
Gráfico de espessura, velocidade e potência de corte a laser CO2 (25-200W)
Como é que os fabricantes podem obter um corte a laser de CO2 preciso e eficiente para vários materiais? Este artigo explora a relação entre o corte a laser...
Alguma vez teve dificuldades com a precisão do corte a laser? Quer se trate de rebarbas em aço de baixo carbono ou de cortes incompletos, a resolução destes problemas pode ser assustadora. Este guia analisa problemas comuns de corte a laser, desde técnicas de perfuração a deformação em pequenos orifícios, e fornece soluções práticas para melhorar a qualidade do corte. Mergulhe para saber como otimizar o seu processo de corte a laser e garantir sempre resultados perfeitos.

Todas as técnicas de corte térmico requerem normalmente a criação de um pequeno orifício no material, exceto em alguns casos em que o processo pode começar a partir da extremidade da folha.
Anteriormente, nas combinações de prensas de perfuração a laser, um punção criava inicialmente um furo, seguido de um corte a laser a partir desse pequeno furo. Para as máquinas de corte a laser sem dispositivos de perfuração, existem dois métodos básicos de perfuração:
Piercing de explosão - A irradiação laser contínua forma um poço no centro do material e, em seguida, um fluxo de oxigénio co-axial com o feixe laser remove rapidamente o material fundido, formando um buraco.
Geralmente, o tamanho do furo está relacionado com a espessura da chapa, sendo o diâmetro médio de perfuração por jato de areia metade da espessura.
Assim, a perfuração por jato de areia cria furos maiores e não circulares em chapas mais espessas, que são inadequados para peças que requerem alta precisão e só são adequados para materiais de sucata.
Além disso, uma vez que a pressão de oxigénio utilizada para perfurar é a mesma que a utilizada para cortar, os salpicos são significativos.
Piercing de pulso - Um laser de impulsos de alta potência de pico derrete ou vaporiza uma pequena quantidade de material. O ar ou o azoto é frequentemente utilizado como gás auxiliar para minimizar a expansão do orifício devido à oxidação exotérmica, e a pressão do gás é inferior à pressão do oxigénio utilizada durante o corte.
Cada pulso de laser produz um pequeno jato de partículas que penetra gradualmente no material, pelo que a perfuração de chapas espessas pode demorar alguns segundos. Uma vez concluída a perfuração, o gás auxiliar é imediatamente substituído por oxigénio para o corte.
Este método produz furos mais pequenos e uma qualidade de perfuração superior em comparação com a perfuração a jato. Os lasers utilizados para este efeito não só necessitam de ter uma potência de saída elevada, mas, mais importante ainda, as características temporais e espaciais do feixe devem ser óptimas.
Consequentemente, os lasers de CO2 de fluxo transversal típicos são geralmente inadequados para corte a laser requisitos. Além disso, a perfuração por impulsos requer um sistema de controlo de gás fiável para gerir o tipo de gás, as alterações de pressão do gás e o controlo do tempo de perfuração.
Nos casos em que se utiliza a perfuração por impulsos, a fim de obter cortes de alta qualidade, a transição da perfuração por impulsos com o motor parado para o corte contínuo a uma velocidade constante deve ser objeto de uma atenção especial.
Teoricamente, as condições de corte, como a distância focal, a posição do bocal e a pressão do gás, podem ser alteradas durante a fase de aceleração, mas, na prática, o período de tempo é demasiado curto para que estas alterações sejam viáveis.
Na produção industrial, o ajuste da potência média do laser é uma abordagem mais realista, especificamente através da modificação da largura do impulso, da alteração da frequência do impulso ou do ajuste simultâneo da largura e da frequência do impulso. Os resultados práticos indicam que o terceiro método proporciona o melhor resultado.
Isto deve-se ao facto de a máquina-ferramenta (especificamente as máquinas de corte a laser de alta potência) não utilizar um método de perfuração com jato de areia ao processar pequenos orifícios, mas sim um método de perfuração pulsante (punção suave).
Isto resulta numa concentração excessiva de energia laser numa pequena área, queimando e deformando a área não processada e afectando a qualidade do trabalho. Nestes casos, devemos modificar o programa de maquinação de perfuração por pulsação (punção suave) para perfuração por jato (punção normal) para retificar o problema.
Pelo contrário, para cortadores a laser de menor potência, é melhor utilizar o método de perfuração pulsante para obter uma melhor suavidade da superfície durante o processamento de pequenos orifícios.
Com base nos princípios de funcionamento e conceção de Corte a laser CO2Analisámos as seguintes razões principais que contribuem para a formação de rebarbas nas peças de trabalho:
A ocorrência da situação acima descrita considera principalmente os factores que levam à formação de rebarbas durante o corte de aço de baixo carbono.
No entanto, o simples aumento da velocidade de corte não é a solução, pois por vezes resulta numa penetração incompleta da folha, uma situação particularmente proeminente no processamento de folhas revestidas de alumínio-zinco.
Nesta altura, é necessário considerar outros factores relacionados com a máquina-ferramenta, tais como a necessidade de substituir o bico ou a instabilidade do movimento do carril.
