
Soldadura por arco submerso: Princípios, características e aplicações
Bem-vindo ao mundo da soldadura por arco submerso (SAW). Este artigo explora o funcionamento da SAW, as suas vantagens e limitações,...
Está pronto para elevar o seu jogo de soldadura com a soldadura por arco submerso (SAW)? Esta técnica, famosa pela sua eficácia e precisão, pode revolucionar os seus projectos. Neste artigo, irá descobrir os passos essenciais de preparação, os parâmetros de soldadura mais importantes e dicas de especialistas para garantir resultados perfeitos. Desde o processamento de ranhuras até à velocidade de soldadura perfeita, temos tudo o que precisa. Mergulhe para dominar a arte da soldadura por arco submerso e obter sempre soldaduras impecáveis e de alta qualidade.

Na soldadura, devido à utilização de corrente elevada, quando a espessura da chapa de aço é inferior a 14 mm, geralmente não é necessário fazer ranhuras, mas quando a espessura é superior a 14 mm, para garantir a qualidade da soldadura, deve ser feita uma determinada forma de ranhura. Para juntas de soldadura por arco submerso de aço-carbono e aço de baixa liga, as ranhuras devem ser feitas de acordo com as disposições de GB/T985.2-2008 "Ranhuras recomendadas para soldadura por arco submerso".
O processamento das ranhuras pode ser efectuado utilizando equipamento como plainas de arestas, máquinas de corte a gás ou goivagem com arco de carbono, e as arestas das ranhuras processadas devem ser rectas e cumprir os requisitos técnicos especificados.
Antes de soldar, é necessário limpar a ranhura e a área de 20 a 50 mm de ambos os lados da ranhura de gravura, óleo, humidade, óxidos, etc. Os métodos de limpeza podem incluir escovas de arame de aço, rodas de arame, rebarbadoras portáteis, máquinas de polir, jato de areia e cozedura com chama de oxicorte.
A montagem de soldaduras requer uma elevada precisão, garantindo folgas uniformes, superfícies niveladas e nenhum desalinhamento.
Soldadura por arco submerso O fio e o fluxo participam na reação metalúrgica da soldadura, afectando grandemente a composição, a estrutura e as propriedades mecânicas da soldadura. Por conseguinte, é necessário melhorar a limpeza do fio de soldadura e secar o fluxo antes da soldadura.
1) Os fios de soldadura vendidos no mercado têm geralmente um revestimento de cobre anti-ferrugem.
Antes da utilização, é necessário remover o óleo e outros contaminantes da superfície do fio de soldadura para evitar poros de hidrogénio. Se o fio de soldadura não tiver um revestimento de cobre anti-ferrugem, também é necessário remover a ferrugem e a escala de óxido da superfície antes da soldadura.
2) O fluxo deve ser seco conforme necessário antes de ser utilizado.
O fluxo ácido deve ser seco a 250°C e mantido quente durante 1~2 horas; o fluxo com elevado teor de flúor que está limitado à corrente contínua deve ser seco a 300~400°C e mantido quente durante 2 horas, e deve ser utilizado imediatamente após a secagem.
Tanto quanto possível, devem ser utilizados dispositivos de fixação durante a montagem pré-soldadura para garantir a precisão da soldadura por pontos. Geralmente, os dispositivos de fixação são removidos após a soldadura por pontos. Se for necessário efetuar a soldadura com dispositivos de fixação, estes não devem interferir com o processo de soldadura. As peças de trabalho leves e finas devem ser fixadas utilizando dispositivos de fixação ou soldadura por pontos; as peças de trabalho de espessura média ou superior devem ser fixadas utilizando soldadura por pontos.
A costura de solda de aderência deve estar na parte de trás da primeira costura de solda, e o comprimento e o espaçamento da costura de solda de aderência devem ser determinados com base na espessura da placa. Quando a espessura da parte soldada é 25mm, a costura de solda de aderência tem 50~60mm de comprimento, espaçados 250~300mm.
A soldadura por pontos utiliza geralmente o método de soldadura por arco metálico protegido. Os materiais de soldadura utilizados para a soldadura por pontos devem corresponder ao desempenho dos materiais da peça de trabalho. Após a soldadura por aderência, a casca de escória e os salpicos no cordão de soldadura devem ser imediatamente limpos e verificados quanto a fissuras e outros defeitos excessivos; se forem encontrados, devem ser cinzelados e novamente soldados por aderência. Ao soldar costuras rectas, deve ser adicionada uma placa inicial e uma placa de escoamento, com a mesma espessura que a peça de trabalho, com 100~150mm de comprimento e 70~100mm de largura.
Os principais parâmetros de soldadura para a soldadura por arco submerso incluem a corrente de soldadura, a tensão de soldadura, a velocidade de soldadura, a fonte de energia e a polaridade, o diâmetro do fio e o comprimento do fio que sobressai da ponta de contacto.
A profundidade do banho de fusão na soldadura automática por arco submerso (designada por profundidade de penetração) é determinada pela corrente de soldadura e a sua fórmula empírica aproximada é
h =ki
onde:
A corrente de soldadura é o principal fator que determina a profundidade de penetração. Dentro de um determinado intervalo, à medida que a corrente de soldadura aumenta, tanto a profundidade de penetração como o reforço da soldadura aumentam, enquanto a largura da soldadura não aumenta significativamente.
O aumento da corrente de soldadura pode melhorar a produtividade, mas a uma determinada velocidade de soldadura, uma corrente de soldadura excessiva fará com que a zona afetada pelo calor seja demasiado grande e produza defeitos como grumos de soldadura e queimaduras; se a corrente de soldadura for demasiado pequena, a penetração é insuficiente, o que pode levar a uma fusão deficiente, penetração incompleta, inclusão de escória e má formação da soldadura.
Para garantir a formação estética da soldadura, enquanto se aumenta a corrente de soldadura, é necessário aumentar a tensão do arco para manter uma relação proporcional adequada, ver Tabela 5-35 para a tensão de soldadura correspondente.
Tabela 5-35 Tensão de soldadura correspondente para corrente de soldadura
| Corrente de soldadura/A | 600~700 | 700 ~ 850 | 850~1000 | 1000 ~ 1200 |
| Tensão de soldadura/V | 36~38 | 38~40 | 40 ~ 42 | 42~44 |
A tensão de soldadura é o principal fator que determina a largura da fusão. Quando a tensão de soldadura é aumentada, o comprimento do arco aumenta, a profundidade de penetração diminui, a soldadura torna-se mais larga e o excesso de altura diminui. Se a tensão de soldadura for demasiado elevada, a quantidade de fluxo derretido aumenta, o arco torna-se instável e podem ocorrer defeitos como o corte inferior e a porosidade. Por isso, ao aumentar a tensão de soldadura, é também apropriado aumentar a corrente de soldadura.
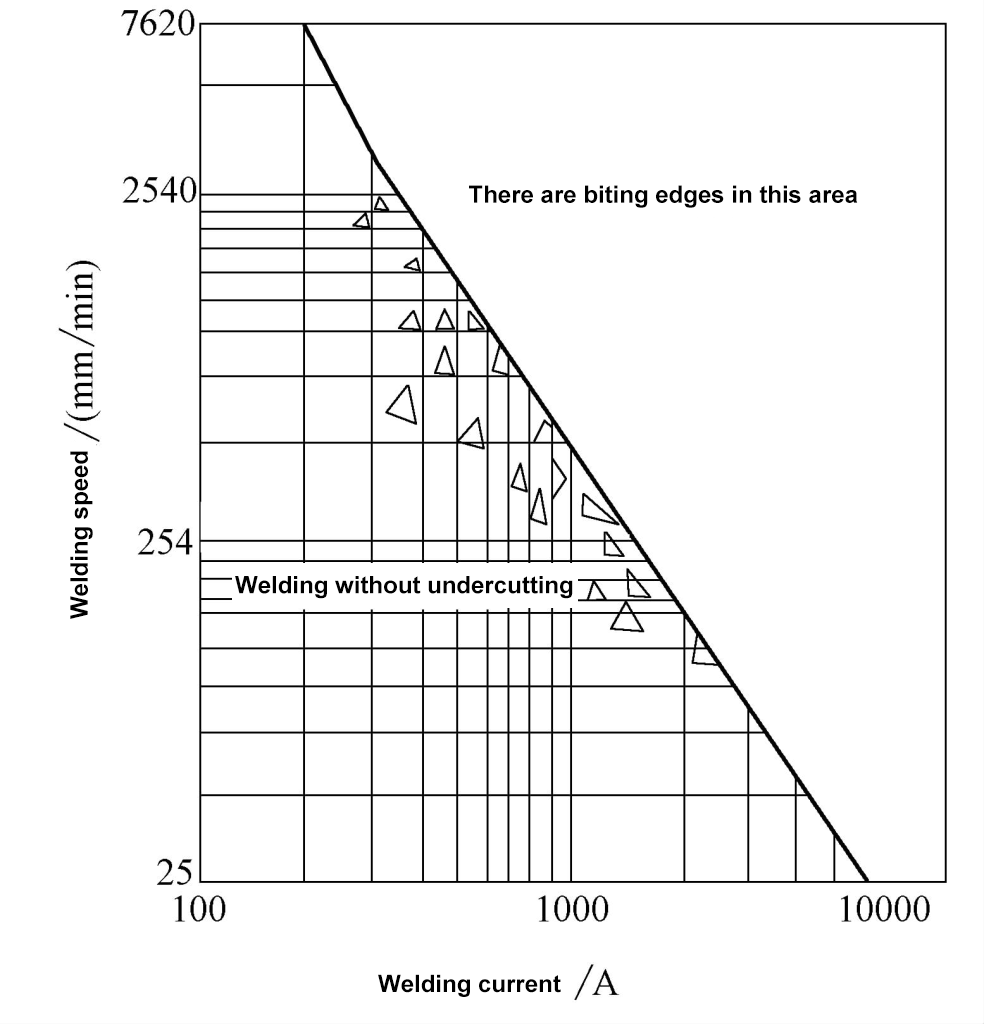
A velocidade de soldadura tem um impacto significativo tanto na profundidade como na largura da penetração. Quando a velocidade de soldadura é aumentada, tanto a profundidade como a largura da penetração diminuem. Por conseguinte, para garantir a penetração e aumentar a velocidade de soldadura, é necessário aumentar simultaneamente a corrente e a tensão de soldadura. No entanto, uma corrente demasiado elevada e uma velocidade de soldadura demasiado rápida podem causar defeitos tais como corte inferior, penetração incompleta, sopro de arco e porosidade. Por outro lado, uma velocidade de soldadura demasiado lenta resulta em excesso de altura, formando uma grande poça de fusão, transbordamento, formação de soldadura rugosa e inclusão de escória. Portanto, a velocidade de soldadura não deve ser nem muito alta nem muito baixa.
