
Materiais essenciais para o fabrico de chapas metálicas: Um guia abrangente
O que é que transforma o metal plano nos produtos que utilizamos diariamente? O fabrico de chapa metálica é fundamental! Este artigo explora os materiais...
Este artigo explora várias técnicas de tratamento de superfícies metálicas, incluindo shot peening, jato de areia e galvanoplastia, que transformam o metal bruto em componentes de elevado desempenho. Descubra como estes métodos não só aumentam a durabilidade, mas também melhoram a estética e a funcionalidade. Quer esteja no sector do fabrico ou seja simplesmente curioso, obterá informações valiosas sobre a ciência e a aplicação destes processos cruciais. Mergulhe para compreender como os tratamentos de metais moldam os materiais de que dependemos diariamente.

O tratamento de superfície é o processo de alteração do estado e das propriedades da superfície das peças utilizando tecnologias de ponta na intersecção da física, química, metalurgia e tratamento térmico para otimizar a combinação com o material de base, de modo a cumprir requisitos de desempenho pré-determinados.
O tratamento de superfície forma artificialmente uma camada na superfície do material do substrato que tem propriedades mecânicas, físicas e químicas diferentes das do substrato, com o objetivo de satisfazer os requisitos do produto em termos de resistência à corrosão, resistência ao desgaste, decoração ou outras funções especiais.
Dependendo do objetivo do tratamento de superfície, as tecnologias de tratamento de superfície podem ser divididas em tratamento de reforço de superfície, tratamento decorativo de superfície, tratamento anti-corrosão de superfície e tratamento de reparação de superfície. Os métodos comuns de tratamento de superfície incluem a pulverização térmica, shot peening, jato de areia, laminagem de superfície, revestimento iónico, reforço de superfície a laser, polimento, galvanoplastia geral, galvanoplastia especial, oxidação de aço, fosfatização de aço, oxidação anódica de alumínio e tratamento de coloração, pintura e pulverização de plástico, etc.
O shot peening, também conhecido como reforço por jato de granalha, é um dos métodos eficazes para reduzir a fadiga das peças e melhorar a sua vida útil. O reforço por jato de granalha é um processo em que inúmeros meios esféricos pequenos, denominados granalhas de aço, são continuamente pulverizados a alta velocidade e martelados na superfície da peça, produzindo assim uma camada de tensão de compressão residual na superfície.
Porque quando cada granalha de aço atinge a peça metálica, actua como um mini martelo que martela a superfície, criando pequenas reentrâncias ou depressões. Para formar estas depressões, a camada superficial do metal tem de sofrer um estiramento.
Os grãos comprimidos sob a superfície tentam restaurar a forma original da superfície, gerando assim um hemisfério sob uma elevada força de compressão. Inúmeras depressões sobrepõem-se para formar uma camada uniforme de tensão de compressão residual. Em última análise, a resistência à fadiga da peça é muito melhorada e a sua vida útil é prolongada sob a proteção da camada de tensão de compressão.
O equipamento utilizado para a granalhagem é uma máquina de granalhagem, como se mostra na Figura 1.

Os métodos de granalhagem incluem normalmente a granalhagem manual e a granalhagem mecânica, como se mostra nas Figuras 2 e 3.
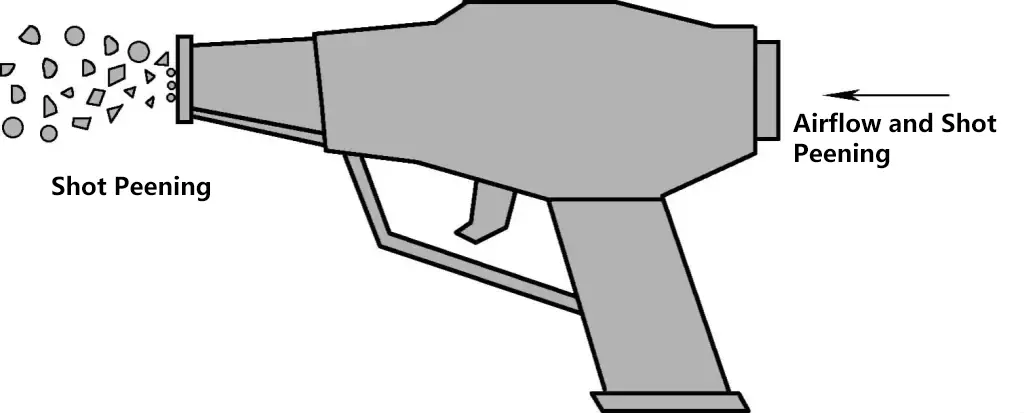
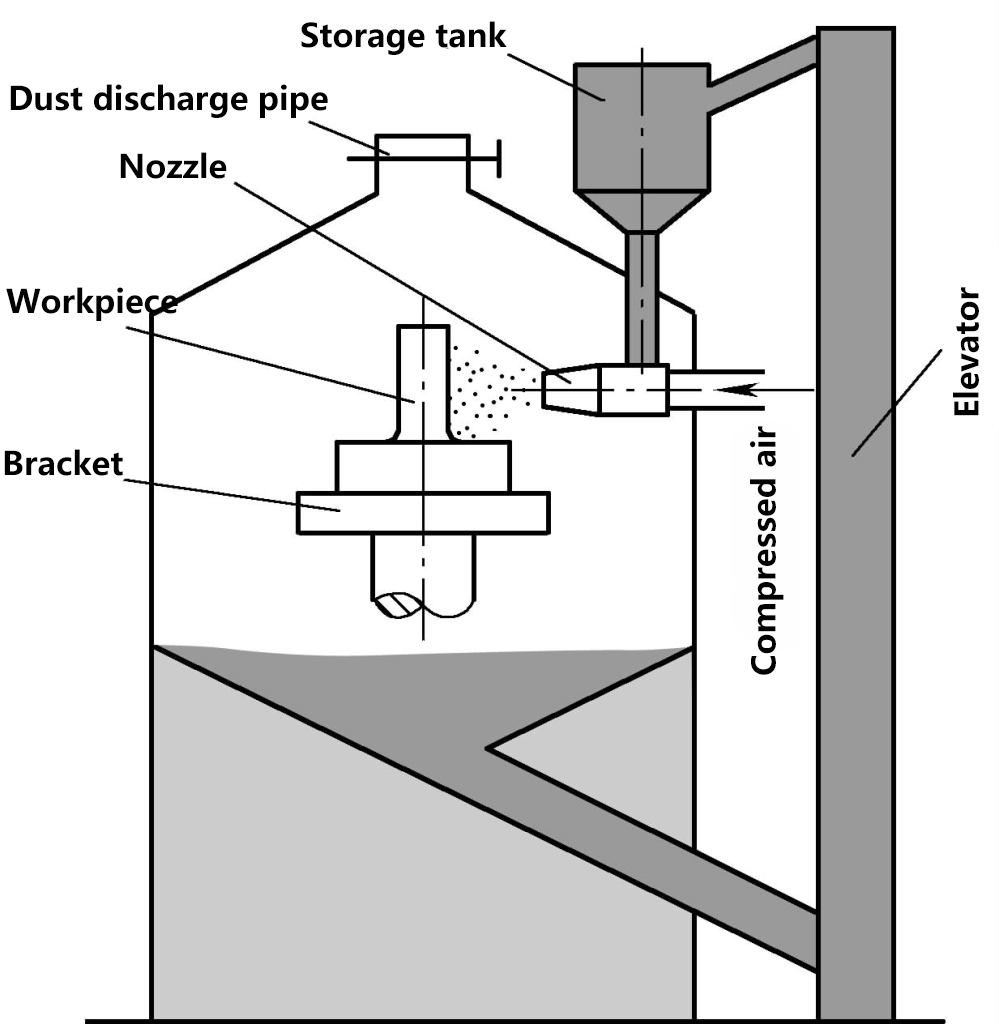
Os meios normalmente utilizados para o shot peening são grãos de areia ou tiros de metal com um diâmetro de 0,5 a 2 mm, sendo o material de areia frequentemente Al₂O₃ ou SiO₂. O efeito do tratamento de superfície está relacionado com o tamanho do tiro, a velocidade do tiro e a duração. O shot peening é usado para melhorar a força da peça, resistência ao desgaste, resistência à fadiga e resistência à corrosão, bem como para acabamento fosco da superfície, desoxidação e eliminação de tensões residuais em peças fundidas, forjadas e soldadas.
