Dikiş Kaynağı Teknikleri için Kapsamlı Kılavuz
Sayısız günlük ürünün sağlamlığının ve bütünlüğünün mütevazi ama hayati bir sürece bağlı olduğu bir dünya hayal edin: dikiş...

Kaynak dikişi, kaynak sonrası kaynaklı bileşende oluşan birleşme parçasını ifade eder. Kaynak dikişini oluşturan metal, yani kaynak metali, şekli ve kalitesi nedeniyle kaynaklı bileşenlerin ve yapıların performansını doğrudan etkiler. Bu nedenle, kaynakçılar kaynak dikişi türlerini ve bunların mühendislik çizimlerindeki temsil sembollerini anlamalıdır.
(1) Farklı bağlantı şekillerine göre beş türe ayrılabilir: alın kaynağı, köşe kaynağı, tapa kaynağı, oluk kaynağı ve kenar kaynağı.
1) Alın kaynağı.
İş parçalarının konik yüzeyleri arasında veya bir parçanın konik yüzeyi ile başka bir parçanın yüzeyi arasında yapılan kaynak dikişi.
2) Dolgu kaynağı.
İki ortogonal veya neredeyse ortogonal parçanın kesişme hattı boyunca kaynaklanmış bir kaynak dikişi.
3) Terminal kaynak dikişi.
Bir terminal bağlantı tarafından oluşturulan kaynak dikişi.
4) Kaynak dikişini tıkayın.
Biri yuvarlak delikli olan iki parça üst üste bindirilir ve iki plakanın yuvarlak delikte kaynaklanmasıyla oluşan kaynak dikişi, sadece deliğin içindeki köşe kaynağı bir tapa kaynağı olarak kabul edilmez.
5) Yuva kaynak dikişi.
Biri uzun bir deliğe sahip olan iki plaka üst üste bindirilir ve iki plakanın uzun delikte kaynaklanmasıyla oluşan kaynak dikişi, sadece köşe kaynağı bir yuva kaynağı olarak kabul edilmez.
(2) Kaynak dikişinin farklı uzamsal konumlarına göre
Düz kaynak dikişi, dikey kaynak dikişi, yatay kaynak dikişi ve baş üstü kaynak dikişi olmak üzere dört forma ayrılabilir.
(3) Kaynak dikişinin farklı sürekliliğine göre
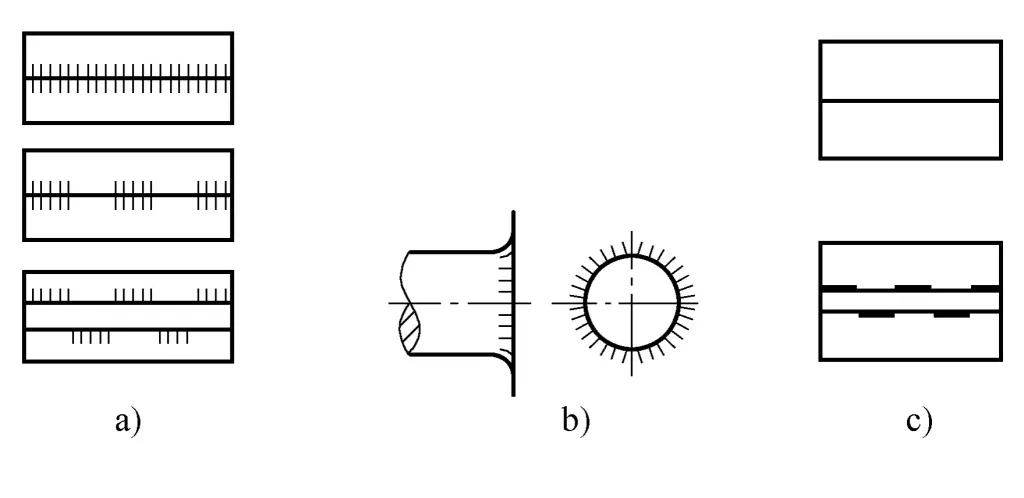
Sürekli kaynaklar ve aralıklı kaynaklar olarak ikiye ayrılır. Aralıklı kaynaklar Şekil 2-50'de gösterildiği gibi kademeli ve paralel tiplere ayrılır. Kaynak ucunun K boyutunun belirtilmesine ek olarak, aralıklı kaynağın her bir parçasının L uzunluğu ve e aralığı da belirtilmelidir ve "Z" sembolü kademeli kaynağı temsil eder.
