Técnicas de união de chapas metálicas: Um guia completo
Última atualização:
28 de junho de 2024
Partilhe o seu gosto:
Índice
Resumo
Atualmente, a nossa empresa utiliza principalmente componentes de chapa metálica como estrutura principal. Resumimos os métodos de ligação comuns e as especificações para peças de chapa metálica para facilitar a referência do projeto e melhorar a eficiência. Os principais métodos de ligação para peças de chapa metálica incluem:
1. ligação por parafuso 2. rebitagem por tração 3. rebitagem por parafuso de tração 4. ligação por gancho e ranhura 5. soldadura por pontos 6. ligação por dobradiça 7. clinching TOX
Ligação de parafuso
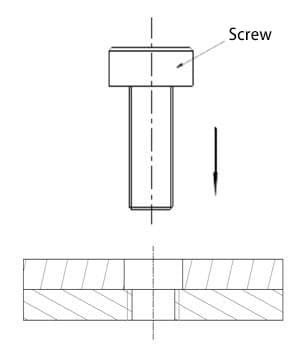
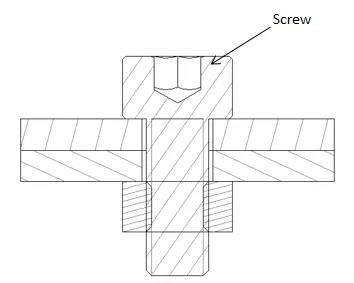
Princípio: Nas duas partes ligadas, uma parte tem um orifício roscado e a outra parte tem um orifício de passagem correspondente. Por fim, são ligadas com um parafuso (como mostra a Figura 1); ou ambas as partes têm orifícios passantes e são ligadas com um parafuso e uma porca (como mostra a Figura 2).
Figura 1
Figura 2
Vantagens:
Pode ser montado e desmontado várias vezes e é relativamente fácil de montar e desmontar.
Desvantagens:
1. Podem surgir problemas de qualidade, tais como parafusos de má qualidade, dificuldades em garantir a qualidade dos furos de rosca, deslizamento da rosca que leva à rejeição da peça ou ao afrouxamento do parafuso, e outros problemas potenciais.
2. O número de parafusos é relativamente elevado, exigindo mais mão de obra, o que conduz a custos elevados e a uma baixa eficiência.
Âmbito de aplicação:
Ligações de peças em máquinas que requerem desmontagem (como o orifício roscado na nervura de reforço KCPLUS que liga à antena).
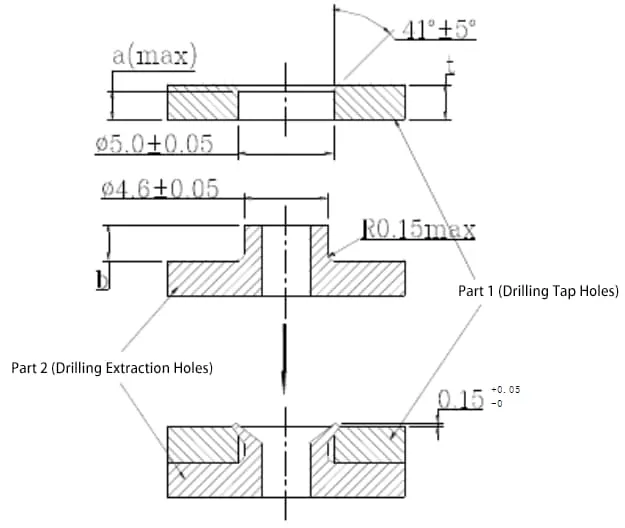
Como mostra a Figura 3, a peça 1 (com um furo perfurado) e a peça 2 (com um furo desenhado) são combinadas. É utilizado um molde para expandir o orifício desenhado, preenchendo o orifício do canto do orifício perfurado, ligando assim as duas peças numa única unidade.
Figura 3
Vantagens:
1. Não é necessário adicionar peças, o que resulta numa elevada força de rebitagem.
2. alta eficiência de produção quando se utiliza um molde para rebitagem.
Desvantagens:
1. Difícil de garantir a qualidade.
2. é uma ligação única e não pode ser desmontada.
Âmbito de aplicação:
1. Ligações de peças estampadas que não necessitam de ser desmontadas.
2. Ligações no interior da própria peça estampada.
Especificações:
As especificações para a rebitagem por punção estão relacionadas com a espessura do material da peça com o orifício perfurado (como a peça 1 na Figura 3). Diferentes espessuras de material têm especificações diferentes. Abaixo estão as especificações baseadas na espessura do material da peça com o furo (0,9, 1,2, 1,5 mm), como mostrado na Tabela 1. Para obter as dimensões detalhadas das especificações, consulte a Figura 3.
