Omfattande guide till sömsvetsningstekniker
Föreställ dig en värld där styrkan och integriteten hos otaliga vardagsprodukter beror på en anspråkslös men viktig process: sömmen...

En svetsfog är den fog som bildas i den svetsade komponenten efter svetsning. Den metall som svetsfogen består av, dvs. svetsgodset, påverkar direkt de svetsade komponenternas och konstruktionernas prestanda genom sin form och kvalitet. Därför bör svetsare förstå vilka typer av svetssömmar som finns och hur de symboliseras på tekniska ritningar.
(1) Enligt olika fogformer kan den delas in i fem typer: stumsvets, filetsvets, pluggsvets, spårsvets och kantsvets.
1) Stumsvetsning.
En svetsfog svetsas mellan arbetsstyckenas fasade ytor eller mellan den fasade ytan på en del och ytan på en annan del.
2) Kilsvetsning.
En svetsfog som svetsas längs skärningslinjen mellan två ortogonala eller nästan ortogonala delar.
3) Terminal svetsfog.
Den svetsfog som bildas av en terminalfog.
4) Plugga svetsfogen.
Två delar överlappar varandra, varav den ena har ett runt hål, och svetsfogen som bildas genom att svetsa de två plattorna i det runda hålet, endast kälsvetsen inuti hålet betraktas inte som en pluggsvets.
5) Slitsad svetsfog.
Två plattor överlappar varandra, varav den ena har ett långt hål, och svetsfogen som bildas genom att svetsa de två plattorna i det långa hålet, endast kälsvetsen betraktas inte som en slitsvets.
(2) Enligt de olika rumsliga positionerna för svetsfogen
Kan delas in i platt svetsfog, vertikal svetsfog, horisontell svetsfog och överliggande svetsfog i fyra former.
(3) Enligt den olika kontinuiteten i svetsfogen
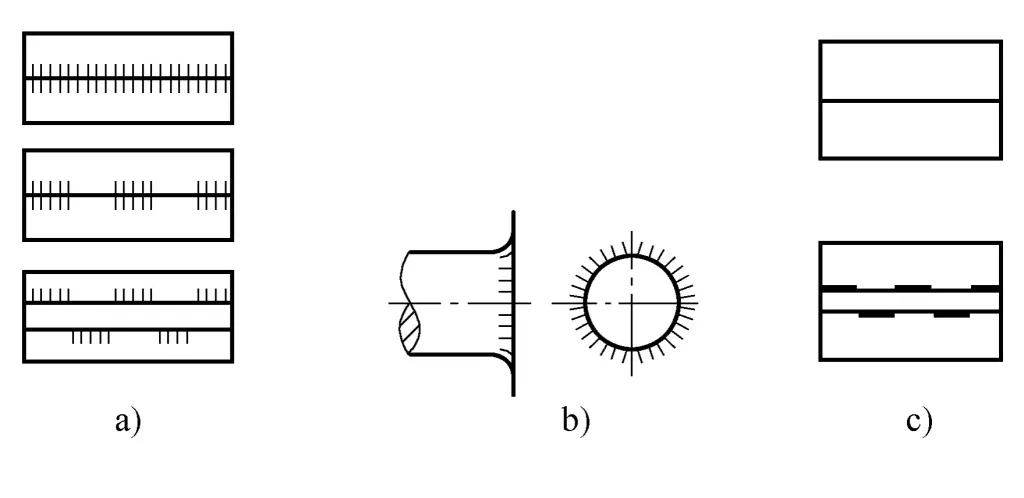
Indelas i kontinuerliga svetsar och intermittenta svetsar. Intermittenta svetsar delas vidare in i förskjutna och parallella typer, som visas i figur 2-50. Förutom att ange storleken på svetsfogen K, ska även längden L och avståndet e för varje segment i den intermittenta svetsen anges, och symbolen "Z" representerar den förskjutna svetsen.
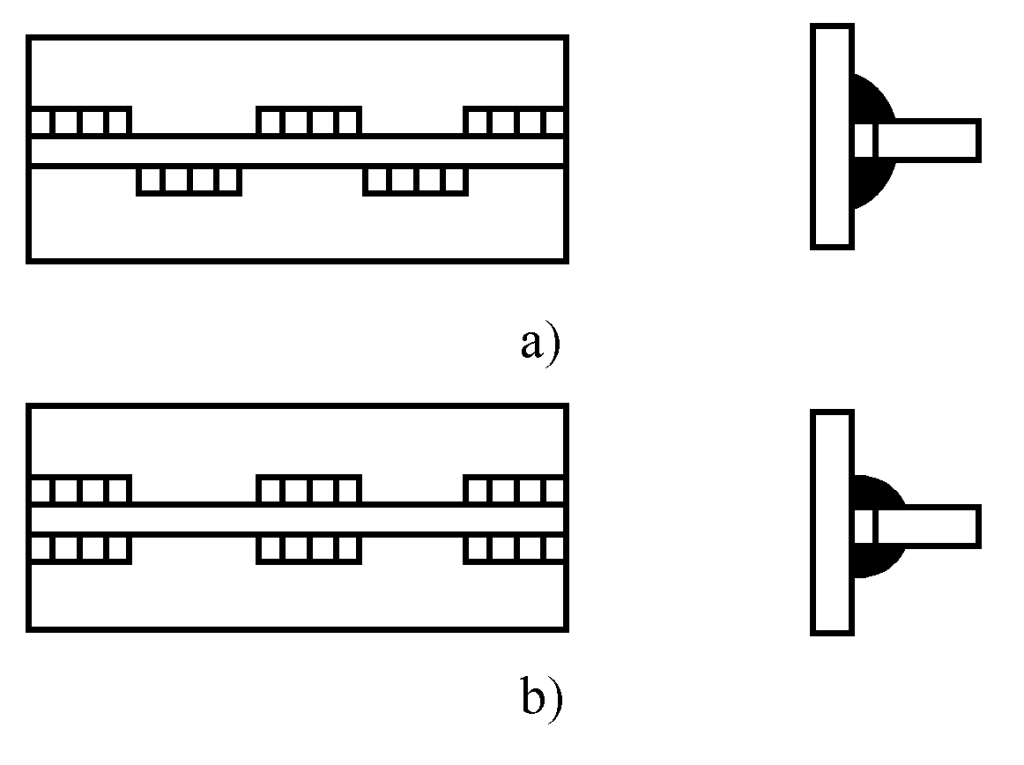
a) Förskjuten
b) Parallell
(4) Enligt svetsens olika funktioner
Uppdelad i bärande svetsar som bär laster, anslutande svetsar som inte direkt bär laster utan endast tjänar till att ansluta, tätningssvetsar som huvudsakligen används för att förhindra vätskeläckage och positioneringssvetsar som svetsas före formell svetsning för att montera och fixera positionen för fogar på arbetsstycket med en kortare längd.
(5) Beroende på svetsens form och dess position vid fogen
Indelas i stumsvetsar som bildar stumfogar; kantsvetsar som appliceras vid arbetsstyckets kantvalsning; pluggsvetsar som bildas genom svetsning i ett runt hål som öppnats i en av två överlappande plattor; omkretssvetsar fördelade längs omkretsen av sfäriska eller cylindriska arbetsstycken med ändar som sammanfogas; och plana svetsar vars ytor slipas för att vara plana med ytan på basmaterialet etc.
(1) Svetsbredd
Övergången mellan svetsytan och grundmaterialet kallas svetstå. I tvärsnittet av en enstegssvets kallas avståndet mellan de två svetstårna för svetsbredd, se figur 2-51.
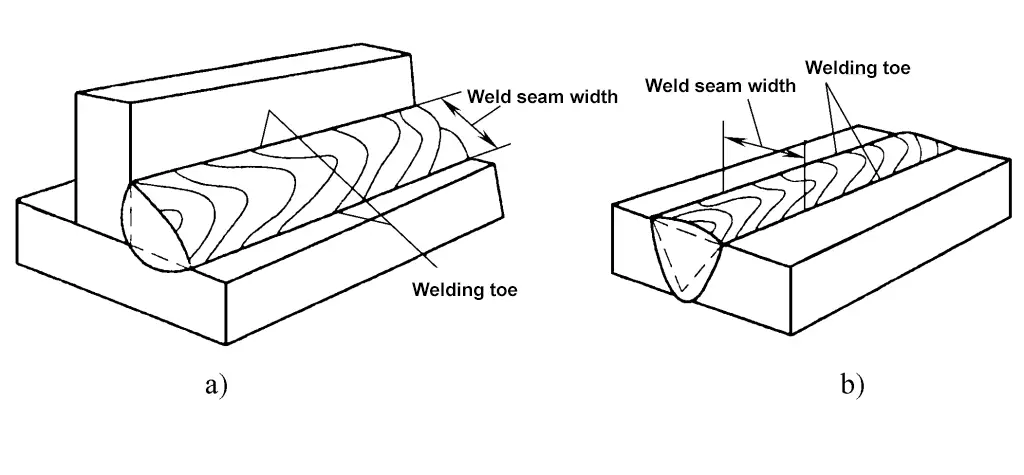
a) T-skarv
b) Stötfog
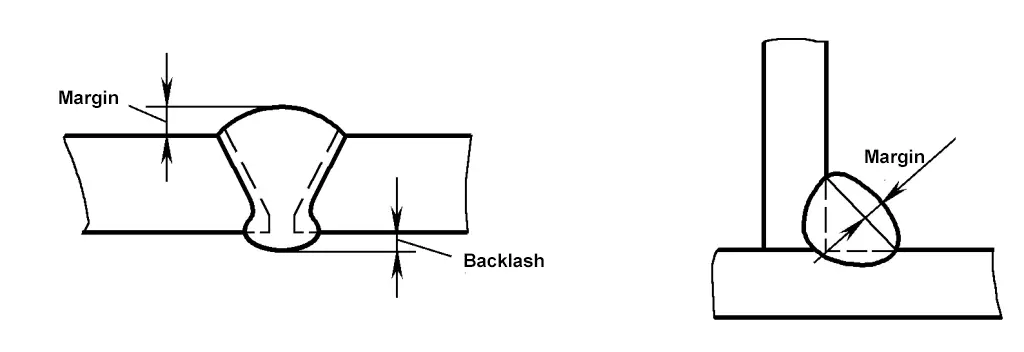
(2) Överdriven höjd
I stumsvetsar kallas svetsmetallens höjd över linjen som förbinder svetsytans tår för överhöjning, se figur 2-52. Överhöjningen ökar svetsens tvärsnittsarea, förbättrar hållfastheten och kan öka känsligheten hos röntgenfilmer, men den är benägen att leda till spänningskoncentration vid svetstårna. Därför bör överhöjningen inte vara lägre än basmaterialet, men inte heller för hög. Den nationella standarden specificerar att överskottshöjden för skärmad metallbågsvetsning är 0 ~ 3 mm och för svetsning med nedsänkt bågeär den överskjutande höjden 0 ~ 4 mm.
(3) Penetrationsdjup
I svetsfogens tvärsnitt kallas basmaterialets smältdjup för penetrationsdjup, vilket visas i figur 2-53. När tillsatsmaterialet (svetsstav eller tråd) är fast, bestäms storleken på inträngningsdjupet av svetsens kemiska sammansättning.