A granalhagem é um processo de reforço de superfícies amplamente adotado nas fábricas, com equipamento simples, baixo custo, sem restrições quanto à forma e posição da peça de trabalho, operação conveniente, mas com um ambiente de trabalho pobre.
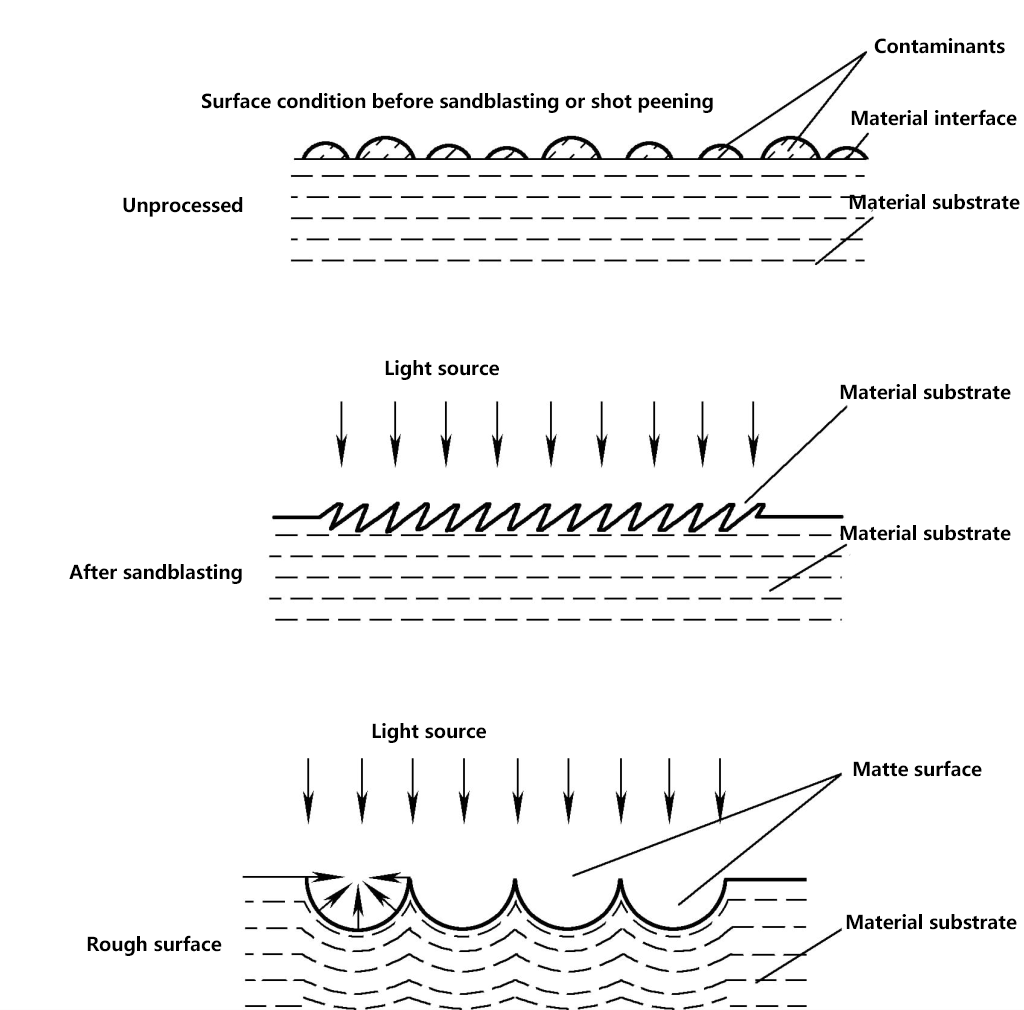
Tanto a granalhagem como o jato de areia utilizam ar de alta pressão ou ar comprimido como potência para soprar em direção à superfície da peça de trabalho a alta velocidade, a fim de obter um efeito de limpeza, mas a escolha do meio é diferente, tal como os efeitos, como se mostra na Figura 4.
A decapagem com jato de areia é o processo de utilização de ar comprimido mecânico ou purificado para pulverizar fortemente um fluxo de areia na superfície de produtos metálicos, utilizando o forte impacto do fluxo de areia para remover a sujidade, para fins de limpeza ou decoração.
As principais utilizações do jato de areia incluem:

A galvanoplastia pode cobrir materiais ou peças com uma camada de revestimento relativamente uniforme e densa, com boa aderência, para alterar as características e o aspeto da sua superfície, atingindo o objetivo de proteção ou decoração do material. Além de tornar os produtos bonitos e duráveis, a galvanoplastia também pode obter funções especiais, como melhorar a resistência à corrosão, a resistência ao desgaste, a resistência ao calor, a refletividade, a condutividade, a lubricidade, a dureza da superfície dos produtos metálicos e reparar as dimensões das peças gastas e os defeitos da superfície.
Por exemplo, a douradura em dispositivos semicondutores pode obter uma resistência de contacto muito baixa; a estanhagem em componentes electrónicos pode obter uma boa soldabilidade; a cromagem em anéis de pistão e veios pode obter uma elevada resistência ao desgaste; bem como a cobreação para evitar a carburação local e a estanhagem para evitar a nitruração local. O fluxo geral do processo de galvanoplastia é apresentado na figura 6.

