
Как параметры сварки влияют на форму и качество шва
Почему одни сварные швы держатся крепко, а другие не поддаются? Ключ к разгадке кроется в точном контроле параметров сварки....
Сварочные швы играют важнейшую роль в обеспечении прочности и целостности металлических конструкций, но знаете ли вы различные типы и их обозначения? В этой статье представлен полный обзор различных типов сварочных швов, от стыковых до филейных, а также объясняются стандартные символы, используемые в инженерных чертежах. Понимая эти символы и соответствующие им технологические коды, сварщики и инженеры смогут повысить точность и эффективность своих проектов. Погрузитесь в курс дела, чтобы узнать, как овладение этими основами может улучшить ваши сварочные проекты и предотвратить распространенные подводные камни.

Под сварным швом понимается часть соединения, образующаяся в сварной детали после сварки. Металл, из которого состоит сварной шов, т.е. металл шва, напрямую влияет на эксплуатационные характеристики сварных компонентов и конструкций благодаря своей форме и качеству. Поэтому сварщики должны понимать типы сварных швов и их условные обозначения на инженерных чертежах.
(1) В соответствии с различными формами соединений, их можно разделить на пять типов: сварка встык, сварка впритык, сварка в разъем, сварка в паз и сварка кромок.
1) Стыковая сварка.
Шов, сваренный между скошенными поверхностями заготовок или между скошенной поверхностью одной детали и поверхностью другой детали.
2) Филейный шов.
Шов, сваренный по линии пересечения двух ортогональных или почти ортогональных деталей.
3) Терминальный сварной шов.
Сварной шов, образуемый клеммным соединением.
4) Заглушите сварной шов.
Две детали накладываются друг на друга, одна из которых имеет круглое отверстие, и сварной шов образуется при сварке двух пластин в круглом отверстии, только сварной шов внутри отверстия не считается сварным швом.
5) Сварной шов.
Две пластины накладываются друг на друга, одна из которых имеет длинное отверстие, и сварной шов образуется путем сварки двух пластин в длинном отверстии, только сварной шов не считается щелевым.
(2) В соответствии с различными пространственными положениями сварного шва
Можно разделить на плоский сварной шов, вертикальный сварной шов, горизонтальный сварной шов и верхний сварной шов четырех форм.
(3) В соответствии с различной непрерывностью сварного шва
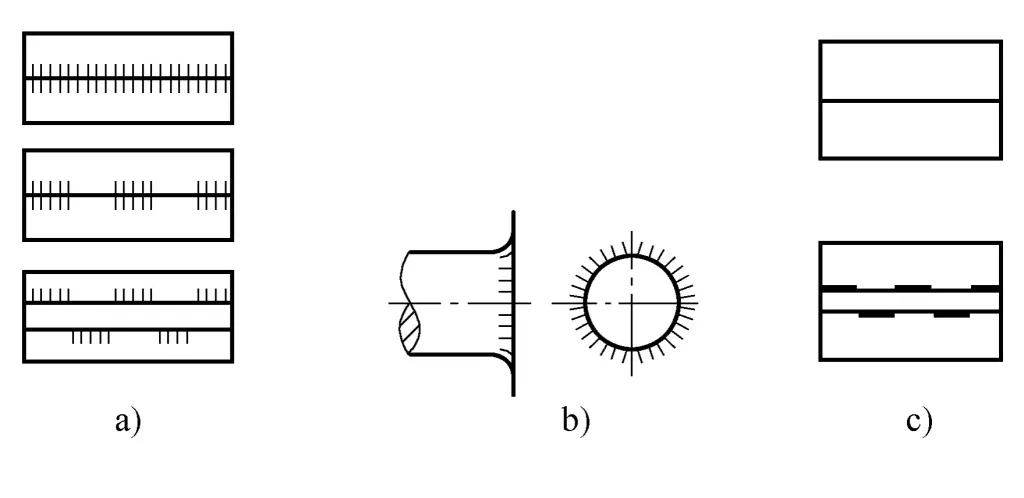
Подразделяются на непрерывные и прерывистые сварные швы. Прерывистые сварные швы также делятся на ступенчатые и параллельные, как показано на рис. 2-50. Помимо указания размера носка шва K, следует также указать длину L и расстояние e между сегментами прерывистого шва, а символ "Z" обозначает ступенчатый шов.
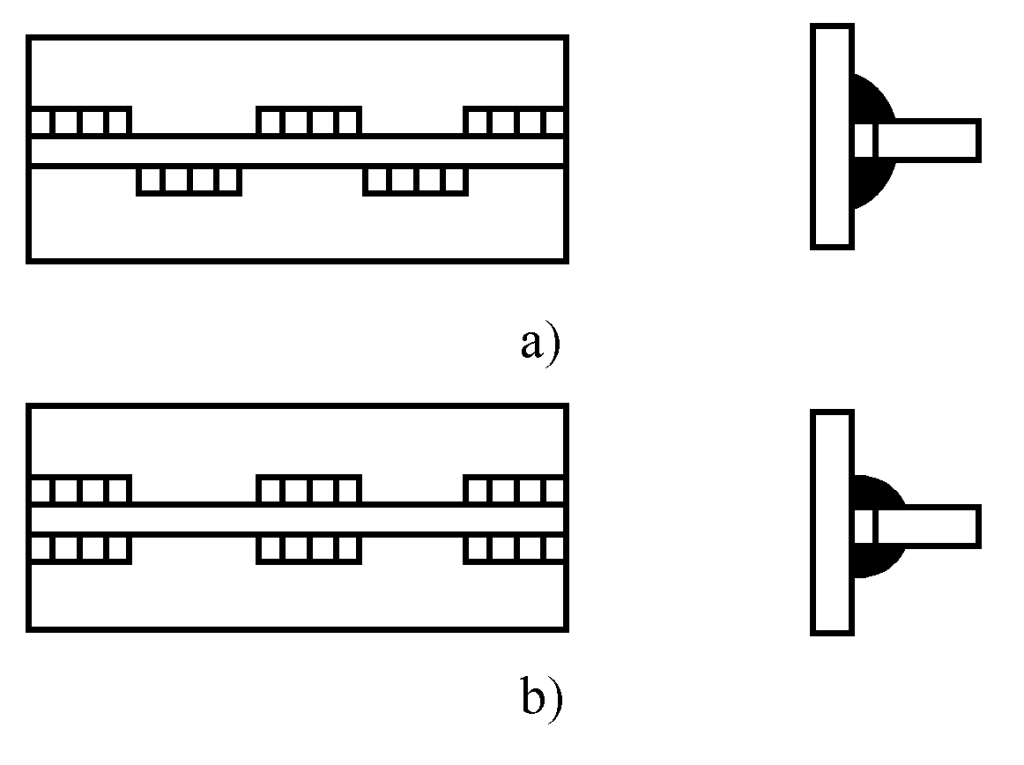
a) Поэтапно
б) Параллельный
(4) В соответствии с различными функциями сварного шва
Разделяются на несущие сварные швы, которые несут нагрузку, соединительные швы, которые не несут непосредственной нагрузки, а служат только для соединения, герметизирующие швы, используемые в основном для предотвращения утечки жидкости, и позиционные швы, которые свариваются перед формальной сваркой для сборки и фиксации положения соединений на заготовке с меньшей длиной.
(5) В соответствии с формой сварного шва и его расположением на стыке
Делятся на стыковые сварные швы, образующие стыковые соединения; кромочные сварные швы, накладываемые на кромку заготовки; швы-пробки, образуемые сваркой в круглом отверстии, открытом в одной из двух наложенных друг на друга пластин; окружные сварные швы, распределяемые по окружности сферических или цилиндрических заготовок, концы которых соединены вместе; швы заподлицо, поверхности которых шлифуются заподлицо с поверхностью основного материала, и др.
(1) Ширина сварного шва
Стык между поверхностью шва и основным материалом называется пальцем шва. В поперечном сечении однопроходного сварного шва расстояние между двумя пальцами шва называется шириной шва, как показано на рис. 2-51.
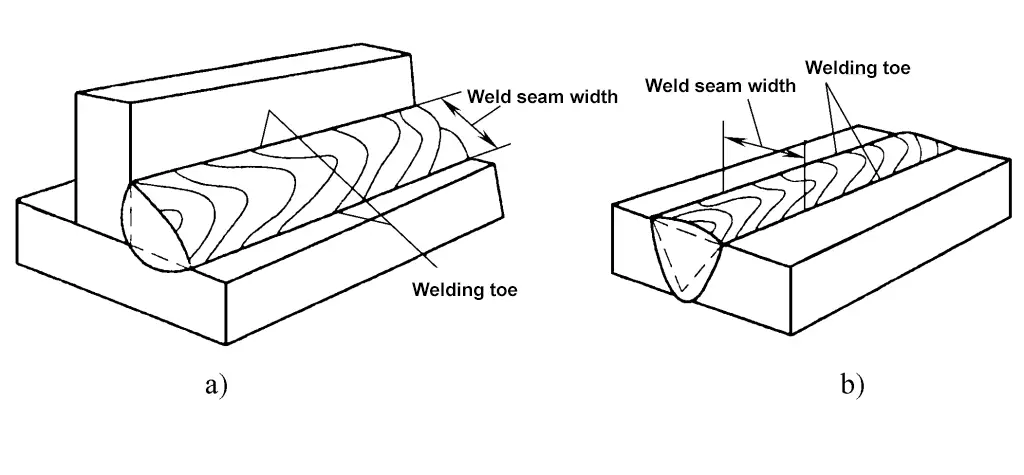
a) Т-образное соединение
б) Стыковое соединение
(2) Превышение высоты
В стыковых сварных швах высота металла шва над линией, соединяющей поверхностные пальцы шва, называется избыточной высотой, как показано на рис. 2-52. Превышение высоты увеличивает площадь поперечного сечения сварного шва, повышает прочность и может увеличить чувствительность рентгеновских пленок, однако оно чревато концентрацией напряжений в пальцах шва. Поэтому избыточная высота должна быть не ниже, чем у основного материала, но и не слишком высокой. Национальный стандарт устанавливает, что высота превышения для дуговой сварки в защитных слоях металла составляет 0~3 мм, а для дуговая сварка под флюсомВысота превышения составляет 0~4 мм.
(3) Глубина проникновения
В поперечном сечении сварного соединения глубина проплавления основного материала называется глубиной проплавления, как показано на рис. 2-53. Когда материал присадочного металла (сварочный пруток или проволока) фиксирована, величина глубины проплавления определяется химическим составом сварного шва.
