Explorando as matrizes funcionais da prensa de punção de torre CNC
Imagine uma máquina capaz de perfurar, cortar, moldar e marcar chapas metálicas com uma precisão impressionante. Este artigo revela o processo de...
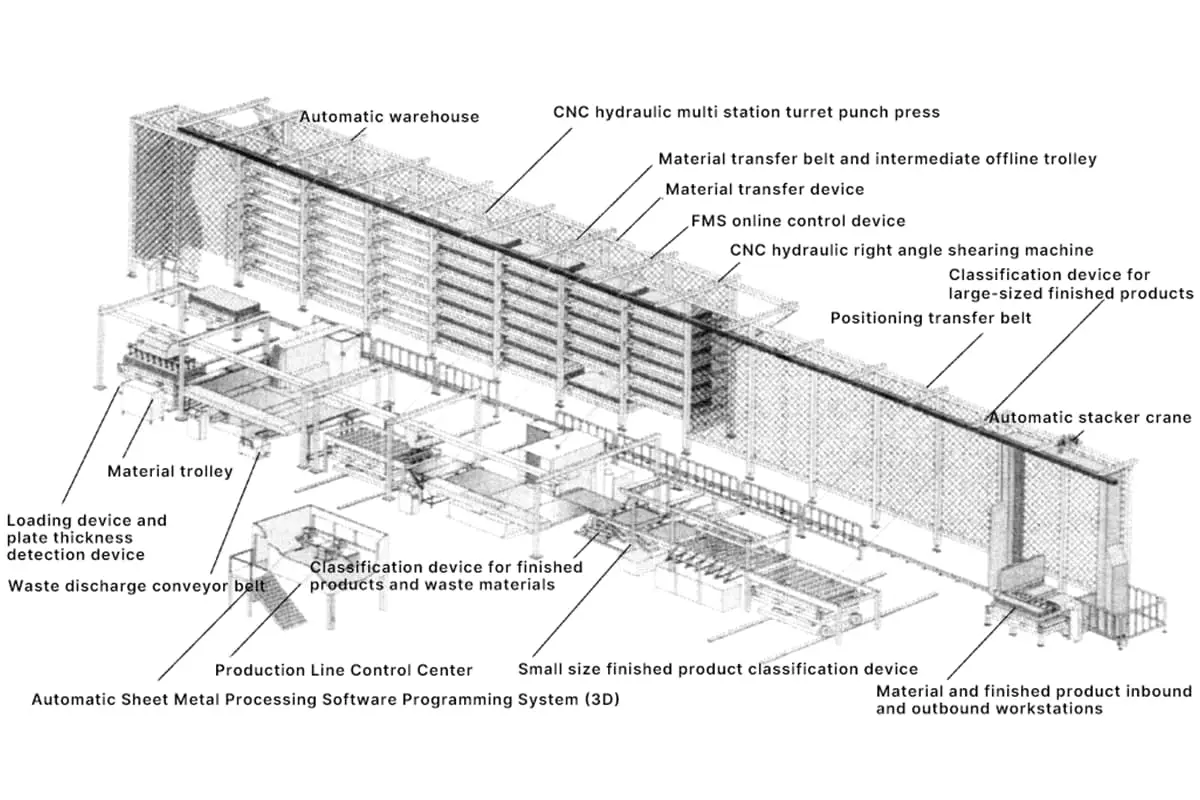
Imagine ter o poder de moldar o metal com precisão e velocidade. As máquinas de puncionamento de torre CNC oferecem exatamente isso, revolucionando setores como o automotivo e o eletrônico. Essas máquinas podem alternar automaticamente as ferramentas e lidar com tarefas complexas, o que as torna indispensáveis para a produção de tudo, desde gabinetes elétricos até utensílios de cozinha. Neste artigo, você aprenderá sobre a história, as aplicações e as vantagens dos puncionadeiras de torre CNC e por que eles continuam sendo cruciais, apesar do surgimento dos cortadores a laser. Pronto para descobrir o coração da manufatura moderna? Vamos mergulhar de cabeça!

A primeira prensa de punção de torre NC do mundo foi inicialmente apresentada pela empresa americana Wiedemann Machine Tools (WIEDEMANN) na Chicago Machine Show em 1955. Em 1964, a Wiedemann apresentou a série WIEDEMATIC S, seguida pela série MACH2 em 1972, ambos equipamentos pioneiros no setor na época. Por meio de uma colaboração técnica com a Wiedemann, a empresa japonesa Murata (MURATEC) apresentou a puncionadeira de torre S2550 na Feira Internacional de Máquinas-Ferramenta do Japão (JIMTOF) em 1970 e começou a vender puncionadeiras de torre produzidas na fábrica japonesa da Murata a partir de 1972. Em 1989, a Murata Machinery adquiriu a Wiedemann Company.
