Explorando diferentes tipos de selos mecânicos
O que é que mantém as bombas, compressores e outras máquinas a funcionar sem problemas e sem fugas? A resposta está nos diferentes tipos de...
E se fosse possível unir metais sem os derreter? A soldadura por fricção torna isto possível, utilizando o calor gerado pela fricção mecânica. Este artigo explora vários tipos de soldadura por fricção, como a soldadura rotativa, por inércia e por fricção. O artigo descreve em pormenor o funcionamento de cada método, as suas vantagens únicas e as suas aplicações práticas. Ao compreender estas técnicas, obterá conhecimentos sobre processos de soldadura avançados que melhoram a eficiência e a resistência no fabrico. Mergulhe para descobrir como a soldadura por fricção está a revolucionar a forma como ligamos os materiais.
A soldadura por fricção é classificada de acordo com a forma de movimento relativo, dividida em soldadura por fricção rotativa e soldadura por fricção.
A caraterística da soldadura por fricção rotativa é que pelo menos uma peça de trabalho (ou anel) roda em torno de um eixo perpendicular à superfície da junta durante o processo de soldadura. Este tipo de soldadura por fricção é utilizado principalmente para soldar peças de trabalho de secção transversal circular (e também pode ser utilizado para peças de trabalho de secção transversal não circular através do controlo de fase), e é atualmente a forma mais utilizada e variada de soldadura por fricção.
