
Fundamentos da retificação: Forças, calor e seleção de ferramentas
O que torna possíveis peças suaves e precisas? A retificação! Este herói oculto do fabrico cria acabamentos incrivelmente precisos. Iremos explorar como a retificação...
Neste artigo, exploramos as técnicas essenciais de equilibrar e afinar rebolos de retificação. Irá descobrir como estes métodos aumentam a eficiência, melhoram a qualidade da superfície e prolongam a vida útil das suas ferramentas. Prepare-se para obter conhecimentos práticos que irão aperfeiçoar as suas competências e otimizar os seus processos de retificação.

Para melhorar a qualidade da retificação, manter a precisão da máquina de retificação e garantir a segurança da produção, é necessário equilibrar a mó.
O desequilíbrio da mó é causado pelo desalinhamento do centro de gravidade da mó com o eixo de rotação, principalmente devido a um fabrico e instalação incorrectos. A mó funciona a altas velocidades de rotação e, se a sua massa for ligeiramente irregular, irá gerar uma grande força centrífuga desequilibrada durante a rotação. Isto faz com que a máquina vibre, reduzindo grandemente a qualidade da retificação, desgastando gravemente os rolamentos do eixo da mó e, em casos graves, pode causar a quebra da mó e provocar acidentes.
Por conseguinte, as mós devem ser submetidas a uma equilibragem estática ou dinâmica, especialmente no caso da retificação de precisão ou da retificação com acabamento espelhado, que exige uma equilibragem mais precisa. Geralmente, as mós com um diâmetro superior a 125 mm têm de ser equilibradas.
A equilibragem de mós utiliza normalmente o método de equilibragem por momentos, incluindo a equilibragem estática e dinâmica. Atualmente, a equilibragem estática é amplamente utilizada para rebolos, que é realizada num suporte de equilibragem. As máquinas de retificação CNC de alta velocidade estão normalmente equipadas com dispositivos automáticos de equilibragem dinâmica em linha para mós.
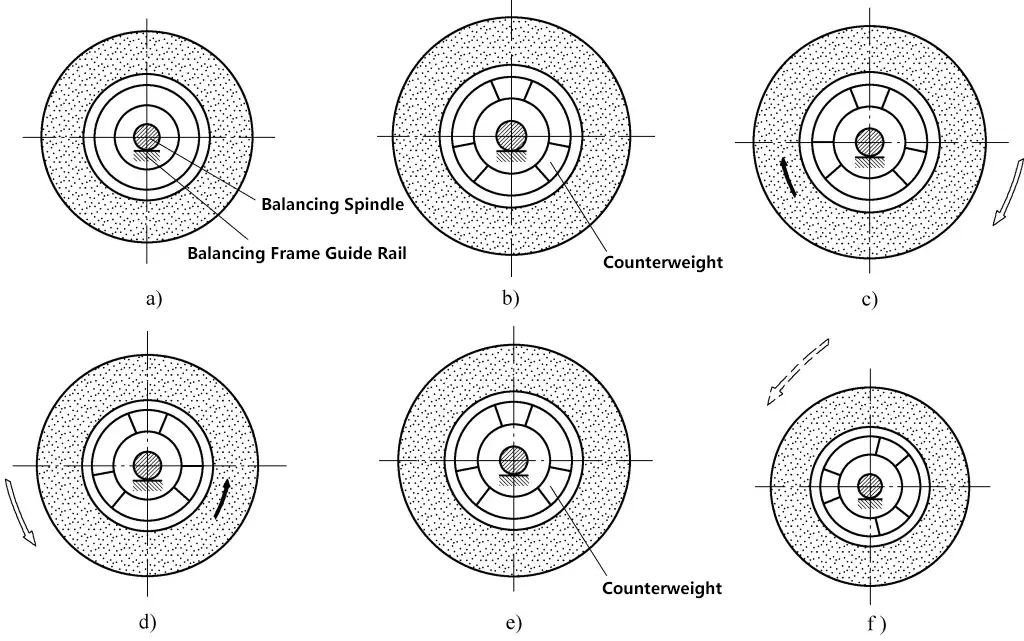
A essência do equilíbrio estático de uma mó é o processo manual de ajustar o desvio do centro de gravidade do conjunto da mó, ajustando os pesos de equilíbrio para alinhar o centro de gravidade da mó com o eixo do eixo de equilíbrio.
A principal ferramenta de apoio para a equilibragem estática é o suporte de equilibragem de mós. Existem suportes de equilibragem cilíndricos para equilibrar mós de grande diâmetro e suportes de equilibragem com gume de faca para equilibrar mós de menor diâmetro.