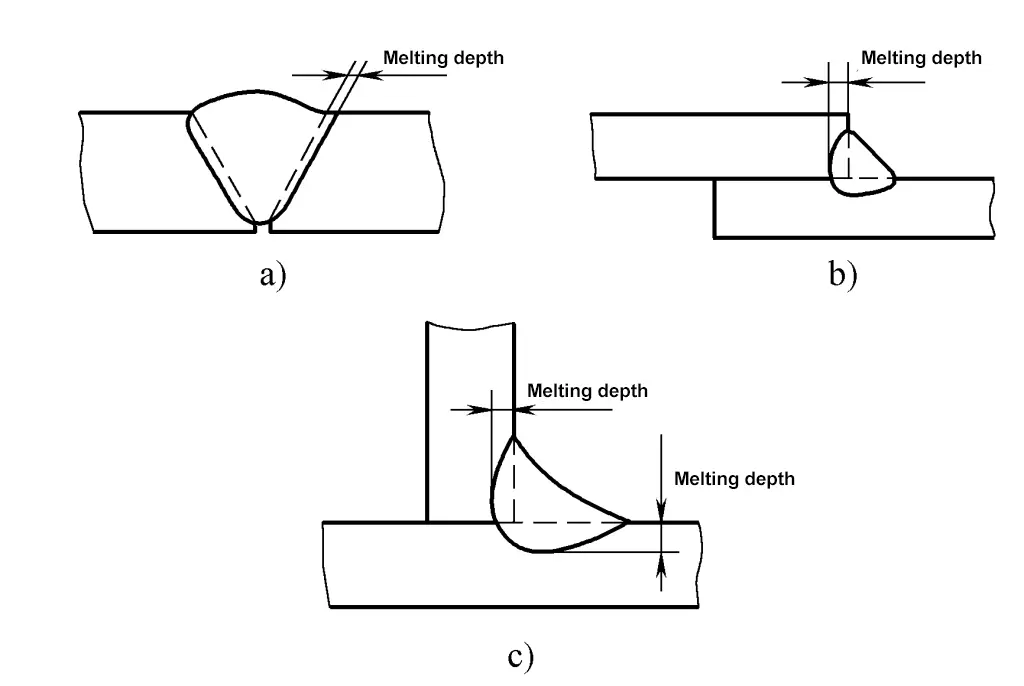
a) Глубина сращения стыкового шва
б) Глубина сращения нахлесточного шва
c) Глубина сплавления Т-образного сустава
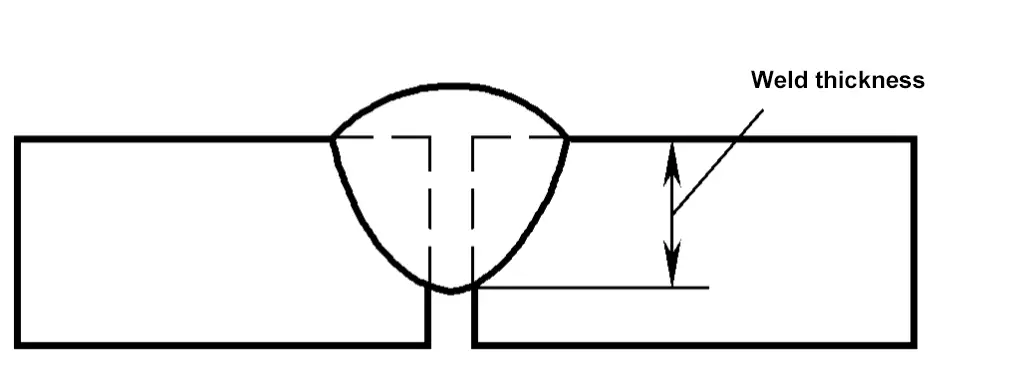
(4) Толщина сварного шва
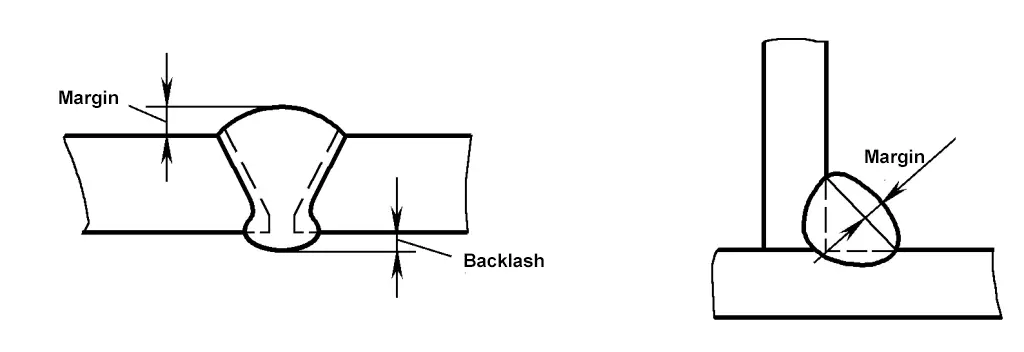
В поперечном сечении сварного шва расстояние от передней части шва до задней части шва называется толщиной шва, как показано на рис. 2-54.
(5) Форма и размер сварных швов
По внешней форме сварного шва сварные швы можно разделить на два типа: сварные швы с приподнятой поверхностью называются выпуклыми сварными швами; сварные швы с вогнутой поверхностью называются вогнутыми сварными швами, как показано на рис. 2-55. При определенных условиях концентрация напряжений в вогнутых галтельных швах значительно меньше, чем в выпуклых галтельных швах.
a) Выпуклый сварной шов
b) Вогнутый сварной шов
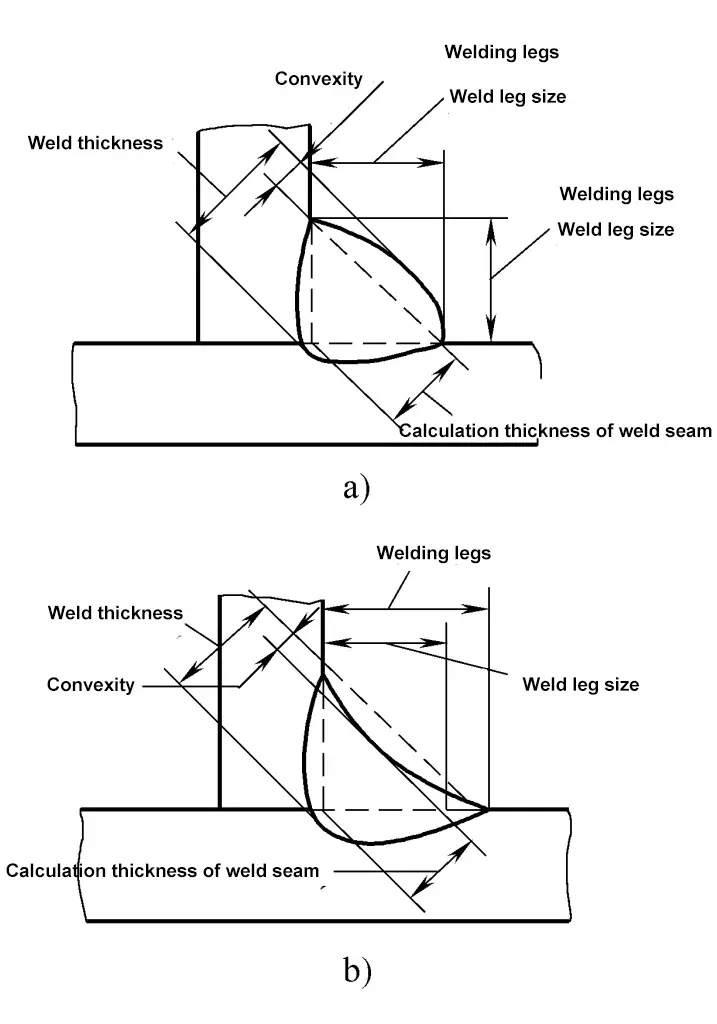
1) Расчетная толщина сварного шва.
Начертите наибольший прямоугольный равнобедренный треугольник в поперечном сечении галтельного шва, длина перпендикуляра от вершины прямоугольника до гипотенузы является расчетной толщиной шва. Если сечение сварного шва представляет собой стандартный равнобедренный прямоугольный треугольник, то расчетная толщина шва равна толщине шва; в выпуклых или вогнутых сварных швах расчетная толщина шва меньше толщины шва.
2) Выпуклость сварного шва.
В поперечном сечении выпуклого галтельного шва максимальное расстояние между линией носка шва и поверхностью шва, как показано на рис. 2-55.
3) Вогнутость сварного шва.
В поперечном сечении вогнутого галтельного шва максимальное расстояние между линией носка шва и поверхностью шва, как показано на рис. 2-55b.
4) Приварить ножку.
В поперечном сечении сварного шва - минимальное расстояние от носка шва на одной детали до поверхности другой детали; размер ножки шва - длина стороны прямоугольника в самом большом равнобедренном прямоугольном треугольнике, нарисованном в поперечном сечении; для выпуклых сварных швов размер ножки шва равен ножке шва; для вогнутых сварных швов размер ножки шва меньше ножки шва.
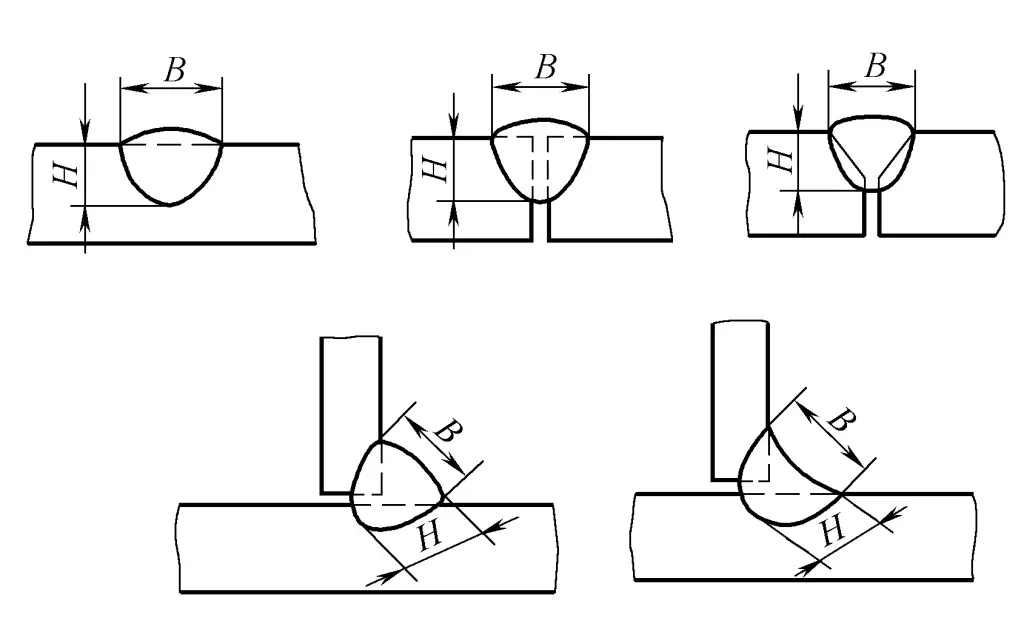
(6) Коэффициент образования сварного шва
При сварке отношение ширины шва (B) к расчетной толщине шва (H) в поперечном сечении одного сварного шва (ψ=B/H) называется коэффициентом формирования шва, как показано на рис. 2-56. Чем меньше коэффициент формирования шва, тем более узкий и глубокий шов, что делает его склонным к образованию пористости, шлаковых включений и трещин. Поэтому коэффициент формирования шва должен поддерживать определенное значение, например, коэффициент формирования шва для дуговой сварки под флюсом должен быть больше 1,3.
(7) Коэффициент слияния
Означает процентное содержание основного материала, который вплавляется в металл шва во время сварки.
Где:
При сварке высоколегированной стали и цветных металлов металлыДля предотвращения дефектов сварки необходимо контролировать коэффициент проплавления.
Символы, используемые для обозначения метода сварки, формы шва и его размеров на чертежах, называются символами сварного шва. Символы сварки обычно состоят из основных символов и ведущих линий. При необходимости могут быть добавлены вспомогательные символы, дополнительные символы и символы размеров сварного шва. В соответствии с положениями стандарта GB/T324-2008 "Представление символов сварки", символы сварки можно разделить на следующие типы.
