Guia abrangente de técnicas de soldagem de costura
Imagine um mundo em que a força e a integridade de inúmeros produtos do cotidiano dependem de um processo despretensioso, mas vital: a costura...

Uma costura de solda refere-se à parte da junta formada no componente soldado após a soldagem. O metal que compõe o cordão de solda, ou seja, o metal de solda, afeta diretamente o desempenho dos componentes e estruturas soldados devido à sua forma e qualidade. Portanto, os soldadores devem entender os tipos de cordões de solda e seus símbolos de representação nos desenhos de engenharia.
(1) De acordo com as diferentes formas de junção, ela pode ser dividida em cinco tipos: solda de topo, solda de filete, solda de encaixe, solda de ranhura e solda de borda.
1) Solda de topo.
Um cordão de solda soldado entre as superfícies chanfradas das peças de trabalho ou entre a superfície chanfrada de uma peça e a superfície de outra peça.
2) Solda de filete.
Um cordão de solda soldado ao longo da linha de interseção de duas partes ortogonais ou quase ortogonais.
3) Cordão de solda do terminal.
O cordão de solda formado por uma junta terminal.
4) Tampe o cordão de solda.
Duas peças são sobrepostas, uma das quais tem um furo redondo, e o cordão de solda formado pela soldagem das duas placas no furo redondo, apenas o filete de solda dentro do furo não é considerado uma solda de plugue.
5) Costura de solda com ranhura.
Duas chapas são sobrepostas, uma das quais tem um furo longo, e o cordão de solda é formado pela soldagem das duas chapas no furo longo, sendo que somente a solda de filete não é considerada uma solda de fenda.
(2) De acordo com as diferentes posições espaciais da costura de solda
Pode ser dividida em quatro formas: costura de solda plana, costura de solda vertical, costura de solda horizontal e costura de solda suspensa.
(3) De acordo com a continuidade diferente da costura de solda
Divididas em soldas contínuas e soldas intermitentes. As soldas intermitentes são ainda divididas em tipos escalonados e paralelos, conforme mostrado na Figura 2-50. Além de especificar o tamanho da ponta de solda K, o comprimento L e o espaçamento e de cada segmento da solda intermitente também devem ser indicados, e o símbolo "Z" representa a solda escalonada.
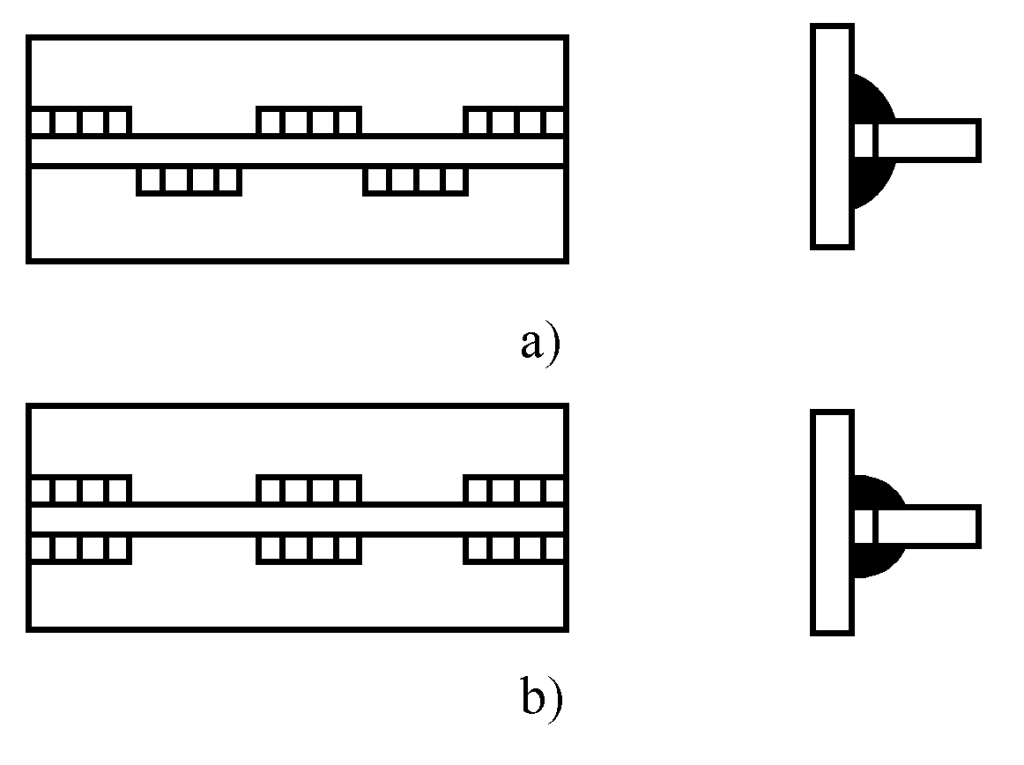
a) Escalonado
b) Paralelo
(4) De acordo com as diferentes funções da solda
Dividido em soldas de suporte de carga que suportam cargas, soldas de conexão que não suportam cargas diretamente, mas servem apenas para conectar, soldas de vedação usadas principalmente para evitar vazamento de fluido e soldas de posicionamento que são soldadas antes da soldagem formal para montar e fixar a posição das juntas na peça de trabalho com um comprimento menor.
(5) De acordo com o formato da solda e sua posição na junta
Divididas em soldas de topo que formam juntas de topo; soldas de borda aplicadas na laminação da borda da peça de trabalho; soldas de plugue formadas pela soldagem em um orifício redondo aberto em uma de duas chapas sobrepostas; soldas circunferenciais distribuídas ao longo da circunferência de peças de trabalho esféricas ou cilíndricas com extremidades unidas; e soldas niveladas cujas superfícies são retificadas para ficarem niveladas com a superfície do material de base etc.
(1) Largura da solda
A junção entre a superfície da solda e o material de base é chamada de ponta de solda. Na seção transversal de uma solda de passe único, a distância entre os dois dedos de solda é chamada de largura da solda, conforme mostrado na Figura 2-51.
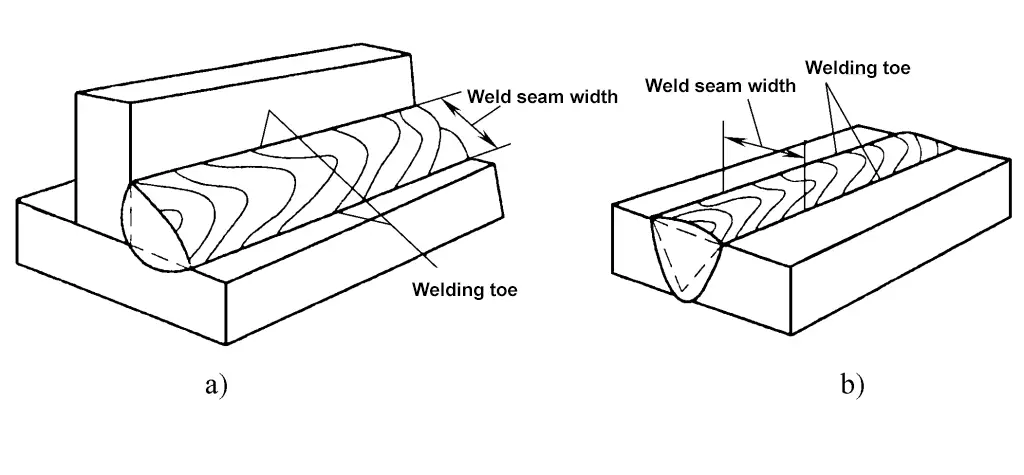
a) Junta em T
b) Junta de topo
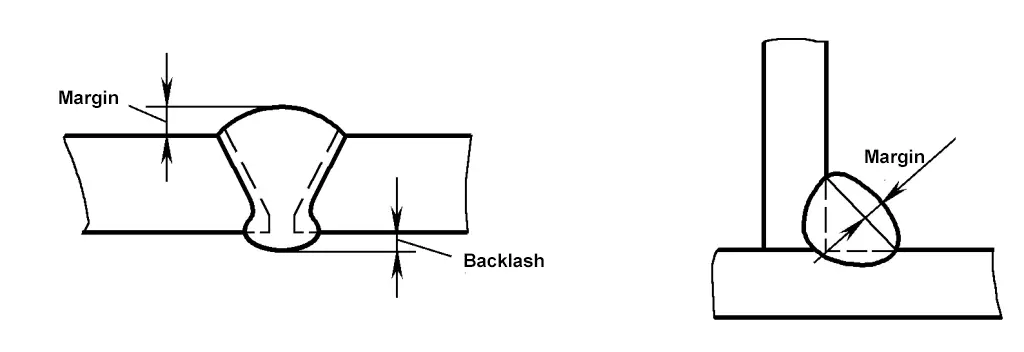
(2) Excesso de altura
Nas soldas de topo, a altura do metal de solda acima da linha que liga os dedos da solda da superfície é chamada de altura excessiva, conforme mostrado na Figura 2-52. O excesso de altura aumenta a área da seção transversal da solda, melhora a resistência e pode aumentar a sensibilidade dos filmes de raios X, mas é propenso à concentração de tensão nos pontos de solda. Portanto, o excesso de altura não deve ser menor do que o material de base, mas também não deve ser muito alto. A norma nacional especifica que o excesso de altura para soldagem com arco de metal blindado é de 0 a 3 mm, e para soldagem por arco submersoA altura excessiva é de 0 a 4 mm.
(3) Profundidade de penetração
Na seção transversal da junta soldada, a profundidade de fusão do material de base é chamada de profundidade de penetração, conforme mostrado na Figura 2-53. Quando o material do metal de adição (Vareta de solda ou arame) é fixo, o tamanho da profundidade de penetração é determinado pela composição química da solda.
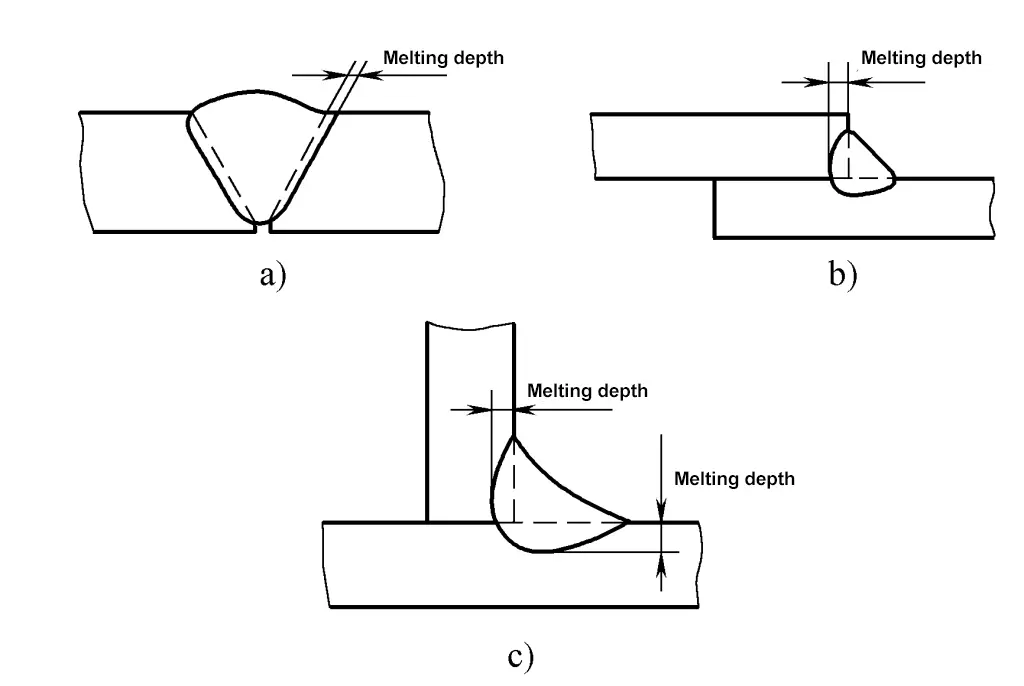
a) Profundidade de fusão da articulação do bumbum
b) Profundidade de fusão da junta sobreposta
c) Profundidade de fusão da junta em T
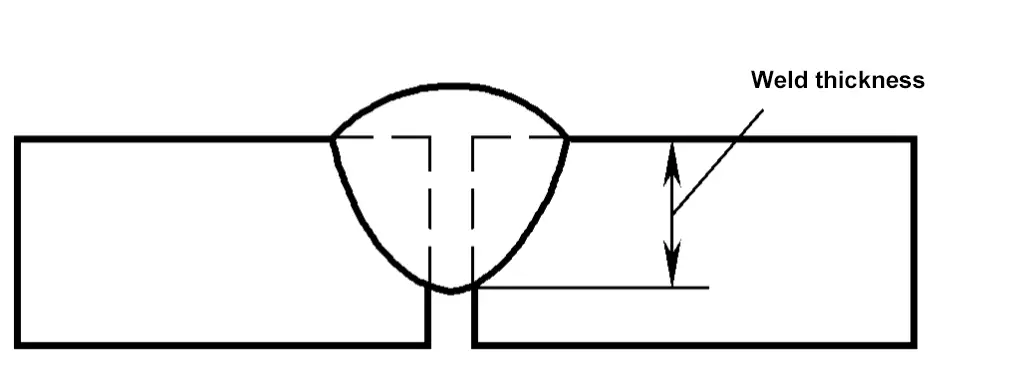
(4) Espessura da solda
Na seção transversal da solda, a distância da frente da solda até a parte de trás da solda é chamada de espessura da solda, conforme mostrado na Figura 2-54.
