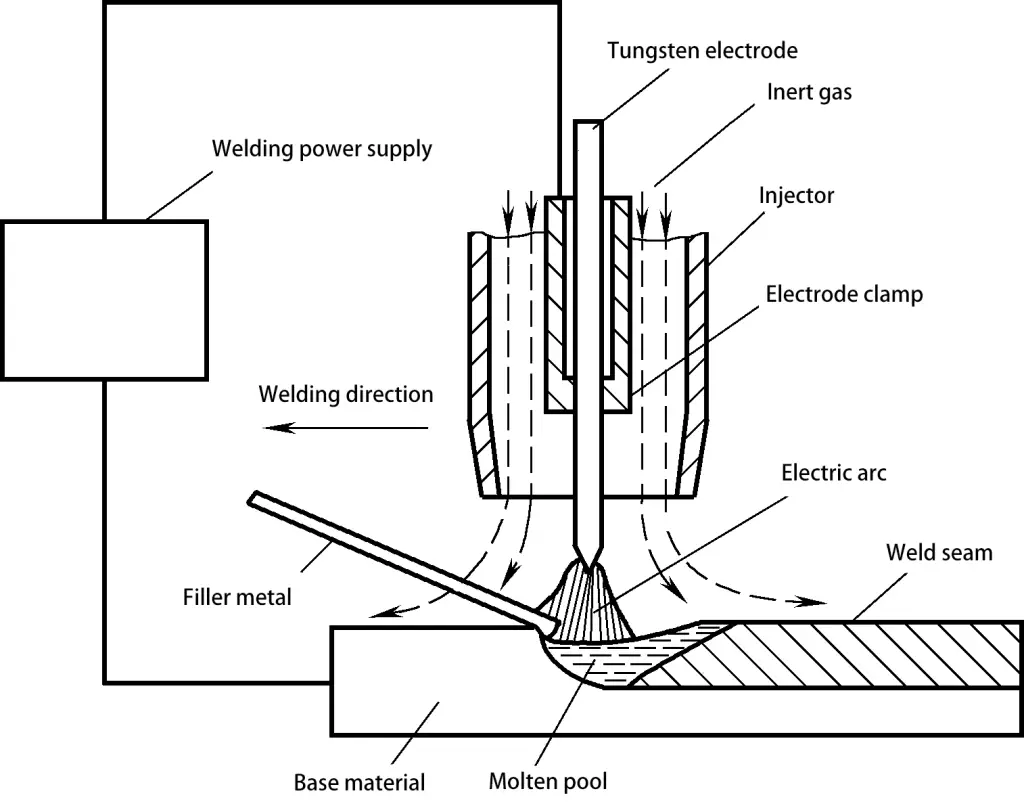
2) Soldadura por arco de árgon com elétrodo não consumível.
Este tipo de soldadura utiliza uma vareta de tungsténio puro ou de liga de tungsténio com um elevado ponto de fusão como elétrodo na soldadura com proteção de gás inerte, normalmente conhecida como Soldadura TIG. Durante a soldadura, o elétrodo de tungsténio não derrete e serve apenas como elétrodo para a condução eléctrica. O fio de soldadura é introduzido na poça de fusão pela parte da frente do elétrodo de tungsténio (Figura 4-21b).
Na soldadura de peças de aço, é frequentemente utilizado o elétrodo de corrente contínua positivo (peça de trabalho ligada ao elétrodo positivo), caso contrário o elétrodo de tungsténio queima-se facilmente. Na soldadura de peças coloridas metais como o alumínio, o magnésio e as suas ligas, pode ser utilizada a soldadura por arco de árgon de corrente contínua com polaridade inversa ou de corrente alternada.
Quando a peça de trabalho está no elétrodo negativo ou durante o meio ciclo negativo da fonte de energia alternada, o efeito de "limpeza do cátodo" pode ser utilizado. A fim de reduzir o desgaste do elétrodo de tungsténio, a corrente de soldadura que passa através do elétrodo não deve ser demasiado grande e a profundidade da soldadura é pouco profunda, pelo que a soldadura por arco de árgon com elétrodo não consumível é normalmente utilizada para soldar placas finas com uma espessura inferior a 6 mm.
1) Qualidade de soldadura superior.
O gás inerte proporciona uma proteção eficaz, resultando em cordões de soldadura puros e esteticamente agradáveis.
2) Zona afetada pelo calor e deformação mínimas.
O processo de soldadura por arco de árgon apresenta um arco de energia estável e concentrado (devido à constrição do arco), o que torna o processo de soldadura fácil de controlar.
3) Facilita a mecanização e a automatização.
Com a soldadura por arco aberto, a formação do cordão de soldadura é fácil de observar; não é necessária a remoção da escória pós-soldadura.
A soldadura por arco de árgon tem algumas desvantagens: o gás de árgon é caro, o custo do equipamento é elevado, é necessária uma limpeza rigorosa antes da soldadura e o gás de árgon não tem efeitos de desoxigenação e desidrogenação. A soldadura por arco de árgon é adequada para soldar metais não ferrosos facilmente oxidáveis, ligas de aço e outros materiais, tais como alumínio, magnésio, titânio e suas ligas, aços resistentes ao calor, aços inoxidáveis e outros.
CO2 soldadura com proteção gasosa, vulgarmente designada por soldadura com proteção de CO2 é um tipo de soldadura com gás inerte metálico (MIG) que utiliza CO2 gás para proteger o arco e a área de soldadura. Este método de soldadura utiliza um fio de soldadura alimentado continuamente como elétrodo, baseando-se no arco gerado entre o fio e a peça de trabalho para fundir o metal de base e o fio, permitindo a soldadura automática ou semi-automática.
Após a ignição do arco, a extremidade do fio de soldadura, o arco e a poça de fusão são envolvidos por CO2 que protege o metal a alta temperatura dos efeitos nocivos do ar. O seu princípio e equipamento são semelhantes aos da soldadura com gás inerte metálico (MIG), com a diferença do gás de proteção utilizado. O fio de soldadura habitualmente utilizado é o H08Mn2SiA.
Características do CO2 Soldadura com proteção gasosa:
1) Alta produtividade. Com alimentação automática de fio, alta densidade de corrente e calor de arco concentrado, a velocidade de soldadura é elevada. Não há escória após a soldadura, poupando tempo de remoção de escória. A produtividade é 1 a 4 vezes superior à da soldadura por arco de vareta.
2) Boa qualidade de soldadura. Devido à proteção do CO2 o cordão de soldadura tem um baixo teor de hidrogénio e o fio tem um elevado teor de manganês, o que resulta num efeito de dessulfuração significativo. Além disso, como o arco queima sob fluxo de gás comprimido, o calor é concentrado, a zona afetada pelo calor é pequena e a junta soldada tem boa resistência à fissuração.
3) Bom desempenho operacional. CO2 A soldadura com proteção gasosa é um processo de soldadura por arco aberto, o que facilita a identificação de problemas de soldadura e a sua resolução imediata. Também é adequado para soldar em várias posições, oferecendo uma operação flexível.
4) Baixo custo. CO2 O gás é barato e o fio de soldadura é um fio nu em forma de disco, o que faz com que o custo seja apenas cerca de 40% do custo da soldadura por arco submerso e da soldadura por arco com vareta.
CO2 A soldadura com proteção gasosa também tem os seus inconvenientes, tais como salpicos significativos, má formação da soldadura e uma tendência para criar bolsas de gás. Além disso, os metais e os elementos de liga são propensos à oxidação e à queima, tornando-os inadequados para a soldadura de metais não ferrosos facilmente oxidáveis e de aços de alta liga.