Após análise, verifica-se que as seguintes situações são as principais causas de instabilidade no processamento:
Além disso, é importante notar que quando o L3030 máquina de corte a laser corta chapas de aço-carbono com mais de 5 mm, é necessário substituir uma lente laser de 7,5″ de distância focal.
Esta situação pode afetar a suavidade da secção de corte e a qualidade de processamento das peças.
Neste caso, com todos os outros parâmetros normais, deve ser considerado o seguinte: o desgaste do bocal da cabeça do laser (NOZZEL) - o bocal deve ser substituído atempadamente.
Se não for possível substituir um bocal novo, a pressão do gás de trabalho de corte deve ser aumentada; as roscas na ligação do bocal e da cabeça do laser estão soltas.
O corte deve ser imediatamente interrompido, o estado de ligação da cabeça do laser deve ser verificado e as roscas devem ser novamente engatadas.
O princípio de funcionamento do feixe de laser durante o processamento de corte a laser é o seguinte: No processo, forma-se um buraco no centro do material após a irradiação contínua do laser. Este fosso é então rapidamente removido por um fluxo de ar de trabalho co-axial, criando um buraco no material.
Este orifício é semelhante ao orifício de rosca no corte de fio, onde o raio laser inicia o seu corte de contorno.
Normalmente, a direção do percurso do feixe laser do percurso ótico de voo é perpendicular à direção tangente do contorno de corte da peça processada.
Assim, a partir do momento em que o raio laser começa a penetrar na chapa de aço até entrar no corte de contorno da peça, há uma mudança significativa na sua velocidade de corte na direção do vetor - uma rotação de 90°.
A direção passa de perpendicular à tangente do contorno de corte para coincidir com ela, ou seja, um ângulo de 0° com a tangente do contorno. Esta rápida mudança na direção do vetor do raio laser num curto espaço de tempo resulta numa superfície de corte bastante rugosa no material processado.
Como tal, este aspeto tem de ser considerado quando se utiliza o corte a laser para processar peças.
Geralmente, se não existirem requisitos de rugosidade para a superfície de corte da peça no projeto, não são necessários ajustes manuais durante a programação do corte a laser. O software de controlo pode gerar automaticamente pontos de perfuração.
No entanto, se o projeto exigir um maior grau de rugosidade para a superfície de corte da peça processada, esta questão deve ser abordada.
Normalmente, são necessários ajustes manuais à posição inicial do feixe de laser durante a programação do procedimento de corte a laser, ou seja, controlo manual dos pontos de perfuração.
Os pontos de perfuração originalmente gerados no programa laser têm de ser deslocados para uma posição razoável, de modo a cumprir os requisitos de precisão da superfície da peça processada.
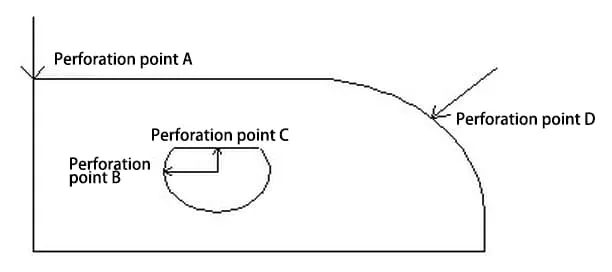
Como se mostra na Figura 1, se este componente exigir precisão no arco, os pontos de partida (pontos de perfuração) para o programa de corte a laser devem ser definidos em A e C, e não em B e D. No entanto, se a precisão exigida para este componente for apenas para as arestas rectas, os pontos de partida para o programa de corte a laser devem ser definidos em B e D, e não em A e C.
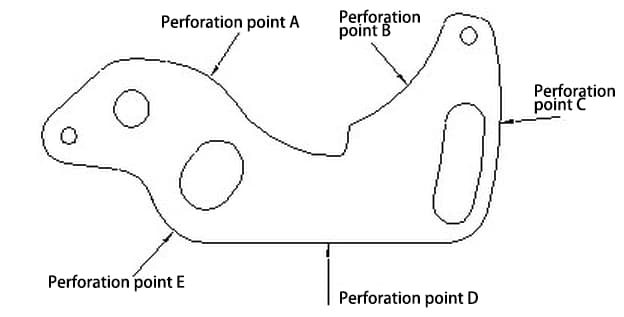
Como mostra a Figura 2, se o desenho deste componente exigir precisão no arco, o ponto de partida (ponto de perfuração) do programa de corte a laser só pode ser definido no ponto D.
No entanto, se a peça apenas necessitar de precisão nas arestas rectas, podemos selecionar qualquer ponto diferente de D como ponto de partida (ponto de perfuração) ao criar o programa de corte a laser.
Corte por laser de peças de chapa metálica é uma técnica de fabrico avançada. Não só reduz significativamente o ciclo de desenvolvimento e o custo do fabrico de moldes, como também melhora a qualidade e a eficiência da produção, facilitando a inovação técnica e de equipamento na indústria transformadora.
Nas aplicações práticas, é essencial que acumulemos continuamente experiência, aprofundemos os nossos conhecimentos e pratiquemos. Desta forma, esta nova tecnologia pode contribuir como deve para aumentar a nossa produtividade.