A relação de correspondência entre a corrente de soldadura e a velocidade de soldadura é mostrada na Figura 5-43. Para uma certa corrente de soldadura, existe uma gama apropriada de velocidades de soldadura dentro da qual a formação da soldadura é estética; quando a velocidade de soldadura excede o limite superior desta gama, ocorrerão defeitos tais como o corte inferior. Quando a velocidade de soldadura está abaixo do limite inferior desta gama, ocorrerão defeitos tais como a inclusão de escória.
1) Características externas.
Utilizar uma caraterística externa de queda. Quando se utiliza uma máquina de soldadura por arco submerso com alimentação de fio a velocidade constante, deve ser utilizada uma caraterística de queda lenta; quando se utiliza uma máquina de soldadura com um sistema de ajuste automático do arco, deve ser utilizada uma caraterística de queda acentuada. Para soldar chapas finas com fio fino, deve ser utilizada uma fonte de energia de caraterística plana DC.
2) Polaridade.
Normalmente, é utilizada a polaridade inversa DC e, para a soldadura de acumulação, deve ser utilizada a polaridade direta DC.
Com uma corrente fixa, quanto mais fino for o diâmetro do fio, mais profunda será a penetração e menor será o fator de formação da soldadura. No entanto, para um determinado diâmetro de fio, a gama de corrente utilizada não deve ser muito grande, caso contrário, o fio ficará vermelho devido ao calor excessivo da resistência, afectando o desempenho do fio e a estabilidade do processo de soldadura. A gama de corrente de soldadura para diferentes diâmetros de fio é mostrada na Tabela 5-36.
Tabela 5-36 Gama de corrente de soldadura para diferentes diâmetros de fio
| Diâmetro do fio/mm | 2 | 3 | 4 | 5 | 6 |
| Densidade de corrente / (A/mm²) | 63~125 | 50~85 | 40 ~63 | 35~50 | 28~42 |
| Corrente de soldadura / A | 200 ~400 | 350 ~600 | 500 ~ 800 | 700~1000 | 800~1200 |
O aumento do comprimento da saliência do fio aumenta a resistência, acelera a fusão do fio e aumenta o excesso de altura. Se o comprimento da saliência for demasiado pequeno, a parte saliente do fio fica vermelha, ou mesmo derrete em secções; se o comprimento da saliência for demasiado curto, o calor gerado pelo arco pode facilmente danificar o bocal condutor. O comprimento geral de saliência do fio é de 30~40mm.
Na soldadura por arco submerso com fio simples, o fio é geralmente perpendicular à peça de trabalho, mas na soldadura com fio duplo ou triplo, uma vez que cada fio tem uma função diferente, é adequado um certo ângulo de inclinação. Quando o fio está inclinado para a frente (o ângulo entre o fio e a direção de soldadura é de 90°), a penetração diminui significativamente e a formação da soldadura é fraca, sendo geralmente utilizado apenas para o fio principal na soldadura com vários fios. Quando o fio é inclinado para trás, a penetração aumenta, o excesso de altura aumenta, e a soldadura é profunda e estreita.
Se a espessura da camada de fluxo for muito pequena, a proteção do arco é fraca, e até mesmo o arco aberto ocorre, causando um arco instável, propenso a porosidade e fissuras. Se a espessura da camada de fluxo for muito grande, torna a solda mais estreita e o fator de forma da solda diminui (o fator de forma da solda é a relação entre a largura da solda e a penetração, denotada por ψ). A espessura geral da camada de fluxo é de 20~30mm.
O aumento da granularidade do fluxo diminui ligeiramente a penetração, aumenta ligeiramente a largura e também reduz ligeiramente o excesso de altura. Quando a granularidade do fluxo é fixa, se a corrente for demasiado elevada, pode causar um arco instável e bordos irregulares do cordão de soldadura. Quando a corrente de soldadura é inferior a 600A, a granularidade do fluxo é de 0,25~1,6mm; quando a corrente de soldadura é de 600~
1200A, a granularidade do fluxo é de 0,4~2,5mm; quando a corrente de soldadura é superior a 1200A, a granularidade do fluxo é de 1,6~3,0mm.
1) Forma da ranhura.
Quando os outros parâmetros de soldadura permanecem inalterados, o aumento da profundidade e da largura da ranhura aumenta a profundidade de penetração da soldadura, reduzindo significativamente o reforço da soldadura e o rácio de fusão.
2) Lacuna na raiz.
Nas soldaduras topo a topo, o aumento da distância entre as raízes das peças de trabalho também aumenta a profundidade de penetração.
3) Espessura das peças e condições de dissipação de calor.
Quando a espessura das peças de trabalho é maior e as condições de dissipação de calor são melhores, a largura da soldadura diminui e o reforço aumenta.
O impacto dos parâmetros de soldadura na qualidade e formação da soldadura é mostrado na Tabela 5-37.