Com base nas características de rotação das peças, a soldadura por fricção rotativa pode ser dividida em soldadura por fricção de transmissão contínua, soldadura por fricção por inércia e soldadura por fricção rotativa híbrida, etc.
1) Soldadura por fricção com acionamento contínuo.
A soldadura por fricção de transmissão contínua é o tipo de soldadura por fricção mais utilizado. A sua caraterística é que a peça de trabalho rotativa está diretamente ligada ao mandril do fuso e a peça de trabalho não rotativa está montada no mandril hidráulico da placa de apoio do contra-ponto. Durante a soldadura, a placa de apoio do cabeçote móvel avança, colocando as peças em contacto sob pressão constante ou crescente.
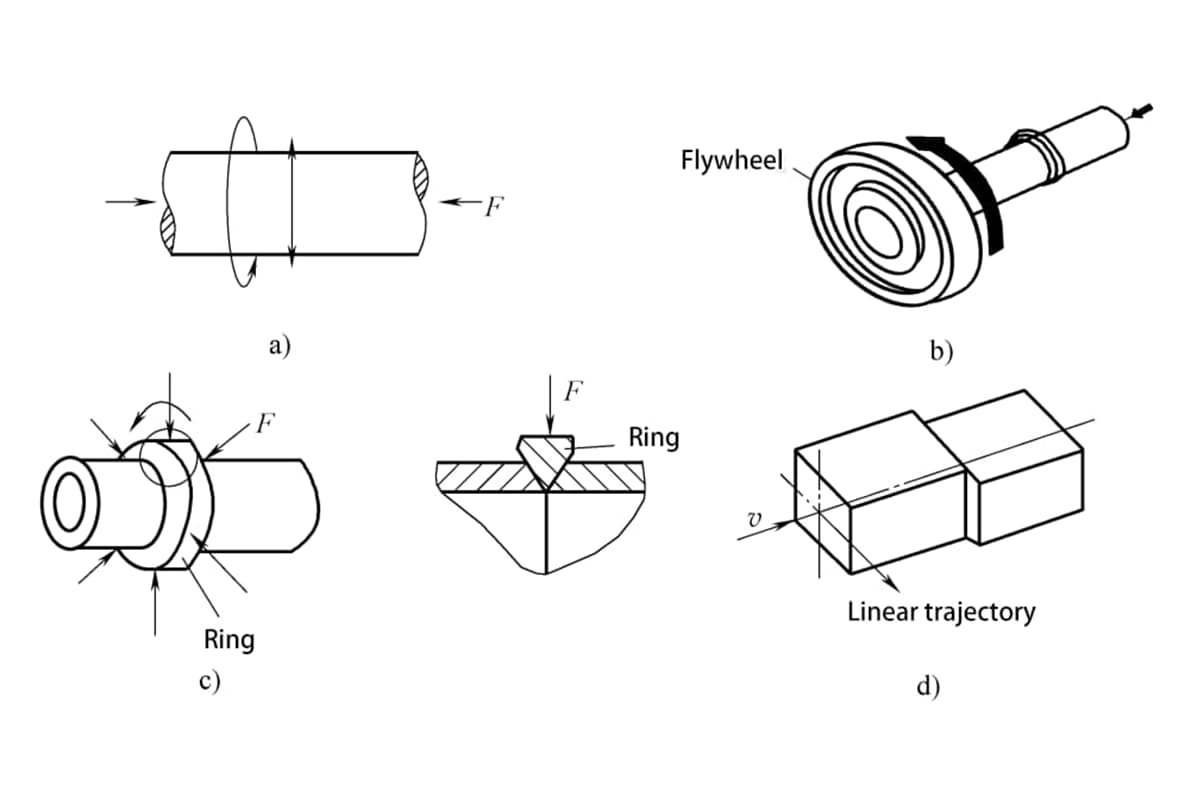
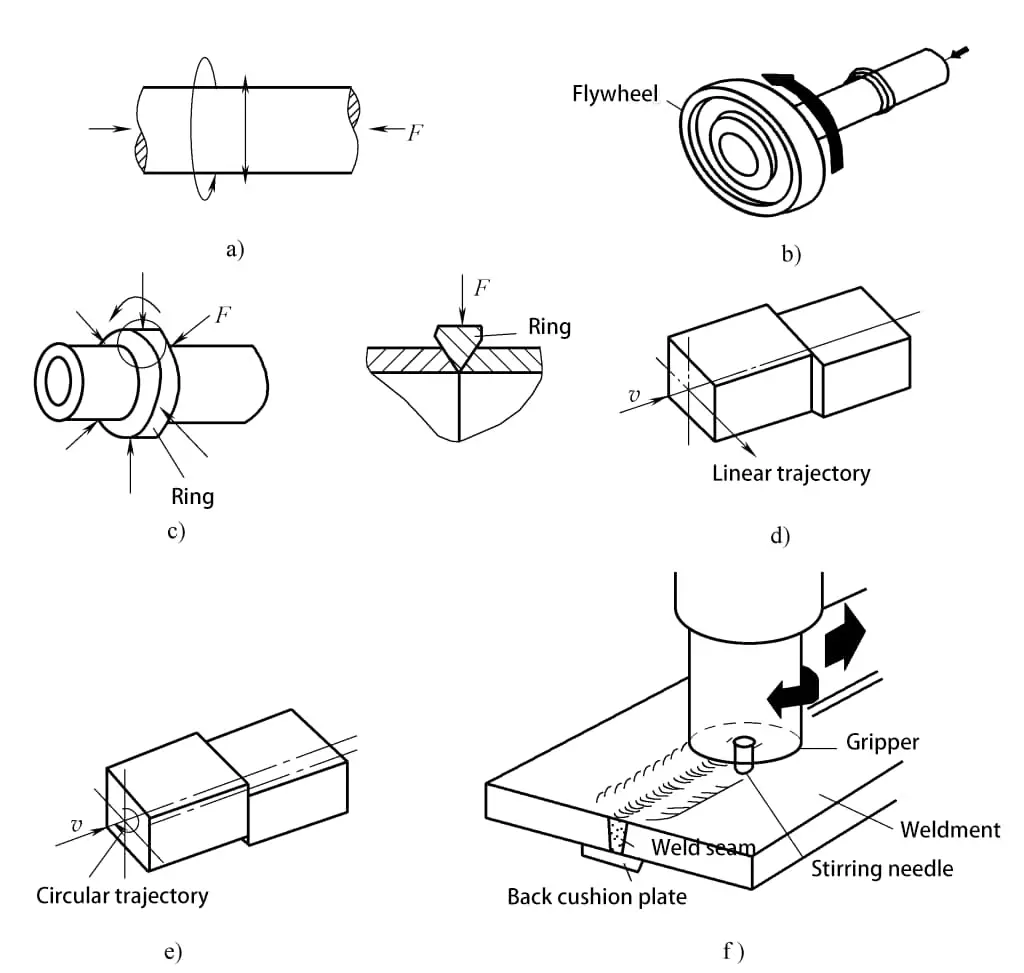
Quando o fuso rotativo aquece a peça de trabalho até à temperatura de soldadura por fricção, o fuso pára de rodar e começa o forjamento, completando a soldadura. Na soldadura por fricção com acionamento contínuo, a peça de trabalho continua a rodar sob a ação do dispositivo rotativo e do acionamento contínuo até imediatamente antes do início do forjamento, como se mostra na figura 5-166a.