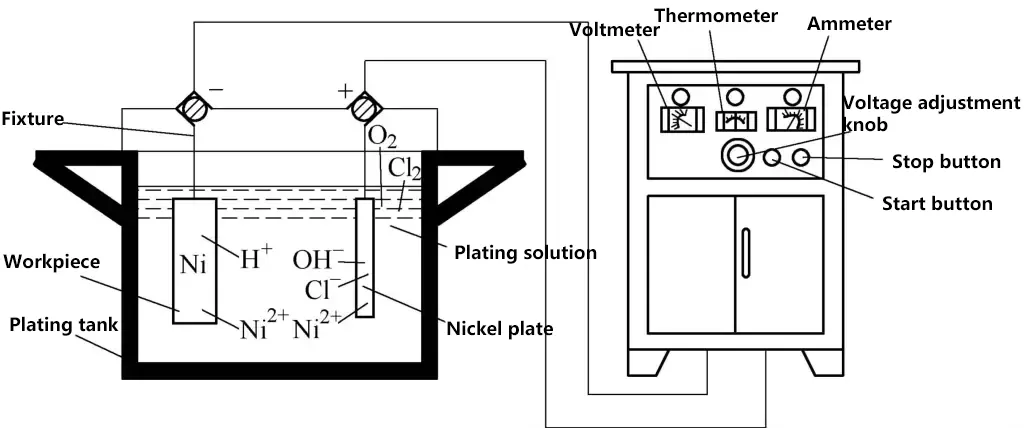
Atualmente, os processos de galvanoplastia mais utilizados incluem o revestimento de cobre, o revestimento de níquel, o revestimento de crómio, o revestimento de zinco, o revestimento de prata, o revestimento de ouro, etc. Tomando o niquelagem como exemplo: o peças metálicas são imersos numa solução de sal metálico (NiSO₄) como cátodo, com uma placa de níquel como ânodo, e depois de se ligarem a uma fonte de energia de corrente contínua, uma camada de niquelagem metálica será depositada na peça de trabalho, o princípio de funcionamento é mostrado na Figura 7.
O revestimento de zinco em peças de aço serve principalmente como proteção contra a corrosão, representando 1/3 a 1/2 de todas as peças galvanizadas, o que faz dele o maior volume de produção entre todos os tipos de revestimento. A zincagem tem como vantagens o baixo custo, a boa resistência à corrosão e a estética, e é amplamente utilizada na indústria ligeira, eletromecânica, maquinaria agrícola e indústrias de defesa.
O revestimento de cádmio em peças de aço, em ambientes marítimos e atmosféricos quentes e húmidos, proporciona um melhor desempenho de proteção do que o revestimento de zinco. As peças das indústrias aeronáutica, marítima e eletrónica utilizam sobretudo o revestimento com cádmio. No entanto, os sais de cádmio são tóxicos e causam uma grave poluição ambiental, limitando a aplicação do revestimento de cádmio.
Os produtos de corrosão do estanho são inofensivos para os seres humanos e fáceis de soldar, o que faz com que o revestimento de estanho seja amplamente utilizado em embalagens de latas de alimentos, utensílios para beber, louça de mesa e na indústria eletrónica.
O revestimento de cobre é frequentemente utilizado como camada intermédia para outros revestimentos, a fim de melhorar a aderência entre o revestimento de superfície e o metal de base. No sector da energia, o fio de ferro revestido a cobre pode também ser utilizado para substituir os condutores de cobre puro, a fim de reduzir o consumo de cobre.
A niquelagem tem uma vasta gama de aplicações, utilizadas tanto para decoração protetora como para funcionalidade. A primeira é utilizada principalmente para revestimentos decorativos de proteção em peças de bicicletas, relógios, electrodomésticos, produtos de ferragens, automóveis, máquinas fotográficas, etc., enquanto a segunda é utilizada principalmente para a galvanoplastia de reparação de produtos sujeitos a desgaste.
O crómio pode manter o seu brilho durante muito tempo na atmosfera, não reage em soluções alcalinas, ácido nítrico, ácido sulfúrico e muitos ácidos orgânicos. A cromagem tem uma dureza elevada, uma excelente resistência ao desgaste e um coeficiente de atrito mais baixo, pelo que é normalmente utilizada para revestimentos decorativos de proteção para evitar que o metal de base enferruje, sendo também frequentemente utilizada para melhorar a resistência ao desgaste dos produtos.
A galvanização com pincel não utiliza um banho de galvanização. A peça de trabalho em rotação é ligada ao elétrodo negativo de uma fonte de corrente contínua, a caneta de galvanização é ligada ao elétrodo positivo e a extremidade frontal da caneta de galvanização é envolvida com algodão desengordurado. A solução de revestimento vertida é embebida na manga de algodão desengordurado. Sob a ação do campo elétrico, os catiões metálicos da solução de galvanização ganham electrões na superfície da peça de trabalho (cátodo) e depositam-se na superfície, formando uma camada de galvanização, como mostra a figura 8.
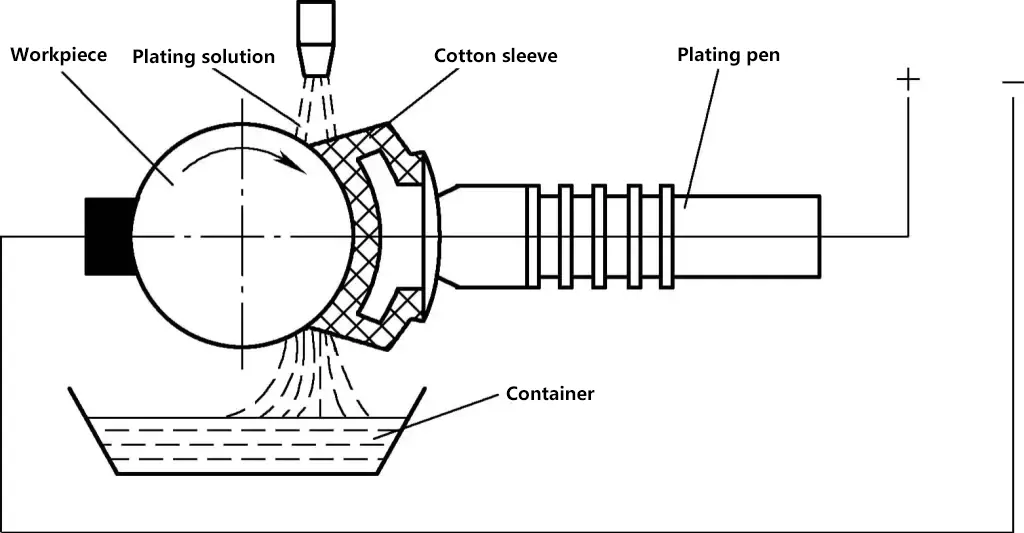
A espessura da camada de revestimento com pincel pode atingir 0,01 a 0,5 mm, com boa qualidade, elevada força de ligação e velocidade mais rápida do que o revestimento em tanque. O equipamento de galvanização com escova é simples, a operação é flexível e pode ser utilizado para galvanização local e operações de campo.
A galvanoplastia não metálica refere-se à galvanoplastia de produtos não metálicos, como plásticos, vidro, cerâmica e fibras. O principal processo de galvanoplastia não metálica é a metalização da superfície, que gera uma camada condutora no substrato não metálico para facilitar a galvanoplastia. Os métodos de metalização da superfície incluem a metalização química, a pulverização e a escovagem. A galvanoplastia não metálica é utilizada principalmente em determinadas peças decorativas de automóveis e aeronaves, bem como na proteção de instrumentos electrónicos e fibras de carbono.
