
União de metais: Soldadura, rebitagem e roscagem explicadas
Como é que construímos as máquinas que alimentam o nosso mundo? Mergulhe na arte da união mecânica, onde o metal se encontra com...
O corte de metal é um processo fascinante que transforma matérias-primas em peças complexas. Este artigo explora os princípios subjacentes ao corte de metal, desde a formação de aparas até aos desafios que os maquinistas enfrentam. Obterá informações sobre a ciência e a arte desta técnica de fabrico essencial. Prepare-se para ver a metalurgia sob uma luz totalmente nova!

O corte de metal é o processo de remoção do excesso de metal de peças utilizando uma ferramenta de corte em movimento relativo com a peça de trabalho, resultando na formação de aparas e numa superfície maquinada.
O processo de corte de metal envolve a deformação por cisalhamento da camada de metal a ser cortada sob a ação da ferramenta de corte. Este processo é acompanhado por fenómenos físicos como a deformação do metal, as forças de corte, o calor de corte e o desgaste da ferramenta. Os problemas que ocorrem no processo de produção, tais como rebarbas, arestas postiças, vibração, enrolamento e quebra de aparas, estão todos relacionados com o processo de corte.
Durante o corte, sob a ação de corte da aresta de corte e a ação de empurrão da face de inclinação, a camada de metal a ser cortada sofre tosquiaEste processo é designado por processo de corte. Este processo é designado por processo de corte.
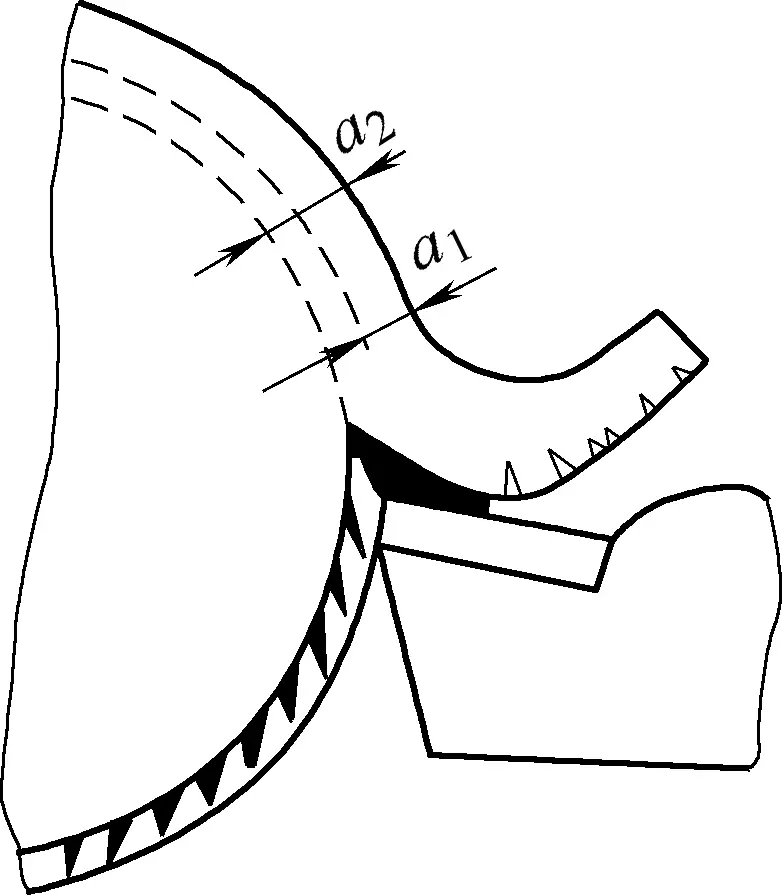
O processo de formação da pastilha é apresentado na Figura 1.
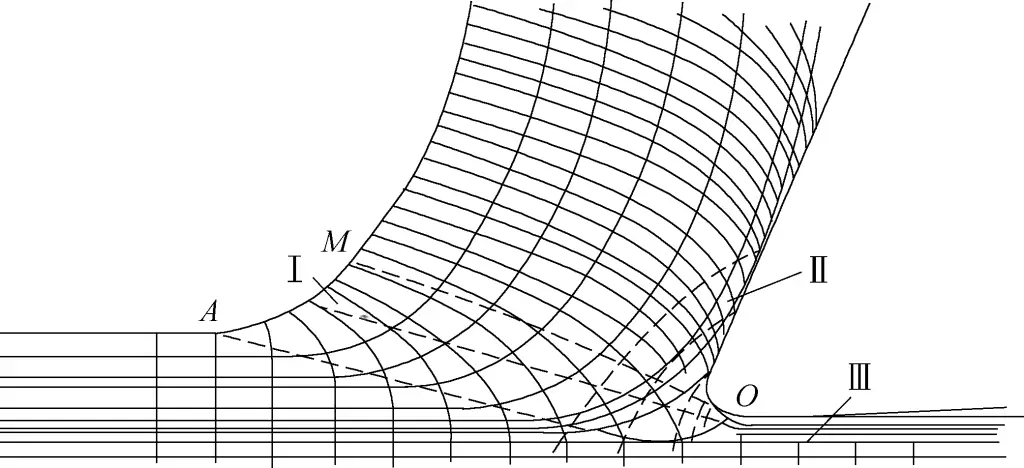
Deformação da Zona I: A zona de deformação por cisalhamento na camada de corte perto da aresta de corte.
A camada de metal que está a ser cortada sofre primeiro uma deformação elástica sob a força de compressão em frente da ferramenta de corte. Quando a tensão máxima de cisalhamento atinge o limite de escoamento do material, ocorre o deslizamento por cisalhamento. À medida que a face do ancinho se aproxima gradualmente, a deformação plástica aumenta, acompanhada de endurecimento por deformação, até que o deslizamento pára e a camada metálica cortada separa-se do corpo da peça de trabalho para se transformar em aparas que fluem ao longo da face do ancinho.
Deformação da Zona II: A zona de deformação na camada de aparas em contacto com a face do ancinho.
As limalhas formadas pelo deslizamento por cisalhamento na primeira zona de deformação sofrem um atrito intenso com a face do ancinho à medida que fluem para fora, causando uma segunda deformação por cisalhamento que retarda o fluxo de uma fina camada de metal na parte inferior da limalha. Esta camada de metal de fluxo lento é designada por camada de estagnação. O grau de deformação na camada estagnada é várias vezes ou mesmo dezenas de vezes superior ao da camada superior da pastilha.
Deformação da Zona III: A zona de deformação na camada de superfície maquinada perto da aresta de corte.
A deformação na terceira zona de deformação refere-se à área onde a superfície da peça de trabalho e a camada metálica superficial maquinada sofrem deformação plástica devido à compressão e fricção da parte romba da aresta de corte e da face do flanco. Este facto provoca fibrose e endurecimento por trabalho da camada metálica superficial e produz determinadas tensões residuais. A deformação do metal nesta zona irá afetar a qualidade da superfície e o desempenho da peça de trabalho.
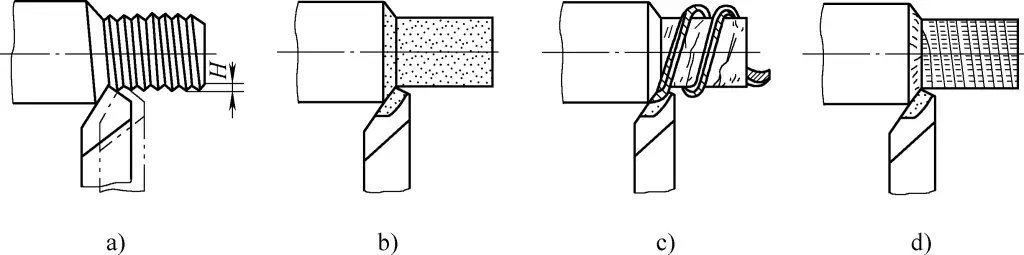
Durante o corte de metais, devido a diferenças nos materiais da peça, na geometria da ferramenta e nos parâmetros de corte, as aparas formadas têm várias formas. Existem geralmente quatro tipos básicos (ver Figura 2).