Na década de 1970, outra empresa americana, a Strippit (STRIPPIT), também conquistou uma reputação significativa. A Strippit é reconhecida como a primeira fabricante a usar um PC para completar o controle CNC de prensas de punção de torre e a inventora das ferramentas de matriz com mola. O nome da empresa, STRIPPIT, é derivado de "STRIP IT". Em 1997, a renomada empresa belga LVD adquiriu a Strippit, aprimorando assim sua linha de produtos e expandindo seus negócios na América do Norte.
No final da década de 1980, a primeira grande marca estrangeira a entrar no mercado chinês foi a japonesa Amada (AMADA). No início da década de 1990, a Amada, a Murata e a americana Strippit eram os três fornecedores mais proeminentes e ativos de prensas de puncionamento de torre no mercado chinês, dominando especialmente os setores de gabinetes de distribuição de energia e gabinetes de comunicação. Foi somente no final da década de 1990 que a Finn-Power (FINNPOWER) da Finlândia e a Trumpf (TRUMPF) da Alemanha (prensas de puncionamento sem torre) começaram a aumentar seus esforços de vendas na China, ganhando gradualmente participação no mercado.
Na última década, o rápido desenvolvimento de máquinas de corte a laser, juntamente com reduções significativas nos custos de corte a laser e melhorias na velocidade de corte e precisão, levou à adoção generalizada de cortadores a laser. Isso afetou diretamente o mercado de prensas de puncionamento CNC. Em determinadas aplicações de corte de precisão que podem substituir os processos de estampagem, as máquinas de corte a laser têm vantagens claras.
No entanto, para os processos que exigem formação, puncionamento e corte de compostos, as prensas de puncionamento CNC continuam insubstituíveis, especialmente na fabricação de gabinetes de energia, gabinetes de comunicação, gabinetes de controle, gabinetes de ar condicionado, peças de elevadores, utensílios de cozinha e painéis de parede cortina. As prensas de puncionamento CNC continuam a ser um equipamento de processamento essencial nesses campos.
Requisitos de aprendizado:
Compreender o conceito básico de punção de torre CNC;
Compreender a finalidade do processo e os principais fabricantes de punção de torre CNC.
A prensa de punção de torre CNC foi lançada oficialmente em 1955 pela Weedman Company dos Estados Unidos, o que elevou um novo nível de desenvolvimento para o setor de chapas metálicas.
No estágio inicial, para o processamento de chapas de tamanho grande, a máquina de perfuração de marcação manual é geralmente usada para perfuração ou vibração tosquia.
As empresas com altos requisitos de precisão dimensional dos furos de usinagem encomendam especialmente vários conjuntos de grande tonelagem soco profundo na garganta matrizes de estampagem correspondentes para obter vários posicionamentos correspondentes e processamento de estampagem, o que restringe seriamente a faixa de processamento e a precisão do processamento.
De acordo com a forma e a posição do processamento, o punção CNC pode alterar automaticamente o molde, alimentar e concluir o processamento de forma automática e precisa.
A eficiência e a precisão do processamento são obviamente diferentes das do soco comum para garganta profunda.
No processo moderno de processamento de chapas metálicasO punção CNC é um equipamento de processamento fundamental e importante.
Para o processamento de perfuração e estiramento raso de chapas finas (com espessura entre 0,5 e 6,35) (a altura de protrusão das estações A e B após o estiramento é de 6,35, e a das estações C e D está dentro de 9,27), as chapas de todos os tamanhos podem ser processadas uma vez, de acordo com o programa, para atender aos requisitos.

O punção de torre CNC é usado principalmente para puncionamento, desenho raso e estampagem.
A função de estiramento raso é usada para perfurar saliências redondas, flangear em torno de orifícios, perfurar persianas, orifícios de ponte, orifícios de derrubada, persianas de perfuração de degraus, nervuras de perfuração de degraus, nervuras de rolagem, cisalhamento de rolagem, degraus de rolagem e dobradiças de perfuração (2 conjuntos de matrizes, 3 vezes de perfuração).
Função de impressão: marcação, estampagem, caracteres e gravação.
Os punções CNC são usados principalmente em gabinetes elétricos (interruptores de alta e baixa tensão, indústrias de equipamentos elétricos, de energia e eletrônicos), indústria de chapas metálicas de cobertura de máquinas-ferramenta, elevadores, locomotivas ferroviárias, caixas de automóveis, maquinário têxtil, equipamentos de cozinha, equipamentos de lavagem, contêineres, estruturas metálicas, produtos metálicos, fornecimento de calor, iluminação, ar condicionado, freezer e outras indústrias de eletrodomésticos, indústria de aquecedor solar de água, equipamentos de armazenamento, acessórios industriais leves, produção de hardware, produção de cortinas de parede, indústria de decoração etc.
1.4.1 Demanda do mercado
Atualmente, o valor de uso do punção de torre CNC é amplamente reconhecido pelo mercado.
A demanda do mercado mostra uma tendência de crescimento gradual, especialmente no mercado doméstico.