CO2 A soldadura com proteção gasosa é adequada para soldar aço com baixo teor de carbono e aço estrutural geral de baixa liga com níveis de resistência não elevados, utilizado principalmente para a soldadura de chapas finas.
A soldadura por escória eléctrica é um método de soldadura por fusão que utiliza o calor resistivo gerado quando a corrente eléctrica passa através de escória líquida.
O processo de soldadura por escória eléctrica é mostrado na Figura 4-22. As duas peças de trabalho são colocadas verticalmente (num cordão de soldadura vertical), espaçadas de 20 a 60 mm, com deslizadores de cobre arrefecidos a água em ambos os lados, uma placa de arranque do arco na parte inferior e uma placa de saída na parte superior. No início da soldadura, o fio de soldadura entra em curto-circuito com a placa de arranque do arco para iniciar o arco.
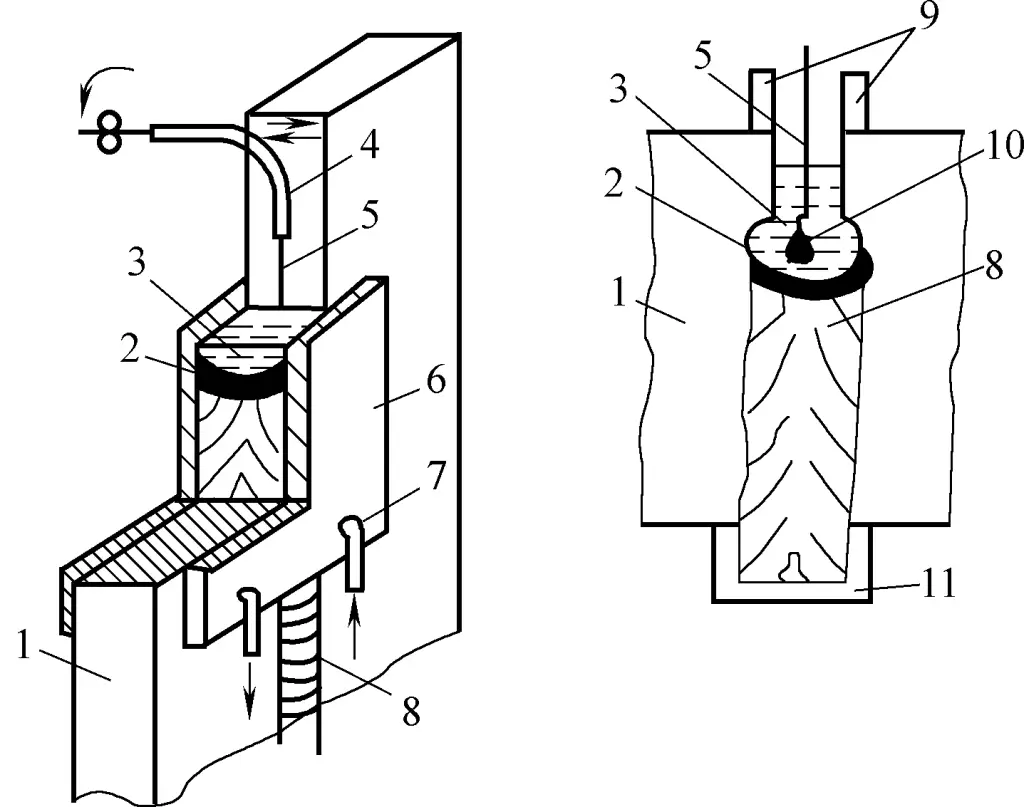
1-Peça de trabalho
Piscina de fusão de 2 metais
Piscina de 3 bandeiras
Bocal 4-Condutivo
5-Arame de soldadura
6 deslizadores
7-Tubo de água de arrefecimento
Costura de 8 soldas
Placa de 9 derivações
10-Arame de soldadura fundido
Placa iniciadora de 11 arcos
O arco derrete o fluxo continuamente adicionado para formar uma poça de escória. Quando a poça de escória atinge uma certa espessura, o arco extingue-se e o fio de soldadura e a peça de trabalho são fundidos pelo calor resistivo da poça de escória.
À medida que a quantidade de metal de adição aumenta, a poça de escória sobe gradualmente e os cursores arrefecidos a água de ambos os lados sobem com ela. A parte inferior do cordão de soldadura solidifica sucessivamente, formando um cordão de soldadura. Dependendo da espessura da peça de trabalho, podem ser utilizados arames simples ou múltiplos.
Características da soldadura por escória eléctrica:
1) Elevada produtividade. Grandes peças podem ser soldadas numa única operação. Por exemplo, se um único fio não oscilar, pode soldar espessuras de 40-60mm; se um único fio oscilar, pode soldar espessuras de 60-150mm.
2) Boa qualidade de soldadura. O metal líquido do cordão de soldadura tem um longo tempo de permanência, tornando-o menos suscetível de produzir bolsas de gás, inclusões e outros defeitos; a escória cobre a poça de fusão e proporciona uma boa proteção.
3) Alta produtividade e baixo custo. Não é necessário fazer ranhuras para qualquer espessura, basta deixar um espaço de 25-60 mm, e pode ser soldado numa única operação; os materiais de soldadura e o consumo de energia eléctrica são baixos.
A desvantagem da soldadura por escória eléctrica é que a poça de fusão permanece a uma temperatura elevada durante muito tempo, os grãos são grosseiros, a zona afetada pelo calor é larga e é necessário um recozimento pós-soldadura; a adaptabilidade da soldadura é fraca; é sempre feita na forma de soldadura vertical, não pode ser feita plana, não é adequada para soldar peças de trabalho finas e o cordão de soldadura não deve ser demasiado longo.
A soldadura por escória eléctrica é adequada para a soldadura de materiais como o aço-carbono, o aço-liga e o aço inoxidável. É utilizada principalmente para a soldadura de vasos de pressão com paredes espessas, soldadura por fundição, soldadura por forja e componentes de grandes dimensões, como a soldadura de emenda de chapa espessa. A espessura de soldadura deve ser geralmente superior a 40 mm.
A soldadura por arco de plasma é um processo de soldadura que comprime um arco num feixe de plasma estreito através de efeitos de compressão mecânica (contração forçada quando o arco passa através do pequeno orifício do bocal), efeitos de compressão térmica (sob a forte ação do fluxo de ar frio, partículas carregadas, iões negativos e fluxo de electrões concentram-se no centro da coluna do arco) e efeitos de contração electromagnética (as linhas de corrente das partículas carregadas na coluna do arco são paralelas e o campo magnético faz com que as linhas de corrente se atraiam umas às outras e se contraiam).
O princípio é apresentado na Figura 4-23. A temperatura do arco de plasma atinge 24.000 a 50.000K, com energia altamente concentrada e uma densidade de energia de 105 a 106W/cm2que pode fundir materiais espessos numa única passagem. A soldadura por arco de plasma pode ser utilizada tanto para soldar como para cortar.
A soldadura por arco de plasma tem uma elevada densidade de energia, uma temperatura elevada da coluna do arco, um forte poder de penetração e pode soldar através de aço de 10-12 mm numa única passagem sem chanfrar, com formação de dupla face. Tem uma velocidade de soldadura rápida, alta produtividade, pequena zona afetada pelo calor, deformação mínima da soldadura e boa qualidade de soldadura.