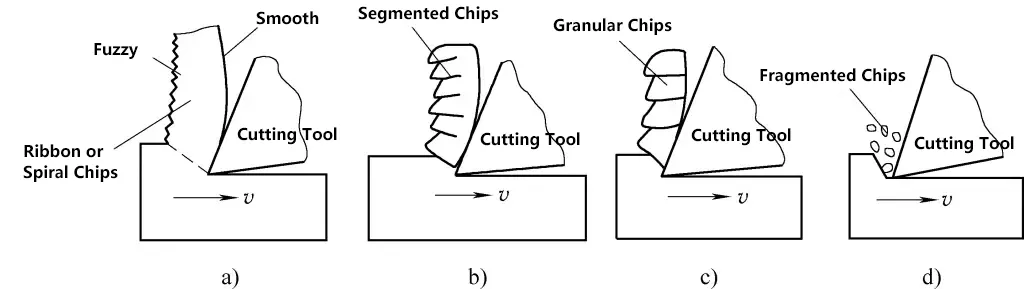
a) Fichas contínuas
b) Fichas segmentadas
c) Fichas elementares
d) Fichas descontínuas
(Ver Figura 2a) As aparas formam-se numa fita contínua. A superfície interna das aparas contínuas é lisa, enquanto a superfície externa é difusa. Ao microscópio, podem ver-se muitas estrias de plano de corte na parte lateral. Estas limalhas formam-se facilmente ao cortar materiais dúcteis metais com pequena espessura de corte, alta velocidade de corte e grande ângulo de inclinação da ferramenta.
As vantagens de formar este tipo de limalha são um processo de corte estável, uma pequena flutuação na força de corte e uma elevada qualidade da superfície da peça de trabalho. A desvantagem é que as aparas contínuas excessivamente longas podem envolver a peça de trabalho e a ferramenta, afectando a operação e a segurança. Por isso, devem ser tomadas medidas de quebra de cavacos.
(Ver Figura 2b) A superfície exterior destas aparas é serrilhada e a superfície interior apresenta fissuras. Isto deve-se ao facto de a tensão de corte local no interior atingir o limite de resistência do material durante o corte.
Ao cortar metais dúcteis, estas aparas são facilmente obtidas com uma maior espessura de corte, menor velocidade de corte e menor ângulo de inclinação. Durante a formação destas aparas, a força de corte flutua muito, o processo de corte é menos estável e tende a causar uma superfície maquinada mais áspera na peça de trabalho.
(Ver Figura 2c) Se, durante o corte, as aparas se partirem em estruturas de blocos irregulares maiores, estas aparas são designadas por aparas elementares. A razão para a formação destas limalhas é que a tensão de corte no interior da limalha excede o limite de resistência do material, provocando a fratura da limalha ao longo de uma determinada secção transversal, impedindo a formação de limalhas contínuas. Em geral,
Ao cortar metais dúcteis, estas aparas são facilmente obtidas com grande espessura de corte, baixa velocidade de corte e pequeno ângulo de inclinação da ferramenta. Ao formar estas aparas, a força de corte flutua muito, o processo de corte é muito instável, e o material maquinado rugosidade da superfície da peça de trabalho é elevada. Por conseguinte, a formação destas aparas deve ser evitada durante a maquinagem, especialmente nas operações de acabamento.
(Ver Figura 2d) Ao cortar metais frágeis (como ferro fundido, latão), a camada de metal que está a ser cortada é espremida e fracturada com muito pouca deformação plástica sob a ação de empurrar da ferramenta. Isto forma limalhas fragmentadas irregulares de vários tamanhos, chamadas limalhas descontínuas.
Ao formar estas aparas, a força de corte varia muito e a rugosidade da superfície maquinada da peça de trabalho é muito elevada. Quanto menor for o ângulo de inclinação da ferramenta e quanto maior for a espessura de corte, maior será a probabilidade de se produzirem estas aparas.
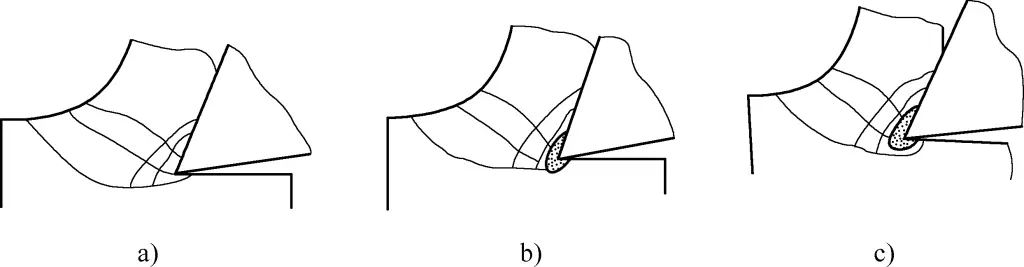
Sob certas condições, ao cortar metais dúcteis, um pequeno pedaço de metal com maior dureza adere perto da ponta da ferramenta, como mostra a Figura 3. Esta peça de metal é designada por aresta postiça. Tem um impacto significativo no processo de corte e na qualidade da superfície maquinada.
A formação de uma aresta postiça requer certas condições e razões. Em primeiro lugar, ocorre quando se cortam metais dúcteis e, em segundo lugar, a velocidades de corte médias (5-60m/min). Ao cortar aço em geral ou outros materiais dúcteis, a camada de metal a ser cortada é forçada a separar-se do material de base sob a ação de corte da aresta de corte da ferramenta. A camada inferior flui ao longo da face da ferramenta, causando fricção entre a camada de corte e a face de ataque.
Ao mesmo tempo, durante o processo de corte, a ação de empurrar da face da ferramenta sobre a apara produz uma enorme pressão. A enorme pressão e o atrito fazem com que a velocidade de fluxo do metal na camada inferior da limalha seja muito mais lenta do que na camada superior, resultando numa deformação significativa ao longo da face do ancinho, conhecida como fluxo de estagnação.
Quando a pressão e a temperatura entre a limalha e a face do ancinho atingem um determinado nível, ocorre a soldadura a frio. A camada inferior do metal cortado que foi submetido a soldadura a frio permanece na face do ancinho, formando uma camada de aresta postiça. Esta camada de aresta postiça faz com que a camada de metal em contacto com ela sofra uma deformação plástica significativa e se acumule no seu topo.
Através da acumulação contínua, a aresta de acumulação aumenta gradualmente. Quando atinge uma certa altura, forma uma aresta de acumulação completa e substitui a aresta de corte no processo de corte. A presença da aresta postiça altera o ângulo de ataque da ferramenta.
Quando a velocidade de corte é muito baixa (<5m/min), a pressão e a temperatura entre a face da ferramenta e a camada de corte são baixas, não reunindo as condições para a formação de uma aresta postiça. Quando a velocidade de corte é muito alta, a temperatura da camada inferior de metal é muito alta. A fluidez do metal da camada inferior aumenta, e o coeficiente de atrito diminui significativamente, impedindo também a formação de uma aresta postiça.
1) Protege a ferramenta.
A dureza da aresta construída é cerca de 2-4 vezes superior à do material da peça de trabalho. Soldada à frente da ferramenta, pode substituir a aresta de corte no corte, protegendo a aresta de corte e a face de inclinação, e reduzindo o desgaste da ferramenta. A aresta postiça tem um efeito positivo na maquinagem de desbaste.
