Noções básicas de montagem: Técnicas, ferramentas e procedimentos
Última atualização:
8 de junho de 2024
Partilhe o seu gosto:
Índice
I. Características do artesanato de montagem
A montagem refere-se ao comércio que utiliza várias ferramentas manuais e algum equipamento mecânico para completar o processamento de certas peças, a montagem e depuração de componentes e máquinas, bem como a manutenção e reparação de vários equipamentos mecânicos. As características da montagem consistem no facto de a direção do movimento da ferramenta não ser restrita, na simplicidade de utilização da ferramenta, na flexibilidade, diversidade e comodidade de operação e na ampla adaptabilidade. Por conseguinte, pode realizar tarefas no processamento mecânico que são difíceis de completar.
A montagem é um ofício com processos técnicos relativamente complexos, procedimentos de processamento pormenorizados e elevados requisitos de artesanato. Embora existam muitos métodos de processamento avançados disponíveis atualmente, muitas tarefas ainda requerem a montagem para serem concluídas. A montagem desempenha um papel importante na garantia da qualidade do produto. Os principais métodos operacionais de montagem incluem a marcação, cinzelagem, serragem, limagem, raspagem, perfuração, alargamento, perfuração, roscagem e roscagem.
II. Marcação
A essência da marcação plana é um problema de desenho geométrico plano. A marcação plana envolve a utilização de ferramentas de marcação para desenhar o padrão na peça em bruto numa escala de 1:1 de acordo com o tamanho real. Os passos para a marcação plana são os seguintes:
Selecionar a referência de marcação de acordo com os requisitos do desenho.
Preparar a peça de trabalho antes da marcação (limpeza, inspeção, coloração, instalação de tampões centrais nos orifícios das peças, etc.). Aplicar uma camada fina e uniforme de revestimento (ou seja, coloração) na área de marcação na peça de trabalho para tornar as linhas desenhadas claramente visíveis. Diferentes peças de trabalho requerem diferentes revestimentos. Geralmente, a água de cal é aplicada a peças fundidas e forjadas, o giz pode ser utilizado em peças pequenas, a violeta de genciana (também conhecida como "óleo azul") ou a solução de sulfato de cobre é aplicada a produtos semi-acabados de aço e a violeta de genciana ou tinta é aplicada a alumínio, cobre e outros produtos semi-acabados de metais não ferrosos.
Desenhar as linhas de contorno da maquinagem (linhas rectas, círculos e arcos de ligação).
Fazer furos de amostra ao longo das linhas traçadas.
III. Serrar
O método de cortar materiais com uma serra manual ou serrar ranhuras numa peça de trabalho chama-se serrar.
1. Composição do serrote
O serrote é composto por um arco de serra e uma lâmina de serra.
(1) Arco de serra
Existem dois tipos de arcos de serra: fixos e ajustáveis, como mostra a Figura 1.
Figura 1 Serra manual
(2) Lâmina de serra
As lâminas de serra são geralmente feitas de aço-carbono para ferramentas e são temperadas e revenidas a baixas temperaturas. De acordo com o passo dos dentes da serra, as lâminas de serra podem ser divididas em lâminas de serra de dentes grossos, de dentes médios e de dentes finos. As lâminas de serra de dentes grossos são adequadas para serrar materiais macios e peças de secção transversal grande, enquanto as lâminas de serra de dentes finos são adequadas para serrar materiais duros e peças de paredes finas.
2. Métodos de serragem
(1) Instalação da lâmina de serra
Ao serrar, a serra corta quando é empurrada para a frente, pelo que os dentes da serra devem estar virados para a frente quando se instala a lâmina da serra. A lâmina de serra não deve estar demasiado apertada nem demasiado solta; demasiado apertada pode fazer com que a lâmina de serra se parta, e demasiado solta pode fazer com que o corte da serra se desvie. Geralmente, a porca de ajuste deve ser apertada com a força de dois dedos.
(2) Instalação da peça de trabalho
A peça de trabalho não deve ficar demasiado afastada das maxilas do torno para evitar vibrações durante a serragem. A linha de serra deve ser paralela ao bordo das maxilas da morsa e fixada no lado esquerdo da morsa para facilitar a operação. A peça de trabalho deve ser fixada firmemente, mas não deformada ou danificada na superfície maquinada.
(3) Segurar a serra manual
De um modo geral, segurar o cabo da serra com a mão direita e apoiar ligeiramente a parte da frente do arco da serra com a mão esquerda.
(4) Arranque da serra
Ao ligar a serra, a lâmina de serra deve estar ligeiramente inclinada num ângulo α (10°-15°) em relação à superfície da peça de trabalho, não demasiado grande para evitar a quebra de dentes. Para evitar que a lâmina de serra deslize para o lado, pode pressionar o polegar contra um dos lados da lâmina de serra. Ao ligar a serra, empurre e puxe rapidamente a serra para trás e para a frente. Uma vez efectuado um pequeno corte, retire a mão esquerda da lâmina da serra e pressione ligeiramente a extremidade dianteira do arco da serra para continuar a serrar.
(5) Serrar
Durante o corte, o arco da serra deve mover-se para a frente e para trás em linha reta, sem oscilar, para evitar que a lâmina da serra se parta. Ao empurrar a serra para a frente, aplique uma pressão uniforme com as duas mãos para cortar; ao voltar, deixe a lâmina da serra deslizar ligeiramente sobre a superfície maquinada sem aplicar pressão.
O movimento de vai-e-vem durante o corte não deve ser demasiado rápido, cerca de 30-40 vezes por minuto. Certifique-se de que 2/3 do comprimento da lâmina de serra está envolvido no trabalho de serrar para evitar desgaste e danos locais. Durante a serragem, devem ser adicionados lubrificantes para lubrificação e arrefecimento, tais como óleo de máquina para peças de aço e água para peças de alumínio.
3. Pontos-chave da operação de serragem
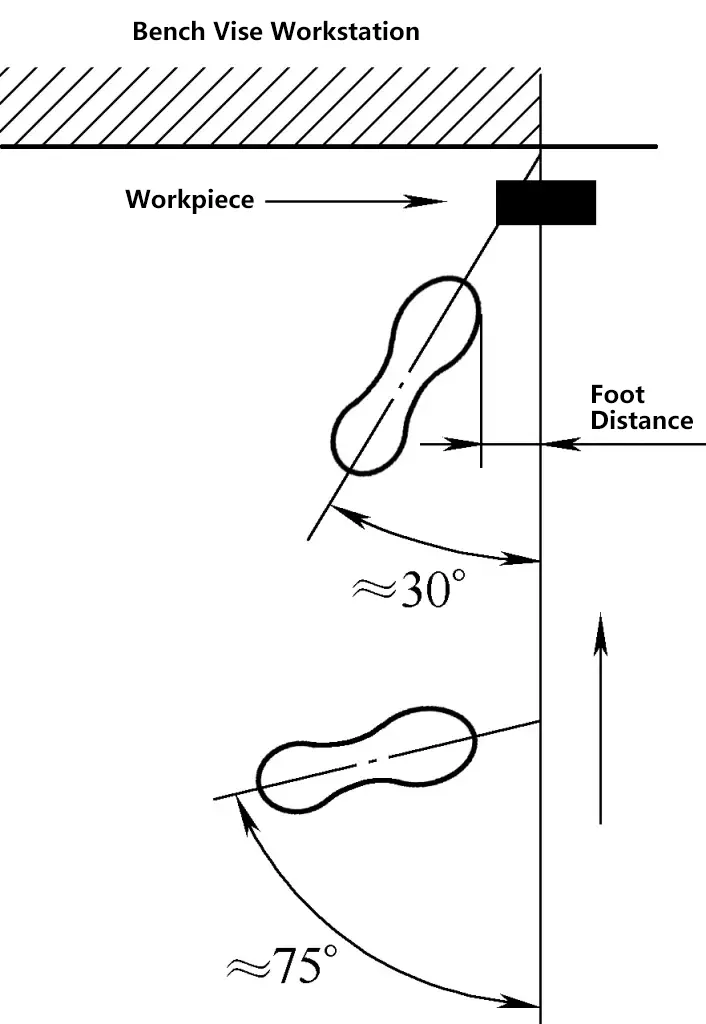
(1) Segurar a serra e operação de serrar
O método geral de segurar a serra consiste em segurar firmemente o cabo da serra com a mão direita e apoiar ligeiramente a extremidade dianteira do arco da serra com a mão esquerda. A posição de pé durante o corte é mostrada na Figura 2. As forças de empurrar e pressionar durante o corte são controladas pela mão direita, enquanto a mão esquerda não deve aplicar demasiada pressão e deve ajudar principalmente a mão direita a manter o arco da serra direito. Aplicar pressão ao empurrar a serra para a frente e libertar a pressão ao voltar, deixando a lâmina da serra deslizar ligeiramente sobre a peça de trabalho. A velocidade do movimento para a frente e para trás durante o corte deve ser controlada a cerca de 30 vezes por minuto.