Quando a corrente é tão baixa quanto 0,1A, o arco de plasma ainda pode queimar de forma estável e pode soldar placas ultrafinas de 0,1-2 mm de espessura, como folhas e termopares. No entanto, o equipamento para soldadura por arco de plasma é complexo e consome uma grande quantidade de gás, tornando-o apenas adequado para soldadura em interiores.
Atualmente, a soldadura por arco plasma é utilizada principalmente na indústria da defesa e na tecnologia industrial de ponta para soldar materiais difíceis de fundir, facilmente oxidáveis e termicamente sensíveis, como o cobre, o tungsténio, o níquel, o molibdénio, o alumínio, o titânio e as suas ligas, bem como o aço inoxidável e o aço de alta resistência.
A soldadura por feixe de electrões é um método de soldadura por fusão que utiliza um feixe de electrões acelerado e focalizado para gerar energia térmica ao atingir peças de trabalho colocadas num ambiente de vácuo ou não-vácuo.
Dependendo do grau de vácuo no ambiente onde a peça de trabalho está localizada, a soldadura por feixe de electrões é dividida em soldadura por feixe de electrões de alto vácuo, soldadura por feixe de electrões de baixo vácuo e soldadura por feixe de electrões sem vácuo. A Figura 4-24 mostra a soldadura por feixe de electrões de alto vácuo mais utilizada.
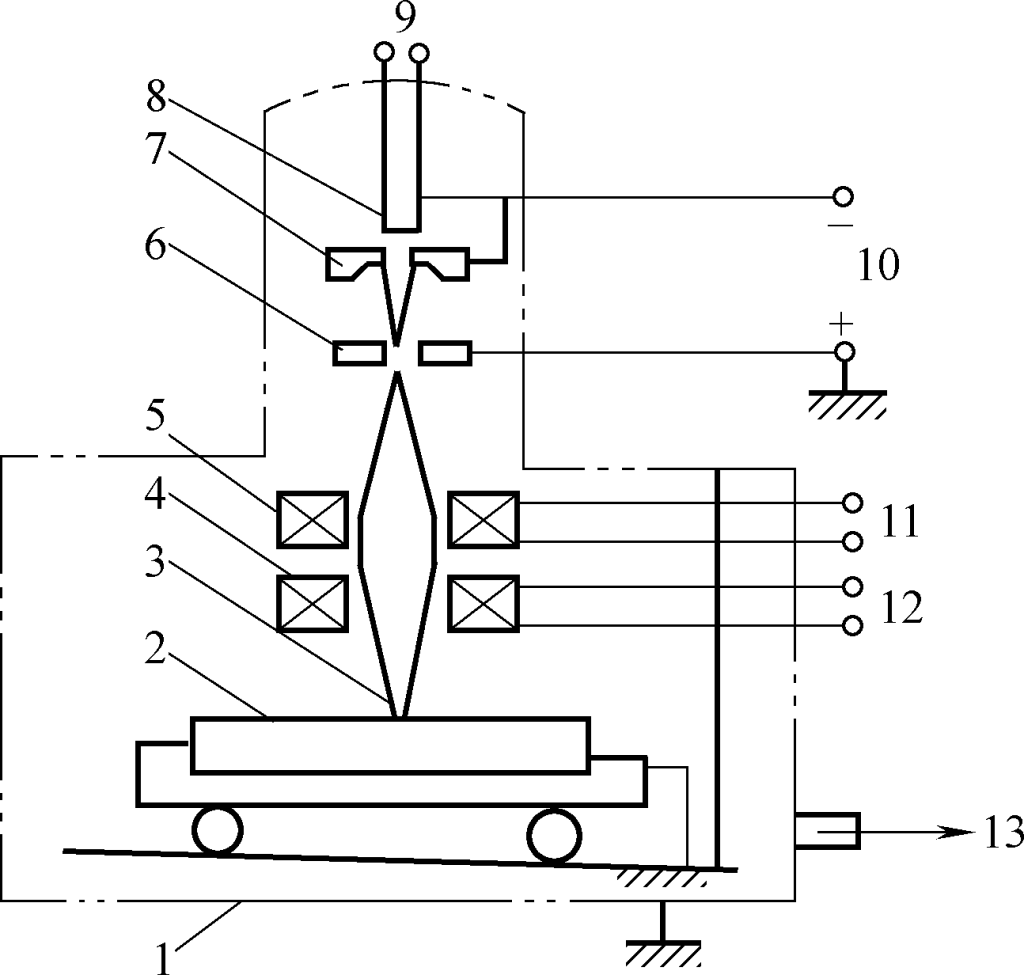
1-Câmara de vácuo
2-Modelação
Feixe de 3 electrões
4-Dispositivo de deflexão magnético
Lente de 5 focagens
Nó 6
7-Cátodo
8-Filamentos
Fonte de alimentação 9-AC
Fonte de alimentação de alta tensão 10-DC
11, 12- Fonte de alimentação CC
13-Dispositivo de escape
No vácuo, o cátodo do canhão de electrões é aquecido eletricamente a uma temperatura elevada, emitindo um grande número de electrões. Estes electrões são acelerados sob a influência de um forte campo elétrico.
Os electrões de alta velocidade formam uma densidade de alta energia (109W/cm2) através do dispositivo de formação do feixe (ânodo e lente de focagem), atingindo uma área muito pequena da peça de trabalho a uma velocidade extremamente elevada (1,6×108m/s). A energia cinética é transformada em energia térmica, fazendo com que a área atingida se funda rapidamente ou mesmo se vaporize.
A junta desejada pode ser obtida movendo adequadamente a peça de trabalho de acordo com o seu grau de fusão. Geralmente, não é adicionado nenhum metal de adição na soldadura por feixe de electrões.
A soldadura por feixe de electrões em vácuo é realizada em vácuo, pelo que o metal não oxida nem nitrifica, resultando numa elevada qualidade de soldadura. O calor durante a soldadura é altamente concentrado, resultando numa pequena zona afetada pelo calor (apenas 0,05~0,75mm), eliminando virtualmente a deformação da soldadura, tornando-a adequada para soldar peças após maquinação de precisão.
A gama ajustável dos parâmetros do processo de soldadura por feixe de electrões é ampla, capaz de soldar placas de diferentes espessuras (0,1~300mm). A densidade de energia do feixe de electrões é elevada, a velocidade de soldadura é rápida e a relação profundidade/largura da soldadura pode atingir 20:1 sem a necessidade de uma ranhura, resultando em alta produtividade e baixo custo.
A soldadura por feixe de electrões em vácuo é adequada para soldar vários metais refractários (como o titânio, o molibdénio, etc.), metais reactivos (excluindo ligas com um elevado teor de elementos de baixo ponto de ebulição, como o estanho, o zinco, etc.) e várias ligas de aço, aços inoxidáveis, etc.
Pode ser utilizado para soldar microestruturas de paredes finas, bem como estruturas de chapa espessa, tais como componentes de circuitos microelectrónicos, grandes invólucros de mísseis, estruturas de paredes espessas em equipamento nuclear, rolamentos, conjuntos de engrenagens, etc.".
A soldadura a laser é uma técnica que utiliza o calor produzido por um feixe de laser focalizado que atinge a peça de trabalho para soldar. Um laser é uma forma de luz coerente com elevada intensidade, excelente monocromaticidade e boa direccionalidade. A densidade de energia de um feixe laser focalizado é extremamente elevada. Num curto espaço de tempo, a energia do laser pode ser convertida em energia térmica, atingindo temperaturas superiores a 10.000°C.