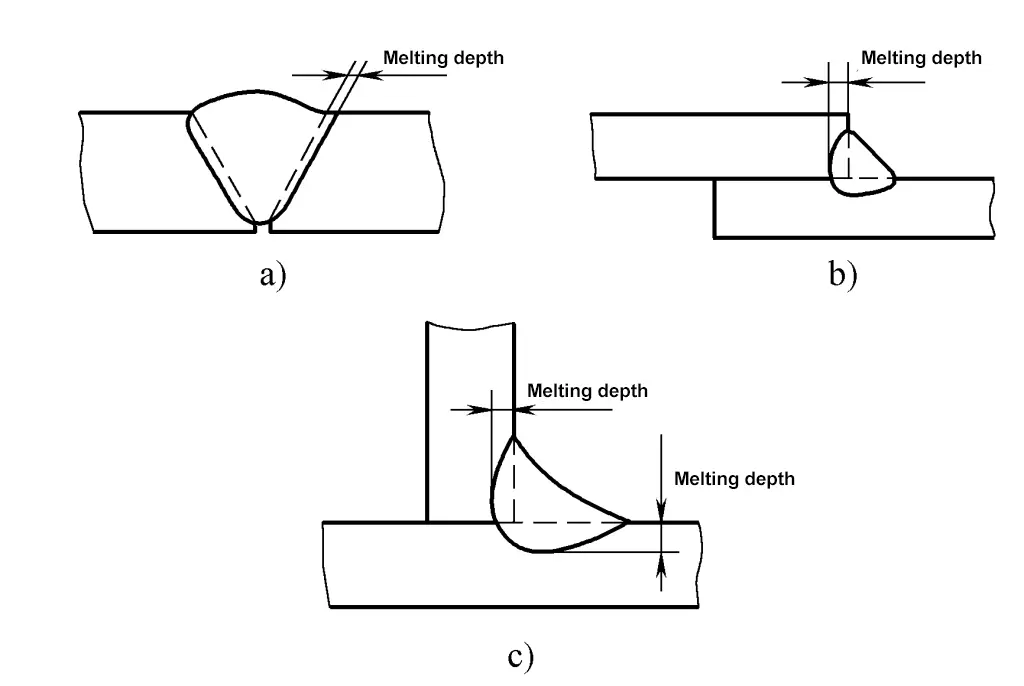
a) Fusionsdjup i stumfog
b) Fusionsdjup för lappförband
c) T-ledens fusionsdjup
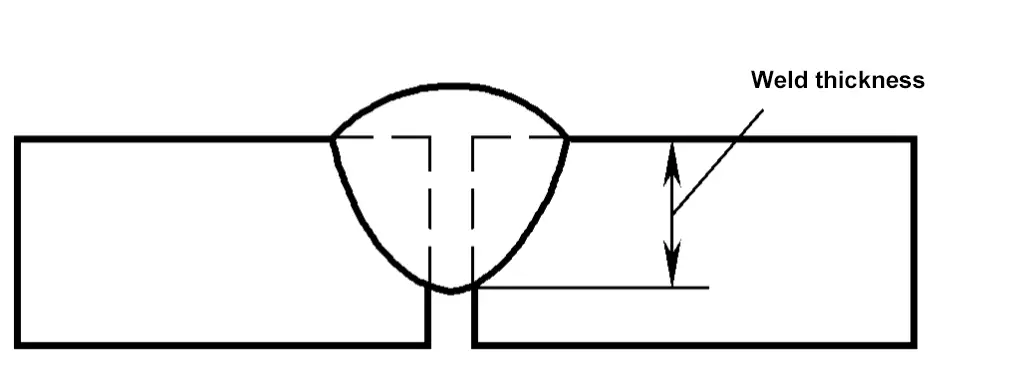
(4) Svetsens tjocklek
I svetsens tvärsnitt kallas avståndet från svetsens framsida till svetsens baksida för svetsens tjocklek, se figur 2-54.
(5) Form och storlek på kälsvetsar
Baserat på kälsvetsens yttre form kan kälsvetsar delas in i två typer: kälsvetsar med en upphöjd yta kallas konvexa kälsvetsar; kälsvetsar med en konkav yta kallas konkava kälsvetsar, som visas i figur 2-55. Under vissa förhållanden har konkava kälsvetsar mycket mindre spänningskoncentration än konvexa kälsvetsar.
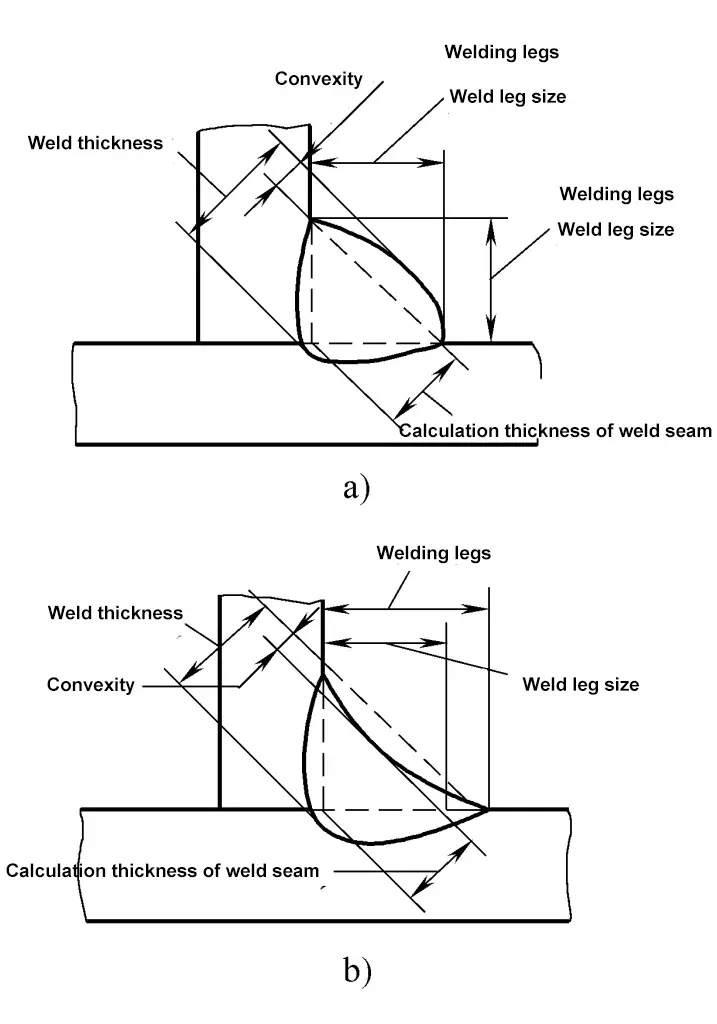
a) Konvex kälsvets
b) konkav kälsvets
1) Svetsens beräkningstjocklek.
Rita den största rätvinkliga likbenta triangeln inom kälsvetsens tvärsnitt, den vinkelräta längden från den rätvinkliga toppunkten till hypotenusan är svetsens beräkningstjocklek. Om kälsvetsens tvärsnitt är en vanlig likbent rätvinklig triangel är svetsberäkningens tjocklek lika med svetsens tjocklek; i konvexa eller konkava kälsvetsar är svetsberäkningens tjocklek mindre än svetsens tjocklek.
2) Svetsa konvexitet.
I tvärsnittet av en konvex kälsvets är det maximala avståndet mellan svetsens tålinje och svetsytan, enligt figur 2-55.
3) Svetsens konkavitet.
I tvärsnittet av en konkav kälsvets, det maximala avståndet mellan svetsens tålinje och svetsytan, som visas i figur 2-55b.
4) Svetsa fast benet.
I tvärsnittet av en kälsvets, det minsta avståndet från en svetstå på ett arbetsstycke till ytan på ett annat arbetsstycke; svetsbenets storlek är längden på den rätvinkliga sidan i den största likbenta rätvinkliga triangeln som ritas i tvärsnittet, för konvexa kälsvetsar är svetsbenets storlek lika med svetsbenet; för konkava kälsvetsar är svetsbenets storlek mindre än svetsbenet.
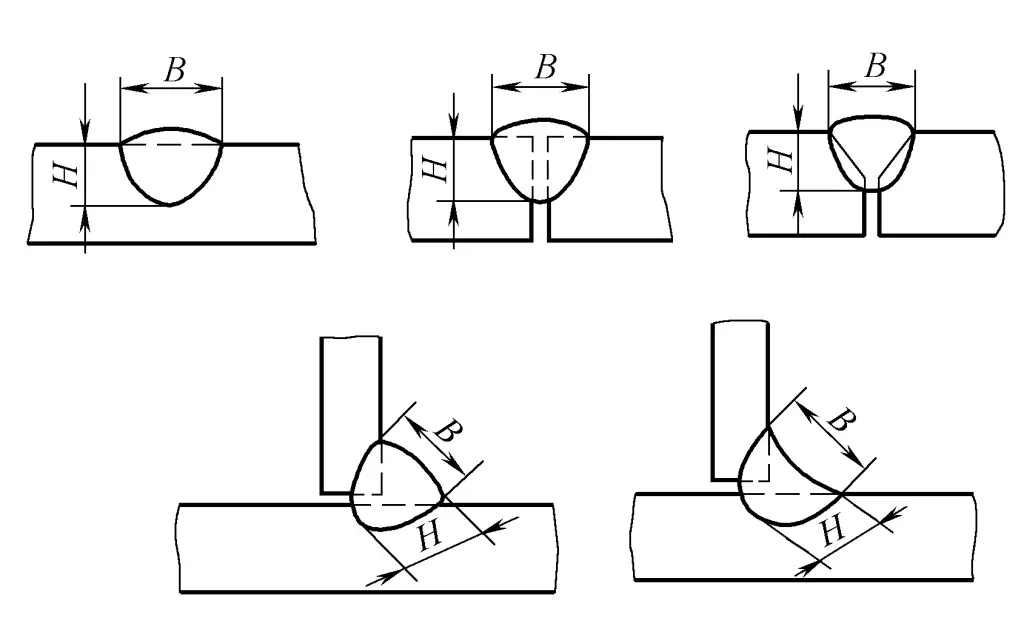
(6) Faktor för svetsbildning
Vid svetsning kallas förhållandet mellan svetsbredden (B) och svetsens beräknade tjocklek (H) i tvärsnittet av en enda svetsfog (ψ=B/H) för svetsbildningsfaktorn, se figur 2-56. Ju mindre svetsbildningsfaktorn är, desto smalare och djupare blir svetsen, vilket gör den benägen för porositet, slagginkludering och sprickbildning. Därför bör svetsformationsfaktorn bibehålla ett visst värde, till exempel bör svetsformationsfaktorn för nedsänkt bågsvetsning vara större än 1,3.
(7) Fusionskvot
Avser den procentandel av grundmaterialet som smälts in i svetsgodset under svetsningen.
Var?
Vid svetsning av höglegerat stål och icke-järnhaltiga metallerbör smältförhållandet kontrolleras för att förhindra svetsdefekter.
De symboler som används för att markera svetsmetod, svetsform och svetsmått på ritningar kallas svetssymboler. Svetssymboler består i allmänhet av grundsymboler och ledlinjer. Vid behov kan även hjälpsymboler, tilläggssymboler och svetsdimensionssymboler läggas till. Enligt bestämmelserna i GB/T324-2008 "Representation of Weld Symbols" kan svetssymboler delas in i följande typer.