Figura 2 Posição de pé durante o corte
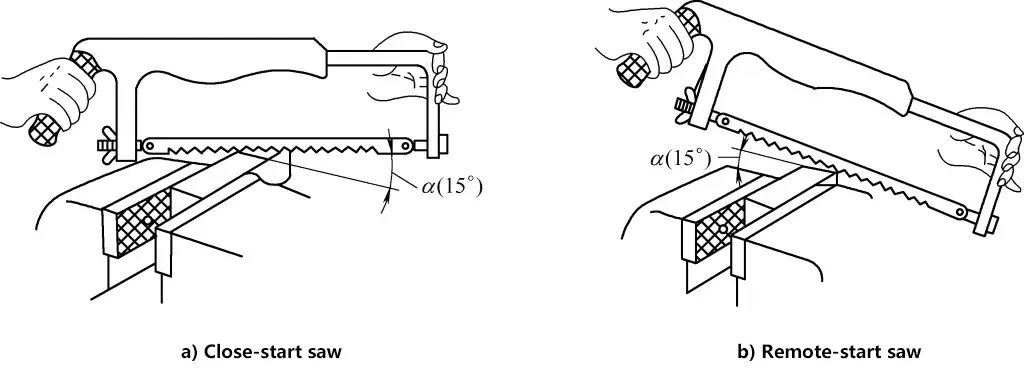
(2) Arranque da serra: O processo em que a lâmina da serra começa a cortar a peça de trabalho designa-se por arranque da serra.
Existem dois métodos de arranque da serra: arranque próximo (Figura 3a) e arranque afastado (Figura 3b). Ao ligar a serra, utilizar a unha do polegar esquerdo para bloquear a lâmina da serra, com um ângulo de arranque de cerca de 15°. O arco da serra deve ter um curso curto e uma pressão ligeira. A lâmina de serra deve estar perpendicular à superfície da peça de trabalho. Quando o corte inicial atinge uma profundidade de 2-3 mm, o processo de arranque pode terminar e o arco da serra deve ser gradualmente ajustado para uma posição horizontal para serrar normalmente.
Figura 3 Ligar a serra
IV. Arquivamento
A operação que consiste em utilizar uma lima para remover o excesso de metal da superfície de uma peça de trabalho, de modo a obter as dimensões, a forma e a rugosidade da superfície pretendidas, de acordo com o desenho, chama-se limagem. A limagem pode processar as superfícies internas e externas, ranhuras, superfícies curvas e várias superfícies complexas de peças. O âmbito da limagem inclui planos, superfícies escalonadas, superfícies angulares, superfícies curvas, ranhuras e vários orifícios moldados.
1. Tipos de ficheiros
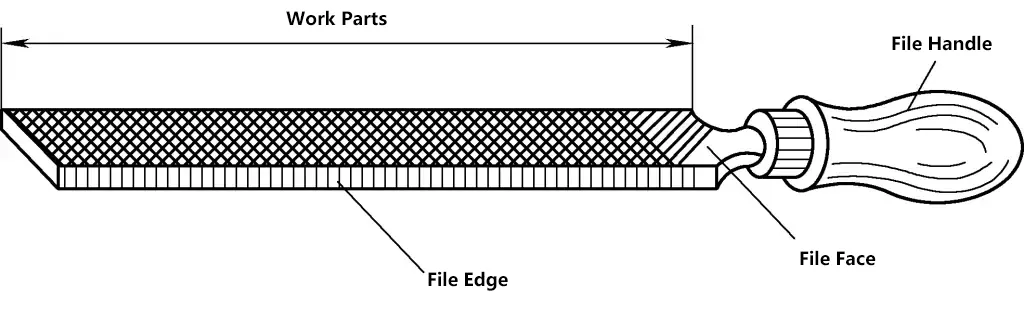
Uma lima é constituída por uma face de lima, uma aresta de lima e um cabo de lima (com uma pega anexada), como se mostra na Figura 4. As especificações de uma lima de montador são indicadas pelo comprimento da peça a trabalhar e estão divididas em sete tipos: 100mm, 150mm, 200mm, 250mm, 300mm, 350mm, e 400mm. Dependendo do tamanho, as limas são ainda divididas em limas de ajuste e limas de moldagem.
Figura 4 Ficheiro
As limas de montagem incluem limas planas, limas de meia-volta, limas quadradas, limas triangulares e limas redondas, sendo as limas planas as mais utilizadas. As limas de modelação são mais pequenas e normalmente vêm num conjunto de 10 limas de várias formas, utilizadas para limar peças pequenas e peças difíceis de maquinar. As limas são feitas de aço-carbono para ferramentas T12, T13, T12A e T13A, e são endurecidas após tratamento térmicocom uma dureza de 62~67HRC.
(1) As limas são classificadas em limas de corte simples e limas de corte duplo com base no padrão dos dentes. As limas de corte simples têm dentes numa só direção, formando um ângulo de 70° com a linha central da lima, e são geralmente utilizadas para limar materiais macios metais como o cobre, o estanho e o chumbo. As limas de corte duplo têm dentes dispostos em duas direcções de intersecção; o primeiro corte é chamado de corte inferior e o segundo corte é chamado de corte superior.
O corte inferior forma um ângulo de 45° com a linha central da lima e tem um espaçamento entre dentes mais largo; o corte superior forma um ângulo de 65° com a linha central da lima e tem um espaçamento entre dentes mais estreito. Devido aos diferentes ângulos e espaçamentos dos cortes inferior e superior, as marcas de limagem não se sobrepõem, resultando numa superfície lisa e plana.
(2) As limas são classificadas de acordo com a forma da secção transversal em limas planas (para limar planos, superfícies cilíndricas externas e arcos convexos), limas quadradas (para limar planos e furos quadrados), limas triangulares (para limar planos, furos quadrados e ângulos superiores a 60°), limas redondas (para limar superfícies redondas e de arco interno) e limas semi-redondas (para limar planos, superfícies de arco interno e furos redondos grandes), como mostra a Figura 5a. A Figura 5b mostra limas especiais utilizadas para processar superfícies especiais de várias peças.
Figura 5 Formas de secção transversal das limas
(3) As limas são classificadas pelo número de dentes por cada 10 mm de comprimento:
Limas de dentes grossos: 4 a 12 dentes por cada 10 mm de comprimento, com grande espaçamento entre dentes, não se entopem facilmente, adequadas para maquinagem em bruto ou limagem de metais não ferrosos como o cobre e o alumínio.
Limas de dentes médios: 13 a 23 dentes por cada 10 mm de comprimento, com um espaçamento moderado entre os dentes, adequado para o processamento após o desbaste.
Limas de dentes finos: 30 a 40 dentes por cada 10 mm de comprimento, adequadas para limar superfícies lisas ou metais duros.
Lixas muito suaves: 50 a 62 dentes por 10 mm de comprimento, adequadas para o acabamento fino de superfícies lisas.
2. Etapas do registo
(1) Método de conservação de ficheiros
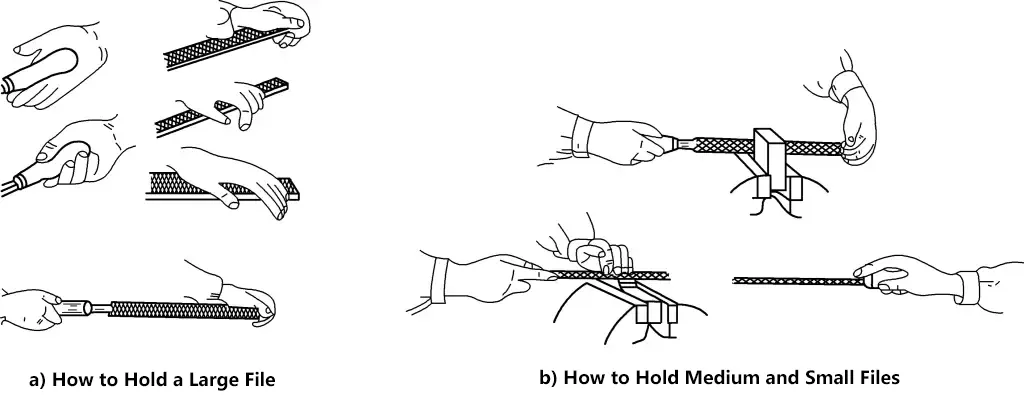
Quando utilizar uma lima plana grande, segure o cabo da lima com a mão direita e pressione a outra extremidade da lima com a mão esquerda, mantendo a lima na horizontal; quando utilizar uma lima plana média, utilize o polegar e o indicador da mão esquerda para beliscar a extremidade frontal da lima e guiá-la na horizontal; para limas pequenas, segure-as com a mão direita.