Tabela 5-37 Impacto dos parâmetros de soldadura na qualidade e formação da soldadura
| Parâmetros de soldadura | Impacto na qualidade e formação da soldadura | Diagrama esquemático |
| Corrente de soldadura I | 1. Dentro de um determinado intervalo, um aumento de I aumenta tanto a profundidade da fusão como o reforço, melhorando a produtividade 2. Quando a velocidade de soldadura é constante, uma velocidade demasiado elevada pode causar queimaduras e uma zona afetada pelo calor excessivamente grande 3. Um I demasiado baixo resulta numa penetração insuficiente e em defeitos como a fusão deficiente, a falta de penetração e a inclusão de escória, piorando a formação da soldadura | 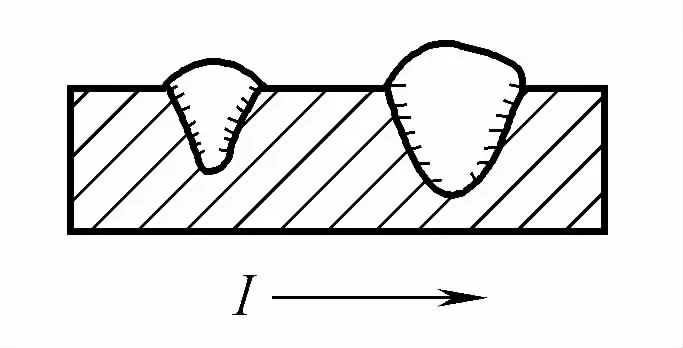 |
| Tensão de arco U | 1. Um aumento de U diminui a profundidade da fusão e do reforço, alargando a soldadura 2. Um U demasiado elevado aumenta a quantidade de fluxo fundido, perturba o arco e pode também causar defeitos como a porosidade na soldadura | 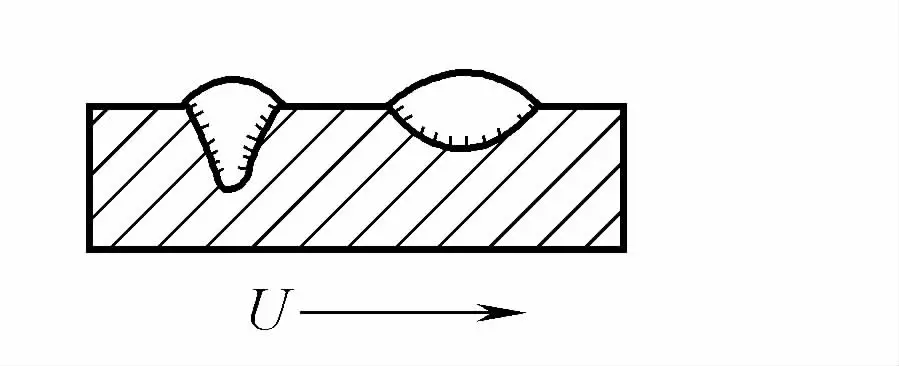 |
| Velocidade de soldadura v | 1. À medida que v aumenta, o rácio de fusão do material de base ① diminuições 2. Um valor demasiado elevado de v pode facilmente causar defeitos tais como cortes inferiores, penetração incompleta, sopro do arco e porosidade, resultando numa má formação da soldadura 3. Um valor demasiado baixo de v resulta num reforço excessivo, num banho de solda largo e pouco profundo, numa superfície de solda rugosa, propensa a transbordar, a formar grumos de solda ou a queimar; se U for também demasiado elevado, pode facilmente provocar fissuras | 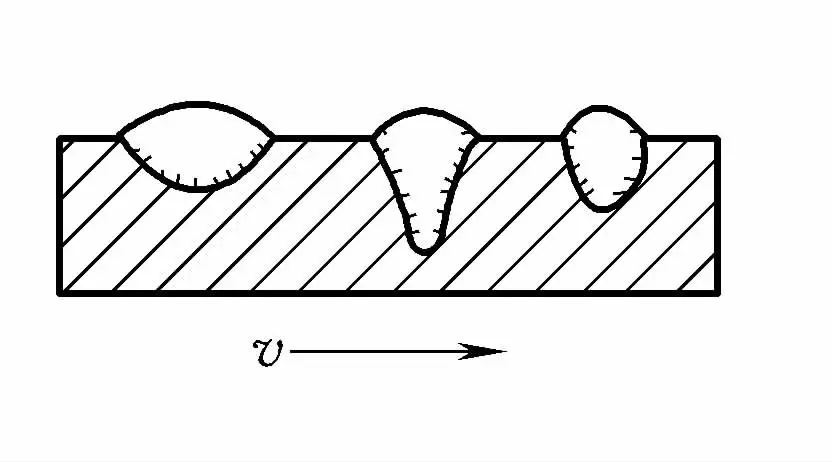 |
| Diâmetro do fio e comprimento de saída | 1. Com I constante, a redução do diâmetro do fio aumenta a profundidade de penetração e o fator de formação da soldadura ② diminuições 2. O aumento do comprimento de saída do fio aumenta a taxa de deposição ③ e reforço | - |
| Ângulo do fio (fio para peça de trabalho) | 1. Na soldadura com fio único, o fio é perpendicular à peça de trabalho 2. Quando o fio está inclinado para a frente, a penetração é pouco profunda, a soldadura é larga, adequada para soldar chapas finas Quando o fio de soldadura é inclinado para trás, a penetração e o excesso de altura aumentam, a largura da soldadura diminui significativamente e a formação da soldadura é fraca; geralmente só é utilizado para o fio de soldadura principal na soldadura com vários fios. | 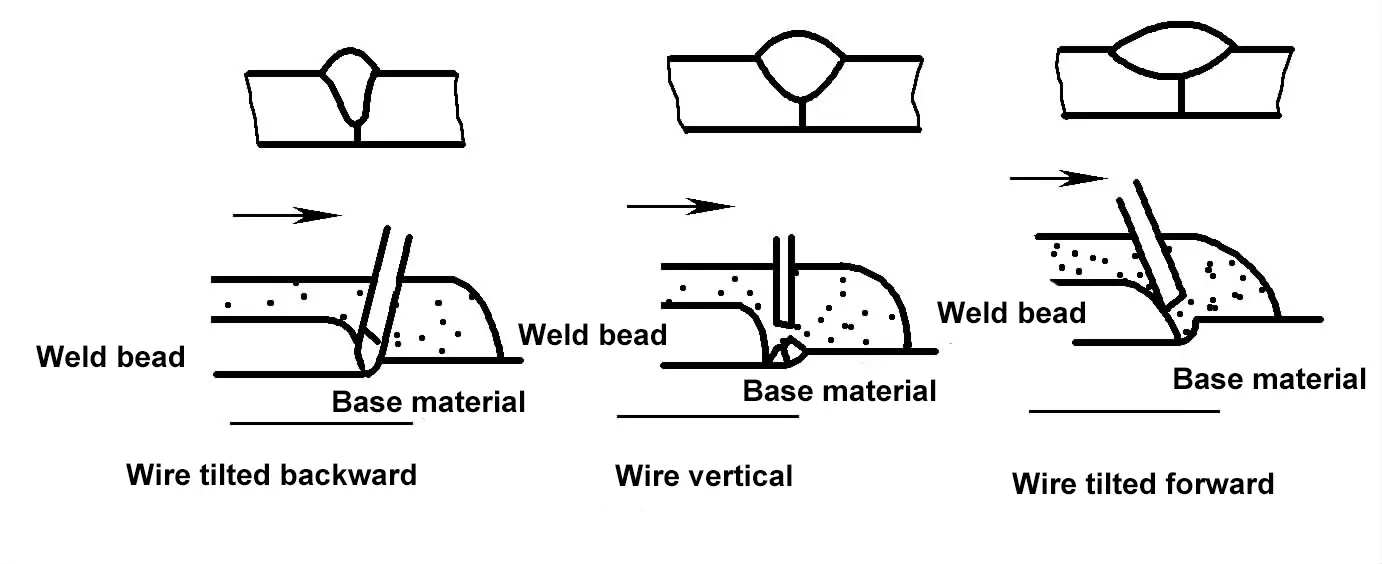 |
| Ângulo de inclinação da soldadura | 1. Durante a soldadura em subida, a penetração e o excesso de altura são grandes, a largura da soldadura é estreita e, quando o ângulo de subida é demasiado grande, o excesso de altura é demasiado grande e provoca facilmente a subcotação. 2. Durante a soldadura em descida, a penetração e a altura em excesso diminuem, a largura da soldadura aumenta e um ângulo de inclinação excessivo pode causar uma penetração insuficiente e o extravasamento da soldadura. | 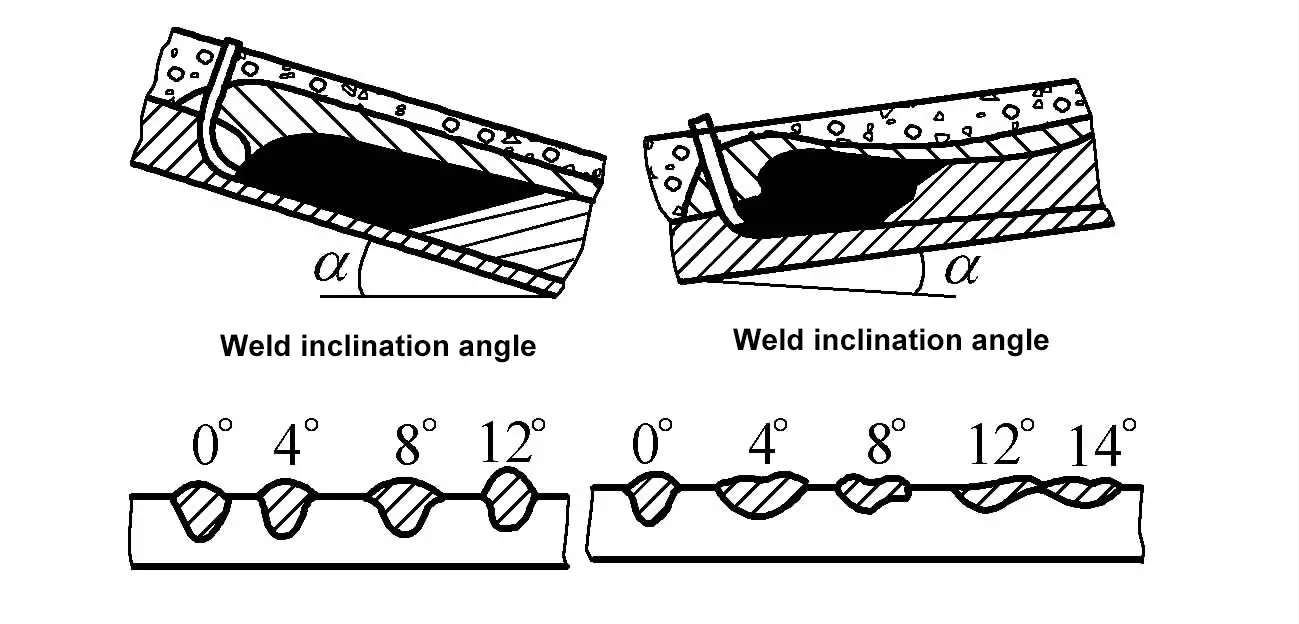 |
| Folga de montagem e ângulo de ranhura | Quando a folga de montagem e o ângulo de ranhura aumentam, enquanto as outras condições permanecem inalteradas, a altura excedente h diminui, enquanto a profundidade de penetração H aumenta, e a espessura de soldadura h + H permanece praticamente inalterada. | 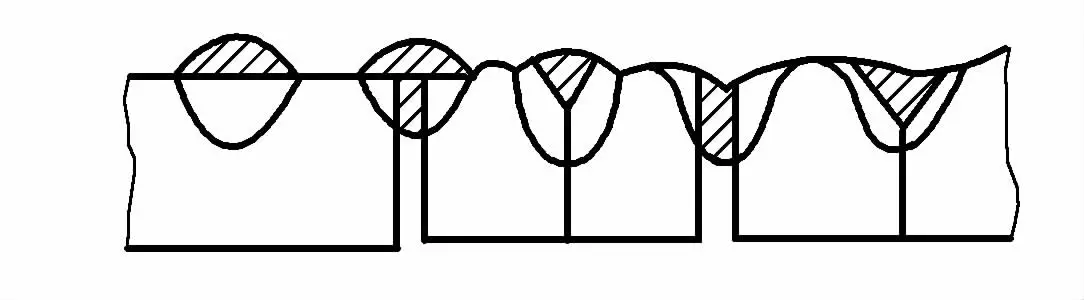 |
| Espessura e granularidade da camada de fluxo | 1. Se a camada de fluxo for demasiado fina, o arco fica exposto, a proteção do arco é fraca e é fácil produzir poros ou fissuras; se for demasiado espessa, a soldadura torna-se mais estreita e o fator de formação da soldadura diminui. 2. Ao soldar placas finas com fio de soldadura fino, se as partículas de fluxo forem demasiado grandes, o arco é instável e a superfície de soldadura é áspera; quando as partículas são pequenas, a superfície de soldadura é lisa e bem formada. | - |
① Rácio de fusão: Durante a soldadura por fusão, a percentagem do material de base que é fundido no metal de solda.
