
Técnicas de endireitamento de metais: Dos métodos manuais aos métodos de chama
Porque é que o metal se dobra e torce durante a produção e como é que o podemos corrigir? O processo de endireitamento de metal, desde a...
Tem curiosidade em saber como é que as estruturas metálicas são endireitadas sem falhas? Este artigo investiga o cativante processo de endireitamento por chama utilizando chamas de oxi-acetileno. Saiba como o aquecimento preciso corrige as deformações, as técnicas utilizadas e os factores críticos para o sucesso. Prepare-se para explorar esta competência essencial da engenharia!

No endireitamento térmico de materiais metálicos, o mais utilizado é o endireitamento por chama com chama de oxi-acetileno. O endireitamento por chama não é apenas utilizado no trabalho de preparação de materiais, mas também pode ser utilizado para corrigir a deformação de estruturas durante o processo de fabrico. Devido à conveniência, flexibilidade e baixo custo do endireitamento por chama, a sua aplicação é relativamente generalizada.
Os materiais metálicos têm as propriedades físicas de expansão e contração térmicas. Quando aquecido localmente, a parte aquecida do material expande-se, mas devido à baixa temperatura do material circundante, a expansão é impedida. Neste momento, o metal aquecido está sob tensão de compressão. Quando a temperatura de aquecimento está entre 600-700 ℃, a tensão de compressão excede a resistência ao escoamento do material a essa temperatura, resultando em deformação plástica compressiva.
Depois de parar o aquecimento, o metal arrefece e contrai-se, o que faz com que as fibras metálicas na área aquecida sejam mais curtas do que antes, criando uma nova deformação. O endireitamento por chama utiliza a nova deformação causada pelo aquecimento local do metal para corrigir a deformação original. Portanto, compreender os padrões de deformação causados pelo aquecimento local da chama é crucial para dominar o endireitamento por chama.
A Figura 1 mostra a deformação da chapa de aço, do ângulo de aço e do aço em forma de T durante e após o aquecimento. O triângulo na Figura 1 representa a área de aquecimento. Como as fibras metálicas na área aquecida se contraem após o arrefecimento, o aço moldado dobra-se para o lado do aquecimento.
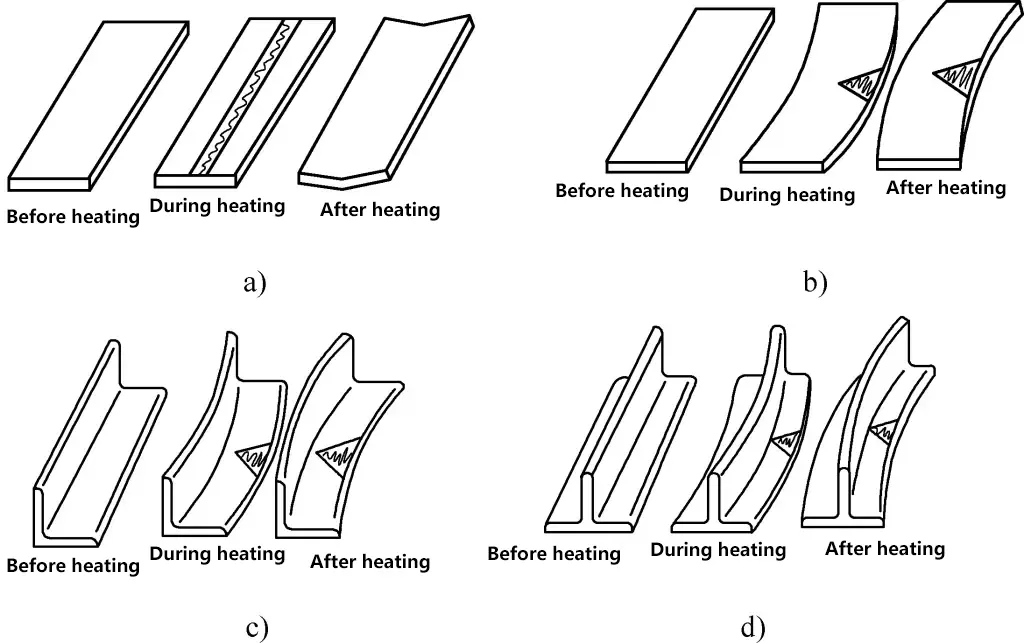
a), b) Chapa de aço
c) Ângulo de aço
d) Aço em forma de T
Durante o endireitamento por chama, a deformação causada pelo aquecimento deve estar na direção oposta à deformação original para a compensar e corrigir. A fonte de calor para o aquecimento por endireitamento por chama é normalmente a chama de oxi-acetileno, porque tem uma temperatura elevada e uma velocidade de aquecimento rápida.
