Peças mecânicas essenciais: Um guia completo
Tem curiosidade em conhecer as forças invisíveis que mantêm o nosso mundo a funcionar corretamente? As peças mecânicas desempenham um papel crucial na...

A figura 1 representa a estrutura básica de uma prensa fechada de ponto único. A composição de uma prensa aberta inclui o quadro (cama), o sistema de transmissão, a embraiagem, o travão, a biela e o mecanismo de deslizamento, bem como a almofada de tração sob a mesa de trabalho. As prensas fechadas incluem prensas fechadas de ponto único, prensas fechadas de ponto duplo e prensas fechadas de quatro pontos.
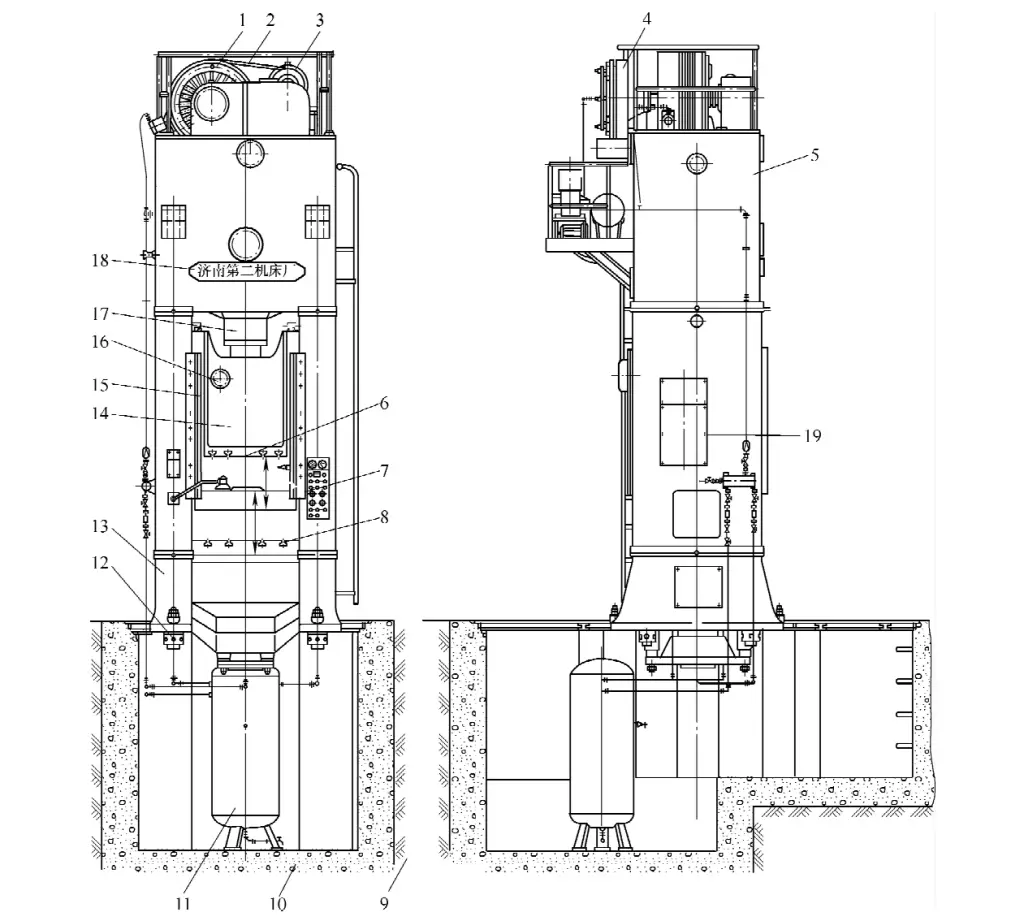
1 - Volante de inércia
2 - correia trapezoidal
3 - Polia pequena
4 - Embraiagem
5 - Travessa superior
6 - Superfície inferior da corrediça
7 - Quadro elétrico de comando
8 - Prato de mesa de trabalho
9 - Fundação
10 - Betão
11 - Tanque de ar
12 - Apertar o parafuso
13 - Base da máquina
14 - Deslizador
15 - Carril de guia
16 - Orifício do óleo lubrificante
17 - Biela
18 - Placa de identificação do fabricante
19 - Placa de identificação dos parâmetros técnicos
Uma prensa fechada com uma corrediça accionada por uma única biela é designada por prensa fechada de ponto único; uma prensa com uma corrediça accionada por duas bielas é designada por prensa fechada de ponto duplo; uma prensa com uma corrediça accionada por quatro bielas é designada por prensa fechada de quatro pontos. As prensas fechadas de múltiplos pontos não só têm uma grande tonelagem, como também têm dimensões de mesa de trabalho extragrandes, adequadas para a estampagem de peças grandes e extragrandes, tais como carroçarias de automóveis, peças de cobertura de veículos de grandes dimensões, etc.
O sistema de transmissão de um veículo fechado prensa mecânica é muito mais complexa do que a de uma prensa aberta, incluindo principalmente o motor principal, a polia pequena, a correia trapezoidal, a polia grande e o volante, a embraiagem e o travão, as engrenagens, a cambota ou a roda excêntrica, o cabeçote (travessa superior), o veio de transmissão e o fuso, etc.
O sistema de transmissão é o coração da prensa mecânica. A sua pressão nominal F 公称 a força de estampagem exigida pelo processo de estampageme o trabalho de estampagem são todos realizados através do funcionamento do sistema de transmissão.
Ao mesmo tempo, também implementa diretamente o número de cursos por minuto da corrediça, e a força de estampagem e a saída do trabalho de estampagem em diferentes posições angulares da manivela da cambota. Por conseguinte, o sistema de transmissão é o componente mais importante e crítico da prensa mecânica.
A energia para o funcionamento do sistema de transmissão de uma prensa mecânica provém do motor elétrico. Quando o motor elétrico é ligado e arranca, a potência de rotação do motor é transmitida ao volante do motor através da pequena polia na extremidade exterior do eixo do motor, por meio da correia trapezoidal.
No estado de repouso, a embraiagem é desengatada e o volante roda livremente para armazenar energia, pronto para produzir trabalho de estampagem suficiente durante o processamento da estampagem; uma vez engatada a embraiagem, a potência de rotação do motor elétrico pode acionar a cambota através da embraiagem, puxando a biela montada na manivela da cambota e arrastando o cursor para alternar verticalmente para cima e para baixo ao longo da direção de estampagem dentro da calha de guia.