(5) Forma e tamanho das soldas de filete
Com base na forma externa da solda de filete, as soldas de filete podem ser divididas em dois tipos: as soldas de filete com uma superfície elevada são chamadas de soldas de filete convexas; as soldas de filete com uma superfície côncava são chamadas de soldas de filete côncavas, conforme mostrado na Figura 2-55. Sob certas condições, as soldas de filete côncavas têm muito menos concentração de tensão do que as soldas de filete convexas.
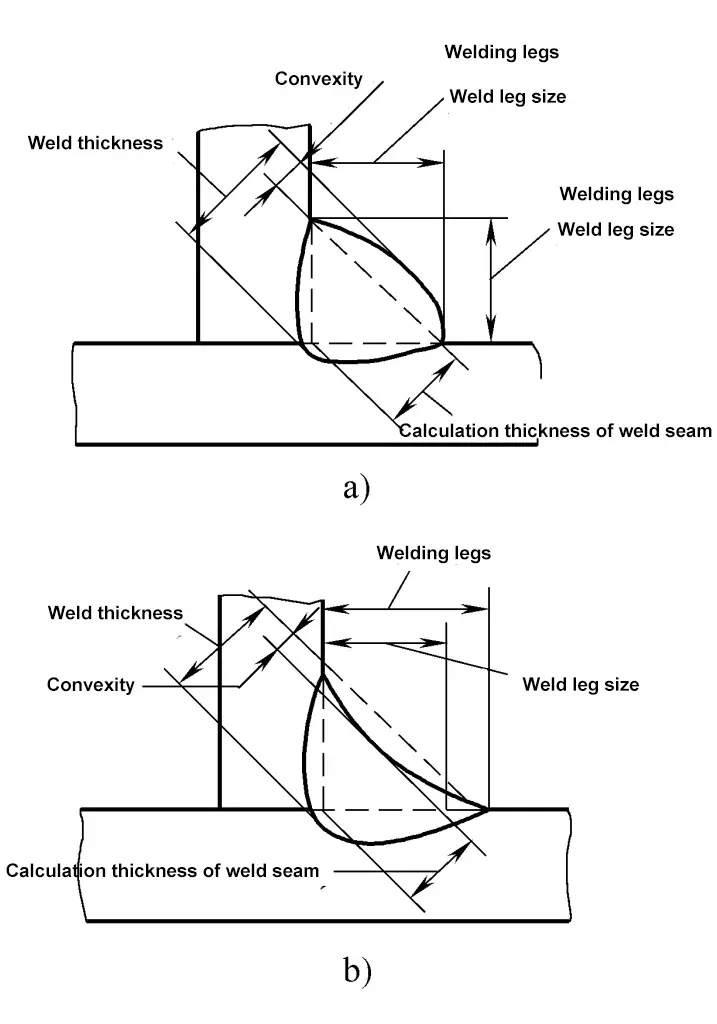
a) Solda de filete convexa
b) Solda de filete côncavo
1) Espessura de cálculo da solda.
Desenhe o maior triângulo isósceles com ângulo reto dentro da seção transversal da solda de filete; o comprimento perpendicular do vértice do ângulo reto até a hipotenusa é a espessura de cálculo da solda. Se a seção transversal da solda de filete for um triângulo retângulo isósceles padrão, a espessura de cálculo da solda será igual à espessura da solda; em soldas de filete convexas ou côncavas, a espessura de cálculo da solda será menor que a espessura da solda.
2) Convexidade da solda.
Na seção transversal de uma solda de filete convexa, a distância máxima entre a linha do dedo do pé da solda e a superfície da solda, conforme mostrado na Figura 2-55.
3) Concavidade da solda.
Na seção transversal de uma solda de filete côncava, a distância máxima entre a linha do dedo do pé da solda e a superfície da solda, conforme mostrado na Figura 2-55b.
4) Perna de solda.
Na seção transversal de uma solda de filete, a distância mínima de uma ponta de solda em uma peça de trabalho até a superfície de outra peça de trabalho; o tamanho da perna de solda é o comprimento do lado do ângulo reto no maior triângulo retângulo isósceles desenhado na seção transversal; para soldas de filete convexas, o tamanho da perna de solda é igual à perna de solda; para soldas de filete côncavas, o tamanho da perna de solda é menor que a perna de solda.
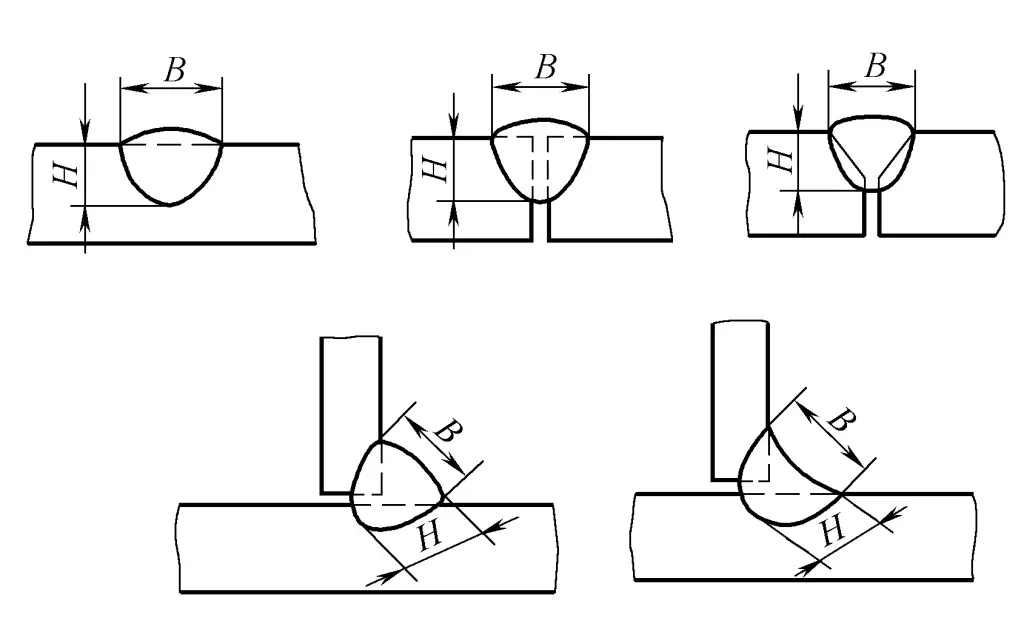
(6) Fator de formação da solda
Durante a soldagem, a relação entre a largura da solda (B) e a espessura calculada da solda (H) na seção transversal de um único cordão de solda (ψ=B/H) é chamada de fator de formação da solda, conforme mostrado na Figura 2-56. Quanto menor o fator de formação da solda, mais estreita e profunda será a solda, o que a torna propensa a porosidade, inclusão de escória e rachaduras. Portanto, o fator de formação da solda deve manter um determinado valor, por exemplo, o fator de formação da solda para a soldagem por arco submerso deve ser maior que 1,3.
(7) Índice de fusão
Refere-se à porcentagem do material de base que é fundida no metal de solda durante a soldagem.
Onde:
Ao soldar aço de alta liga e não ferrosos metaisSe o índice de fusão for alto, a taxa de fusão deve ser controlada para evitar defeitos de soldagem.
Os símbolos usados para marcar o método de soldagem, a forma da solda e as dimensões da solda nos desenhos são chamados de símbolos de solda. Os símbolos de solda geralmente consistem em símbolos básicos e linhas líderes. Símbolos auxiliares, símbolos suplementares e símbolos de dimensão de solda também podem ser adicionados conforme necessário. De acordo com as disposições da GB/T324-2008 "Representação de símbolos de solda", os símbolos de solda podem ser divididos nos seguintes tipos.
Os símbolos básicos são usados para representar a forma da seção transversal ou as características das soldas, consulte a Tabela 2-13. A aplicação dos símbolos básicos é mostrada na Tabela 2-14.