② Fator de formação da soldadura: Durante a soldadura por fusão, a relação entre a espessura da soldadura e a espessura da soldadura calculada na secção transversal de um único passe de soldadura.
③ Taxa de deposição: A quantidade de metal depositado na peça de trabalho por unidade de tempo durante o processo de deposição (kg/h).
1) Soldadura de uma face com formação de duas faces.
① Método de suporte de fluxo.
O suporte de fluxo suporta a parte de trás da peça de trabalho com uma certa pressão para ajudar a formar a solda. Os parâmetros de soldadura por arco submerso para a soldadura de uma face com formação de duas faces com apoio de fluxo são mostrados na Tabela 5-38. Uma vez que o fluxo deve estar sempre em contacto estreito com a peça de trabalho durante a soldadura, e a formação do lado posterior da soldadura é difícil de estabilizar, para evitar que a soldadura fique pendurada e que o suporte não adira firmemente, é geralmente pressionado com uma estrutura de pressão, plataforma electromagnética, etc.
Tabela 5-38 Parâmetros de soldadura para soldadura de uma face com formação de dupla face em suporte de fluxo na soldadura por arco submerso
| Espessura da peça de trabalho/mm | Folga de montagem/mm | Diâmetro do fio de soldadura/mm | Corrente de soldadura/A | Tensão de arco/V | Velocidade de soldadura/(m/h) | Pressão da almofada de fluxo/MPa |
| 2 | 0 ~1.0 | 1.6 | 120 | 24 a 28 | 43.5 | 8 |
| 3 | 0 ~1.5 | 2~3 | 275~300 400~425 | 28~30 25~28 | 44.7 | 8 |
| 4 | 0~1.5 | 2~4 | 375~400 525~550 | 28~30 | 40, 50 | 10~15 |
| 5 | 0 ~2.5 | 2~4 | 425~450 575~625 | 32~34 28~32 | 35, 46 | 10~15 |
| 6 | 0~3.0 | 2~4 | 475, 600 ~650 | 32~34 28~32 | 30, 40.5 | 10~15 |
| 7 | 0~3.0 | 4 | 650~700 | 30~34 | 37 | 10~15 |
| 8 | 0~3.5 | 4 | 725~775 | 30~36 | 34 | 10 ~15 |
Método da almofada de cobre e método da almofada de cobre com fluxo.
Ao soldar chapas finas de 4 mm ou menos, as folgas de montagem podem ser omitidas e soldadas diretamente na placa de suporte de cobre para obter a soldadura de um lado e a formação de dois lados. Na soldadura de chapas mais grossas, o método de almofada de cobre fundido é frequentemente utilizado para melhorar as condições de formação da face posterior.
Neste momento, a peça de trabalho não tem chanfro, é reservada uma folga de montagem adequada e, em seguida, o fluxo é uniformemente polvilhado na junta para soldadura. Durante a soldadura, a peça de trabalho deve ser firmemente fixada contra a placa de suporte de cobre. Ver a Tabela 5-39 para os parâmetros de soldadura para a soldadura topo a topo de um lado na placa de suporte de cobre com fluxo.
Tabela 5-39 Parâmetros de soldadura para a soldadura topo a topo de um lado na placa de suporte de cobre fundido.
| Tipo de placa de suporte de cobre | Espessura da chapa de aço /mm | Folga de montagem /mm | Diâmetro do fio de soldadura /mm | Corrente de soldadura /A | Tensão do arco /V | Velocidade de soldadura /(cm/min) | Tamanho da ranhura da placa de suporte de cobre /mm | ||
| b | h | r | |||||||
 | 3 | 2 | 3 | 380~420 | 27~29 | 78.3 | 10 | 2.5 | 7 |
| 4 | 2~3 | 4 | 450~500 | 29 ~31 | 68 | ||||
| 5 | 2~3 | 4 | 520~560 | 31~33 | 63 | ||||
| 6 | 3 | 4 | 550~600 | 33~35 | 63 | ||||
| 7 | 3 | 4 | 640~680 | 35~37 | 58 | 12 | 3 | 7.5 | |
| 8 | 3~4 | 4 | 680~720 | 35~37 | 53.3 | ||||
| 9 | 3~4 | 4 | 720~780 | 36~38 | 46 | 14 | 3.5 | 9.5 | |
| 10 | 4 | 4 | 780~820 | 38~40 | 46 | ||||
| 12 | 5 | 4 | 850~900 | 39~41 | 38 | 18 | 4 | 12 | |
| 14 | 5 | 4 | 880~920 | 39 ~41 | 36 | ||||
Plataforma electromagnética com método de almofada de fluxo.
Para placas de junta de topo com espessura inferior a 14 mm, é possível a soldadura de penetração total de um lado. Para espessuras superiores a 14 mm, deve ser utilizado um bisel ou uma abertura. Uma abertura de 5~6mm permite a soldadura de penetração total de 20mm sem chanfro.
É de notar que o objetivo do biselamento não é apenas aumentar a quantidade de penetração da soldadura de um só passo; também desempenha um papel significativo no controlo da taxa de fusão e no ajuste do reforço da soldadura.
Tabela 5-40 Plataforma electromagnética - Parâmetros de soldadura para soldadura topo a topo de uma face numa almofada de fluxo
| Espessura da placa/mm | Folga de montagem/mm | Diâmetro do fio/mm | Corrente de soldadura/A | Tensão de arco/V | Velocidade de soldadura/(cm/min) | Tipo de corrente | Partículas de fluxo na almofada de fluxo | Pressão do ar na mangueira da almofada de fluxo /kPa |
| 2 | 0 ~1.0 | 1.6 | 120 | 24~28 | 73 | Corrente contínua (ligação inversa) | Minúsculo | 81 |
| 3 | 0~1.5 | 1.6 | 275~300 | 28~30 | 56.7 | AC | Minúsculo | 81 |
| 2 | 275~300 | 28~30 | 56.7 | |||||
| 3 | 400~425 | 25~28 | 117 | |||||
| 4 | 0~1.5 | 2 | 375~400 | 28~30 | 66.7 | AC | Minúsculo | 101-152 |
| 4 | 525~550 | 28~30 | 83.3 | 101 | ||||
| 5 | 0~2.5 | 2 | 425~450 | 32~34 | 58.3 | AC | Minúsculo | 101-152 |
| 4 | 575~625 | 28~30 | 76.7 | 101 | ||||
| 6 | 0~3.0 | 2 | 475 | 32~34 | 50 | AC | Normal | 101-152 |
| 4 | 600~650 | 28~32 | 67.5 | |||||
| 7 | 0~3.0 | 4 | 650~700 | 30~34 | 61.7 | AC | Normal | 101-152 |
| 8 | 0~3.5 | 4 | 725~775 | 30~36 | 56.7 | AC | Normal | 101-152 |
④ Método de almofada de cobre de fluxo de estrutura de prensa de pórtico.