Conforme ilustrado na Figura 1, o suporte de equilibragem estática é constituído por uma estrutura de suporte 1 e dois veios paralelos 2 com o mesmo diâmetro. Os dois eixos servem como trilhos para o balanceamento estático e requerem baixa rugosidade superficial e alta dureza. Quando em uso, eles devem ser posicionados horizontalmente e no mesmo nível.
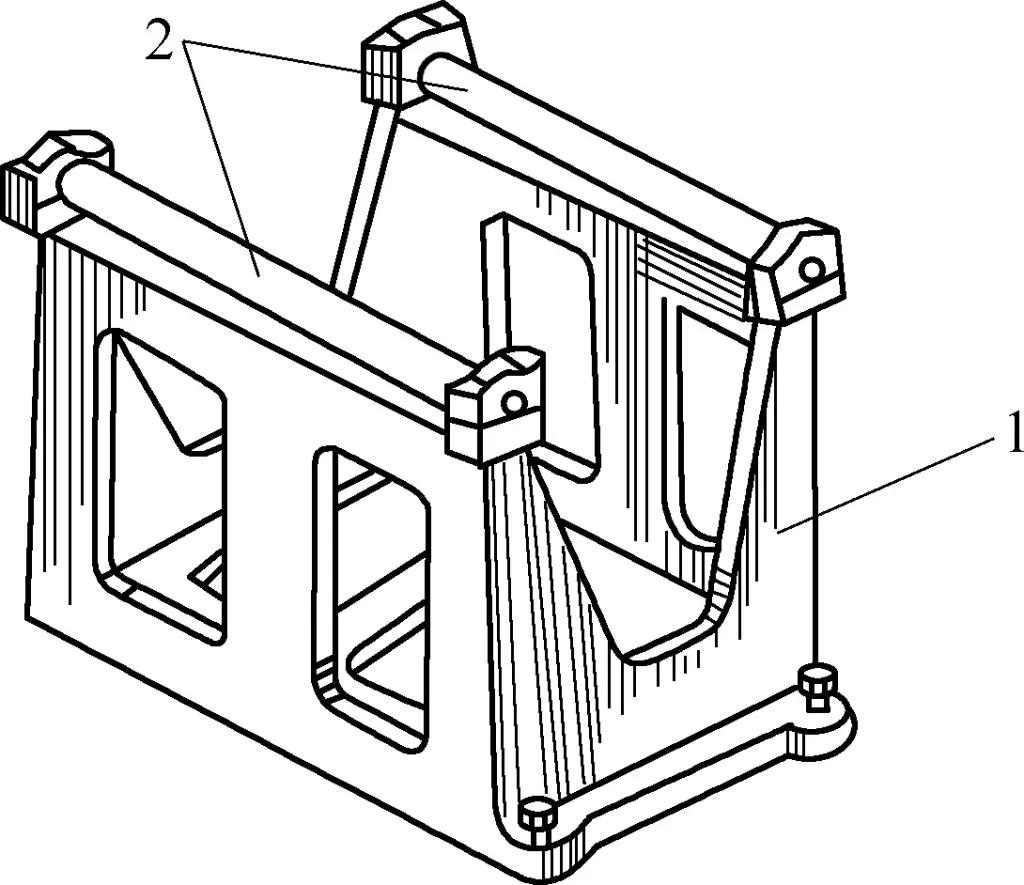
1-Armação de suporte
2 eixos
O indicador da equilibragem estática é o facto de a mó poder ficar parada em qualquer posição nas calhas horizontais.
Os rebolos são ferramentas frágeis, independentemente da sua aparência, pelo que devem ser tomados cuidados especiais durante a inspeção, manuseamento ou armazenamento. Impactos relativamente pequenos podem causar fissuras no rebolo, e qualquer fissura pode levar ao rebentamento do rebolo durante o processo de processo de moagem. Por conseguinte, é necessário ter cuidado extra durante o funcionamento, especialmente durante o transporte.
Ao utilizar mós, siga estes três princípios:
1) Nunca deixar cair ou bater na mó. Não utilize mós que tenham caído, sofrido impactos ou que apresentem anomalias após a inspeção.
2) Evitar a utilização de mós húmidas ou oleosas.
3) Armazenar os rebolos num local seco (evitar calor ou humidade excessivos). Quando colocar os rebolos nas prateleiras, guarde-os na vertical para evitar uma pressão excessiva sobre os rebolos. Manter os rebolos na sua embalagem até estarem prontos a ser utilizados. Ao transportar os rebolos, não os coloque na horizontal nem os empilhe.