(2) Aplicação de força
Ao empurrar inicialmente a lima para a frente, na posição inicial, aplique mais pressão com a mão esquerda e menos com a mão direita. À medida que avança, altere gradualmente a pressão de modo a que, no ponto médio, ambas as mãos apliquem a mesma pressão. À medida que continua a limar para a frente, aumente gradualmente a pressão com a mão direita e diminua a pressão com a mão esquerda. Isto equilibra o binário entre as mãos, mantendo a lima a mover-se horizontalmente. Caso contrário, o cabo da lima inclinar-se-á para baixo no início, e a extremidade dianteira inclinar-se-á para baixo no final, resultando numa superfície baixa em ambas as extremidades e elevada no meio.
3. Métodos de arquivamento de planos
Lixagem reta: Lixagem perpendicular à peça de trabalho, utilizada para limar superfícies planas ou lisas.
Lixagem cruzada: Lixagem num ângulo de 30°~45° em relação à peça de trabalho, em direcções alternadas, utilizada principalmente para maquinagem em desbaste.
Limagem por pressão: Utilizada quando a margem de material é pequena ou para alisar, especialmente adequada para superfícies estreitas ou quando a limagem a direito está obstruída.
4. Métodos de limagem de superfícies curvas
Utilize o método de rolamento, em que o movimento da lima segue uma trajetória curva, rolando ao longo do arco para limar.
5. Inspeção da qualidade dos ficheiros
(1) Utilizar o método de transmissão de luz para verificar a retidão e a perpendicularidade da superfície limada. Utilize uma régua de aço e uma régua quadrada contra a luz; uma linha de luz fina e uniforme indica uma superfície plana e reta.
(2) Utilizar uma régua de aço ou um paquímetro para verificar as dimensões da peça de trabalho.
6. Pontos-chave da operação de arquivo
(1) Manter o ficheiro
Existem muitos tipos de ficheiros, com diferentes especificações e tamanhos, e são utilizados em diferentes situações. Por conseguinte, a forma de guardar o ficheiro também deve mudar em conformidade. A figura 6a mostra o método para guardar um ficheiro grande; a figura 6b mostra o método para guardar ficheiros médios e pequenos.
Figura 6 Manter o ficheiro
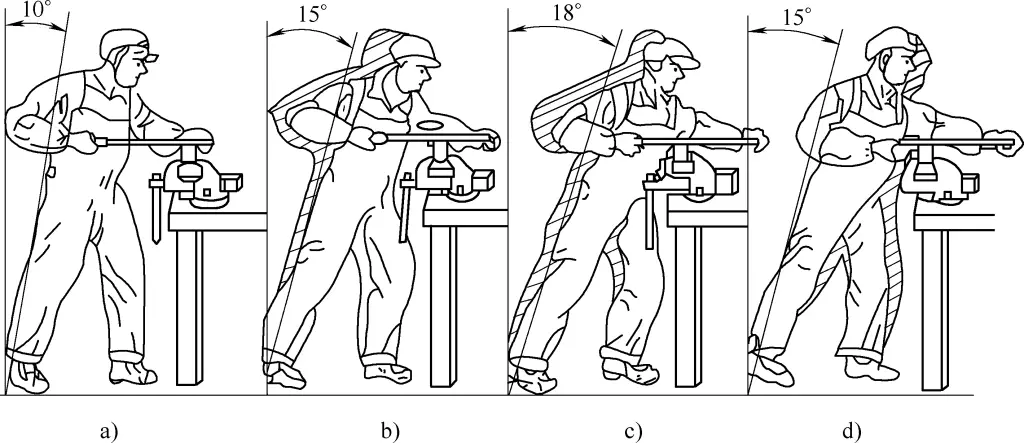
(2) Postura da operação de depósito
A postura de operação de limagem é mostrada na Figura 7. O peso do corpo é colocado no pé esquerdo, o joelho direito deve estar direito e ambos os pés devem permanecer estáveis sem se moverem, contando com a flexão e extensão do joelho esquerdo para efetuar um movimento recíproco. No início, o corpo inclina-se para a frente cerca de 10°, e o cotovelo direito é retraído o mais possível, como se mostra na Figura 7a.
Figura 7 Postura da operação de arquivamento
No primeiro 1/3 da passada, o corpo inclina-se gradualmente para a frente até cerca de 15°, e o joelho esquerdo está ligeiramente dobrado, como mostra a Figura 7b. No 1/3 seguinte do curso, o cotovelo direito empurra para a frente e o corpo inclina-se gradualmente para a frente até cerca de 18°, como mostra a Figura 7c.
No último 1/3 do golpe, o pulso direito empurra a lima para a frente e o corpo recua naturalmente para uma posição de cerca de 15° enquanto empurra a lima para a frente, como se mostra na Figura 7d. Depois de terminar o curso da lima, levante ligeiramente a lima e a postura do corpo volta à posição inicial.
Durante o processo de limagem, a força aplicada por ambas as mãos está constantemente a mudar. No início, a mão esquerda aplica mais pressão e menos força de empurrar, enquanto a mão direita aplica menos pressão e mais força de empurrar. À medida que o processo de limagem continua, a pressão da mão esquerda diminui gradualmente e a pressão da mão direita aumenta gradualmente. Não deve ser aplicada qualquer pressão durante o curso de retorno para reduzir o desgaste dos dentes da lima. A velocidade de movimento recíproco da lima é geralmente de 30-40 vezes/min, mais lenta ao empurrar e mais rápida durante o curso de retorno.
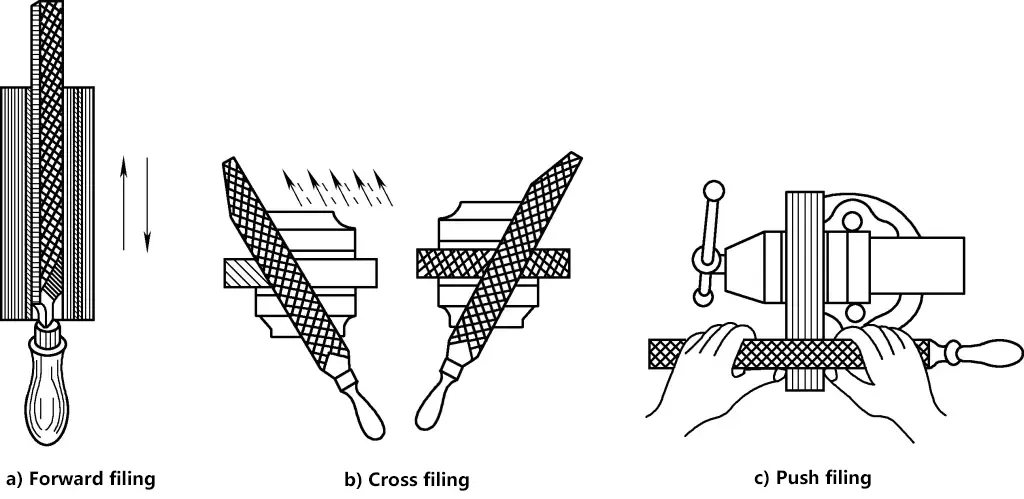
(3) Arquivo plano
Existem três métodos para limar superfícies planas: limar para a frente (Figura 8a), limar em cruz (Figura 8b) e limar por pressão (Figura 8c). Ao limar uma superfície plana, a lima deve ser utilizada numa determinada direção e ligeiramente movida durante o curso de retorno para limar gradualmente toda a superfície plana.
Figura 8 Métodos de limagem plana
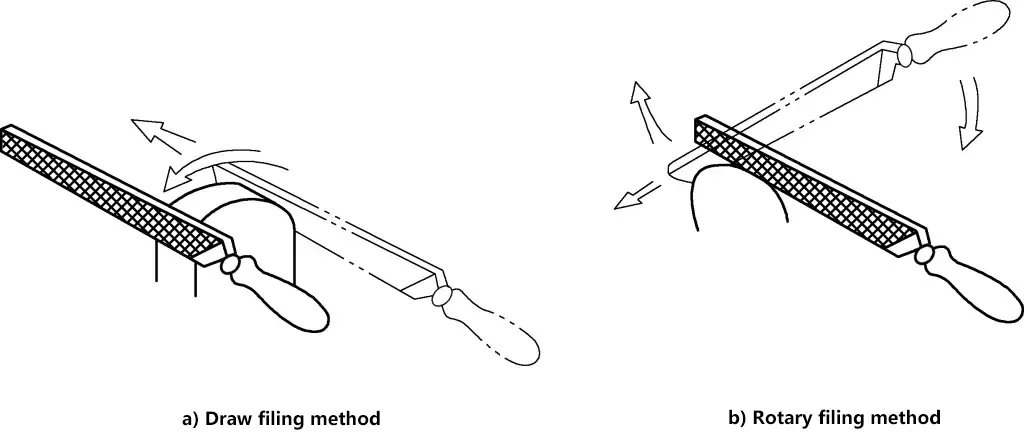
(4) Limagem de superfícies curvas
Para superfícies curvas exteriores, é geralmente utilizada uma lima plana. Os métodos de limagem normalmente utilizados são a limagem por avanço e a limagem por rolamento. A limagem a vante, como mostra a Figura 9a, consiste em limar na direção do arco, o que permite limar a superfície numa forma poligonal próxima do arco (adequada para a maquinagem em bruto de superfícies curvas). A limagem por rolamento, como se mostra na Figura 9b, consiste em pressionar para baixo com a mão direita e levantar com a mão esquerda enquanto se lima para a frente, fazendo a lima rodar no arco da peça de trabalho.