Grundsymboler används för att representera svetsars tvärsnittsform eller egenskaper, se tabell 2-13. Tillämpningen av grundsymbolerna visas i tabell 2-14.
| Nej, det gör jag inte. | Namn | Schematiskt diagram | Symbol |
| 1 | Kantflänsad svets (med fullständig kantsmältning) |  |  |
| 2 | I-formad svets | 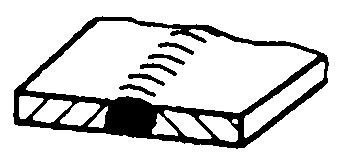 |  |
| 3 | V-formad svets | 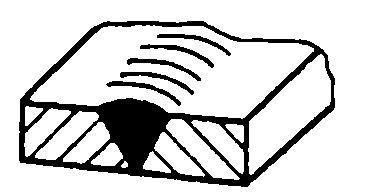 |  |
| 4 | Enkelfasad V-formad svets | 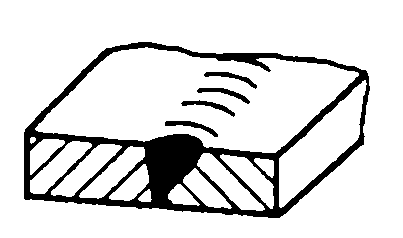 |  |
| 5 | V-formad svets med trubbig kant | 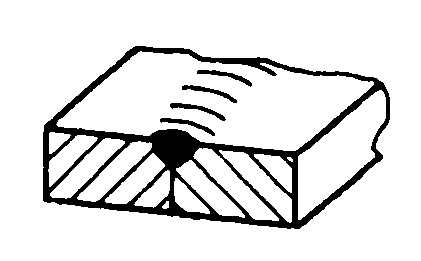 |  |
| 6 | Enkelfasad V-formad svets med trubbig kant | 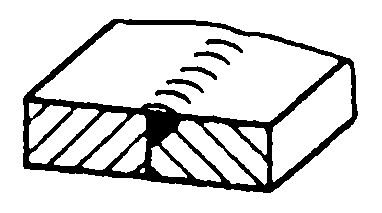 |  |
| 7 | U-formad svets med trubbig kant | 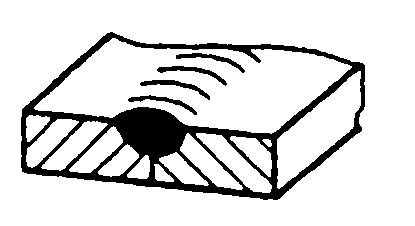 |  |
| 8 | J-formad svets med trubbig kant | 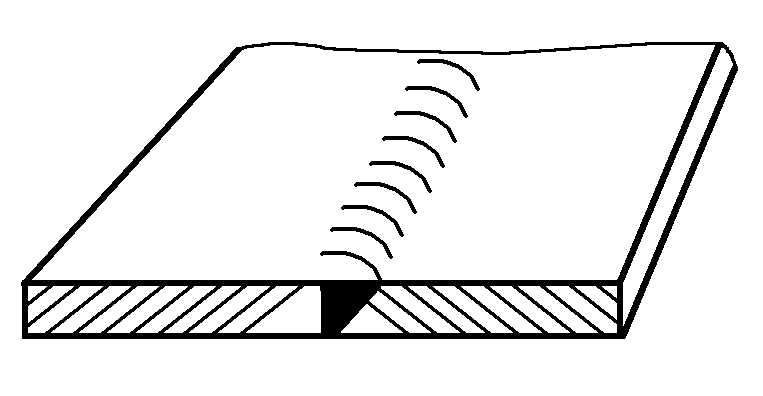 |  |
| 9 | Bakre svets | 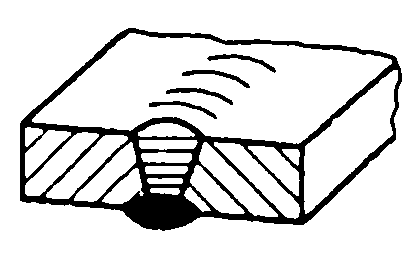 |  |
| 10 | Kälsvets | 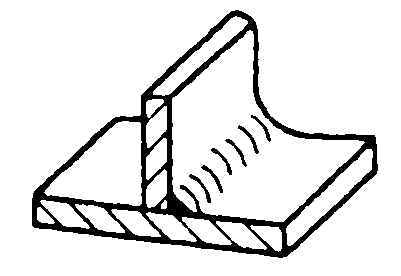 |  |
| 11 | Pluggsvetsning eller slitsvetsning | 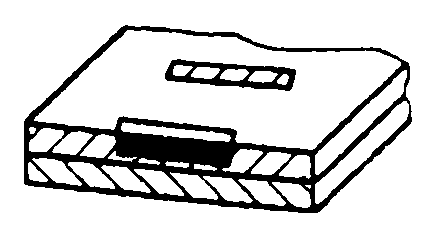 |  |
| 12 | Punktsvetsning | 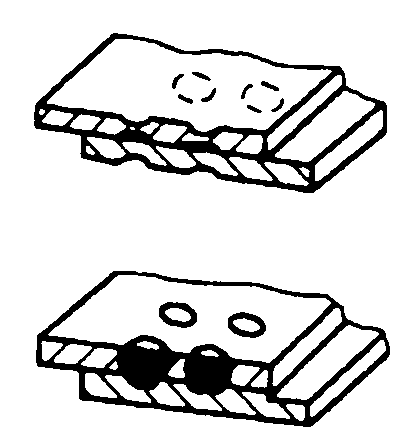 |  |
| 13 | Sömsvetsning | 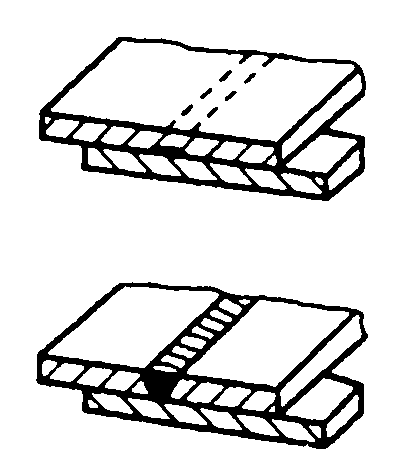 | 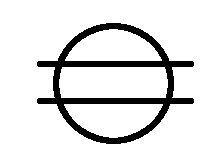 |
| 14 | Brant flankerad V-formad svets | 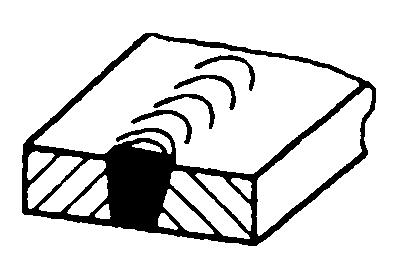 |  |
| 15 | Brant flankerad enkel V-formad svets | 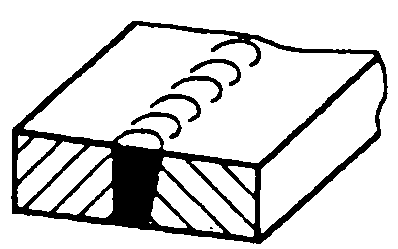 |  |
| 16 | Svets i ändar | 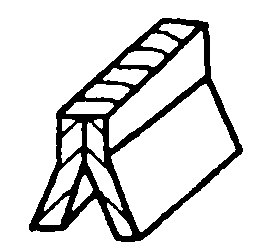 | 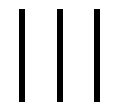 |
| 17 | Uppbyggnadssvets | 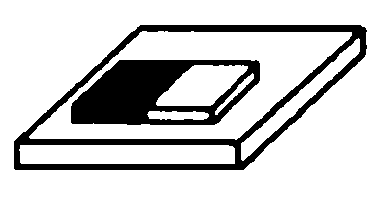 |  |
| 18 | Plattlödd fog | 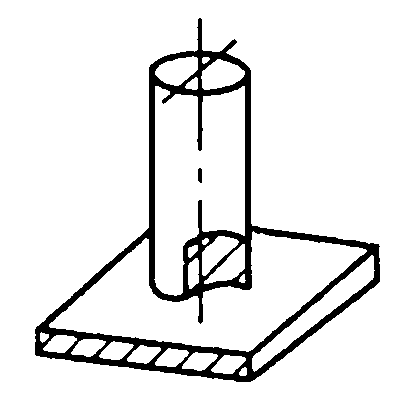 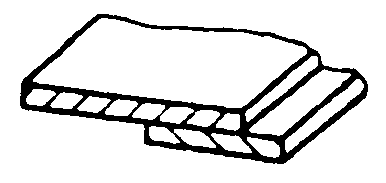 | 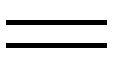 |
| 19 | Avfasad lödd fog |  |  |
| 20 | Fälld lödd fog |  |  |
Tabell 2-14: Exempel på tillämpningar av grundsymboler
| Nej, det gör jag inte. | Symbol | Diagram | Exempel på annotering |
| 1 |  | 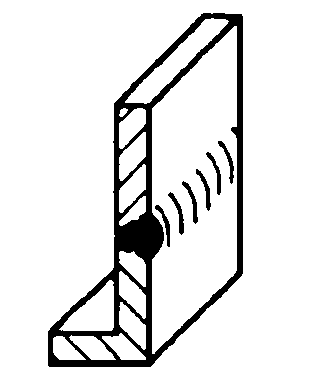 | 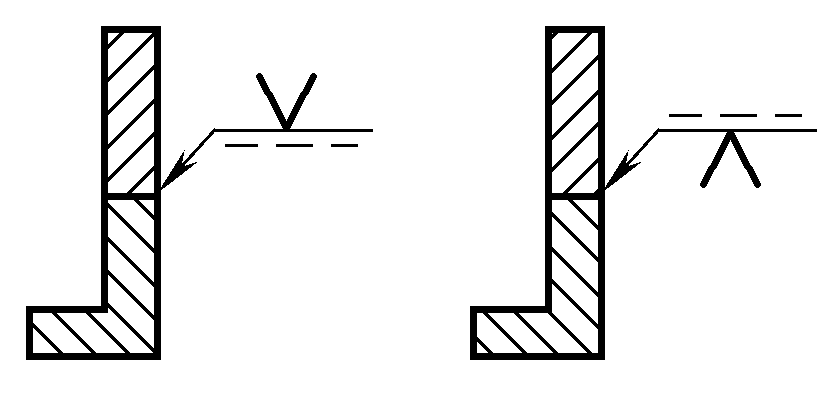 |
| 2 |  | 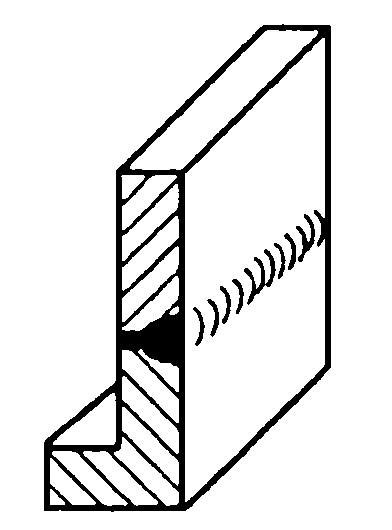 | 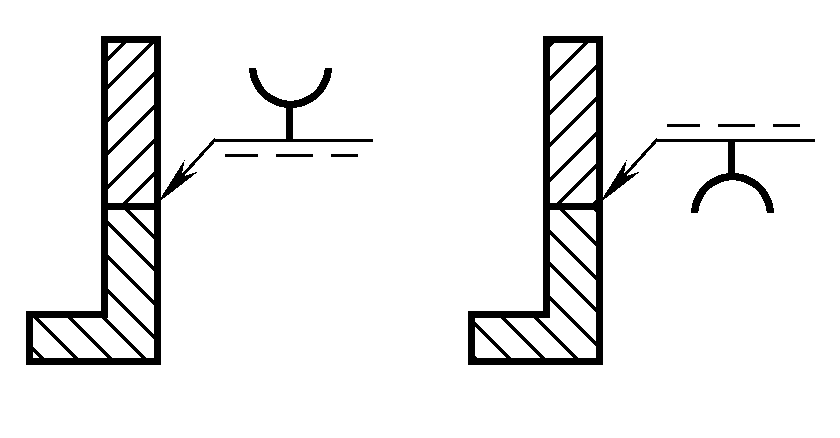 |
| 3 |  | 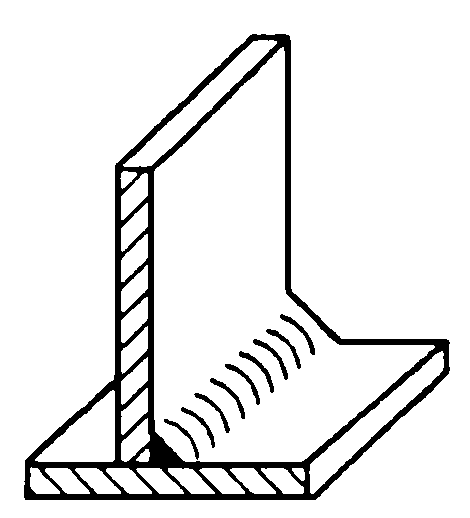 | 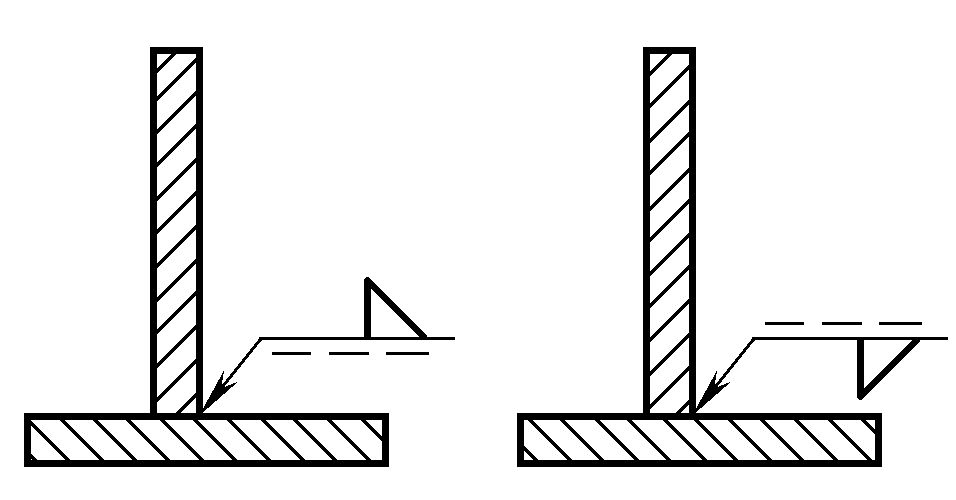 |
| 4 |  | 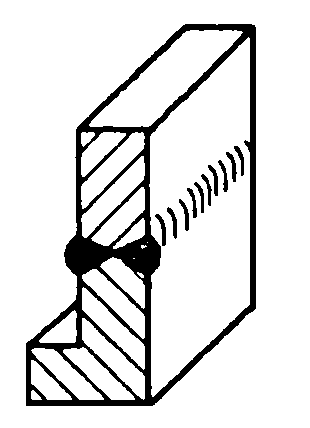 | 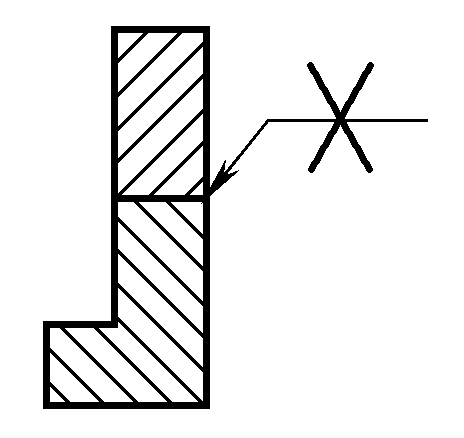 |
| 5 |  | 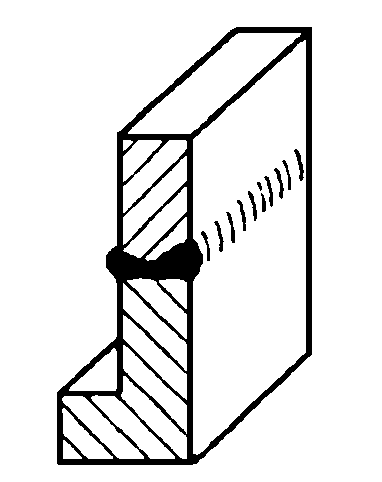 | 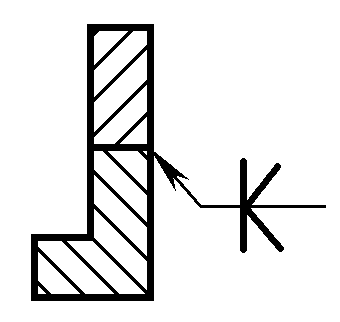 |
Obs: Vid svetsning av dubbelsidiga svetsar eller fogar kan grundsymbolerna kombineras, se tabell 2-15.