As prensas utilizam motores de grande potência, de arranque lento e de grande corrente de arranque. Quando o motor pára, tem de demorar algum tempo a parar completamente devido à inércia da rotação do rotor. A combinação da embraiagem e do travão pode controlar a prensa mecânica para arrancar ou parar enquanto o motor está a rodar, cumprindo os requisitos de estampagem a alta velocidade e paragem instantânea da prensa mecânica.
As embraiagens utilizadas nas prensas abertas de fabrico chinês, especialmente as que têm uma pressão nominal igual ou inferior a 1600kN, adoptam sobretudo embraiagens rígidas com uma estrutura simples e de baixo custo. Existem muitos tipos de embraiagens para prensas mecânicas, geralmente divididas em embraiagens rígidas e embraiagens de fricção.
As embraiagens rígidas comuns incluem as embraiagens dentadas, as embraiagens de pinos deslizantes e as embraiagens de chave rotativa. Entre estas, a embraiagem de chave rotativa tem um melhor desempenho e substituiu agora as embraiagens dentadas e as embraiagens de pinos deslizantes, sendo amplamente utilizada em prensas mecânicas abertas de fabrico chinês.
Vantagens das embraiagens rígidas: estrutura simples e compacta, dimensões reduzidas, facilidade de fabrico, facilidade de manutenção, baixo custo de fabrico, baixo custo de utilização, sem necessidade de ar comprimido. Desvantagens: pequena transmissão de binário, incapacidade de parar o cursor em qualquer posição, funcionamento inseguro, acompanhado de impacto e vibração quando engatado.
A aplicação de embraiagens rígidas é mais adequada para pequenas prensas abertas. Como a tonelagem é pequena, o binário transmitido também não é grande. Para reduzir o impacto durante o engate, a embraiagem rígida pode ser instalada na cambota. As prensas pequenas têm geralmente uma altura baixa, e o cursor é pequeno. Quando se ajusta a matriz, o volante pode ser rodado manualmente sem necessidade de correr o curso padrão.
A figura 2 mostra a embraiagem de chave rotativa dupla amplamente utilizada. A sua estrutura e processo de ação são os seguintes:
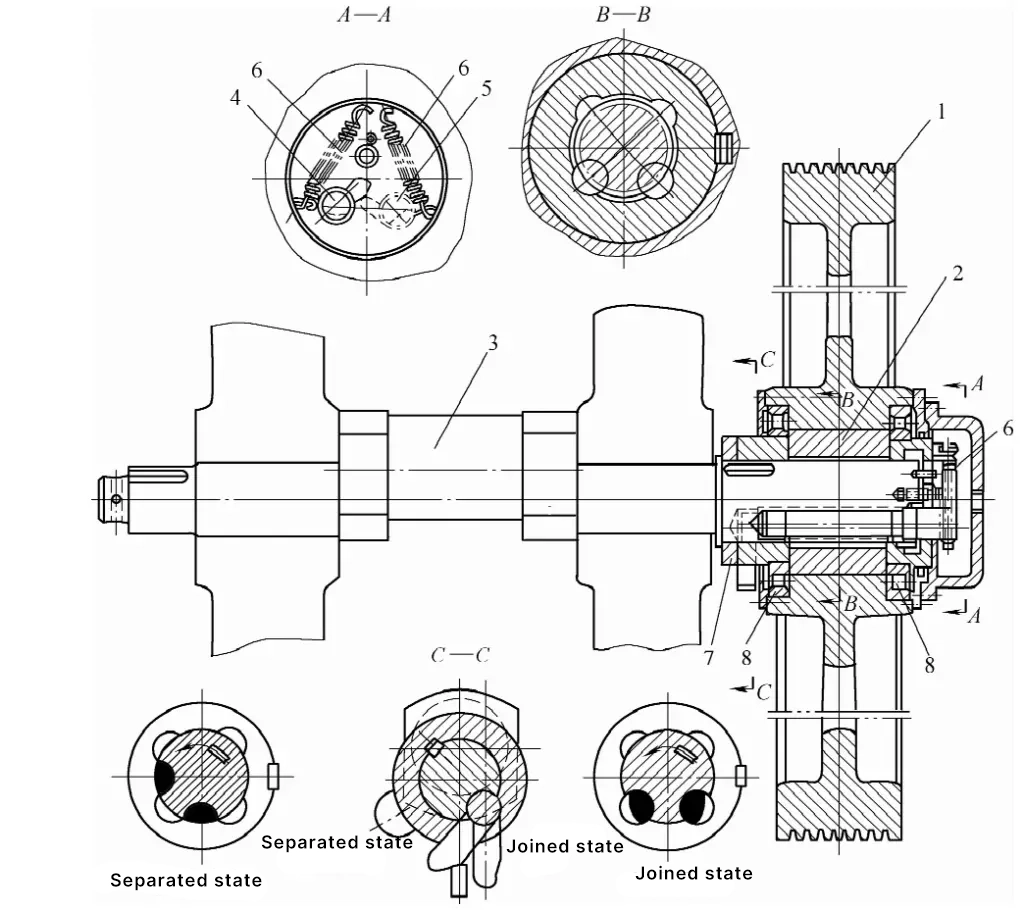
1 - Volante de inércia
2 - Manga de noivado
3 - Virabrequim
4, 5 - Teclas rotativas
6 - primavera
7 - Placa de excêntricos
8 - Rolamento
O volante 1 contém uma manga de acoplamento 2 com quatro ranhuras semicirculares, e duas chaves rotativas 4 e 5 estão encaixadas nos dois entalhes da extremidade direita da cambota 3. A sequência de funcionamento: quando a extremidade traseira da chave rotativa 4, à esquerda, perde o controlo do mecanismo de funcionamento (ver Figura 3), as extremidades direitas das chaves rotativas 4 e 5 rodam num determinado ângulo sob a ação da mola 6, colocando ambas as chaves rotativas no estado de trabalho engatado, e a prensa arranca.