Основные символы используются для обозначения формы поперечного сечения или характеристик сварных швов, см. таблицу 2-13. Применение основных символов показано в таблице 2-14.
| Нет. | Имя | Схематическая диаграмма | Символ |
| 1 | Сварной шов с кромкой (с полным сплавлением кромок) |  |  |
| 2 | I-образный сварной шов | 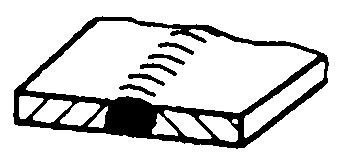 |  |
| 3 | V-образный сварной шов | 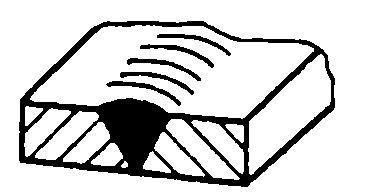 |  |
| 4 | Односторонний V-образный сварной шов | 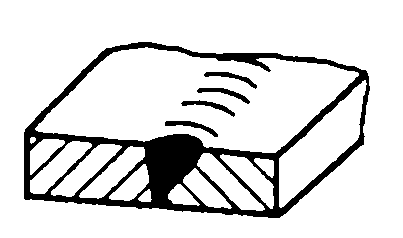 |  |
| 5 | V-образный сварной шов с тупым краем | 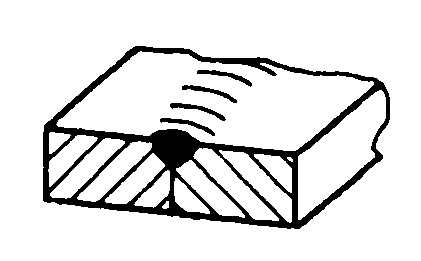 |  |
| 6 | Односторонний V-образный сварной шов с тупым краем | 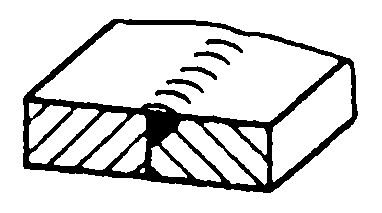 |  |
| 7 | U-образный сварной шов с тупым краем | 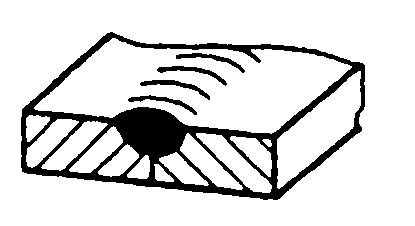 |  |
| 8 | J-образный сварной шов с тупым краем | 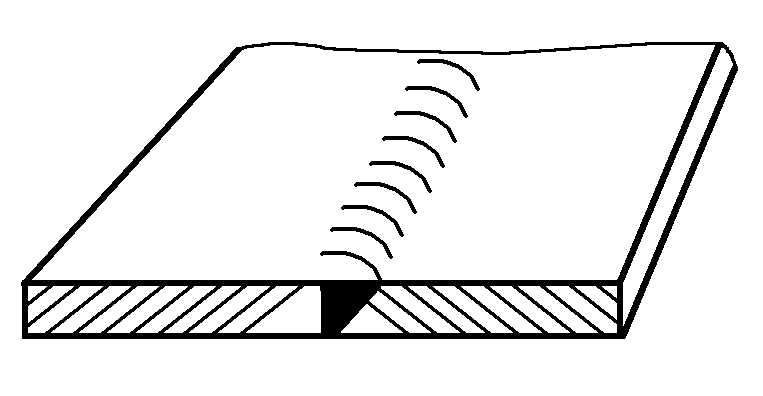 |  |
| 9 | Обратный сварной шов | 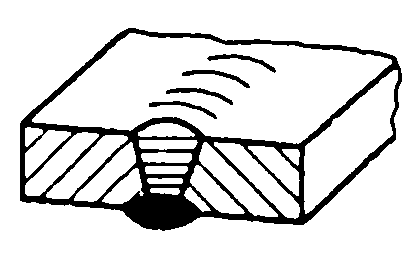 |  |
| 10 | Филейная сварка | 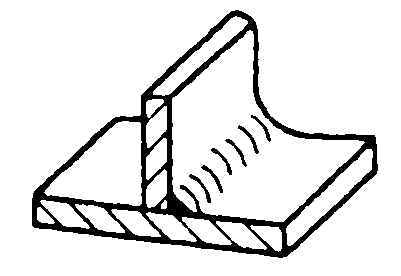 |  |
| 11 | Сварка штекером или щелевая сварка | 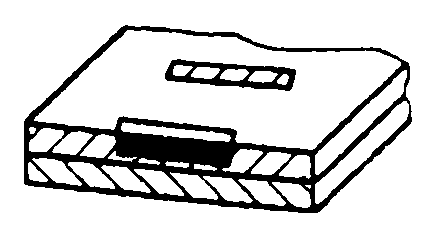 |  |
| 12 | Точечная сварка | 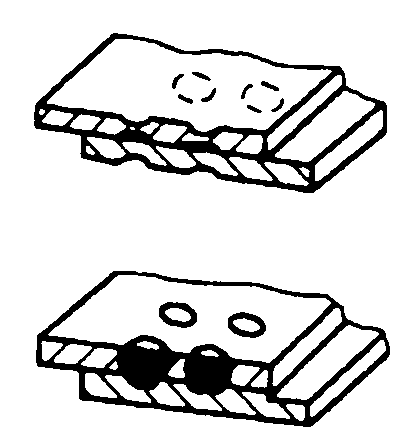 |  |
| 13 | Сварной шов | 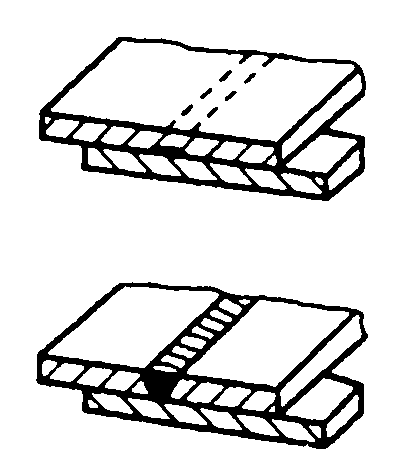 | 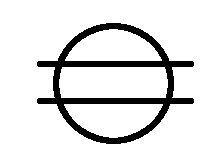 |
| 14 | V-образный сварной шов с крутым флангом | 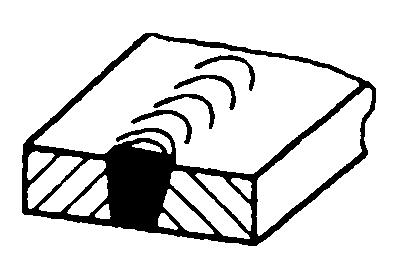 |  |
| 15 | Одинарный V-образный сварной шов с крутым флангом | 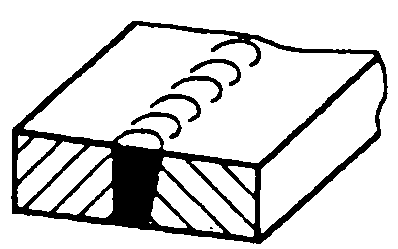 |  |
| 16 | Торцевая сварка | 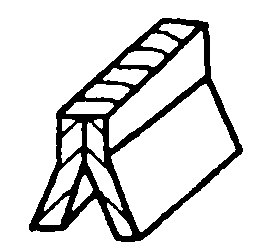 | 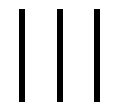 |
| 17 | Наращивание сварного шва | 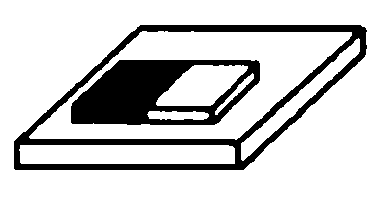 |  |
| 18 | Плоское паяное соединение | 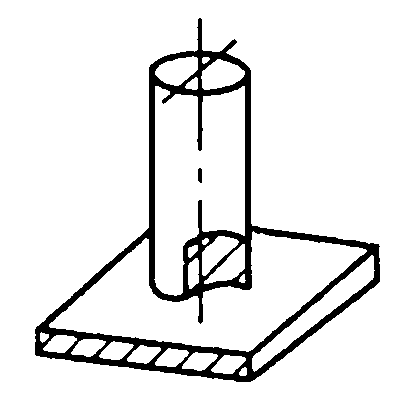 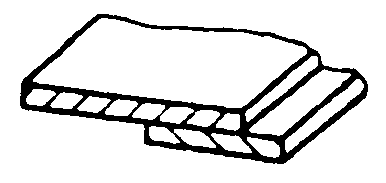 |  |
| 19 | Паяное соединение с фаской | 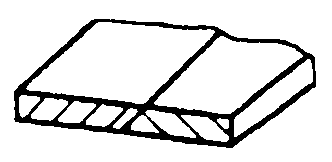 |  |
| 20 | Складное паяное соединение |  |  |
Таблица 2-14: Примеры применения основных символов
| Нет. | Символ | Диаграмма | Пример аннотации |
| 1 |  | 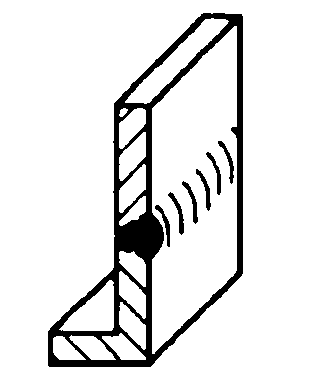 | 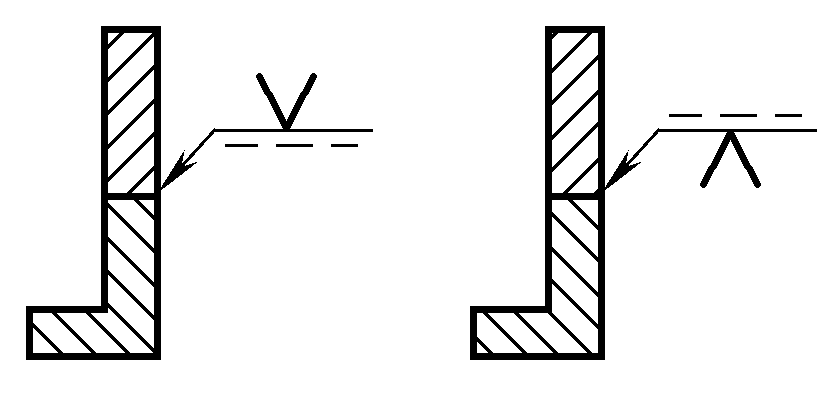 |
| 2 |  | 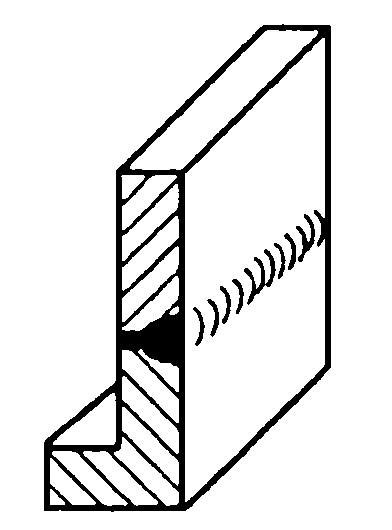 | 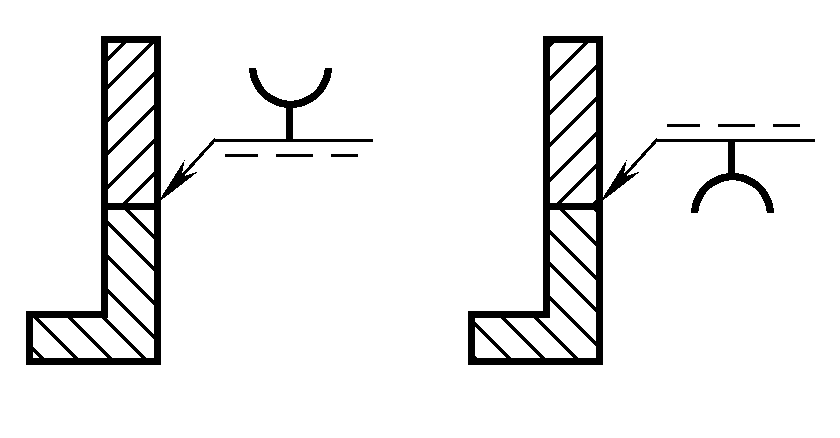 |
| 3 |  | 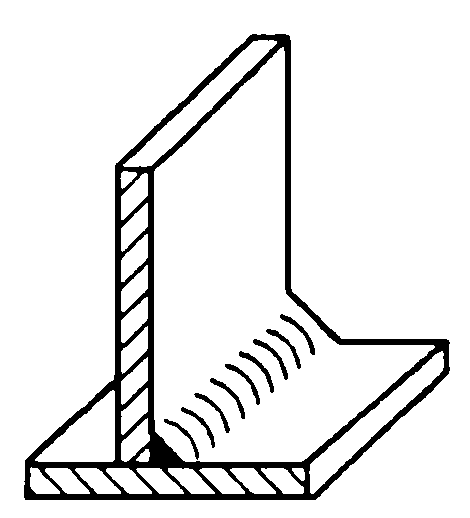 | 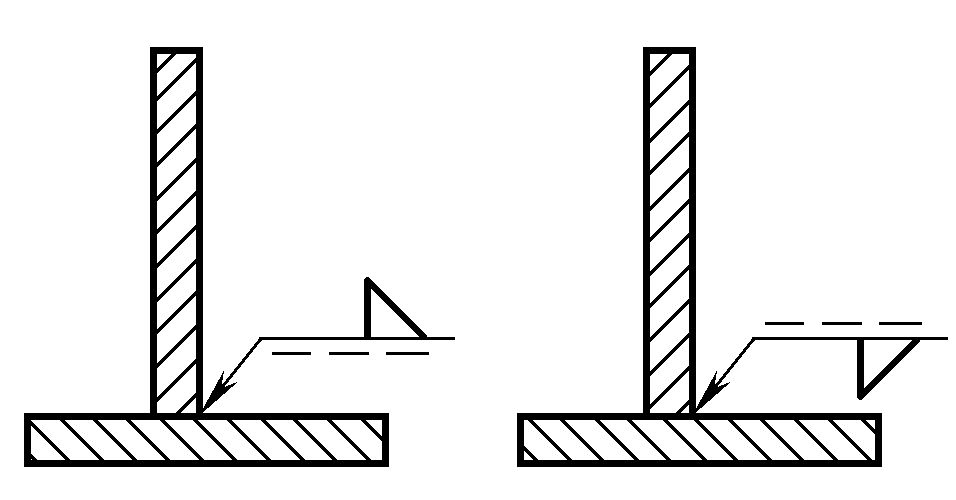 |