Figura 9 Métodos de limagem de superfícies curvas
V. Maquinação de furos
A maquinação de furos refere-se à perfuração, alargamento, escareamento e perfuração numa máquina de perfuração.
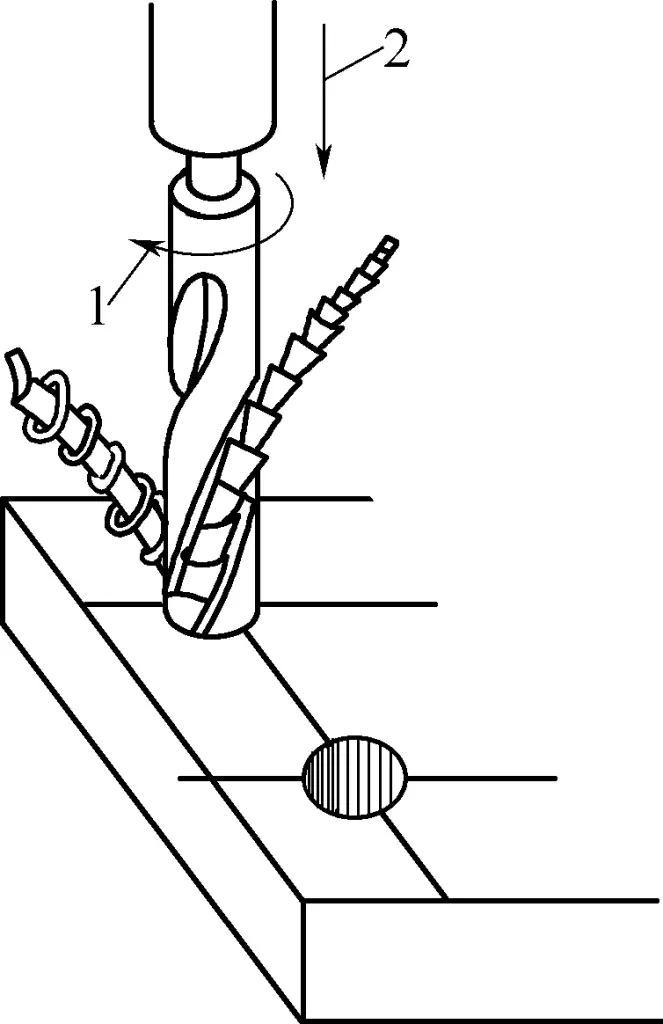
Pontos-chave da operação de maquinação de furos: Geralmente, a ferramenta de maquinação de furos deve executar dois movimentos em simultâneo, como se mostra na Figura 10. O movimento principal é a rotação da ferramenta em torno do seu eixo (indicado pela seta 1); o movimento de avanço é o movimento linear da ferramenta ao longo do eixo em direção à peça de trabalho (indicado pela seta 2).
Figura 10 Diagrama do movimento de corte para maquinagem de furos
1-Movimento principal 2-Movimento de alimentação
1. Perfuração
(1) Berbequim de torção standard
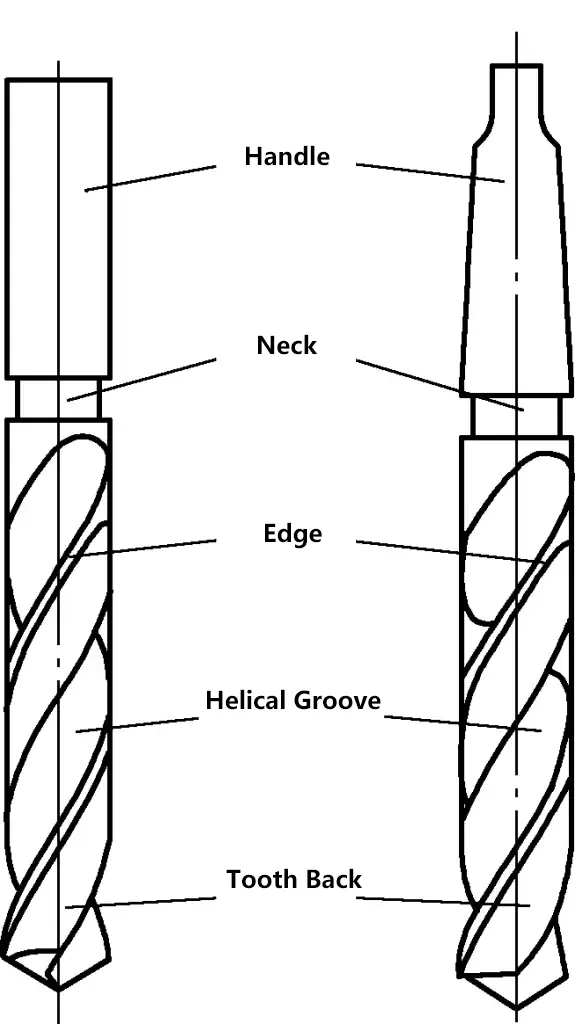
A broca helicoidal padrão, como mostrado na Figura 11, é a principal ferramenta para perfuração. A broca helicoidal é feita de aço rápido para ferramentas e a peça de trabalho é tratada termicamente e endurecida a 62~65HRC. A broca helicoidal é constituída por uma haste, um pescoço e uma peça de trabalho.
Figura 11 Berbequim de torção standard
1) Haste da broca.
A haste da broca é utilizada para fixar e transmitir potência. Existem dois tipos de hastes: haste reta e haste cónica. A haste reta transmite menos binário e é utilizada para brocas com um diâmetro inferior a 13 mm. A haste cónica tem uma boa centragem e transmite mais binário, sendo utilizada para brocas com um diâmetro superior a 13 mm.
2) Pescoço.
O pescoço é a ranhura em relevo para retificar a peça de trabalho e maquinar a haste da broca. O diâmetro, o material e a marca registada da broca são geralmente gravados no pescoço.
3) Peça de trabalho.
Divide-se numa parte de guia e numa parte de corte.
Tal como se mostra na Figura 11, a parte de orientação baseia-se em duas cristas helicoidais estreitas (arestas de corte) que são 0,5~1mm mais altas do que a parte de trás dos dentes para fornecer orientação. O diâmetro da parte guia é maior na parte da frente e menor na parte de trás, com uma ligeira conicidade. O cone é de 0,03~0,12mm/100mm, o que pode reduzir o atrito entre a broca e a parede do furo. A peça guia tem duas ranhuras helicoidais simétricas formadas por fresagem, retificação ou laminagem, que são utilizadas para remover aparas e transportar fluido de corte.
(2) Fixação da peça de trabalho
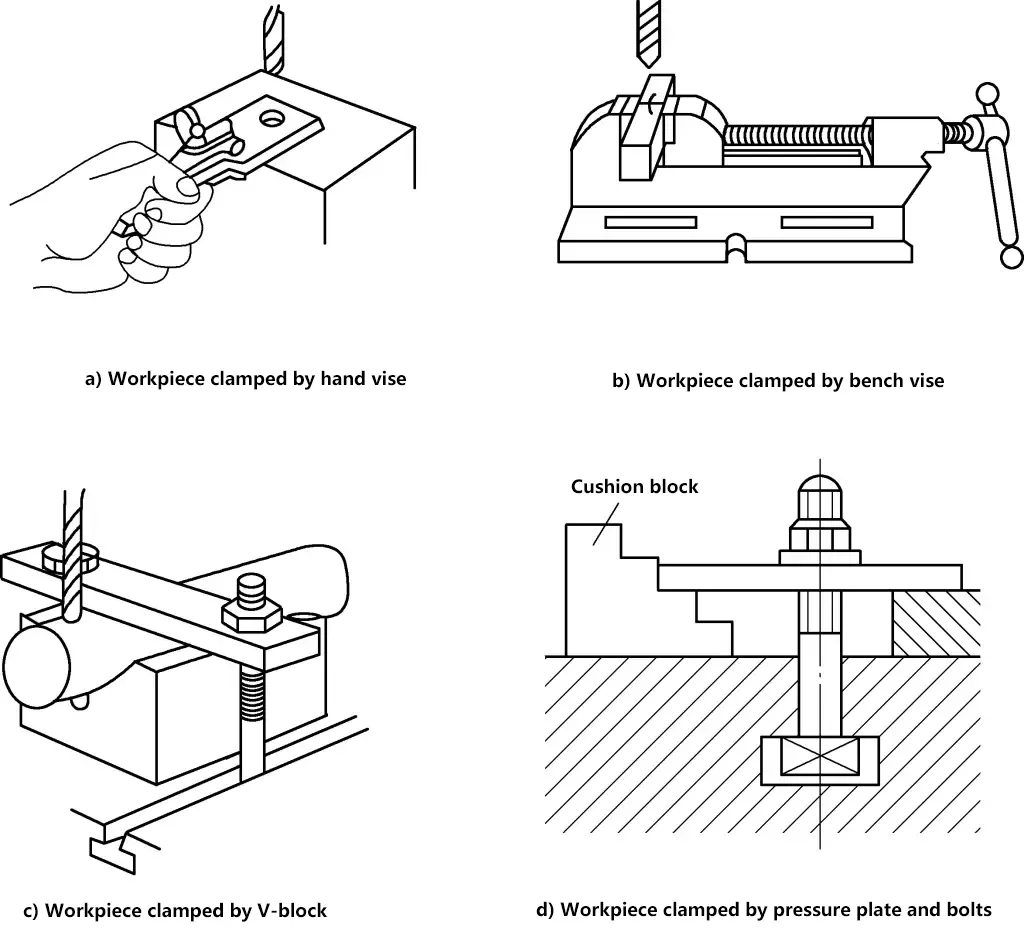
Como mostra a Figura 12, o método de fixação da peça de trabalho durante a perfuração está relacionado com o tamanho do lote de produção da peça de trabalho e com os requisitos de processamento do furo.