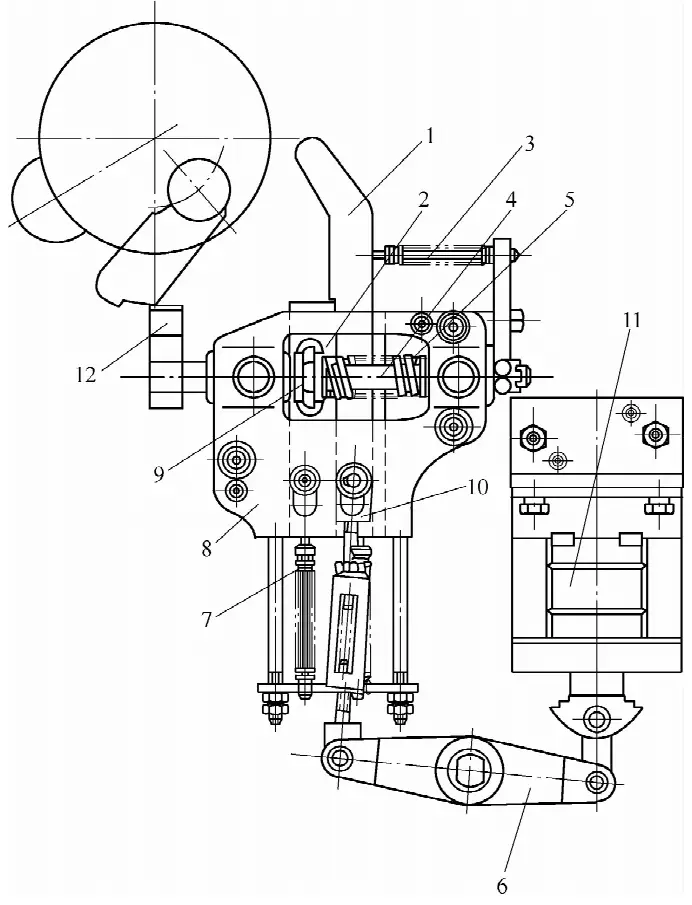
1 - Placa da espada
2 - Bastidor
3, 5, 7 - primavera
4 - Eixo de cames
6 - Alavanca
8 - Alojamento
9 - Engrenagem
10 - Haste de tração
11 - Eletroíman
12 - Cam
Quando a prensa pára, é a came 12 da Figura 3 que regressa à sua posição original. Quando a extremidade traseira da chave rotativa 4, à esquerda, toca nesta peça, faz com que a chave rotativa 4 gire para trás e se deite na ranhura da cambota. Ao mesmo tempo que a chave rotativa 4 roda para trás, a sua lingueta da extremidade direita acciona a lingueta da extremidade direita da chave rotativa 5, fazendo também com que a chave rotativa 5 rode para o entalhe da cambota, e o volante fica ao ralenti.
A figura 3 mostra o mecanismo de funcionamento da embraiagem de chave rotativa. A carcaça 8 é montada na parede da cama por baixo da embraiagem rotativa, utilizando a oscilação da came 12 para controlar o engate e desengate da embraiagem. Este mecanismo de funcionamento pode atingir dois padrões para a pequena prensa: curso simples e curso contínuo.
Quando a prensa inicia um único curso, é necessário encaixar a extremidade superior da haste de tração 10 no pino na extremidade inferior da placa da espada 1. Depois de o eletroíman 11 ser ativado, puxa a extremidade direita da alavanca 6 para cima e a extremidade esquerda puxa a barra de tração 10 para baixo, fazendo com que a placa da espada 1 também se desloque para baixo. A placa da espada 1 pressiona a cremalheira 2 para se deslocar para baixo, rodando a engrenagem 9. Como a engrenagem 9 está ligada à árvore de cames 4, a árvore de cames 4 também roda.
Da mesma forma, a came 12 na extremidade esquerda do eixo oscila e a extremidade traseira da chave rotativa 4 na Figura 2 perde o controlo, fazendo com que a chave encaixe na cambota e inicie o deslizamento. Quando a cambota dá uma volta, a placa de excêntricos 7 montada na cambota na Figura 2 empurra a placa da espada 1 para oscilar para a direita, a cremalheira 2 perde o controlo da placa da espada 1 e move-se para cima sob a ação da mola 7.
A engrenagem 9 inverte, fazendo com que a came 12 regresse à sua posição inicial, bloqueando a extremidade traseira da chave rotativa. A mola de ajuste 4 da figura 2 desce para o entalhe da cambota, a embraiagem desengata-se e o travão de correia situado na outra extremidade da cambota impede o movimento do cursor.
Quando a prensa inicia um curso contínuo, é necessário encaixar a extremidade superior da haste de tração 10 diretamente no pino na extremidade inferior da cremalheira 2. Quando o eletroíman 11 é ativado, a alavanca 6 puxa diretamente a cremalheira 2 para baixo, rodando a engrenagem 9, fazendo oscilar a came 12 e engatando a embraiagem. Depois de o eletroíman 11 ser desenergizado, devido à ação da mola 7, a cremalheira 2 move-se para cima, fazendo com que o came 12 regresse à sua posição original, a embraiagem desengata e o cursor pára de se mover.
A prensa mecânica de tipo aberto utiliza três tipos de embraiagens rígidas: a chamada embraiagem de dentes, que engata através da inserção lateral de dentes; a embraiagem de pinos deslizantes, também conhecida como embraiagem de pinos; e a embraiagem de chave rotativa, que engata através da inserção de um pino deslizante ou da rotação de um corpo de chave para transmitir potência de rotação (binário).
Estas embraiagens utilizam elementos de ligação rígidos, como dentes, pinos e chavetas para uma ligação rígida, unindo à força o veio de acionamento do volante com a cambota como um só, transmitindo a potência de rotação (binário) do motor elétrico através do veio de acionamento para o veio principal (cambota) e, em seguida, puxando o cursor para cima e para baixo ao longo da calha-guia através da biela para realizar o processamento de estampagem.
As principais desvantagens deste tipo de embraiagem rígida: durante o engate, há impactos e vibrações e gera-se ruído, poluindo o ambiente; não é possível parar o cursor em qualquer posição, tornando a operação insegura; ao desengatar para parar a cambota, o cursor só pode parar perto do ponto quase morto da cambota, e o ajuste da matriz requer o movimento manual do volante para obter um curso gradual, o que é inconveniente e inseguro.
Mais importante ainda, se durante o fecho para baixo e a prensagem do molde, se descobrir que existem objectos estranhos na área de trabalho do molde que precisam urgentemente de ser removidos, ou se a alimentação de material não estiver no lugar e precisar de ser ajustada, ou se as mãos forem involuntariamente estendidas para a área de trabalho do molde sem tempo para se retirarem ou incapazes de se retirarem imediatamente, ou se o perigo de esmagar os dedos ainda não tiver sido percebido...
No momento em que o molde superior é perfurado, embora o operador principal se aperceba do perigo e accione rapidamente o interrutor de separação para parar a corrediça, mesmo que a embraiagem esteja desengatada, a corrediça continuará a mover-se para baixo, completando um curso antes de regressar ao ponto morto superior para parar. Acidentes com o molde, acidentes com o equipamento ou mesmo acidentes de segurança pessoal são inevitáveis!
A figura 4 mostra o travão do tipo correia montado na outra extremidade da cambota. A sua função é travar o movimento da corrediça após o desengate da embraiagem, parando a prensa.