Existem vários cilindros na viga transversal da estrutura da prensa de pórtico. Após a introdução de ar comprimido, os cilindros accionam o dispositivo de fixação para pressionar a peça de trabalho sobre a almofada de cobre fundido para soldar. Após a soldadura, os cilindros accionam o dispositivo de fixação através de uma válvula de três vias para levantar e retirar a peça de trabalho.
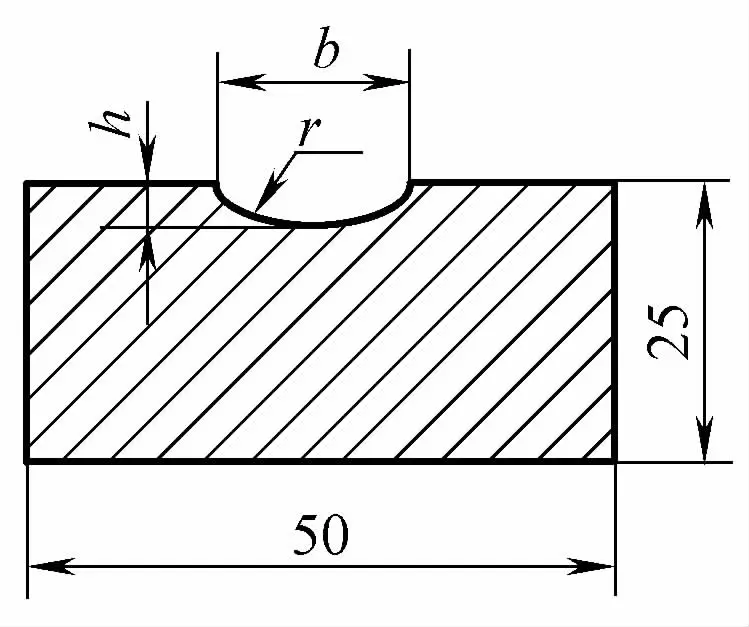
O dispositivo de formação na parte de trás da soldadura utiliza uma almofada de cobre fundente, com uma ranhura de formação na almofada de cobre para assegurar a formação da parte de trás. A forma da secção transversal da ranhura de formação do revestimento de cobre é mostrada na Figura 5-44, e as dimensões da secção transversal da almofada de cobre fundente são mostradas na Tabela 5-41.
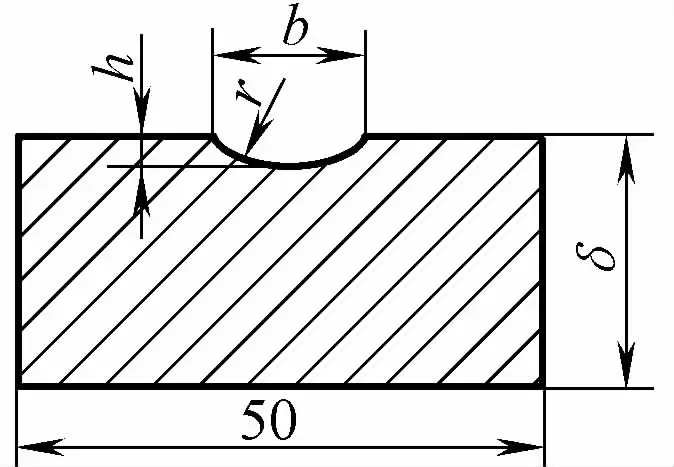
Quadro 5-41 Dimensões da secção transversal da almofada de cobre de fluxo (unidade: mm)
| Espessura da soldadura | Largura da almofada de cobre | Espessura da almofada de cobre | Largura da ranhura b | Profundidade da ranhura h | Raio de curvatura da ranhura r |
| 4~6 | 50 | 10 | 10 | 2.5 | 7 |
| 6~8 | 50 | 12 | 12 | 3 | 7.5 |
| 8 ~10 | 50 | 14 | 14 | 3.5 | 9.5 |
| 12 ~14 | 50 | 18 | 18 | 4 | 12 |
Limpar a área de soldadura, utilizar os rolos transportadores na plataforma de soldadura para alimentar a soldadura para montagem, deixar uma certa folga de montagem e alinhar a linha central da folga com a linha central da ranhura de formação, soldar a placa de iniciação do arco e a placa de saída em ambas as extremidades da soldadura, baixar o pórtico para pressionar a soldadura, apertar o revestimento de cobre, encher uniformemente a ranhura de formação do revestimento de cobre com fluxo de soldadura fino antes da soldadura e, em seguida, soldar de acordo com os parâmetros de soldadura prescritos. Ver Tabela 5-42 para os parâmetros de soldadura com fluxo de cobre da estrutura de pressão do pórtico.
Tabela 5-42 Parâmetros de soldadura de almofada de cobre com quadro de pressão de pórtico e fluxo
| Espessura da soldadura /mm | Folga de montagem/mm | Diâmetro do fio/mm | Corrente de soldadura/A | Tensão de soldadura/V | Velocidade de soldadura/(m/h) |
| 3 | 2 | 3 | 380 ~ 420 | 27~29 | 47 |
| 4 | 2~3 | 4 | 450 ~ 500 | 29 ~31 | 40. 5 |
| 5 | 2~3 | 4 | 520 ~ 560 | 31~33 | 37.5 |
| 6 | 3 | 4 | 550 ~ 600 | 33~35 | 34.5 |
| 7 | 3 | 4 | 640 ~ 680 | 35~37 | 32 |
| 8 | 3~4 | 4 | 680 ~ 720 | 36~38 | 27.5 |
| 9 | 3~4 | 4 | 720 ~ 780 | 38~40 | 27.5 |
| 10 | 4 | 4 | 780~820 | 39 ~41 | 23 |
| 12 | 5 | 4 | 850 ~900 | 39 ~41 | 22 |
| 14 | 6 | 4 | 880~920 | 39 ~41 | 21.5 |
⑤ Método da almofada de fluxo termoendurecível.
O fluxo termoendurecível é produzido pela adição de uma certa proporção de agentes termoendurecíveis ao fluxo geral. Torna-se uma placa de suporte com uma certa rigidez quando aquecida, suportando de forma fiável o metal fundido e ajudando na formação do cordão de soldadura na parte de trás. A placa de fluxo tem uma fita adesiva de dupla face para facilitar a montagem do suporte e de encaixe. Também pode ser fixada na peça de trabalho com grampos magnéticos durante a utilização, como se mostra na Figura 5-45.
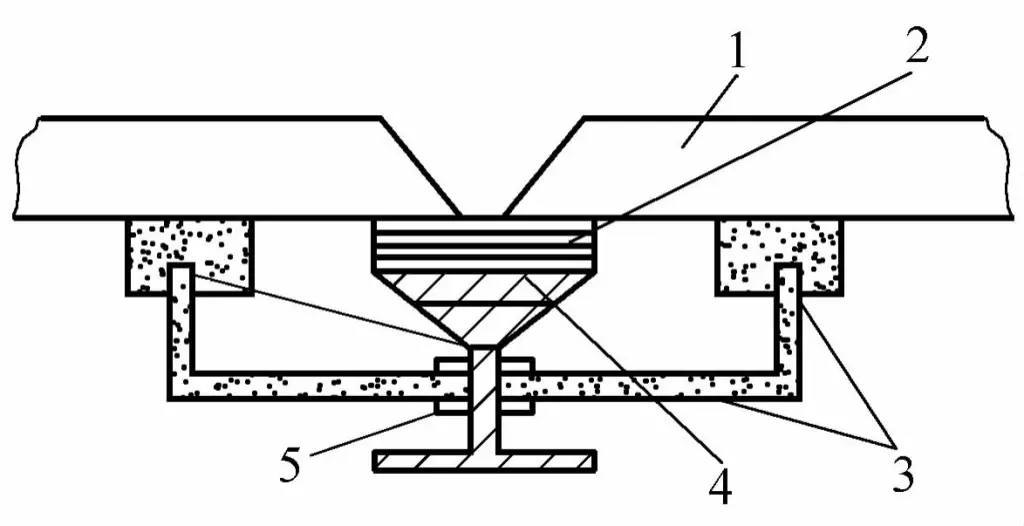
1-Peça de trabalho
2-Camada de fluxo termoendurecível
3 Ímanes
Placa de 4 apoios
5-Parafuso de ajuste
Quando se utiliza este tipo de fluxador, as peças de trabalho têm geralmente uma ranhura em forma de V (com aresta romba). Para melhorar a produtividade, pode ser empilhada uma certa altura de pó de ferro-liga no interior da ranhura. Uma vez que este processo é minimamente afetado pela estrutura, posição e tamanho da peça de trabalho, tem uma ampla perspetiva de aplicação. Ver a Tabela 5-43 para os parâmetros de soldadura da soldadura por arco submerso com almofada de fluxo termoendurecível.