| 4 |  | 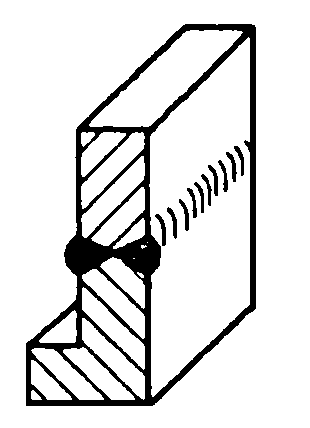 | 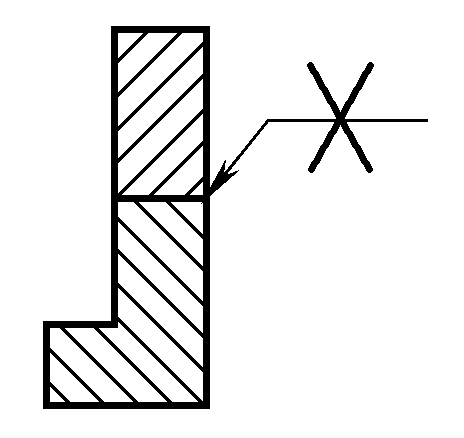 |
| 5 |  | 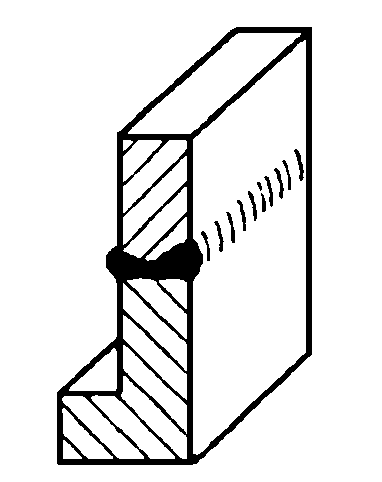 | 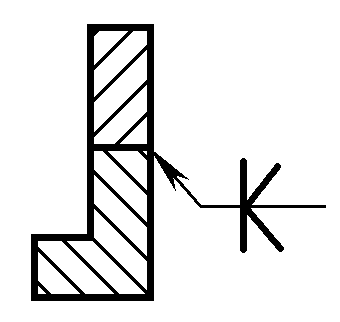 |
Примечание: При сварке двухсторонних швов или соединений основные символы можно комбинировать, см. таблицу 2-15.
Таблица 2-15 Сочетание основных символов
| Нет. | Символ | Диаграмма | Пример аннотации |
| 1 | Двухсторонний сварной шов с V-образным пазом (X-сварка) | 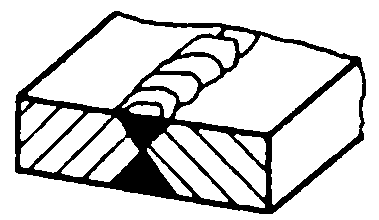 | 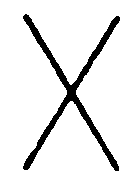 |
| 2 | Двухсторонний сварной шов с одним V-образным пазом (K-сварка) | 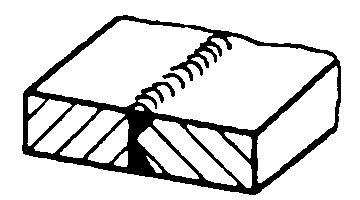 | 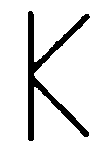 |
| 3 | Двухсторонний V-образный сварной шов с тупым краем | 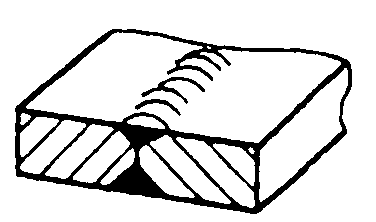 |  |
| 4 | Двухсторонний сварной шов с одной V-образной канавкой и тупым краем | 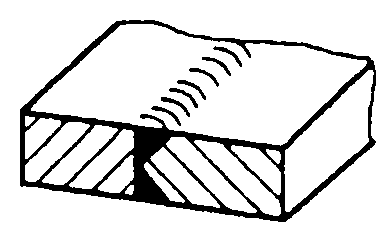 | 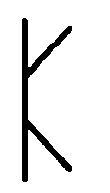 |
| 5 | Двухсторонний сварной шов с U-образным пазом | 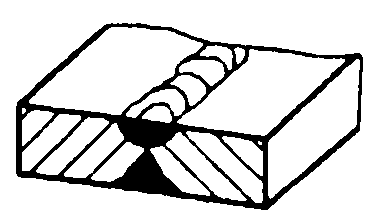 |  |
Дополнительные символы используются для предоставления дополнительной информации об определенных характеристиках сварных швов или соединений (таких как форма поверхности, подложка, распределение сварного шва, место сварки и т. д.).
1) Дополнительные символы см. в таблице 2-16.
Таблица 2-16 Дополнительные символы
| Нет. | Имя | Символ | Описание |
| 1 | Плоский | Поверхность сварного шва обычно обрабатывается для придания ей плоской формы. | |
| 2 | Вогнутый |  | Поверхность сварного шва утоплена. |
| 3 | Выпуклый |  | Поверхность сварного шва выступает. |
| 4 | Плавный переход | 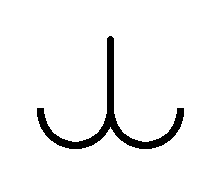 | Переход в носке сварного шва плавный. |
| 5 | Постоянная подложка |  | Подложка сохраняется надолго. |
| 6 | Временная подложка |  | Подложка удаляется после завершения сварки. |
| 7 | Трехсторонний сварной шов |  | Сварной шов присутствует с трех сторон. |
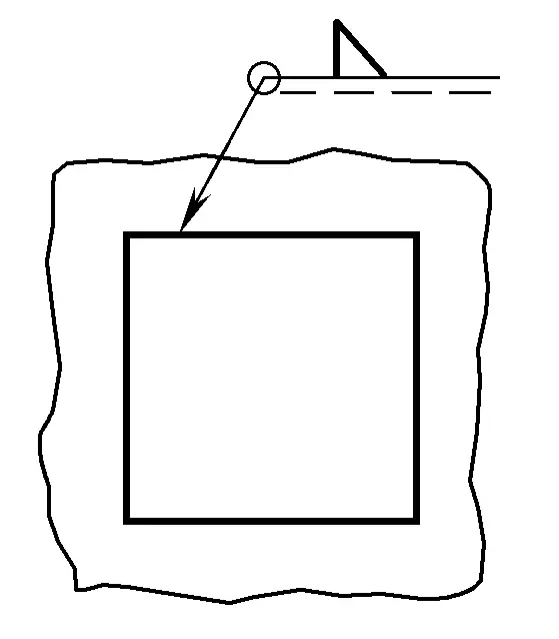
| 8 | Периферийная сварка |  | Сварной шов, нанесенный по периметру заготовки; его местоположение отмечается на пересечении базовой линии и линии стрелки. |
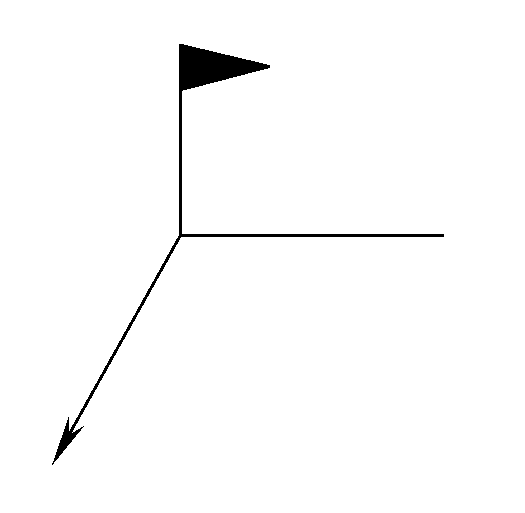
| 9 | Полевая сварка |  | Сварка, выполненная на месте. |
| 10 | Хвост |  | Можно указать необходимую информацию. |
2) В таблицах 2-17 и 2-18 приведены примеры нанесения и маркировки дополнительных символов.