A roda do travão está encaixada na cambota. A caixa do travão é montada na base. O material de fricção na superfície interna da banda do travão esfrega contra a superfície externa da roda do travão, gerando um binário de travagem. O parafuso de ajuste pode ajustar a magnitude do binário de travagem.
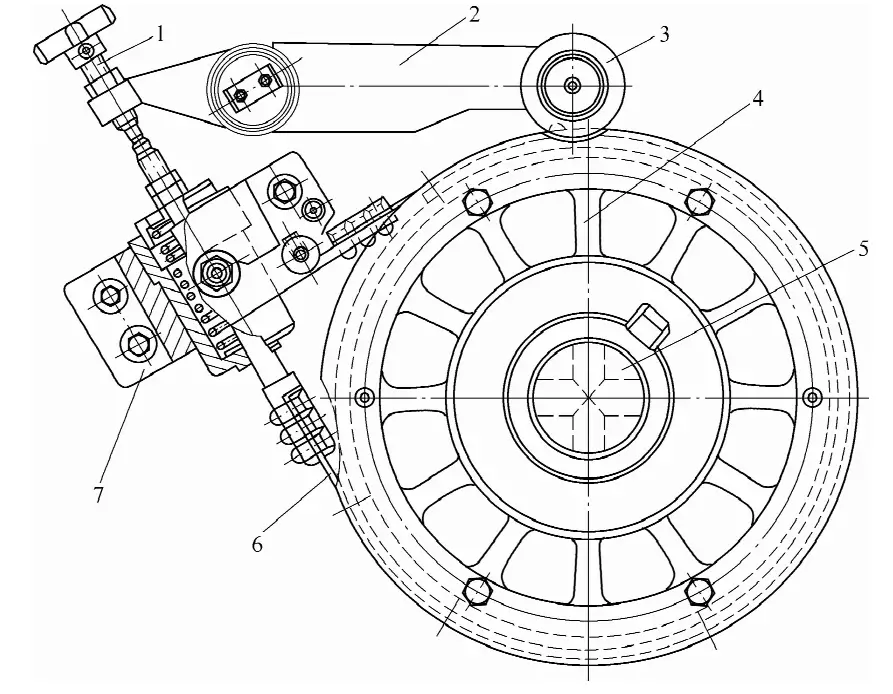
1 - Parafuso de regulação
2 - Alavanca do travão
3 - Rolo
4 - Roda do travão
5 - Virabrequim
6 - Banda do travão
7 - Caixa do travão
Todas as prensas médias e grandes utilizam embraiagens de fricção. As vantagens deste tipo de embraiagem são: transmite um grande binário; pode realizar várias operações normalizadas, tais como curso único, curso contínuo automático, curso de ajuste gradual, etc.; o ajuste do molde é relativamente conveniente e a embraiagem engata suavemente com pouco impacto. As desvantagens são: estrutura complexa; grandes dimensões; o deslizamento relativo entre as placas de fricção consome uma quantidade considerável de energia e gera uma grande quantidade de calor.
Existem muitos tipos de embraiagens de fricção, incluindo as secas e as húmidas, as de disco único e as de placas múltiplas. As suas fontes de energia incluem pneumática, hidráulica e electromagnética, etc. A figura 5 mostra uma embraiagem de fricção do tipo disco simples que é amplamente utilizada tanto a nível nacional como internacional.
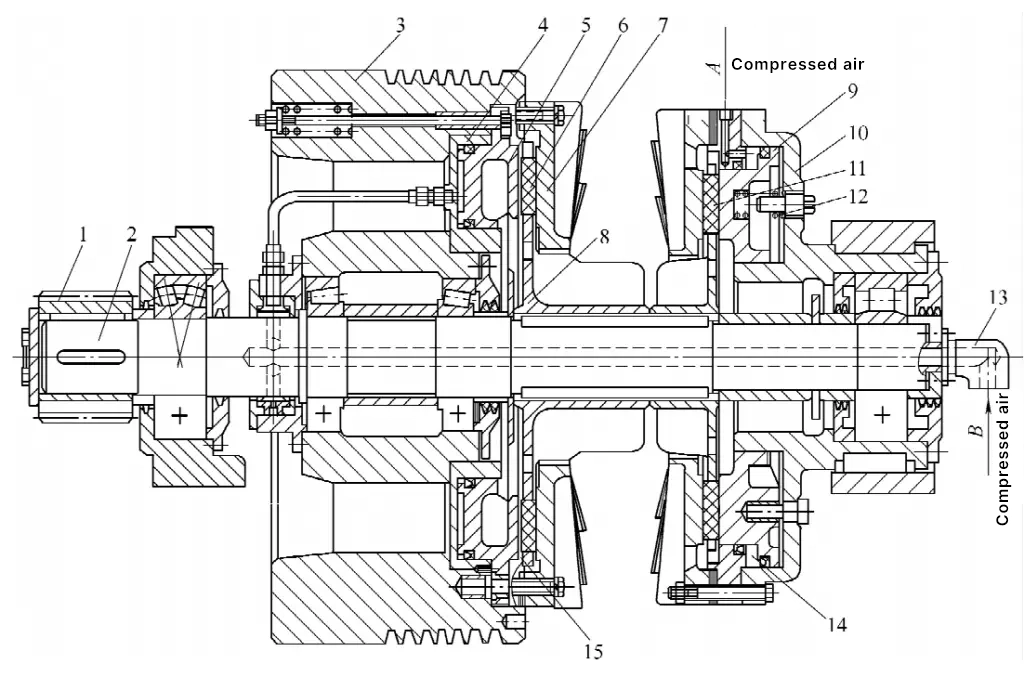
1 - Pequena engrenagem
2 - Eixo de embraiagem
3 - Volante do motor
4 - Cilindro de engate
5 - Pistão
6, 11 - Bloco de fricção
7 - Placa de fricção
8 - Tabuleiro de blocos de fricção
9 - Pistão
10 - Cilindro do travão
12 - primavera
13 - Entrada de ar
14 - Travão
15 - Embraiagem
A embraiagem e o travão estão montados no mesmo eixo, com a embraiagem também montada no volante e a caixa do travão fixada juntamente com o corpo da prensa. Quando a prensa está parada, o volante 3 fica ao ralenti no eixo da embraiagem 2. Ao ligar a prensa, o ar comprimido da válvula de distribuição de ar é dividido em dois caminhos, A e B, entrando no travão e na embraiagem.
Devido à diferença de tempo da válvula de ar, o ar comprimido da via A entra primeiro no cilindro do travão 10, empurrando o pistão 9 para a direita para se soltar do bloco de fricção 11, enquanto comprime a mola 12.