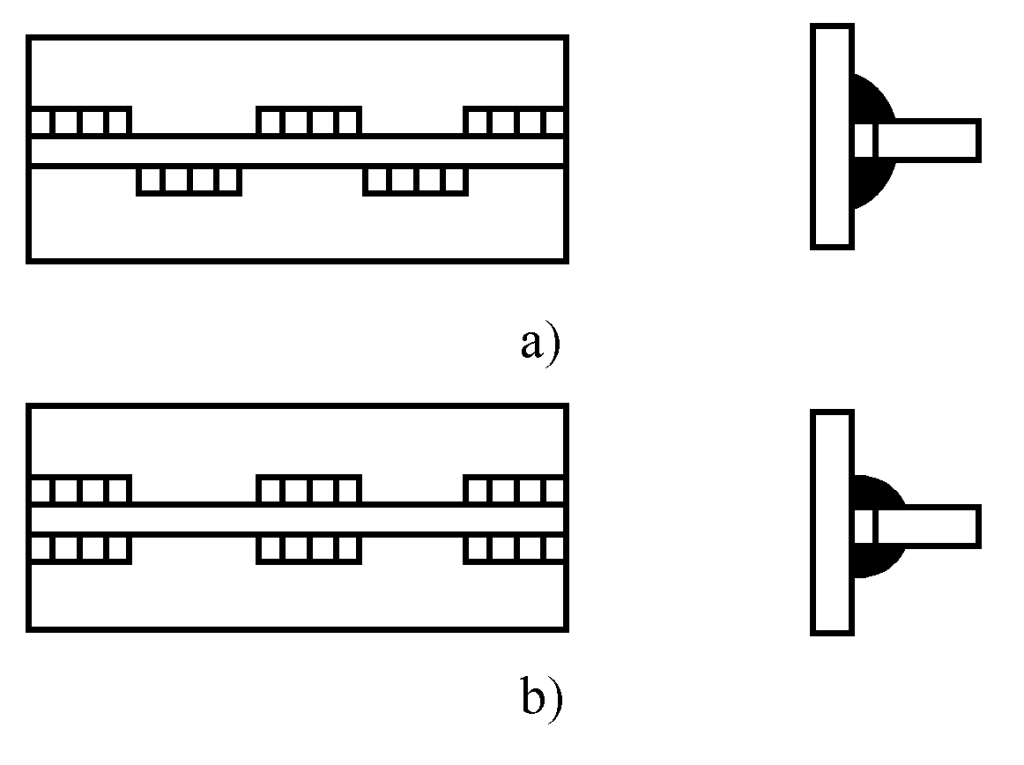
a) Kademeli
b) Paralel
(4) Kaynağın farklı işlevlerine göre
Yük taşıyan kaynaklar, doğrudan yük taşımayan ancak sadece bağlantı görevi gören bağlantı kaynakları, esas olarak sıvı sızıntısını önlemek için kullanılan sızdırmazlık kaynakları ve iş parçası üzerindeki bağlantıların konumunu daha kısa bir uzunlukta monte etmek ve sabitlemek için resmi kaynaktan önce kaynaklanan konumlandırma kaynakları olarak ikiye ayrılır.
(5) Kaynağın şekline ve birleşme yerindeki konumuna göre
Alın bağlantıları oluşturan alın kaynakları; iş parçasının kenar haddelemesinde uygulanan kenar kaynakları; üst üste bindirilmiş iki plakadan birinde açılan yuvarlak bir deliğe kaynak yapılarak oluşturulan tapa kaynakları; uçları birleştirilmiş küresel veya silindirik iş parçalarının çevresi boyunca dağıtılan çevresel kaynaklar ve yüzeyleri ana malzemenin yüzeyi ile aynı hizada olacak şekilde taşlanmış gömme kaynaklar vb. olarak ayrılır.