Durante a soldadura a laser (Figura 4-25), o laser é estimulado para produzir um feixe de laser que é focado num ponto focal minúsculo por um sistema de focagem, concentrando ainda mais a energia.
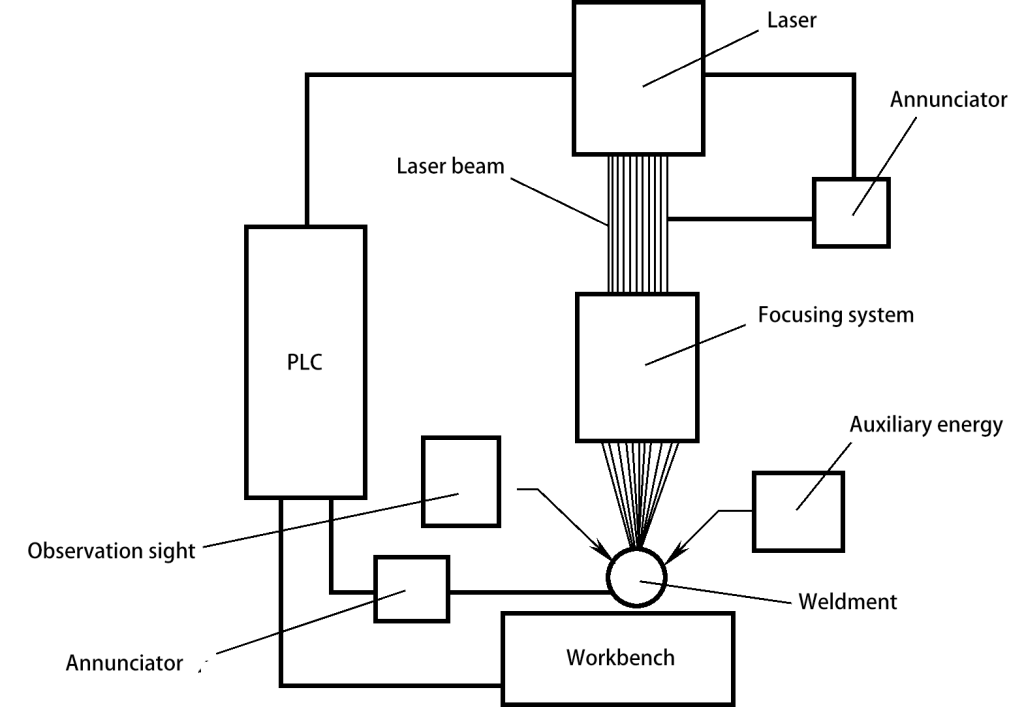
Quando o raio laser incide sobre a costura da peça de trabalho, a energia luminosa é absorvida pelo material de soldadura e transformada em energia térmica, gerando temperaturas elevadas perto do ponto focal, fazendo com que o metal derreta instantaneamente e forme uma junta soldada após o arrefecimento.
A soldadura a laser tem uma elevada densidade de energia e a fonte de calor actua durante um período de tempo muito curto, resultando numa zona afetada pelo calor mínima, deformação mínima da soldadura e elevada precisão do tamanho da soldadura. Pode ser utilizada para soldar peças de precisão e materiais sensíveis ao calor. Entretanto, devido ao processo de soldadura extremamente rápido, o material soldado tem menor probabilidade de oxidar, permitindo a soldadura na atmosfera sem necessidade de vácuo ou proteção gasosa.
A soldadura a laser é flexível e pode ser direccionada para áreas difíceis de alcançar com a ajuda de prismas de deflexão ou fibras ópticas, ou pode ser utilizada para focar a soldadura através de materiais transparentes.
A soldadura a laser é adequada para materiais isolantes, metais dissimilares e soldadura entre metais e não metais. Atualmente, é utilizada principalmente em componentes de soldadura de micro-precisão, densamente dispostos e sensíveis ao calor.
A soldadura por pressão refere-se a uma categoria de métodos de soldadura que obtêm juntas não destacáveis através do aquecimento de metais até um estado plástico, pressurizando-os para causar deformação plástica, recristalização e difusão atómica. Isto faz com que os átomos de duas superfícies separadas se aproximem o suficiente para formar ligações metálicas (a uma distância de rede de 0,3~0,5nm).
A soldadura por resistência é um método em que as peças de trabalho combinadas são pressurizadas através de eléctrodos e o calor gerado pela resistência quando uma corrente eléctrica passa através da superfície de contacto e da área adjacente da junta de soldadura é utilizado para soldar. Os tipos mais comuns incluem soldadura por pontossoldadura por costura e soldadura topo a topo.
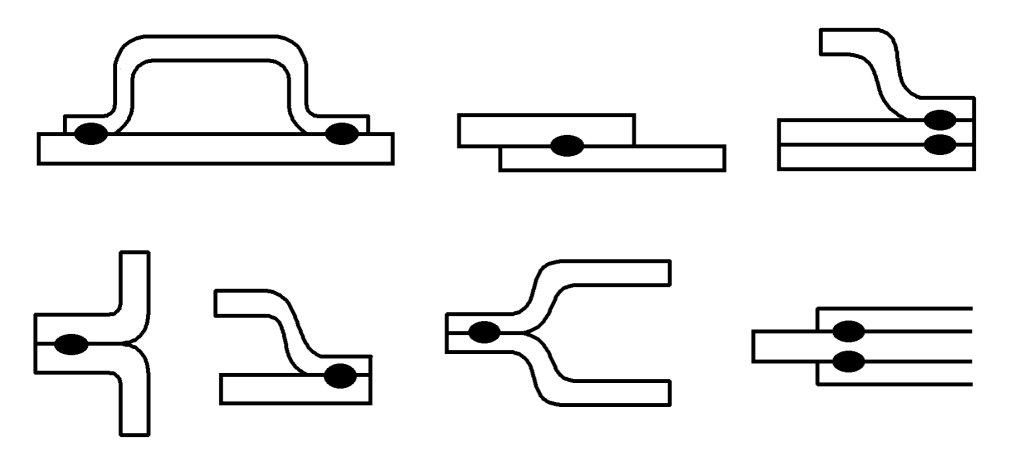
A soldadura por pontos é um método de soldadura por resistência que forma um ponto de soldadura através da fusão local do metal de base por calor de resistência. Isto é conseguido através da montagem das peças de trabalho numa junta sobreposta, firmemente de encaixe entre dois eléctrodos cilíndricos, aplicando pressão e fazendo passar uma corrente eléctrica. O princípio é mostrado na Figura 4-26, e as formas mais comuns de pontos juntas de soldadura são mostrados na Figura 4-27.