Nos últimos anos, a demanda doméstica anual atingiu mais de 2.000 conjuntos, e a demanda do mercado obviamente entrou em um período de rápido crescimento.
1.4.2 Fabricantes nacionais e internacionais de punção de torre
Atualmente, outros fabricantes nacionais de puncionadeiras de torre CNC incluem principalmente: JFY, Yangli, Jinan Jiemai, Guangdong LFK, Tailift de Taiwan e a joint venture LVD de Huangshi;
Há também a Xuzhou Forging, a Wuxi Forging, a Zhonglong Precision Machinery, a Jinan Huili, a Guangdong Datong, a Danyang Wode Precision Machinery e outros fabricantes com menor produção.
As empresas estrangeiras de punção de torre avançada incluem principalmente a Amada e a Murata no Japão, a Primepower na Finlândia e a Trumpf na Alemanha.
Devido ao início precoce e ao rápido desenvolvimento de contrapartes estrangeiras, o sistema hidráulico tradicional foi abandonado e foi adotado um sistema de estampagem servo mecânico mais econômico e ecológico.
Com o desenvolvimento dos tempos e o aprimoramento do nível técnico, os meios de processamento de chapas metálicas não se limitam ao punção.
Nos últimos anos, o CNC máquina de corte a laser começou a surgir gradualmente.
O setor também está preocupado com o fato de que o desenvolvimento em alta velocidade dos lasers restringirá o desenvolvimento futuro do punção.
Vamos analisar as características dos dois produtos abaixo:
A principal característica da puncionadeira de torre CNC é que ela pode realizar um processamento de formação complexo e é mais adequada para empresas com altos requisitos de formação de chapas metálicas, como o setor de equipamentos eletrônicos, o setor de chapas metálicas de proteção de máquinas-ferramenta, o setor de portas etc.
Em comparação com o laser, a punção CNC com eficiência de processamento semelhante custa apenas cerca de um terço da máquina inteira, e os custos de manutenção subsequentes são baixos e econômicos.
O custo de uso da estampagem NC com punção é muito menor do que o de um corte a laser máquina no consumo de nitrogênio ou oxigênio.
A principal vantagem do laser é que ele pode processar todos os tipos de peças com espaçamento pequeno e formato irregular, o que não é limitado pelo tamanho do molde, e não é necessário trocar o molde com frequência. A velocidade é rápida.
Em comparação com o punção de controle numérico, ele pode processar chapas mais grossas.
Pergunta para reflexão:
1. Quais são os usos de processo do punção de torre CNC?
2. Escopo de aplicação do punção de torre CNC?
3. Quais são os principais fabricantes de punção de torre CNC?
4. Vantagens e desvantagens do punção de torre CNC e da máquina de corte a laser CNC?

Requisitos de aprendizado:
Compreender vários tipos de estampagem do punção de torre CNC;
Compreender o processo de puncionamento da puncionadeira de torre CNC;
Compreender os principais parâmetros técnicos do punção de torre CNC.
O acionamento principal de estampagem mecânica tradicional do volante, do virabrequim e da biela tem as vantagens de uma estrutura simples, manutenção e reparo convenientes, longa vida útil e baixo custo.
As desvantagens são a baixa eficiência, o movimento de estampagem ajustável e menos funções de aplicação do processo de estampagemO ruído e o consumo de energia durante a estampagem são altos.
As vantagens do acionamento principal hidráulico de alta velocidade são que ele pode selecionar diferentes modos de movimento de estampagem de acordo com diferentes processos de estampagem, economizando energia, alta eficiência e estampagem de alta velocidade com carga total e curso completo.
As desvantagens são que a estrutura de controle é complexa, e o custo de uso e manutenção da mesma vida útil é alto.
As vantagens do acionamento mecânico servo principal para estampagem são a alta eficiência, a conservação de energia, a proteção ambiental e o baixo ruído.
Diferentes modos de movimento de estampagem podem ser selecionados de acordo com diferentes processos de estampagemAs desvantagens são o alto custo estrutural, a manutenção simples e o baixo custo de manutenção.
O processo de puncionamento inclui principalmente extrusão, deformação, divisão e separação.
A concentricidade das matrizes superior e inferior afeta a folga da borda e a vida útil da matriz.
Atualmente, a empresa controla o erro de concentricidade das matrizes superior e inferior em 0,02 mm por meio de ferramentas de calibração de matrizes de alta precisão.
Cálculo da força de perfuração
Pressão de processamento necessária:
Os valores de resistência à tração são os seguintes (o fator de segurança 30% foi incluído; os valores a seguir são calculados de acordo com a resistência à tração, e a resistência real ao cisalhamento deve ser usada):
Tonelagem nominal de estampagem
A pressão de impulso padrão do HPH, HPI, HPQ, HPC e HIQ é de 30 t, e o HPH pode ser equipado com o modelo de 50 t.