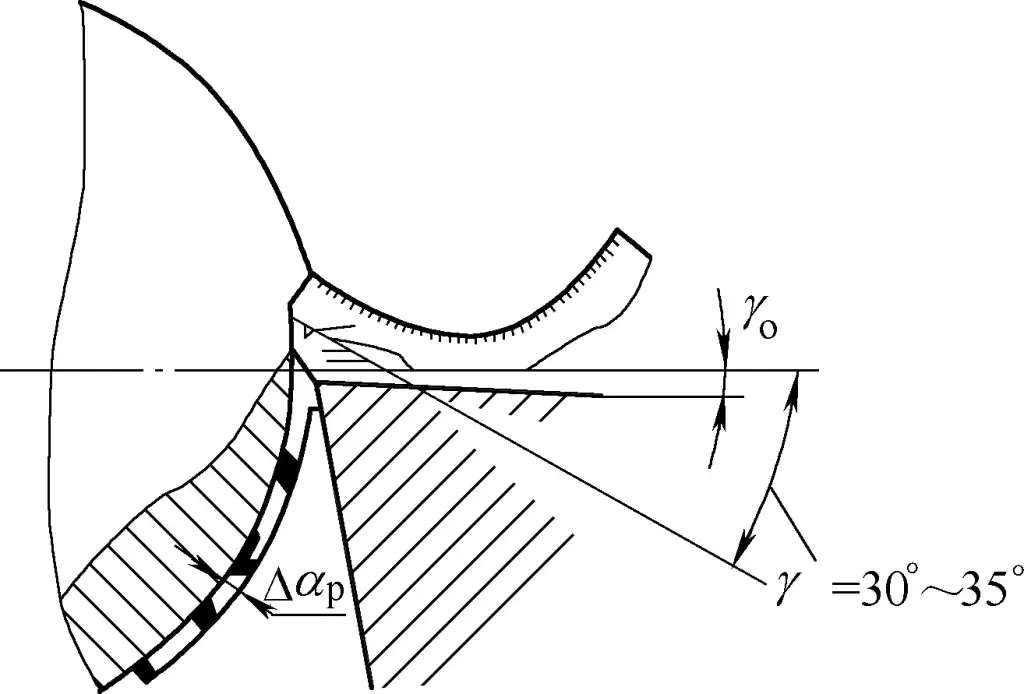
2) Aumenta o ângulo de inclinação efetivo.
Uma ferramenta de torneamento com uma aresta postiça pode aumentar o ângulo de inclinação efetivo para 30°-35°, reduzindo a deformação das aparas e diminuindo as forças de corte, como mostra a Figura 4.
3) Afecta a precisão dimensional da peça de trabalho e a qualidade da superfície.
A formação de arestas postiças é intermitente, de tamanho variável e altamente instável. Durante o processo de corte, algumas arestas postiças são arrastadas pelas aparas, enquanto outras são incorporadas na superfície maquinada da peça de trabalho, criando pontos duros e rebarbas, aumentando o valor da rugosidade da superfície, como se mostra na Figura 5.
Quando a aresta postiça cresce mais do que a aresta de corte, a posição real da ponta da ferramenta muda, causando uma alteração na profundidade de corte, afectando a precisão dimensional da peça de trabalho. Por conseguinte, na maquinagem de acabamento, a formação de arestas postiças pode ser evitada alterando os três parâmetros de corte.
Os principais factores que afectam a aresta postiça são o material da peça, a velocidade de corte, a taxa de avanço e fluido de corte. Entre estes, a velocidade de corte tem o maior impacto na formação da aresta postiça. Além disso, o ângulo de inclinação da ferramenta e a espessura do corte também afectam a formação da aresta postiça.
Um ângulo de ataque maior reduz a deformação da apara, o que ajuda a suprimir a formação de arestas postiças. Um aumento da espessura de corte também aumenta o comprimento de contacto entre a apara e a face de ataque, aumentando a possibilidade de formação de arestas postiças.
O fenómeno em que a resistência superficial e a dureza dos metais dúcteis aumentam enquanto a plasticidade diminui após a maquinagem é designado por endurecimento por trabalho, também conhecido por endurecimento por deformação. A causa do endurecimento por deformação é a deformação plástica dos materiais metálicos durante o processo de maquinagem.
Quanto maior for a deformação plástica, mais grave será o endurecimento por deformação da superfície. A dureza da camada endurecida pode atingir 1,2-2 vezes a dureza da peça de trabalho, com uma profundidade de camada endurecida de 0,07-0,5 mm. Isto cria dificuldades para a maquinação subsequente, aumenta o desgaste da ferramenta e afecta a qualidade da superfície da peça de trabalho. A ocorrência de endurecimento por deformação é acompanhada por tensões residuais e microfissuras, que reduzem as propriedades do material da superfície da peça de trabalho.
Embora o endurecimento por deformação tenha alguns efeitos adversos, também tem aspectos benéficos. Por exemplo, em condições que suprimem as tensões residuais, especialmente as microfissuras, a utilização do polimento de rolos para produzir o endurecimento por trabalho pode melhorar a dureza, a força e a resistência ao desgaste da superfície maquinada.
A força exercida pela ferramenta de corte sobre a peça durante o corte designa-se por força de corte F r que actua sobre a peça de trabalho. A resistência do material da peça à ação de corte da ferramenta designa-se por resistência ao corte F' r que actua sobre a ferramenta.
A força de corte F r e a resistência ao corte F' r são um par de forças iguais e opostas que actuam em dois objectos diferentes, como mostra a Figura 6.
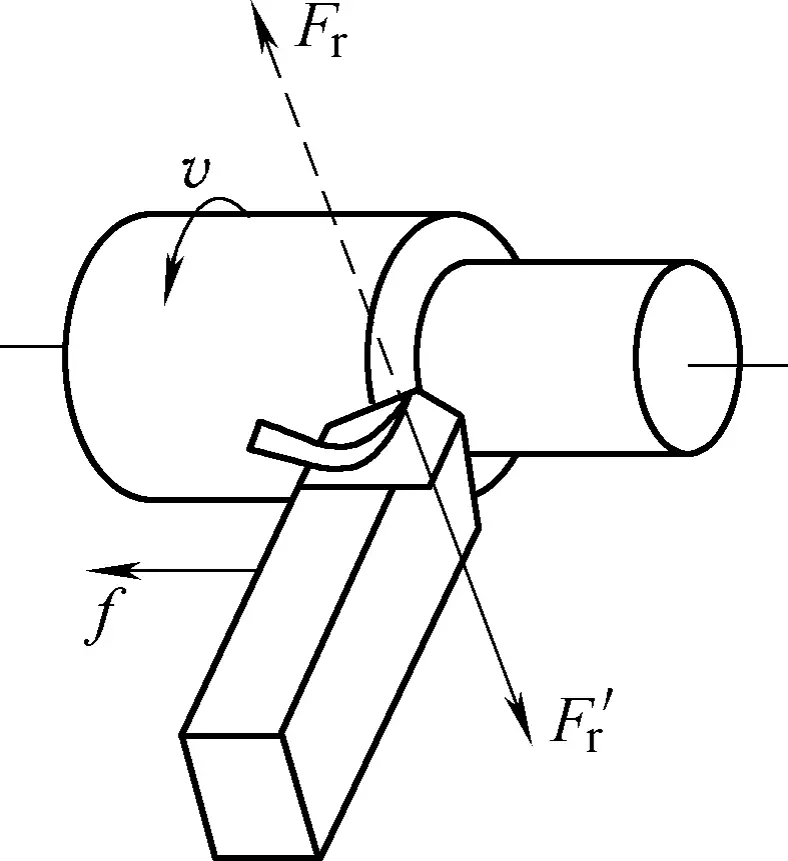
A resistência de corte tem um impacto significativo na vida útil da ferramenta, no consumo de energia da máquina e na qualidade de processamento da peça durante o processo de corte.