Figura 12 Métodos de fixação da peça de trabalho
Quando o tamanho do lote de produção é grande ou os requisitos de precisão são elevados, a peça de trabalho é geralmente fixada utilizando um gabarito de perfuração; para a produção de pequenos lotes de peça única ou requisitos de processamento mais baixos, a peça de trabalho é geralmente fixada numa fixação geral ou numa bancada de trabalho após a marcação da posição central do furo. Os acessórios comuns incluem tornos manuais, blocos em V, alicates de bico chato, placas de pressão e parafusos, etc. A seleção destas ferramentas está relacionada com a forma da peça de trabalho e a dimensão do diâmetro do furo.
(3) Fixação da broca
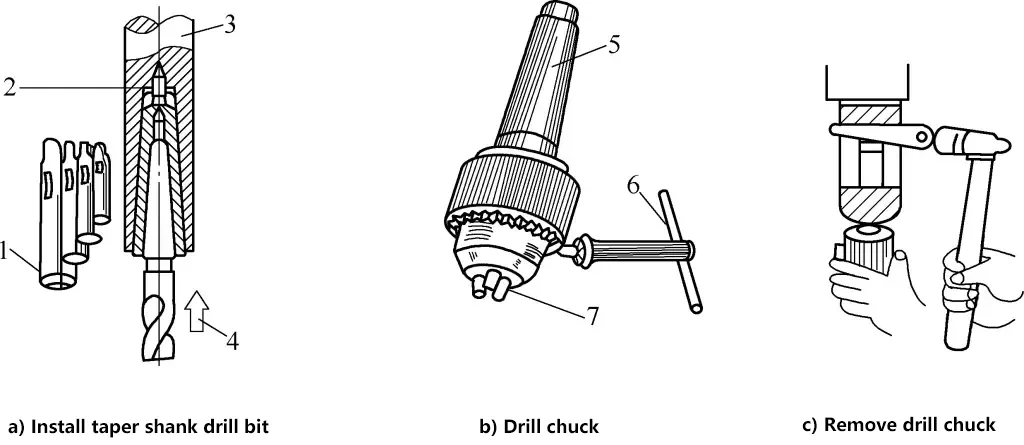
O método de fixação da broca varia de acordo com a forma da sua haste. As brocas de haste cónica podem ser instaladas diretamente no furo cónico do fuso da prensa de perfuração, enquanto as brocas mais pequenas podem ser instaladas utilizando uma manga de transição, como se mostra na Figura 13a. As brocas de haste reta são instaladas utilizando um mandril de perfuração, como se mostra na Figura 13b.
Figura 13 Instalação e remoção de pontas de broca
1-Manga de transição Furo 2-Taper 3-Fuso de prensa de broca 4-Empurrar a broca para cima durante a instalação Haste 5-Taper Chave de aperto 6 7-Mandíbulas de centragem automática
O método para remover a bucha de perfuração (ou a manga de transição) consiste em inserir uma cunha no orifício plano no lado do eixo da prensa de perfuração, segurar a bucha de perfuração com a mão esquerda e utilizar um martelo para bater na cunha com a mão direita para remover a bucha de perfuração, como se mostra na Figura 13c.
(4) Método de perfuração
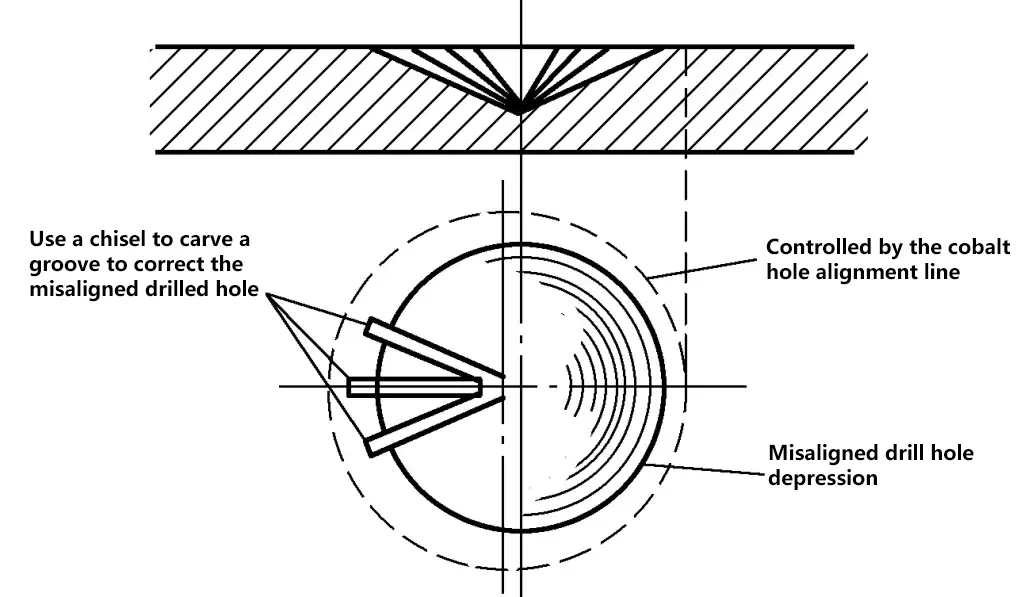
Antes de perfurar, utilize um punção central para fazer uma marca de punção central na linha central do furo, alinhe a ponta da broca com a marca de punção central para fazer um pequeno furo e verifique se o pequeno furo é concêntrico com o círculo desenhado do furo (chamado furo de ensaio). Se houver um ligeiro desvio, a peça de trabalho pode ser movida para o corrigir. Se o desvio for grande, utilize um cinzel ou um punção central para fazer várias ranhuras na direção oposta ao desvio, como mostra a Figura 14.
Figura 14 Método de perfuração
Para furos de menor diâmetro, pode também utilizar um calço para levantar ligeiramente a peça de trabalho na direção do desvio antes de perfurar. Só quando a pequena fossa perfurada estiver completa e concêntrica com o círculo desenhado do furo é que se pode iniciar a perfuração formal.
Para evitar que a broca recozinhe durante a perfuração, deve ser adicionado fluido de corte. Utilizar óleo de máquina ou emulsão para peças de aço, água para peças de alumínio e querosene para peças de ferro fundido. Quando o furo está prestes a ser perfurado, a força deve ser reduzida.
2. Alargamento
O alargamento é o processo de aumentar um furo já efectuado utilizando um alargador. Os alargadores especiais têm geralmente 3~4 arestas de corte principais, sem arestas transversais, ranhuras helicoidais menos profundas, menor força de corte axial e boas propriedades de orientação, como se mostra na Figura 15. Por conseguinte, o núcleo do alargador é espesso, tem boa rigidez e não é facilmente deformado.
Figura 15 Escareador especial
A fresagem pode alcançar uma maior precisão dimensional (o grau de tolerância dimensional pode atingir IT9~IT10) e valores de rugosidade superficial mais pequenos (Ra3,2~6,3μm). A precisão do alargamento é superior à da perfuração.
3. Contra-esforço
O escareamento refere-se ao processo de utilização de um escareador para maquinar uma determinada forma de furo ou superfície na superfície de um furo. Os escareadores dividem-se em escareadores cilíndricos, escareadores cónicos e escareadores de extremidade.