Frequência de velocidade de perfuração
A frequência de impulso HPH é de 600 vezes/minuto, a frequência de impulso HPI é de 1000 vezes/minuto, a frequência de impulso HPQ é de 1750 vezes/minuto, a frequência de impulso HPC é de 3800 vezes/minuto e a frequência de impulso HIQ é de 1500 vezes/minuto.
Frequência de velocidade de trabalho de 1 mm de passo e 6 mm de curso
Frequência de impulso HPH 320 vezes/min, frequência de impulso HPI 530 vezes/min, frequência de impulso HPQ 690 vezes/min, frequência de impulso HPC 700 vezes/min, frequência de impulso HIQ 750 vezes/min.
Distância do passo de 25,4 mm, curso de 6 mm frequência de velocidade de trabalho
A frequência de impulso HPH é de 230 vezes/minuto, a frequência de impulso HPI é de 295 vezes/minuto, a frequência de impulso HPQ é de 330 vezes/minuto, a frequência de impulso HPC é de 350 vezes/minuto e a frequência de impulso HIQ é de 350 vezes/minuto.
Um curso de alimentação do eixo X e do eixo Y
O curso máximo de alimentação do eixo X de uma só vez é de 2500 mm, e o curso máximo de alimentação do eixo Y de uma só vez é de 1250 mm;
A velocidade máxima de alimentação é de 102 m/min;
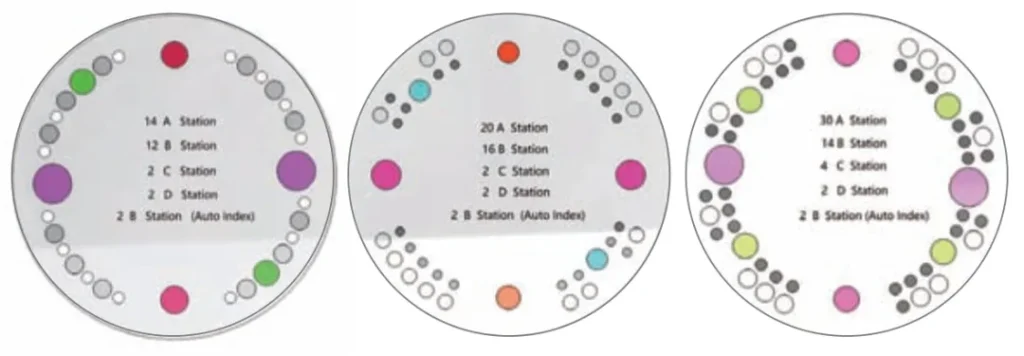
Número de módulos de torre, especificação e quantidade de módulos rotativos
Cada modelo é equipado com 26, 30, 36, 40 e 56 estações como padrão.
Entre elas, 26 e 36 são equipadas com duas estações rotativas de estação B como padrão, 30 com seis estações rotativas de estação D como padrão, 40 com duas estações rotativas de estação D como padrão e 56 com duas estações rotativas de estação B/D como padrão.
Precisão de perfuração: ± 0,15 para a bancada de escovas e ± 0,1 para a bancada de esferas de aço.
Diâmetro máximo de usinagem: φ 88,9 mm;
Velocidade máxima de rotação da mesa giratória: 30r/min.
Pergunta para reflexão:
1 Quais estruturas de estampagem o punção de torre CNC possui?
2. Quais são os parâmetros técnicos do punção de torre CNC?
3. Cálculo de força de perfuração de punção de torre CNC?
Requisitos de aprendizado:
Compreender a estrutura principal do punção de torre CNC;
Entenda cada tipo de subdivisão da estrutura do punção de torre CNC.
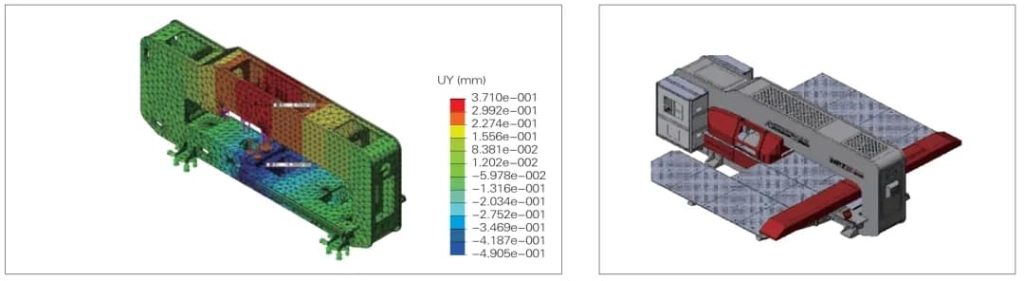
A estrutura é o suporte de várias partes da máquina-ferramenta, que é dividida principalmente em dois tipos, a saber, tipo fechado e tipo aberto, ambos com estruturas soldadas em chapa de aço.
A estrutura fechada tem uma estrutura compacta, estabilidade, alta resistência e rigidez;
A estrutura aberta tem boa abertura na operação e processamento conveniente, mas tem altos requisitos para a estrutura de soldagem e calibração da tensão de soldagem;
Depois que a estrutura do punção da torre CNC é soldada, é realizada a têmpera em alta temperatura para remover a tensão interna.