Tabela 5-43 Parâmetros de soldadura por arco submerso com almofada de fluxo termoendurecível
| Espessura da peça de trabalho/mm | Ranhura em forma de V | Sequência de soldadura | Corrente de soldadura/A | Tensão de arco/V | Velocidade de soldadura / (m/h) | Espessura do pó metálico / mm | |
| Ângulo (°) | Desnível/mm | ||||||
| 9 | 50 | 0~4 | 1 | 720 | 34 | 18 | 9 |
| 12 | 50 | 0~4 | 1 | 800 | 34 | 18 | 12 |
| 16 | 50 | 0~4 | 1 | 900 | 34 | 15 | 16 |
| 20 | 50 | 0~4 | 1 | 850 | 34 | 15 | 15 |
| 2 | 820 | 36 | |||||
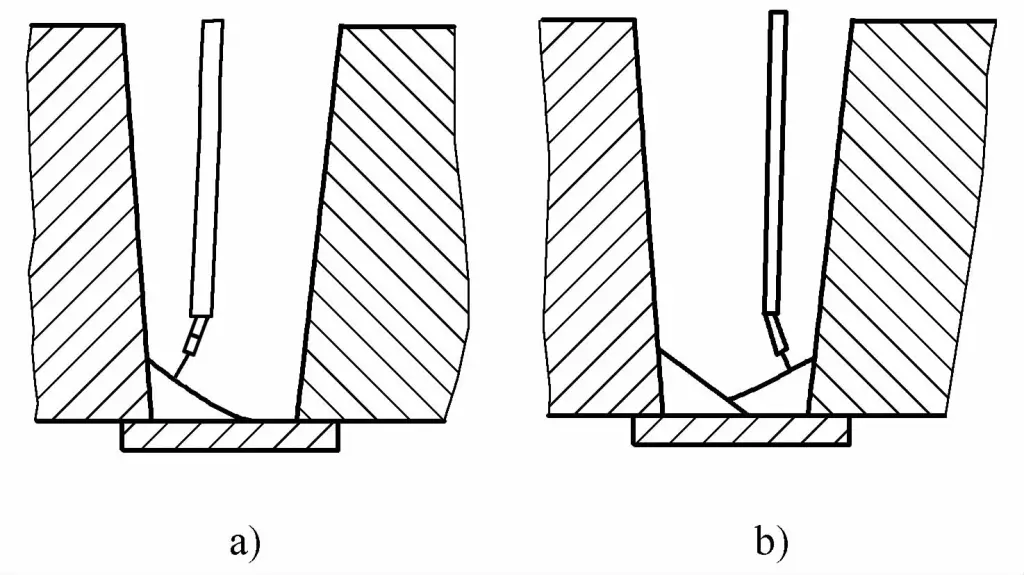
2) Soldadura de uma face com fita de suporte e junta de bloqueio.
Quando a estrutura da peça de trabalho ou o equipamento do processo limita a implementação da soldadura de uma face com formação de duas faces, pode ser utilizada a soldadura de uma face com uma tira de suporte ou uma junta de bloqueio, como se mostra na Figura 5-46. O material da tira de suporte deve ser o mesmo que o da peça de trabalho. Ao montar a tira de suporte, esta deve ser firmemente fixada à peça de trabalho com uma folga inferior a 1 mm para evitar defeitos de soldadura. Ver a Tabela 5-44 para os parâmetros de soldadura da soldadura por arco submerso de uma face com uma tira de apoio.
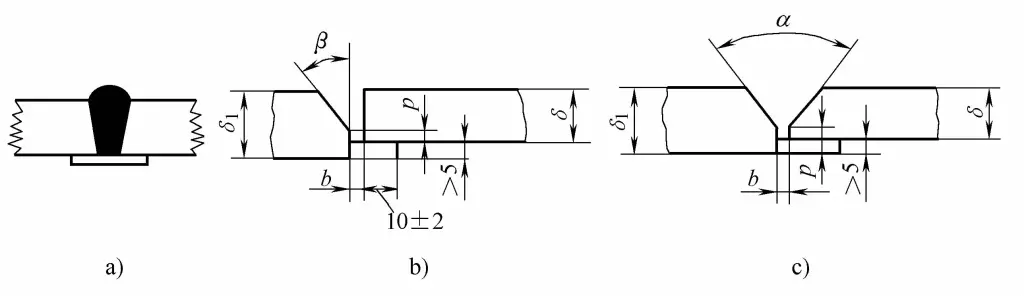
a) Soldadura de uma face com fita de suporte
b), c) Forma de ranhura para soldadura de uma face da junta de bloqueio
β =20°~ 40° b=2~5mm P=0~4mm α=20°~40° b=2~5mm P=2~5mm
Tabela 5-44 Parâmetros de soldadura para soldadura por arco submerso de uma face com fita de suporte
| Espessura da soldadura/mm | Folga de montagem/mm | Diâmetro do fio de soldadura/mm | Corrente de soldadura/A | Tensão de soldadura/V | Velocidade de soldadura/(m/h) | Tamanho da placa de apoio/(mm×mm) |
| 2 | 0.7 | ф3 | 270~300 | 23~27 | 82 | 1×12 |
| 2.5 | 0.7 | ф3 | 270~300 | 23~27 | 75 | 1.5 x15 |
| 3 | 0.7 | ф3 | 270~300 | 23~27 | 60 | 1.5×15 |
| 4 | 0.7 | ф4 | 560~600 | 37~40 | 45 | 2×20 |
| 6 | 0.8 | ф4 | 680~720 | 35~37 | 45 | 3×25 |
A soldadura de uma face com uma placa de apoio é normalmente utilizada para cilindros de pequeno diâmetro (como os cilindros de GPL) e para a soldadura de juntas circunferenciais de condutas de média e baixa pressão.
3) Soldadura de uma só face de outros métodos de soldadura para o passe de raiz.
Refere-se à soldadura de uma face utilizando soldadura por arco de metal blindado ou soldadura por gás blindado para o passe de raiz, seguida de soldadura por arco submerso. Geralmente, a espessura da camada do passe de raiz deve ser superior a 6 mm para evitar a queima durante a soldadura por arco submerso.
1) Soldadura de dupla face com suporte de fluxo.
A soldadura de dupla face com suporte de fluxo é o método mais utilizado na soldadura de topo por arco submerso, adequado para a soldadura de chapas médias e grossas. Geralmente, o primeiro lado da soldadura é apoiado na almofada de fluxo e, quando se vira para soldar o outro lado, para assegurar a penetração, pode ser utilizada a goivagem por arco de carbono ou outros métodos de processamento mecânico para limpar corretamente a raiz. Ver a Tabela 5-45 para os parâmetros de soldadura da soldadura de dupla face com suporte de fluxo.
Tabela 5-45 Parâmetros de soldadura para soldadura de dupla face com suporte de fluxo
| Espessura da peça de trabalho/mm | Formulário conjunto | Diâmetro do fio/mm | Corrente de soldadura/A | Tensão de arco/V | Velocidade de soldadura/(m/h) |
| 6 |  | 4 | 400 ~ 500 | 29 ~32 | 38~42 |
| 8 |  | 4 | 450 ~550 | 30 ~32 | 36 ~40 |
| 10 |  | 4 | 550 ~ 650 | 32~34 | 36 ~40 |
| 12 |  | 2 | 600 ~700 | 34~36 | 36 ~40 |
| 14 |  | 5 | 700 ~ 800 | 36 ~38 | 30~34 |
| 16 |  | 5 | 700 ~ 800 | 36~38 | 30~34 |
| 25 | 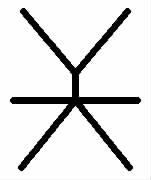 | 5 | 700 ~ 800 | 36~38 | 30~34 |
| >40 | 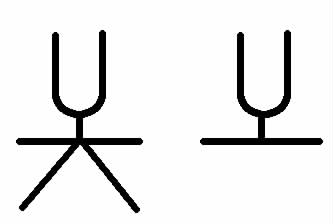 | 5 | 700 ~ 800 | 36~38 | 30 ~34 |
2) Processo temporário de soldadura de dupla face do método da placa de suporte.
A função da placa de apoio do processo temporário é suportar o fluxo preenchido no espaço. Quando se soldam costuras rectas, a placa de apoio é uma tira de aço com uma espessura de 3~4mm e uma largura de 30~50mm, ou a corda de amianto e a placa também podem ser utilizadas como suportes. Deve ser deixado um certo espaço antes de soldar o primeiro lado para garantir que o fluxo de grão fino possa entrar.