4. Alargamento
A escareação é um método de maquinação que utiliza um escareador para remover uma pequena quantidade de metal da parede de um furo para melhorar a precisão dimensional e a qualidade da superfície do furo. O escareamento é um processo de acabamento posterior ao escareamento e pode ser dividido em escareamento em bruto e escareamento de acabamento. Ao alargar, deve ser deixada uma margem de maquinação, geralmente 0,1~0,2mm para o alargamento em bruto e 0,05~0,15mm para o alargamento de acabamento.
Os maquinistas utilizam frequentemente alargadores manuais para alargar furos. O alargamento de furos permite obter uma elevada precisão dimensional (o grau de tolerância dimensional pode atingir IT6~IT8) e uma rugosidade superficial baixa (Ra0,4~1,6μm). Ao perfurar, alargar e alargar orifícios, deve selecionar-se o fluido de corte adequado com base na natureza do trabalho e no material da peça de trabalho para reduzir a temperatura de corte e melhorar a qualidade do processamento. Ao alargar, utilizar óleo emulsionado para peças de aço e querosene para peças de ferro fundido.
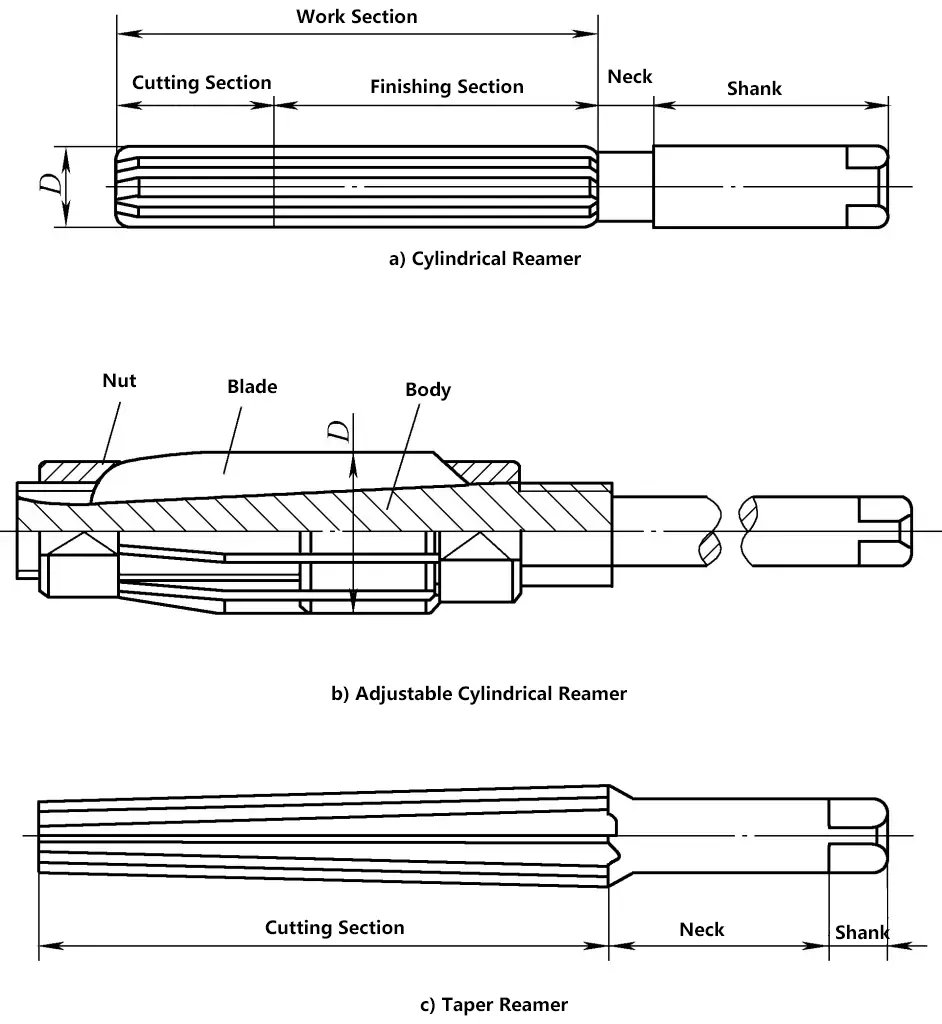
(1) Escareador
Um escareador é uma ferramenta de acabamento para furos. Os escareadores têm 6 a 12 arestas de corte e dividem-se em escareadores de máquina e escareadores manuais. Os alargadores de máquina têm uma haste cónica, enquanto os alargadores manuais têm uma haste reta. A figura 16 mostra um alargador manual. Os alargadores são geralmente fabricados em conjuntos de dois, sendo um deles um alargador de desbaste (com ranhuras em espiral na sua extremidade) e o outro um alargador de acabamento.
Figura 16 Alargador manual
(2) Método de alargamento com alargador manual
Introduzir o escareador manual no furo, segurar a pega do escareador com as duas mãos, rodá-la no sentido dos ponteiros do relógio e exercer uma ligeira pressão para introduzir lentamente o escareador no furo. Assegurar-se de que a força aplicada por ambas as mãos é equilibrada de modo a que o alargador permaneça perpendicular à peça de trabalho durante o alargamento. Ao retirar o alargador, rodá-lo também no sentido dos ponteiros do relógio enquanto o puxa para fora.
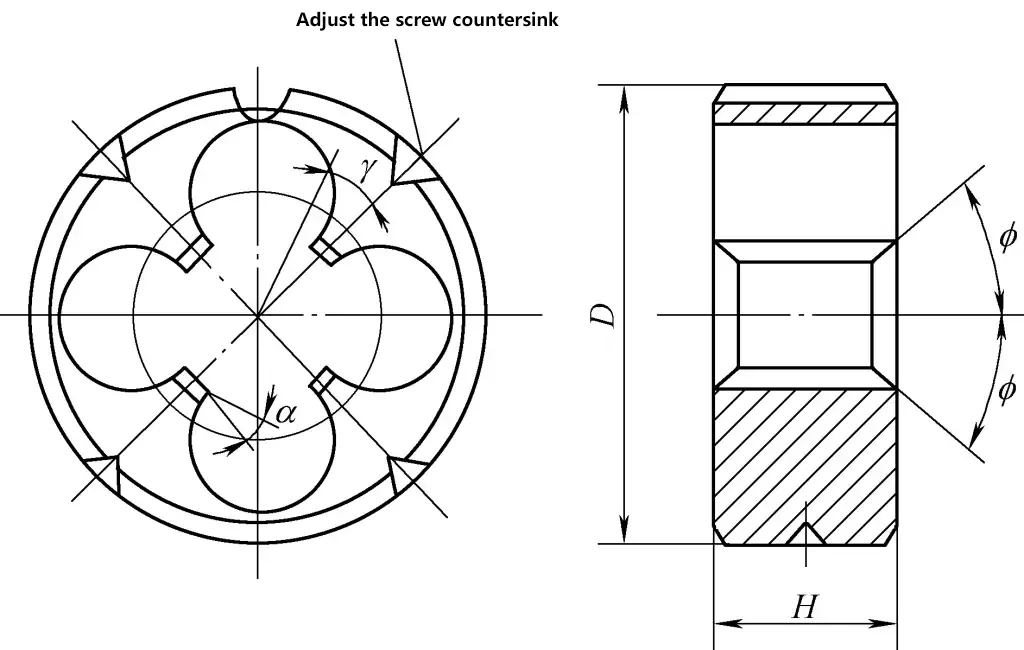
VI. Abertura de roscas e roscagem
1. Tocar
A abertura de roscas é o processo de utilização de um macho para criar roscas internas.
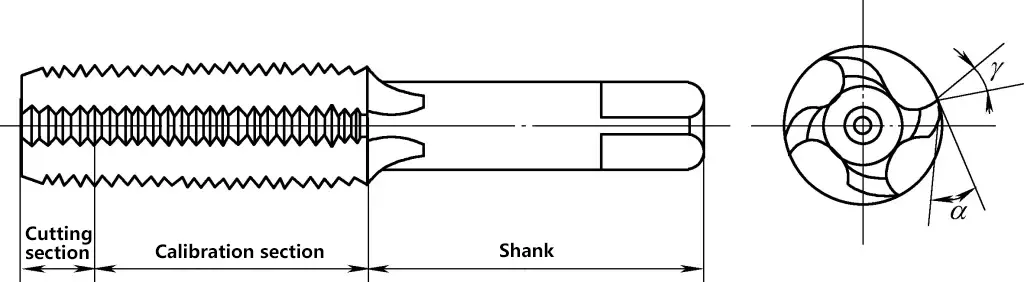
(1) Estrutura da torneira
Um macho é uma ferramenta de moldagem utilizada para criar roscas internas de pequeno diâmetro, como mostra a Figura 17. É constituída por uma peça de corte, uma peça de calibração e uma haste. A peça de corte é rectificada com um ângulo cónico para distribuir a carga de corte por vários dentes. A peça de calibração tem um perfil completo de dentes para calibrar as roscas cortadas e guiar o macho ao longo da direção axial. A haste tem uma extremidade quadrada para facilitar a instalação e a transmissão do binário.