Tabell 2-15 Kombination av grundsymboler
| Nej, det gör jag inte. | Symbol | Diagram | Exempel på annotering |
| 1 | Dubbelsidig V-spårssvets (X-svets) | 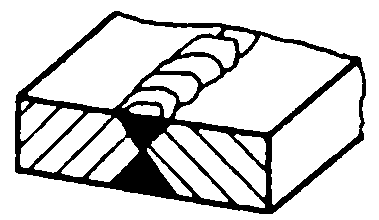 | 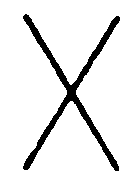 |
| 2 | Dubbelsidig svetsning med enkel V-spår (K-svets) | 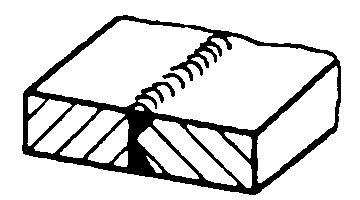 | 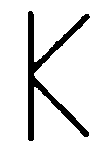 |
| 3 | Dubbelsidig V-spårssvets med trubbig kant | 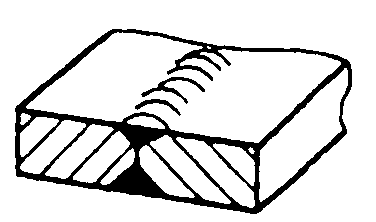 |  |
| 4 | Dubbelsidig svetsning med enkel V-spår och trubbig kant | 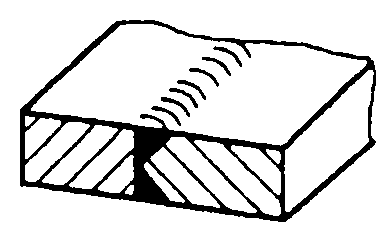 |  |
| 5 | Dubbelsidig U-spårssvetsning | 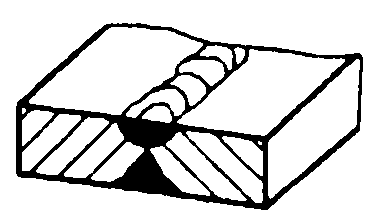 |  |
Tilläggssymboler används för att ge ytterligare information om vissa egenskaper hos svetsar eller fogar (t.ex. ytform, baksida, svetsfördelning, svetsläge etc.)
1) Se tabell 2-16 för kompletterande symboler.
Tabell 2-16 Kompletterande symboler
| Nej, det gör jag inte. | Namn | Symbol | Beskrivning |
| 1 | Platt | Svetsfogens yta bearbetas vanligen så att den blir plan. | |
| 2 | konkav |  | Svetsfogens yta är försänkt. |
| 3 | Konvex |  | Svetsfogens yta sticker ut. |
| 4 | Smidig övergång |  | Övergången vid svetsfogen är jämn. |
| 5 | Permanent baksida |  | Bakstycket är permanent kvar. |
| 6 | Temporär uppbackning |  | Bakstycket tas bort efter avslutad svetsning. |
| 7 | Tresidig svetsning |  | Svetsen finns på tre sidor. |
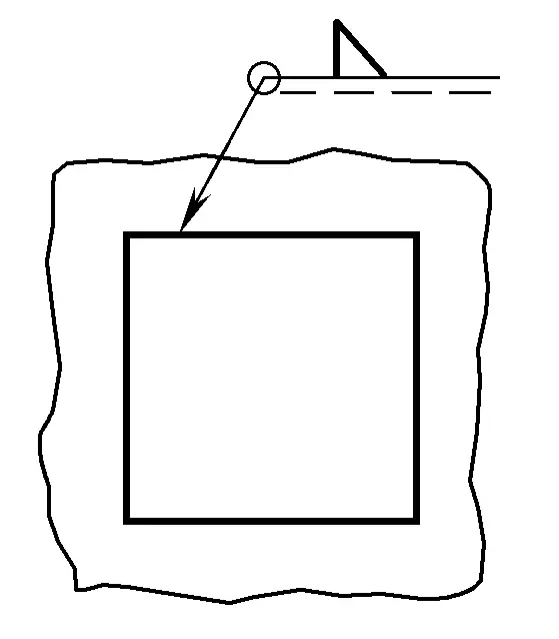
| 8 | Perifer svetsning |  | En svets som appliceras längs arbetsstyckets omkrets; platsen markeras vid skärningspunkten mellan baslinjen och pilens linje. |
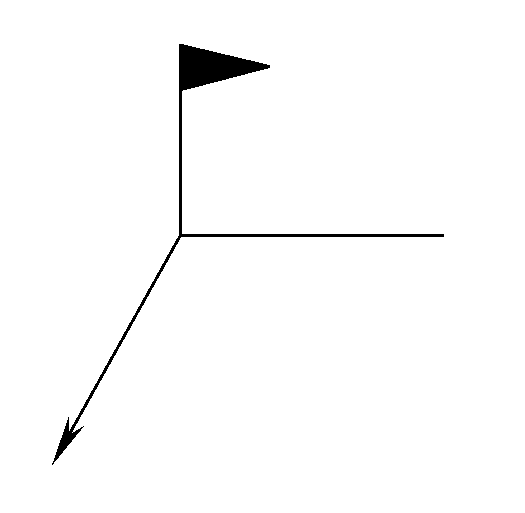
| 9 | Fältsvets |  | En svetsning utförd på plats. |
| 10 | Svans |  | Kan ange den information som krävs. |
2) I tabellerna 2-17 och 2-18 ges exempel på användning och märkning av tilläggssymboler.