O ar comprimido do caminho B entra no cilindro de engate 4 da embraiagem a partir da extremidade direita do eixo através da entrada de ar 13 e dos orifícios no eixo da embraiagem 2, empurrando o pistão 5 para a direita, pressionando o bloco de fricção 6 firmemente contra a placa de fricção 7. Neste momento, o volante aciona a bandeja do bloco de fricção 8 e o eixo da embreagem 2 para girar, acionando o sistema de transmissão da prensa através da pequena engrenagem na extremidade esquerda do eixo da embreagem 2.
Quando a prensa é parada, a válvula de distribuição de ar que controla os dois cilindros é desenergizada simultaneamente. Devido a uma diferença de tempo na válvula de distribuição, o cilindro da embraiagem esvazia primeiro, desengatando a embraiagem. Em seguida, o cilindro do travão esvazia e, sob a ação da mola, o movimento da corrediça da prensa é travado.
O sistema de biela e corrediça, como indicado na Figura 6. Trata-se de um sistema de biela e corrediça de prensagem de ponto único. A biela é montada na manivela da cambota, e o movimento de rotação da cambota é convertido no movimento linear recíproco da corrediça. A biela converte o binário da cambota no movimento linear recíproco da corrediça. força de perfuração da corrediça sobre a peça de trabalho.
1 - Tampa do engate
2 - Ligação
3 - Parafuso de ajuste
4 - Deslizador
5 - Ajuste do motor
6 - Turbina
7 - Bloco em colapso
8 - Haste ejectora
9 - Telha de ligação
O engate é composto por duas partes principais: o engate e o parafuso de regulação. A extremidade superior do engate está ligada à manivela da cambota e a extremidade inferior do parafuso está ligada ao seletor.
O mecanismo da corrediça inclui o corpo da corrediça, o mecanismo de regulação da altura fechada, o dispositivo de equilíbrio, o dispositivo de proteção contra sobrecarga e o dispositivo de retorno do material, etc.
A superfície inferior tem uma ranhura trapezoidal ou um orifício roscado para fixar a placa de base superior da matriz de perfuração.
O mecanismo de ajuste da altura fechada está configurado para acomodar moldes de diferentes alturas fechadas a serem instalados na mesma prensa, de modo a que as matrizes de punção com várias alturas fechadas possam trabalhar na mesma prensa.
Para prensas de grande e médio porte, especialmente prensas fechadas de ponto único, prensas fechadas de ponto duplo e prensas fechadas de quatro pontos, o controlo deslizante é pesado e, geralmente, é utilizado um mecanismo de ajuste motorizado. Este mecanismo é composto por um motor dedicado e um conjunto de engrenagens de redução, e a altura fechada pode ser automaticamente ajustada simplesmente ligando o interrutor do motor. Para prensas pequenas, devido à menor massa do controlo deslizante, a altura de fecho pode geralmente ser ajustada manualmente com uma chave dedicada.