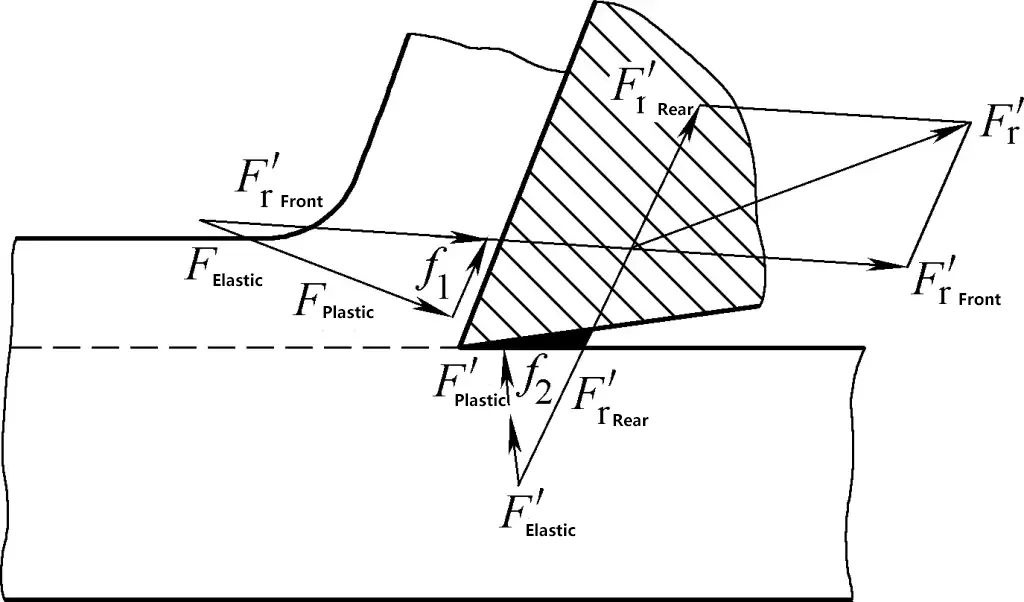
Durante o corte, a ferramenta está sujeita não só à resistência à deformação (F₀, F₁, F₂, F₃) produzida pela deformação plástica e elástica do metal cortado, das aparas e da camada superficial da peça, mas também à resistência ao atrito (f₄, f₅) entre a face de ataque e as aparas, e entre a face de flanco e a superfície da peça. A resistência ao corte é a força resultante (soma vetorial) destas forças, como se mostra na Figura 7.
A resistência de corte F'₀ é um vetor espacial, e a sua magnitude e direção não são fáceis de medir. Para facilitar a análise do efeito da resistência de corte e a medição, e para calcular a magnitude da força de corte, a resistência de corte F'₁ é geralmente decomposta em três componentes mutuamente perpendiculares: resistência de corte principal F'₂, resistência radial F'y, e resistência axial F'x (ver Figura 8).
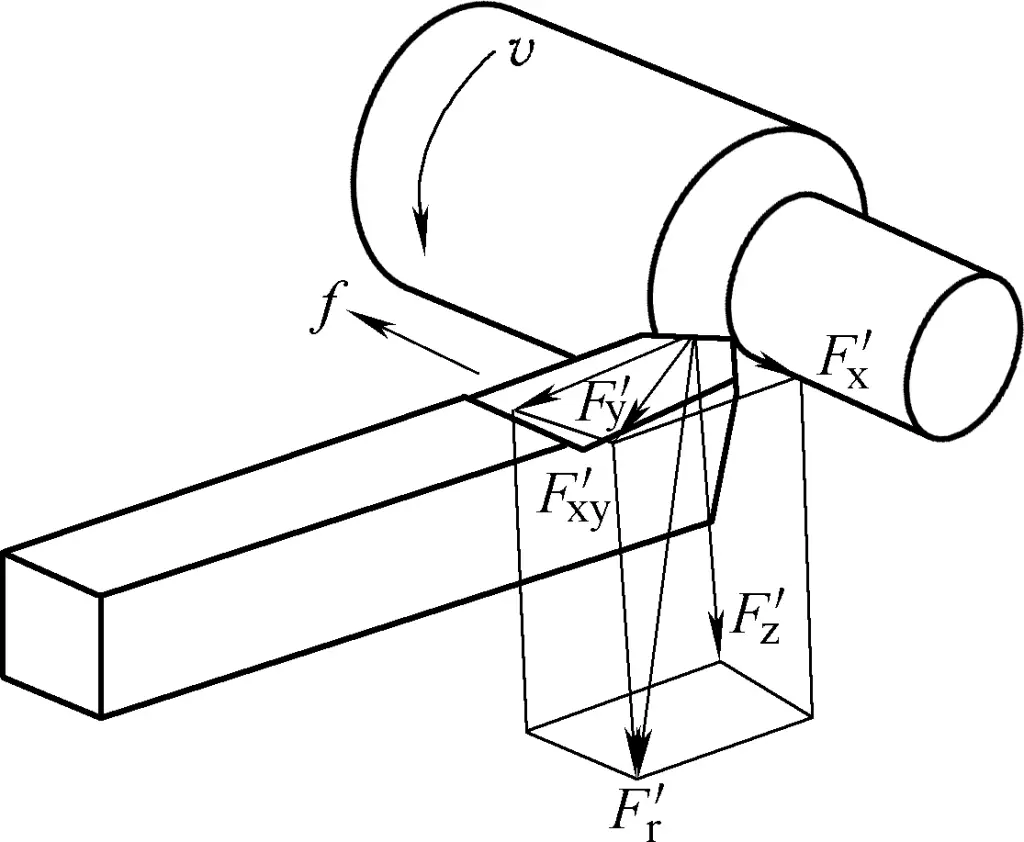
Quando os valores das três forças componentes são conhecidos, o valor da força resultante F'₀ pode ser calculado utilizando a seguinte fórmula:

É perpendicular ao plano de base e consistente com a direção da velocidade de corte v₀. É a maior das forças componentes, consumindo a maior potência, representando cerca de 95% a 99% da potência total da máquina. F'₁ fará com que a haste da ferramenta se dobre. Portanto, ao instalar a ferramenta, a haste da ferramenta deve ser estendida o mais curto possível.
Situa-se no plano de base e é paralelo à direção do avanço radial. Não consome potência da máquina. No entanto, a sua força de corte radial reactiva actua sobre a peça de trabalho radialmente, tendendo a dobrar a peça de trabalho. Quando a peça de trabalho é fina e o sistema tecnológico não tem rigidez, é fácil produzir deformação por flexão e vibração, afectando a precisão da maquinação e a rugosidade da superfície.
Situa-se no plano de base e é paralelo à direção de alimentação longitudinal. Consome apenas 1% a 5% da potência total da máquina. Uma vez que é paralelo ao eixo da peça de trabalho, tende a desviar a ferramenta de torno na direção oposta à do avanço. Portanto, ao instalar a ferramenta de torno, ela deve ser travada com segurança para evitar a raspagem da peça de trabalho devido ao movimento da ferramenta.
A dureza, a resistência, a deformação plástica e o atrito entre as aparas e as ferramentas do material da peça de trabalho afectam a resistência ao corte. Quanto maior for a dureza ou a resistência do material da peça de trabalho, maior será a resistência ao corte.
Quanto maior for a plasticidade ou a tenacidade do material da peça de trabalho, maior será a resistência à deformação e a força de fricção, e maior será a resistência ao corte. A força e a deformação do aço são superiores às do ferro fundido, pelo que a resistência ao corte do aço é superior à do ferro fundido (cerca de 0,5 a 1 vezes superior).
Entre os parâmetros de corte, os principais factores são a profundidade de corte e a velocidade de avanço, que afectam a resistência ao corte, influenciando a área de corte. A profundidade de corte tem o maior impacto na resistência ao corte, seguida da velocidade de avanço.
O aumento da profundidade de corte e da taxa de avanço aumentará a espessura e a largura de corte, respetivamente, aumentando assim a área de corte. Como resultado, a resistência à deformação e a resistência ao atrito aumentam, levando a um aumento da resistência ao corte.
Quando a profundidade de corte é duplicada, a resistência de corte principal também duplica; mas quando a taxa de avanço é duplicada, a resistência de corte principal só aumenta 0,75 a 0,9 vezes. Por conseguinte, a utilização de uma maior taxa de avanço é mais eficiente em termos de potência do que a utilização de uma maior profundidade de corte.
A velocidade de corte afecta a resistência ao corte ao influenciar o grau de deformação das aparas, mas não tem qualquer efeito na área de corte. Por conseguinte, o impacto da velocidade de corte na resistência ao corte não é tão significativo como o da profundidade de corte e da taxa de avanço. Quando se cortam metais frágeis, a deformação e a fricção são relativamente pequenas, e a força de corte não se altera muito quando a velocidade de corte muda.
1) Ângulo de inclinação.
Quanto maior for o ângulo de inclinação, menor é a deformação das aparas e a resistência ao corte é significativamente reduzida.