A tecnologia de revestimento químico é um processo de deposição de metal que ocorre sob a ação catalítica de metaisatravés de reacções redox controláveis. Em comparação com a galvanoplastia, a tecnologia de galvanoplastia química tem as características de um revestimento uniforme, pequenos orifícios, não necessita de equipamento de alimentação de corrente contínua, tem a capacidade de depositar em não-condutores e certas propriedades especiais.
Além disso, devido à baixa descarga de líquidos residuais, à poluição ambiental mínima e ao custo mais baixo da tecnologia de galvanoplastia química, esta substituiu gradualmente a galvanoplastia em muitos domínios, tornando-se um processo de tratamento de superfícies amigo do ambiente. Atualmente, a tecnologia de revestimento químico é amplamente utilizada em indústrias como a eletrónica, o fabrico de válvulas, maquinaria, petroquímica, automóvel e aeroespacial.
Características da galvanização química:
A oxidação é uma proteção do material técnica que consiste em aquecer o aço peças no ar ou imergindo-as diretamente numa solução oxidante concentrada para produzir uma película extremamente fina de Fe₃O₄ na sua superfície, também conhecida como azulamento ou escurecimento.
O processo de oxidação do aço é o seguinte: desengorduramento químico → lavagem com água quente corrente → lavagem com água fria corrente → primeira oxidação → segunda oxidação → lavagem com água fria corrente → lavagem com água quente corrente → tratamento complementar → lavagem com água fria corrente → lavagem com água quente corrente → secagem por sopro ou secagem → inspeção → imersão em óleo → armazenagem.
A imersão de peças de aço numa solução composta principalmente por fosfatos, provocando a deposição na superfície e a formação de uma película de conversão de fosfato cristalino insolúvel em água, é conhecida como tratamento de fosfatação. As soluções de tratamento de fosfatação mais comuns são as soluções de fosfato de manganês e ferro e de fosfato de zinco. A espessura da película de fosfatação após o tratamento é geralmente de 1 ~ 5μm, e sua resistência à corrosão é 2 ~ 10 vezes maior que a do tratamento de oxidação.
A película de fosfatização tem forte aderência ao substrato, boa resistência à corrosão e alto desempenho de isolamento. Tem boa resistência à corrosão na atmosfera, óleos, benzeno e tolueno, e tem excelente absorção de óleo, cera, pigmentos e tinta, tornando-o adequado como um primário de pintura.
No entanto, a resistência e a dureza da própria película de fosfatação são relativamente baixas, com uma certa fragilidade. Quando o material de aço é deformado significativamente, podem aparecer fissuras finas e não é resistente ao impacto, com fraca resistência à corrosão em ácido, alcalino, água do mar e vapor. Após o tratamento de fosfatação, a pintura de superfície ou a imersão em óleo podem melhorar significativamente a resistência à corrosão.
O equipamento necessário para o tratamento de fosfatação é simples, fácil de operar, de baixo custo e de elevada produtividade. Pode ser utilizado como uma camada protetora para peças de material de aço em equipamento mecânico geral, bem como uma camada de lubrificação e proteção para várias armas.
O revestimento refere-se ao processo de cobrir superfícies metálicas e não metálicas com uma camada protetora ou decorativa. Os processos de revestimento mais comuns são apresentados no Quadro 1.
Tabela 1 Processos de revestimento comuns
| Número de série | Métodos de pintura | Conteúdo | Características | Gama de aplicações |
| 1 | Escovagem | Escovagem manual com várias escovas | Poupa material e mão de obra, mas é fisicamente exigente | Qualquer forma de peça de trabalho, quase qualquer tinta |
| 2 | Revestimento por imersão automático | A peça de trabalho é automaticamente mergulhada no tanque de tinta pelo movimento da corrente no transportador aéreo | Poupa trabalho e material, alta produtividade, mas grande quantidade de evaporação de solvente do tanque de tinta, requisitos rigorosos de proteção contra incêndios | Produção em linha de montagem em grande escala |
| 3 | Pulverização manual (incluindo pulverização sem ar de alta pressão) Utilizando ar comprimido, a pistola de pulverização atomiza a tinta e pulveriza-a sobre a superfície da peça de trabalho para formar uma película | Película de tinta uniforme, boa qualidade, mas grande desperdício de tinta | Adequado para peças de trabalho de várias formas, especialmente para peças de trabalho de grande área | Revestimento de fluxo |
| 4 | A peça de trabalho é colocada numa bancada de trabalho e o líquido de pintura é pulverizado sobre a peça de trabalho utilizando uma bomba de circulação | Elevada eficiência de trabalho, baixa perda de líquido de pintura, adequado para operações de linha de montagem | Adequado para grandes lotes de revestimento primário de uma única peça de trabalho | Revestimento de cortinas |
| 5 | A peça de trabalho passa sob uma cortina de fluxo contínuo de líquido de tinta para revestimento | Alta eficiência de trabalho, baixa perda de líquido de pintura, adequado para operações de linha de montagem, mas não pode revestir a superfície vertical da peça de trabalho | Adequado para a produção em lotes, sendo apenas necessário revestir uma única face de peças de grandes dimensões | Revestimento de leito fluidizado |
| 6 | Revestimento de leito fluidizado | Utilizando o revestimento em pó a uma certa pressão de ar para apresentar um estado de "ebulição", funde-se e arrefece na superfície da peça pré-aquecida ligeiramente acima do seu ponto de fusão para formar uma película | A espessura do revestimento é grande e a velocidade de revestimento é rápida | Adequado para peças de trabalho grandes e com formas diferentes |
| 7 | Revestimento por rolo | Utilização de máquinas de revestimento de rolos para revestimento de rolos | Pode utilizar revestimentos de maior viscosidade, a espessura da película é uniforme, propícia à mecanização, produção automatizada | Adequado para revestimento de painéis planos |
Nas aplicações de produção, os processos de revestimento mais utilizados são a pulverização sem ar a alta pressão e a pulverização eletrostática.
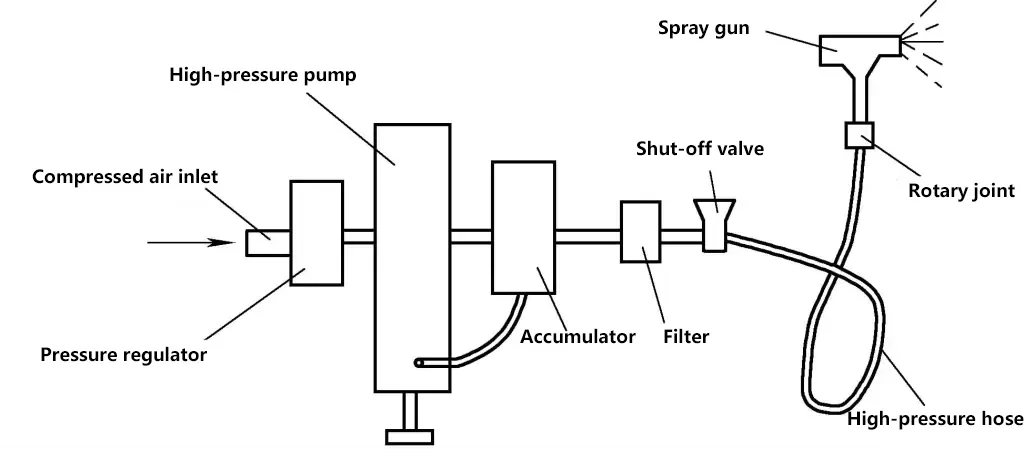
A pulverização sem ar de alta pressão utiliza ar comprimido de baixa pressão (0,4~0,6N/mm²) para acionar uma bomba de alta pressão, pressurizando o revestimento a 10~20N/mm², e depois pulverizando-o através de um bico especial de uma pistola de pulverização de alta pressão para formar um revestimento, como se mostra na Figura 9.
