Dobragem de perfis: Explicação dos 4 principais métodos
Como é que os engenheiros dobram perfis em formas complexas com precisão? Este artigo explora quatro métodos principais: dobragem por prensa, dobragem por rolo,...
Porque é que os perfis se enrugam, deformam ou torcem durante a quinagem? Este artigo aprofunda as complexidades da dobragem de perfis, destacando questões comuns como o enrugamento, a distorção da secção e a redução da espessura da parede. Também oferece soluções práticas, incluindo a utilização de barras de núcleo, enchimentos e aplicação de tensão, para mitigar estes problemas. Ao compreender estas técnicas, pode garantir uma maior qualidade nos processos de quinagem de perfis, reduzindo os defeitos e melhorando a eficiência global. Pronto para melhorar as suas técnicas de quinagem? Este artigo fornece os conhecimentos de que necessita.

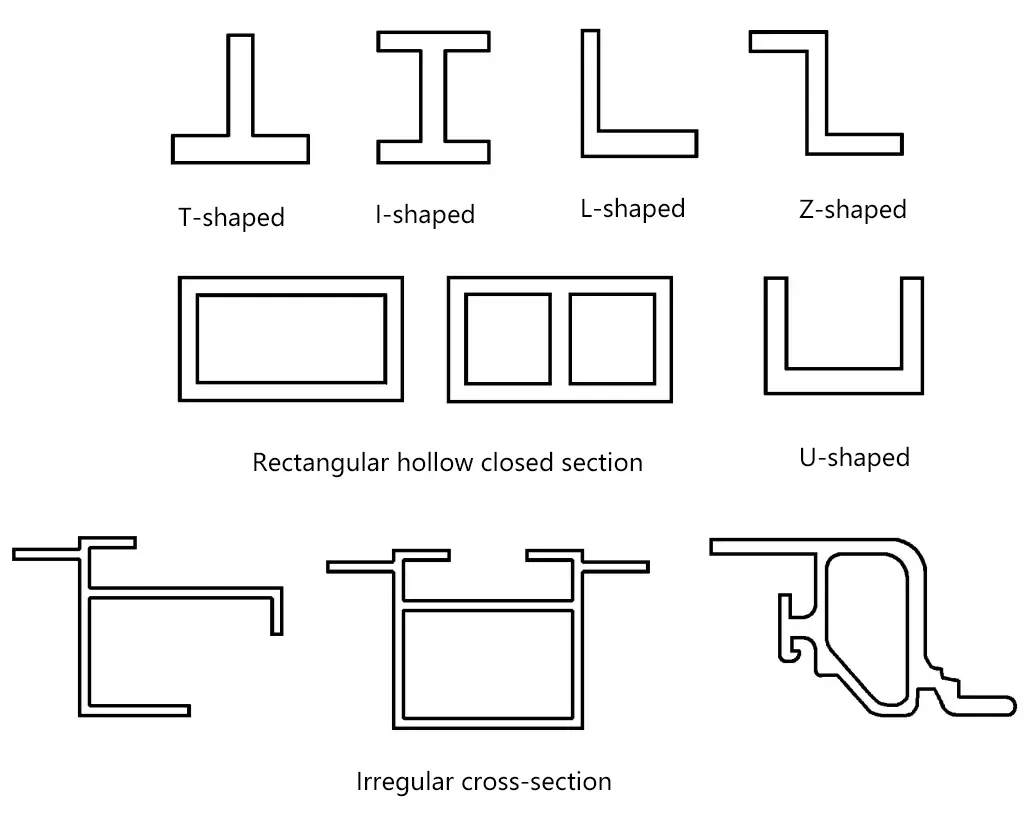
Em comparação com as chapas metálicas, uma caraterística importante dos perfis é a sua variedade de formas de secções transversais, como se mostra na Figura 1. A conformação por flexão de perfis é diferente da conformação de chapas metálicas. Devido às suas formas específicas de secção transversal, surgem frequentemente muitos problemas especiais de qualidade, como a distorção da secção transversal, o enrugamento do lado interior, a torção, etc.