2) Ângulo de aproximação.
Ao cortar metais plásticos, se o ângulo de aproximação for inferior a 60° a 75°, o aumento do ângulo de aproximação reduzirá a resistência principal ao corte; quando o ângulo de aproximação for superior a 60° a 75°, o aumento do ângulo de aproximação aumentará a resistência principal ao corte devido à influência do raio da ponta da ferramenta. Ao cortar metais frágeis, a resistência de corte principal basicamente não se altera com a mudança de ângulo quando o ângulo de aproximação é superior a 45°.
3) Ângulo de inclinação.
Quando o ângulo de inclinação varia de 10° a 45°, a resistência de corte principal permanece basicamente inalterada. No entanto, quando o ângulo de inclinação diminui, a resistência de corte radial aumenta e a força de avanço diminui.
4) Terreno negativo.
Quando a ferramenta é rectificada com um terreno negativo, a aresta de corte torna-se romba, a deformação das aparas aumenta e a resistência ao corte também aumenta.
5) Raio de ponta da ferramenta.
À medida que o raio da ponta da ferramenta ou a aresta de transição aumentam, o comprimento da aresta de corte envolvida no corte aumenta, a deformação da apara e a força de fricção aumentam, e a resistência ao corte também aumenta.
O calor de corte é o calor gerado durante o processo de corte devido à deformação e fricção do metal. O calor de corte e a temperatura de corte resultante afectam diretamente o desgaste da ferramenta e a vida útil, e influenciam a precisão da maquinação da peça e a qualidade da superfície, especialmente no corte a alta velocidade.
Existem três fontes de calor de corte: em primeiro lugar, a deformação elástica e plástica do metal da camada de corte; em segundo lugar, o atrito entre a apara e a face de inclinação; em terceiro lugar, o atrito entre a peça de trabalho e a face de flanco. Durante o processo de corte, a maior parte da energia consumida pela deformação e fricção acima referidas é convertida em energia térmica.
O calor de corte é dissipado através das aparas, da peça de trabalho, da ferramenta e do meio envolvente. As experiências mostraram que a proporção de calor de corte transferido para várias partes é geralmente mais elevada nas aparas.
Sem utilizar fluido de corte, ao cortar materiais de aço a uma velocidade de corte média, 50% a 86% do calor de corte é transportado pelas aparas, 10% a 40% é transferido para a peça de trabalho, 3% a 9% é transferido para a ferramenta de torno e cerca de 1% é transferido para o ar circundante.
A geração de calor de corte faz com que a temperatura na zona de corte aumente, e a distribuição da temperatura de corte na zona de corte é desigual. A temperatura de corte refere-se geralmente à temperatura média na área de contacto entre a apara e a face do ancinho. O nível da temperatura de corte depende da quantidade de calor de corte e da qualidade das condições de dissipação de calor.
O material da peça de trabalho afecta a temperatura de corte através das suas diferentes propriedades de resistência, dureza e condutividade térmica. Quando o material da peça de trabalho tem menor resistência e dureza e maior condutividade térmica, é gerado menos calor, resultando numa temperatura de corte mais baixa. O oposto é verdadeiro para temperaturas de corte mais elevadas.
O aumento dos parâmetros de corte (v₀, f, a₁) aumenta a temperatura de corte, com a velocidade de corte (v₂) a ter o maior impacto, seguida da taxa de avanço (f) e a profundidade de corte (a₃) a ter a menor influência.
1) Ângulo de inclinação (γ₀)
A dimensão do ângulo de inclinação afecta a deformação e o atrito do corte, tendo um impacto significativo na temperatura de corte. À medida que o ângulo de ataque aumenta, a deformação e o atrito diminuem, é gerado menos calor e a temperatura de corte diminui. No entanto, se o ângulo de ataque for demasiado grande, o ângulo de cunha diminui, reduzindo o volume da ponta da ferramenta e piorando as condições de dissipação de calor, fazendo com que a temperatura de corte aumente ligeiramente.
2) Ângulo de aproximação (K₀)
Sob a mesma profundidade de corte, o aumento do ângulo de aproximação encurta o comprimento L₀ da aresta de corte principal que participa do corte e reduz o ângulo da ponta da ferramenta ε₁. Isso concentra o calor de corte e piora as condições de dissipação de calor, levando a um aumento na temperatura de corte, como mostrado na Figura 9.
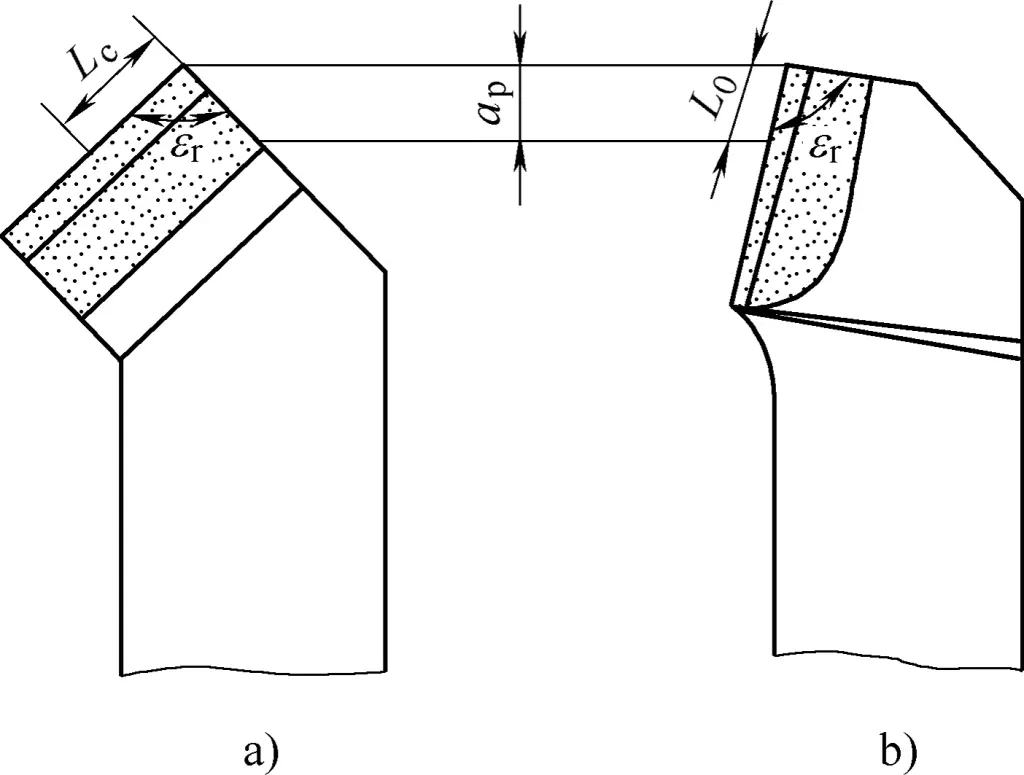
a) Pequeno K₀, grande ângulo da ponta da ferramenta
b) Grande K₀, pequeno ângulo da ponta da ferramenta
A seleção adequada e a aplicação suficiente do fluido de corte podem reduzir eficazmente a temperatura de corte.
Os efeitos da temperatura de corte no corte e na maquinagem têm uma natureza dupla.
1) O aumento da temperatura de corte acelera o desgaste da ferramenta e reduz a sua vida útil.
2) Após o aquecimento, as ferramentas ou peças de trabalho podem sofrer expansão térmica e deformação, afectando a precisão da maquinação, especialmente quando se maquinam metais não ferrosos ou peças de trabalho finas.
3) Quando a superfície da peça de trabalho entra em contacto com o flanco da ferramenta, a temperatura pode subir até várias centenas de graus instantaneamente, mas desce rapidamente depois de se separar do flanco. Embora este processo seja breve, pode causar tensões residuais de tração prejudiciais na superfície da peça de trabalho. Em casos graves, pode causar queima da superfície e fenómenos de recozimento na peça de trabalho.
1) A temperatura de corte amolece o material da peça de trabalho, tornando-o mais fácil de cortar, o que é benéfico para a maquinagem de materiais com elevada dureza mas baixa resistência a altas temperaturas (como o aço temperado e revenido).