Espessura do material (mm) Parâmetros (mm)
0.9
1.2
1.5
a(max)
0.5
0.8
1
b
1.5
1.7
2
Rebitagem
Princípio:
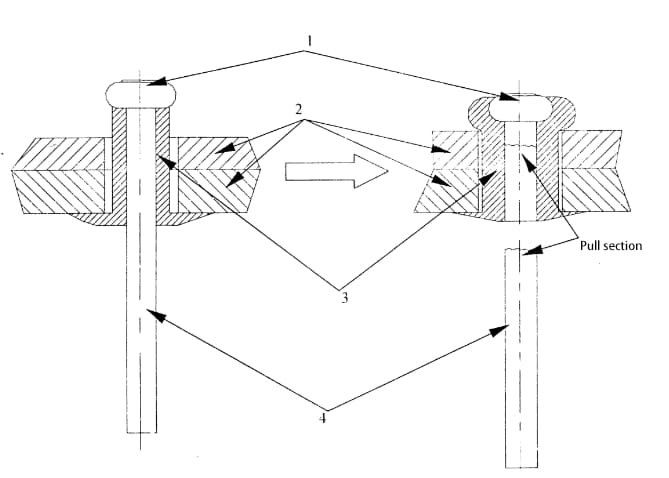
Como mostra a Figura 4, inserir o rebite nos orifícios correspondentes das duas partes, usar uma pistola de rebites para puxar a haste de tração 4 (até partir), a cabeça 1 da haste move-se para baixo, fazendo com que a manga exterior do rebite 3 se expanda para fora, maior do que o diâmetro do orifício, conseguindo assim o objetivo de ligar as duas partes.
Figura 4
Vantagens:
1. só precisa de criar furos de rebites nas peças, estrutura simples. 2. boa qualidade de conexão. 3.(Porque a ação de rebitagem pode ser completada pelo fornecedor), baixo custo de mão de obra.
Desvantagens:
1. após a ligação, a cabeça tem uma certa altura, e a parte de trás da superfície de ligação não pode ser completamente plana.
2. a desmontagem é inconveniente após a ligação.
Âmbito de aplicação:
Utilizado principalmente para ligar peças estampadas e ligações de componentes não amovíveis.
Especificações:
Os rebites dividem-se em dois tipos: rebites de cabeça plana e rebites de cabeça escareada (como mostra a Figura 5). Os rebites de cabeça plana são utilizados principalmente em superfícies com requisitos elevados, onde não devem existir ligações salientes. A cabeça plana do rebite é embutida num furo escareado de 120° na peça estampada, mantendo a cabeça nivelada com a superfície. Alguns dos parâmetros de especificação para o rebite e o furo do rebite são mostrados na Tabela 2.
Figura 5
Tabela 2: Especificações do rebite e do furo do rebite
Tipos de rebites
D
Diâmetro do furo do rebite
Espessura do rebite
L
H
P
M
Resistência ao cisalhamento
Resistência à tração
Cabeça escareada
Cabeça plana
Cabeça escareada
Cabeça plana
Resistência máxima (N)
Rebite de puxar com núcleo de aço de liga de alumínio
2.4
2.5
1.0~3.2
1.6~3.2
5. 7
4.8
0.7
0.8
1.42
490
735
3.2~4.8
3.2~4.8
7. 3
4.8~6.4
4.8~6.4
8. 9
3
3.1
1.0~3.2
1.6~3.2
6.3
6
0.9
1.0
1.83
735
1180
3.2~4.8
3.2~4.8
8. 0
4.8~6.4
4.8~6.4
9.8
3.2
3.3
1.6~3.2
1.6~3.2
6.3
6.4
0.9
1.1
1.83
930
1420
3.2~4.8
3.2~4.8
8
4.8~6.4
4.8~6.4
9.8
4
4.1
1.2~3.2
1.6~3.2
6. 9
8
1.2
1.4
2.28
1470
2210
3.2~4.8
3.2~4.8
8.6
4.8~6.4
4.8~6.4
10.4
4.8
4.9
1.6~3.2
2.3~3.2
6.9
9.6
1.4
1.6
2.64
2260
3240
3.2~4.8
3.2~4.8
9.3
4.8~6.4
4.8~6.4
11.1
Nota:
1. Exceto para a posição da tampa da força limite que é Newton (N). As restantes posições da tampa são em milímetros (mm). 2. As posições de dimensão indicadas no quadro são apresentadas na figura 5
A soldadura por pontos divide-se geralmente em duas categorias: soldadura por pontos de dupla face e soldadura por pontos de face única. Na soldadura por pontos de dupla face, os eléctrodos alimentam o ponto de soldadura com energia de ambos os lados da peça de trabalho. O método típico de soldadura por pontos de dupla face é o mais utilizado, onde existem impressões de eléctrodos em ambos os lados da peça de trabalho.