Quando a secção do perfil é relativamente elevada e a raio de curvatura é pequeno e os parâmetros do processo não são definidos de forma razoável, podem ocorrer fenómenos de enrugamento no bordo interior ou na alma do perfil após a conformação por flexão. A razão para o enrugamento é que, durante o processo de dobragem, a parte abaixo da camada neutra é sujeita a uma tensão de compressão longitudinal. Quando a tensão de compressão é demasiado grande ou a parte comprimida não tem um suporte eficaz, é provável que ocorram rugas longitudinais.
No trecho dobragem e conformaçãoSe for aplicada uma certa quantidade de tensão ao perfil durante a dobragem, o enrugamento pode ser evitado; a aplicação de tensão adicional após a dobragem também tem um certo efeito de remoção de rugas. Adicionalmente, a utilização de ranhuras de limite ou de prevenção de rugas no molde, ou a utilização de hastes de núcleo para enchimento, são medidas que podem evitar o enrugamento.
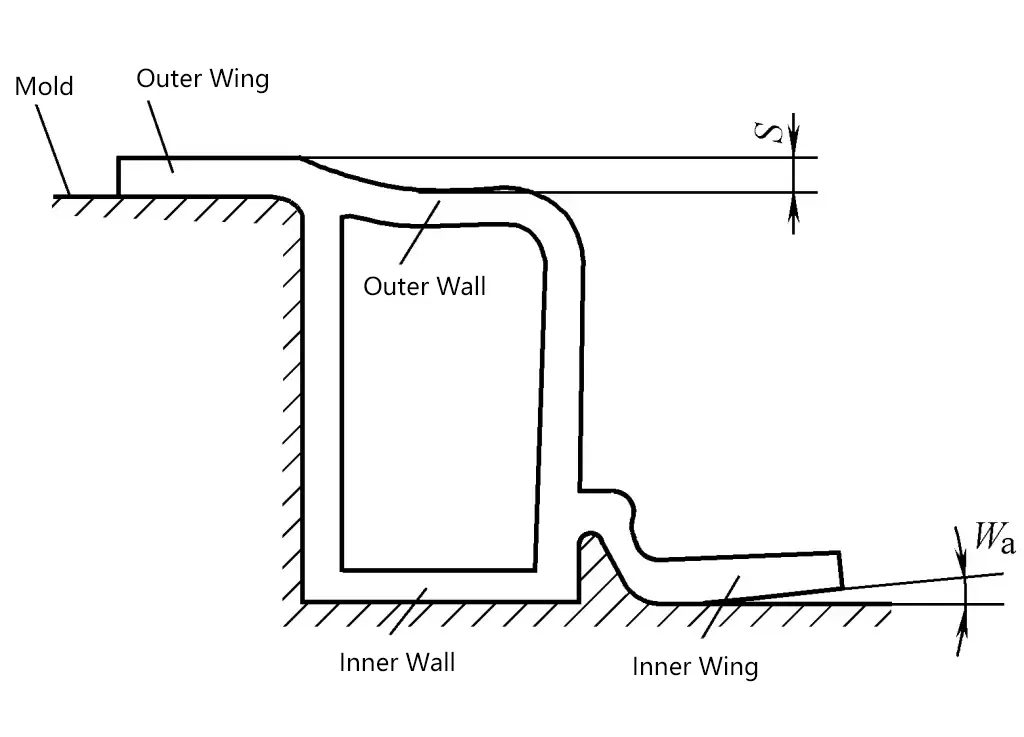
A distorção da secção é um problema difícil de evitar na conformação por flexão de perfis. A resistência à deformação de uma secção de perfil está intimamente relacionada com a forma da secção de perfil. Durante a curvatura de perfis de secção fechada, quando a largura da banda é grande, a espessura da parede é fina e não existe apoio no interior ou o apoio é fraco, podem ocorrer facilmente fenómenos como o colapso da borda superior, causando a distorção seccional do perfil, como se mostra nas Figuras 2 e 3. Fenómenos semelhantes ocorrem durante a flexão de perfis com outras formas seccionais.