2) Para alguns materiais de ferramentas que são frágeis mas têm boa resistência ao calor (tais como carbonetos cimentados e materiais cerâmicos), temperaturas elevadas adequadas podem melhorar a tenacidade do material e reduzir os fenómenos de lascagem.
3) Temperaturas de corte mais elevadas são desfavoráveis à formação de arestas postiças, o que pode reduzir o desgaste da ferramenta e melhorar a qualidade da superfície da peça de trabalho.
As ferramentas vão-se desgastando gradualmente durante o processo de corte. Quando o desgaste da ferramenta atinge um determinado nível, pode observar-se claramente que a resistência ao corte aumenta, a temperatura de corte sobe, a cor da apara muda, ocorre vibração de corte e a qualidade da superfície maquinada deteriora-se significativamente. As dimensões da peça de trabalho podem não atender aos requisitos. Nesta altura, a ferramenta deve ser afiada de novo ou substituída por uma nova.
Existem três formas de desgaste da ferramenta: desgaste da face de ataque, desgaste da face de flanco e desgaste simultâneo das faces de ataque e de flanco, como mostra a Figura 10.
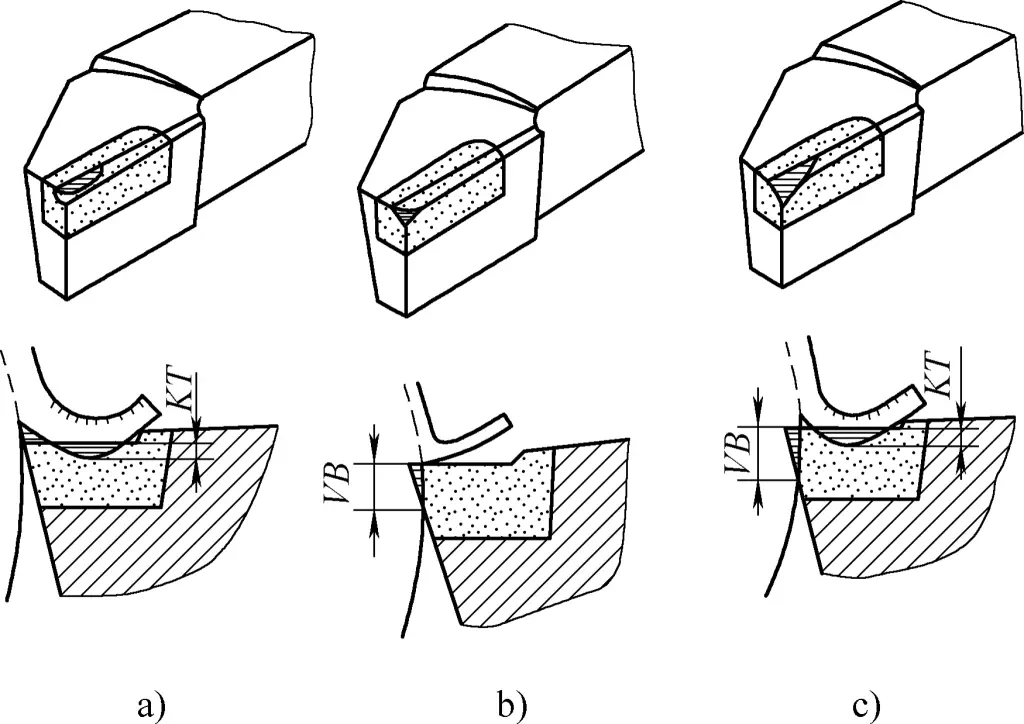
a) Desgaste da face do ancinho
b) Desgaste da face do flanco
c) Desgaste simultâneo das faces de ataque e de flanco
O desgaste da face de corte refere-se ao aparecimento de um buraco em forma de crescente na parte frontal da ferramenta. Quando se cortam metais plásticos com velocidades de corte mais elevadas e espessuras de corte maiores, é mais provável que ocorram furos em forma de meia-lua. A expansão gradual do desgaste em forma de meia-lua reduzirá a resistência da aresta de corte, facilitando a lascagem e danificando a ferramenta.
A principal área de desgaste ocorre na face do flanco. É causada por um intenso aperto e fricção entre a superfície maquinada e a face do flanco da ferramenta, resultando em danos e ranhuras perto da aresta de corte na face do flanco.
Este tipo de desgaste ocorre geralmente ao cortar metais frágeis ou ao cortar metais plásticos com uma pequena profundidade de corte (a p <0,1mm). O valor de desgaste é representado por VB.
Trata-se de um tipo de desgaste abrangente, que se refere à ocorrência simultânea de furos em forma de crescente na face de ataque e de ranhuras na face de flanco. Ao cortar metais plásticos, esta é a situação mais comum. Raramente ocorre o desgaste puro da face de ataque ou da face de flanco.
O processo de desgaste da ferramenta pode geralmente ser dividido em três fases. A curva do processo de desgaste da ferramenta é mostrada na Figura 11.
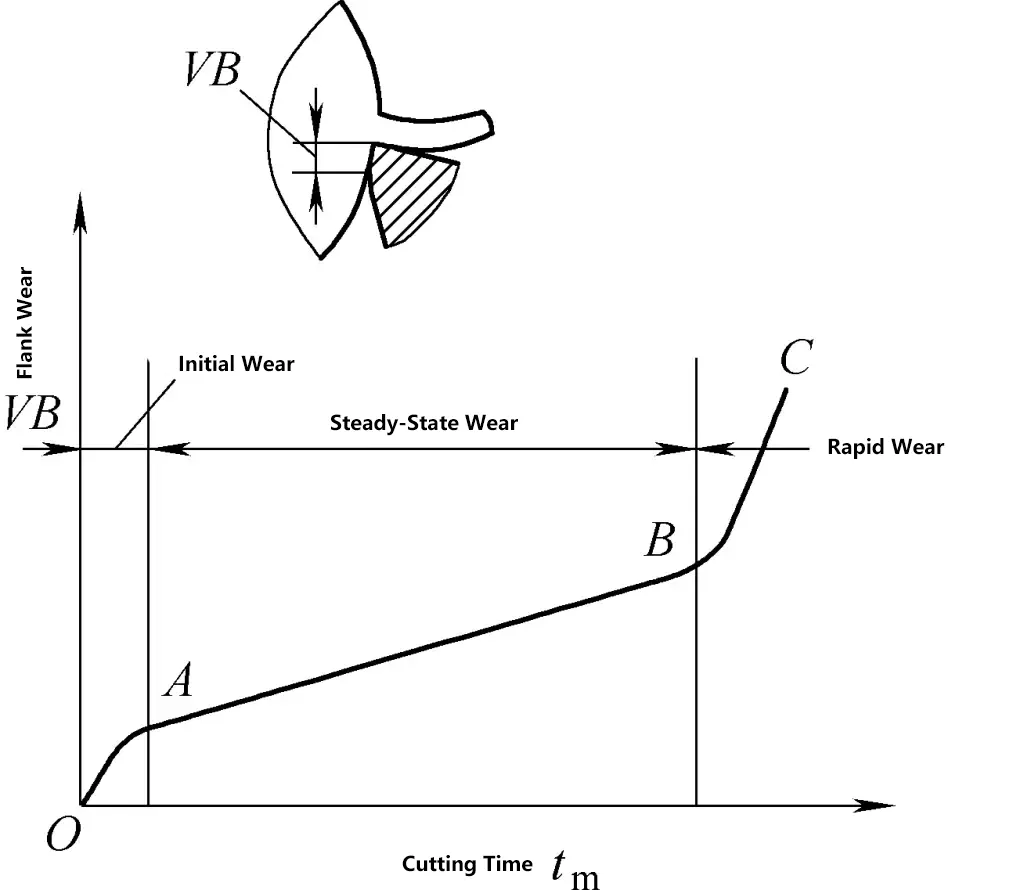
O desgaste da ferramenta refere-se normalmente ao desgaste da face do flanco porque, na maioria dos casos, a face do flanco sofre desgaste. O tamanho do VB tem um impacto significativo na precisão da maquinação e na rugosidade da superfície, sendo também mais conveniente de medir. Por isso, atualmente, a quantidade de desgaste na face do flanco é geralmente utilizada para refletir o grau de desgaste da ferramenta.