1) Certifique-se de que os flanges da roda esquerda e direita têm o mesmo diâmetro, a mesma área de contacto com a roda e estão isentos de fissuras, pó e ferrugem.
2) Ao fixar a mó entre os flanges da mó, insira uma junta de vedação de papel (fornecida com a mó) entre cada flange e o lado da mó. A espessura das juntas esquerda e direita deve ser a mesma, com um diâmetro superior ao diâmetro da flange da roda, e sem sujidade ou danos.
3) Depois de inserir os flanges da roda no orifício da mó, rodar lentamente a roda no sentido dos ponteiros do relógio e no sentido contrário ao dos ponteiros do relógio para encaixar simetricamente os flanges no orifício. Não utilizar um martelo para forçar o encaixe.
4) Aperte os parafusos de fixação dos flanges da roda alternadamente num padrão diagonal, utilizando o mesmo binário. Para o aperto final, utilize uma chave dinamométrica. O aperto final é efectuado em 3 passos: ① Utilize 2/3 do binário necessário; ② Utilize um binário inferior ao valor necessário em 1 marca da escala; ③ Utilize o binário necessário (valor de binário de acordo com as especificações do fabricante).
Como mostra a Figura 2.
Limpar a superfície de contacto da mesa de equilibragem onde será colocado o veio de equilibragem.
Para mós de retificação de precisão e mós de acabamento espelhado, a equilibragem deve ser efectuada em pelo menos oito posições. Para além disso, o rebolo inicialmente equilibrado deve ser instalado na máquina para ser afinado e, em seguida, equilibrado novamente até ficar satisfatório.
Se a roda voltar a ficar desequilibrada após a afinação, repetir o processo de equilibragem seguindo os passos acima indicados.
1) O suporte de equilíbrio deve ser ajustado para uma posição horizontal, especialmente a direção longitudinal deve ser finamente ajustada para nivelar (o erro no nivelamento será determinado pelo valor de erro da coluna de mercúrio; geralmente, diferentes colunas de mercúrio de precisão são seleccionadas de acordo com a precisão de maquinação da máquina-ferramenta).
2) O furo cónico interior da flange e o eixo do centro de equilibragem devem encaixar bem e as suas superfícies de contacto devem estar isentas de riscos, marcas de ferrugem ou outros defeitos.
3) As mós novas não são, em geral, perfeitamente redondas, pelo que devem ser primeiro equilibradas de forma aproximada e, em seguida, preparadas preliminarmente antes de se proceder à equilibragem final.
A qualidade do equilíbrio estático da mó afecta diretamente a qualidade da moagem, especialmente na moagem a alta velocidade. A amplitude do rebolo após o balanceamento deve ser verificada para determinar se o rebalanceamento é necessário.
A relação entre a qualidade do equilíbrio da mó e a amplitude é apresentada no Quadro 1.
Quadro 1 Relação entre a qualidade do equilíbrio da mó e a amplitude
| Localização da medição | Direção da vibração | Amplitude/mm | |
| Boa qualidade de equilíbrio | Boa qualidade de equilíbrio | ||
| Extremidade dianteira do fuso (perto da extremidade da mó) | Horizontal | ≤0.3 | ≤1.2 |
| Vertical | ≤0.2 | ≤0.25 | |
| Extremidade traseira do eixo (perto da extremidade da polia) | Horizontal | ≤0.2 | ≤0.9 |
| Vertical | ≤0.2 | ≤0.15 | |
Geralmente, as mós novas precisam de ser equilibradas duas vezes. O primeiro equilíbrio deve ser efectuado antes de o rebolo ser preparado e, depois de montado na máquina, deve ser preparado o diâmetro exterior e as duas extremidades do rebolo, sendo depois retirado e efectuado o segundo equilíbrio. Por vezes, depois de utilizar o rebolo durante algum tempo, se forem encontradas marcas de vibração poligonais na peça de trabalho, o rebolo tem de ser removido e reequilibrado antes de continuar a ser utilizado.
Para a retificação de vários rebolos e rebolos moldados, para conseguir o equilíbrio do par de forças do rebolo, a equilibragem dinâmica é geralmente efectuada numa máquina de equilibragem dinâmica.
Especialmente no caso das rectificadoras CNC de alta velocidade, devido à elevada velocidade de rotação do rebolo, para garantir a qualidade da peça durante o processamento em série, as rectificadoras CNC estão geralmente equipadas com instrumentos de equilibragem do rebolo. Os instrumentos de balanceamento de rodas são geralmente de dois tipos: manual e automático. Aqui apresentamos principalmente o instrumento de balanceamento automático de rodas.
