Gráfico de espessura, velocidade e potência de corte a laser CO2 (25-200W)
Como é que os fabricantes podem obter um corte a laser de CO2 preciso e eficiente para vários materiais? Este artigo explora a relação entre o corte a laser...
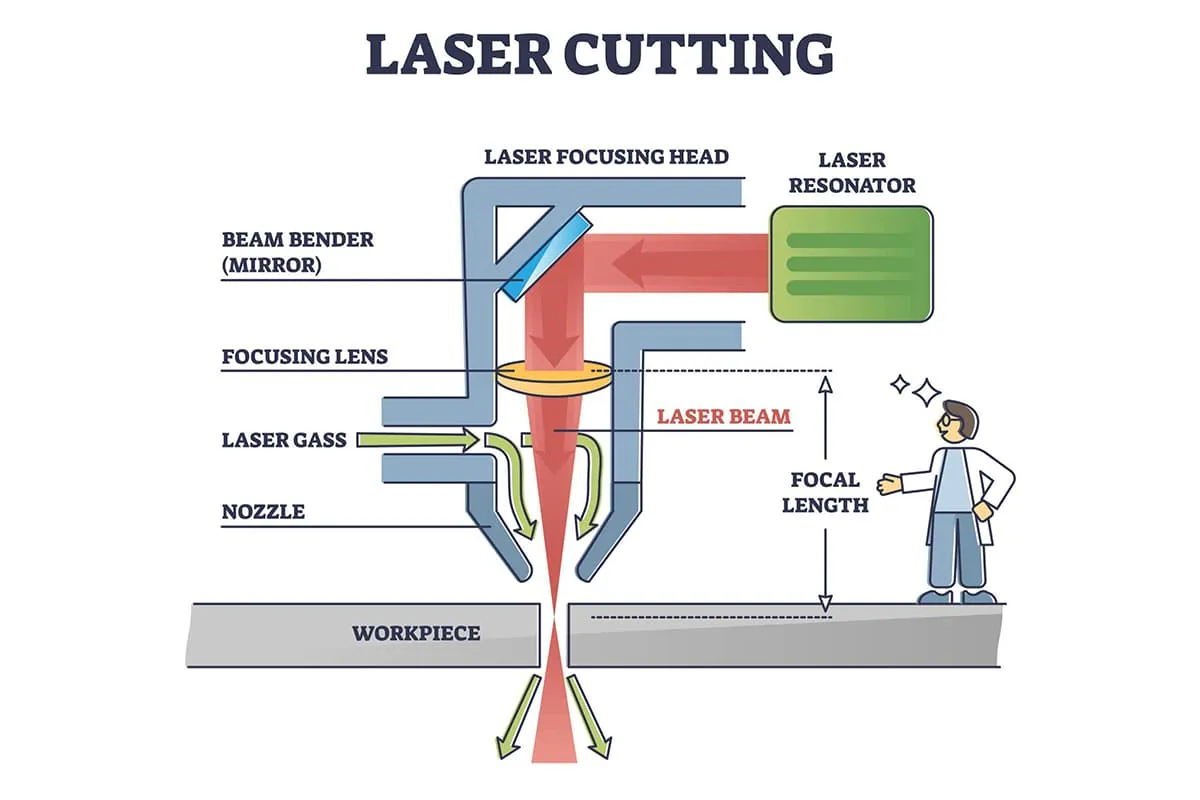
Corte a laser utiliza uma lente de focagem para concentrar o feixe de laser na superfície da peça de trabalho, provocando a fusão do material. Simultaneamente, um gás comprimido, coaxial com o raio laser, sopra o material fundido. O feixe de laser e a peça de trabalho movem-se um em relação ao outro ao longo de uma determinada trajetória, criando assim um corte com uma forma específica. O princípio do laser O corte é ilustrado na Figura 1.

1-Gerador de laser
2-Feixe laser
3-Espelho refletor
4-Lente de focagem
5-Gás de assistência
6-Bicos
7-Peça de trabalho
Corte a laser podem ser classificadas em quatro categorias: corte por fusão a laser, corte por vaporização a laser, corte por oxigénio a laser e corte a laser com fratura controlada.
Semelhante à soldadura por penetração profunda a laser, o corte por fusão a laser utiliza o aquecimento a laser para fundir o material metálico. Subsequentemente, um gás não oxidante (como Ar, He, N, etc.) é pulverizado através de um bocal coaxial com o feixe de laser para soprar o metal líquido, formando um corte.
O corte por fusão a laser é utilizado principalmente para cortar materiais que não são facilmente oxidados ou para metaiscomo o aço inoxidável, o titânio e as ligas de titânio, o alumínio e as ligas de alumínio.