2) Soldadura por Fricção por Inércia.
O princípio da soldadura por fricção por inércia é semelhante ao da soldadura por fricção de transmissão contínua, exceto que a peça de soldadura rotativa não está diretamente ligada ao fuso, mas está ligada ao fuso através de um volante.
No início da soldadura, o volante e a extremidade rotativa da soldadura são primeiro acelerados até uma determinada velocidade, depois o volante é desengatado do motor principal e, ao mesmo tempo, a extremidade móvel da soldadura avança. Quando as soldaduras se tocam, começa o aquecimento por fricção. Durante o processo de aquecimento por fricção, o volante é travado pelo binário de fricção, reduzindo gradualmente a sua velocidade até atingir zero, altura em que o processo de soldadura termina.
A soldadura por fricção por inércia utiliza o método de armazenamento de energia inercial (como um volante de inércia) para acumular energia para o aquecimento da junta, como se mostra na Figura 5-166b, em que a energia cinética do volante de inércia em rotação livre fornece todo o calor necessário para a soldadura.
3) Soldadura por fricção rotativa híbrida.
A soldadura por fricção rotativa híbrida é uma combinação de soldadura por fricção de acionamento contínuo e soldadura por fricção de inércia. Este tipo de máquina de soldadura caracteriza-se pela capacidade de aplicar e não aplicar força de travagem após desligar a fonte de acionamento.
A soldadura por fricção é uma nova tecnologia de união em estado sólido inventada em 1991, considerada uma conquista científica e tecnológica significativa, desde a investigação fundamental até à aplicação prática. Inicialmente utilizada para soldar ligas de alumínio, a soldadura por fricção tem sido amplamente aplicada na soldadura de metais não ferrosos metais tais como ligas de magnésio e de titânio, bem como materiais dissimilares.
A Figura 5-166f é um diagrama esquemático da soldadura por fricção. Durante a soldadura por fricção, a peça de trabalho é fixa e a soldadura é completada principalmente pela cabeça de agitação. A cabeça de agitação é constituída por uma cavilha de agitação, um suporte e um cilindro.
No início da soldadura, a cabeça de agitação roda a alta velocidade e a cavilha de agitação perfura rapidamente a costura da placa de soldadura. O metal em contacto com a cavilha de agitação gera calor devido à fricção, formando uma camada termoplástica muito fina.
Quando a agulha de agitação penetra abaixo da superfície da soldadura, algum metal é extrudido da superfície. Devido ao efeito de vedação do ombro frontal e da almofada traseira, por um lado, o ombro esfrega contra a superfície da placa soldada, gerando calor auxiliar; por outro lado, o metal termoplástico formado continuamente na frente da cabeça de agitação é transferido para a parte de trás da cabeça de agitação, preenchendo a cavidade atrás.
Ao longo do processo de soldadura, a formação e o preenchimento de cavidades são contínuos, e o metal na zona de soldadura sofre processos como a extrusão, o aquecimento por fricção, a deformação plástica, a transferência, a difusão e a recristalização.
A caraterística da soldadura por fricção com cordão é que cada ponto na superfície da junta da soldadura se move na mesma trajetória em relação a um ponto na superfície da junta de outra soldadura. A trajetória do movimento pode ser linear ou não linear.
Durante o processo de soldadura, um dos lados da soldadura desloca-se em relação à superfície do outro lado, que é fixada, sob a ação de um mecanismo do tipo pista, e é aplicada uma pressão axial. À medida que o movimento de fricção avança, a superfície de fricção é limpa e gera calor de fricção, o metal na superfície de fricção atinge gradualmente um estado viscoplástico e deforma-se, depois o movimento pára e é aplicada uma força de forjamento para completar a soldadura.
A soldadura por fricção do tipo pista quebra a limitação da soldadura por fricção rotativa tradicional que só pode soldar soldaduras de secção cilíndrica, e este tipo de soldadura por fricção pode soldar soldaduras de secção quadrada, circular e poligonal.