O endireitamento por chama é uma operação manual. Para obter melhores resultados de endireitamento, é necessário controlar o local de aquecimento, o tempo e a temperatura da chama de acordo com o estado de deformação da peça de trabalho. Diferentes posições de aquecimento podem corrigir as deformações em diferentes direcções. A posição de aquecimento deve ser escolhida na parte com fibras metálicas mais longas, nomeadamente, o lado exterior do material onde ocorre a deformação por flexão.
Além disso, a forma da área de aquecimento na peça de trabalho aquecida afecta significativamente a direção de correção e a quantidade de deformação. A direção com a maior diferença no comprimento da fibra que passa pela zona de aquecimento é a direção com a maior deformação por flexão da peça de trabalho. A quantidade de deformação é proporcional à diferença de comprimento que passa pela zona de aquecimento. A utilização de chamas com diferentes níveis de aquecimento permite obter diferentes capacidades de correção.
Se o calor da chama for insuficiente, o tempo de aquecimento será prolongado, expandindo a área aquecida e reduzindo a diferença de deformação entre as fibras paralelas, dificultando o aplanamento da deformação. Por conseguinte, quanto mais rápido e concentrado for o aquecimento, mais forte será a capacidade de correção e maior será a quantidade de deformação de correção.
Para o endireitamento por chama de aço de baixo carbono e aço comum de baixa liga, uma temperatura de aquecimento de 600-800 ℃ é comumente usada. Geralmente, a temperatura de aquecimento não deve exceder 850 ℃ para evitar o superaquecimento do metal. No entanto, a temperatura de aquecimento também não deve ser muito baixa, pois isso levaria a uma baixa eficiência de correção. A temperatura de aquecimento pode ser avaliada aproximadamente pela cor da superfície do aço quando aquecida na produção, com sua precisão dependendo da experiência, conforme mostrado na Tabela 1.
Tabela 1 Cor da superfície do aço e temperatura correspondente (observada no escuro)
| Cor | Temperatura/℃ |
| Castanho-vermelho profundo | 550~580 |
| Castanho-vermelho | 580~650 |
| Vermelho-cereja escuro | 650~730 |
| Vermelho-cereja profundo | 730~770 |
| Vermelho-cereja | 770~800 |
| Vermelho-cereja claro | 800~830 |
| Vermelho-cereja brilhante | 830~900 |
| Laranja-amarelo | 900~1050 |
| Amarelo escuro | 1050~1150 |
| Amarelo vivo | 1150~1250 |
| Branco-amarelo | 1250~1300 |
Existem três formas de aquecimento na superfície de peças deformadas: aquecimento pontual, aquecimento em linha e aquecimento triangular.
O aquecimento pontual refere-se ao aquecimento de uma área de um determinado diâmetro num ponto de forma redonda. A forma e o número de pontos de aquecimento são determinados com base no estado de deformação do aço. O aquecimento multiponto utiliza normalmente um padrão em forma de flor de ameixa (ver Figura 2a), e o diâmetro d de cada ponto deve ser adequadamente maior para placas grossas e menor para placas finas, geralmente não inferior a 15 mm.