Nas prensas fechadas, especialmente nas prensas fechadas de ponto único, de ponto duplo e de quatro pontos de grande tonelagem, o cursor é pesado e, juntamente com a matriz superior fixada no cursor, a massa é medida em toneladas, chegando algumas a pesar dezenas de toneladas.
Durante o processo de estampagemUma corrediça tão pesada combinada com a matriz de punção pode ter um efeito adverso na estabilidade da estrutura vertical da prensa. Por conseguinte, os equilibradores pneumáticos são amplamente utilizados em prensas fechadas de grande e médio porte, com as funções de:
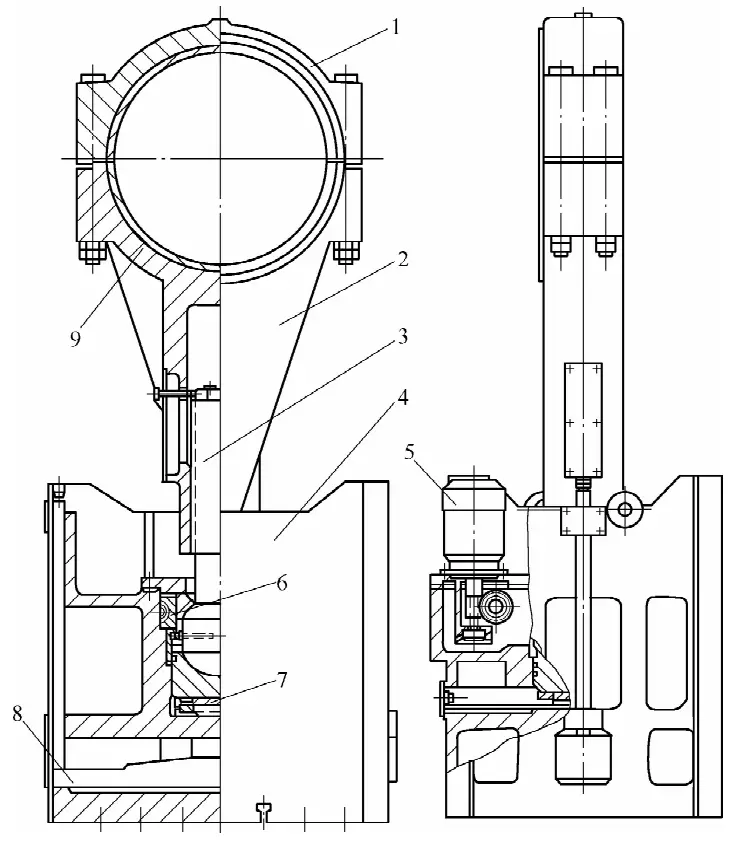
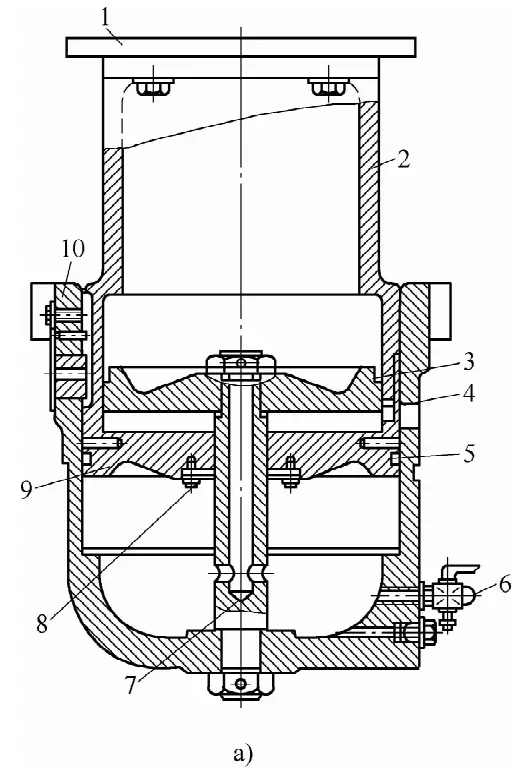
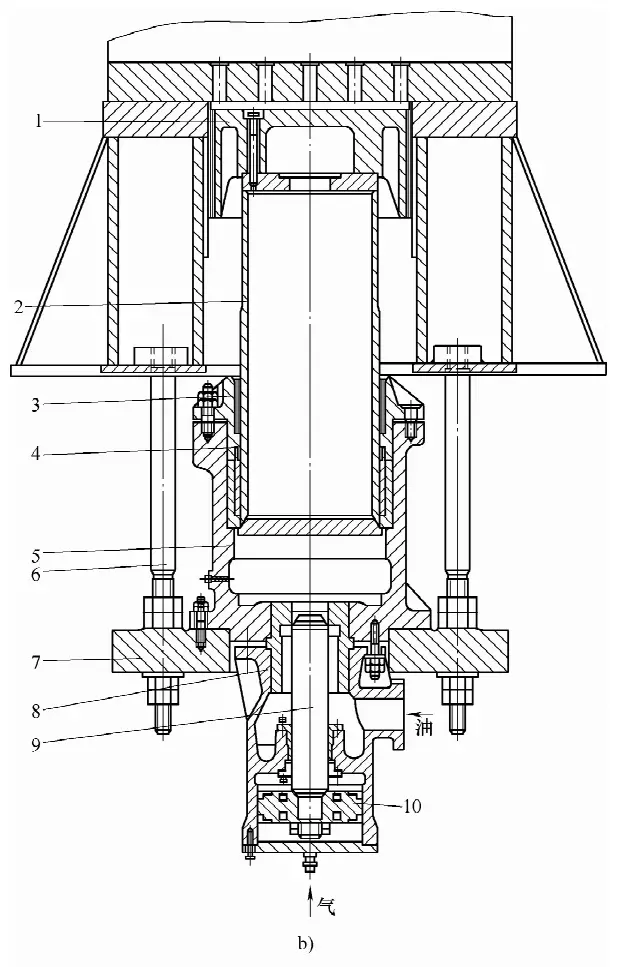
A estrutura típica do balanceador é mostrada na Figura 7.
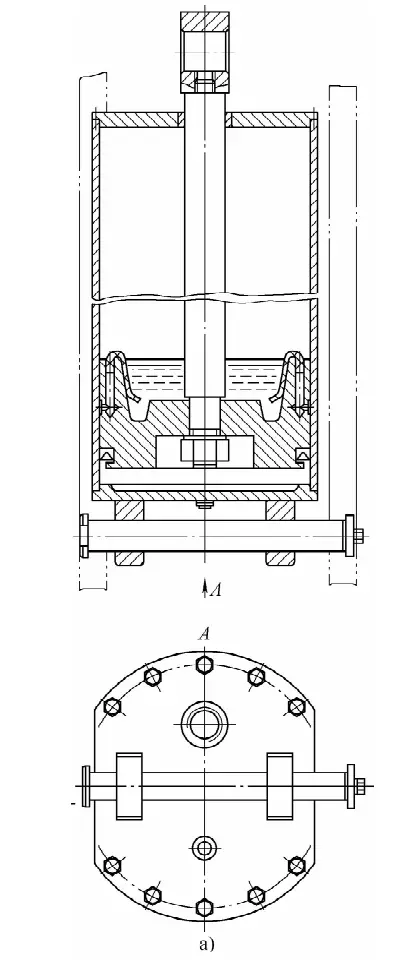
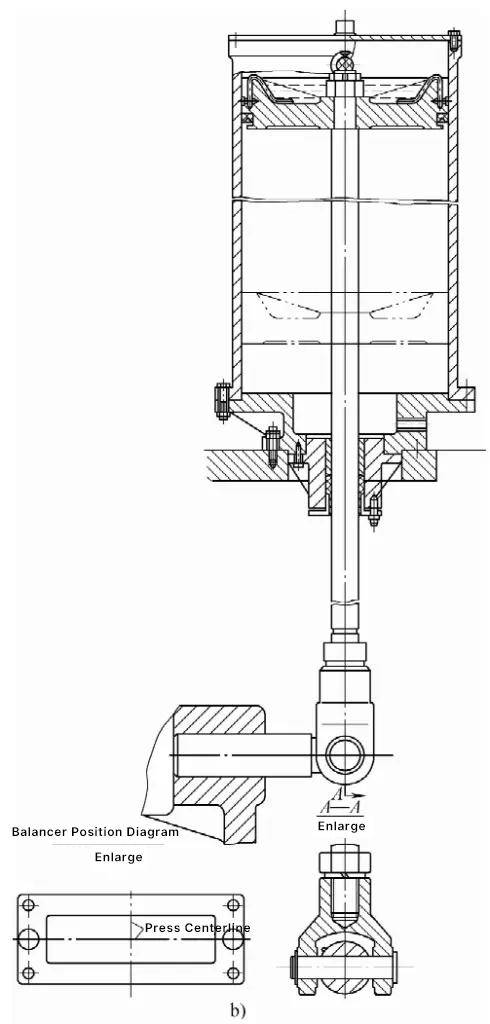
a) Equilibrador para prensa de ponto único fechada do tipo J31-400
b) Prensa equilibradora fechada de dois pontos do tipo J36-400
A posição de instalação do equilibrador depende da disposição geral da prensa e não deve ignorar a conveniência da manutenção. Normalmente, os cilindros de equilíbrio são montados na superfície superior da viga transversal, nos lados dianteiro e traseiro da viga transversal, ou no interior das colunas esquerda e direita, com um número que varia de 2 a 4, e as prensas pesadas podem ter até 6 cilindros de equilíbrio. A linha de força resultante de cada equilibrador deve passar pelo centro de gravidade do bloco deslizante para evitar que o bloco deslizante se incline devido a uma força desigual e não funcione suavemente.
As prensas mecânicas estão equipadas com um dispositivo de corte no interior do bloco deslizante, que é utilizado para empurrar as peças estampadas para fora da matriz durante o curso de retorno do bloco deslizante, ou para descarregar o material em excesso do punção. Nas prensas abertas, são normalmente utilizados dispositivos de corte rígidos.
Os dispositivos de obturação rígida comuns incluem tipos expostos e ocultos, sendo o tipo exposto mais comummente utilizado. De facto, uma barra transversal (também chamada viga transversal), um dispositivo de corte rígido, é instalada no interior do bloco deslizante. As prensas fechadas de grande e média dimensão utilizam frequentemente dispositivos de obturação pneumáticos.