Tabell 2-17 Exempel på tillämpning av tilläggssymboler
| Nej, det gör jag inte. | Namn | Symbol | Beskrivning |
| 1 | Svetsning med platt V-spår | 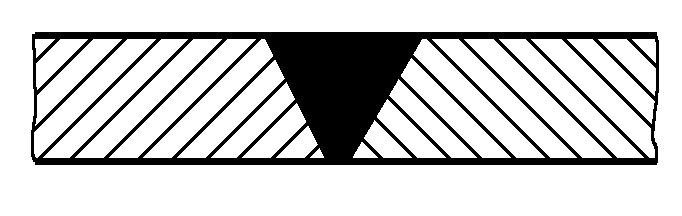 | 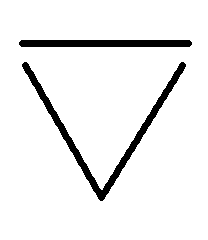 |
| 2 | Förhöjd svets med dubbla V-spår | 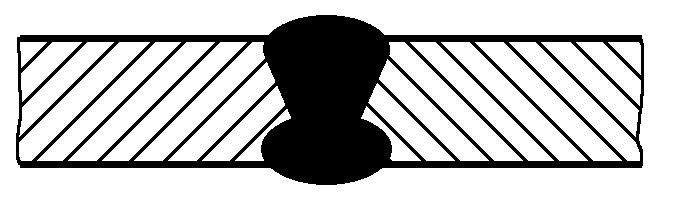 | 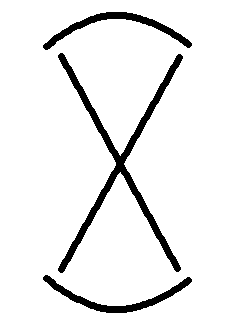 |
| 3 | Infälld kälsvets | 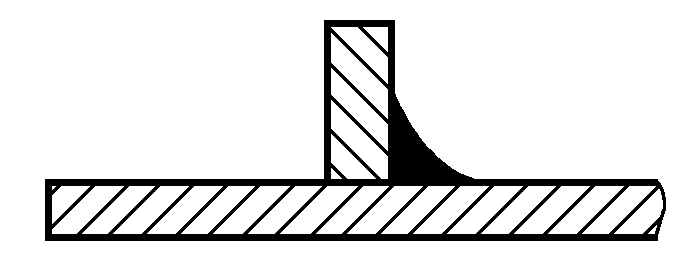 |  |
| 4 | Svetsning med platt V-spår och baksvetsning |  |  |
| 5 | Kälsvets med en jämn ytövergång | 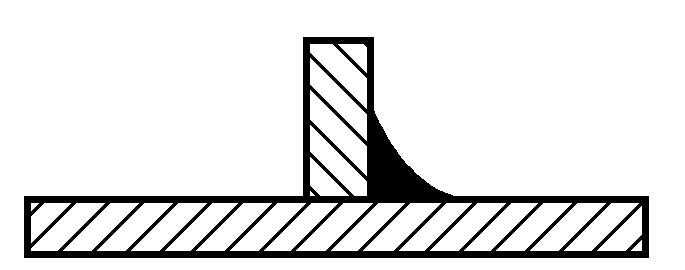 | 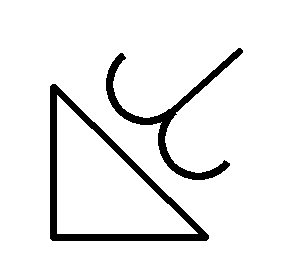 |
Tabell 2-18 Exempel på märkning av tilläggssymboler
| Nej, det gör jag inte. | Symbol | Diagram | Exempel på annotering |
| 1 | 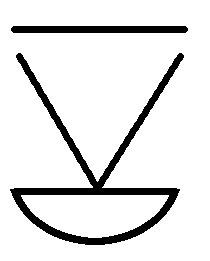 | 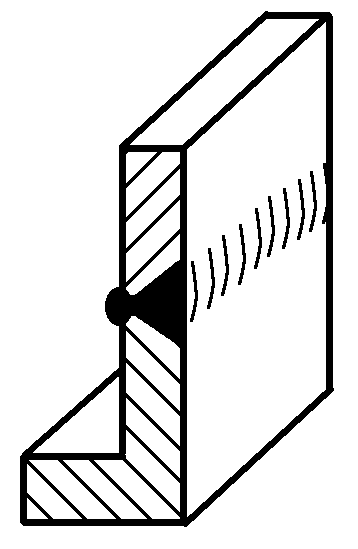 | 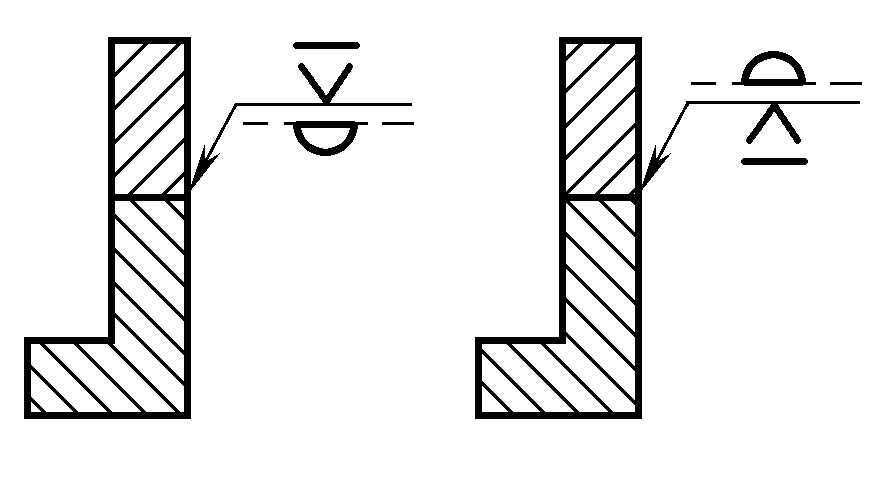 |
| 2 |  | 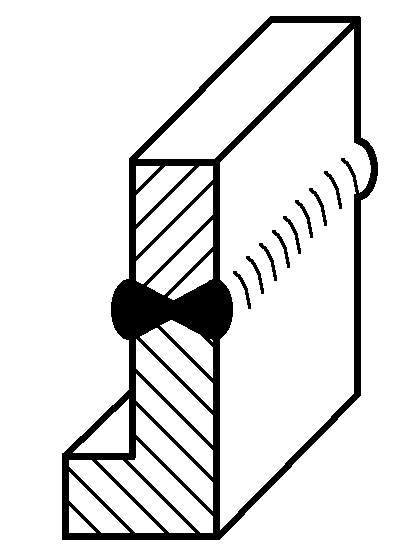 | 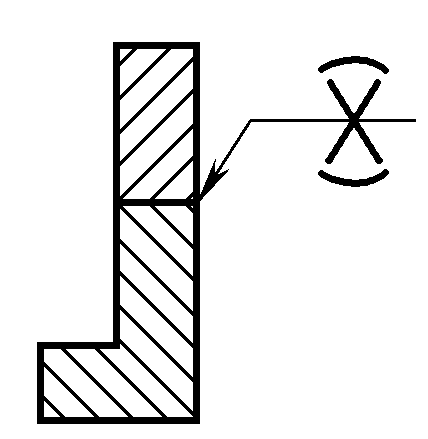 |
| 3 |  | 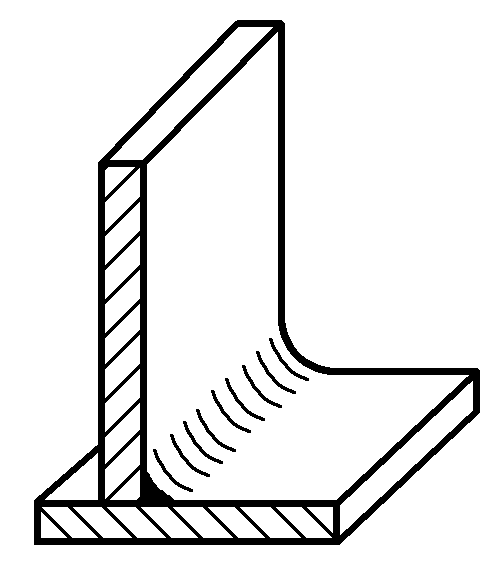 | 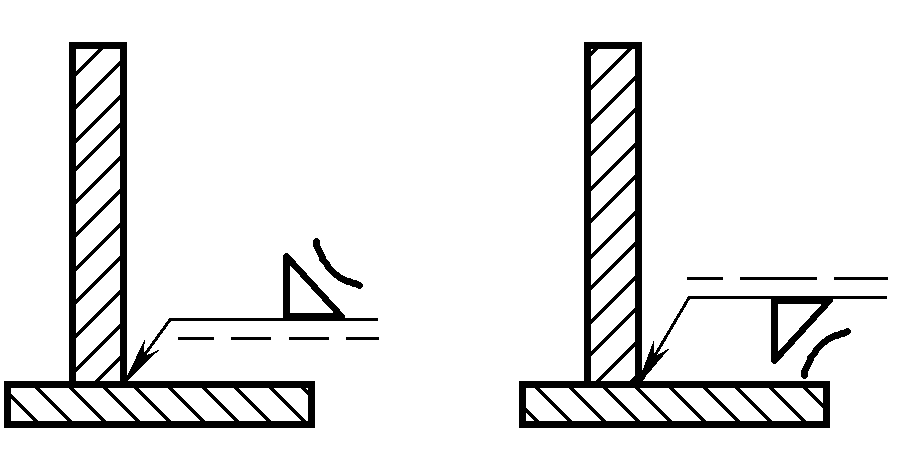 |
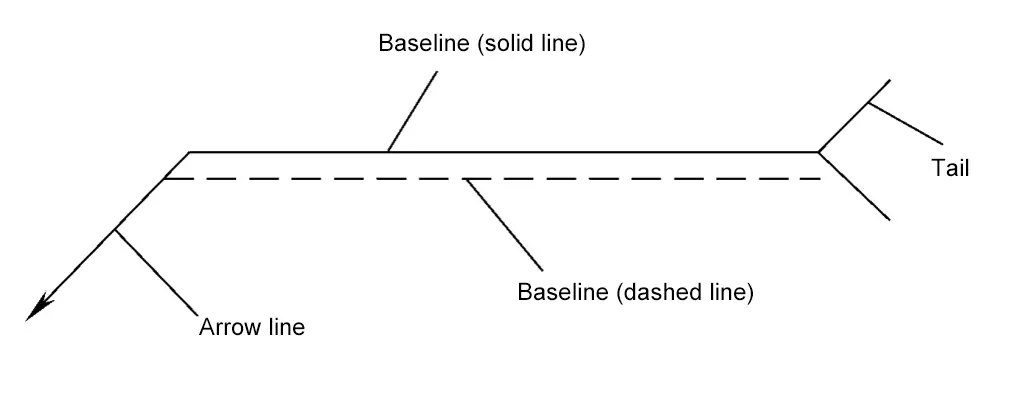
Ledlinjen består av en pil, referenslinjer (heldragna och streckade) och en svans, se figur 2-57.
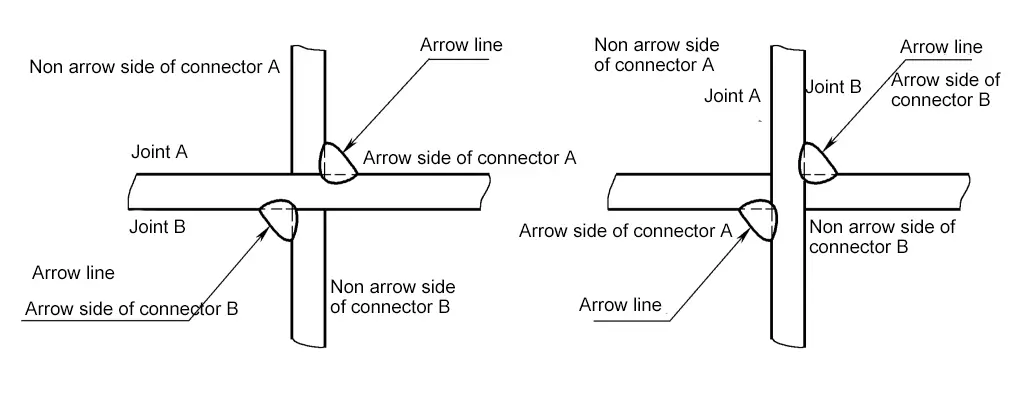
(1) Pil-linjen
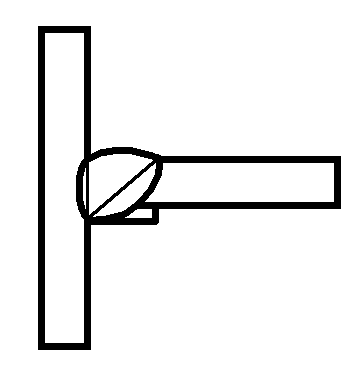
Den fog som pilen pekar direkt på är "pilsidan" av fogen och den motsatta sidan är "icke-pilsidan" av fogen, enligt figur 2-58.
(2) Datumlinje
Datumlinjen bör i allmänhet vara parallell med ritningens underkant, men kan också vara vinkelrät om det behövs. Positionerna för heldragna och streckade linjer kan bytas ut efter behov. Vid märkning av symmetriska svetsar eller dubbelsidiga svetsar kan de streckade linjerna utelämnas.
(3) Svans
Utelämnas i allmänhet. Svansdelen läggs endast till när det finns ytterligare krav eller förklaringar för svetsen.
När det är nödvändigt att helt enkelt rita svetsar på ritningen kan de representeras av vyer, snittvyer eller tvärsnittsvyer, eller kan schematiskt representeras av isometriska ritningar.
När svetsar representeras med en vy, är ritningsmetoden som visas i figur 2-59, där svetsarna som representeras av figur 2-59a och b serier av heldragna linjer får ritas för hand; svetsen som representeras av figur 2-59c är markerad med en tjock linje.
I den vy som representerar svetsytan ritas svetsens kontur vanligtvis med en tjock heldragen linje. Om det behövs kan fasens form före svetsningen ritas med en tunn heldragen linje, som visas i figur 2-60.