| Não. | Nome | Diagrama esquemático | Símbolo |
| 1 | Solda com flange na borda (com fusão completa da borda) |  |  |
| 2 | Solda em forma de I | 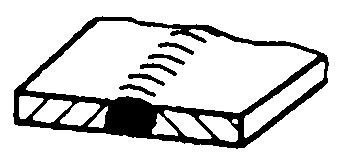 |  |
| 3 | Solda em forma de V | 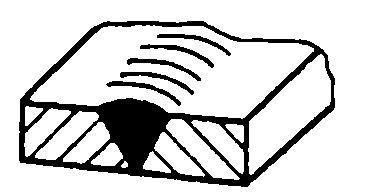 |  |
| 4 | Solda em V de chanfro único | 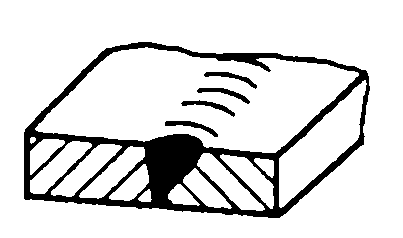 |  |
| 5 | Solda em forma de V com borda cega | 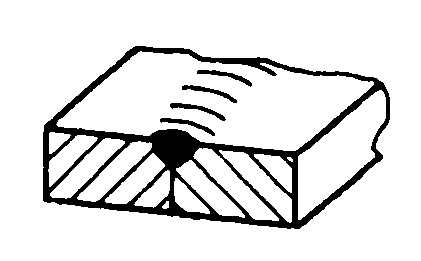 |  |
| 6 | Solda em forma de V de chanfro único com borda cega | 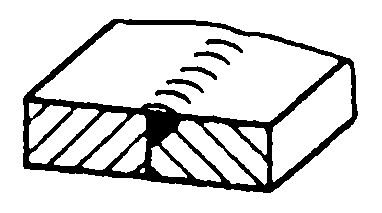 |  |
| 7 | Solda em forma de U com borda cega | 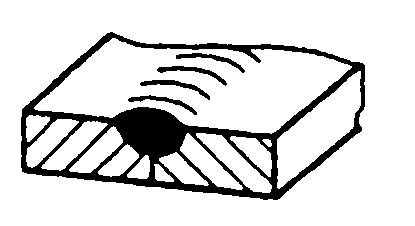 |  |
| 8 | Solda em forma de J com borda cega | 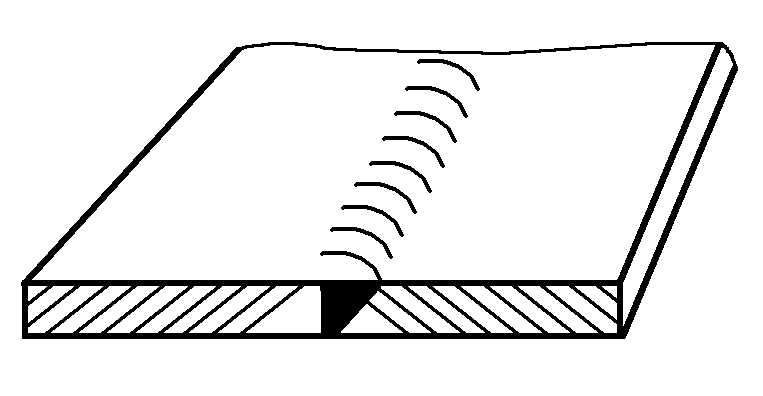 |  |
| 9 | Solda de apoio | 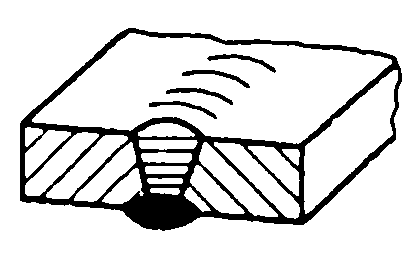 |  |
| 10 | Solda de filete | 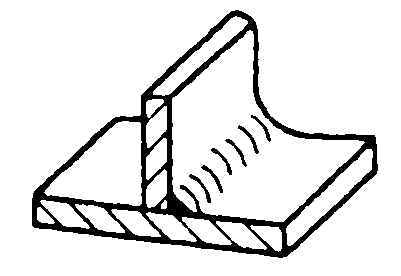 |  |
| 11 | Solda de plugue ou solda de fenda | 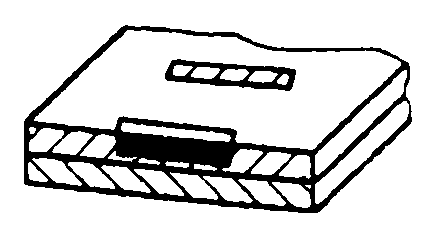 |  |
| 12 | Solda a ponto | 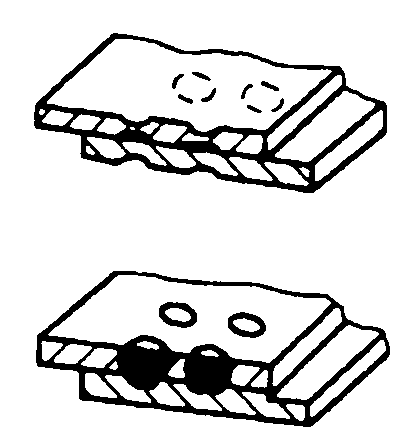 |  |
| 13 | Solda de costura | 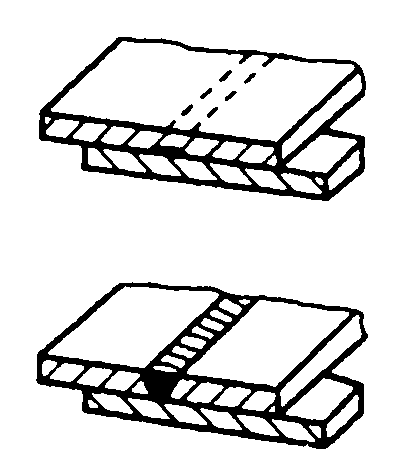 | 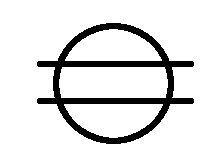 |
| 14 | Solda em forma de V com flanco íngreme | 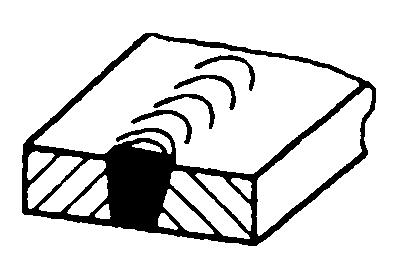 |  |
| 15 | Solda em forma de V simples com flanco íngreme | 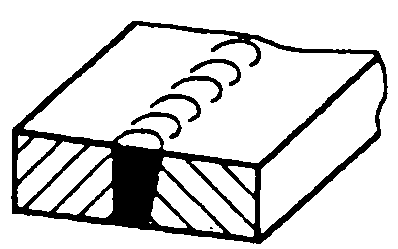 |  |
| 16 | Solda de extremidade | 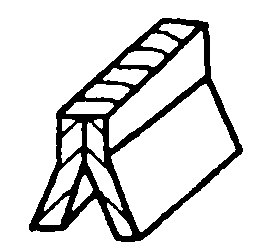 |  |
| 17 | Solda de acumulação | 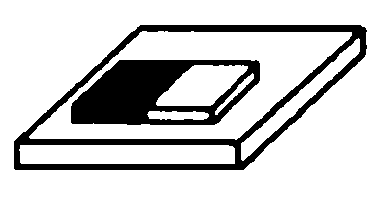 |  |
| 18 | Junta soldada plana | 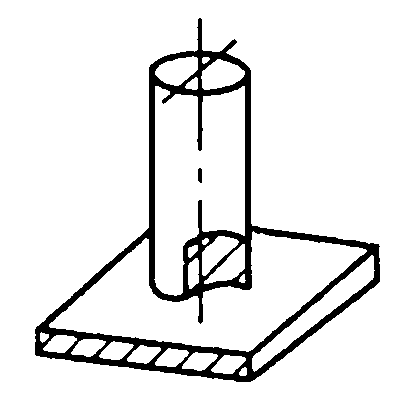 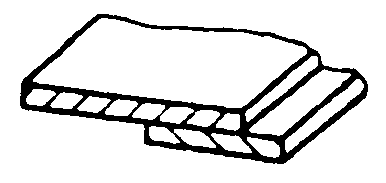 |  |
| 19 | Junta soldada chanfrada | 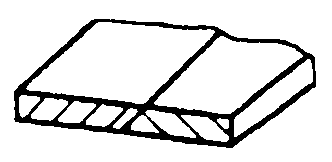 |  |
| 20 | Junta soldada dobrada | 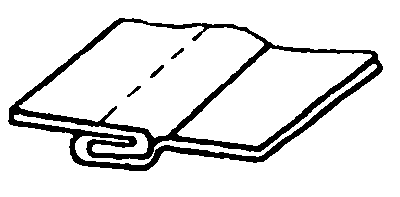 |  |
Tabela 2-14: Exemplos de aplicativos de símbolos básicos
| Não. | Símbolo | Diagrama | Exemplo de anotação |
| 1 |  | 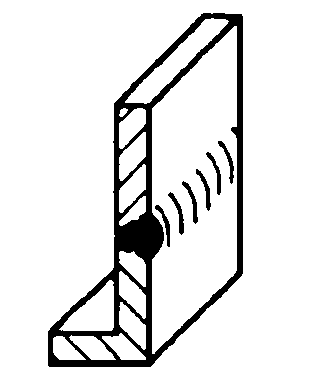 | 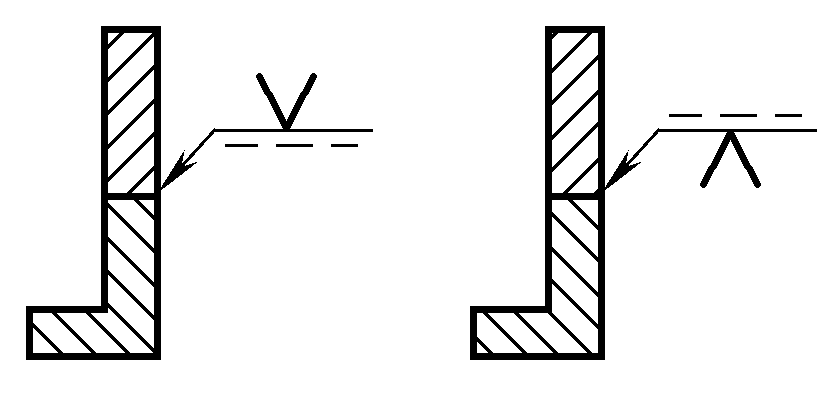 |
| 2 |  | 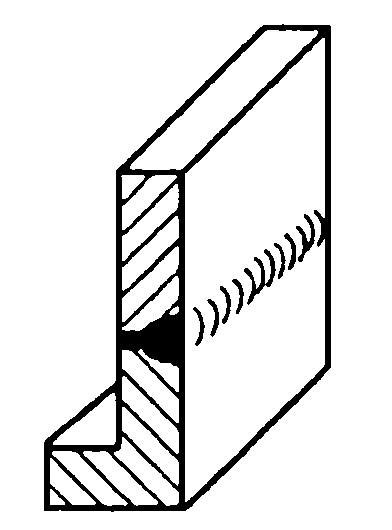 | 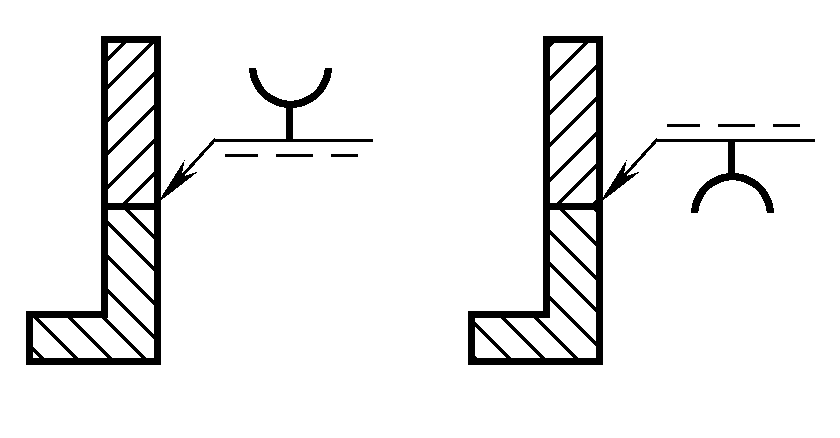 |
| 3 |  | 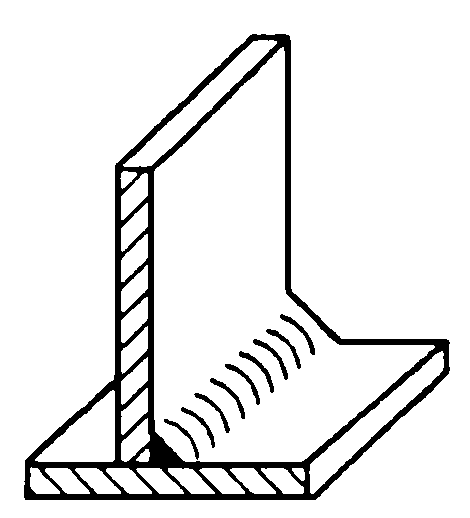 | 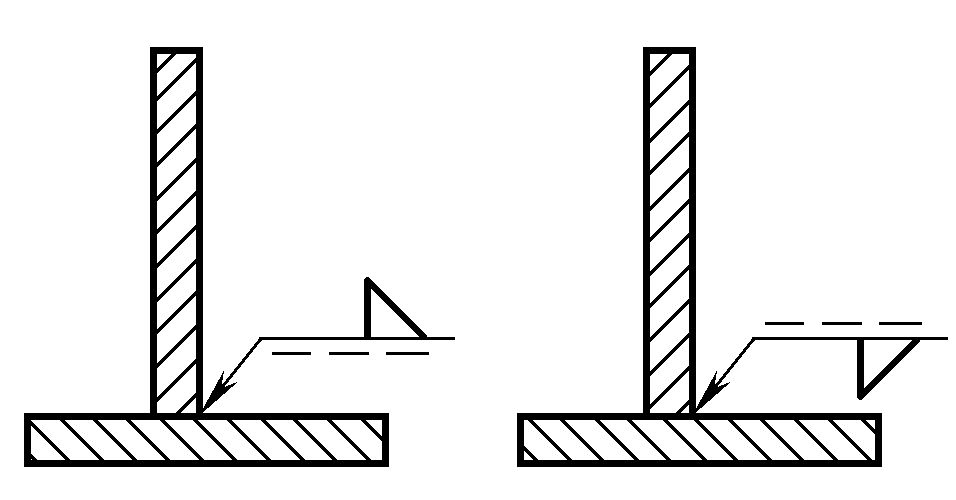 |
| 4 |  | 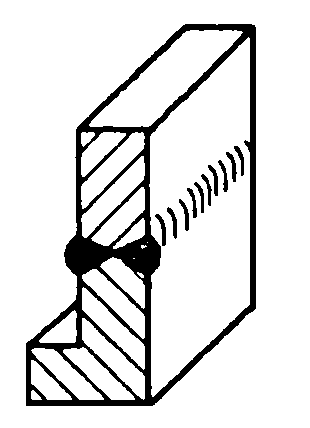 | 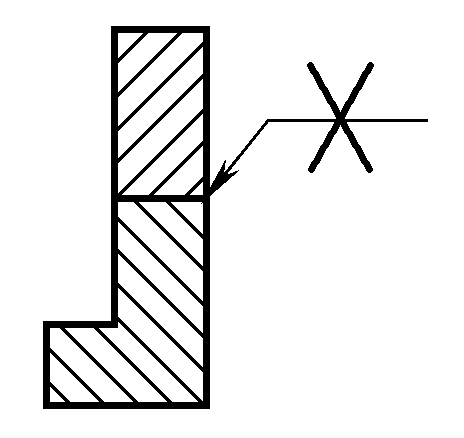 |
| 5 |  | 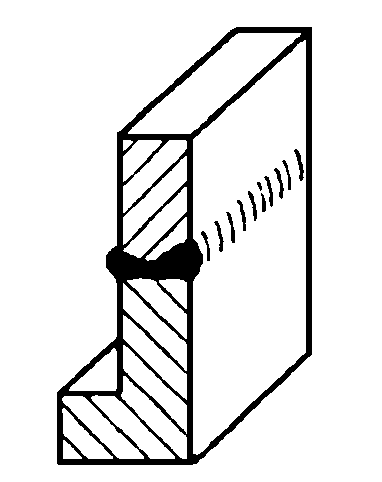 | 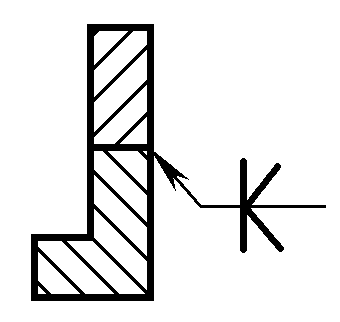 |
Observação: Ao soldar soldas ou juntas de dupla face, os símbolos básicos podem ser combinados, consulte a Tabela 2-15.