A inclinação da curva de desgaste é relativamente grande nesta fase. Devido à pequena área de contacto real entre a face do flanco de uma ferramenta recém-moída e a superfície maquinada, a pressão é muito elevada, resultando num desgaste rápido.
A quantidade de desgaste inicial está intimamente relacionada com a qualidade da retificação da ferramenta, variando normalmente entre VB=0,05 e 0,1 mm. As ferramentas rectificadas têm menos desgaste inicial e são muito mais duradouras.
Após o desgaste inicial, uma crista estreita é usada na face do flanco da ferramenta, reduzindo a pressão, pelo que o aumento do desgaste abranda e torna-se mais estável. Esta é a fase de desgaste normal, que é também a fase de trabalho efetivo da ferramenta.
Durante esta fase, a curva de desgaste é basicamente uma linha reta com um pequeno declive ascendente, e o seu declive representa a intensidade de desgaste da ferramenta durante o funcionamento normal. A intensidade do desgaste é um dos indicadores importantes para comparar o desempenho de corte da ferramenta.
Após a fase de desgaste normal, a aresta de corte torna-se significativamente romba, as forças de corte aumentam e a temperatura de corte aumenta. Nesta altura, o estado de desgaste da ferramenta sofre uma alteração qualitativa e entra na fase de desgaste rápido. A inclinação da curva de desgaste nesta fase é muito grande, indicando uma elevada intensidade de desgaste.
Se a ferramenta continuar a trabalhar nesta fase, não só não pode garantir a qualidade da maquinagem, como também consome mais material de ferramenta e pode mesmo perder completamente a sua capacidade de corte. Por isso, a ferramenta deve evitar o desgaste rápido e evitar operações de corte nesta fase.
O desgaste da ferramenta irá afetar as forças de corte, a temperatura de corte e a qualidade da maquinação, pelo que deve ser especificado um valor máximo de desgaste permitido com base nas condições de maquinação. Este é o critério de desgaste da ferramenta.
Geralmente, existe desgaste na face de flanco das ferramentas, o que tem um impacto mais significativo na precisão da maquinação e nas forças de corte do que o desgaste da face de ataque. Além disso, o desgaste da face de flanco é mais fácil de medir. Por conseguinte, na gestão de ferramentas e na investigação sobre corte de metais, os critérios de desgaste são frequentemente estabelecidos com base nas dimensões de desgaste da face do flanco.
Os chamados critérios de desgaste referem-se normalmente à quantidade média máxima de desgaste admissível na parte central da banda de desgaste do flanco, expressa como VB.
Por exemplo, no torneamento em desbaste de aço carbono com ferramentas de carboneto, VB=0,6~0,8mm; no torneamento em desbaste de ferro fundido, VB=0,8~1,2mm; no torneamento de acabamento, VB=0,1~0,3mm são considerados como critérios de desgaste.
Ao maquinar peças de grandes dimensões, para evitar a troca de ferramentas a meio do processo, são geralmente utilizadas velocidades de corte mais baixas para prolongar a vida útil da ferramenta. Neste caso, a temperatura de corte é mais baixa, pelo que os critérios de desgaste podem ser aumentados de forma adequada.
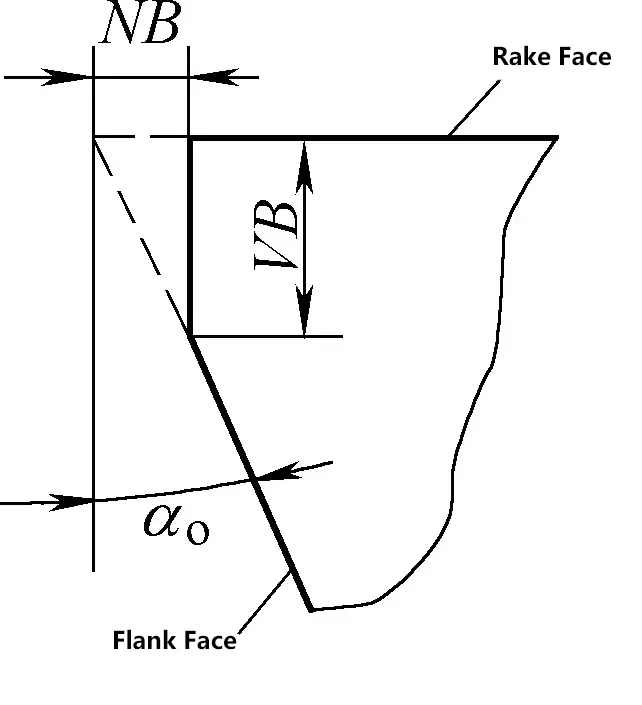
Para ferramentas de acabamento utilizadas na produção automatizada, os critérios de desgaste são geralmente estabelecidos com base nos requisitos de precisão da peça. Nestes casos, a quantidade de desgaste radial NB é frequentemente utilizada como padrão de medição, como mostra a Figura 12.
O tempo de corte desde que uma ferramenta recém-afiada começa a cortar até que a quantidade de desgaste atinja os critérios de desgaste é chamado de vida da ferramenta. É representado por T, que é o tempo de corte puro entre duas rectificações. Refere-se ao tempo de corte líquido e não inclui o tempo não cortante utilizado para a regulação da ferramenta, medição, avanço rápido, cursos em vazio, etc.
A vida útil da ferramenta é a soma do tempo de utilização de uma ferramenta desde o início até à sua eliminação, ou seja, a soma da vida útil após cada retificação. Na produção moderna, não é aconselhável procurar cegamente aumentar a vida útil da ferramenta. O objetivo deve ser o de maximizar a vida útil da ferramenta, tendo em conta a qualidade do produto, a eficiência da produção e os custos de processamento.
A rugosidade da superfície refere-se aos pequenos desníveis entre picos e vales na superfície maquinada. A distância entre dois picos ou dois vales (comprimento de onda) é muito pequena (menos de 1 mm) e difícil de distinguir a olho nu, pelo que pertence a erros de forma geométrica microscópicos. Quanto menor for a rugosidade da superfície, mais suave é a superfície. A magnitude da rugosidade da superfície tem um impacto significativo no desempenho das peças mecânicas.
Os parâmetros de avaliação da rugosidade da superfície incluem o desvio médio aritmético do perfil Ra, a altura de dez pontos das irregularidades Rz e a altura máxima do perfil Ry. Uma vez que o parâmetro Ra pode refletir totalmente as características da forma geométrica microscópica da superfície na direção da altura e o método de medição geométrica é relativamente simples, é o parâmetro de avaliação mais básico recomendado como escolha prioritária pelas normas.
A rugosidade da superfície e as propriedades físico-mecânicas da camada superficial da superfície maquinada são normas para avaliar a qualidade da superfície maquinada. A rugosidade da superfície tem um impacto significativo na resistência ao desgaste, resistência à corrosão, resistência à fadiga e de encaixe propriedades das peças. A forma de reduzir a rugosidade da superfície é também um dos conteúdos importantes na investigação dos princípios de corte.
A superfície maquinada na peça de trabalho é formada pelo corte das arestas de corte principal e secundária da ferramenta. A área da secção transversal da peça que fica por cortar na superfície maquinada pelas duas arestas de corte é designada por área residual, como mostra a Figura 13. A partir da figura, pode ver-se que quanto maior for a área residual e quanto maior for a sua altura, maior será o valor da rugosidade da superfície.