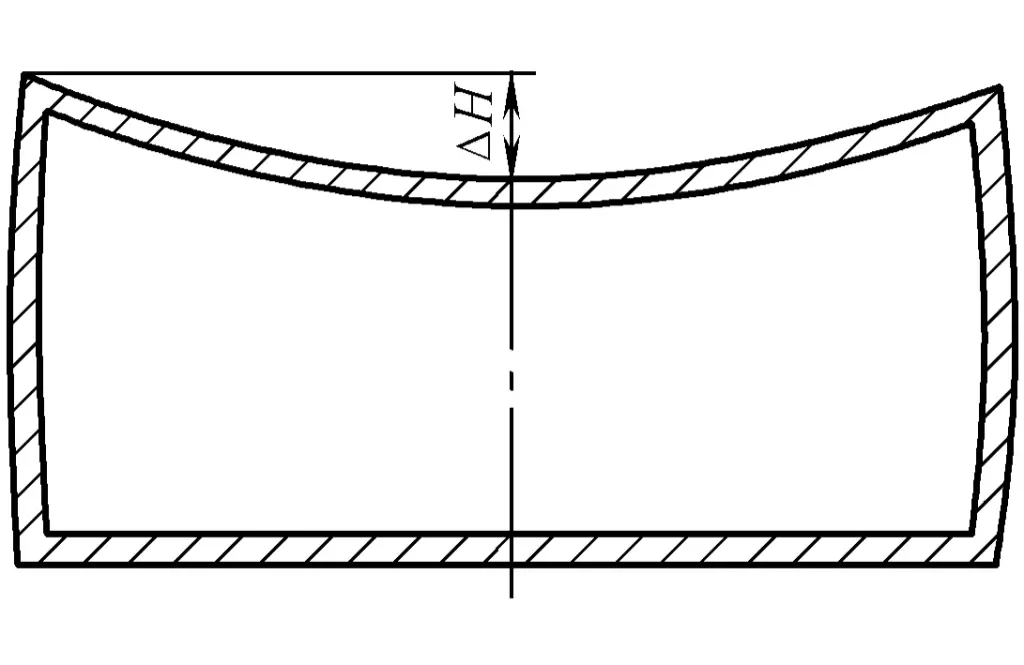
A ocorrência de distorção seccional é muito difícil de controlar e também torna o controlo do retorno elástico mais complicado.
Atualmente, os métodos para eliminar ou reduzir a distorção seccional incluem, em primeiro lugar, a determinação da forma da secção do perfil com base na capacidade de fabrico da estrutura das peças do perfil; em segundo lugar, o suporte do perfil durante a produção (adicionando uma barra de núcleo ou enchimento).