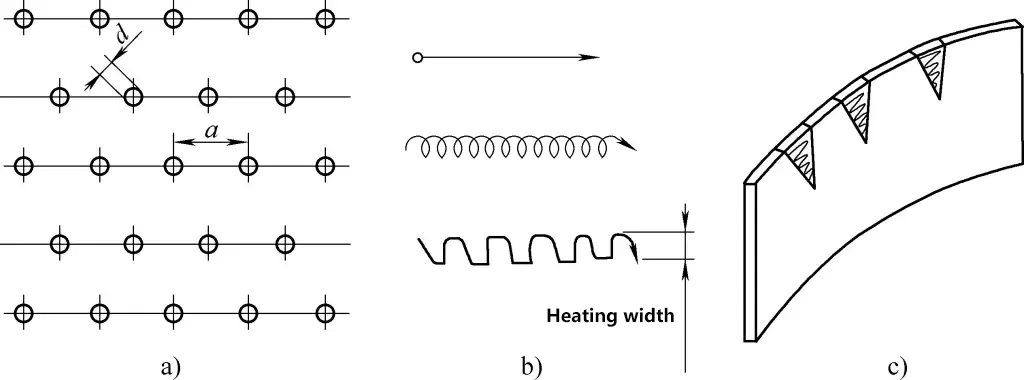
a) Aquecimento pontual
b) Aquecimento da linha
c) Aquecimento triangular
Quanto maior for a deformação, menor deve ser a distância a entre os pontos, geralmente 50-100 mm.
Durante o aquecimento, quando a chama se move em linha reta ou oscila simultaneamente numa determinada direção lateral em largura, designa-se por aquecimento em linha. Existem três tipos: aquecimento em linha reta, aquecimento em cadeia e aquecimento por correia (ver Figura 2b). A contração transversal da linha de aquecimento é geralmente maior do que a contração longitudinal, e a quantidade de contração aumenta à medida que a largura da linha de aquecimento aumenta, sendo a largura da linha de aquecimento geralmente 0,5-2 vezes a espessura do aço. O aquecimento em linha é normalmente utilizado para estruturas com deformações significativas.
Quando a área de aquecimento é triangular, designa-se por aquecimento triangular (ver Figura 2c). Como a área de aquecimento é grande, a quantidade de retração também é grande e, devido à largura de aquecimento desigual ao longo da direção da altura do triângulo, a quantidade de retração também é desigual, resultando numa grande correção da deformação por flexão, frequentemente utilizada para corrigir a deformação por flexão de componentes rígidos e significativamente deformados.
A Tabela 2 mostra os métodos de endireitamento por chama de acetileno de materiais de aço comuns.
Tabela 2 Métodos de Endireitamento por Chama de Acetileno para Materiais de Aço Comuns
| Material em branco | Deformação original | Método de aquecimento | Esboço | Explicação |
| Chapa de aço fina (espessura não superior a 8 mm) | Bojo central | Aquecimento pontual | 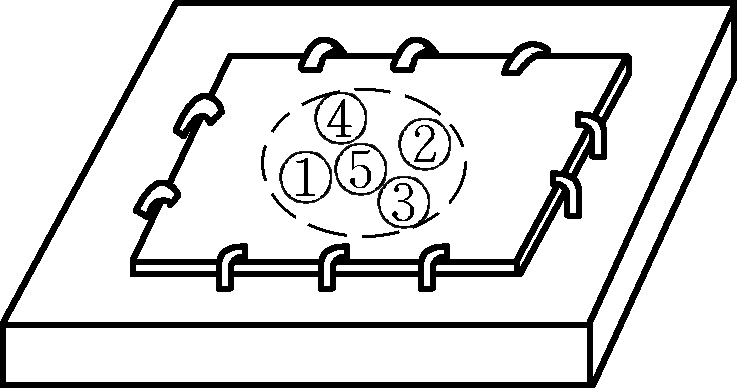 | Com a protuberância virada para cima, fixar com um Kamaten. Pontos de aquecimento espaçados 50-100 mm; utilizar um valor mais pequeno para uma maior deformação. Diâmetro do ponto de aquecimento ≥ 15 mm, tomar a espessura máxima da placa. Se a área de deformação for grande, utilizar mais pontos de aquecimento. Ver a figura para a sequência de aquecimento, complementada por martelagem. |