Таблица 2-17 Примеры применения дополнительных символов
| Нет. | Имя | Символ | Описание |
| 1 | Плоский V-образный сварной шов | 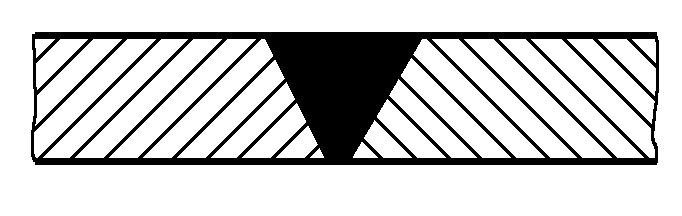 | 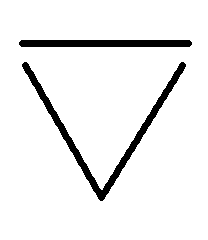 |
| 2 | Приподнятый двойной V-образный сварной шов | 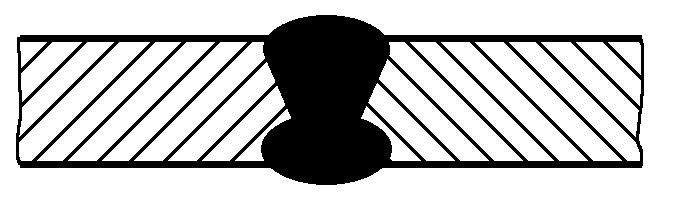 | 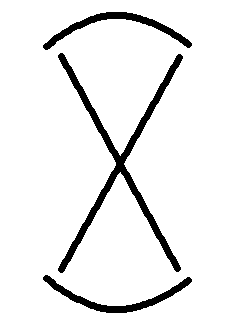 |
| 3 | Утопленный сварной шов | 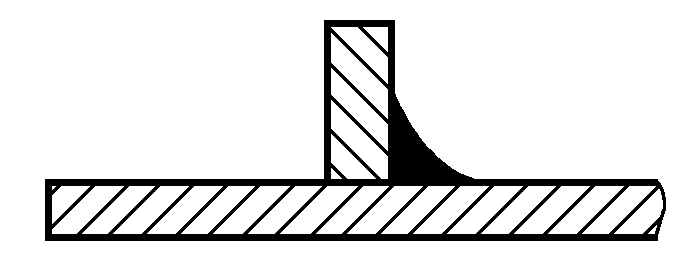 |  |
| 4 | Плоский V-образный сварной шов с подложкой |  |  |
| 5 | Филейный шов с плавным переходом поверхности | 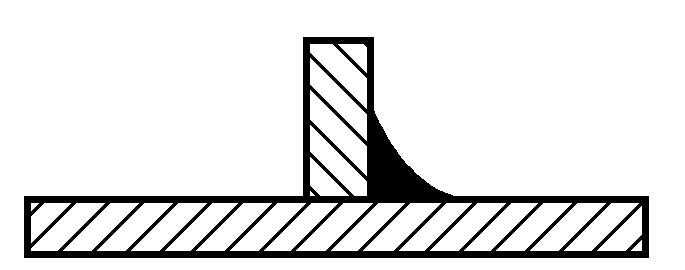 | 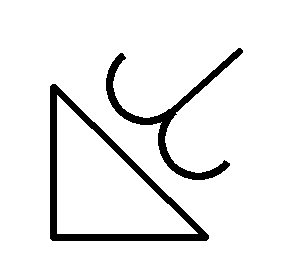 |
Таблица 2-18 Примеры маркировки дополнительных символов
| Нет. | Символ | Диаграмма | Пример аннотации |
| 1 | 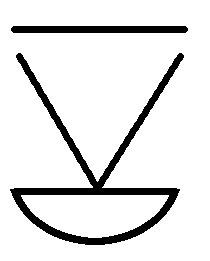 | 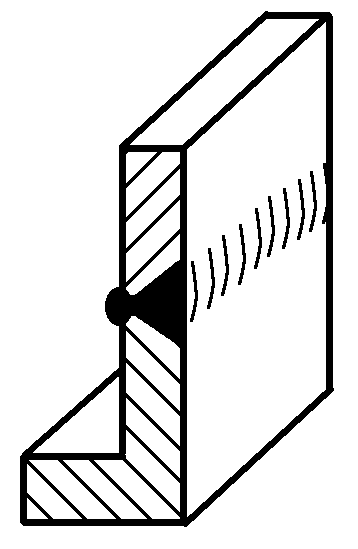 | 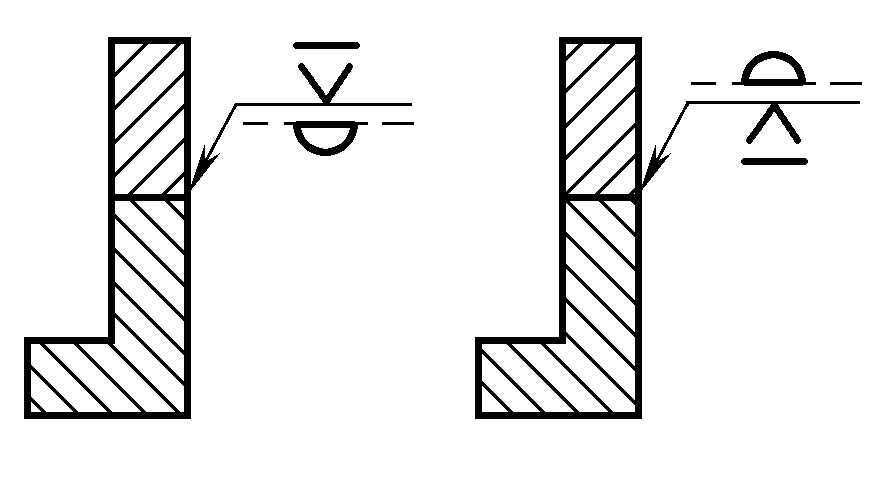 |
| 2 |  | 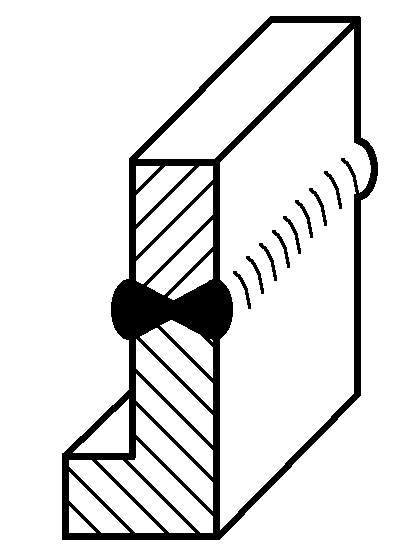 | 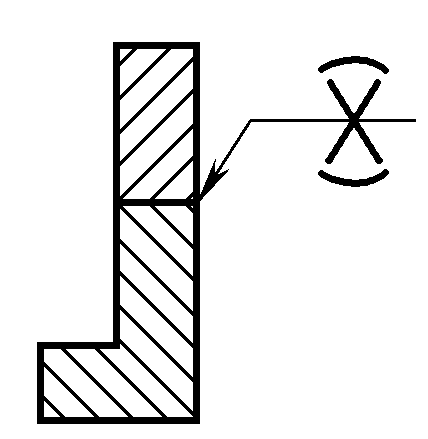 |
| 3 |  | 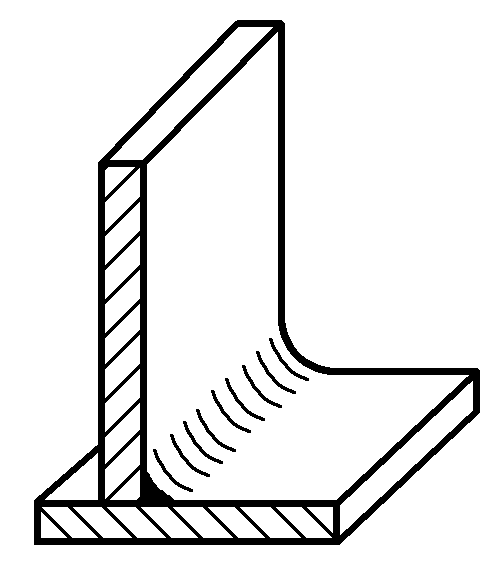 | 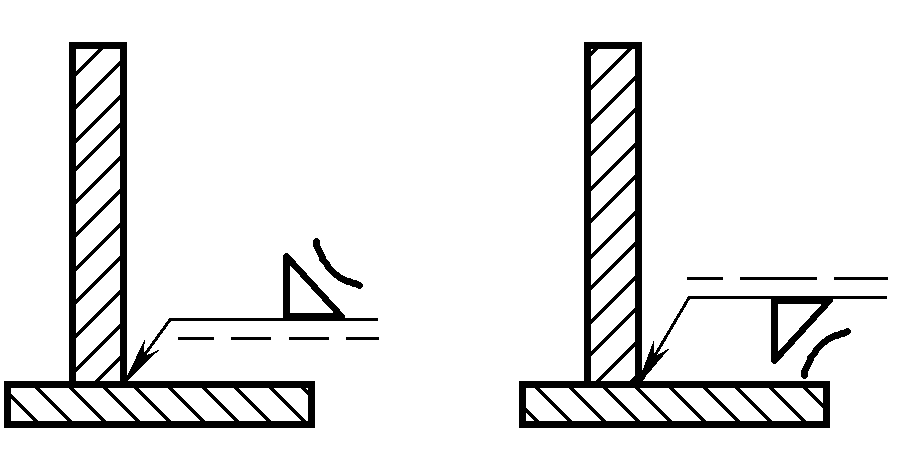 |
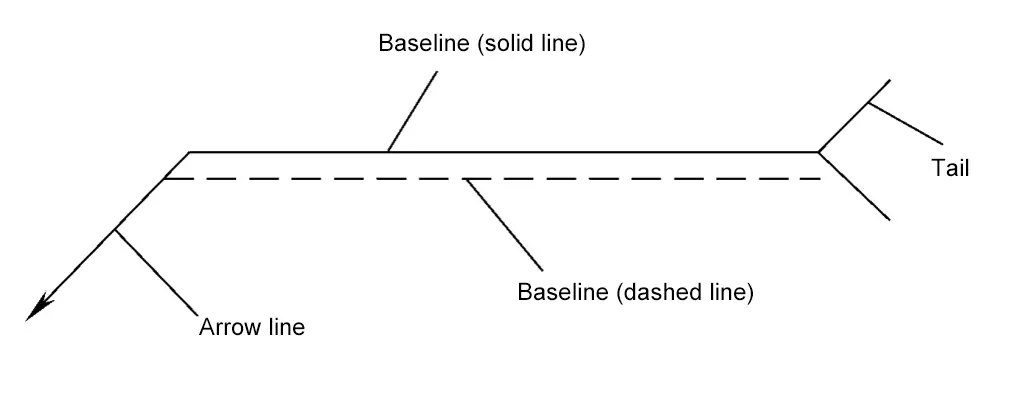
Лидерная линия состоит из стрелки, опорных линий (сплошной и пунктирной) и хвоста, как показано на рис. 2-57.
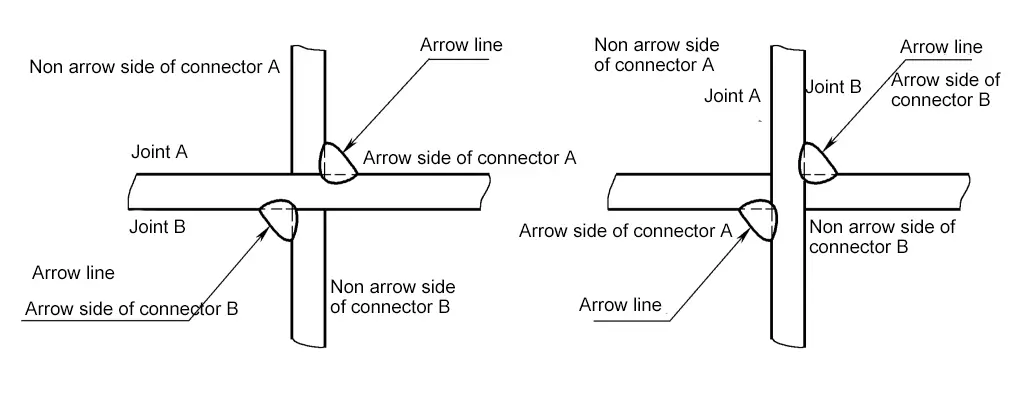
(1) Линия стрел
Соединение, на которое непосредственно указывает стрелка, является "стороной со стрелкой", а противоположная сторона - "стороной без стрелки", как показано на рис. 2-58.
(2) Датирующая линия
Как правило, базовая линия должна быть параллельна нижнему краю чертежа, но при необходимости может быть и перпендикулярной. При необходимости положение сплошных и пунктирных линий можно менять местами. При обозначении симметричных или двусторонних сварных швов пунктирные линии можно не наносить.
(3) Хвост
Обычно опускается. Хвостовая часть добавляется только при наличии дополнительных требований или пояснений к сварному шву.
Когда необходимо просто изобразить сварные швы на чертеже, они могут быть представлены видами, сечениями или поперечными сечениями, а также схематично изображены на изометрических чертежах.
При изображении сварных швов с помощью вида, метод рисования показан на рисунке 2-59, где сварные швы, представленные на рисунке 2-59a и b сериями сплошных линий, разрешается рисовать от руки; сварной шов, представленный на рисунке 2-59c, обозначен толстой линией.
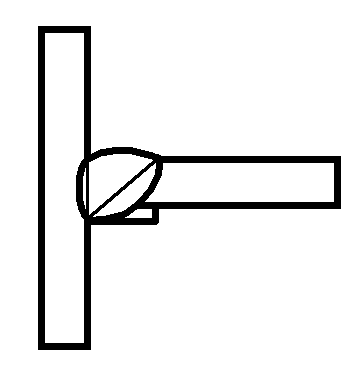
На виде, изображающем поверхность шва, контур шва обычно рисуется толстой сплошной линией. При необходимости форму скоса перед сваркой можно нарисовать тонкой сплошной линией, как показано на рис. 2-60.