Para reduzir a distorção seccional, a primeira consideração deve ser a possibilidade de fabrico estrutural das peças de perfil, que é o método mais económico. As principais abordagens são as seguintes (ver Figura 4):
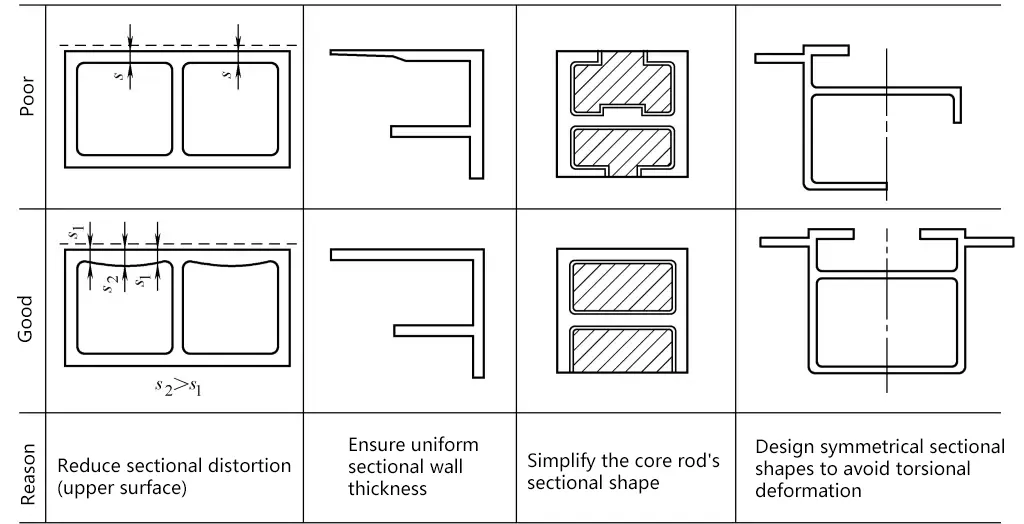
Há uma variedade de especificações de perfis. Para estruturas sem requisitos especiais, deve ser dada prioridade a perfis com boa formabilidade, formas simples de secção transversal e simetria, tais como perfis angulares, perfis em forma de T, perfis rectangulares de secção oca, perfis em forma de arco, etc.; a superfície interna do perfil deve ser tão lisa quanto possível para facilitar a inserção e remoção de hastes de núcleo e outros enchimentos; o raio do canto interno do perfil de secção fechada deve ser concebido o maior possível: a secção do perfil deve ser tão simétrica quanto possível para evitar a deformação por torção durante a flexão.
A inserção de uma barra de núcleo (placa laminada, placa de aço fina) ou enchimento no interior do perfil pode prevenir eficazmente a distorção da secção. A barra de núcleo tem a mesma forma ou uma forma semelhante à superfície interior não deformada do perfil, é inserida no interior do perfil antes da deformação, dobra-se com o perfil ou suporta a parte de dobra do perfil e é retirada do interior do perfil após a conformação. Formas comuns de barras de núcleo:
(1) A barra de núcleo laminado, como se mostra na Figura 5a, pode ser feita de chapas de aço finas ou materiais como PVC (cloreto de polivinilo), nylon, etc., e é amplamente utilizada na dobragem bidimensional. As placas finas são empilhadas, colocadas no interior do perfil, dobradas com o perfil, as camadas podem deslizar umas em relação às outras durante a dobragem e, como cada camada é muito fina, durante a dobragem, cada camada de material encontra-se num estado de deformação elástica.
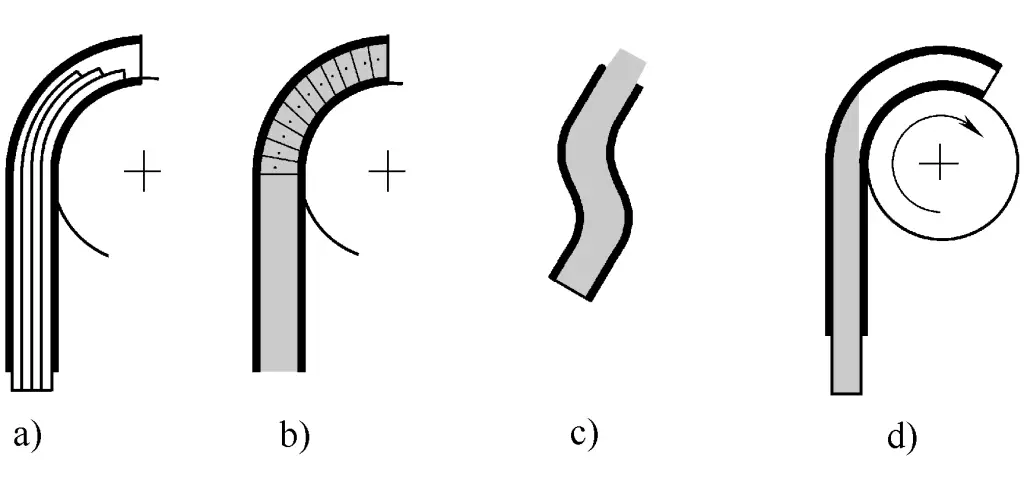
a) Haste com núcleo laminado
b) Haste de núcleo ligado
c) Haste de núcleo de plástico
d) Haste de núcleo rígido
Devido à existência de uma certa folga entre a vareta central e a parede interior do perfil, a quantidade de distorção da secção transversal do perfil é afetada pelo tamanho da folga. A desvantagem deste tipo de vareta central é o facto de não ser fácil de retirar devido à compressão apertada entre a parede interior do perfil e a vareta central após a dobragem. Além disso, a eficiência do trabalho é menor durante o processo de produção.