Com base em diferentes trajectórias de movimento, a soldadura por fricção do tipo pista divide-se em soldadura por fricção linear e soldadura por fricção de trajetória, como se mostra nas Figuras 5-166d e e.
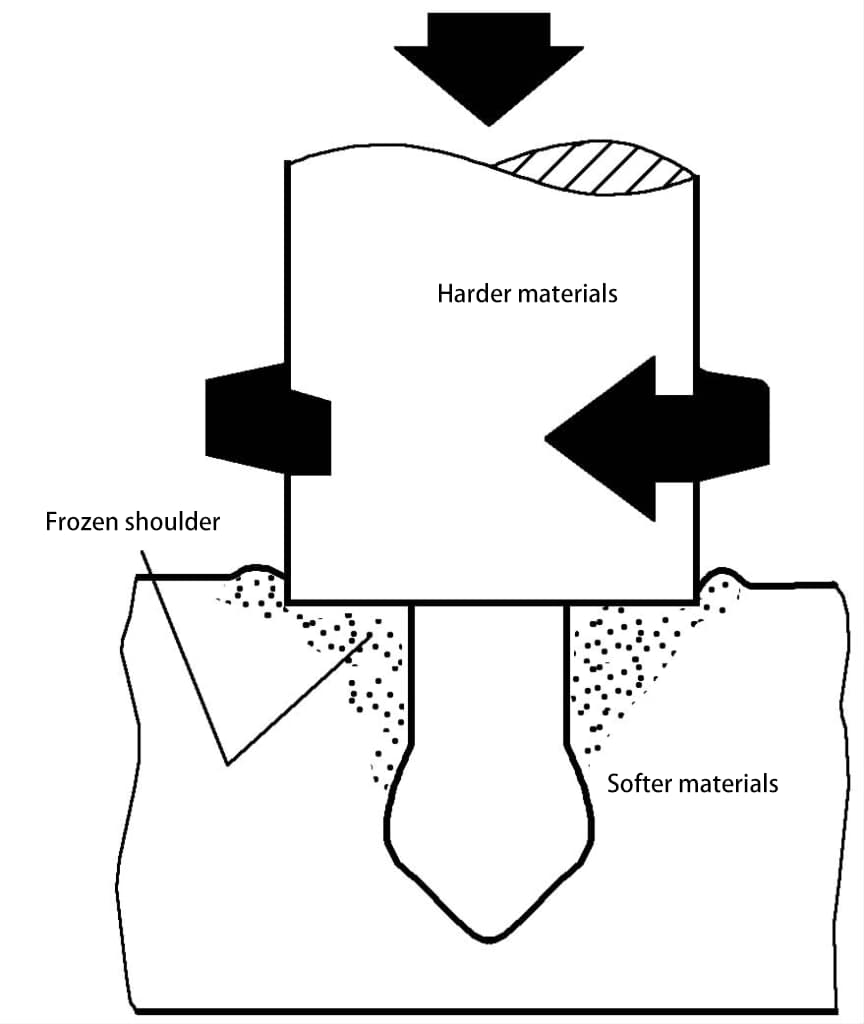
A soldadura por fricção embutida utiliza o princípio da soldadura por fricção para embutir um material relativamente mais duro num material mais macio.
A Figura 5-167 mostra o princípio de funcionamento da soldadura por fricção embutida. Durante o funcionamento, o calor de fricção gerado pelo movimento relativo entre as duas soldaduras provoca uma deformação plástica local no material macio e o material plástico a alta temperatura flui para os recessos do material duro pré-processado. O ombro de restrição força o material plástico de alta temperatura a envolver firmemente a junta do material duro. Quando a rotação pára e as soldaduras arrefecem, forma-se uma junta fiável e os dois lados das soldaduras são interligados mecanicamente.
A soldadura por fricção incorporada é atualmente utilizada principalmente em ligações de materiais muito importantes em indústrias como a energia, o vácuo e as aplicações criogénicas, tais como alumínio-cobre, alumínio-aço e aço-aço. A soldadura por fricção incorporada também pode ser utilizada para fabricar sedes de válvulas de motores, extremidades de ligações, tampas de pressão e juntas de transição de chapas de tubos, e também pode ser utilizada para ligar materiais termoendurecíveis e materiais termoplásticos.