Tabela 2-15 Combinação de símbolos básicos
| Não. | Símbolo | Diagrama | Exemplo de anotação |
| 1 | Solda com ranhura em V de dupla face (X-weld) | 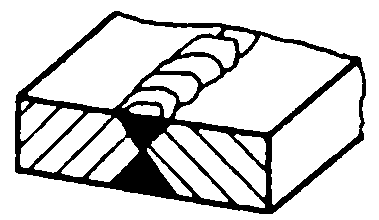 | 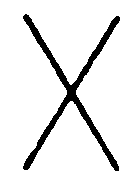 |
| 2 | Solda de ranhura em V simples de dupla face (K-weld) | 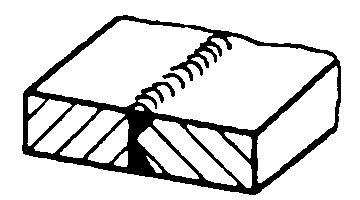 | 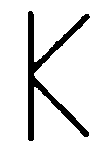 |
| 3 | Solda com ranhura em V de dois lados com uma borda sem corte | 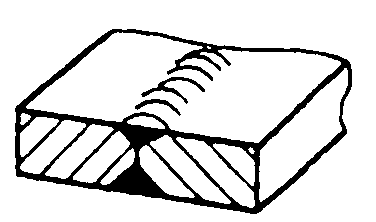 |  |
| 4 | Solda de ranhura em V simples de dupla face com uma borda sem corte | 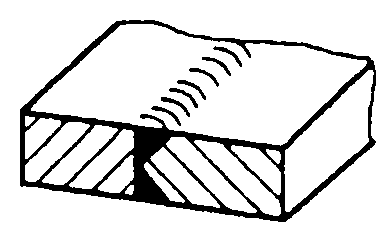 |  |
| 5 | Solda em U de dupla face | 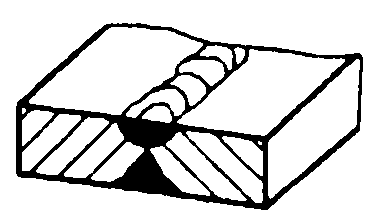 |  |
Os símbolos suplementares são usados para fornecer informações adicionais sobre determinadas características de soldas ou juntas (como formato da superfície, suporte, distribuição da solda, local da solda etc.).
1) Consulte a Tabela 2-16 para ver os símbolos suplementares.
Tabela 2-16 Símbolos suplementares
| Não. | Nome | Símbolo | Descrição |
| 1 | Plano | A superfície do cordão de solda geralmente é usinada para ficar plana. | |
| 2 | Côncavo |  | A superfície da costura de solda é rebaixada. |
| 3 | Convexo |  | A superfície da costura de solda fica saliente. |
| 4 | Transição suave |  | A transição na ponta da solda é suave. |
| 5 | Suporte permanente |  | O suporte é mantido permanentemente. |
| 6 | Suporte temporário |  | O suporte é removido após a conclusão da soldagem. |
| 7 | Solda de três lados |  | A solda está presente em três lados. |
| 8 | Solda periférica |  | Uma solda aplicada ao longo do perímetro da peça de trabalho; o local é marcado na interseção da linha de base com a linha de seta. |
| 9 | Solda de campo |  | Uma solda executada no local. |
| 10 | Cauda |  | Pode indicar as informações necessárias. |
2) As tabelas 2-17 e 2-18 fornecem exemplos de aplicação e marcação de símbolos suplementares.
Tabela 2-17 Exemplos de aplicação de símbolos suplementares
| Não. | Nome | Símbolo | Descrição |
| 1 | Solda plana com ranhura em V | 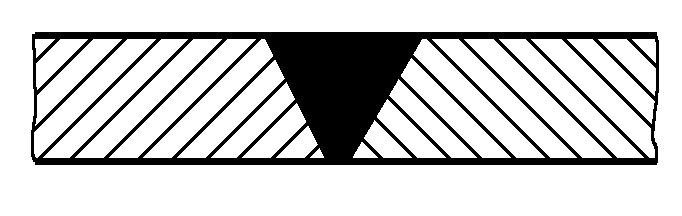 | 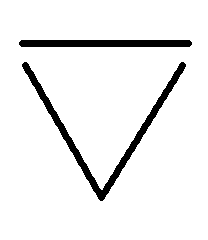 |
| 2 | Solda com ranhura em V dupla elevada | 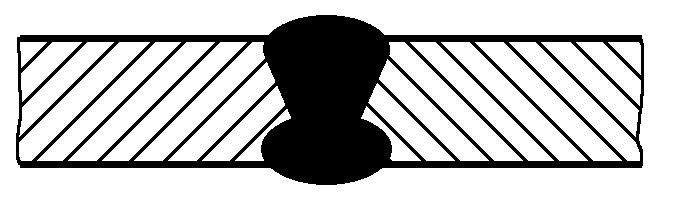 | 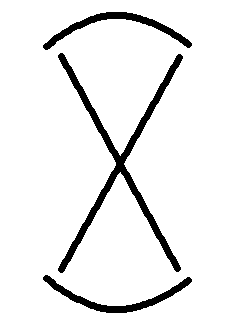 |
| 3 | Solda de filete rebaixada | 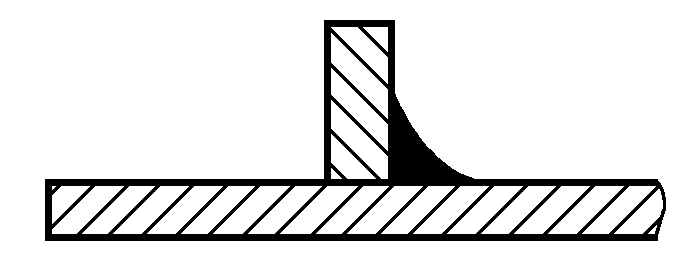 |  |
| 4 | Solda de ranhura em V plana com solda de apoio |  |  |
| 5 | Solda de filete com uma transição de superfície suave | 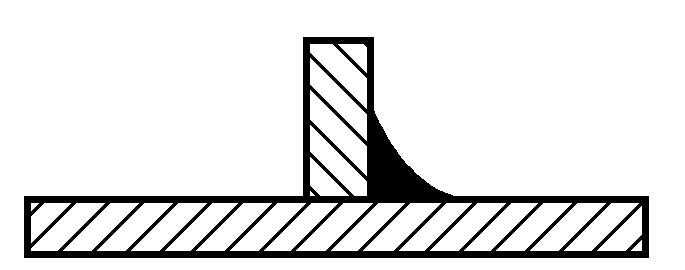 | 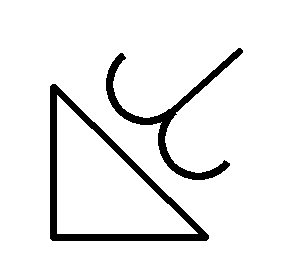 |