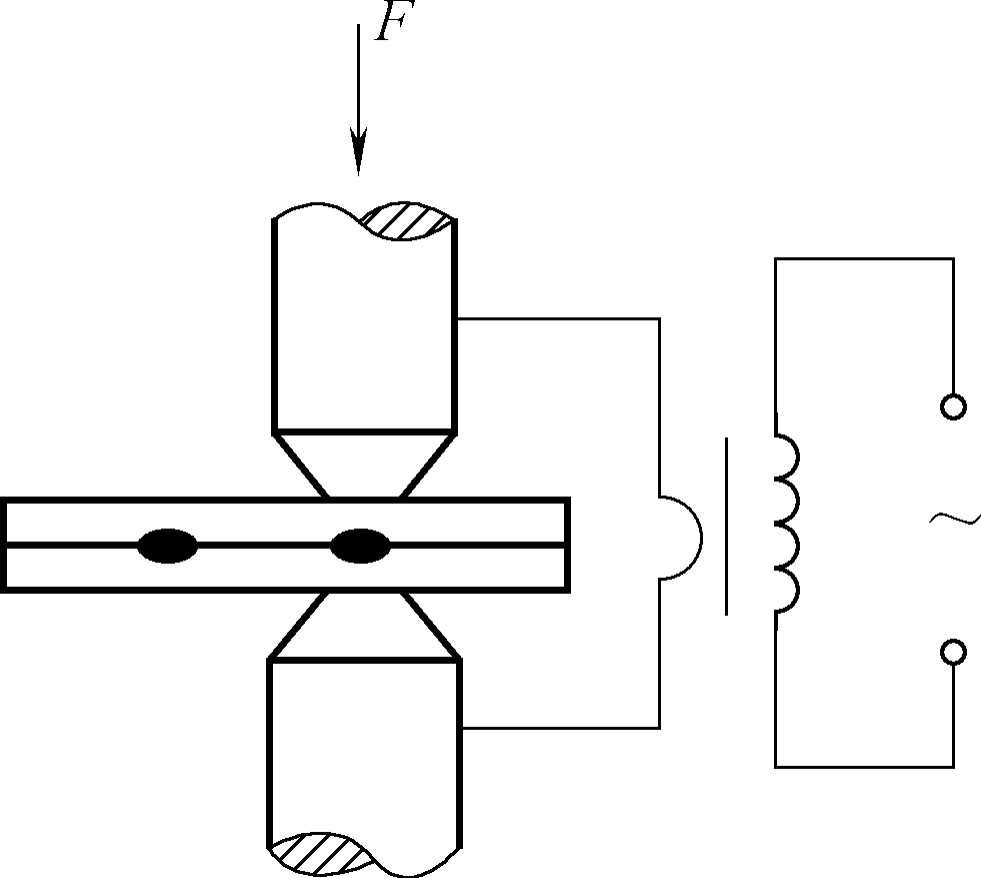
Durante a soldadura por pontos, é primeiro aplicada pressão para garantir que as duas peças de trabalho estão em contacto estreito, seguida de aquecimento através de uma corrente eléctrica. Como a resistência no ponto de contacto das peças é grande, o calor concentra-se aí, aumentando rapidamente a temperatura e fundindo o metal para formar um núcleo de fusão de um determinado tamanho.
Quando a corrente é cortada e a pressão é removida, o núcleo fundido no ponto de contacto das duas peças de trabalho solidifica para formar um ponto de soldadura denso. Antes da soldadura por pontos, é crucial limpar rigorosamente a película de óxido, manchas de óleo, etc., na superfície das peças de trabalho para evitar afetar a qualidade da soldadura por pontos e a vida dos eléctrodos devido à resistência de contacto excessiva das peças de trabalho.
Além disso, durante a soldadura por pontos, alguma corrente flui através dos pontos já soldados, reduzindo a corrente no ponto de soldadura e causando um fenómeno de derivação. Para minimizar o desvio, a distância de soldadura por pontos não deve ser demasiado pequena. Os principais parâmetros do processo que afectam a qualidade da soldadura por pontos são a pressão do elétrodo, a corrente de soldadura e o tempo de energização.
Se a pressão do elétrodo for demasiado elevada, a resistência de contacto diminui, reduzindo o calor e resultando numa resistência insuficiente do ponto de soldadura. Se a pressão do elétrodo for demasiado baixa, o contacto entre as peças de trabalho é fraco.
Apesar de a fonte de calor ser forte, é instável e pode mesmo provocar salpicos e defeitos de combustão. Se a corrente de soldadura for insuficiente, o calor é insuficiente, a profundidade de fusão é demasiado pequena e pode mesmo provocar a não fusão; se a corrente for demasiado elevada, a profundidade de fusão é demasiado grande e pode haver salpicos de metal, conduzindo mesmo a queimaduras.
A influência do tempo de energização na qualidade da soldadura por pontos é semelhante à da corrente. A soldadura por pontos é principalmente utilizada para soldar estruturas de chapa fina com menos de 4 mm e barras de reforço.
A soldadura por pontos é um processo contínuo de soldadura por pontos. Utiliza eléctrodos em forma de disco em rotação contínua em vez de eléctrodos cilíndricos, resultando em cordões de soldadura contínuos sobrepostos após a soldadura, como se mostra na Figura 4-28.
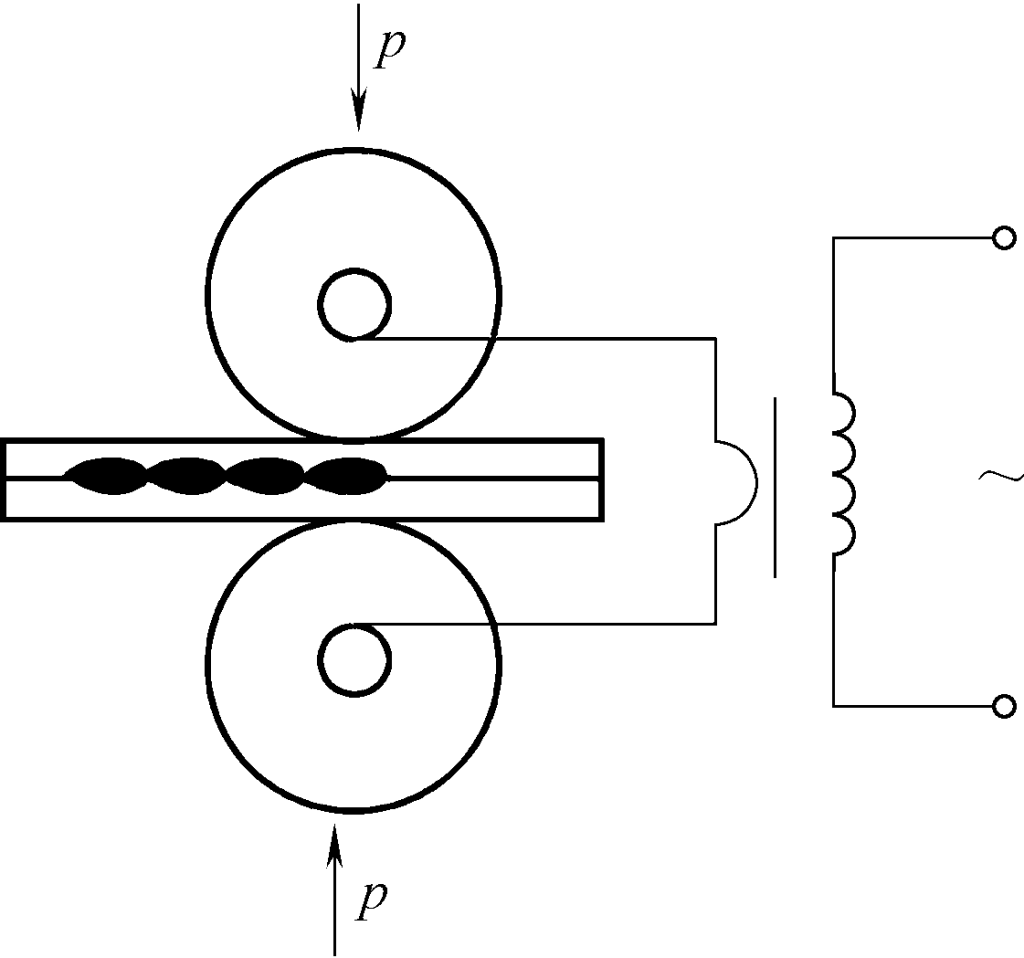
O elétrodo em forma de disco não só pressuriza e conduz a eletricidade para as peças de trabalho, como também move as peças de trabalho para a frente através da sua própria rotação para completar a soldadura do cordão.