As características da pulverização airless de alta pressão são as seguintes
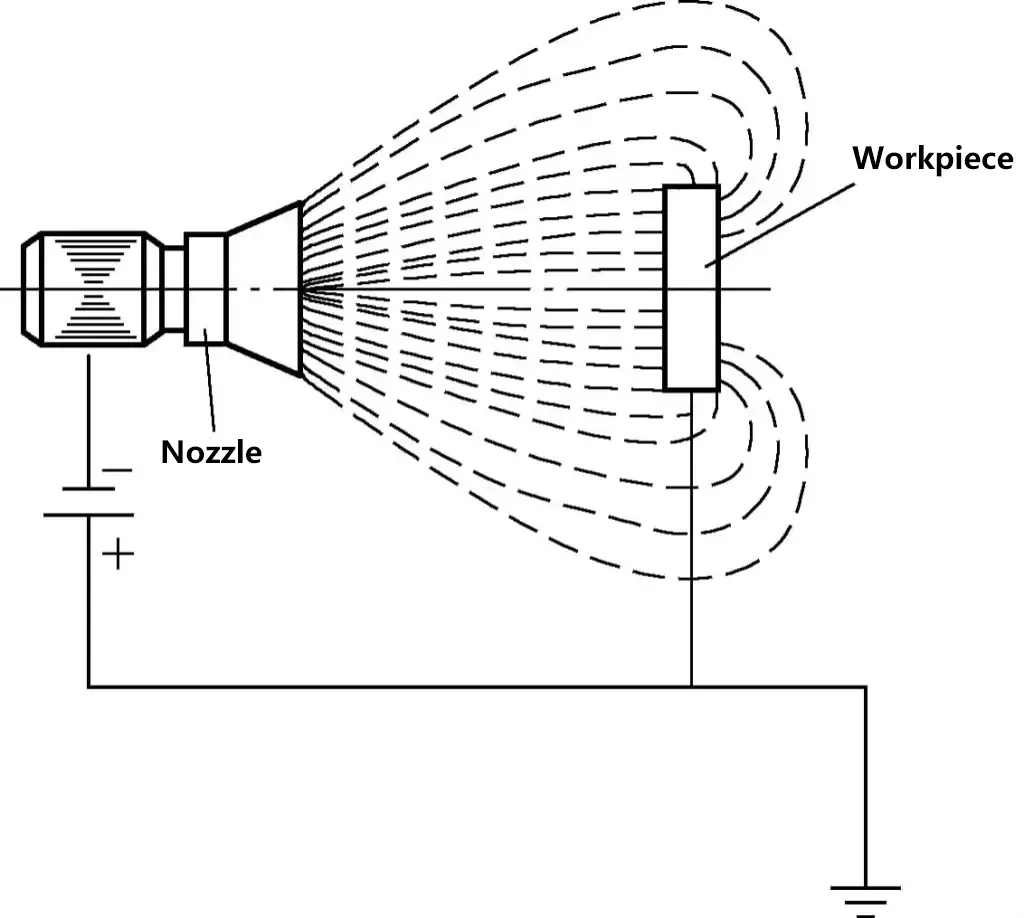
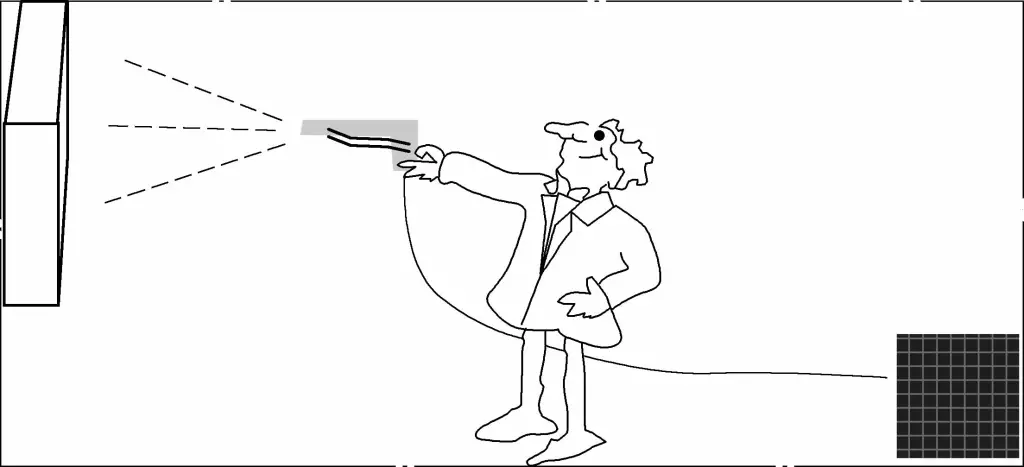
A pulverização eletrostática é um método de pulverização que utiliza um campo eletrostático de alta tensão para fazer com que as partículas de tinta carregadas negativamente se movam na direção oposta ao campo elétrico e absorvam as partículas de tinta na superfície da peça de trabalho, como se mostra na Figura 10. O equipamento de pulverização eletrostática é constituído por uma pistola de pulverização, um copo de pulverização e uma fonte de alimentação de alta tensão para pulverização eletrostática, etc.
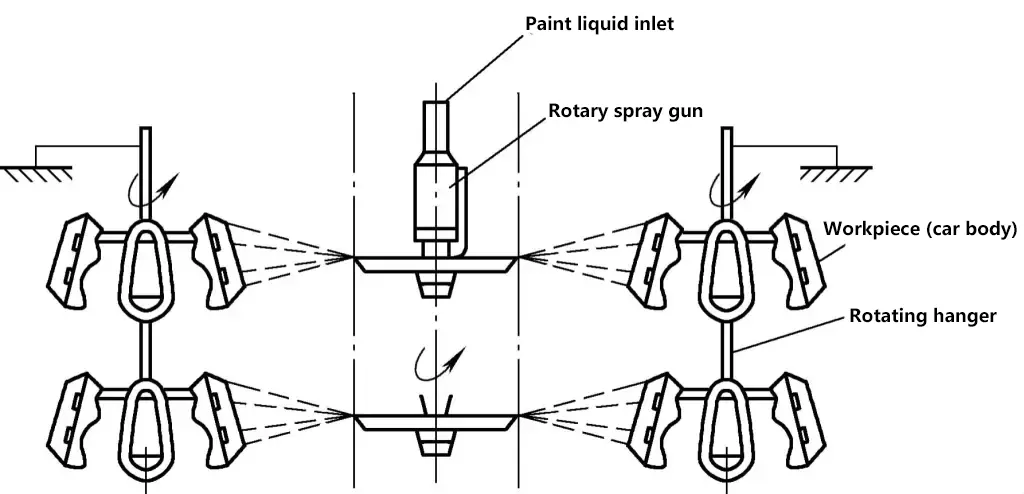
A pulverização eletrostática tem uma produtividade mais elevada e uma melhor qualidade de película do que a pulverização normal, sendo normalmente utilizada nas linhas de produção automática de automóveis, bicicletas e equipamento eletromecânico produzidos em massa. A figura 11 mostra um diagrama esquemático da pulverização eletrostática da carroçaria de um automóvel.