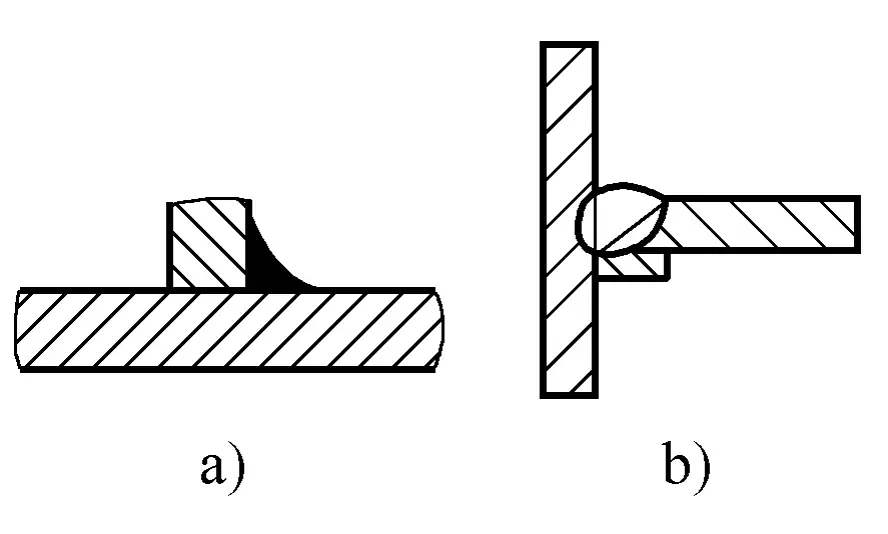
На виде в разрезе или в сечении зона сплавления металла в сварном шве обычно заштриховывается черным цветом, как показано на рис. 2-61a. Если также необходимо изобразить форму скоса и т. д., часть зоны сплавления обычно очерчивается толстой сплошной линией, а при необходимости форма скоса перед сваркой рисуется тонкой сплошной линией, как показано на рис. 2-61b.
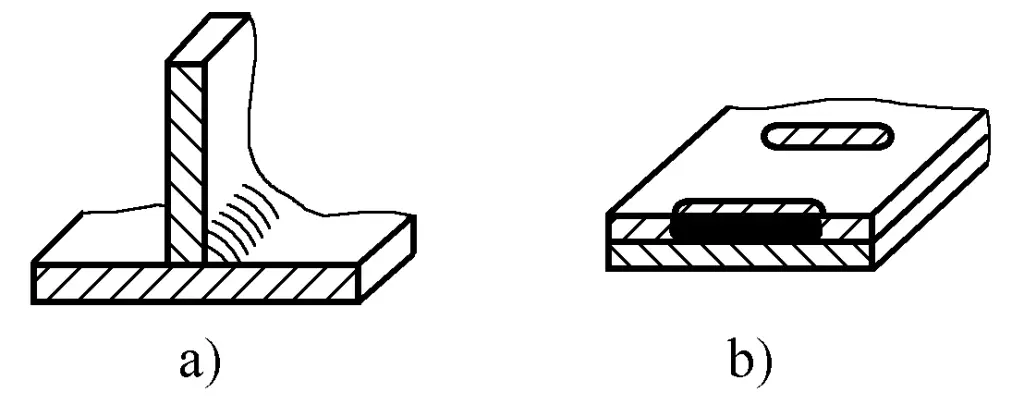
Метод изображения сварных швов с помощью изометрического чертежа показан на рис. 2-62.
При необходимости зону сварки можно увеличить и обозначить, как показано на рис. 2-63.
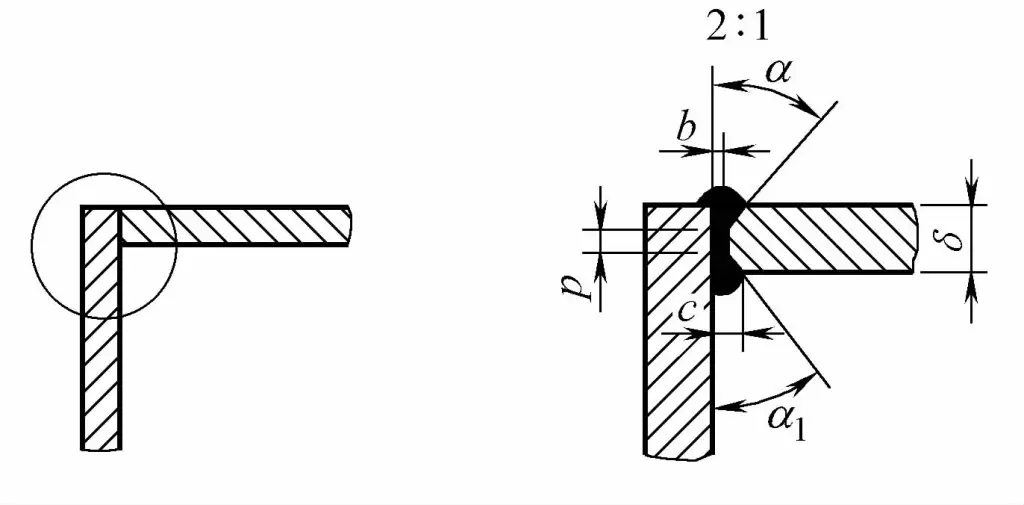
1) Горизонтальные размеры обозначены в левой части основного символа.
2) Вертикальные размеры обозначены с правой стороны основного символа.
3) Угол скоса, угол паза и корневой зазор обозначены сверху или снизу основного символа.
4) Количество одинаковых сварных швов отмечается в конце.
5) Если существует много измерений, которые трудно различить, перед данными измерений можно поставить соответствующие символы измерений.
6) Размеры, определяющие положение шва, не должны указываться в условном обозначении шва, но должны быть отмечены на чертеже.
7) Если справа от основного символа нет размерных меток и других указаний, это означает, что сварной шов является непрерывным по всей длине заготовки.
8) Если слева от основного символа нет никаких размерных обозначений и других указаний, это означает, что стыковой шов должен быть полностью проплавлен.
9) Если сварные швы и пазовые швы имеют скошенные кромки, необходимо отметить размеры их дна.
Метод маркировки символов размеров сварного шва показан на рисунке 2-64.
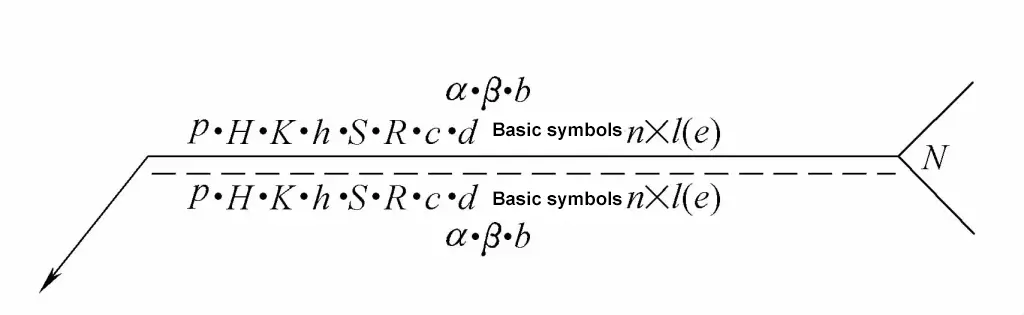
Общие обозначения размеров сварных швов приведены в таблице 2-19.
Таблица 2-19 Общие обозначения размеров сварных швов
| Символ | Имя | Диаграмма |
| δ | Толщина заготовки | 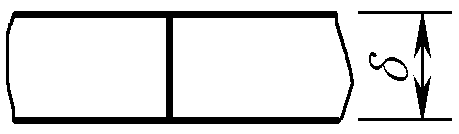 |
| α | Угол скоса | 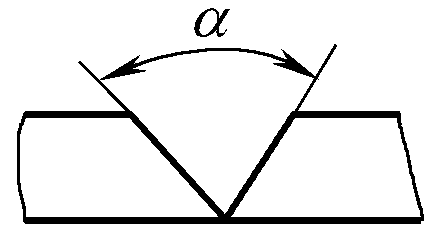 |
| β | Угол фаски | 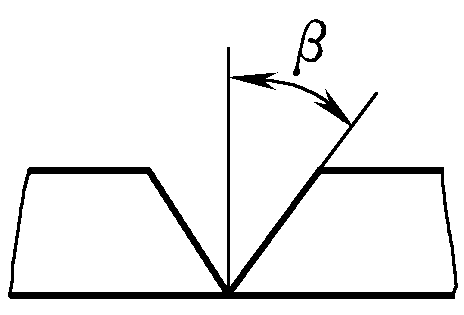 |
| b | Корневой зазор | 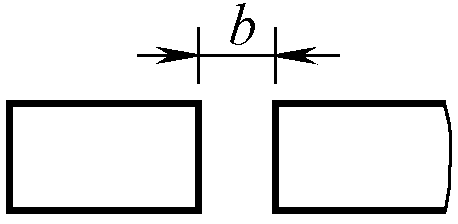 |
| P | Тупой край | 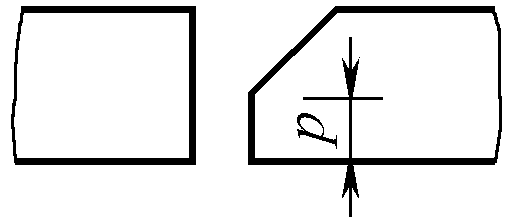 |
| R | Корневой радиус | 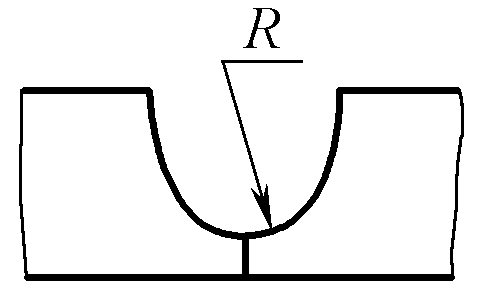 |
| H | Глубина фаски | 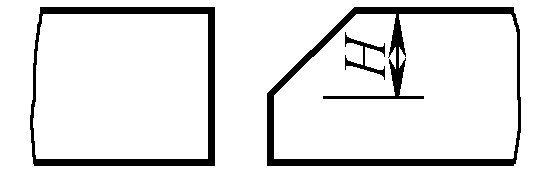 |
| S | Эффективная толщина сварного шва | 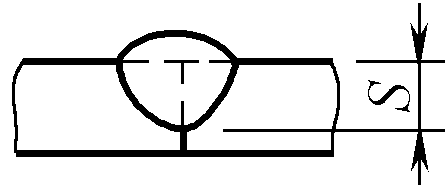 |
| c | Ширина сварного шва | 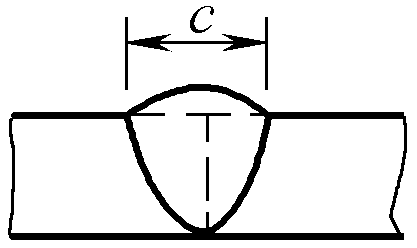 |
| K | Размер носка Weld | 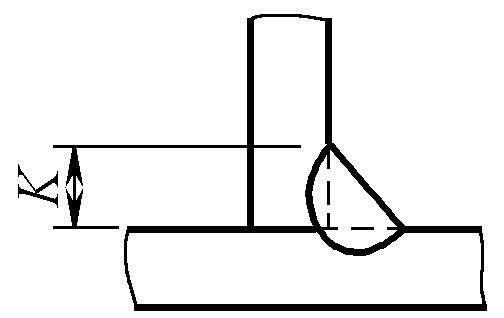 |
| d | Точечная сварка: Диаметр самородка Заглушка для сварки: Диаметр отверстия | 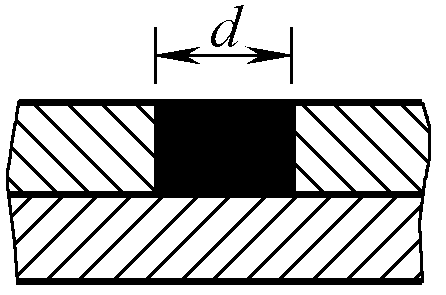 |
| n | Количество сегментов сварки | 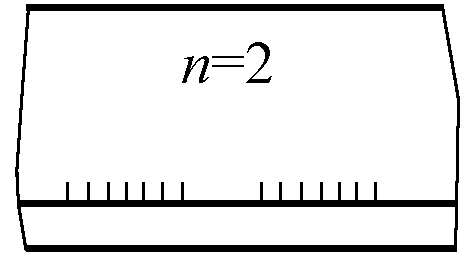 |
| l | Длина сварного шва | 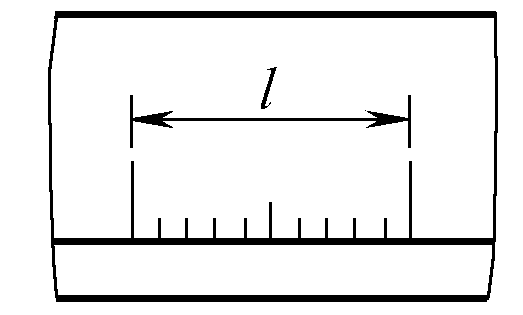 |
| e | Расстояние между сварными швами | 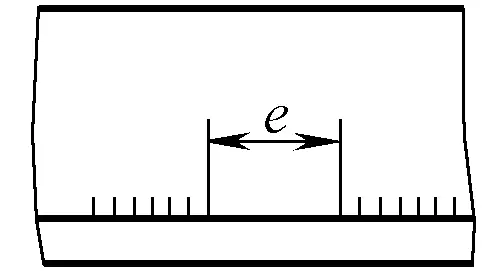 |
| N | Количество одинаковых сварных швов | 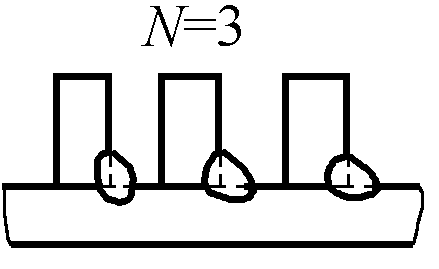 |
| h | Превышение высоты | 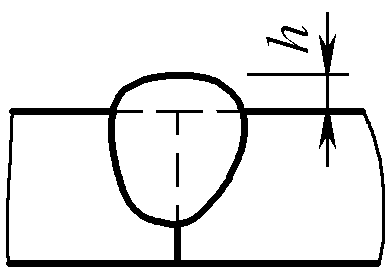 |
1) Периферийный сварной шов.