A utilização de uma placa condutora com uma grande área de soldadura como elétrodo inferior pode eliminar ou reduzir as impressões na peça de trabalho inferior.
Vantagens:
1. A soldadura por pontos proporciona uma fixação segura, é realizada pelos fornecedores e é rápida e económica;
2. As peças não requerem estruturas complexas.
Desvantagens:
Tem determinados requisitos para a forma das peças. Esta questão deve ser cuidadosamente considerada durante a fase de projeto, e este método pode ser considerado para ligar peças maiores com espaço amplo.
Interbloqueio de gancho e ranhura
Características:
O método de encravamento por ganchos e ranhuras tem geralmente uma função de pré-posicionamento e não pode fixar diretamente as peças. É normalmente utilizado em conjunto com parafusos de bloqueio, rebites e outros métodos de fixação.
Descrição estrutural:
A estrutura da ligação de encravamento de gancho e ranhura inclui ganchos e ranhuras. Nas formas de gancho indicadas na Figura 6 (a) e (b) abaixo, os ganchos e as ranhuras não correspondem um a um. Podem ser emparelhados de forma alternada, conforme necessário. A forma de gancho indicada na Figura 6 (b) é utilizada para ligações que não requerem uma fixação muito forte.
Figura 6
Especificações: Devido ao posicionamento relativamente menos seguro proporcionado pelo método de encravamento de gancho e ranhura e à sua utilização comum em conjunto com outros métodos de ligação, as suas especificações específicas são flexíveis e adaptáveis, com de encaixe requisitos. As especificações apresentadas na Figura 7 podem ser consultadas durante o projeto e são adequadas para várias formas de ligações de encravamento de gancho e ranhura.
Figura 7
W2 = 6,0mm ou 10,0mm (normalmente 6,0 para peças mais pequenas, 10,0 para peças maiores), W1 = W2 + 0,3, B1 = W2 + 3,0, T1 = espessura a fixar, T2 = T1 + 0,1, A = 20
Nota: A unidade de comprimento é o mm
Ligação da dobradiça
Vantagens:
1. As peças ligadas podem rodar em torno do eixo, tornando a desmontagem e a montagem cómodas;
2. Conveniente e rápido de comprar
Desvantagens:
Mais peças envolvidas, custo mais elevado.
Rebitagem Tox
Princípio:
Através de forte tensão e compressão, o material sofre deformação plástica, incorporando um material de peça de trabalho noutro material de peça de trabalho, ligando assim duas peças de chapa metálica utilizando um processo de estampagemcomo mostra a Figura 8.
Figura 8
Tabela: Diâmetro do ponto de ligação TOX Série óptima
Diâmetro do ponto de ligação
6mm
8 mm
10 mm
Gama de espessuras de folha única
0.5-1.75
1.0-2.5
1.25-3.0
Resistência ao cisalhamento (N)
1000-2500
2600-3600
3000-6000
Resistência à tração (N)
1000-2700
2100-4000
3000-5000
Força de estampagem (kN)
20-45
35-50
60-80
Força de ejeção da matriz de perfuração (N)
500-3500
1000-6000
2000-8000
Resumo
Para ligações não destacáveisSe a peça for de origem, recomenda-se que se dê prioridade aos seguintes métodos de ligação, por ordem: rebitagem por punção, soldadura por pontos, rebitagem TOX, clinchagem, aparafusamento com encaixe de ranhura de lingueta e aparafusamento. Tendo em conta o custo da peça, as despesas de embalagem e de transporte e as condições de armazenamento (que requerem um grande espaço), é geralmente preferível o aparafusamento com encaixe de ranhura de lingueta.
Para ligações amovíveisPor isso, recomenda-se que se dê prioridade aos seguintes métodos de ligação, por ordem: aparafusamento com encaixe de lingueta e aparafusamento. Tendo em conta que a utilização exclusiva de parafusos resultaria em custos de mão de obra elevados e dificuldades operacionais, o método de ligação de aparafusamento com encaixe de ranhura de lingueta é geralmente preferido.
Selecionar a tonelagem correta da prensa dobradeira para o seu projeto de dobragem de chapa metálica não é apenas uma necessidade técnica - é um fator crítico...
O que é que transforma o metal plano nos produtos que utilizamos diariamente? O fabrico de chapa metálica é fundamental! Este artigo explora os materiais...
Os nossos engenheiros de vendas estão prontamente disponíveis para responder a todas as suas perguntas e fornecer-lhe um orçamento rápido e adaptado às suas necessidades.