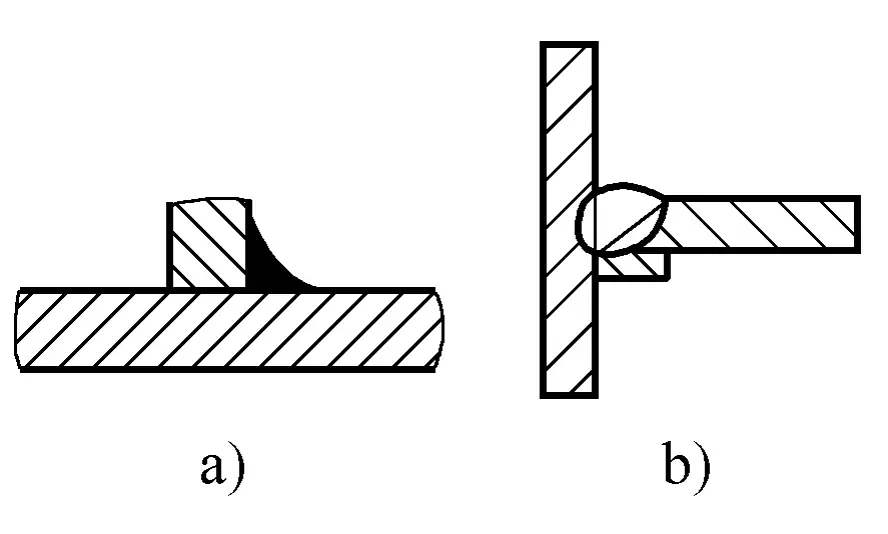
I en sektionsvy eller tvärsnittsvy är svetsens metalliska fusionszon vanligtvis skuggad i svart, som visas i figur 2-61a. Om det också är nödvändigt att återge fasens form etc., skisseras fusionszonens del vanligen med en tjock heldragen linje, och vid behov ritas fasens form före svetsningen med en tunn heldragen linje, såsom visas i figur 2-61b.
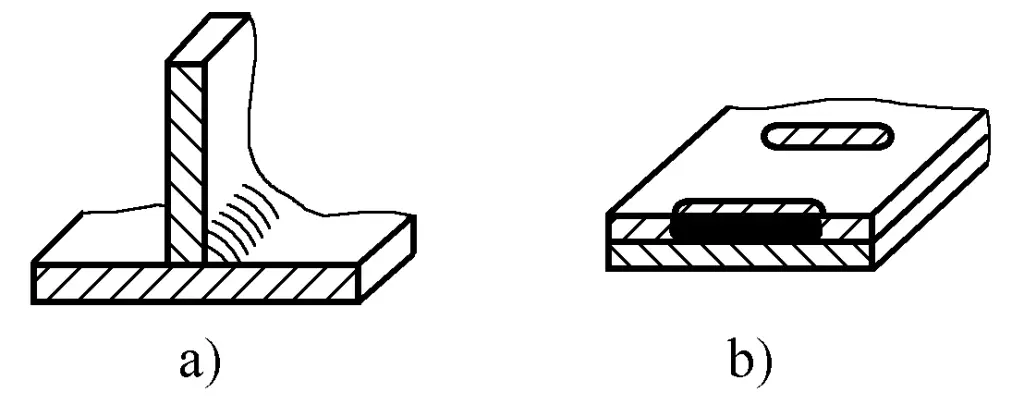
Metoden för att representera svetsar med en isometrisk ritning visas i figur 2-62.
Vid behov kan svetsområdet förstoras och märkas ut enligt bild 2-63.
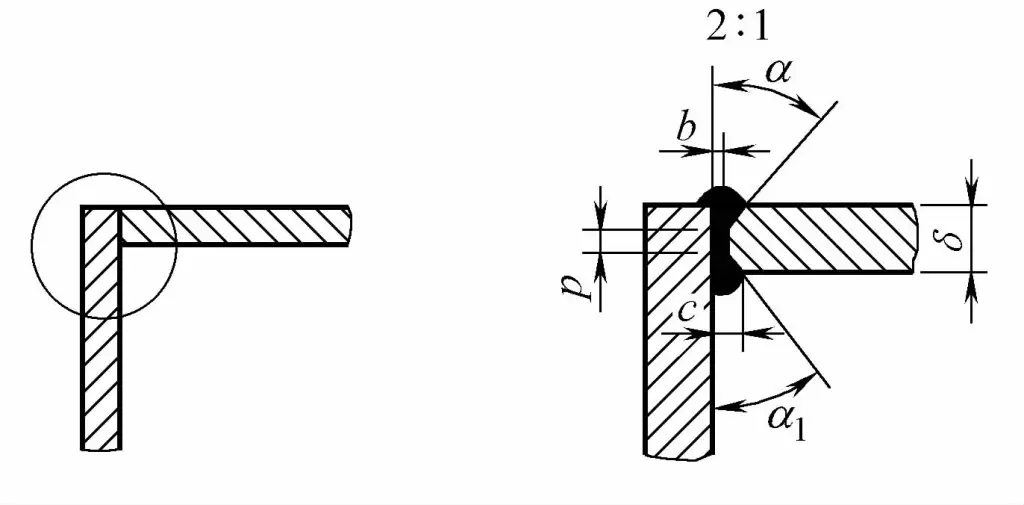
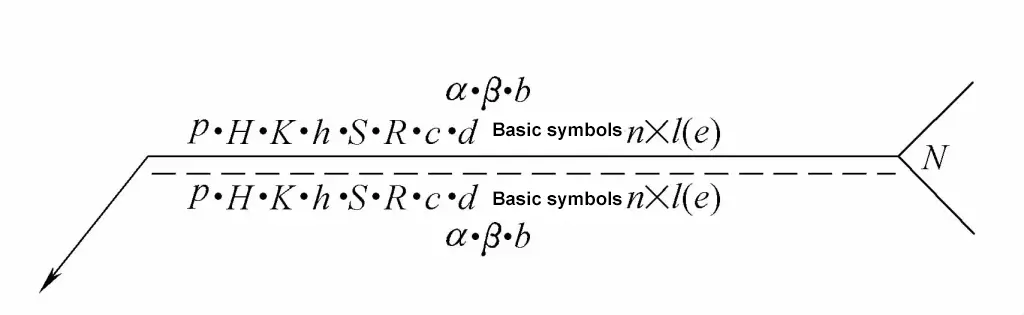
1) Horisontella mått anges på vänstra sidan av grundsymbolen.
2) Vertikala mått anges på högersidan av grundsymbolen.
3) Fasvinkel, spårvinkel och rotspalt är märkta på ovansidan eller undersidan av grundsymbolen.
4) Antalet identiska svetsar anges i slutet.
5) När det finns många dimensioner som är svåra att skilja åt kan motsvarande dimensionssymboler markeras framför dimensionsdata.
6) De mått som bestämmer svetsens position ska inte markeras i svetssymbolen, utan ska markeras på ritningen.
7) Om det inte finns några måttangivelser till höger om grundsymbolen och inga andra anvisningar, betyder det att svetsen är kontinuerlig längs hela arbetsstyckets längd.
8) När det inte finns några måttmarkeringar på vänstra sidan av grundsymbolen och inga andra instruktioner, betyder det att stumsvetsen ska vara helt genomträngd.
9) När pluggsvetsar och slitsvetsar har avfasade kanter ska måtten på deras botten markeras.
Metoden för märkning av svetsdimensionssymboler visas i figur 2-64.
De vanligaste svetsdimensionssymbolerna visas i tabell 2-19.
Tabell 2-19 Vanliga symboler för svetsfogens storlek
| Symbol | Namn | Diagram |
| δ | Arbetsstyckets tjocklek | 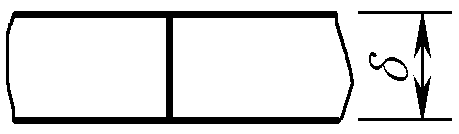 |
| α | Avfasningsvinkel | 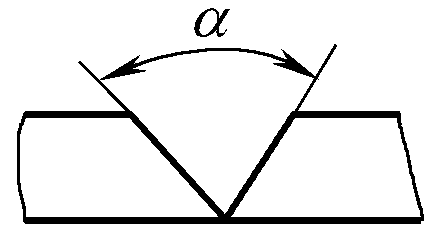 |
| β | Avfasning Ansikte Vinkel | 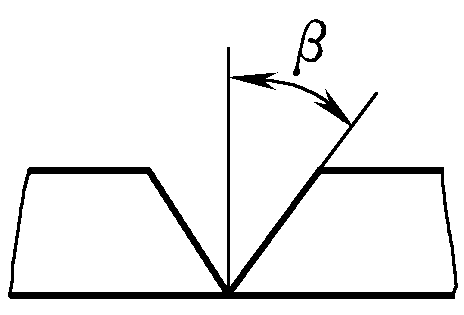 |
| b | Rotgap | 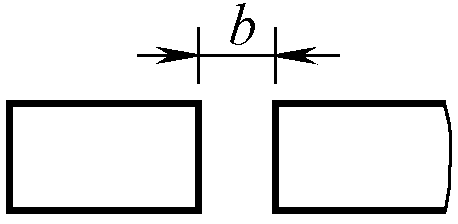 |
| P | Trubbig kant | 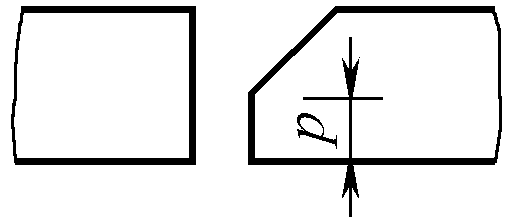 |
| R | Rotradie | 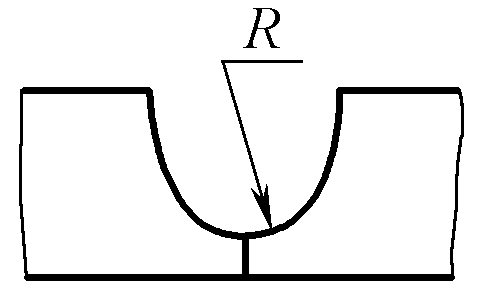 |
| H | Avfasningsdjup | 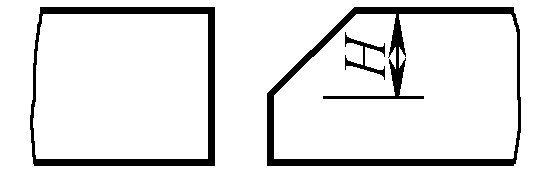 |
| S | Effektiv svetsningstjocklek | 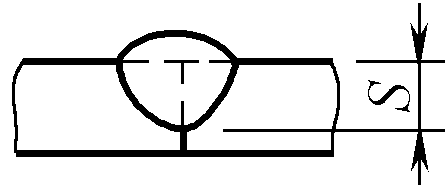 |
| c | Svetsbredd | 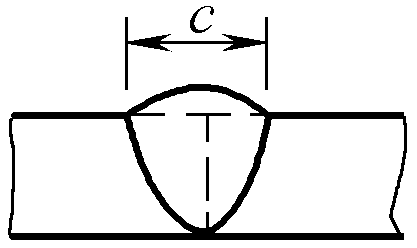 |
| K | Storlek på svetsad tå | 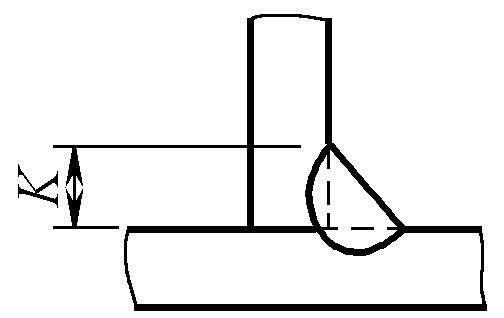 |
| d | Punktsvetsning: Nugget Diameter Pluggsvets: Hålets diameter | 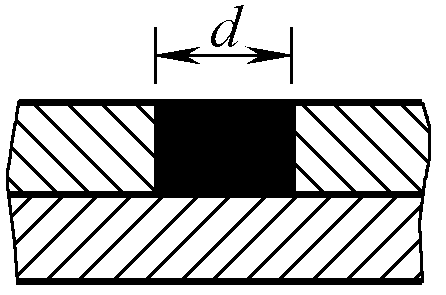 |
| n | Antal svetssegment | 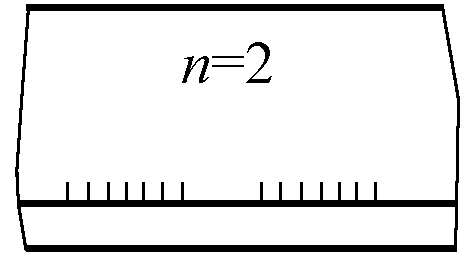 |
| l | Svetslängd | 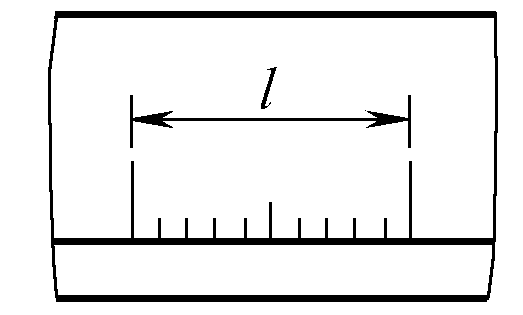 |
| e | Avstånd mellan svetsar | 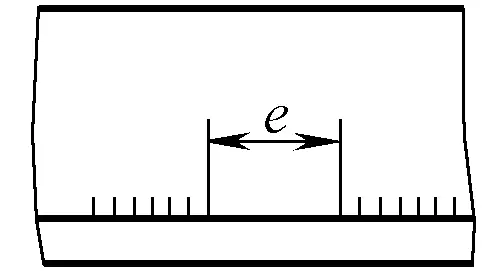 |
| N | Antal identiska svetsar | 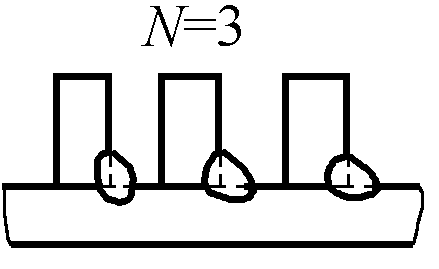 |
| h | Överhöjd höjd | 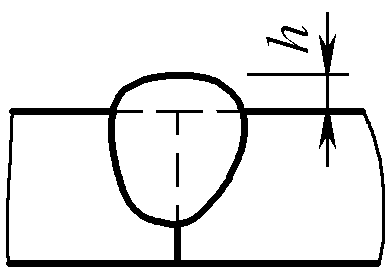 |
1) Perifer svetsning.