O fenómeno de desvio durante a soldadura por costura é mais grave. Ao soldar peças de trabalho da mesma espessura, a corrente de soldadura é 1,5~2 vezes superior à da soldadura por pontos. A soldadura por costura é normalmente utilizada para soldar recipientes de paredes finas com menos de 3 mm que requerem vedação, tais como tanques de óleo, tanques de água, silenciadores, etc.
A soldadura topo a topo é um método de soldadura por resistência que utiliza calor resistivo para fundir duas peças de trabalho numa junta topo a topo, soldando todas as faces das extremidades.
1) Soldadura topo a topo por resistência: A soldadura topo a topo por resistência envolve a montagem das peças de trabalho numa junta topo a topo, assegurando que as suas faces finais estão em contacto próximo, e utilizando calor resistivo para as aquecer até um estado plástico. É então aplicada pressão para completar a soldadura. O princípio deste método de soldadura é mostrado na Figura 4-29a. A soldadura topo a topo por resistência tem a vantagem de ter juntas lisas, rebarbas mínimas e um processo de soldadura simples.
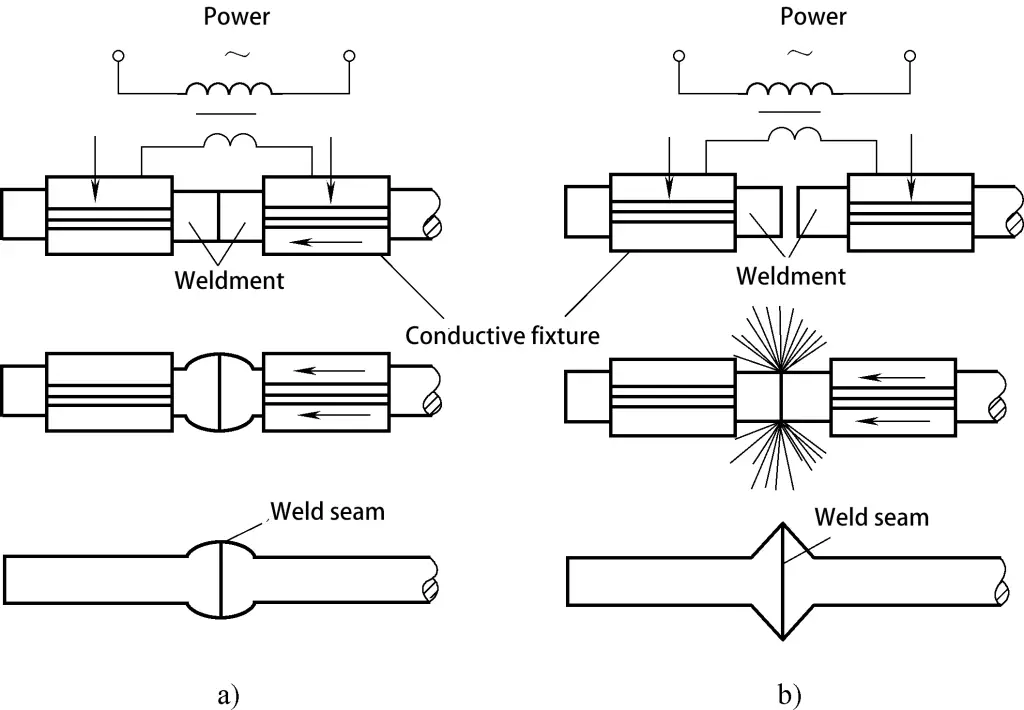
a) Soldadura topo a topo por resistência
b) Soldadura topo a topo com flash
No entanto, as suas juntas têm propriedades mecânicas inferiores e requerem uma elevada preparação das faces finais da peça de trabalho (é necessária uma limpeza rigorosa antes da soldadura). É geralmente utilizado para juntas de topo de perfis metálicos de secção transversal pequena (inferior a 250 mm²).
2) Soldadura topo a topo rápida: Durante a soldadura, as peças de trabalho são fixadas na cabeça de fixação do elétrodo, a fonte de energia é ligada e são gradualmente unidas. Devido às faces ásperas das extremidades de contacto, apenas alguns pontos estão em contacto no início.
Quando uma corrente forte passa por estes poucos pontos com uma área de contacto muito pequena, é gerada uma grande quantidade de calor resistivo, fazendo com que o metal nos pontos de contacto derreta rapidamente e até se vaporize. O metal fundido, sob a influência das forças electromagnéticas e da explosão de gás, é pulverizado com óxidos superficiais, criando um clarão cintilante. À medida que as peças continuam a avançar, o flash ocorre nos novos pontos de contacto.
Quando uma fina camada de metal em toda a face da extremidade de contacto das peças de trabalho tiver derretido, a pressão é rapidamente aplicada e a energia é cortada. As duas peças de trabalho arrefecem e solidificam sob pressão, soldando-as. O princípio da soldadura topo a topo rápida é mostrado na Figura 4-29b.
Durante o processo de soldadura topo a topo com flash, os óxidos e as impurezas na extremidade da peça de trabalho são expelidos pelas faíscas de flash ou espremidos com o metal líquido, evitando a intrusão de ar. Assim, a junta tem menos impurezas, alta qualidade, e tanto a força de soldadura como a plasticidade são maiores. O requisito para a limpeza pré-soldagem da face final não é elevado.
É frequentemente utilizado para soldar peças importantes, como carris, correntes de ancoragem, tubos, jantes e ferramentas. Também pode ser utilizado para soldar diferentes metais (como alumínio-cobre, cobre-aço, alumínio-aço, etc.), desde fios metálicos com um diâmetro de 0,01 mm a tubos com um diâmetro de 500 mm, e perfis ou placas metálicas com uma secção transversal até 20000 mm².
No entanto, a soldadura topo a topo rápida resulta em mais queimaduras nas peças de trabalho, e as rebarbas têm de ser limpas após a soldadura."
A soldadura por resistência apresenta um aquecimento rápido a temperaturas relativamente baixas, resultando num impacto térmico mínimo e na deformação da peça de trabalho, facilitando assim a criação de juntas de elevada qualidade. Não necessita de metal de enchimento ou fluxo adicional. O processo é isento de luz de arco, gera um ruído mínimo e produz menos poeiras e gases nocivos, o que contribui para um melhor ambiente de trabalho.
As unidades de soldadura por resistência têm uma estrutura simples, são leves e apresentam uma boa estanquicidade, o que as torna ideais para a produção de peças de formas complexas. O processo é facilmente mecanizado e automatizado, levando a uma elevada produtividade.
No entanto, os factores que afectam a resistência podem resultar em flutuações de calor, levando a uma qualidade inconsistente da junta. Isto pode, até certo ponto, limitar a aplicação da soldadura por resistência em alguns componentes críticos. Além disso, a soldadura por resistência consome uma quantidade significativa de eletricidade e as máquinas são complexas e dispendiosas.