Tabela 2-18 Exemplos de marcação de símbolos suplementares
| Não. | Símbolo | Diagrama | Exemplo de anotação |
| 1 | 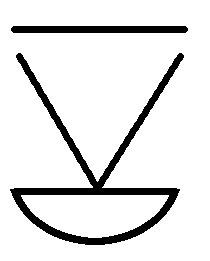 | 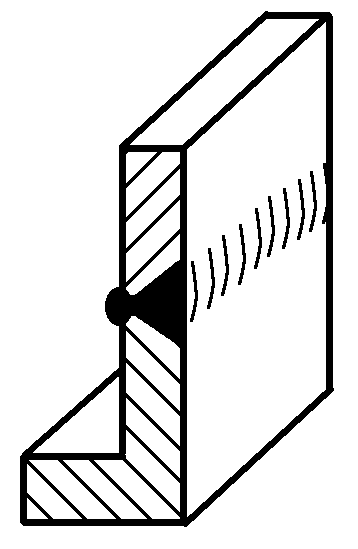 | 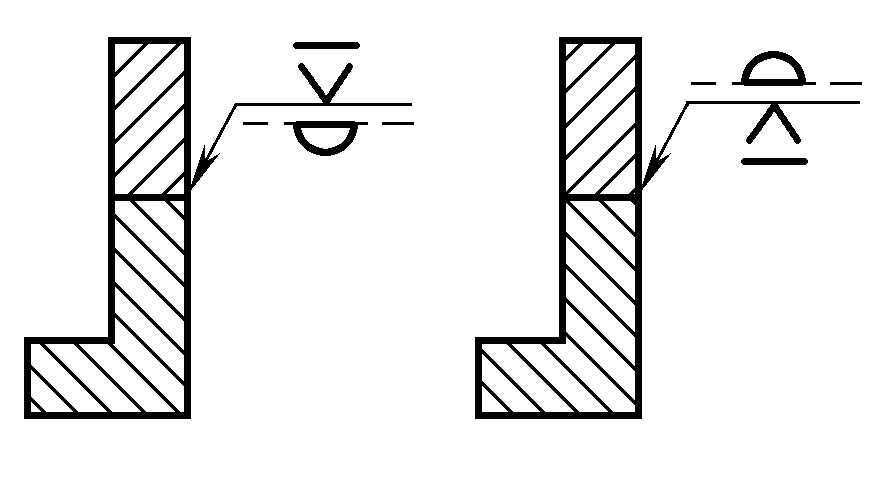 |
| 2 |  | 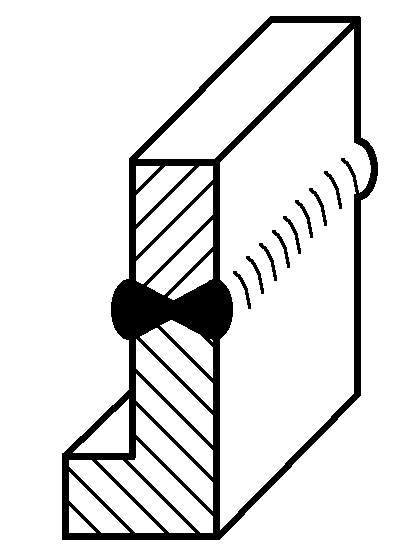 | 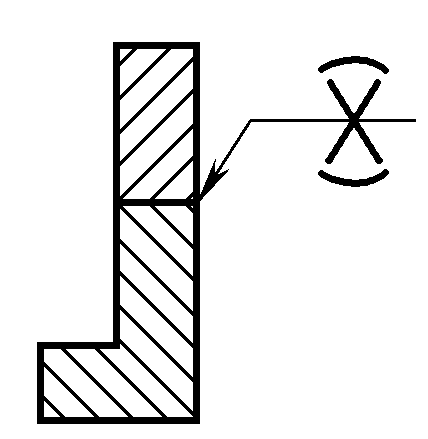 |
| 3 |  | 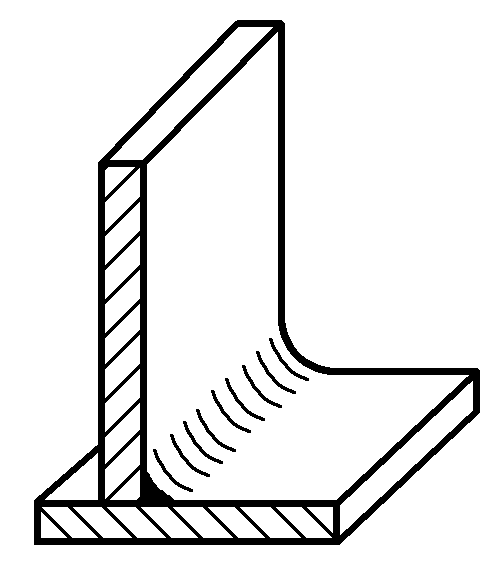 | 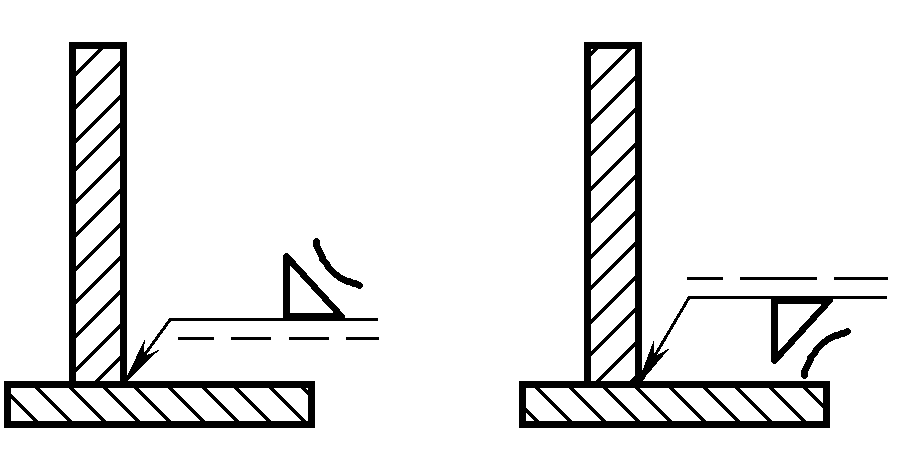 |
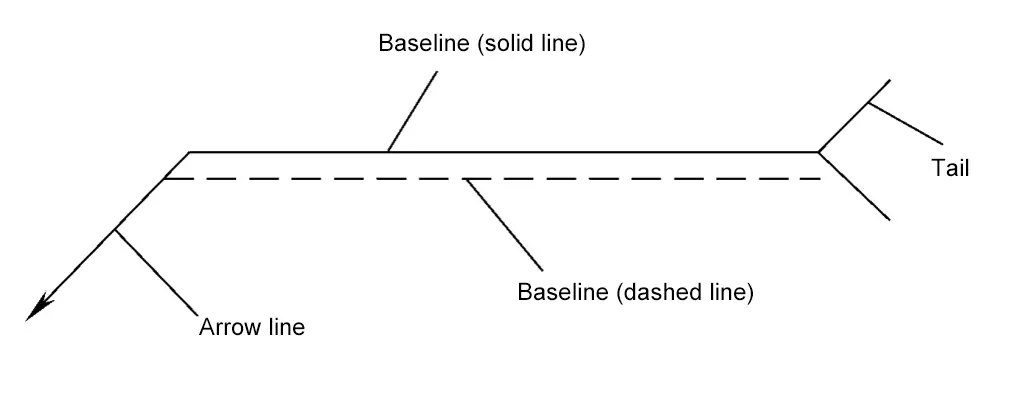
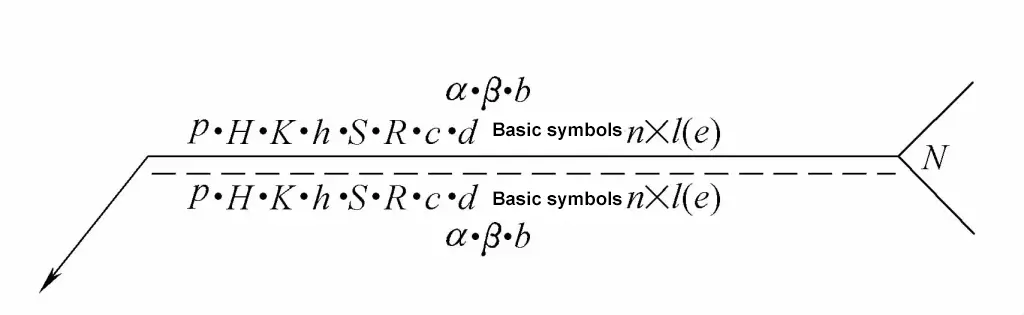
A linha líder consiste em uma linha de seta, linhas de referência (sólida e tracejada) e uma cauda, conforme mostrado na Figura 2-57.
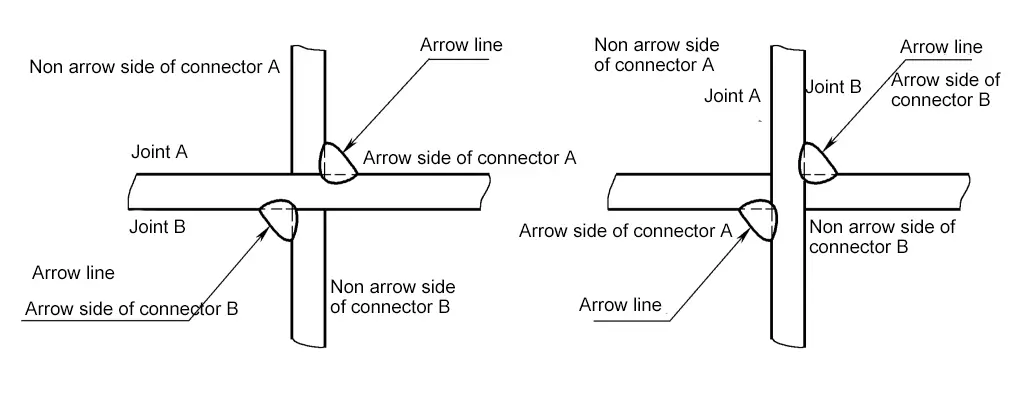
(1) Linha de seta
A junta diretamente apontada pela seta é o "lado com seta" da junta, e o lado oposto é o "lado sem seta" da junta, conforme mostrado na Figura 2-58.
(2) Linha de Datum
A linha de referência geralmente deve ser paralela à borda inferior do desenho, mas também pode ser perpendicular, se necessário. As posições das linhas sólidas e tracejadas podem ser trocadas conforme necessário. Ao marcar soldas simétricas ou soldas de dupla face, as linhas tracejadas podem ser omitidas.
(3) Cauda
Geralmente omitida. A parte traseira só é adicionada quando há requisitos ou explicações adicionais para a solda.
Quando for necessário simplesmente desenhar soldas no desenho, elas podem ser representadas por vistas, vistas seccionais ou vistas de seção transversal, ou podem ser representadas esquematicamente por desenhos isométricos.
Ao representar as soldas com uma vista, o método de desenho é o mostrado na Figura 2-59, em que as soldas representadas pelas séries de linhas sólidas da Figura 2-59a e b podem ser desenhadas à mão; a solda representada pela Figura 2-59c é indicada com uma linha grossa.
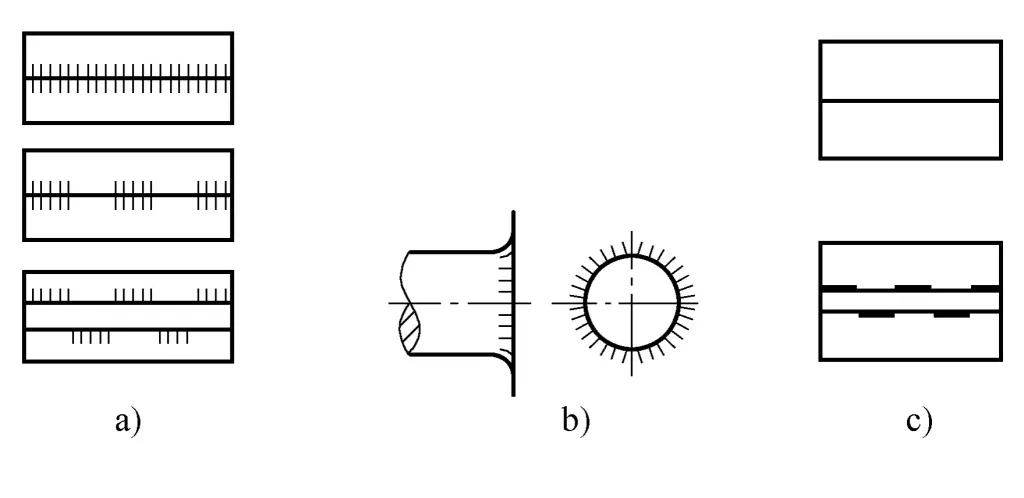
Na vista que representa a superfície da solda, o contorno da solda é normalmente desenhado com uma linha sólida grossa. Se necessário, a forma do chanfro antes da soldagem pode ser desenhada com uma linha sólida fina, como mostrado na Figura 2.60.
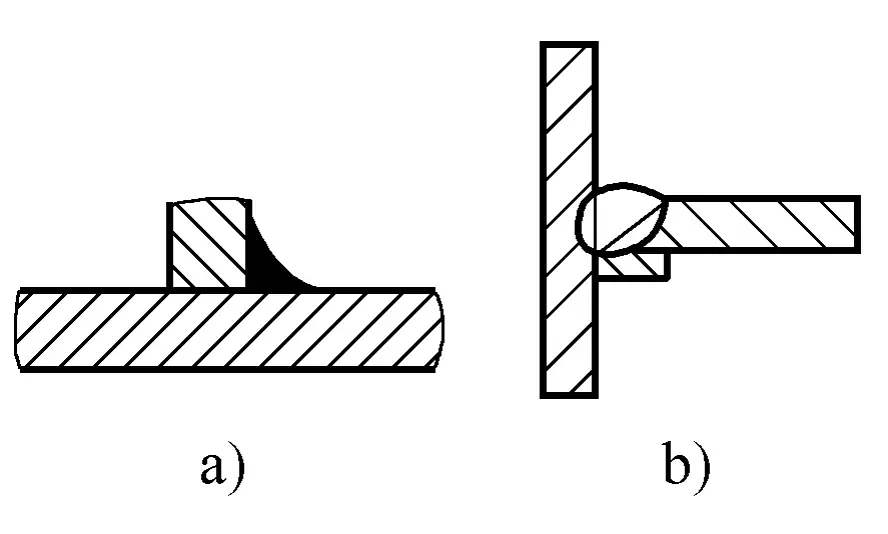
Em uma vista em corte ou em seção transversal, a zona de fusão do metal da solda é geralmente sombreada em preto, como mostrado na Figura 2-61a. Se também for necessário representar o formato do chanfro, etc., a parte da zona de fusão geralmente é delineada com uma linha sólida grossa e, se necessário, o formato do chanfro antes da soldagem é desenhado com uma linha sólida fina, conforme mostrado na Figura 2-61b.