Если сварной шов окружает заготовку, можно использовать круглый символ, как показано на рис. 2-65.
2) Полевая сварка.
Маленький флажок обозначает сварку в полевых условиях или на месте, как показано на рис. 2-66.
Применение обозначения размера сварного шва показано в таблице 2-20.
| Нет. | Имя | Диаграмма | Символ размера | Метод аннотации |
| 1 | Стыковая сварка | 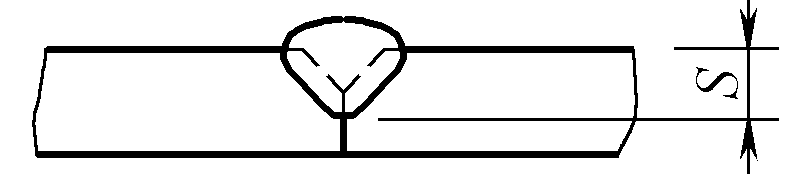 | S: Эффективная толщина сварного шва | 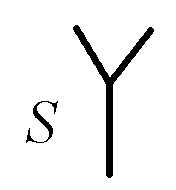 |
| 2 | Непрерывный филейный шов | 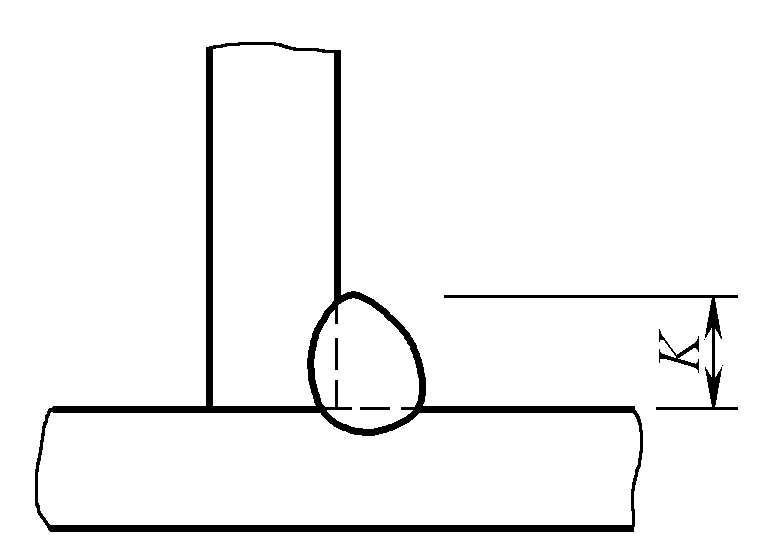 | K: Размер ножки для сварки | 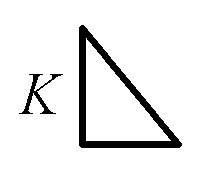 |
| 3 | Прерывистый сварной шов |  | I: Длина сварного шва e: Интервал n: Количество сегментов сварного шва K: Размер ножки для сварки |  |
| 4 | Поэтапный прерывистый сварной шов |  | l: Длина сварного шва e: Интервал n: Количество сегментов сварного шва K: Размер ножки для сварки |  |
| 5 | Приварка вилки или Пазовая сварка |  | l: Длина сварного шва e: Интервал n: Количество сегментов сварного шва c: Ширина щели |  |
 | e: Интервал n: Количество сегментов сварного шва d: Диаметр отверстия |  | ||
| 6 | Точечная сварка |  | n: Количество сварных точек e: Расстояние между точками сварки d: Диаметр плавящегося сердечника | 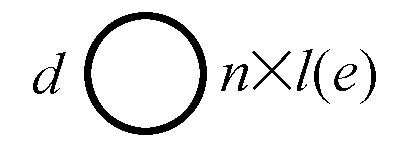 |
| 7 | Сварной шов | 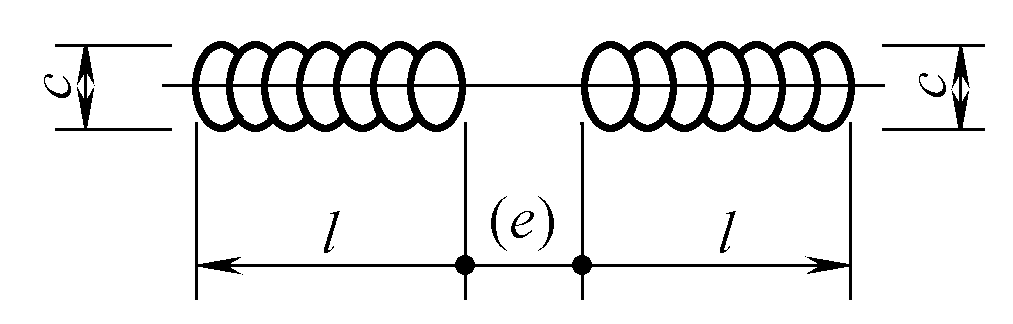 | l: Длина сварного шва e: Интервал n: Количество сегментов сварного шва c: Ширина сварного шва | 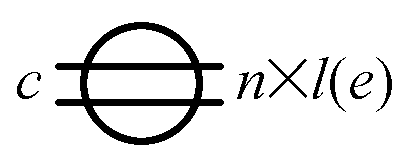 |
Упрощенный способ обозначения символов сварных швов приведен в таблице 2-21.
Таблица 2-21 Упрощенный способ обозначения символов сварного шва
| Нет. | Метод аннотации | Пояснение | Диаграмма |
| 1 | Одиночная аннотация | При указании размеров ступенчатых симметричных сварных швов в условном обозначении шва допускается указывать их на базовой линии только один раз. | 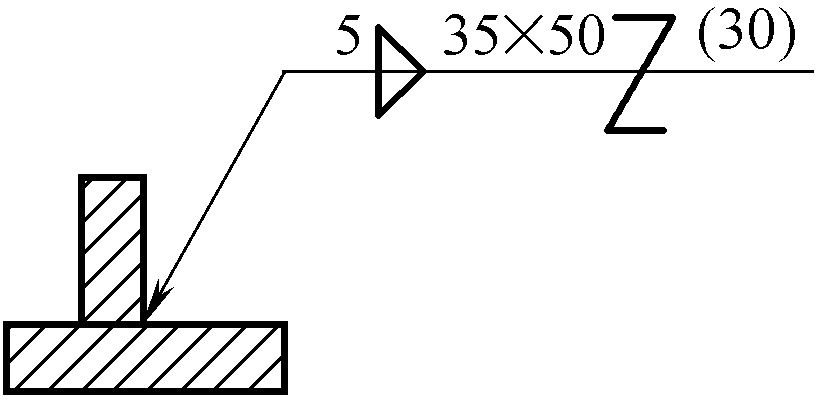 |
| 2 | Отсутствие аннотации подсчета сегментов | Если нет строгих требований к количеству сегментов для прерывистых сварных швов, симметричных прерывистых сварных швов и ступенчатых прерывистых сварных швов, допускается не указывать количество сегментов шва. | 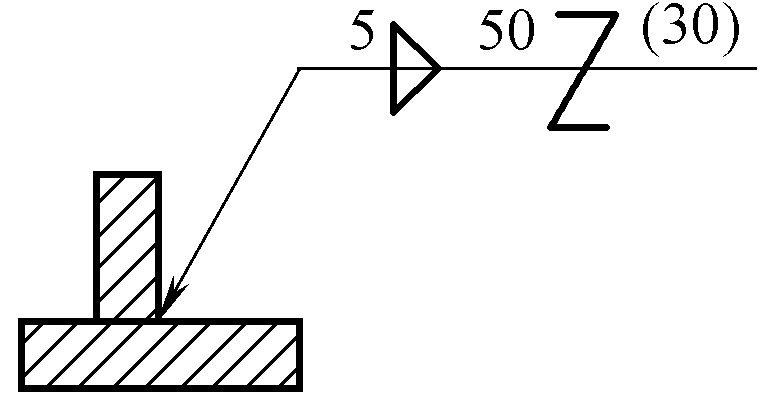 |
| 3 | Коллективная аннотация | На одном чертеже, когда несколько сварных швов имеют одинаковый размер фаски и обозначения швов, можно использовать коллективную аннотацию. | 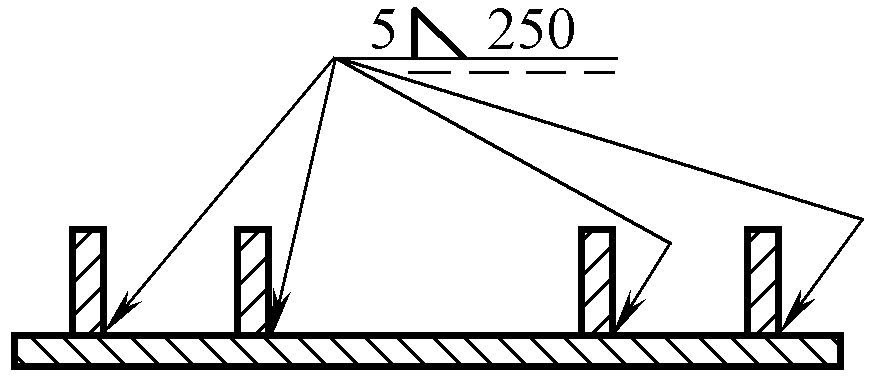 |
| 4 | Аннотация количества сварных швов | На одном чертеже, когда несколько сварных швов находятся в одном и том же месте соединения, упрощение может быть достигнуто путем аннотирования одного и того же количества швов в конце символа шва. Однако другие типы сварных швов все равно должны быть обозначены отдельно. | 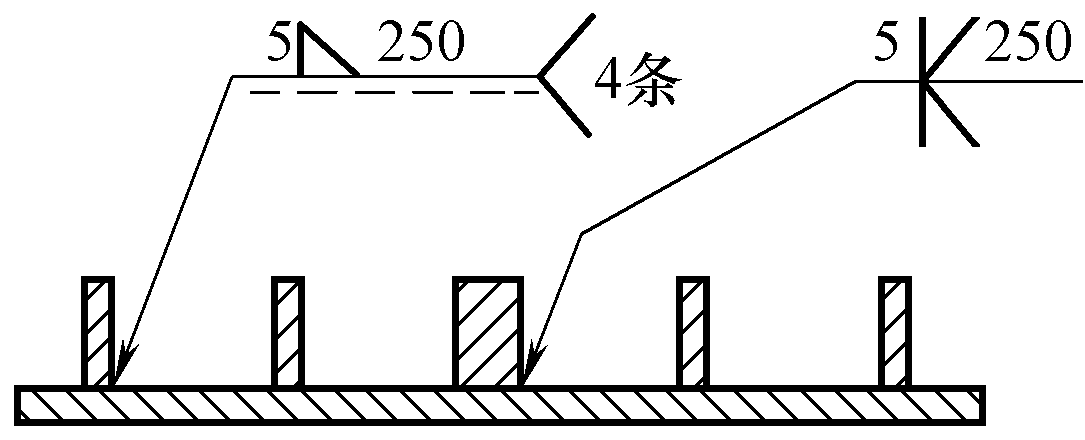 |
| 5 | Упрощенная аннотация к коду | Для упрощения метода аннотирования или при ограниченном месте аннотирования можно использовать упрощенные коды сварных швов. Однако значения этих упрощенных кодов должны быть объяснены либо под чертежом, либо рядом с титульной строкой. При использовании упрощенных кодов коды и символы, поясняемые под чертежом или рядом со строкой заголовка, должны быть в 1,4 раза больше тех, что указаны на чертеже. | 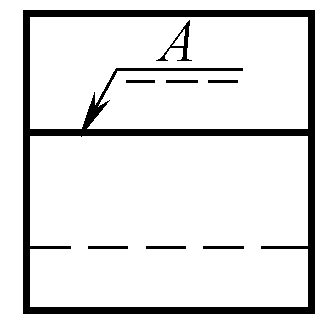 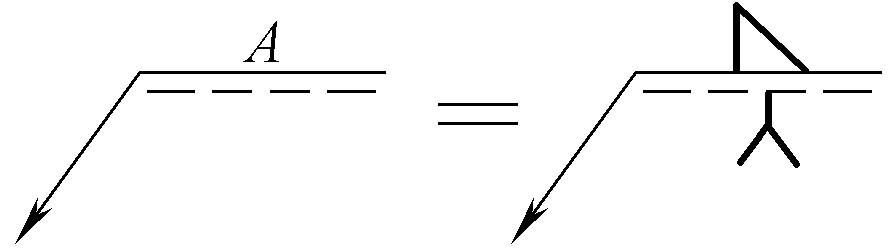 |
| 6 | Отсутствие контрольной линии или обозначения длины сварного шва | В случаях, когда это не приводит к недоразумениям и когда линия стрелки указывает на сварной шов, а на нестрелочной стороне нет требований к сварному шву, допускается опускать контрольную линию (пунктир) на нестрелочной стороне. Если начальное и конечное положения длины шва ясны (определяются размерами компонентов и т. д.), допускается не указывать длину шва в условном обозначении шва. | 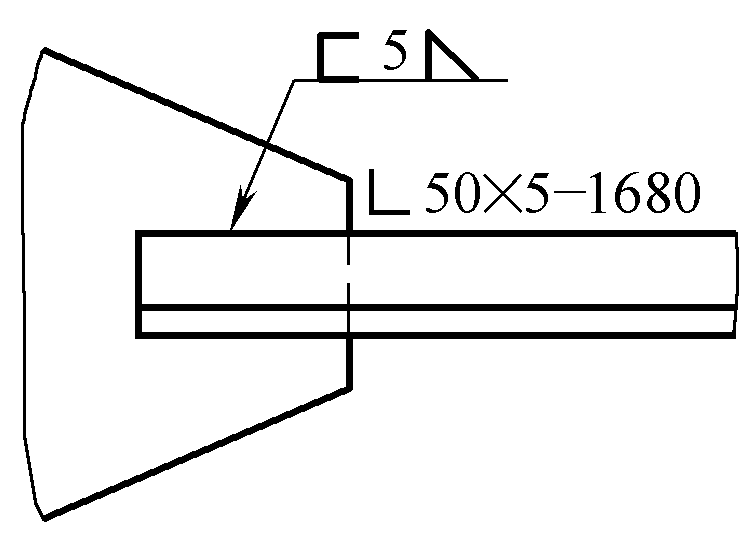 |
Таблица 2-22 Коды методов сварки и соответствующих процессов (взято из GB/T5185-2005)
| Код | Метод сварки |
|---|---|
| 1 | Дуговая сварка |
| 101 | Дуговая сварка металлов |
| 11 | Безгазовая дуговая сварка |
| 111 | Дуговая сварка в среде защитного металла |
| 112 | Гравитационная сварка |
| 114 | Самозащитная дуговая сварка порошковой проволокой |
| 12 | Дуговая сварка под флюсом |
| 121 | Однопроволочная дуговая сварка под флюсом |
| 121 | Электрошлаковая дуговая сварка под флюсом |
| 123 | Многопроволочная дуговая сварка под флюсом |
| 124 | Металлический порошок с добавлением дуговой сварки под флюсом |
| 125 | Дуговая сварка под флюсом с порошковым покрытием |
| 13 | Дуговая сварка в среде защитного металла |
| 131 | Сварка в среде инертного газа (MIG) |
| 135 | Сварка металлов в активном газе (MAG) |