A Figura 5-168 mostra o princípio de funcionamento da soldadura por fricção de terceiro corpo. Um terceiro material com um baixo ponto de fusão gera calor e deformação plástica através da fricção no espaço entre as peças ligadas sob o binário da pressão axial. O movimento de fricção relativo pode produzir um efeito de limpeza suficiente, sem necessidade de fluxo e de atmosfera protetora controlável. Após o arrefecimento, o material do terceiro corpo solidifica, fixando assim as duas partes para formar uma junta fiável.
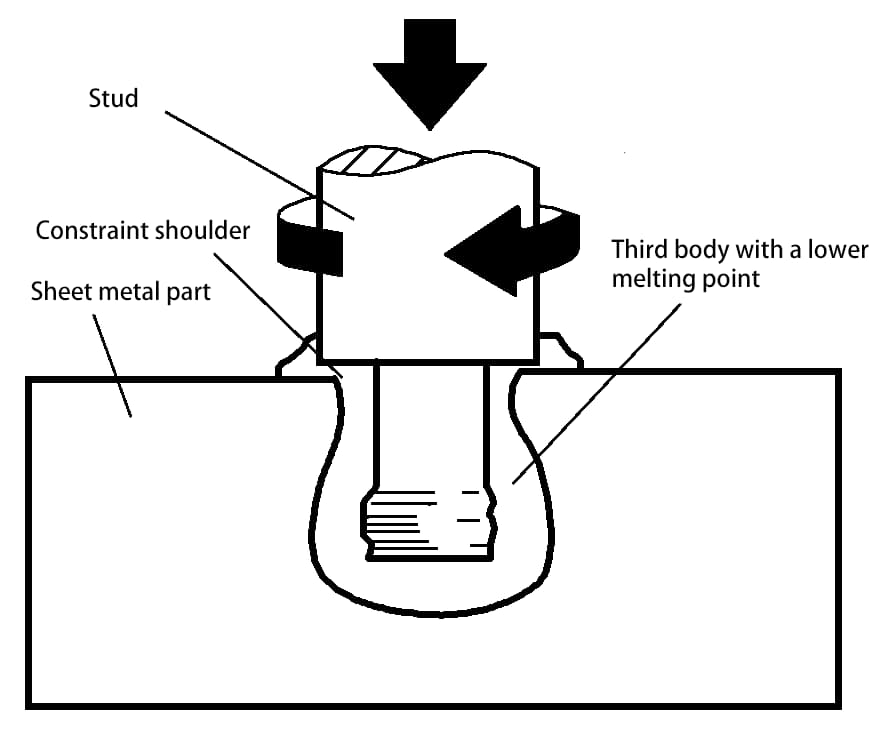
O método de soldadura por fricção de terceiro corpo é utilizado principalmente para materiais difíceis de soldar, tais como cerâmica-cerâmica, metal-cerâmica, compósitos termoplásticos termoendurecíveis, etc., e pode ser utilizado para formar juntas de alta resistência.
A soldadura por fricção controlada por fase envolve o controlo da fase das soldaduras após a soldadura durante o processo de aquecimento por fricção, através de um pino mecânico síncrono de encaixe ou sistemas de acionamento síncrono, para alinhar os bordos posteriores das soldaduras, corrigir a direção ou cumprir os requisitos de fase. É utilizado para soldar peças com requisitos de posicionamento específicos, tais como aço hexagonal, aço octogonal e bastidores de controlo automóvel.
A soldadura por fricção rotativa acima referida envolve uma pressão axial durante o processo de soldadura, enquanto a soldadura por fricção radial aplica uma pressão radial. A soldadura por fricção radial consiste em chanfrar as extremidades dos dois tubos a soldar, introduzir um mandril no interior, alinhar e fixar os dois tubos e, em seguida, colocar um anel sólido com uma composição semelhante à dos tubos no chanfro da junta. Este anel tem uma superfície cónica interna e, antes da soldadura, a superfície cónica interna deve entrar em contacto com a parte inferior do bisel.