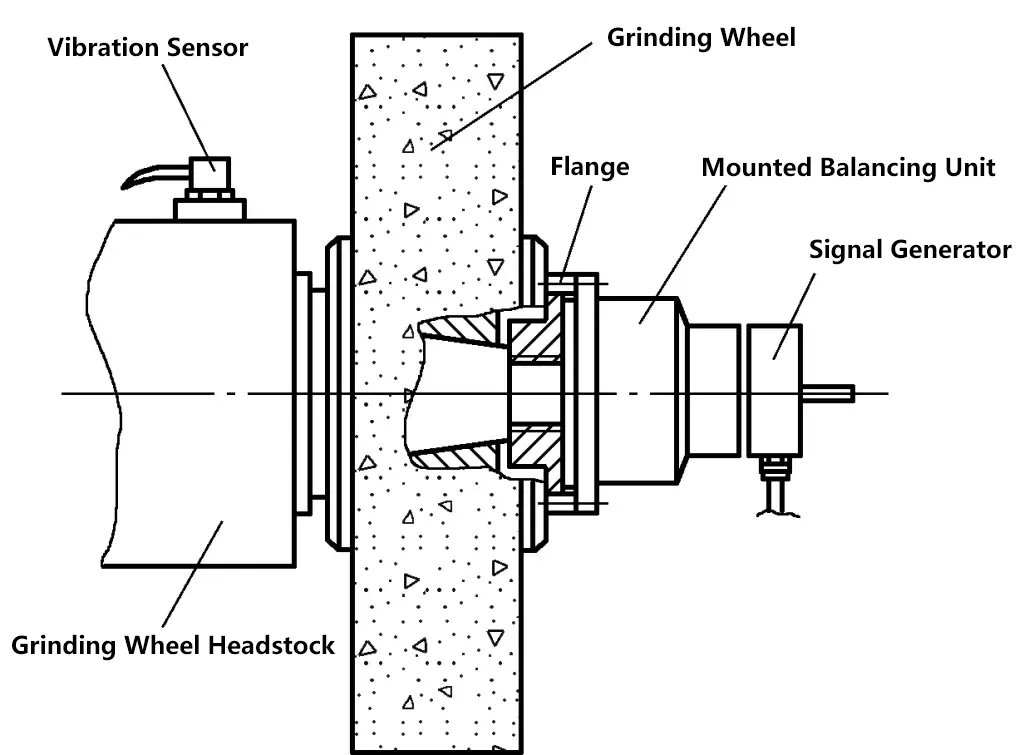
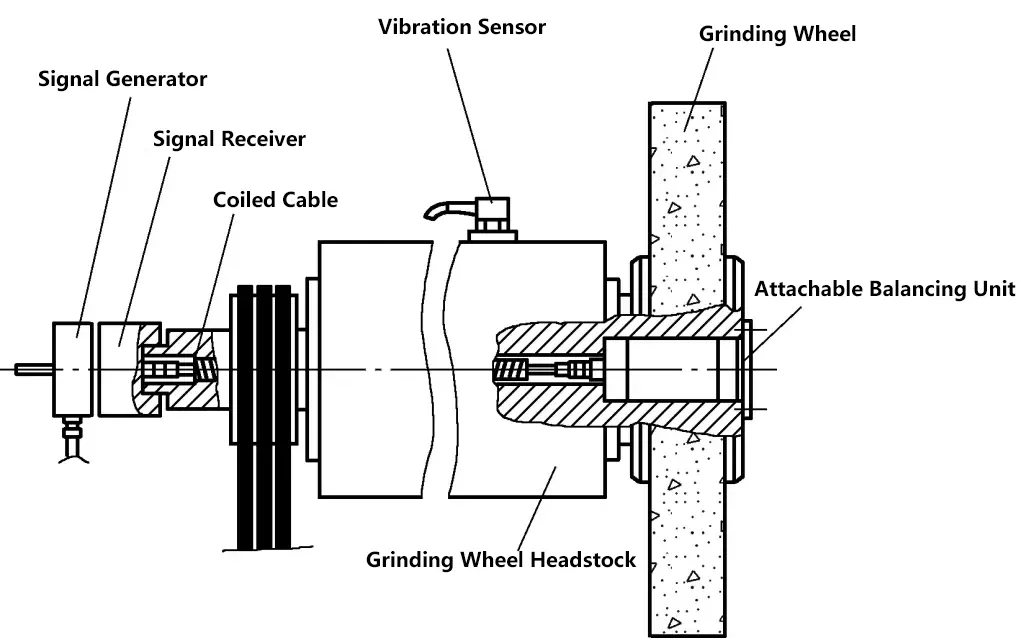
Os instrumentos de equilibragem automática de rebolos dividem-se em dois tipos, com base no seu método de instalação no fuso do rebolo: interno (ver Figura 3) e externo (ver Figura 4). Independentemente do tipo, o dispositivo principal é constituído por um ecrã, um sensor instalado na estrutura do rebolo para recolher as vibrações, uma unidade de equilibragem instalada na flange ou no furo do fuso e um gerador de sinais.