Depois de soldar o primeiro lado, virar a peça de trabalho e remover o suporte, o fluxo na fenda e a casca de escória na raiz da soldadura, e depois prosseguir com a soldadura do segundo lado. Ver a Tabela 5-45 para os parâmetros de soldadura para a soldadura de dupla face com o método de almofada de fluxo. Na Figura 5-47 são mostradas várias formas de placas de apoio temporárias do processo.
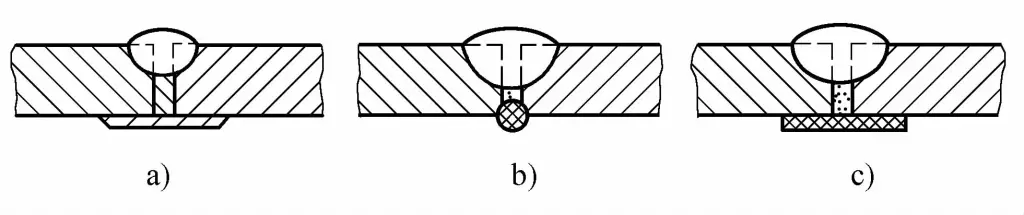
a) Almofada de fita de aço fina
b) Almofada de corda de amianto
c) Almofada de amianto
3) Método de suspensão por soldadura de dupla face.
Ao soldar usando o método de suspensão, nenhum suporte é adicionado à parte de trás da peça de trabalho, e nenhum equipamento ou dispositivo auxiliar é necessário. Para evitar a perda de metal fundido através da fenda ou da queima, é necessário um controlo rigoroso da fenda e, geralmente, não é deixada nenhuma fenda ou a fenda é ≤1mm durante a montagem.
Os parâmetros de soldadura na parte da frente da soldadura devem ser mais pequenos, com uma profundidade de penetração inferior a metade da espessura da peça de trabalho; depois de virar a peça de trabalho, soldar a parte de trás e, para garantir a penetração, aumentar adequadamente a corrente de soldadura para garantir que a profundidade de penetração atinge 60%~70% da espessura da peça de trabalho. Ver a Tabela 5-46 para os parâmetros de soldadura da soldadura dupla face suspensa.
Tabela 5-46 Parâmetros de soldadura dupla face à cabeça
| Espessura da peça de trabalho /mm | Diâmetro do fio /mm | Sequência de soldadura | Corrente de soldadura /A | Tensão de soldadura /V | Velocidade de soldadura /(m/h) |
| 6 | 4 | Direto | 300~420 | 30 | 34.6 |
| Inverter | 430 ~ 470 | 30 | 32. 7 | ||
| 8 | 4 | Direto | 440 ~480 | 30 | 30 |
| Inverter | 480 ~530 | 31 | 30 | ||
| 10 | 4 | Direto | 530~570 | 31 | 27.7 |
| Inverter | 590 ~ 640 | 33 | 27.7 | ||
| 12 | 4 | Direto | 620~660 | 35 | 25 |
| Inverter | 680~720 | 35 | 24.8 | ||
| 14 | 4 | Direto | 680~720 | 37 | 24.6 |
| Inverter | 730 ~ 770 | 40 | 22. 5 | ||
| 15 | 5 | Direto | 800 ~ 850 | 34~36 | 38 |
| Inverter | 850 ~ 900 | 36~38 | 26 | ||
| 17 | 5 | Direto | 850 ~ 900 | 35~37 | 36 |
| Inverter | 900 ~ 950 | 37~39 | 24 | ||
| 18 | 5 | Direto | 850 ~ 900 | 36~38 | 36 |
| Inverter | 900 ~ 950 | 38~40 | 24 | ||
| 20 | 5 | Direto | 850 ~ 900 | 36~38 | 35 |
| Inverter | 900 ~1000 | 38~40 | 24 | ||
| 22 | 5 | Direto | 900 ~ 950 | 37~39 | 32 |
| Inverter | 1000 ~1050 | 38~40 | 24 |
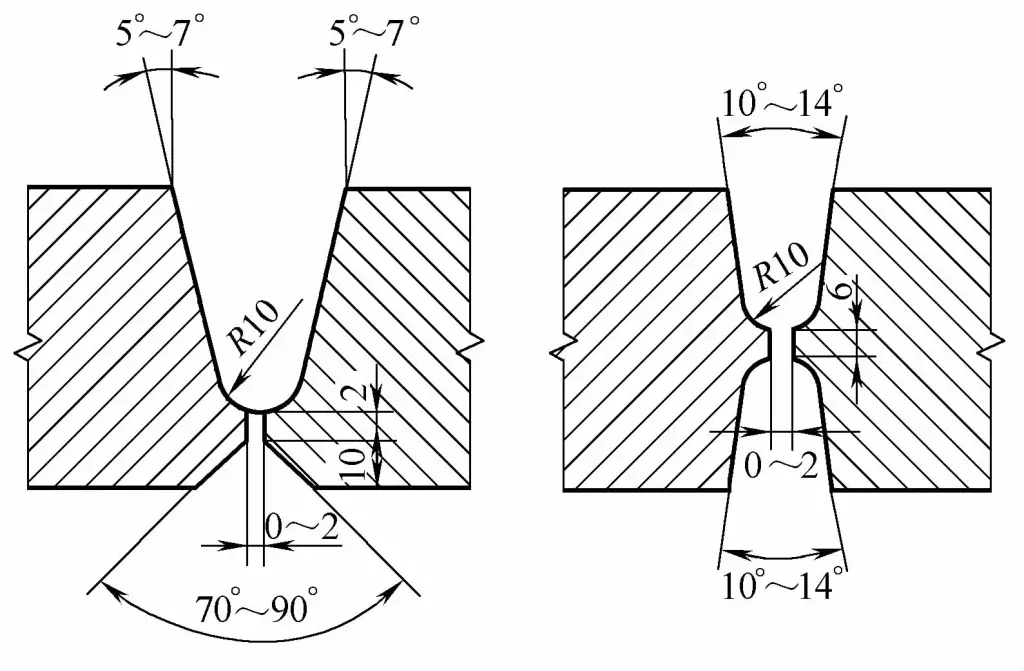
4) Soldadura topo a topo de chapa espessa.
Quando a espessura da peça de trabalho é grande, a soldadura multi-camada é utilizada principalmente. A secção transversal do cordão de solda é apenas 70% do método geral de soldadura por arco submerso, e o cordão de solda da borda deve ser tangente ao chanfro para fusão, e formar adequadamente uma transição suave côncava. Ao soldar a superfície de cobertura, pode soldar primeiro os lados do bisel, depois soldar o cordão de soldadura do meio, ou cobrir sucessivamente a superfície num padrão de faixas.
A forma de ranhura para soldadura topo a topo de chapa espessa. Para soldaduras com uma espessura de 22~36mm, são normalmente utilizadas ranhuras em forma de V (com bordo sem corte) ou em forma de X (com bordo sem corte). Para soldaduras com uma espessura >38mm, é aconselhável utilizar ranhuras em forma de U (com aresta romba), em forma de UV (com aresta romba), ou em forma de U duplo (com aresta romba), como se mostra na Figura 5-48. É preferível utilizar o processamento mecânico para as ranhuras.
Escolha um fluxo de soldadura que seja fácil de remover a escória e de a recuperar a tempo durante o processo de soldadura.
Utilizar a soldadura multicamada de duplo passe, com uma ponta de contacto oscilante durante a soldadura de fio único, com um certo ângulo de oscilação (≤6°), o ângulo de oscilação da ponta de contacto é mostrado na Figura 5-49; durante a soldadura de fio duplo, o fio da frente oscila e o fio de trás é reto.
Os parâmetros de soldadura para ranhura profunda de chapa grossa são apresentados na Tabela 5-47.