Durante a soldadura, a peça de trabalho permanece estacionária, o anel roda a alta velocidade e aplica pressão de fricção radial a ambas as extremidades dos tubos. Após a conclusão do aquecimento por fricção, a rotação do anel pára e é aplicada uma pressão de forjamento superior ao anel para o soldar firmemente a ambas as extremidades dos tubos, como se mostra na Figura 5-166c.
O princípio da surfaçagem por fricção está representado na Figura 5-169. A barra metálica de surfaçagem roda em relação à peça n e o material de base roda também à velocidade n2. Sob a ação da pressão P, a barra e o material de base geram calor devido ao atrito. Como o material de base tem um grande volume e arrefece rapidamente, o metal de revestimento transita para o material de base formando uma soldadura de revestimento.
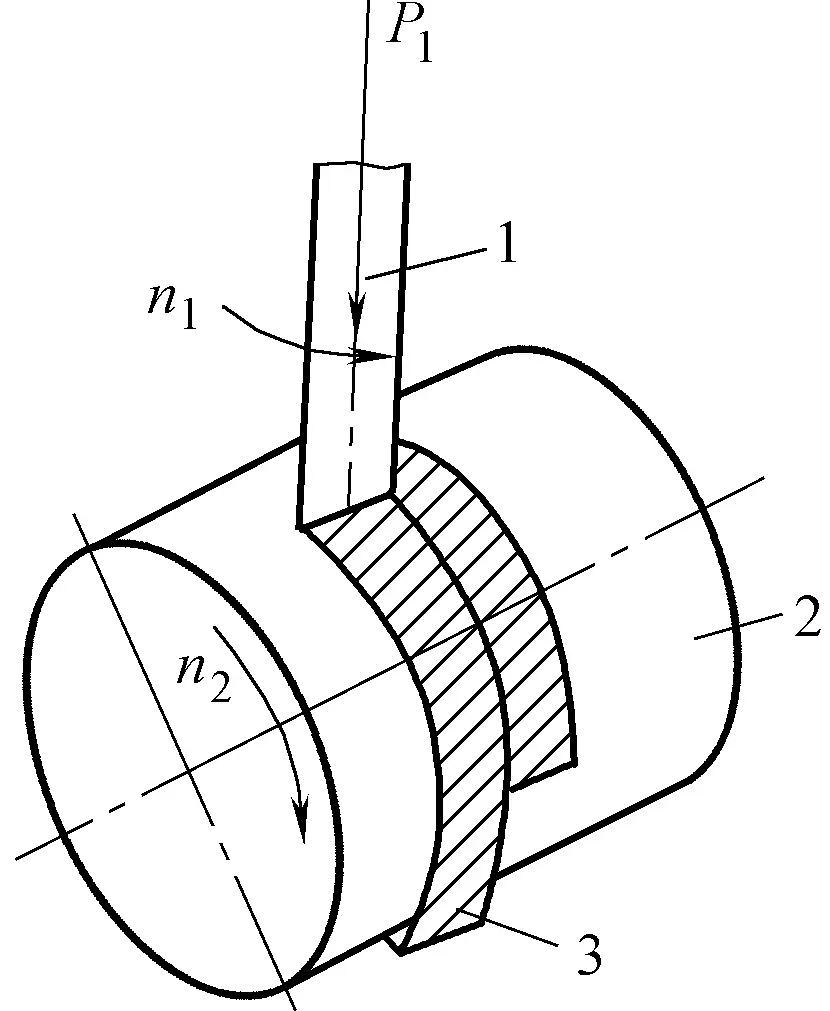
1-Revestir a barra de metal 2-Revestir a peça de trabalho 3-Revestir a soldadura
A surfaçagem por fricção é adequada para unir materiais dissimilares, especialmente porque o metal de solda de surfaçagem tem uma elevada distorção da rede, grãos finos e boa tenacidade, tornando-o adequado para a surfaçagem de superfície.
A soldadura por fricção superplástica é classificada de acordo com as características do processo de soldadura. Envolve medidas de controlo para manter a zona de soldadura num estado superplástico durante o processo de soldadura. A vantagem é que pode evitar a formação de compostos intermetálicos duros e quebradiços a altas temperaturas e manter o estado de tratamento térmico do material soldado. É adequado para unir metais dissimilares difíceis de soldar e também pode ser utilizado para uma ligação eficaz de metais especiais.