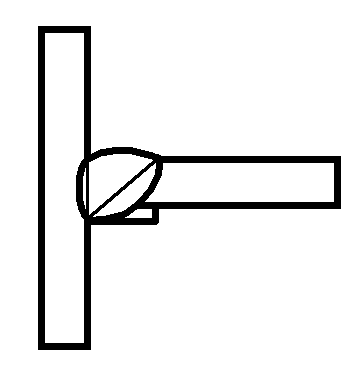
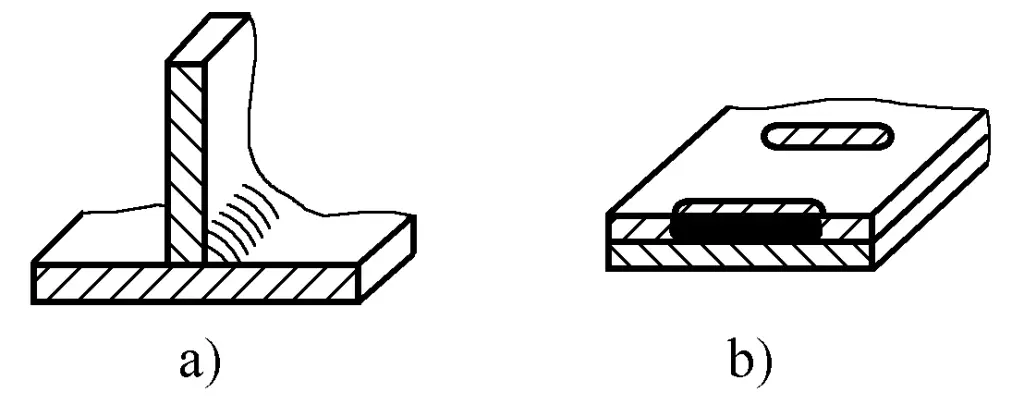
O método de representação de soldas com um desenho isométrico é mostrado na Figura 2-62.
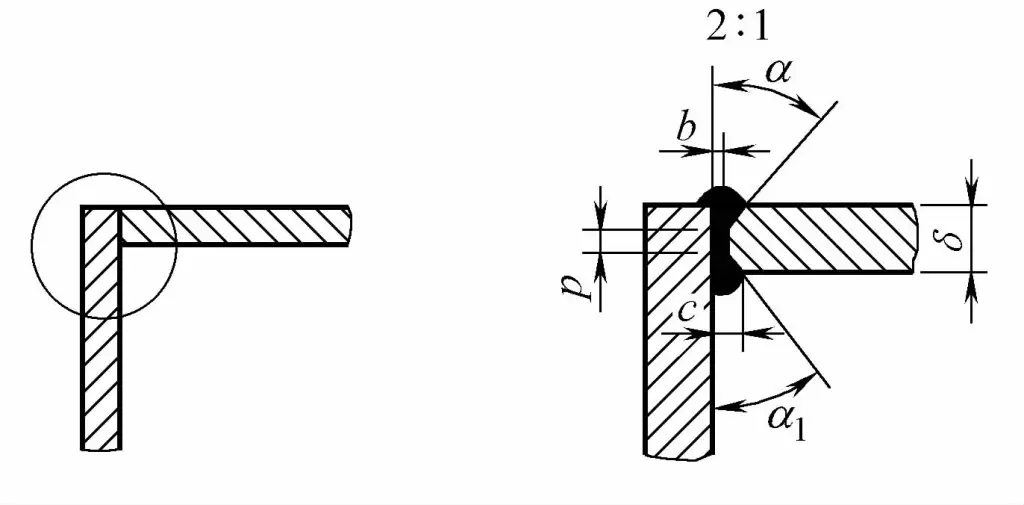
Quando necessário, a área de solda pode ser ampliada e rotulada, conforme mostrado na Figura 2-63.
1) As dimensões horizontais estão identificadas no lado esquerdo do símbolo básico.
2) As dimensões verticais estão identificadas no lado direito do símbolo básico.
3) O ângulo do chanfro, o ângulo da ranhura e a folga da raiz são rotulados na parte superior ou inferior do símbolo básico.
4) A quantidade de soldas idênticas é identificada no final.
5) Quando há muitas dimensões que são difíceis de distinguir, os símbolos de dimensão correspondentes podem ser marcados na frente dos dados da dimensão.
6) As dimensões que determinam a posição da solda não devem ser marcadas no símbolo de solda, mas devem ser marcadas no desenho.
7) Quando não houver marcações de dimensão no lado direito do símbolo básico e nenhuma outra instrução, isso significa que a solda é contínua ao longo de todo o comprimento da peça de trabalho.
8) Quando não houver marcações de dimensão no lado esquerdo do símbolo básico e nenhuma outra instrução, isso significa que a solda de topo deve ser totalmente penetrada.
9) Quando as soldas de encaixe e as soldas de ranhura tiverem bordas chanfradas, as dimensões da parte inferior devem ser marcadas.
O método de marcação dos símbolos de dimensão de solda é mostrado na Figura 2-64.
Os símbolos comuns de dimensão de solda são mostrados na Tabela 2-19.
Tabela 2-19 Símbolos comuns de tamanho de cordão de solda
| Símbolo | Nome | Diagrama |
| δ | Espessura da peça de trabalho | 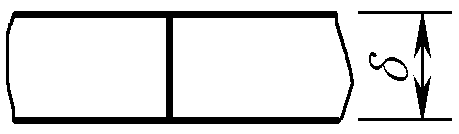 |
| α | Ângulo do chanfro | 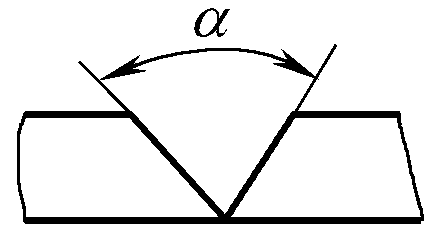 |
| β | Ângulo da face chanfrada | 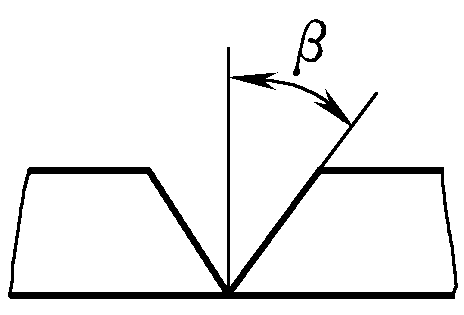 |
| b | Lacuna na raiz | 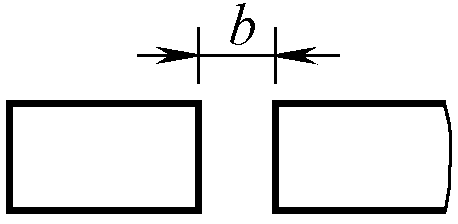 |
| P | Aresta sem corte | 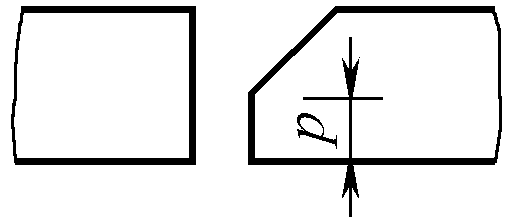 |
| R | Raio da raiz | 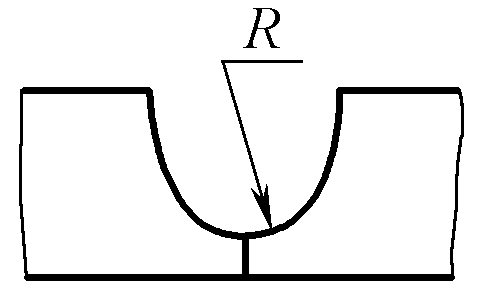 |
| H | Profundidade do chanfro | 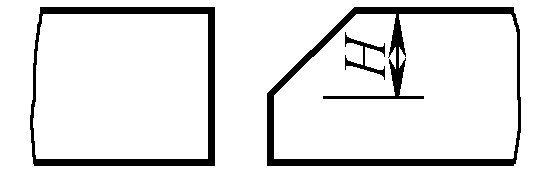 |
| S | Espessura efetiva da solda | 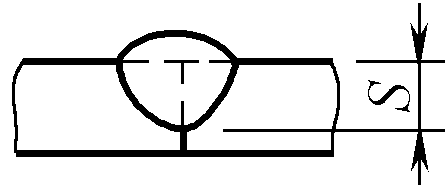 |
| c | Largura da solda | 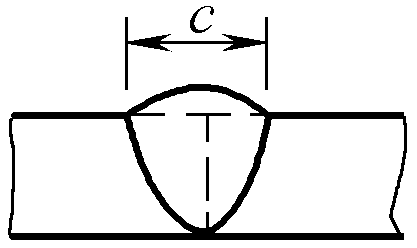 |
| K | Tamanho da biqueira de solda | 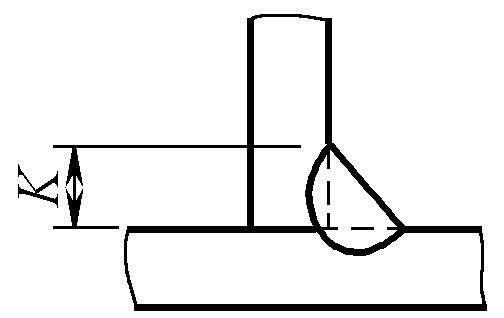 |
| d | Solda a ponto: Diâmetro da pepita Solda de plugue: Diâmetro do furo | 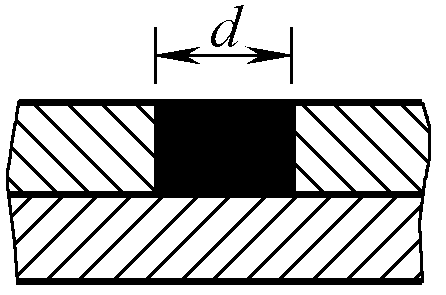 |
| n | Número de segmentos de solda | 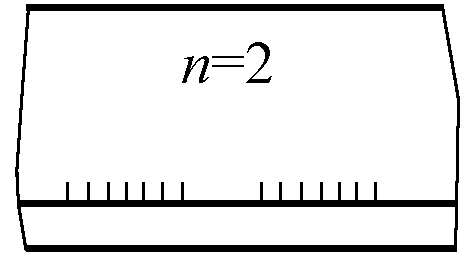 |
| l | Comprimento da solda | 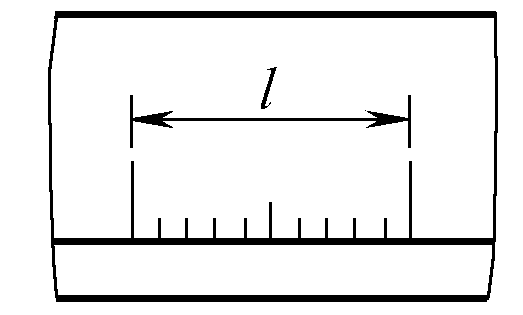 |
| e | Espaçamento de solda | 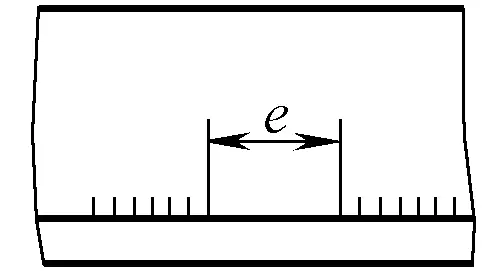 |
| N | Número de soldas idênticas | 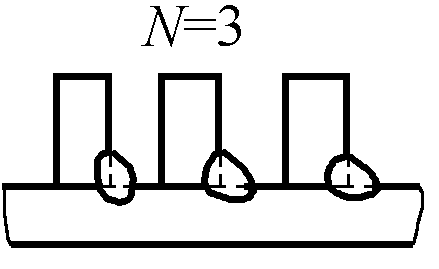 |
| h | Excesso de altura | 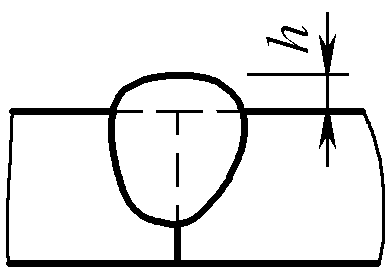 |
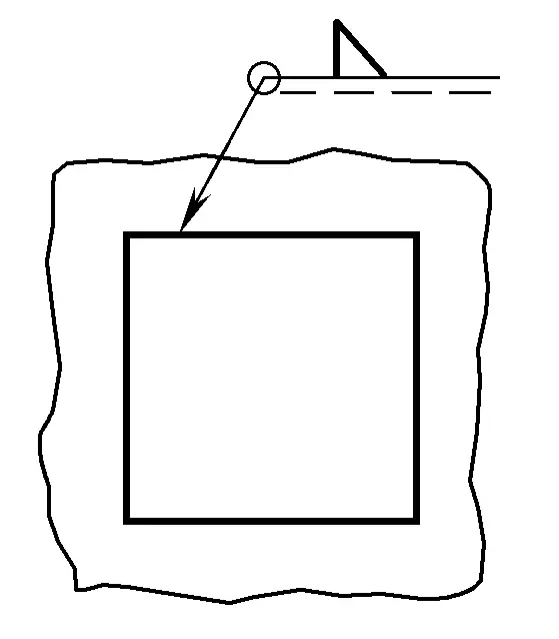
1) Solda periférica.