O polimento é um método de processamento para o acabamento da superfície das peças, geralmente apenas alcançando uma superfície lisa, e não pode melhorar ou mesmo manter a precisão do processamento original. Dependendo da condição de pré-processamento, o valor da rugosidade da superfície Ra após o polimento pode atingir 0,008 ~ 1,6 μm.
O polimento pode ser dividido em polimento mecânico, polimento químico e polimento eletroquímico.
Utilização de um disco de polir flexível rotativo de alta velocidade e de abrasivos extremamente finos para rolar e micro-cortar a superfície da peça de trabalho para obter o polimento. O disco de polimento é feito de várias camadas de lona, feltro ou couro, utilizado para polir peças maiores. O processo comum da operação de polimento com rebolo é apresentado na Figura 12.
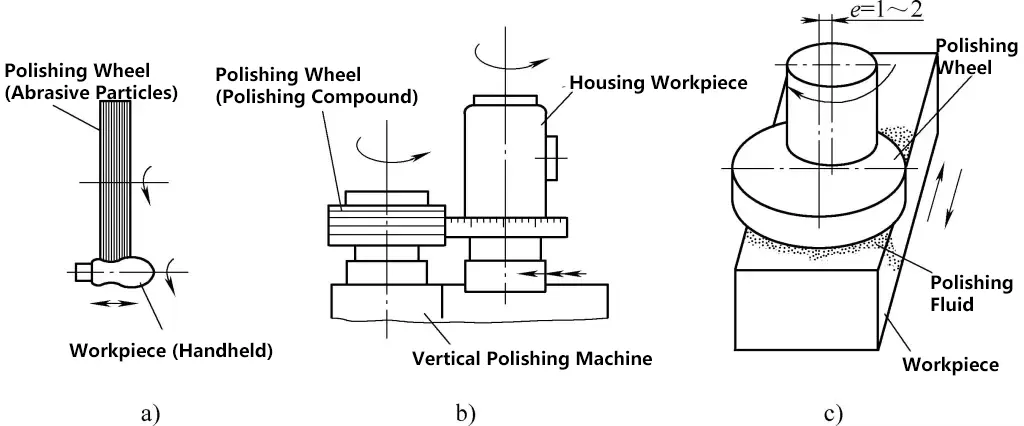
a) Polimento manual
b) Polimento vertical
c) Polimento horizontal
As peças de trabalho, os abrasivos e o líquido de polimento são carregados numa caixa vibratória. Através da vibração da caixa, as peças são friccionadas umas contra as outras e contra os abrasivos. Combinado com a ação química do líquido de polimento, o óleo e a ferrugem na superfície das peças são removidos, e os picos são moídos, obtendo-se assim uma superfície lisa.
As características do polimento vibratório são as seguintes:
A imersão de peças metálicas numa solução química especialmente concebida e a utilização do fenómeno de dissolução mais rápida das partes elevadas da superfície metálica do que das partes rebaixadas para obter o polimento da superfície das peças é designada por polimento químico. A vantagem do polimento químico é que o equipamento é simples e pode processar peças com formas relativamente complexas.
Desvantagens do polimento químico:
O polimento eletroquímico, também conhecido como polimento eletrolítico, é um processo em que a peça a polir serve de ânodo, um metal insolúvel serve de cátodo, ambos os eléctrodos são simultaneamente imersos numa célula electrolítica e é aplicada uma corrente contínua para produzir uma dissolução anódica selectiva, obtendo-se assim o polimento da superfície da peça.
O polimento eletroquímico é semelhante ao polimento químico, com a diferença de que também é aplicada corrente contínua, a peça de trabalho é ligada ao ânodo, ocorre a dissolução anódica e o polimento também é conseguido utilizando o fenómeno de que as partes elevadas da superfície metálica se dissolvem mais rapidamente do que as partes rebaixadas.
Vantagens do polimento eletrolítico:
O polimento é um processo de acabamento por pressão que utiliza as características de plasticidade a frio dos metais à temperatura ambiente. Uma certa pressão é aplicada à superfície da peça de trabalho com uma ferramenta de polimento, fazendo com que o fluxo plástico do metal da superfície preencha os vales residuais originais, reduzindo assim a rugosidade da superfície da peça de trabalho.
Devido à deformação plástica da superfície metálica brunida, a estrutura da superfície é endurecida a frio e os grãos são refinados, formando uma estrutura fibrosa densa e criando uma camada de tensão residual, melhorando a resistência e a dureza da superfície da peça de trabalho, melhorando assim a resistência ao desgaste, a resistência à corrosão e a qualidade de acoplamento da peça de trabalho. O polimento é um método de processamento de plástico sem corte.
As vantagens do polimento são as seguintes
O polimento é o processo de espremer uma esfera de aço ou outra ferramenta de polimento moldada, que é ligeiramente maior em diâmetro do que a abertura, através do orifício interno maquinado da peça de trabalho à temperatura ambiente para obter uma superfície precisa, lisa e reforçada, como mostrado na Figura 13.
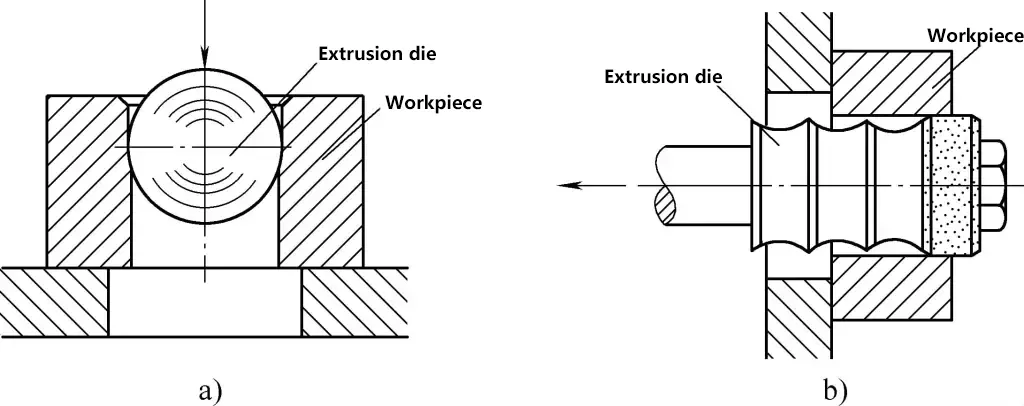
a) Polimento com esferas de aço
b) Polimento com ferramentas de outras formas
A permissão de polimento é geralmente de 0,07 ~ 0,015 mm. Após o polimento, o grau de tolerância dimensional pode atingir IT5 ~ IT7, e o valor da rugosidade da superfície Ra pode atingir 0,025 ~ 0,8μm. O polimento é geralmente realizado em uma prensa ou em uma bancada de desenho.