Depois de utilizar um rebolo durante um certo período de tempo, este torna-se baço e perde a sua capacidade de retificação ou a sua forma geométrica correcta. O embotamento da mó ocorre geralmente sob formas como o embotamento do grão abrasivo, a adesão de grãos abrasivos e detritos de retificação, o entupimento da mó e a distorção da forma da mó.
As ferramentas de retificação de rebolos são utilizadas para retificar a superfície de trabalho embotada do rebolo para restaurar seu desempenho de corte e a forma geométrica correta. A nitidez dos grãos abrasivos na superfície de trabalho da mó e a distorção da forma do perfil afectam diretamente a eficiência da retificação e a qualidade da superfície da peça processada.
Para peças com rugosidade de superfície inferior a Ra1,6μm e para retificação de formas, é necessário um acabamento fino da mó.
As retificadoras CNC modernas para retificação de formas de alta eficiência e alta precisão adotaram a dressagem automática do rebolo após a retificação de cada peça de trabalho ou a tecnologia de dressagem contínua do rebolo, garantindo assim a rugosidade da superfície, a forma, a precisão dimensional e a alta produtividade da peça de trabalho. A preparação atempada da roda é uma das medidas importantes para eliminar certos defeitos de retificação, melhorar a qualidade da retificação e aumentar a eficiência da retificação.
A finura do tratamento da superfície da roda e o método de tratamento adotado devem ser determinados com base na natureza da roda, no material da peça, nos requisitos de precisão da superfície da peça e na forma de processamento.
Os métodos básicos de preparação de mós podem ser divididos em três categorias: método de torneamento, método de prensagem de rolos e método de retificação. A Figura 5 mostra as ferramentas mais comuns de afinação de mós.
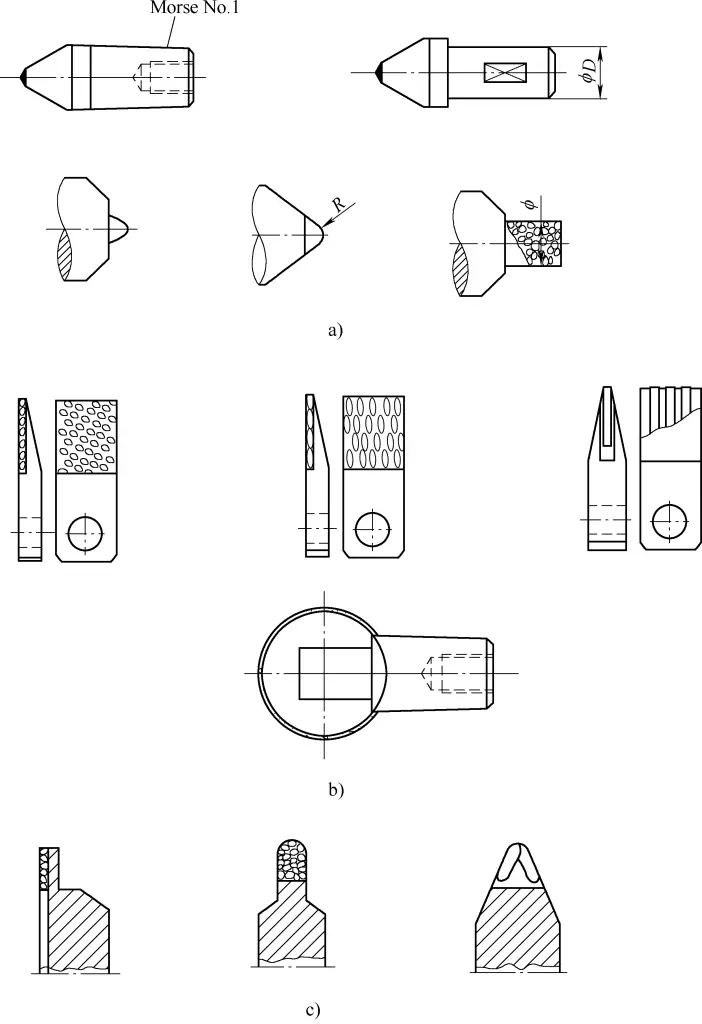
a) Caneta de pensos
b) Placa de penso
c) Roda de penso