Este método utiliza um feixe de laser de alta densidade de potência para aquecer a superfície da peça de trabalho, fazendo com que a temperatura suba rapidamente até ao ponto de ebulição do material num espaço de tempo extremamente curto. O material começa a vaporizar-se rapidamente, com uma parte a transformar-se em vapor e o resto a formar partículas líquidas e sólidas que são sopradas para fora do fundo do corte, criando o corte.
O corte por vaporização a laser é normalmente utilizado para materiais metálicos extremamente finos e materiais não metálicos, como papel, tecido, madeira, plástico e borracha.
O princípio do corte a laser com oxigénio é semelhante ao do corte oxiacetilénico. O feixe de laser serve como fonte de calor de pré-aquecimento, enquanto o oxigénio e outros gases activos são utilizados como gases de corte. O gás pulverizado interage com o metal de corte, levando a uma reação de oxidação que liberta uma grande quantidade de calor, aquecendo a camada seguinte de metal e fazendo com que continue a oxidar. Simultaneamente, os óxidos fundidos e os materiais fundidos são soprados para fora da zona de reação, formando o corte.
O corte a laser de oxigénio requer apenas metade da energia do corte a laser de fusão devido ao calor substancial gerado pela reação de oxidação durante o processo de corte. Para além disso, o velocidade de corte é muito mais rápido do que o corte por vaporização a laser e o corte por fusão a laser.
O corte a laser com oxigénio é adequado para materiais que podem ser oxidados, tais como ligas à base de ferro, titânio e alumínio, entre outros materiais metálicos não ferrosos.
A traçagem a laser consiste em varrer a superfície de materiais frágeis com um feixe de laser de alta densidade energética para criar uma pequena ranhura ou uma série de pequenos orifícios. A aplicação de uma determinada pressão faz com que o material frágil rache ao longo da ranhura ou do orifício. A fratura controlada utiliza o raio laser para aquecer a ranhura, criando uma tensão térmica local no material frágil, levando à sua fratura ao longo da ranhura.
O traçado a laser com fratura controlada é adequado para cortar materiais frágeis como pedra, cerâmica, vidro e ferro fundido.
O pequeno ponto do feixe de laser e a energia concentrada minimizam a deformação térmica da peça de trabalho, resultando em cortes estreitos (normalmente 0,10-0,20 mm de largura), superfícies de corte lisas, sem rebarbas ou escórias, e evitando o colapso da borda tipicamente visto em tosquiaeliminando a necessidade de processamento secundário.
O pequeno tamanho do ponto e a energia concentrada do feixe laser permitem velocidades de corte até 10 m/min, significativamente mais rápidas do que o corte com fio.
O corte a laser é um método de corte sem contacto, que garante a ausência de contacto com a superfície da peça, um ruído mínimo e uma poluição mínima.
O corte a laser pode processar materiais como o aço inoxidável, ligas de alumínio e ligas duras, independentemente da sua dureza, e pode produzir qualquer forma desejada, incluindo o corte de tubos finos e de pequena espessura e outros perfis irregulares.
Isto inclui plásticos, madeira, PVC, couro, têxteis e vidro orgânico.
O agrupamento de folhas inteiras e o corte à medida reduzem os custos de mão de obra e de material.
Uma vez concluídos os projectos de produtos, o processamento a laser pode produzir rapidamente produtos físicos.
(1) Limitado pela potência do laser e pelo tamanho do equipamento, o corte a laser só é adequado para cortar chapas e tubos de espessura média e pequena, e a velocidade de corte diminui significativamente com o aumento da espessura.
(2)Altos custos de equipamento e investimento inicial substancial.
O corte a laser tem uma vasta aplicação em vários domínios. No sector da indústria automóvel, as máquinas de corte a laser tridimensional são amplamente utilizadas na produção de protótipos de automóveis e na produção de pequenos lotes. O corte por laser de chapas e tiras finas comuns, como o alumínio e o aço inoxidável, atingiu velocidades de corte até 10 m/min, reduzindo significativamente os ciclos de preparação da produção e permitindo uma produção flexível em oficina.
Na indústria aeroespacial, o corte a laser é utilizado principalmente para cortar materiais aeroespaciais especiais, tais como ligas de titânio, ligas de alumínio, ligas de níquel, ligas de crómio, óxido de berílio e materiais compósitos. Os componentes aeroespaciais processados por corte a laser incluem tubos de chama de motores, invólucros de liga de titânio de paredes finas, estruturas de aeronaves, pele de titânio, longarinas de asas, painéis de cauda e pás do rotor principal de helicópteros.
A tecnologia de corte a laser também tem uma vasta gama de aplicações no domínio dos materiais não metálicos, permitindo o corte de materiais frágeis e de elevada dureza, como o nitreto de silício, a cerâmica e o quartzo, bem como de materiais flexíveis, como tecidos, papel, folhas de plástico e borracha. Por exemplo, a utilização de lasers para a colocação de peças de vestuário na produção de vestuário pode poupar 10% a 20% de tecido e aumentar a produtividade em mais de três vezes.