| Aquecimento linear | 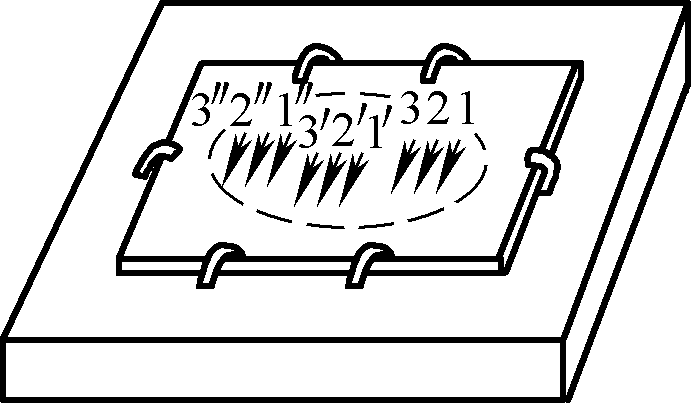 | Fixar a parte abaulada virada para cima na plataforma. A trajetória da linha de aquecimento incluiTrês tipos: linha reta, linha ondulada e linha em espiral. Os dois últimos têm larguras de (0,5~2) vezes a espessura da placa. O encolhimento longitudinal ao longo da linha de aquecimento é menor do que o encolhimento transversal. Quando há uma grande quantidade de deformação, você pode aumentar a largura da linha e reduzir o espaçamento da linha. | ||
| Um lado é ondulado | Aquecimento linear |  | Com a parte abaulada virada para cima, fixar três lados que não estejam deformados, aquecer primeiro os dois lados da parte abaulada, depois rodear em direção à parte abaulada e repetir o aquecimento, se necessário. | |
| Chapa de aço espessa | Flexão em arco | Aquecimento linear |  | Colocar na plataforma, aquecer a parte mais alta a 600~800°C, a profundidade de aquecimento não deve exceder 1/3 da espessura da placa, pode repetir o aquecimento se necessário. |
| Tubo de aço | Dobragem | Aquecimento pontual |  | Aquecer a superfície convexa (uma ou várias filas de pontos), passando rapidamente de ponto em ponto, aquecer fila a fila. A velocidade de ponto em ponto deve ser rápida, aquecer uma fila de cada vez. |
| Aço em forma de T | Dobragem lateral | Aquecimento triangular | 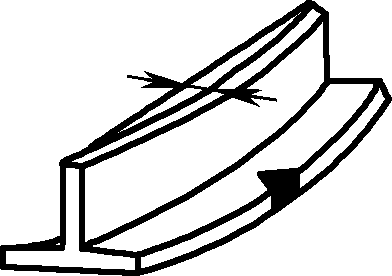 | Aquecer a parte abaulada da placa horizontal |
 | Aquecer a parte abaulada da placa vertical | |||
| Ângulo de aço | Flexão externa | Aquecimento triangular |  | Aquecer a parte elevada |
| Viga em I | Dobragem lateral | Aquecimento triangular | 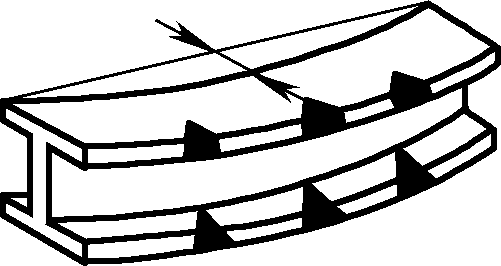 | Aquecer a parte elevada |
| Canal de aço | Flexão lateral local | Aquecimento linear |  | Duas tochas de soldadura que efectuam simultaneamente um aquecimento ondulante |
| Cilindro de aço | A curvatura local é demasiado grande | Aquecimento linear |  | Calor ao longo da linha de produção |
| A curvatura local é demasiado pequena |  |
Preste atenção aos seguintes pontos durante a operação de endireitamento da chama:
1) A velocidade de aquecimento deve ser rápida, o calor deve ser concentrado e minimizar a área aquecida fora da zona de aquecimento, o que pode melhorar o efeito de alisamento e conseguir uma maior quantidade de contração local.