Figura 17 Estrutura da torneira
As partes de corte e calibragem da torneira têm geralmente 3-4 canais de aparas ao longo da direção axial para acomodar as aparas e formar arestas de corte e ângulos de inclinação γ o . A superfície cónica da peça de corte é rectificada com um ângulo de relevo α o . Para reduzir o atrito e a extrusão do material da peça de trabalho pela parte de calibração da torneira, os diâmetros externo e médio têm um cone posterior.
As torneiras estão geralmente disponíveis em conjuntos de duas e, para passos superiores a 2,5 mm, em conjuntos de três.
Um jogo de dois machos inclui um macho cónico e um segundo macho. O macho cónico tem uma parte de corte mais comprida e um ângulo de conicidade mais pequeno, com cerca de seis dentes incompletos. O segundo macho tem uma parte de corte mais curta e um ângulo de cone maior, com 2-3 dentes incompletos. O primeiro corte remove cerca de 60% do material, e o segundo corte remove cerca de 40%, tornando menos provável que o macho se parta dentro da peça de trabalho e reduzindo o risco de raspar a peça de trabalho.
Um conjunto de três machos inclui um macho cónico que corta cerca de 50%, um segundo macho que corta 30% e um terceiro macho que corta 20%, tornando-o mais eficiente e com menor probabilidade de partir o macho.
(2) Determinação do furo de pré-batimento
Uma vez que a torneira em si não pode fazer furos e só pode cortar roscas, é necessário fazer um furo com uma broca antes de bater. Este furo é normalmente designado por "furo de pré-rosca". O diâmetro do furo de pré-rosca d (diâmetro da broca) é ligeiramente superior ao diâmetro menor da rosca. Pode ser calculado através de fórmulas empíricas.
Para materiais resistentes (aço, cobre, etc.) d2= d - P
Para materiais frágeis (ferro fundido, bronze, etc.) d2= d - 1.1P
Onde
D - Tamanho básico da rosca (mm);
P - Passo (mm).
Se o furo for um furo cego, uma vez que a torneira não consegue chegar ao fundo, a profundidade de perfuração deve ser superior ao comprimento da rosca. A profundidade pode ser calculada através da fórmula: Profundidade do furo = Comprimento da rosca + 0,7D.
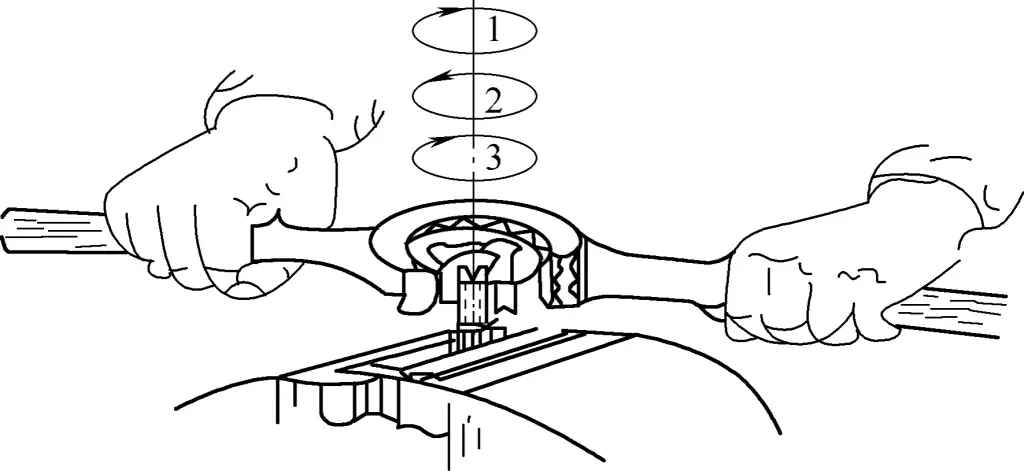
(3) Método de rosca
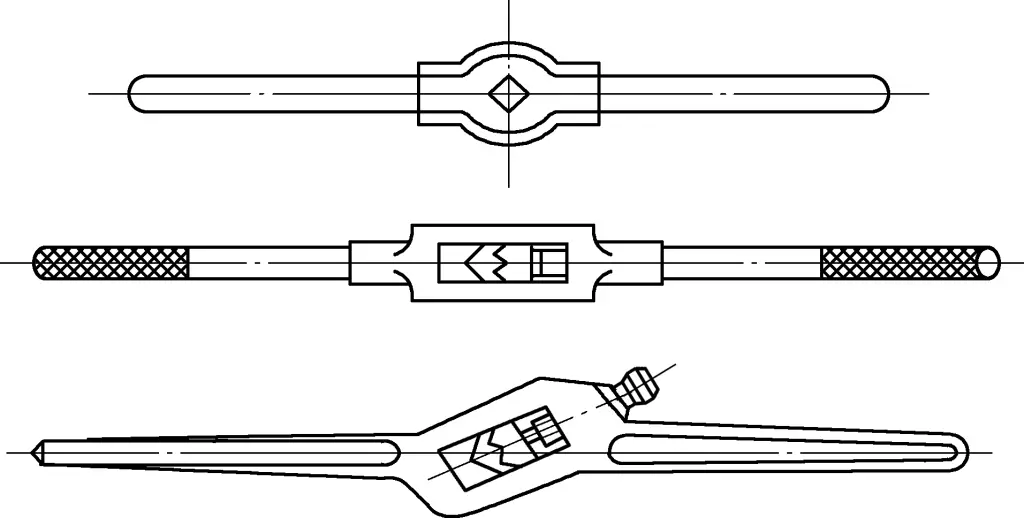
1) Introduzir a torneira na chave de torneira e, em seguida, colocar a torneira no orifício de pré-rosca. Uma chave de torneira manual é uma ferramenta para rodar a torneira, como mostra a Figura 18. As chaves de torneira comuns incluem tipos fixos e ajustáveis para segurar torneiras de vários tamanhos.
Figura 18 Chave de torneira manual
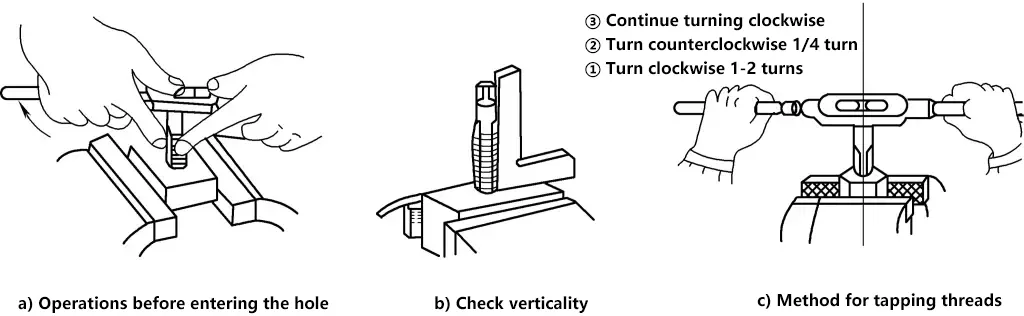
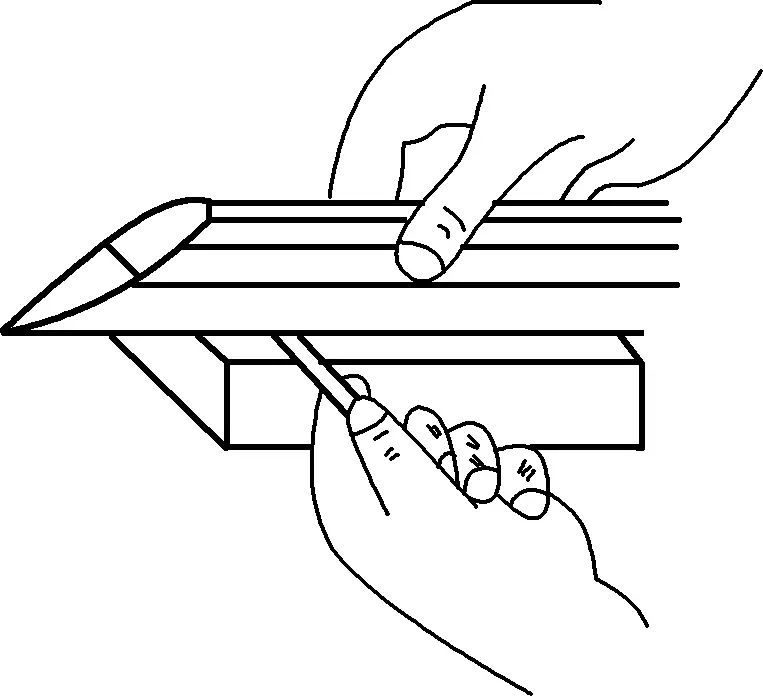
2) Rodar a chave de torneira com as duas mãos, como mostra a Figura 19, e aplicar pressão axial. Quando a torneira cortar a peça de trabalho em 1-2 dentes, verifique com um esquadro se a torneira não está inclinada. Se a torneira estiver inclinada, corrija-a antes de continuar. Quando o macho estiver perpendicular à face final do furo de pré-rosqueamento, pare de aplicar pressão axial.