No centro de usinagem em larga escala de 4 eixos DANOBAT espanhol importado, a usinagem de alta precisão de superfícies importantes é concluída de uma só vez, garantindo a estabilidade do desempenho do corpo principal da máquina-ferramenta.
A viga transversal é a parte mais importante dos componentes de transmissão e a matriz para o controle da precisão da alimentação.
O parafuso de avanço do eixo X, o motor, o trilho de guia linear, o grampo para prender a chapa metálica, a placa deslizante do eixo X para fixar o grampo e outras peças são instalados na viga.
A viga deve ser suficientemente rígida e ter a menor inércia de movimento possível para evitar a carga excessiva de acionamento do eixo Y e reduzir a velocidade.
O fato de sua estrutura ser razoável ou não afeta diretamente a precisão e a velocidade de alimentação, bem como a estabilidade da máquina-ferramenta, com altos requisitos técnicos.

A torre também é um dos principais componentes da máquina-ferramenta. Sua precisão afeta diretamente a precisão do posicionamento do molde, afetando assim a precisão da usinagem da máquina-ferramenta e a vida útil do molde.
Ele é dividido principalmente em torre fina e torre grossa.
A torre fina tem baixo custo, baixa rigidez, desempenho de orientação ruim e grande deformação de processamento do aço carbono comum.
A torre espessa tem alta rigidez, bom desempenho de orientação, pode absorver a vibração de trabalho, alta precisão e estabilidade de ferro fundido de liga de alta qualidade, longa vida útil de perfuração de passo de alta velocidade e processamento de carga excêntrica de moldes e pequena deformação em uso.
Atualmente, adotamos a estrutura de torre grossa, com uma plataforma giratória superior de 100 mm e uma plataforma giratória inferior de 90 mm.
Os produtos do cliente são complexos e mutáveis, e os requisitos estão ficando cada vez mais altos.
A mesa giratória da puncionadeira de torre CNC deve ser equipada com uma posição de matriz giratória para atender às necessidades do cliente.
A matriz na posição de matriz rotativa pode ser girada em qualquer ângulo necessário, conforme a necessidade, e o ângulo de corte necessário para a estampagem.
Ao usar a matriz de rolos para processamento, coordene com o sistema de alimentação para ajustar o ângulo da direção de laminação em tempo real e opere de acordo com o caminho de laminação definido pelo sistema.
Os tipos de ferramentas rotativas podem ser divididos em:
Estrutura de malha constante, que tem a vantagem da alta precisão, e a estação não é fácil de se desviar, mas a escalabilidade é ruim.
A estrutura rotativa dividida é engatada pelo dispositivo de acionamento quando é realmente usada.
Essa estrutura exige alta precisão de montagem e processamento, mas tem boa escalabilidade.
Por exemplo, a torre da PrimaPower tem 10 estações rotativas.
O grampo é uma peça importante para a fixação de chapas metálicas para o processamento automático e preciso da alimentação.
Para garantir a precisão e a velocidade da alimentação, o grampo deve ter resistência suficiente e rigidez geral de instalação, e seu próprio peso deve ser o mais leve possível.
Atualmente, o grampo pode ser dividido nos seguintes itens, de acordo com sua estrutura e função:
A função flutuante do grampo é usada principalmente para lidar com a mudança de altura da boca do grampo causada pela deformação apropriada da placa.
Os tipos são os seguintes:
A braçadeira de giro tem as vantagens de ser leve, ter longa vida útil e flutuação flexível.
O tamanho da garra do grampo de translação na direção Y deve permanecer teoricamente inalterado ao flutuar para cima e para baixo.
A função de fixação de grampo é usada principalmente para fixar placas.
Os tipos são os seguintes:
Fixação hidráulica, manutenção inconveniente, grande força de fixação, não é fácil de remover.
Fixação pneumática, economia de energia e proteção ambiental, fácil instalação.
A função de ajuste da posição do grampo é usada principalmente para mover o grampo para a posição especificada.
Os tipos são os seguintes:
Para diferentes placas de peças de trabalho, é necessário mover e ajustar a posição e o espaçamento dos grampos na frente do punção da torre CNC.
No caso da braçadeira manual, puxe a alça para liberar o dispositivo de travamento, empurre a braçadeira para a posição desejada e, em seguida, puxe a alça para concluir o ajuste.
Grampo automático: Durante o ajuste, defina a posição de cada grampo no programa de processamento e a máquina-ferramenta ajustará automaticamente cada grampo para a posição necessária na frente da placa do grampo, o que é preciso e rápido.
O perfurador de torre CNC é um moderno equipamento de processamento de chapas metálicas com alta velocidade, alta precisão e alta automação.
Para garantir a confiabilidade do processamento automático e eficiente, bem como a segurança dos operadores e do equipamento durante a operação do equipamento.