Durante o processo de estampagem de uma prensa mecânica, a força real de estampagem gerada excede a pressão admissível da prensa, o que é considerado uma sobrecarga. A sobrecarga da prensa pode provocar deformações ou mesmo danos nas peças de suporte de carga da prensa, como a cambota e as engrenagens de transmissão, conduzindo a acidentes com o equipamento.
Uma vez que a pressão permitida da prensa depende da resistência à flexão da cambota e da resistência ao cisalhamento do perfil dos dentes da engrenagem, enquanto a potência da prensa depende da energia armazenada do volante e da potência de saída do motor elétrico e da sua capacidade de sobrecarga permitida. Ao selecionar uma prensa, se apenas a pressão for calculada, a velocidade do volante da prensa pode cair drasticamente devido à sobrecarga de energia, fazendo com que o motor elétrico escorregue, a bobina sobreaqueça e se queime.
A pressão nominal da prensa é a pressão máxima gerada pelo bloco deslizante antes de atingir o ponto morto inferior durante todo o seu curso, e a pressão no ponto médio do seu curso é a mais pequena, apenas metade da sua pressão nominal. Isto é muito importante para extrusão, estampagem profunda e puncionamento de chapas grossas, e deve ser cuidadosamente calculado. A curva de pressão-curso da prensa deve ser comparada com a curva de pressão-curso de diferentes processos de estampagem das peças estampadas para controlar a força de estampagem efectiva para não sobrecarregar.
As sobrecargas da prensa e os fenómenos que podem causar sobrecargas ocorrem com frequência no local de estampagem: seleção inadequada da prensa; parafusos da matriz soltos, resultando em desalinhamento da matriz e ejeção da matriz superior; perda de ajuste da matriz; tolerância da espessura do material ou aumento da espessura; variação excessiva do volume do blank; mudança do grau do material com aumento da resistência (resistência à deformação); embotamento do bordo da matriz ou mesmo lascamento; materiais empilhados que entram na matriz ou objectos estranhos dentro da matriz, etc. Tudo isto pode potencialmente causar danos no equipamento e acidentes, sendo necessária a instalação de dispositivos de proteção contra sobrecargas no interior do bloco deslizante, ou seja, dispositivos de proteção contra sobrecargas.
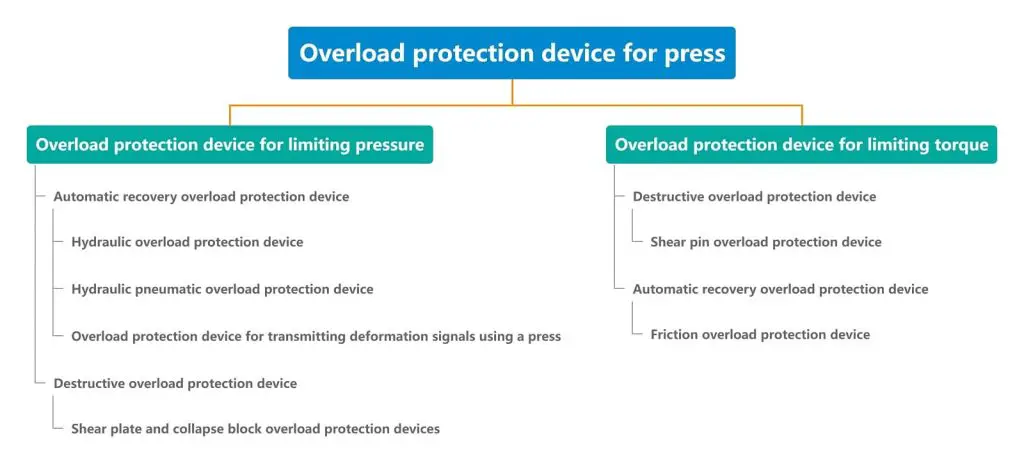
Existem muitos tipos de dispositivos de proteção contra sobrecargas para prensas mecânicas, como mostra a Figura 8.
Os dispositivos de proteção contra sobrecargas habitualmente utilizados nas prensas mecânicas são apresentados na Figura 9.
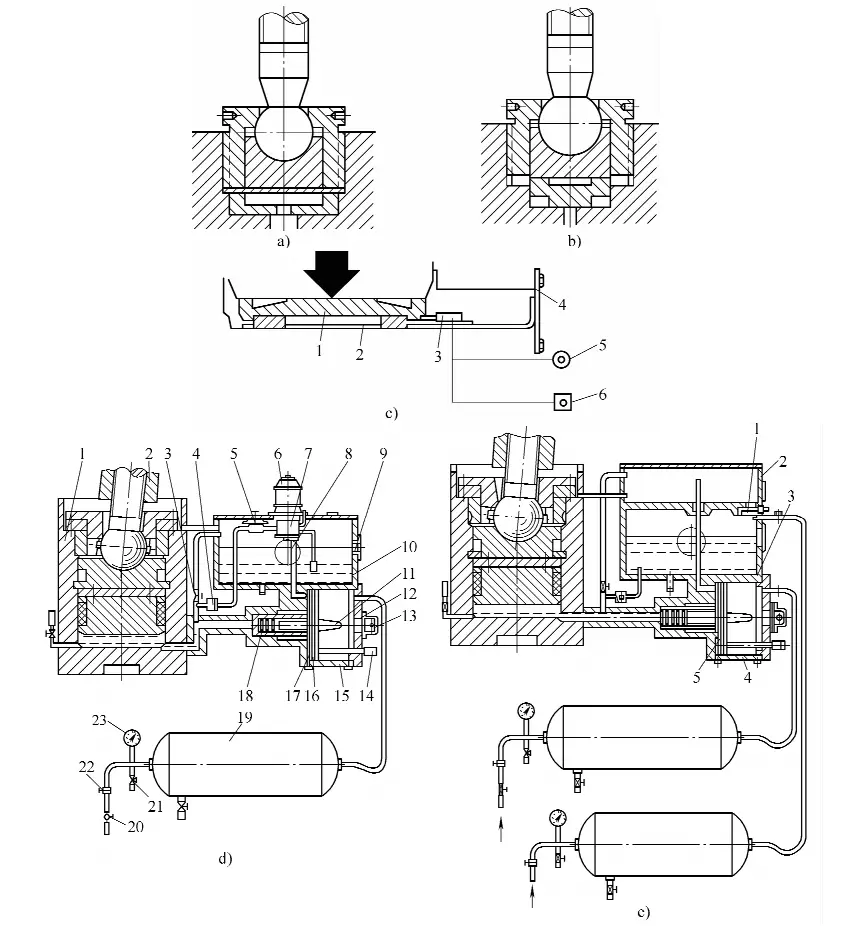
a) Dispositivo de proteção contra sobrecargas do tipo placa de cisalhamento
b) Dispositivo de proteção contra sobrecargas do tipo bloco rebatível
c) Dispositivo alemão de proteção contra sobrecargas do tipo bloco rebatível
1-Bloco de pressão
2 almofadas
3-Troca de marcha
4-Tampa inferior
5-Luz vermelha de sinalização
d-Botão
d) Dispositivo alemão de proteção contra sobrecargas com bomba hidráulica
1-Bloco deslizante
2-Barra de ligação
3, 20, 21-Gate
4-Válvula de controlo
5-Válvula de regulação
6-Motor elétrico
7 - Bomba hidráulica
8 - Um par de traqueia
9 - Indicador de óleo
10 - Depósito de combustível
11 - Varão de cauda
12 - Disco de trituração
13 - Cobertura
14 - Varão de pressão
15 - Cilindro de sobrealimentação
16 - Pistão de sobrealimentação
17 - Um par de cilindros
18 - Núcleo da válvula de descarga
19 - Cilindro de armazenamento de ar
22 - Válvula redutora de pressão
23 - Manómetro
e) Dispositivo alemão de proteção contra sobrecargas sem bomba hidráulica
1 - Válvula
2 - Tanque de óleo superior
3 - Tanque de óleo inferior
4 - Cilindro de impulso
5 - Pistão de impulso
Durante o processo de estampagem profunda da chapa metálica, para evitar o enrugamento devido a um elevado grau de deformação, é normalmente adoptada a estampagem profunda por pressão dos bordos. A almofada de embutimento profundo é especificamente concebida para fornecer a força de prensagem dos bordos. Além disso, a almofada de embutimento profundo também pode fornecer a força de ejeção para ejetar a chapa formada. peças de estampagem a partir da matriz côncava, incluindo perfuração e várias peças de moldagem, estampagem de volume.