Quando a costura de solda circunda a peça de trabalho, um símbolo circular pode ser usado, como mostrado na Figura 2-65.
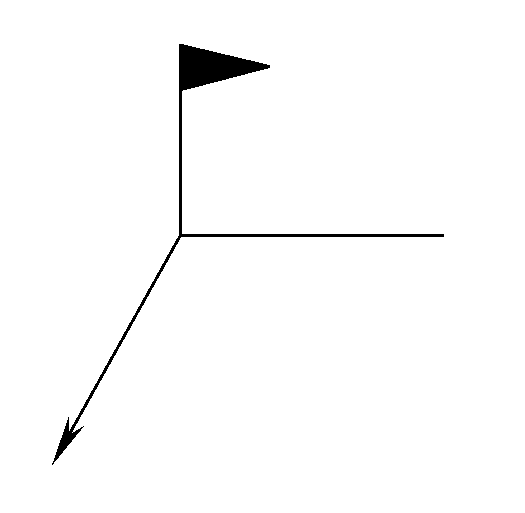
2) Solda de campo.
Uma bandeira pequena representa um campo ou uma solda no local, conforme mostrado na Figura 2-66.
A aplicação da anotação do tamanho do símbolo da costura de solda é mostrada na Tabela 2-20.
| Não. | Nome | Diagrama | Símbolo de dimensão | Método de anotação |
| 1 | Solda de topo | 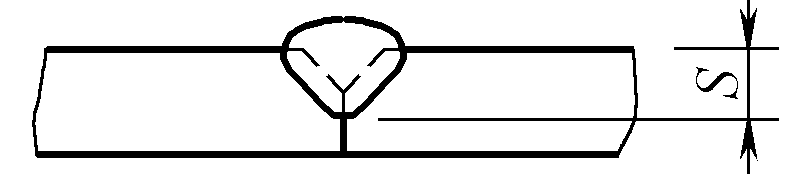 | S: Espessura efetiva da solda | 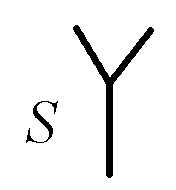 |
| 2 | Solda de filete contínuo | 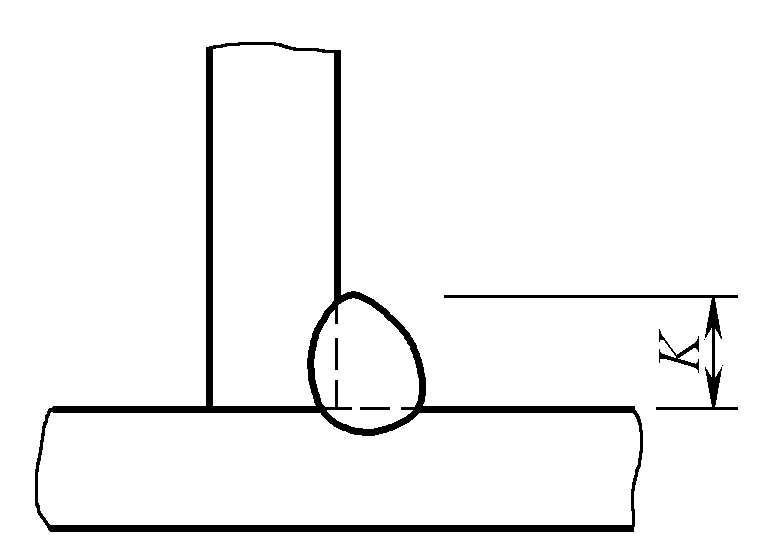 | K: Tamanho da perna de solda | 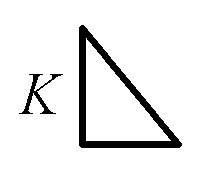 |
| 3 | Solda de filete intermitente |  | I: Comprimento da solda e: Espaçamento n: Número de segmentos de solda K: Tamanho da perna de solda |  |
| 4 | Solda de filete intermitente escalonada |  | l: Comprimento da solda e: Espaçamento n: Número de segmentos de solda K: Tamanho da perna de solda |  |
| 5 | Solda de plugue ou Solda de fenda |  | l: Comprimento da solda e: Espaçamento n: Número de segmentos de solda c: Largura do slot |  |
 | e: Espaçamento n: Número de segmentos de solda d: Diâmetro do furo |  | ||
| 6 | Solda a ponto |  | n: Número de pontos de solda e: Distância entre os pontos de solda d: Diâmetro do núcleo de fusão | 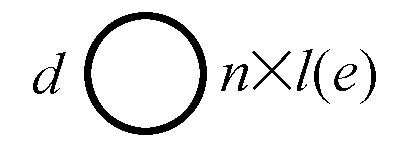 |
| 7 | Solda de costura | 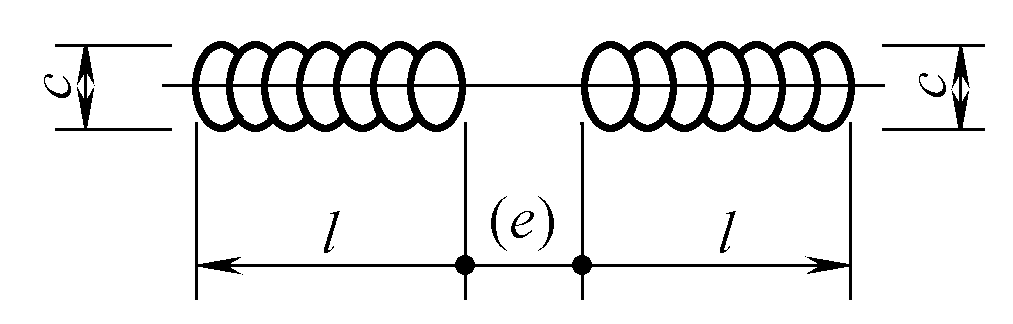 | l: Comprimento da solda e: Espaçamento n: Número de segmentos de solda c: Largura da solda | 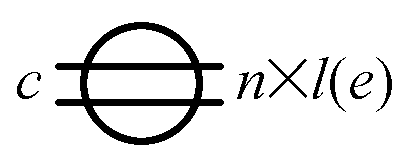 |
O método de notação simplificado para símbolos de solda é mostrado na Tabela 2-21.
Tabela 2-21 Método de notação simplificado para símbolos de solda
| Não. | Método de anotação | Explicação | Diagrama |
| 1 | Anotação única | Ao anotar o tamanho de soldas simétricas escalonadas em um símbolo de solda, é permitido anotar na linha de referência apenas uma vez. | 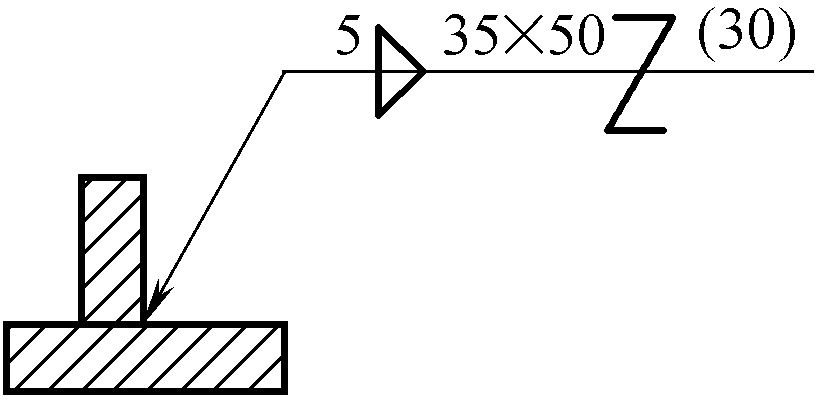 |
| 2 | Omissão da anotação de contagem de segmentos | Quando não houver requisitos rigorosos para o número de segmentos de soldas intermitentes, soldas intermitentes simétricas e soldas intermitentes escalonadas, é permitido omitir a contagem de segmentos de solda. | 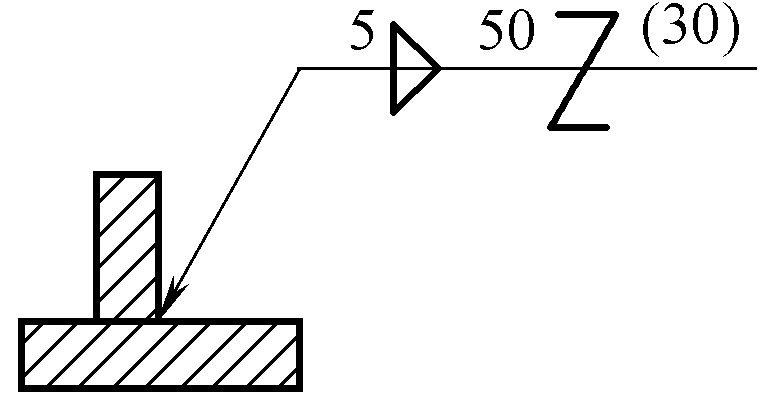 |
| 3 | Anotação coletiva | No mesmo desenho, quando várias soldas têm o mesmo tamanho de chanfro e símbolos de solda, é possível usar a anotação coletiva. | 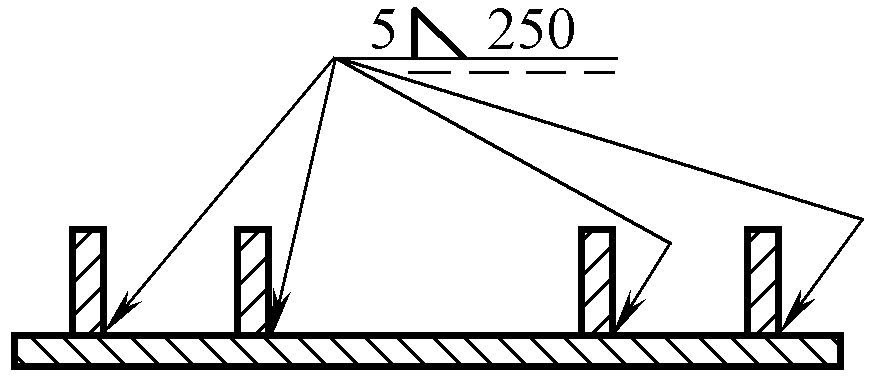 |
| 4 | Anotação da quantidade de solda | No mesmo desenho, quando várias soldas estão na mesma posição em uma junta, a simplificação pode ser obtida anotando-se a mesma quantidade de solda no final do símbolo de solda. Entretanto, outros tipos de soldas ainda precisam ser anotados separadamente. | 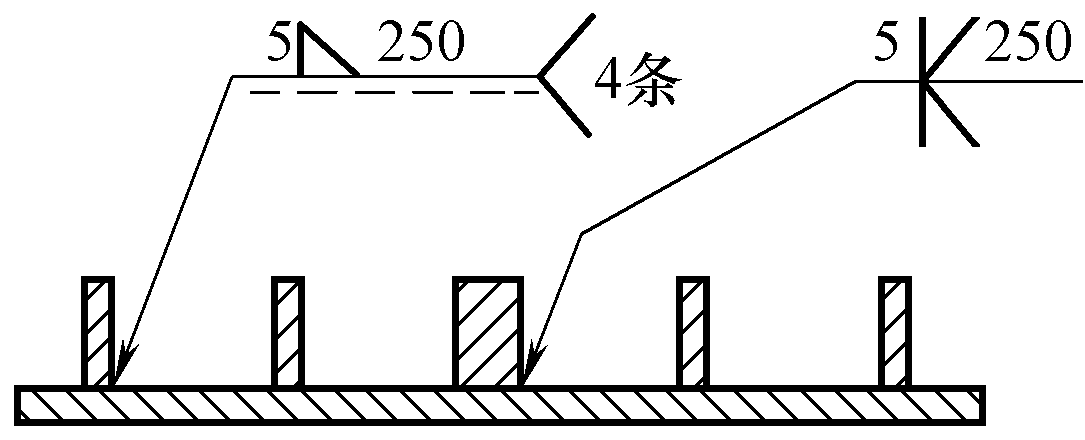 |
| 5 | Anotação de código simplificada | Para simplificar o método de anotação ou quando o local de anotação for limitado, códigos de solda simplificados podem ser anotados. No entanto, os significados desses códigos simplificados devem ser explicados abaixo do desenho ou próximo à barra de título. Quando forem usados códigos simplificados, os códigos e símbolos explicados abaixo do desenho ou perto da barra de título devem ter 1,4 vezes o tamanho dos códigos anotados no desenho. | 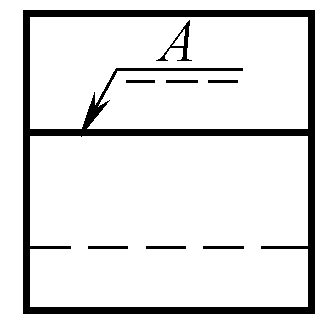 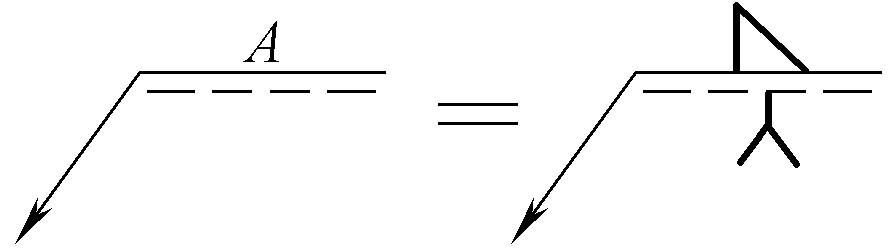 |
| 6 | Omissão de linha de referência ou anotação de comprimento de solda | Nos casos em que isso não levar a mal-entendidos e quando a linha da seta apontar para a solda e não houver requisitos de solda no lado sem seta, é permitido omitir a linha de referência (linha tracejada) no lado sem seta. Quando as posições inicial e final do comprimento da solda forem claras (conforme determinado pelas dimensões dos componentes, etc.), é permitido omitir o comprimento da solda no símbolo de solda. | 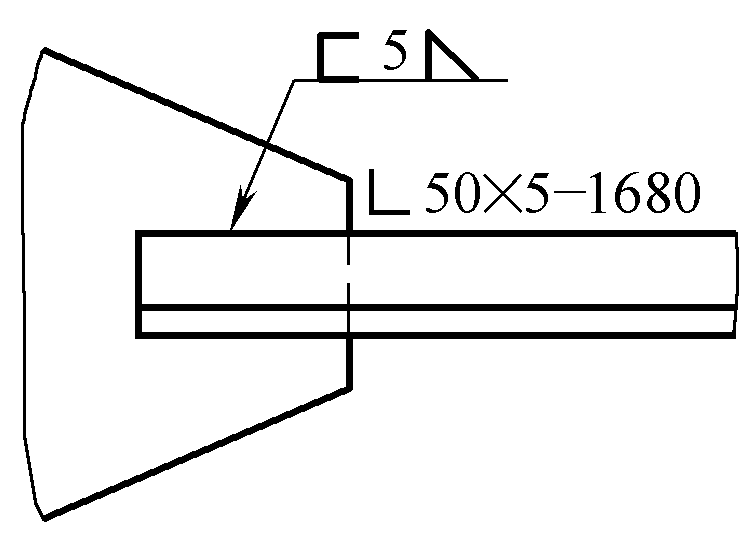 |
Tabela 2-22 Códigos de métodos de soldagem e processos relacionados (extraído de GB/T5185-2005)
| Código | Método de soldagem |
|---|---|
| 1 | Soldagem a arco |
| 101 | Soldagem por arco metálico |
| 11 | Soldagem a arco sem gás |
| 111 | Soldagem por arco de metal blindado |
| 112 | Soldagem por gravidade |
| 114 | Soldagem a arco com núcleo de fluxo autoprotegido |
| 12 | Soldagem por arco submerso |
| 121 | Soldagem por arco submerso de fio único |
| 121 | Soldagem por arco submerso com eletroescória |
| 123 | Soldagem por arco submerso com vários fios |
| 124 | Soldagem por arco submerso com adição de pó metálico |
| 125 | Soldagem por arco submerso com núcleo de fluxo |
| 13 | Soldagem a arco metálico com proteção gasosa |
| 131 | Soldagem com gás inerte metálico (MIG) |