O punção de torre CNC tem uma série de dispositivos de proteção de segurança, que constituem um sistema de proteção de segurança.
Inclui principalmente: dispositivo de detecção de desmoldagem, dispositivo de detecção de remoção da abraçadeira, dispositivo de segurança de intertravamento da blindagem, dispositivo de segurança de intertravamento da bancada móvel, dispositivo de proteção da zona morta da abraçadeira, dispositivo de detecção de impacto da abraçadeira e dispositivo de detecção de deformação excessiva da placa.
3.6.1 Dispositivo de detecção de desmoldagem
No processo de estampagem contínua de alta velocidade, a matriz superior ficou presa na chapa metálica e, ocasionalmente, não pôde ser reiniciado de forma suave e oportuna.
Se a máquina-ferramenta continuar a se mover na próxima etapa, poderão ocorrer acidentes de segurança, como colisão de material, transporte de material ou colisão da pinça com o molde.
O dispositivo de detecção de desmoldagem pode monitorar com eficácia a reinicialização oportuna do molde superior.
Se detectar que o molde superior não foi reiniciado a tempo após a estampagem, o dispositivo acionará o alarme de desligamento do sistema.
Assim, os acidentes de segurança subsequentes podem ser evitados.
3.6.2 Dispositivo de detecção de remoção de grampos
No processo de estampagem contínua, a placa pode ficar presa devido ao ressalto de materiais residuais.
Se a braçadeira continuar a puxar a placa para trás, uma ou todas as braçadeiras serão arrancadas.
Se a máquina-ferramenta continuar a trabalhar na próxima etapa após a remoção do grampo, ocorrerão acidentes como colisão de material ou estampagem em posição incorreta.
O dispositivo de detecção de remoção de grampos pode monitorar com eficácia o fenômeno de remoção de grampos. Quando isso ocorrer, o dispositivo acionará o alarme de desligamento do sistema.
Assim, os acidentes de segurança subsequentes podem ser evitados.
3.6.3 Dispositivo de segurança de intertravamento do escudo e da bancada móvel
Durante o processamento automático da máquina-ferramenta, se a proteção ou a bancada móvel for aberta para operação, poderão ocorrer acidentes com ferimentos pessoais.
Portanto, a proteção móvel e a bancada de trabalho móvel da máquina-ferramenta são equipadas com dispositivos de segurança de intertravamento.
Se a proteção for aberta ou a mesa de trabalho móvel for aberta manualmente durante o processamento automático da máquina-ferramenta, o dispositivo de intertravamento acionará o alarme de desligamento do sistema.
Assim, os acidentes de segurança subsequentes podem ser evitados.
3.6.4 Dispositivo de proteção de zona morta com grampo
Pode haver necessidade de processamento de estampagem na posição em que a abraçadeira prende a chapa metálica ou próximo a ela (chamada de zona morta da abraçadeira).
Se não houver medidas de proteção correspondentes, a matriz será perfurada na pinça durante o processamento, causando danos à matriz ou a parte da pinça.
O dispositivo de proteção de zona morta de grampo é um dispositivo de proteção automática para essa situação.
Por meio de um conjunto de chaves indutivas (diferentes tamanhos de moldes correspondem a diferentes chaves indutivas), o dispositivo de proteção acionará o alarme de desligamento do sistema quando a garra entrar na zona morta e houver um comando de pressão durante o processamento automático da máquina-ferramenta.
Assim, os acidentes de segurança subsequentes podem ser evitados.
3.6.5 Dispositivo de detecção de deformação excessiva de chapas metálicas
No processo de estampagem contínua com a braçadeira segurando a chapa metálica, a chapa metálica pode ficar presa devido ao ressalto dos resíduos.
Em seguida, se o grampo continuar a empurrar a chapa metálica, ela será levantada e deformada;
Se a peça em branco tiver deformação excessiva (quando a altura total de deformação atingir 20 mm), ela colidirá com a torre quando for enviada para a torre.
O dispositivo de detecção de impacto da braçadeira e deformação excessiva pode acionar o alarme de desligamento do sistema em caso de deformação excessiva da folha.
Assim, os acidentes de segurança subsequentes podem ser evitados.
Atualmente, há dois modos principais de direção para a torre de produtos convencionais:
Esse tipo de estrutura aciona a torre acionada por corrente por meio do redutor acionado por motor.
A estrutura é relativamente confiável, mas a desvantagem é que o ruído é alto e é fácil de afrouxar, portanto, precisa ser ajustado regularmente.
Acionamento por correia síncrona
Atualmente, não há muitas empresas que adotam essa estrutura para a transmissão por correia síncrona.
O ruído de trabalho é baixo, a força sobre a correia síncrona é alta e o dente é fácil de deformar após um longo período de uso.
É muito importante garantir a estabilidade e a precisão do sistema de alimentação do punção da torre CNC, especialmente no curso longo.