(2) Haste de núcleo do tipo ligação, como mostra a Figura 5b. A vara de núcleo é composta por muitas unidades ligadas, a forma de cada unidade de cadeia é semelhante à parede interna do perfil, e a vara de núcleo pode deformar-se com a flexão do perfil. O efeito da redução da distorção da secção transversal é muito óbvio. A desvantagem é o facto de ser difícil de fabricar e dispendioso.
(3) A haste de núcleo de plástico, feita de plásticos como o polietileno, tem um bom desempenho de deslizamento, tornando-a fácil de inserir e retirar. Encontra-se num estado de flexão elástica durante a flexão, como se mostra na Figura 5c. A desvantagem da haste de núcleo de plástico é que o seu módulo de elasticidade e a sua dureza são relativamente baixos, o que resulta em menos restrições à distorção da secção transversal do perfil, especialmente quando o raio de curvatura é pequeno. Para além disso, a vida útil deste tipo de material polimérico é curta.
(4) Haste de núcleo rígido, como mostra a Figura 5d. Não se dobra com o perfil, à semelhança da vareta de núcleo utilizada na formação de dobras com tubos. A vareta rígida de metal é inserida na cavidade interior do perfil até à parte onde ocorre a deformação por flexão, fornecendo um suporte rígido à placa superior do perfil durante a flexão, impedindo eficazmente a ocorrência de distorção da secção transversal. Este tipo de vareta central é adequado para a curvatura de perfis de curvatura constante.
Para além da adição de uma haste de núcleo, para perfis de secção fechada, alguns materiais facilmente removíveis também podem ser preenchidos para suportar a parede interior do perfil, como mostra a Figura 6, este método é simples e fácil de implementar.
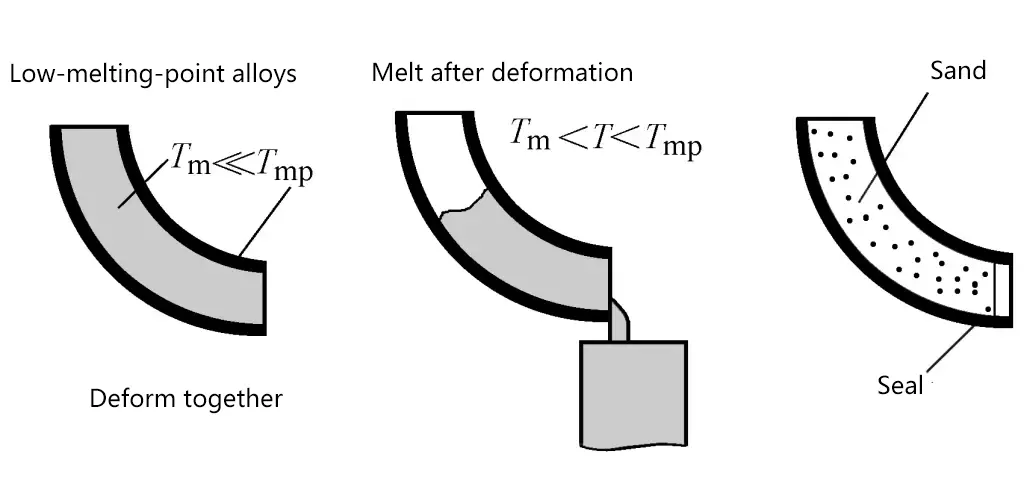
Os materiais de enchimento mais utilizados, como as ligas de baixo ponto de fusão e a areia húmida. Para o enchimento com ligas de baixo ponto de fusão, o interior do perfil é preenchido com uma liga de baixo ponto de fusão antes da dobragem e, após a dobragem, é aquecido para derreter e escoar a liga. A desvantagem deste método é que as ligas de baixo ponto de fusão são geralmente macias, proporcionando um fraco apoio durante a dobragem do perfil. Se for utilizada areia, o efeito será ainda pior e requer mais trabalho manual, resultando numa baixa eficiência.