As prensas pequenas não instalam almofadas de estampagem profunda, e a prensagem dos bordos e a ejeção das peças de estampagem profunda são todas realizadas pela matriz. Não existe qualquer dificuldade na conceção estrutural da matriz.
Existem quatro formas estruturais do prato de estiragem: tipo borracha, tipo mola, tipo pneumático puro e uma combinação de tipo pneumático e hidráulico. As almofadas de embutimento profundo que utilizam elementos elásticos, como borracha e molas, para fornecer força de pressão nos bordos e força de ejeção são, na sua maioria, instaladas na matriz, adequadas para peças de estampagem de embutimento profundo pequenas e pouco profundas e matrizes com pequena força de ejeção. Para estampagem em pequenas prensas abertas com pressão nominal F 公称 ≤1000kN, este tipo de almofada de estiramento profundo é frequentemente utilizado.
As prensas mecânicas de grande e médio porte são prensas fechadas com pressão nominal F 公称 ≤1600KN, incluindo prensas fechadas de ponto único, prensas fechadas de ponto duplo, prensas fechadas de dupla ação de ponto duplo e prensas fechadas de quatro pontos, utilizam geralmente os dois tipos de almofadas de estiramento profundo apresentados na Figura 10.
a) Almofada pneumática para estiramento profundo
1 - Placa espaçadora
2 - Cilindro de pistão
3, 5, 8 - Anéis de vedação
4 - Pistão fixo
6 - Válvula de libertação de ar
7 - Haste fixa do pistão
9 - Ficha móvel
10 - Corpo do cilindro
b) Prato hidráulico de extração profunda
1 - Tabuleiro
2 - Êmbolo
3 - Flange
4 - Anel de vedação
5 - Cilindro hidráulico
6 - Parafuso
7 - Placa de base
8 - Corpo do cilindro de bloqueio
9 - Haste da válvula
10 - Pistão
As prensas mecânicas utilizam amplamente o ar comprimido para acionar alguns componentes e durante o processo de estampagem, ou para substituir o trabalho manual em várias tarefas de automatização. As prensas mecânicas de grande e médio porte utilizam embreagens pneumáticas de fricção, freios, almofadas de repuxo profundo, cilindros de equilíbrio, manipuladores, bem como soprar peças estampadas do molde, limpar a mesa de trabalho da prensa e a área de trabalho do molde, tudo acionado ou soprado por 0,4 ~ 0,6MPa ar comprimido.
A transmissão pneumática tem as vantagens de uma ação rápida, manutenção simples, meio limpo e a conveniência do fornecimento de produção centralizada e do transporte de ar comprimido a longa distância. Ao mesmo tempo, o ar comprimido tem uma vasta gama de fontes, baixo custo e é um material de produção básico indispensável para as fábricas. A produção da prensa só precisa de se ligar à rede de ar para entrar.
As partes móveis e ajustáveis utilizadas na prensa, especialmente as que têm movimento relativo (de encaixe), devem ser lubrificadas para reduzir o desgaste das peças da máquina, manter a precisão de fábrica e a condição técnica da prensa durante o maior tempo possível, melhorar a sua vida útil e, ao mesmo tempo, reduzir o consumo de energia e os custos de manutenção.
Os lubrificantes para prensas mecânicas podem ser divididos em duas categorias: óleos lubrificantes e massas lubrificantes. Os óleos lubrificantes normalmente utilizados incluem os óleos L-AN32, L-AN46, L-AN68 e L-AN100 para sistemas de perda total. As massas lubrificantes normalmente utilizadas incluem as massas lubrificantes à base de cálcio n.º 2, n.º 3 e n.º 4 e as massas lubrificantes à base de sódio n.º 2, n.º 3 e n.º 4.
Os métodos de lubrificação adoptados pelas prensas mecânicas gerais são a lubrificação centralizada e a lubrificação dispersa. A lubrificação centralizada é fornecida por um dispositivo de lubrificação com várias saídas que pode fornecer óleo a vários pontos de lubrificação designados. A lubrificação centralizada com massa lubrificante pode ser implementada com bombas motorizadas ou bombas manuais. Se for utilizada a lubrificação centralizada com óleo lubrificante, é possível obter uma lubrificação circulante.
A lubrificação distribuída trata cada ponto de lubrificação especificado no projeto como parte de um diagrama do sistema de lubrificação, definindo ciclos de lubrificação conforme necessário. A lubrificação é efectuada atempadamente e nos pontos designados. Este método de lubrificação requer a instalação de dispositivos como copos de óleo cobertos, bicos de graxa de pressão, linhas de óleo e copos de óleo comuns para reter óleo para lubrificação.