A pulverização térmica consiste em aquecer materiais metálicos ou não metálicos até ao estado fundido e soprá-los continuamente sobre a superfície da peça de trabalho com gás comprimido para formar um revestimento que está firmemente ligado ao substrato, dotando assim a camada superficial da peça de trabalho com as propriedades físicas e químicas necessárias.
A tecnologia de pulverização térmica cria uma superfície de trabalho especial na superfície de materiais comuns, alcançando uma série de funções, tais como proteção contra a corrosão, resistência ao desgaste, redução da fricção, resistência a altas temperaturas, resistência à oxidação, isolamento térmico, isolamento elétrico, condutividade eléctrica e proteção contra a radiação de micro-ondas, com o objetivo de poupar materiais e energia. A superfície de trabalho especial é designada por revestimento, e o método de fabrico do revestimento é designado por pulverização térmica, como se mostra na Figura 14.
As características da pulverização térmica são as seguintes:
Os objectos da pulverização térmica podem ser pequenos, como furos interiores de 10 mm, ou grandes, como pontes e torres de ferro; pode ser feita em interiores ou no terreno; pode ser aplicada a toda a superfície ou localmente.
Durante a pulverização, o substrato pode ser mantido a uma temperatura baixa, resultando em muito pouca deformação por tensão da peça de trabalho.
O peso do material pulverizado por hora varia de vários quilogramas a várias dezenas de quilogramas, resultando numa elevada produtividade.
As aplicações da pulverização térmica são as seguintes:
Utilizado principalmente para a pulverização anti-corrosão de grandes portões de aço, cilindros de secagem de máquinas de papel, estruturas de aço subterrâneas em minas de carvão, torres de transmissão de alta tensão, antenas de estações de televisão, grandes pontes de aço, grandes tanques e condutas em fábricas de produtos químicos.
Pulverizando peças desgastadas para reparação ou pré-pulverizando materiais resistentes ao desgaste em peças propensas ao desgaste, tais como veios principais de ventiladores, tuyeres de altos-fornos, cambotas de automóveis, fusos de máquinas-ferramentas, calhas de guia de máquinas-ferramentas, camisas de cilindros de motores diesel, hastes de perfuração de campos petrolíferos e lâminas de máquinas agrícolas.
Através da pulverização, é possível obter determinadas propriedades especiais da camada superficial, tais como resistência a altas temperaturas, isolamento térmico, condutividade eléctrica, isolamento, proteção contra radiações, etc., que são amplamente utilizadas nos sectores aeroespacial, da energia atómica e outros.
As técnicas comuns de pulverização térmica incluem a pulverização por chama, a pulverização por arco, a pulverização por plasma, etc.
Utilizando uma chama como fonte de calor, os materiais metálicos e não metálicos são aquecidos até ao estado fundido e impulsionados por um fluxo de ar de alta velocidade para formar um fluxo de névoa, que é pulverizado sobre o substrato. As minúsculas partículas fundidas que atingem o substrato sofrem uma deformação plástica e formam um revestimento depositado em camadas. Este processo é conhecido como pulverização por chama, como se mostra na Figura 15. A pistola de pulverização por chama é apresentada na Figura 16.
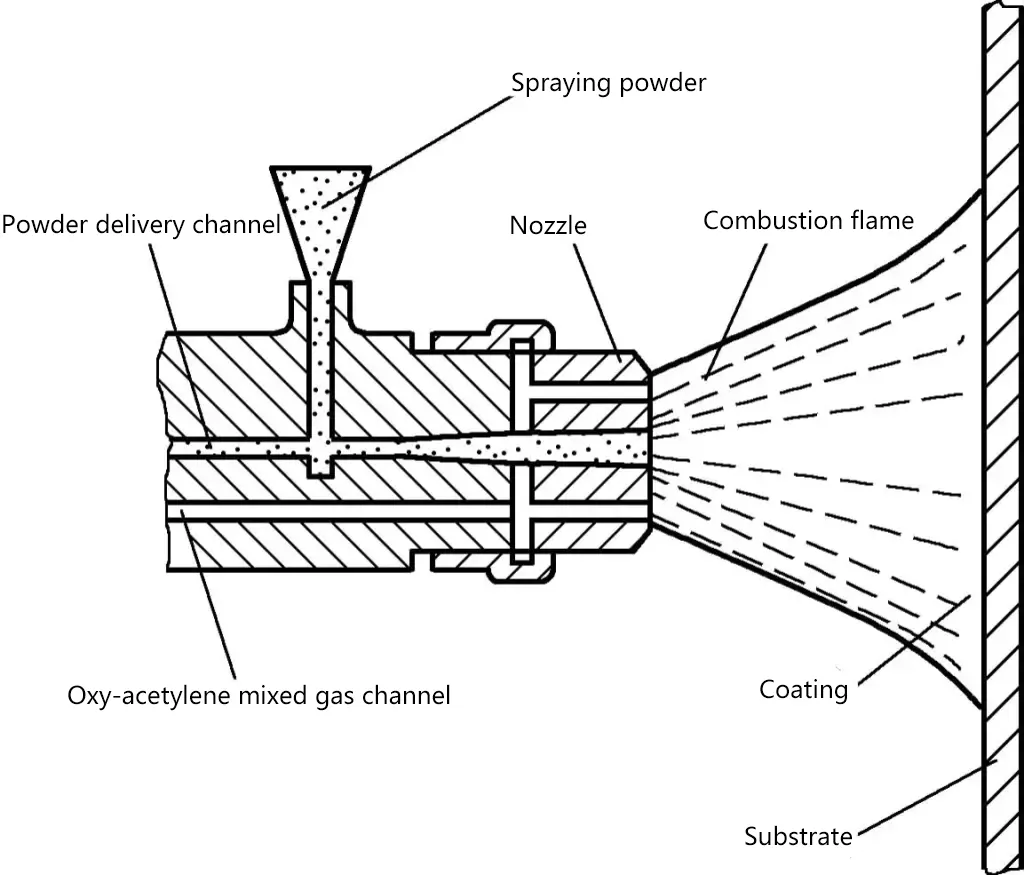

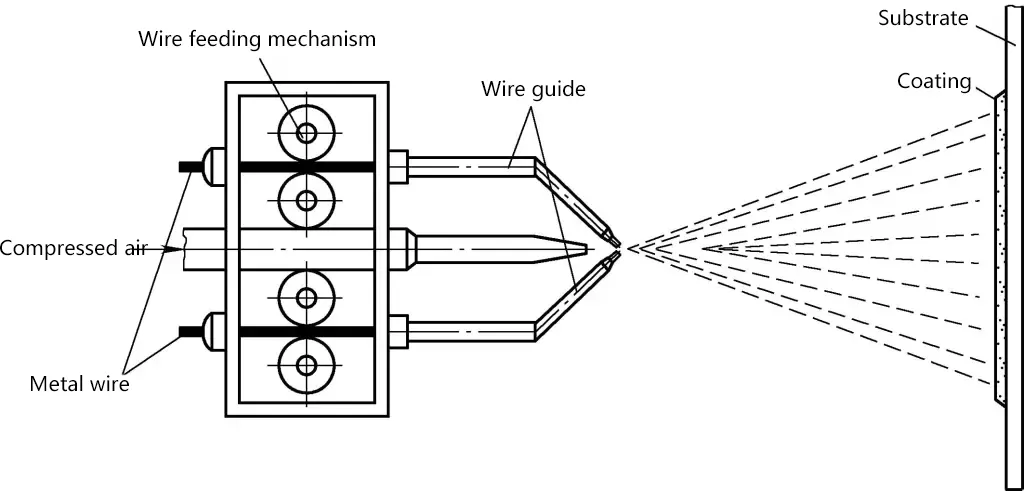
Os métodos comuns de pulverização por chama incluem a pulverização de pó por chama oxi-acetilénica e a pulverização de fio por chama oxi-acetilénica. A pulverização de pó por chama oxi-acetilénica utiliza equipamento simples e pode ser efectuada no local, sendo adequada para a manutenção do equipamento.