Figura 19 Método de roscagem manual
Aplicar uma força uniforme com as duas mãos. Para evitar o entupimento das aparas, inverta frequentemente a torneira em 1/2 a 1/4 de volta para quebrar as aparas. Depois de terminar o macho cónico, passe para o segundo macho e utilize o mesmo método para criar as roscas internas necessárias. Para reduzir a rugosidade e a resistência da superfície, aplique lubrificante durante a roscagem. Utilize óleo de máquina para aço, água para alumínio e querosene para ferro fundido cinzento.
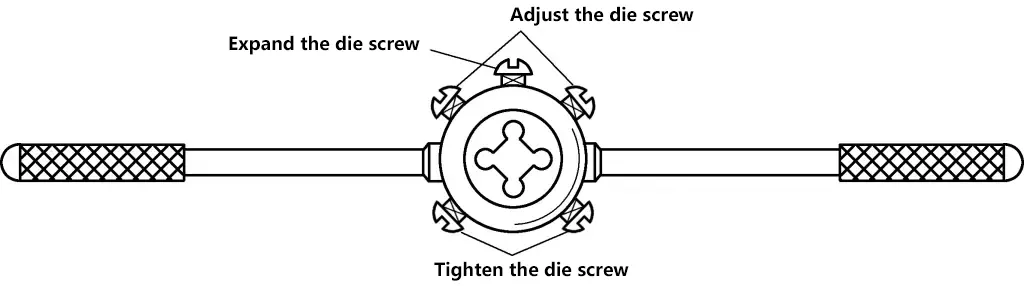
2. Enfiamento
A roscagem é o processo de utilização de uma matriz para criar roscas externas numa haste redonda.
(1) Matriz e suporte da matriz
Uma matriz é uma ferramenta para criar roscas externas, como mostra a Figura 20. Assemelha-se a uma porca redonda, mas tem vários orifícios perfurados, formando arestas de corte. As secções cónicas em ambas as extremidades do molde são as partes cortantes. Estas são rectificadas para formar superfícies em espiral arquimediana com um determinado ângulo de relevo. A secção central é a parte de calibração, que também serve de guia durante a rosca. Quando a peça de corte de uma das extremidades se desgasta, o molde pode ser invertido para ser utilizado.
Figura 20: Molde
A precisão da roscagem com uma matriz é relativamente baixa. Pode ser usado para processar roscas com uma faixa de tolerância dimensional de 8h e um valor de rugosidade superficial de Ra3.2 ~ 6.3μm. As matrizes são geralmente feitas de aço ferramenta de liga 9SiCr ou aço ferramenta de alta velocidade W18Cr4V.
É necessário um suporte de matriz para o enfiamento manual, como mostra a Figura 21.
Figura 21 Suporte da matriz
(2) Método de enfiamento
1) Determinar o diâmetro da haste para roscar
O diâmetro da haste do parafuso pode ser consultado diretamente numa tabela ou calculado utilizando a fórmula empírica d=D-0.13P. Para roscas com requisitos de baixa precisão, o diâmetro da haste é aproximadamente igual ao diâmetro externo da rosca menos 0,2P.
2) Chanfrar a haste num ângulo de 60° na posição de rosca para facilitar o posicionamento.
3) Instalar o coto no suporte do coto e apertar o parafuso de fixação.
4) Colocar o molde na extremidade chanfrada da haste, como mostra a Figura 22, e manter o molde perpendicular à haste. Segurar a parte central do porta-matriz com a mão direita, aplicar a pressão adequada e rodar a pega do porta-matriz no sentido dos ponteiros do relógio com a mão esquerda. Quando o molde corta a haste durante 2-3 roscas, verificar se o molde está inclinado. Se estiver inclinado, corrija-o antes de continuar. Quando a matriz estiver corretamente posicionada, não é necessária qualquer pressão adicional para continuar a roscar.
Figura 22 Método de enfiamento
Tal como na roscagem, a roscagem deve ser frequentemente invertida para quebrar as aparas. O fluido de corte deve ser utilizado durante a roscagem para garantir os requisitos de rugosidade da superfície da rosca.
3. Causas de defeitos na abertura de roscas
As causas incluem a seleção inadequada do diâmetro do furo e do diâmetro da haste, e o facto de a ferramenta não estar perpendicular à peça de trabalho, o que resulta em roscas distorcidas.
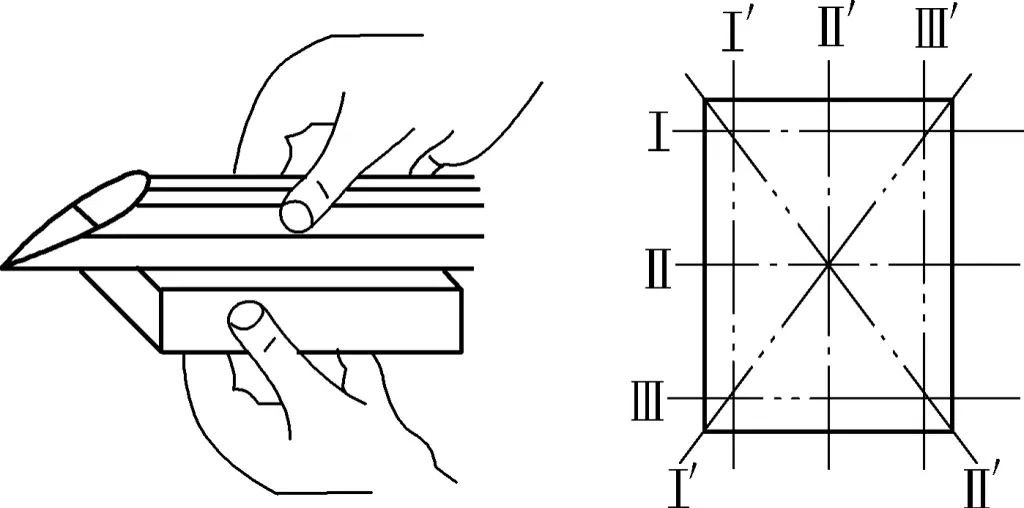
VII. Ferramentas de inspeção e sua utilização
As ferramentas de inspeção incluem réguas rectas de ponta de faca, esquadros e transferidores universais vernier. As réguas rectas de fio de navalha e os esquadros podem inspecionar a retidão, a planicidade e a perpendicularidade das peças de trabalho. A seguir, apresenta-se o método de utilização de uma régua de fio de navalha para inspecionar a planicidade de uma peça de trabalho.
1. Colocar a régua de ponta de faca verticalmente contra a superfície da peça de trabalho e verificar sucessivamente nas direcções longitudinal, transversal e diagonal, como se mostra na Figura 23.
Figura 23 Utilizar uma régua reta com ponta de faca para inspecionar a planeza
2. Durante a inspeção, se a luz que passa entre a régua de ponta de faca e a superfície da peça de trabalho for fraca e uniforme, a planicidade da peça é qualificada. Se a luz variar de intensidade, isso indica que a superfície da peça de trabalho é irregular. Pode ser inserido um calibrador de lâminas nos pontos de contacto entre a régua reta com gume de faca e a peça de trabalho para determinar o erro de planicidade com base na espessura do calibrador de lâminas, como mostra a Figura 24.
Figura 24 Medição do erro de planeza com um calibre de apalpação
Melhorar a maquinabilidade dos materiais da peça, selecionar razoavelmente os fluidos de corte, escolher razoavelmente os parâmetros geométricos da ferramenta e as quantidades de corte são importantes...
I. Definição, características e métodos de soldadura 1. Definição de soldadura A soldadura é um método de processamento que permite obter uma ligação atómica...
O método de formação de peças mecânicas ou de peças em bruto através da utilização de força externa para provocar a deformação plástica de materiais metálicos sólidos,...
O método de moldagem de peças fundidas (peças em bruto ou peças) com determinadas formas e propriedades através da fusão de metal, fabrico de moldes e vazamento...
As propriedades dos materiais metálicos incluem o desempenho de serviço e o desempenho de processo. O desempenho em serviço refere-se às propriedades exibidas durante a utilização...
Os nossos engenheiros de vendas estão prontamente disponíveis para responder a todas as suas perguntas e fornecer-lhe um orçamento rápido e adaptado às suas necessidades.