När svetsfogen omger arbetsstycket kan en cirkulär symbol användas, se bild 2-65.
2) Svetsning i fält.
En liten flagga representerar en svetsning på fältet eller på plats, som visas i figur 2-66.
Tillämpningen av svetsfogsymbolens storleksangivelse visas i tabell 2-20.
| Nej, det gör jag inte. | Namn | Diagram | Dimension Symbol | Annoteringsmetod |
| 1 | Stumsvets | 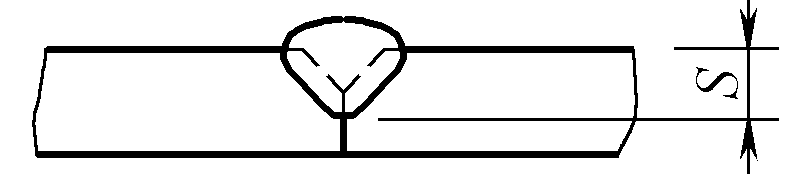 | S: Effektiv tjocklek på svetsen | 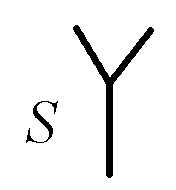 |
| 2 | Kontinuerlig kälsvets | 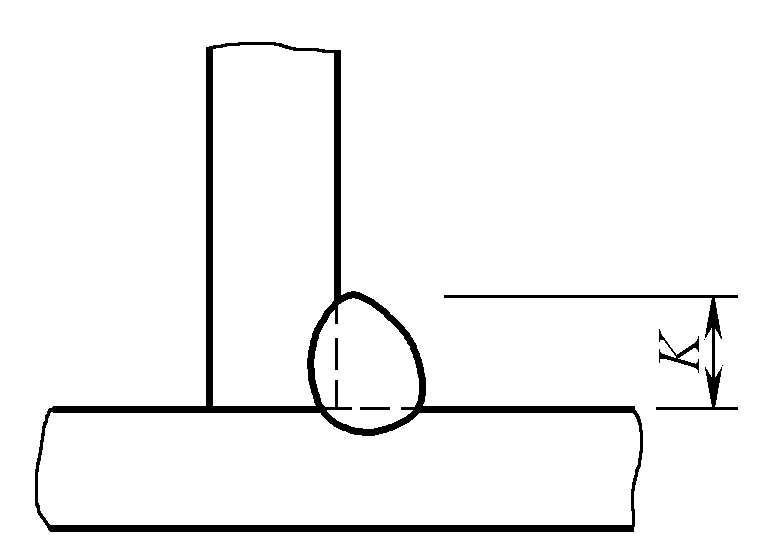 | K: Storlek på svetsben | 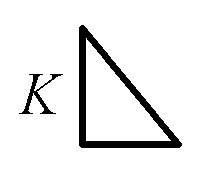 |
| 3 | Intermittent kälsvetsning |  | I: Svetslängd e: Avstånd n: Antal svetssegment K: Storlek på svetsben |  |
| 4 | Förskjuten intermittent kälsvets |  | l: Svetslängd e: Avstånd n: Antal svetssegment K: Storlek på svetsben |  |
| 5 | Pluggsvetsning eller Svetsning av spår |  | l: Svetslängd e: Avstånd n: Antal svetssegment c: Spårbredd |  |
 | e: Avstånd n: Antal svetssegment d: Hålets diameter |  | ||
| 6 | Punktsvetsning |  | n: Antal svetsfläckar e: Avstånd mellan svetspunkterna d: Fusionskärnans diameter | 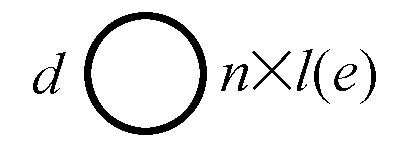 |
| 7 | Sömsvetsning | 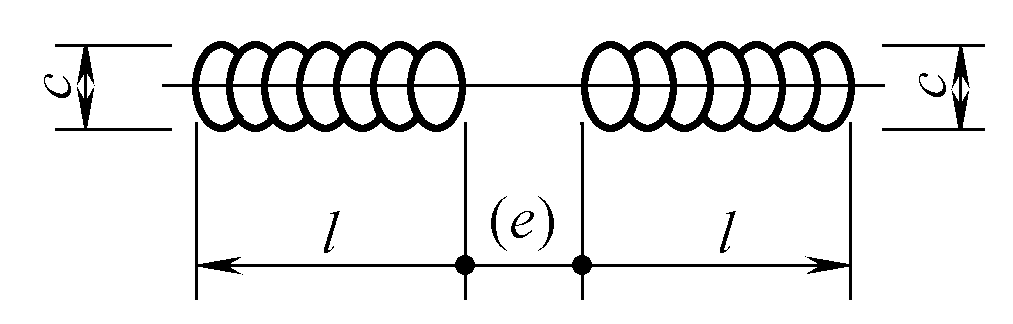 | l: Svetslängd e: Avstånd n: Antal svetssegment c: Svetsbredd | 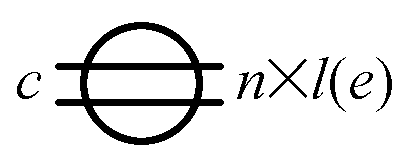 |
Den förenklade notationsmetoden för svetsningssymboler visas i tabell 2-21.
Tabell 2-21 Förenklad notationsmetod för svetsningssymboler
| Nej, det gör jag inte. | Annoteringsmetod | Förklaring | Diagram |
| 1 | Enstaka anteckningar | När storleken på förskjutna symmetriska svetsar anges i en svetssymbol, är det tillåtet att ange referenslinjen endast en gång. | 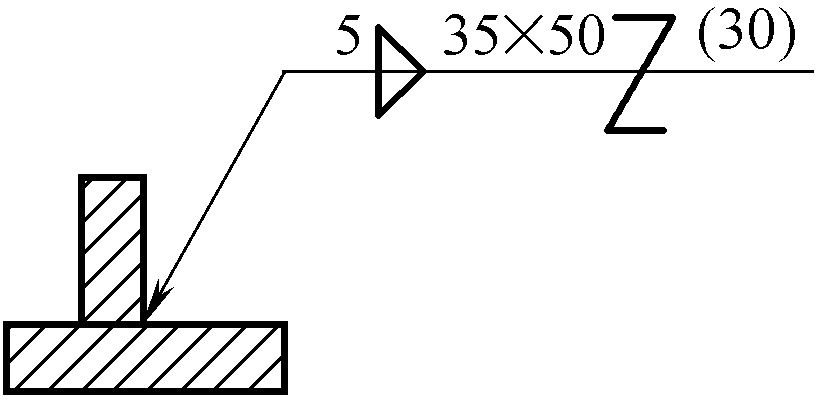 |
| 2 | Utelämnande av anteckning om segmenträkning | När det inte finns något strikt krav på antalet segment för intermittenta svetsar, symmetriska intermittenta svetsar och förskjutna intermittenta svetsar, är det tillåtet att utelämna antalet svetssegment. | 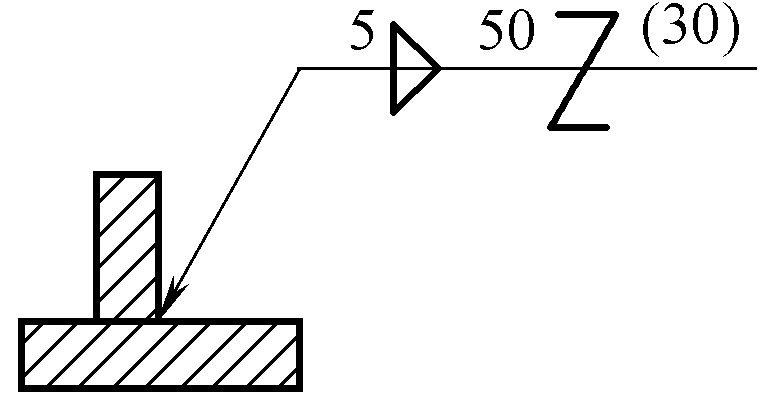 |
| 3 | Kollektiv annotation | Om flera svetsar på samma ritning har samma fasstorlek och svetsningssymboler kan man använda sig av kollektiva anteckningar. | 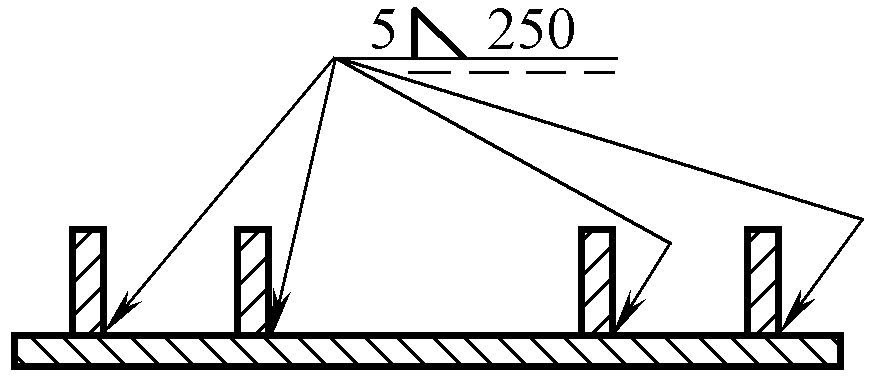 |
| 4 | Annotering av svetsmängd | På samma ritning, när flera svetsar är i samma position i en fog, kan förenkling uppnås genom att notera samma svetsmängd i slutet av svetssymbolen. Andra typer av svetsar måste dock fortfarande anges separat. | 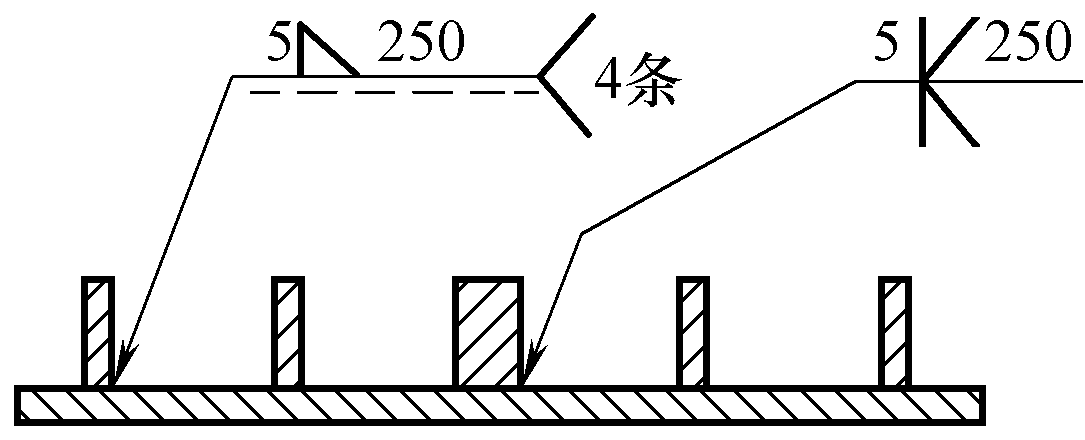 |
| 5 | Förenklad kodanteckning | För att förenkla annoteringsmetoden eller när annoteringsutrymmet är begränsat, kan förenklade svetskoder annoteras. Betydelsen av dessa förenklade koder måste dock förklaras antingen under ritningen eller i närheten av titelraden. När förenklade koder används ska de koder och symboler som förklaras under ritningen eller i närheten av titelraden vara 1,4 gånger större än de som anges på ritningen. | 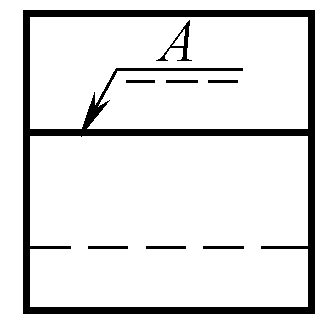 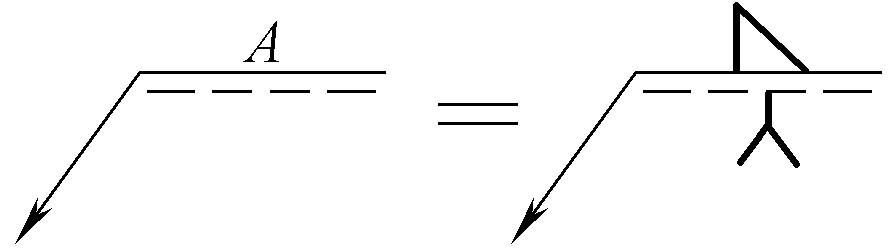 |
| 6 | Utelämnande av referenslinje eller svetslängdsangivelse | I fall där det inte leder till missförstånd, och när pilens linje pekar på svetsen medan det inte finns några svetskrav på den icke-pilade sidan, är det tillåtet att utelämna referenslinjen (streckad linje) på den icke-pilade sidan. När svetslängdens start- och slutpositioner är tydliga (enligt komponenternas mått etc.) är det tillåtet att utelämna svetslängden i svetssymbolen. | 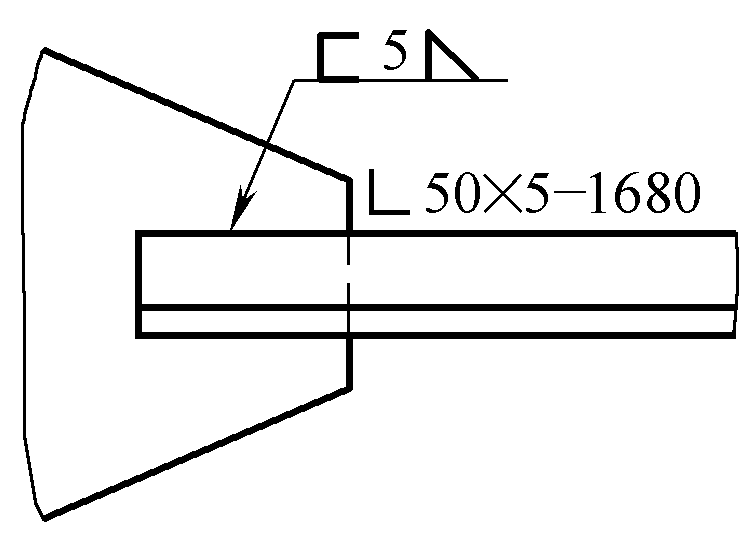 |
Tabell 2-22 Svetsning och relaterade processmetodkoder (utdrag ur GB/T5185-2005)
| Kod | Svetsmetod |
|---|---|
| 1 | Bågsvetsning |
| 101 | Metallbågsvetsning |
| 11 | Gasfri bågsvetsning |
| 111 | Ljusbågsvetsning med sköldmetall |
| 112 | Gravitationssvetsning |
| 114 | Ljusbågsvetsning med självskyddande rörtråd |
| 12 | Nedsänkt bågsvetsning |
| 121 | Submergerad bågsvetsning med en tråd |
| 121 | Elektroslagg nedsänkt bågsvetsning |
| 123 | Submergad bågsvetsning med flera trådar |
| 124 | Metallpulver tillsatt nedsänkt bågsvetsning |
| 125 | Pulverbågssvetsning med rörtråd |
| 13 | Gasskyddad metallbågsvetsning |
| 131 | Svetsning av metall med inert gas (MIG) |