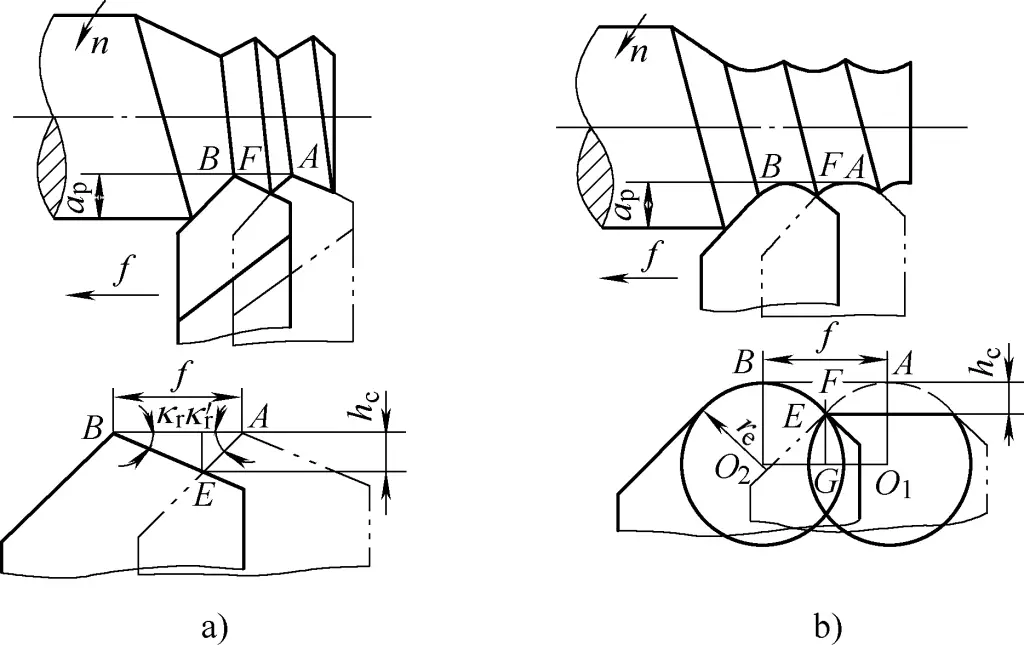
Além disso, a rugosidade da aresta de corte também afecta a qualidade da maquinagem da superfície da peça. Quanto mais suave e nítida for a aresta de corte, menor será o valor da rugosidade da superfície maquinada.
Durante o corte, a deformação plástica causada pela compressão e fricção do raio da ponta da ferramenta e da face do flanco irá distorcer a área residual, aumentando assim o valor da rugosidade da superfície da peça maquinada.
Ao cortar metais plásticos com um ângulo de inclinação da ferramenta muito pequeno e uma velocidade de corte muito baixa, aparecerão na superfície da peça de trabalho fissuras transversais quase perpendiculares à direção da velocidade de corte e rebarbas semelhantes a escamas, simplesmente designadas por rebarbas de escamas. Quando as rebarbas de escala aparecem, elas podem aumentar o valor da rugosidade da superfície.
Após a formação de uma aresta postiça no corte de metais plásticos a velocidades médias, devido ao facto de a aresta postiça ser irregular e instável, por um lado, as suas partes irregulares substituem parte da aresta postiça para o corte, criando ranhuras de diferentes profundidades na superfície da peça de trabalho. Por outro lado, parte da aresta postiça destacada fica incorporada na superfície maquinada, formando pontos duros e rebarbas, o que aumentará o valor da rugosidade da superfície da peça de trabalho.
As vibrações periódicas produzidas pelas ferramentas, peças de trabalho e componentes da máquina-ferramenta causarão marcas de vibração periódicas na superfície maquinada da peça de trabalho, aumentando significativamente o valor da rugosidade da superfície.
Nos processos de corte, se se verificar que o valor da rugosidade da superfície da peça de trabalho não satisfaz os requisitos do desenho, deve-se começar por observar e analisar cuidadosamente a forma e a causa do aumento do valor da rugosidade da superfície, identificar os principais factores que afectam o aumento do valor da rugosidade da superfície e, em seguida, propor soluções específicas.
Seguem-se vários fenómenos comuns que causam valores elevados de rugosidade da superfície da peça de trabalho (ver Figura 14).
a) Altura residual elevada
b) Rebarbas de superfície
c) Marcas de arrastamento de aparas
d) Marcas de vibração
Como se pode ver na Figura 14, a redução do ângulo da aresta de corte maior, do ângulo da aresta de corte menor e da velocidade de avanço, bem como o aumento do raio da ponta da ferramenta, podem reduzir a altura da área residual. Ao implementar estas medidas, deve prestar-se atenção aos seguintes aspectos:
1) Geralmente, a redução do ângulo da aresta de corte menor tem um efeito mais notável na redução dos valores de rugosidade da superfície. No entanto, a redução do ângulo maior da aresta de corte k r aumentará a resistência radial, o que pode provocar vibrações se o sistema tecnológico não tiver rigidez.
2) Aumentar adequadamente o raio da ponta da ferramenta pode reduzir os valores de rugosidade da superfície. No entanto, se o raio da ponta da ferramenta for demasiado grande e a máquina-ferramenta não tiver rigidez, aumentará a resistência radial e causará vibração, o que, por sua vez, aumenta os valores de rugosidade da superfície.
3) A redução da taxa de alimentação e o aumento da velocidade de corte também podem reduzir os valores de rugosidade da superfície.
A formação de arestas postiças pode ser suprimida alterando a velocidade de corte. Para ferramentas de torneamento de aço rápido, a velocidade de corte deve ser reduzida (v c <5m/min) e deve ser adicionado fluido de corte; para ferramentas de torneamento de metal duro, a velocidade de corte deve ser aumentada (evitando a gama de velocidades médias onde é mais provável a ocorrência de arestas postiças, v c =15~30m/min).
O aumento do ângulo de inclinação da ferramenta de torneamento pode efetivamente suprimir a formação de arestas postiças, mas deve ser assegurada uma resistência suficiente da aresta de corte. Além disso, a elevada rugosidade superficial da aresta de corte também causará rebarbas na superfície da peça de trabalho. Por isso, devem ser feitos esforços para reduzir a rugosidade da superfície das faces de ataque e de flanco, e para manter a aresta de corte sempre afiada.
Quando a ferramenta está muito gasta, aparecem pontos brilhantes ou pontos brilhantes na superfície maquinada e produz-se ruído durante o corte. A aresta de corte desgastada comprime as marcas brilhantes na superfície da peça de trabalho, aumentando o valor da rugosidade da superfície. Neste caso, a ferramenta deve ser retificada ou substituída imediatamente.
A superfície das peças de trabalho afectadas pelo arrastamento de aparas apresentará alguns riscos rasos e irregulares na superfície maquinada. A seleção de uma ferramenta de corte com um ângulo de inclinação positivo, a orientação do fluxo de aparas para a superfície não maquinada da peça de trabalho e a adoção de medidas adequadas de ranhura de quebra de aparas podem evitar e prevenir eficazmente este fenómeno.
As vibrações produzidas durante o torneamento podem causar marcas periódicas de vibração transversais ou longitudinais na superfície da peça de trabalho. Para resolver este problema, deve ser dada atenção aos seguintes aspectos:
1) Aspectos relativos às máquinas-ferramentas.
Melhorar a estabilidade da instalação do torno; ajustar a folga do fuso, melhorar a precisão do rolamento; ajustar a folga das tiras deslizantes médias e pequenas para menos de 0,04 mm e garantir um movimento suave e fácil.
2) Aspectos relativos às ferramentas.
Melhorar a rigidez da haste da ferramenta; escolher parâmetros de geometria da ferramenta adequados e manter regularmente as arestas de corte limpas e afiadas.
3) Aspectos da peça de trabalho.
Aumentar a rigidez de montagem da peça de trabalho, minimizar o comprimento da saliência da peça de trabalho; alterar o método de fixação; utilizar apoios centrais ou apoios de seguidor para suporte ao trabalhar com peças de trabalho longas e finas.
4) Aspectos dos parâmetros de corte.
Escolha uma profundidade de corte e uma velocidade de avanço mais pequenas, altere ou reduza a velocidade de corte.
A seleção adequada do fluido de corte é um método eficaz para eliminar a acumulação de arestas e incrustações e reduzir a rugosidade da superfície. O arrefecimento e a lubrificação adequados podem reduzir a resistência ao corte, diminuir a temperatura de corte e melhorar a vida útil da ferramenta.