Tabela 5-47 Parâmetros de soldadura de chapa espessa com ranhura profunda
| Diâmetro do fio/mm | Corrente de soldadura/A | Tensão do arco /V | Velocidade de soldadura /m/h | |
| AC | Polaridade inversa DC | |||
| 4 | 600 ~700 | 36~38 | 34~36 | 25~30 |
| 5 | 700 ~ 800 | 38~42 | 36~40 | 28 ~32 |
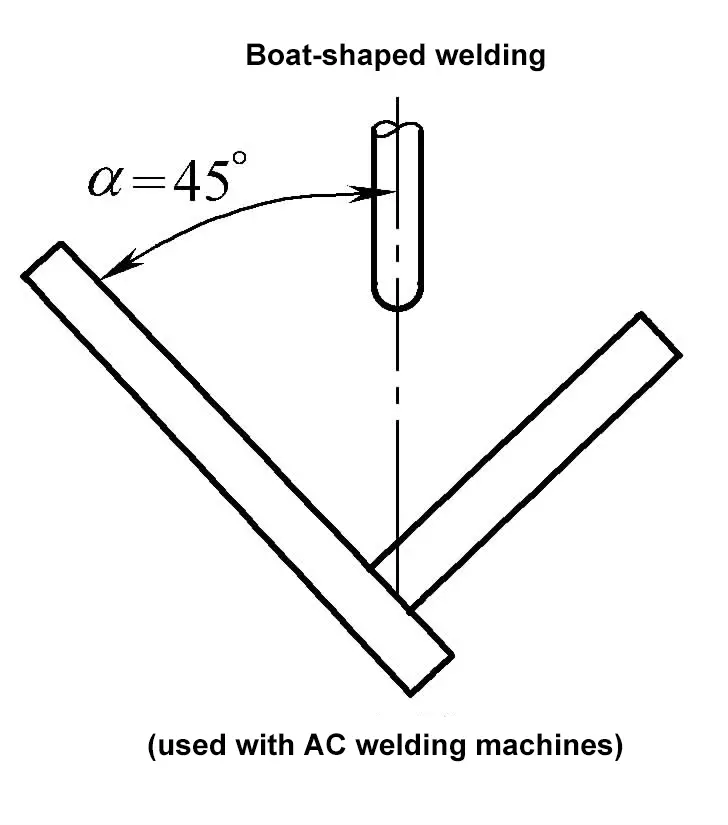
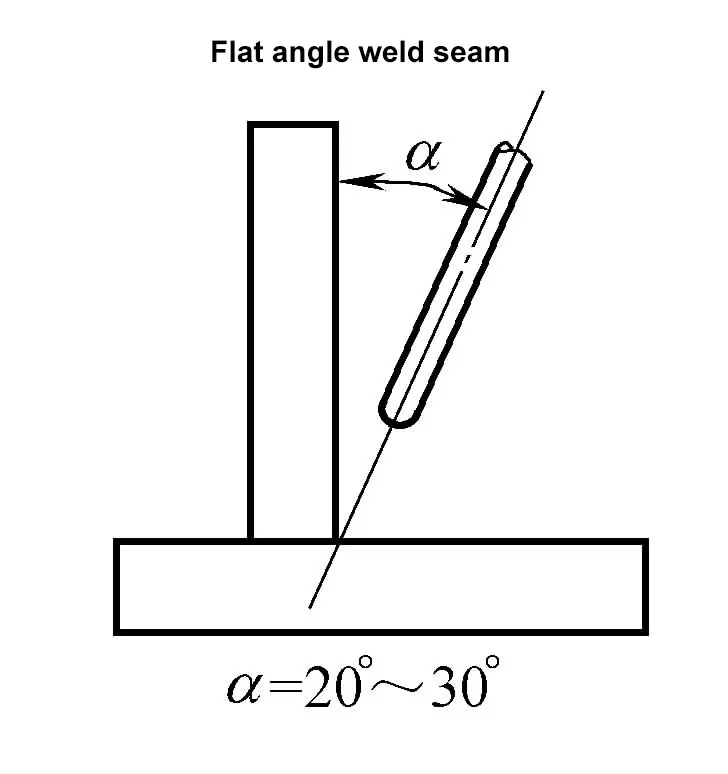
As juntas em T e as juntas sobrepostas formam soldaduras em ângulo. Podem ser utilizados os métodos de soldadura em forma de barco e de soldadura em ângulo plano; ver Tabela 5-48 para os parâmetros de soldadura de referência para a soldadura por arco submerso de cordões de soldadura. Durante a soldadura transversal de ângulo plano, o comprimento máximo do dedo do pé da soldadura é ≤8mm, caso contrário, ocorrerão defeitos tais como transbordamento de metal e subcorte.
Tabela 5-48 Parâmetros de soldadura de referência para a soldadura por arco submerso de cordões de soldadura
| Método de soldadura | Comprimento da biqueira de soldadura/mm | Diâmetro do fio/mm | Corrente de soldadura/A | Tensão de arco/V | Velocidade de soldadura/(cm/min) | Nota |
 | 6 | 2 | 450 ~ 475 | 34 ~36 | 67 | Folga de montagem <1,5 mm, caso contrário devem ser tomadas medidas para evitar a perda de metal fundido |
| 8 | 3 | 550~600 | 34~36 | 50 | ||
| 4 | 575~625 | 34~36 | 50 | |||
| 10 | 3 | 600~650 | 34~36 | 38 | ||
| 4 | 650~700 | 34~36 | 38 | |||
| 12 | 3 | 600~650 | 34~36 | 25 | ||
| 4 | 725~775 | 36~38 | 33 | |||
| 5 | 775~825 | 36~38 | 30 | |||
 | 3 | 2 | 200 ~220 | 25~28 | 100 | Soldador DC |
| 4 | 2 | 280~300 | 28~30 | 92 | Utilizar fluxo de grão fino HJ431 com soldador AC | |
| 3 | 350 | 28~30 | 92 | |||
| 5 | 2 | 375 ~ 400 | 30~32 | 92 | ||
| 3 | 450 | 28~30 | 92 | |||
| 4 | 450 | 28~30 | 100 | |||
| 7 | 2 | 375~400 | 30~32 | 47 | ||
| 3 | 500 | 30~32 | 80 | |||
| 4 | 675 | 32~35 | 83 |
1) Sequência de soldadura:
Em geral, soldar primeiro a costura circunferencial interna e depois a costura circunferencial externa, com uma sobreposição de 30 mm nos pontos de início e fim da soldadura.
2) Seleção do desvio:
Durante a soldadura automática de cordões circunferenciais, o fio de soldadura deve ter um desvio em relação ao centro da peça de trabalho oposto à direção de rotação da peça de trabalho, como se mostra na Figura 5-50, para assegurar uma boa formação da soldadura. O valor ótimo do desvio a também deve ser ajustado de acordo com a qualidade da formação da soldadura. A seleção do desvio do fio de soldadura é mostrada na Tabela 5-49.
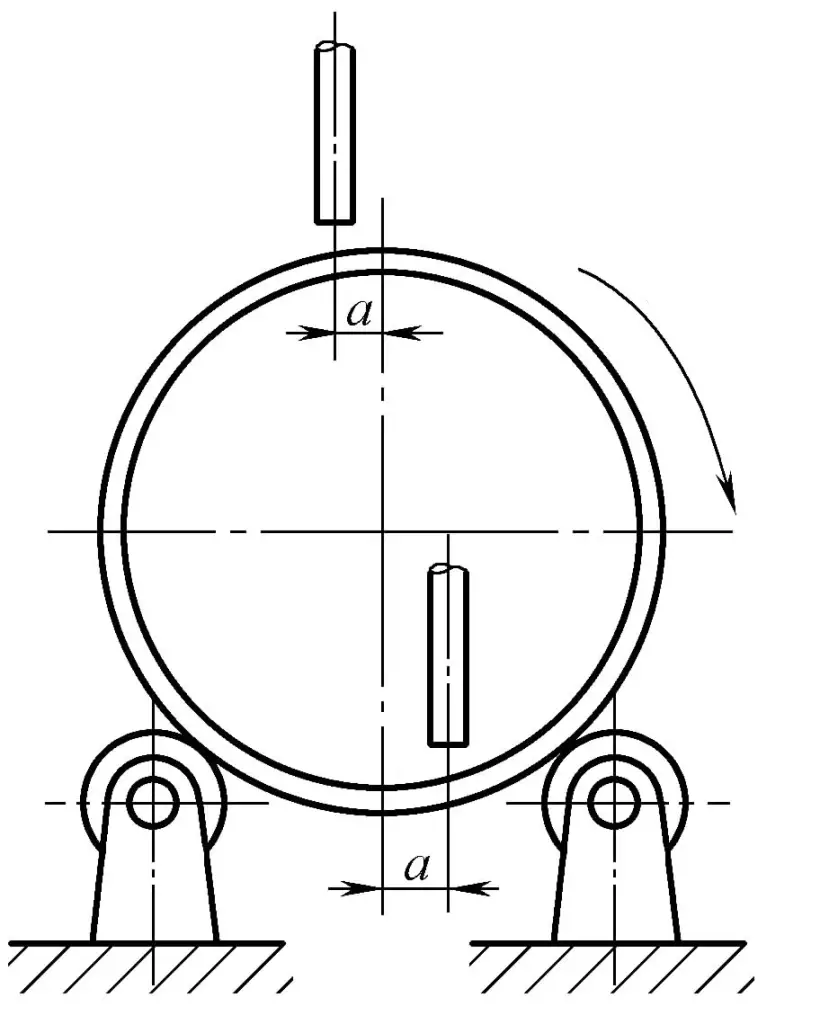
Tabela 5-49 Seleção do desvio do fio de soldadura
| Diâmetro do cilindro/mm | Desvio a/mm |
| 800~1000 | 20 ~25 |
| <1500 | 30 |
| <2000 | 35 |
| <3000 | 40 |