A pulverização por arco é uma técnica que utiliza um arco elétrico que arde entre dois fios metálicos alimentados continuamente para fundir o metal, atomiza o metal fundido com um fluxo de ar de alta velocidade e acelera as partículas de metal atomizadas para as pulverizar sobre a peça de trabalho, formando um revestimento, como se mostra na Figura 17. A pulverização por arco é o método de pulverização térmica mais utilizado em aplicações práticas de engenharia, como a proteção contra a corrosão, a resistência ao desgaste e a reparação de estruturas de aço e peças mecânicas.
As características da pulverização por arco são as seguintes:
Com base em diferentes ambientes de corrosão e características de trabalho específicas, através de uma conceção de revestimento razoável, a vida útil da resistência à corrosão do atual sistema de revestimento de proteção anticorrosiva de longa duração por pulverização de arco atingiu mais de 50 anos, o que é 2-3 vezes superior à galvanização por imersão a quente e 2-3 vezes superior à do revestimento FRP.
A camada de pulverização por arco e o substrato são combinados por incorporação e ligação micrometalúrgica, mostrando uma força de ligação superior, que é três vezes superior à da pulverização por chama e a mais elevada entre todos os revestimentos anticorrosivos.
Em comparação com a pulverização por chama de oxi-acetileno, a pulverização por arco introduz fios duplos, aumentando a produtividade de uma única máquina em 3-4 vezes.
A pulverização por arco aquece o material do fio através do aquecimento por arco elétrico, que tem uma temperatura de fusão elevada e uma fusão uniforme, resultando numa pulverização densa e numa qualidade de revestimento estável, sem afetar a tensão térmica da peça de trabalho; enquanto a pulverização por chama oxi-acetilénica utiliza o aquecimento por chama, que tem uma temperatura de fusão baixa do material do fio, e existem perigos ocultos, como a oxidação e a carbonização, que afectam a qualidade do revestimento.
Durante o processamento, elevação, transporte e instalação de estruturas de aço, o revestimento é suscetível de sofrer danos e riscos. A tecnologia de pulverização por arco pode ser utilizada para reparações, garantindo a integridade e a eficácia do sistema de proteção contra a corrosão.
A tecnologia de pulverização por arco pode selecionar materiais resistentes à corrosão correspondentes de acordo com diferentes ambientes de corrosão, e o sistema de processo tem adaptabilidade universal.
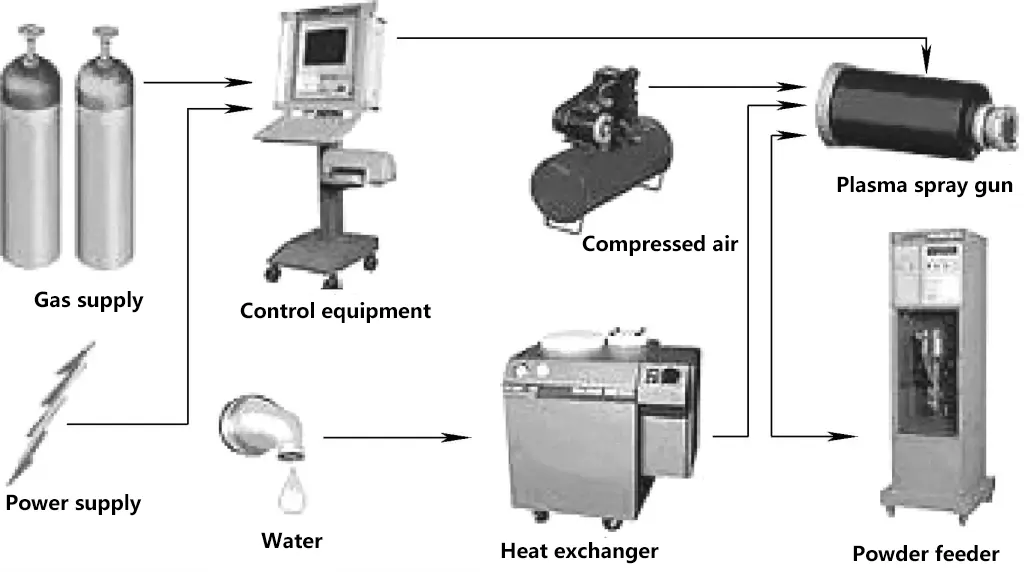
A pulverização por plasma é um método que utiliza um jato de plasma para aquecer o material a pulverizar até um estado fundido ou quase fundido e o deposita na superfície do produto para formar uma camada protetora. O seu equipamento é apresentado na Figura 18 e o princípio de funcionamento é apresentado na Figura 19.

A tecnologia de pulverização por plasma é um novo tipo de método de pulverização de precisão versátil que foi vigorosamente desenvolvido após a pulverização por chama. Tem as seguintes características:
Os revestimentos pulverizados por plasma têm uma estrutura densa, com baixo teor de óxido e porosidade. A ligação entre o revestimento e o substrato é essencialmente mecânica, mas também pode ocorrer ligação por microzonas e ligação física, o que resulta numa maior resistência de ligação do revestimento.
Os materiais de pulverização são amplamente aplicáveis, desde ligas de alumínio de baixo ponto de fusão até zircónia de alto ponto de fusão. Os revestimentos têm uma elevada força de ligação, baixa porosidade, poucas inclusões de óxido, elevada precisão de controlo do equipamento e podem ser utilizados para preparar revestimentos finos.