| 135 | Metallaktiv gassvetsning (MAG) |
| 156 | Ljusbågssvetsning med skyddsgas utan inert gas |
| 137 | Inertgasskyddad rörtrådsbågsvetsning |
| 14 | Icke-förbrukningsbar elektrod Gasskyddad bågsvetsning |
| 141 | Svetsning med inert gas av volfram (TIG) |
| 15 | Plasmabågsvetsning |
| 151 | Plasma Arc MIG-svetsning |
| 152 | Pulverlackering med plasmabåge |
| 18 | Andra metoder för bågsvetsning |
| 185 | Stumsvetsning med magnetbåge |
| 2 | Motståndssvetsning |
| 21 | Punktsvetsning |
| 211 | Enkelsidig punktsvetsning |
| 212 | Dubbelsidig punktsvetsning |
| 22 | Svetsning av sömmar |
| 221 | Svetsning av överlappande fogar |
| 222 | Platt sömsvetsning |
| 225 | Tunnfilmssvetsning av stumfog |
| 226 | Svetsning av bandfogar |
| 23 | Projektionssvetsning |
| 231 | Enkelsidig projektionssvetsning |
| 232 | Dubbelsidig projektionssvetsning |
| 24 | Flash-svetsning |
| 241 | Förvärmd blixtsvetsning |
| 242 | Icke-förvärmd blixtsvetsning |
| 25 | Motståndsstumsvetsning |
| 29 | Andra metoder för motståndssvetsning |
| 291 | Högfrekvent motståndssvetsning |
| 3 | Gassvetsning |
| 31 | Oxybränslesvetsning |
| 311 | Oxyacetylensvetsning |
| 312 | Oxypropansvetsning |
| 313 | Oxyhydrogen svetsning |
| 4 | Trycksvetsning |
| 41 | Ultraljudssvetsning |
| 42 | Friktionssvetsning |
| 44 | Svetsning med hög energihastighet |
| 45 | Diffusionssvetsning |
| 47 | Pneumatisk svetsning |
| 48 | Kall trycksvetsning |
| 5 | Strålsvetsning med hög energi |
| 51 | Svetsning med elektronstråle |
| 511 | Svetsning med vakuumelektronstråle |
| 512 | Elektronstrålesvetsning utan vakuum |
| 52 | Lasersvetsning |
| 521 | Solid-State lasersvetsning |
| 522 | Gaslasersvetsning |
| 7 | Andra svetsmetoder |
| 71 | Thermit-svetsning |
| 72 | Elektroslaggsvetsning |
| 73 | Punktsvetsning med gasskyddad båge |
| 74 | Induktionssvetsning |
| 741 | Induktionsstumsvetsning |
| 742 | Induktionssvetsning av sömmar |
| 75 | Svetsning med ljusstrålning |
| 753 | Infraröd svetsning |
| 77 | Slagmotståndssvetsning |
| 78 | Bultsvetsning |
| 782 | Motståndsbultsvetsning |
| 783 | Bågbultsvetsning med keramisk hylsa eller skyddsgas |
| 784 | Bultsvetsning med kortslutningsbåge |
| 785 | Bultsvetsning med kondensatorurladdning |
| 786 | Bultsvetsning med kondensatorurladdning och tändspets |
| 787 | Bågsvetsning med smälthalsband |
| 788 | Friktionsbultsvetsning |
| 8 | Kapning och gasskärning |
| 81 | Flamskärning |
| 82 | Skärning av bågar |
| 821 | Luftbågsskärning |
| 822 | Oxy-Arc-skärning |
| 83 | Plasmaskärning med båge |
| 84 | Laserskärning |
| 86 | Flamgjutning |
| 87 | Fräsning med kolbåge |
| 871 | Luftkolbågsfräsning |
| 872 | Fräsning med syrgas och kolbåge |
| 88 | Plasmafräsning |
| 9 | Hårdlödning, lödning och lödning |
| 91 | Hårdlödning |
| 911 | Infraröd hårdlödning |
| 912 | Flamhårdlödning |
| 913 | Hårdlödning i ugn |
| 914 | Hårdlödning med doppning |
| 915 | Hårdlödning i saltbad |
| 916 | Induktion hårdlödning |
| 918 | Motstånd Hårdlödning |
| 919 | Diffusion Hårdlödning |
| 924 | Hårdlödning med vakuum |
| 93 | Andra metoder för hårdlödning |
| 94 | Mjuk lödning |
| 941 | Infraröd mjuklödning |
| 942 | Mjuklödning med flamma |
| 943 | Mjuklödning i ugn |
| 944 | Mjuklödning med dopp |
| 945 | Mjuklödning i saltbad |
| 946 | Induktion mjuklödning |
| 947 | Ultrasonic mjuklödning |
| 948 | Motstånd Mjuklödning |
| 949 | Diffusion Mjuklödning |
| 951 | Våglödning |
| 952 | Lödkolv |
| 954 | Mjuklödning i vakuum |
| 956 | Draglödning |
| 96 | Andra metoder för mjuklödning |
| 97 | Lödning |
| 971 | Gaslödning |
| 972 | Ljusbåglödgning |
Obs: Följande svetsmetoder har tagits bort i den nya standarden (GB/T5185-2005) från den gamla standarden (GB/T5185-1985), dessa svetsmetoder kan fortfarande användas vid speciella tillfällen eller förekomma i olika dokument från det förflutna.
Tabell 2-23 Exempel på kodnotation för svetsmetoder
| Exempel på annotering | Betydelse |
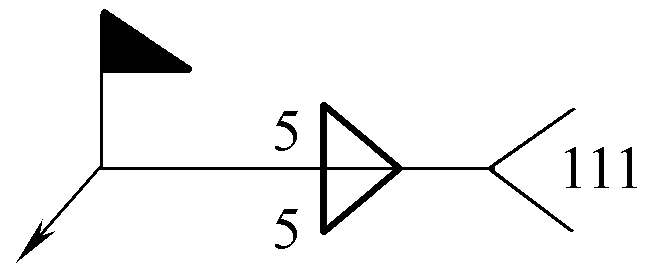 | Symmetriska kälsvetsar med en benstorlek på 5 mm svetsas på byggarbetsplatsen med hjälp av metallbågsvetsning. |
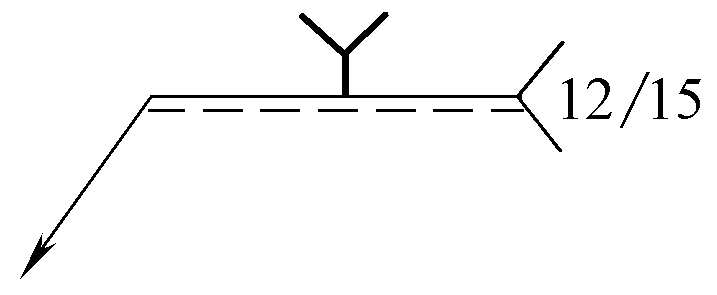 | Med en V-spårssvets med trubbig kant, utför först rotsvetsning med plasmabågsvetsning och täck sedan ytan med undervattensbågsvetsning. |