Ao corrigir uma grande área de deformação, quer se utilizem vários pontos ou várias linhas de aquecimento, as áreas de aquecimento não devem sobrepor-se, caso contrário, o material da peça de trabalho será danificado. Antes da correção, os pontos e linhas de aquecimento e as respectivas direcções devem ser marcados de acordo com o tamanho e o grau da área de deformação. Num lote de aquecimento, todos os pontos e linhas devem ser distribuídos uniformemente, simétricos e escalonados.
Todo o processo de aquecimento deve ser efectuado em lotes. Quando um lote satisfaz os requisitos de alisamento, não é necessário qualquer outro aquecimento. Os processos de alisamento não planeados são proibidos, uma vez que podem garantir o efeito de alisamento e evitar a sobreposição de áreas aquecidas.
A ordem de avanço e recuo dos pontos e linhas de aquecimento em cada lote deve começar a partir do bordo da zona de deformação. É proibido um aquecimento excessivamente concentrado no meio da zona de deformação, uma vez que provocará uma deformação excessiva na zona e dificultará o endireitamento subsequente devido às propriedades do material dessa zona.
2) No trabalho prático de correção, é comum utilizar água para arrefecer rapidamente a área aquecida após o aquecimento para acelerar a contração do metal e melhorar a eficiência da correção. Em comparação com o endireitamento por chama pura, a eficiência pode ser mais do que triplicada. Este método é conhecido como o método de endireitamento por água e fogo.
O método de endireitamento com água e fogo tem certas limitações. Ao corrigir chapas de aço de baixo carbono com uma espessura de 2mm, a temperatura de aquecimento não deve geralmente exceder 600°C, e a distância entre a água e o fogo deve ser mais próxima.
Na correção de chapas de aço com uma espessura de 4~6mm, a temperatura de aquecimento deve ser de 600~800°C, e a distância entre a água e o fogo deve ser de 25~30mm. Na correção de placas de aço com espessura superior a 8 mm, o arrefecimento com água não é geralmente considerado devido à grande tensão causada pelo arrefecimento com água. Para chapas de aço com tendência para endurecer (como chapas de aço de baixa liga comuns), a distância entre a água e o fogo deve ser maior.
Para materiais com elevada tendência para endurecer (tais como aços de médio e alto carbono ou aços de liga), não podem ser utilizados métodos de correção por fogo de água e apenas um certo grau de arrefecimento por ar pode ser efectuado para melhorar a deformação. Ao dobrar e corrigir chapas de aço, a profundidade de aquecimento deve ser controlada dentro de 1/4 a 1/3 da espessura da chapa e não deve ser demasiado profunda, caso contrário, afectará grandemente o efeito da correção por chama.
Embora a correção por chama seja um método com efeitos de correção significativos, é ainda relativamente fraco no controlo das quantidades de deformação, especialmente para peças particularmente sensíveis à correção por chama, tais como a correção do endireitamento de peças delgadas e a correção do achatamento de placas finas.
Por conseguinte, para a correção de peças com grandes deformações, a correção por chama só pode ser utilizada como um método de correção grosseiro, complementado por uma correção mecânica subsequente; para a correção de peças com pequenas deformações e requisitos elevados, a correção por chama não deve (é proibida) ser utilizada, caso contrário, conduzirá a novas deformações ou a deformações ainda maiores.
3) Para acelerar a contração da área de aquecimento, o martelamento é por vezes complementado, mas deve ser utilizado um martelo de madeira ou de cobre e não um martelo de ferro.