| 135 | Soldagem com gás ativo metálico (MAG) |
| 156 | Soldagem a arco com núcleo de fluxo blindado com gás não inerte |
| 137 | Soldagem a arco com núcleo de fluxo blindado com gás inerte |
| 14 | Soldagem a arco com gás blindado com eletrodo não consumível |
| 141 | Soldagem com gás inerte de tungstênio (TIG) |
| 15 | Soldagem a arco plasma |
| 151 | Soldagem MIG por arco de plasma |
| 152 | Revestimento de pó por arco de plasma |
| 18 | Outros métodos de soldagem a arco |
| 185 | Soldagem a arco magnético |
| 2 | Soldagem por resistência |
| 21 | Soldagem a ponto |
| 211 | Soldagem a ponto de um lado |
| 212 | Soldagem a ponto de dupla face |
| 22 | Soldagem de costura |
| 221 | Solda de costura sobreposta |
| 222 | Soldagem de costura plana |
| 225 | Soldagem de costura de topo com filme fino |
| 226 | Solda de costura de fita |
| 23 | Soldagem por projeção |
| 231 | Soldagem por projeção de um lado |
| 232 | Soldagem por projeção de dupla face |
| 24 | Soldagem com flash |
| 241 | Soldagem com flash pré-aquecido |
| 242 | Soldagem com flash não pré-aquecido |
| 25 | Solda de topo por resistência |
| 29 | Outros métodos de soldagem por resistência |
| 291 | Soldagem por resistência de alta frequência |
| 3 | Soldagem a gás |
| 31 | Soldagem oxicombustível |
| 311 | Soldagem oxiacetilênica |
| 312 | Soldagem com oxipropano |
| 313 | Soldagem com oxi-hidrogênio |
| 4 | Soldagem por pressão |
| 41 | Soldagem ultrassônica |
| 42 | Soldagem por fricção |
| 44 | Soldagem com alta taxa de energia |
| 45 | Soldagem por difusão |
| 47 | Soldagem pneumática |
| 48 | Soldagem por pressão a frio |
| 5 | Soldagem por feixe de alta energia |
| 51 | Soldagem por feixe de elétrons |
| 511 | Soldagem por feixe de elétrons a vácuo |
| 512 | Soldagem por feixe de elétrons sem vácuo |
| 52 | Soldagem a laser |
| 521 | Soldagem a laser em estado sólido |
| 522 | Soldagem a laser a gás |
| 7 | Outros métodos de soldagem |
| 71 | Soldagem por termite |
| 72 | Soldagem por eletroescória |
| 73 | Soldagem a ponto com arco blindado a gás |
| 74 | Soldagem por indução |
| 741 | Solda de topo por indução |
| 742 | Soldagem por indução |
| 75 | Soldagem por radiação de luz |
| 753 | Soldagem por infravermelho |
| 77 | Soldagem por resistência a impactos |
| 78 | Soldagem de pinos |
| 782 | Soldagem de pinos por resistência |
| 783 | Soldagem de pinos a arco com ponteira de cerâmica ou gás de proteção |
| 784 | Soldagem de pinos com arco de curto-circuito |
| 785 | Soldagem de pinos de descarga de capacitores |
| 786 | Soldagem de pinos por descarga de capacitor com ponta de ignição |
| 787 | Soldagem de pinos a arco com colar fusível |
| 788 | Soldagem de pinos por fricção |
| 8 | Corte e corte a gás |
| 81 | Corte por chama |
| 82 | Corte de arco |
| 821 | Corte a arco de ar |
| 822 | Corte por oxi-arco |
| 83 | Corte a arco plasma |
| 84 | Corte a laser |
| 86 | Goivagem por chama |
| 87 | Goivagem a arco de carbono |
| 871 | Goivagem com arco de carbono e ar |
| 872 | Goivagem com arco de oxicarbono |
| 88 | Goivagem a plasma |
| 9 | Brasagem, solda e brasagem |
| 91 | Brasagem dura |
| 911 | Brasagem dura por infravermelho |
| 912 | Brasagem dura por chama |
| 913 | Brasagem dura de fornos |
| 914 | Brasagem dura por imersão |
| 915 | Brasagem dura em banho de sal |
| 916 | Brasagem dura por indução |
| 918 | Resistência à brasagem dura |
| 919 | Brasagem dura por difusão |
| 924 | Brasagem dura a vácuo |
| 93 | Outros métodos de brasagem dura |
| 94 | Solda suave |
| 941 | Solda suave por infravermelho |
| 942 | Solda suave por chama |
| 943 | Solda suave em forno |
| 944 | Solda suave por imersão |
| 945 | Solda suave em banho de sal |
| 946 | Solda suave por indução |
| 947 | Solda suave ultrassônica |
| 948 | Solda suave por resistência |
| 949 | Solda suave por difusão |
| 951 | Solda por onda |
| 952 | Ferro de solda |
| 954 | Solda suave a vácuo |
| 956 | Solda de arrasto |
| 96 | Outros métodos de solda suave |
| 97 | Brasagem |
| 971 | Brasagem a gás |
| 972 | Brasagem a arco |
Observação: os seguintes métodos de soldagem foram removidos da norma antiga (GB/T5185-1985) na nova norma (GB/T5185-2005); esses métodos de soldagem ainda podem ser usados em ocasiões especiais ou aparecer em vários documentos do passado.
Tabela 2-23 Exemplos de notação de código de método de soldagem
| Exemplo de anotação | Significado |
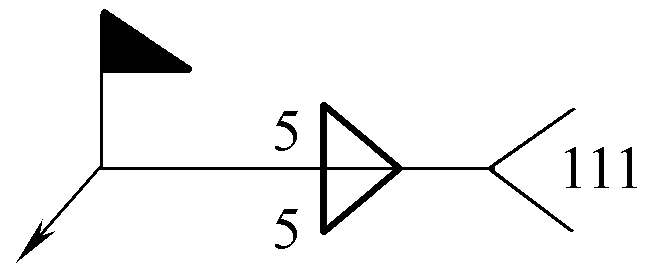 | Soldas de filete simétricas com tamanho de perna de 5 mm são soldadas no local da construção usando soldagem a arco de metal blindado. |
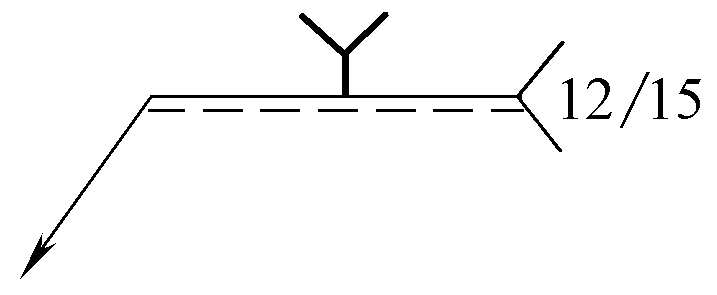 | Com uma solda de ranhura em V com borda romba, primeiro execute a soldagem da raiz com soldagem a arco de plasma e, em seguida, cubra a superfície com soldagem a arco submerso. |