| 156 | Дуговая сварка в среде защитного газа с порошковым покрытием в неинертном состоянии |
| 137 | Дуговая сварка в среде инертного газа с порошковым покрытием |
| 14 | Дуговая сварка в защитной среде неплавящимся электродом |
| 141 | Сварка вольфрамовым электродом в инертном газе (TIG) |
| 15 | Плазменно-дуговая сварка |
| 151 | Плазменно-дуговая сварка MIG |
| 152 | Плазменно-дуговая порошковая наплавка |
| 18 | Другие методы дуговой сварки |
| 185 | Магнитно-дуговая сварка встык |
| 2 | Сварка сопротивлением |
| 21 | Точечная сварка |
| 211 | Односторонняя точечная сварка |
| 212 | Двухсторонняя точечная сварка |
| 22 | Сварка швов |
| 221 | Сварка внахлестку |
| 222 | Сварка плоским швом |
| 225 | Тонкопленочная сварка стыковых швов |
| 226 | Сварка ленточным швом |
| 23 | Проекционная сварка |
| 231 | Односторонняя проекционная сварка |
| 232 | Двухсторонняя проекционная сварка |
| 24 | Сварка пламенем |
| 241 | Сварка с предварительным подогревом |
| 242 | Сварка без предварительного подогрева |
| 25 | Стыковая сварка сопротивлением |
| 29 | Другие методы сварки сопротивлением |
| 291 | Высокочастотная сварка сопротивлением |
| 3 | Газовая сварка |
| 31 | Сварка кислородным топливом |
| 311 | Оксиацетиленовая сварка |
| 312 | Сварка на оксипропане |
| 313 | Кислородная сварка |
| 4 | Сварка под давлением |
| 41 | Ультразвуковая сварка |
| 42 | Сварка трением |
| 44 | Сварка с высокой энергией |
| 45 | Диффузионная сварка |
| 47 | Пневматическая сварка |
| 48 | Холодная сварка давлением |
| 5 | Сварка высокоэнергетическими лучами |
| 51 | Электронно-лучевая сварка |
| 511 | Сварка в вакууме электронным лучом |
| 512 | Сварка электронным лучом в невакуумных условиях |
| 52 | Лазерная сварка |
| 521 | Лазерная сварка в твердом состоянии |
| 522 | Газовая лазерная сварка |
| 7 | Другие методы сварки |
| 71 | Термитная сварка |
| 72 | Электрошлаковая сварка |
| 73 | Точечная сварка в среде защитного газа |
| 74 | Индукционная сварка |
| 741 | Индукционная сварка встык |
| 742 | Индукционная шовная сварка |
| 75 | Сварка с использованием светового излучения |
| 753 | Инфракрасная сварка |
| 77 | Сварка сопротивлением удару |
| 78 | Сварка жезлов |
| 782 | Сварка сопротивлением |
| 783 | Дуговая сварка с керамическим наконечником или защитным газом |
| 784 | Короткозамкнутая дуговая сварка |
| 785 | Сварка конденсаторных разрядов |
| 786 | Сварка конденсаторным разрядом с поджигающим наконечником |
| 787 | Дуговая сварка с плавящимся кольцом |
| 788 | Сварка трением |
| 8 | Резка и газовая резка |
| 81 | Пламенная резка |
| 82 | Дуговая резка |
| 821 | Воздушно-дуговая резка |
| 822 | Кислородно-дуговая резка |
| 83 | Плазменно-дуговая резка |
| 84 | Лазерная резка |
| 86 | Пламенная строжка |
| 87 | Углеродная дуговая строжка |
| 871 | Воздушно-углеродная дуговая строжка |
| 872 | Кислородно-углеродная дуговая строжка |
| 88 | Плазменная строжка |
| 9 | Пайка, спаивание и припой |
| 91 | Твердая пайка |
| 911 | Инфракрасная пайка твердым припоем |
| 912 | Твердосплавная пайка |
| 913 | Твердый припой для печей |
| 914 | Пайка твердым припоем |
| 915 | Твердая пайка в соляной ванне |
| 916 | Индукционная пайка твердым припоем |
| 918 | Твердосплавная пайка с сопротивлением |
| 919 | Диффузионная твердая пайка |
| 924 | Вакуумная пайка твердым припоем |
| 93 | Другие методы пайки твердым припоем |
| 94 | Мягкая пайка |
| 941 | Инфракрасная мягкая пайка |
| 942 | Мягкая пайка пламенем |
| 943 | Пайка мягким припоем в печи |
| 944 | Пайка мягким припоем |
| 945 | Солевая ванна для мягкой пайки |
| 946 | Индукционная мягкая пайка |
| 947 | Ультразвуковая мягкая пайка |
| 948 | Сопротивление мягкой пайки |
| 949 | Диффузионная мягкая пайка |
| 951 | Пайка волной |
| 952 | Паяльник |
| 954 | Вакуумная мягкая пайка |
| 956 | Волочильная пайка |
| 96 | Другие методы пайки мягким припоем |
| 97 | Пайка |
| 971 | Газовая пайка |
| 972 | Пайка дугой |
Примечание: Следующие методы сварки были исключены из нового стандарта (GB/T5185-2005) по сравнению со старым стандартом (GB/T5185-1985), эти методы сварки могут по-прежнему использоваться в особых случаях или появляться в различных документах прошлого.
Таблица 2-23 Примеры условных обозначений метода сварки
| Пример аннотации | Значение |
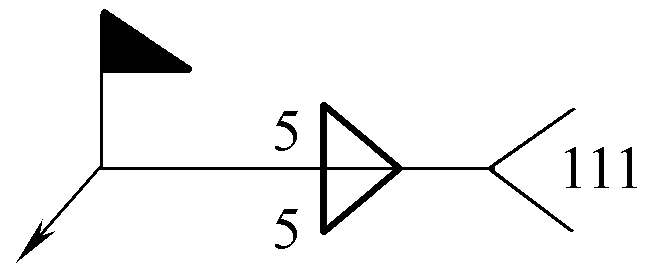 | Симметричные галтельные швы с размером ножки 5 мм свариваются на строительной площадке с помощью дуговой сварки в защитных слоях металла. |
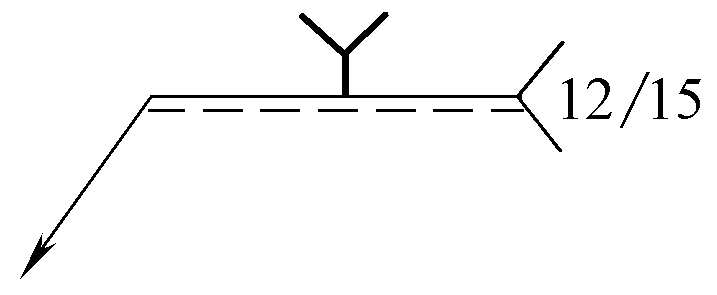 | При сварке V-образного паза с притупленной кромкой сначала выполните заварку корня плазменной дуговой сваркой, а затем покройте поверхность дуговой сваркой под флюсом. |