A injeção de líquido no interior de perfis de secção fechada também pode reduzir a distorção da secção. O controlo da pressão do líquido durante a conformação por flexão tem um efeito significativo na redução da distorção, mas a desvantagem é a necessidade de aumentar os dispositivos de pressurização e de vedação.
A magnitude da pressão depende do material do perfil, da forma e dimensão da secção e do grau de curvatura. A prática tem demonstrado que a pressão não tem de ser muito elevada para ter um efeito percetível; uma pressão demasiado elevada pode causar um abaulamento inverso. Não só os líquidos, mas também os gases podem ser enchidos para reduzir a distorção da secção.
Quando o raio de curvatura é demasiado pequeno, ou quando é adicionada uma força de tração tangencial adicional para reduzir o retorno elástico e evitar o enrugamento da parede interior, há uma maior tensão de tração na secção, especialmente na parede exterior, o que provoca um afinamento excessivo da espessura da parede exterior e até mesmo a rutura.
Quando a altura da secção do perfil é relativamente grande e o raio de curvatura é pequeno, o fenómeno de desbaste é mais grave. No processo de conformação por flexão de perfil, o desbaste excessivo ou mesmo a rutura da parede exterior é uma das manifestações dos limites da conformação por flexão de perfil.
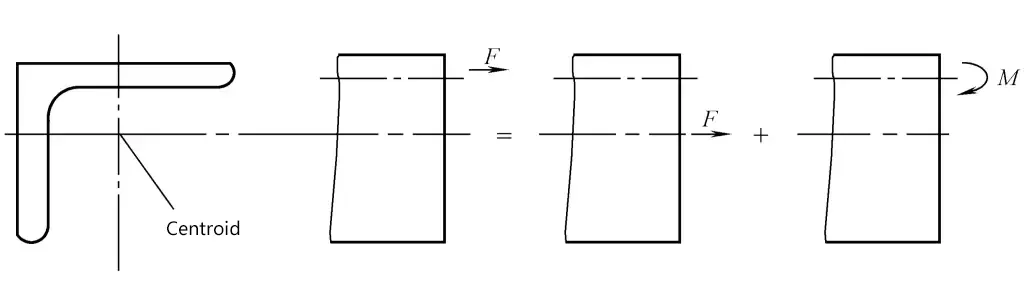
Para perfis com formas de secção assimétricas, para além dos problemas comuns, como a rutura, o enrugamento, o retorno elástico e a distorção da secção durante a conformação, também podem ocorrer empenos e torções. Por conseguinte, ao esticar e dobrar perfis, o centro de tração do bloco de fixação deve coincidir com o centróide da secção do perfil, para evitar momentos de flexão adicionais que provoquem o empeno longitudinal do perfil, conforme ilustrado na Figura 7. Ao dobrar, o ponto de aplicação da força de flexão também deve estar o mais próximo possível do centro de flexão para evitar a deformação por torção.