Soldadura por fricção é um método de soldadura por pressão que utiliza o calor gerado pela fricção entre as superfícies da peça de trabalho para levar as faces finais a um estado termoplástico, seguido de uma rápida aplicação de pressão para completar o processo de soldadura. Como se mostra na Figura 4-30, o princípio da soldadura por fricção consiste em manter a peça de trabalho 1 numa bucha rotativa e a peça de trabalho 2 numa bucha que se pode mover axialmente e aplicar pressão.
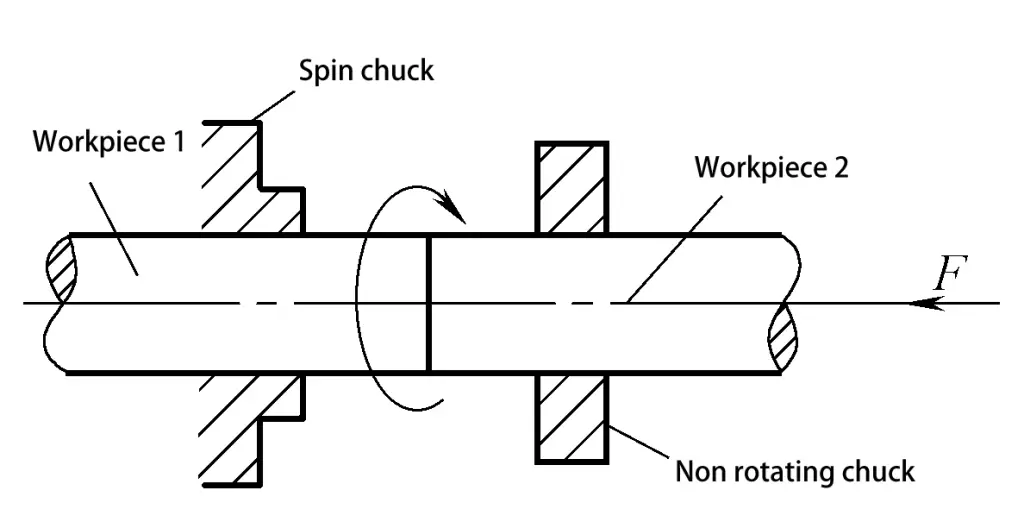
No início da soldadura, a peça de trabalho 1 roda a alta velocidade, enquanto a peça de trabalho 2 se desloca em direção à peça de trabalho 1 e entra em contacto com ela. A energia mecânica consumida pelas superfícies de fricção é convertida em calor, aumentando a temperatura da junta até um determinado nível (estado termoplástico). Nesta altura, a peça 1 pára de rodar e é aplicada uma pressão de topo a uma extremidade da peça 2, que arrefece sob pressão para formar uma estrutura de junta densa.
As juntas de soldadura por fricção são geralmente de secção transversal igual, mas podem também ser de secção transversal desigual, desde que uma das secções transversais seja um corpo rotativo.
1) Boa e estável qualidade da junta. A temperatura de soldadura por fricção é inferior ao ponto de fusão do metal da peça de trabalho, a zona afetada pelo calor é pequena e a junta completa a deformação plástica e a recristalização sob a força superior, resultando numa estrutura densa.
Além disso, a película de óxido e a contaminação de óleo na face da extremidade da peça de trabalho são limpas por fricção, tornando a junta menos propensa a porosidade e inclusões de escória, melhorando assim a qualidade da junta.
2) Elevada produtividade de soldadura e baixo custo. A soldadura por fricção é simples de operar e não requer metal de adição, tornando-a fácil de automatizar e levando a uma maior produtividade. Ao mesmo tempo, o equipamento é simples e o consumo de energia é baixo, apenas 1/10 a 1/5 do consumo de energia da soldadura topo a topo com flash, resultando em custos mais baixos.
3) Ampla aplicabilidade. É adequado não só para metais ferrosos e não ferrosos comuns, mas também para soldar materiais especiais e materiais dissimilares com diferenças significativas nas propriedades mecânicas e físicas à temperatura ambiente.
4) Boas condições de produção. A soldadura por fricção não produz faíscas, luz de arco ou poeira, tornando-a fácil de operar e reduzindo a intensidade de trabalho para os trabalhadores.
Sendo um método de soldadura por pressão rápido e eficaz, a soldadura por fricção é frequentemente utilizada para a soldadura topo a topo de peças redondas, varões e tubos. Pode soldar peças sólidas com diâmetros que variam entre 2 e 100 mm, e os diâmetros exteriores dos tubos podem atingir várias centenas de milímetros. Tem sido amplamente utilizada na produção de ferramentas, bem como em automóveis, tractores, hastes de perfuração de petróleo, centrais eléctricas e maquinaria têxtil.
Uma vez que o investimento inicial de uma máquina de soldadura por fricção é elevado, a soldadura por fricção é adequada para a produção em grande escala.
A soldadura por explosão é um método de soldadura por pressão que utiliza a onda de choque de alta pressão (700 MPa), alta temperatura (3000℃) e alta velocidade (500-1000 m/s) produzida pela explosão de explosivos para atuar sobre o revestimento, fazendo-o colidir violentamente com a placa de base. Isto cria um jato no ponto de contacto, que remove os óxidos superficiais e outras impurezas, e forma uma junta em estado sólido sob alta pressão.
Como se mostra na Figura 4-31, qualquer metal que tenha resistência e plasticidade suficientes e que possa suportar a rápida deformação exigida pelo processo pode ser soldado por explosão. O método pode ser dividido em métodos paralelos e angulares com base em diferentes métodos de montagem.
a) Método paralelo b) Método angular
1-Detonador
2-Explosivo
Camada de 3 tampões
4-Revestimento
5-Base da placa 6-Fundação
A qualidade das juntas soldadas por explosão é boa, com uma pequena zona afetada pelo calor. É utilizado principalmente para soldar grandes placas compostas e tubos compostos, tais como alumínio-aço-cobre, titânio-aço e zircónio-nióbio, que não são adequados para outros métodos de soldadura.
A soldadura por ultra-sons é uma forma de soldadura por pressão que utiliza a energia de oscilação de alta frequência dos ultra-sons para aquecer e limpar localmente a junta das peças de trabalho, enquanto é aplicada pressão para obter a soldadura, conforme ilustrado na Figura 4-32.