As seguintes formas de alimentação são usadas atualmente pelos principais fabricantes:
3.8.1 Características do acionamento do fuso de esferas
O acionamento por fuso de esferas é a estrutura de alimentação mais comum. Há muitas esferas rolando entre o eixo do fuso de esferas e a porca do par de fusos de esferas.
A resistência de funcionamento é pequena, o que permite obter alta eficiência de movimento. Um sistema de processamento maduro é a garantia de alta precisão.
Sem folga lateral, alta rigidez, alimentação de alta velocidade, baixo aquecimento.
Suas desvantagens são o alto custo de processamento e a pequena capacidade de carga.
Além disso, algumas empresas agora usam fusos de esferas rolantes de precisão para economizar custos.
No entanto, devido à baixa precisão, é difícil controlar a estabilidade da qualidade do produto devido à necessidade de compensação do parâmetro seccional em aplicações práticas.
3.8.2 Características da cremalheira de engrenagem
Nos últimos anos, o rack de engrenagens tem sido usado cada vez mais amplamente.
Suas vantagens são a grande carga, a alta velocidade de transmissão, o baixo preço e o fácil processamento.
Suas desvantagens estão nos altos requisitos de instalação.
Se a precisão do processamento e da instalação for ruim, é fácil causar desgaste e ruído.
A mesa de trabalho da prensa de punção CNC pode ser dividida em:
Mesa de trabalho fixa, mesa de trabalho semi-servo e mesa de trabalho totalmente servo.
De acordo com a função, ela pode ser dividida em bancada de escovas e bancada de esferas de aço.
A precisão real da perfuração é de 0,15 mm devido à grande resistência à fricção da mesa de escovas e de 0,1 mm para a mesa de esferas de aço.
Atualmente, os sistemas de perfuração de torre CNC são basicamente os seguintes:
Além disso, há outros sistemas CNC que raramente são usados no setor de prensas de punção, como o sistema CNC espanhol FAGOR, o sistema CNC de punção têxtil Nisshin etc.
3.11 Tipo de sistema hidráulico de punção de torre CNC
Os sistemas hidráulicos para CNC máquinas de perfuração podem ser divididos em duas categorias:
Um deles é um sistema servo-hidráulico direto que usa uma bomba variável de grande fluxo e uma servoválvula para controlar o circuito principal de óleo e usa um sistema de controle numérico para programar e controlar o movimento do punção;
Características do sistema servo-hidráulico direto
Vantagens:
O sistema CNC controla diretamente o modo de movimento de perfuração do punção, com métodos de controle flexíveis e diversificados.
A força máxima de perfuração também pode ser definida no programa do usuário.
Desvantagens:
Alto consumo de energia, alto custo, altos requisitos de qualidade do óleo hidráulico, alto custo de manutenção e uso do usuário no período posterior e falha grave da servoválvula fora de controle causada por uma leve poluição do óleo durante a substituição e a manutenção regulares do óleo (alto custo de substituição da servoválvula).
O outro tipo é o sistema hidráulico de serviço indireto que usa bombas duplex de alta e baixa pressão para fornecer óleo.
Os circuitos duplos de óleo de alta e baixa pressão têm válvulas de reversão de alta velocidade para coordenar e controlar o movimento do aríete.
O sistema hidráulico tem sua própria unidade de circuito de controle servo de alta velocidade dedicada.
O sistema CNC seleciona o modo de movimento do aríete e insere os parâmetros relevantes para atender ao sistema hidráulico.
Características do sistema servo-hidráulico indireto
Vantagens:
Alta eficiência, economia de energia, controle simples, economia, confiabilidade, durabilidade e manutenção conveniente;
Desvantagens:
A pressão máxima de impulso durante a operação não pode ser definida e ajustada pelo programa.
Atualmente, o sistema hidráulico usado principalmente pela empresa é o sistema de perfuração hidráulica fabricado pela Harley alemã, e os modelos correspondentes são os seguintes:
Entre eles, o ECO adota o sistema hidráulico de baixo grau da Halley alemã, com uma frequência de movimento de 6 mm de curso de 600 vezes por minuto;
A HKL adota o sistema servo hidráulico de média e alta qualidade da Halley da Alemanha, com alta precisão (até ± 0,2 mm), função de formação lenta de alta precisão, função de laminação de alta precisão e frequência de movimento de curso de 5 mm de 1000 vezes por minuto;
O HRE adota o sistema servo-hidráulico de ponta da Halley da Alemanha, com vários modos de controle do movimento do punção. Alta precisão (± 0,1 mm pode ser laminado), muitos parâmetros controláveis no modo de controle (a velocidade também pode ser controlada) e a frequência de marcação pode chegar a 1.750 vezes por minuto.
O HPPC é o sistema servo-hidráulico mais avançado lançado pela Halley, que combina todas as vantagens de outros sistemas, e a velocidade é bastante aprimorada, com 3800 vezes por minuto de marcação.
O óleo hidráulico antidesgaste Mobil ATF220 é usado uniformemente no sistema hidráulico Haley, e o óleo hidráulico antidesgaste Mobil DTE25 é usado no sistema de limpeza HIQ.
A tonelagem de perfuração dos punções hidráulicos das séries HPH, HPI, HPQ, HPC e HIQ é de 30 t, e a pressão de perfuração dos punções hidráulicos HBL é de 50 t.
3.12 Significado do código do modelo do punção da torre CNC
Cada código de máquina-ferramenta tem seu significado específico.
Por exemplo, o código atual da máquina-ferramenta HPI-3048-40LA2, em que 30 representa a tonelagem de perfuração de 30 toneladas (20 representa 20 toneladas), 4 representa o deslocamento do eixo Y de 1250 mm (5 representa 1500 mm), 8 representa a linha do eixo X de 2500 mm, 40 representa a torre de 40 estações, L representa a matriz longa, A2 representa que a máquina está equipada com duas matrizes rotativas.
Pergunta para reflexão:
1 Quais são os principais componentes do punção de torre CNC?
2. Quais sistemas CNC são usados principalmente para puncionamento de torre CNC?
3. O sistema hidráulico correspondente a vários modelos de punção de torre CNC da Yawei?
De acordo com a guia, ela é dividida em: matriz de guia longa e matriz de guia curta;
De acordo com o tipo de reinicialização: molde de reinicialização por mola e molde de reinicialização forçada;
De acordo com a estrutura interna, ele é dividido em: molde integral e molde combinado modular;
De acordo com o tamanho e a especificação: Moldes de estação A, B, C, D, E;
De acordo com o uso do processo: puncionamento, conformação, laminação e outros moldes;
De acordo com o desempenho do serviço, ele pode ser dividido em: molde comum, molde de revestimento resistente ao desgaste e molde antiaderente;
De acordo com o formato da borda de corte, ela pode ser dividida em: matriz de borda de corte plana e matriz de borda de corte inclinada;
De acordo com o número de núcleos do molde, ele pode ser dividido em: molde de perfuração única, molde com vários sub-moldes e molde com vários furos.
Estrutura padrão (série E85);
Estrutura de troca rápida (série S90);
Estrutura de carga pesada (aço inoxidável acima de 2,5 mm nas estações A e B, chapa laminada a frio acima de 3,5 mm, chapa de alumínio acima de 4,5 mm).
Borda plana;
Borda de corte inclinada (estrutura do teto);
Borda de corte côncava interna;
Borda interna chanfrada.
A matriz é feita principalmente de aço para ferramentas de alta velocidade SKH e M2, que são aplicáveis a chapas laminadas a frio, chapas de alumínio e chapas de aço inoxidável, e são mais duras do que o aço-liga.
As ligas de aço para ferramentas SKD e D2 são aplicáveis principalmente a chapas laminadas a frio e chapas de alumínio com baixo custo de material.
Dureza: refletindo a capacidade antideformação;
Robustez: refletindo a resistência ao impacto;
Resistência à abrasão: Ele reflete a resistência ao desgaste e à corrosão.
As vantagens do sistema ideal folga da matriz em uso prático são: prolongamento efetivo da vida útil da matriz, bom efeito de descarga, redução de rebarbas e flanges e redução do tempo de moagem.
A folga é muito pequena: a pressão de perfuração aumenta, o desgaste entre o punção e a matriz inferior é acelerado e a vida útil da matriz é reduzida;
Folga excessiva: rebarba grande, qualidade de perfuração ruim;
Se a folga for muito grande ou muito pequena, é fácil produzir aderência na borda de corte do punção, o que pode resultar em uma tira.
Várias espessuras de placa e folgas típicas são selecionadas na tabela a seguir.
| Espessura | 1.0 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 6.0 |
| Placa de alumínio | 0.15 | 0.3 | 0.38 | 0.45 | 0.6 | 0.7 | 0.8 | 1.0 | 1.2 |
| Chapa laminada a frio | 0.2 | 0.4 | 0.5 | 0.7 | 0.85 | 1.0 | 1.1 | 1.25 | 1.5 |
| Aço inoxidável | 0.25 | 0.55 | 0.65 | 0.9 | 1.05 | 1.2 | 1.35 |
Forma de processamento, espessura da placa e material de processamento.
Quando a borda de corte R da matriz atingir 0,1 mm, o punção e a matriz inferior deverão ser retificados.
A quantidade de corte é menor que 0,013 mm;
A borda R da matriz não deve exceder 0,25 mm, caso contrário, ela entrará no estágio de desgaste severo;
Resfriamento suficiente para evitar o recozimento do punção;
Limpe, desmagnetize e lubrifique após o esmerilhamento;
Os calços devem ser adicionados depois que a matriz inferior for afiada.
Pergunta para reflexão:
1. Quantas estruturas tem a matriz de punção da torre NC?
2. Como selecionar o folga da matriz do punção da torre CNC?
3. Precauções para a retificação de matriz de punção em torre CNC?