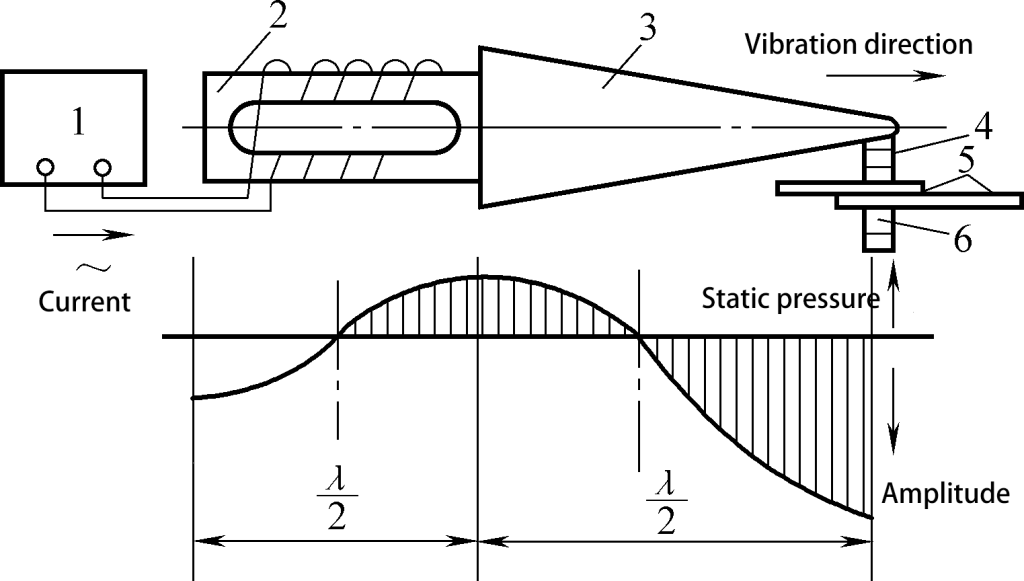
1 - Gerador de ultra-sons
2 - Transdutor
3 - Concentrador
4 - Pólo superior do som
5 - Soldadura
6 - Pólo de som inferior
Durante o processo de soldadura, as ondas ultra-sónicas geradas pelo gerador de ultra-sons atingem o pólo sonoro superior através de uma série de etapas de conversão e transmissão de energia. Sob a influência dos pólos oscilantes, ocorre uma fricção intensa, um aumento da temperatura e uma deformação nos pontos de contacto locais das duas peças, quebrando ou dispersando assim os contaminantes, como os óxidos, e aproximando suficientemente os átomos de metal puro para formar ligações metalúrgicas.
No processo de soldadura por ultra-sons, não há fluxo de corrente através das peças de trabalho, nem a influência de fontes de calor, tais como chama ou luz de arco. É um processo de soldadura que envolve uma combinação de fricção, difusão e deformação plástica. A soldadura por ultra-sons pode ser dividida em soldadura por pontos por ultra-sons e soldadura por costura por ultra-sons.
A soldadura por ultra-sons tem uma vasta gama de materiais soldáveis e é particularmente adequada para a soldadura de materiais de elevado ponto de fusão, elevada condutividade térmica, metais difíceis de fundir e materiais dissimilares, bem como estruturas especiais, tais como as que apresentam disparidades significativas de espessura e folhas multicamadas, tais como folhas de ouro de 2μm, cabos de circuitos de dispositivos microelectrónicos, etc.
Também pode ser utilizado para soldar plásticos, tais como PVC, polietileno, nylon e plexiglass, entre outros.
A brasagem é um método de soldadura que utiliza um material de enchimento metálico com um ponto de fusão inferior ao do material de base. A peça de trabalho e o material de enchimento são aquecidos a uma temperatura acima do ponto de fusão do material de enchimento, mas abaixo do ponto de fusão do material de base.
Este processo utiliza o material de enchimento líquido para humedecer o material de base, preencher o espaço da junta e difundir-se mutuamente com o material de base. Após o arrefecimento, obtém-se uma ligação.
A brasagem é considerada uma ligação física, também conhecida como brasagem. O fluxo utilizado na brasagem é designado por fluxo de brasagem, que serve para remover óxidos e outras impurezas das superfícies dos materiais de enchimento e de base.
Cobre as superfícies da peça de trabalho e do material de enchimento sob a forma de uma película líquida, isolando-as do ar para proteger o material de enchimento líquido e a peça de trabalho da oxidação. Além disso, melhora a molhabilidade do material de enchimento líquido na peça de trabalho e aumenta a capacidade do material de enchimento para preencher espaços.
A diferença fundamental entre a brasagem e outros métodos de soldadura é que as peças de trabalho não derretem durante o processo de soldadura. Em vez disso, a ligação é feita através da fusão e enchimento das peças com um material de enchimento que tem um ponto de fusão mais baixo.
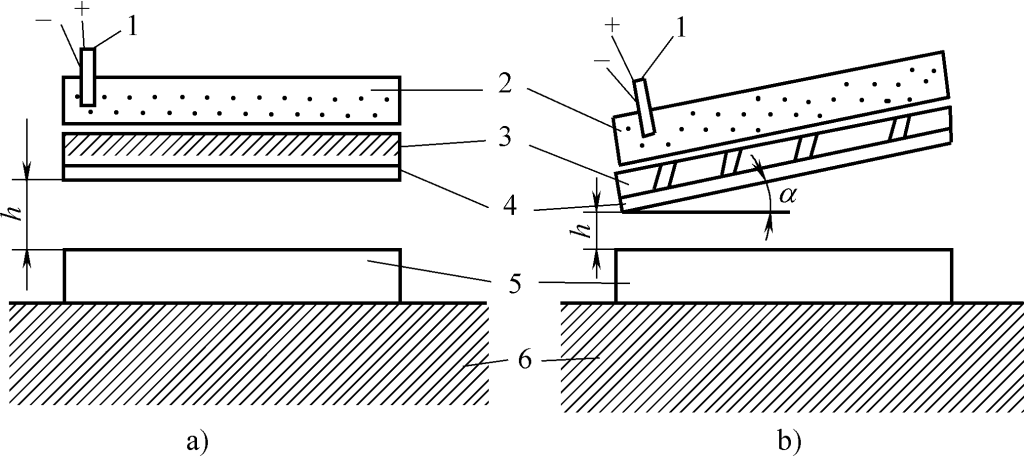
O processo de brasagem divide-se em três fases: humedecimento, espalhamento e união, como se mostra na Figura 4-33.

a) Humidificação
b) Espalhamento
c) Aderir
A brasagem pode ser dividida em brasagem suave e brasagem dura com base no ponto de fusão do material de enchimento.
(1) Brasagem suave
A brasagem suave utiliza materiais de enchimento com pontos de fusão inferiores a 450°C, resultando em juntas com menor resistência, normalmente entre 60 e 190 MPa, e são adequadas para temperaturas de funcionamento inferiores a 100°C. Estes materiais de enchimento têm uma forte capacidade de penetrar nas fendas das juntas e apresentam uma boa processabilidade de soldadura.
Os enchimentos de brasagem macios comuns incluem ligas de estanho-chumbo, também conhecidas como solda de estanho. Os enchimentos para brasagem de estanho são altamente condutores, o que os torna utilizados principalmente para ligar componentes em circuitos electrónicos. Os fluxos utilizados na brasagem suave incluem principalmente soluções de colofónia e cloreto de zinco.
(2) Brasagem dura
A brasagem dura utiliza materiais de enchimento com pontos de fusão superiores a 450°C, produzindo juntas com maior resistência, todas superiores a 200 MPa, e capazes de suportar temperaturas de funcionamento mais elevadas.
Os enchimentos de brasagem dura comuns incluem ligas à base de alumínio, à base de prata e à base de cobre, com fluxos que consistem principalmente em bórax, ácido bórico, fluoretos e cloretos.
As configurações de junta na brasagem incluem sobreposição de chapa metálica, inserção de manga, entre outras. Estas juntas apresentam grandes superfícies soldadas, assegurando uma boa capacidade de suporte de carga.
Os métodos de aquecimento de brasagem incluem aquecimento por chama, aquecimento por resistência, aquecimento por indução, aquecimento por forno, aquecimento por banho de sal e aquecimento por ferro de soldar. A escolha do método de aquecimento pode ser determinada com base em factores como o tipo de material de enchimento, a forma e a dimensão da peça de trabalho, o número de juntas, os requisitos de qualidade e o volume de produção.
Entre estes, o aquecimento com ferro de soldar gera temperaturas mais baixas e é geralmente adequado apenas para a brasagem suave.