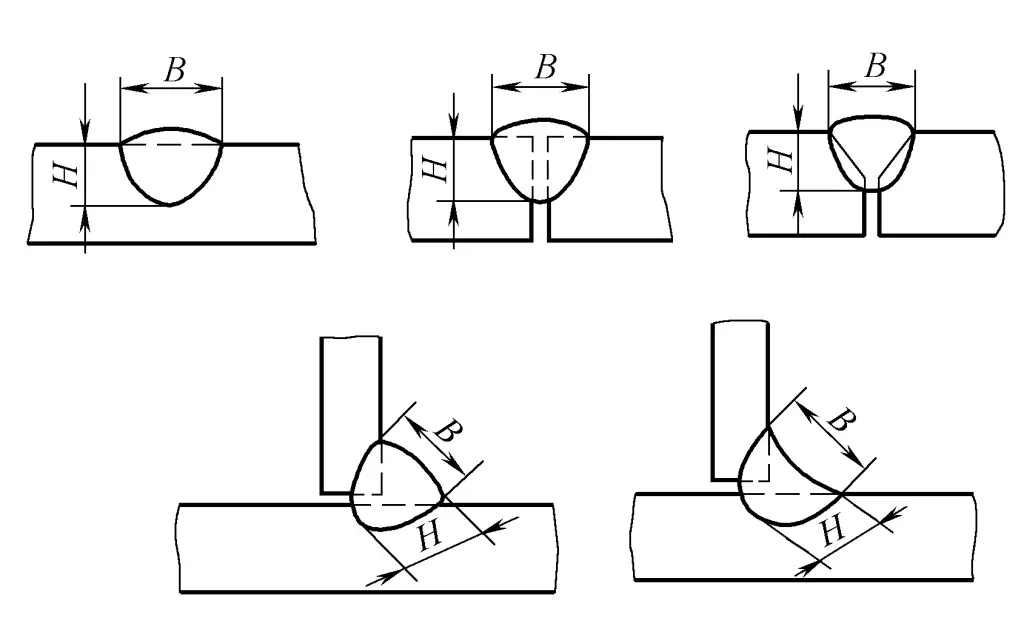
(1) Kaynak genişliği
Kaynak yüzeyi ile ana malzeme arasındaki birleşme noktasına kaynak ucu denir. Tek geçişli bir kaynağın enine kesitinde, iki kaynak ucu arasındaki mesafe Şekil 2-51'de gösterildiği gibi kaynak genişliği olarak adlandırılır.
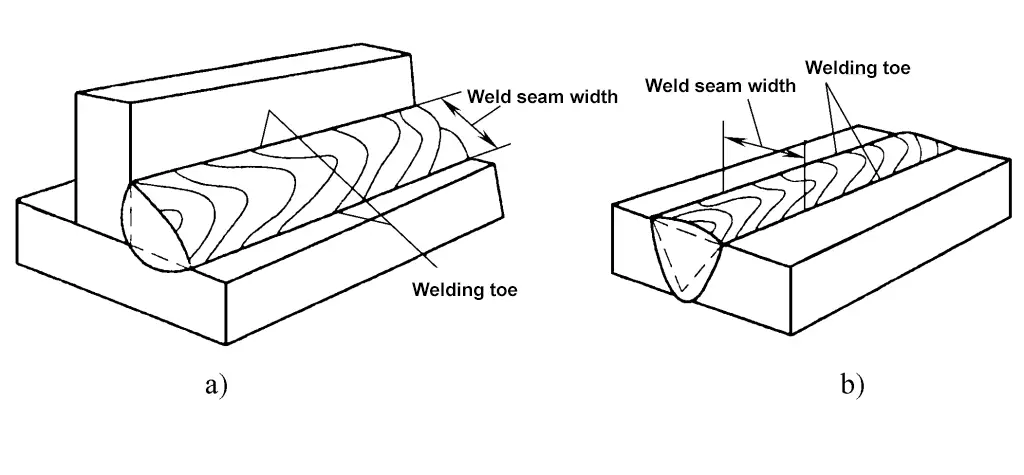
a) T-eklem
b) Alın eklemi
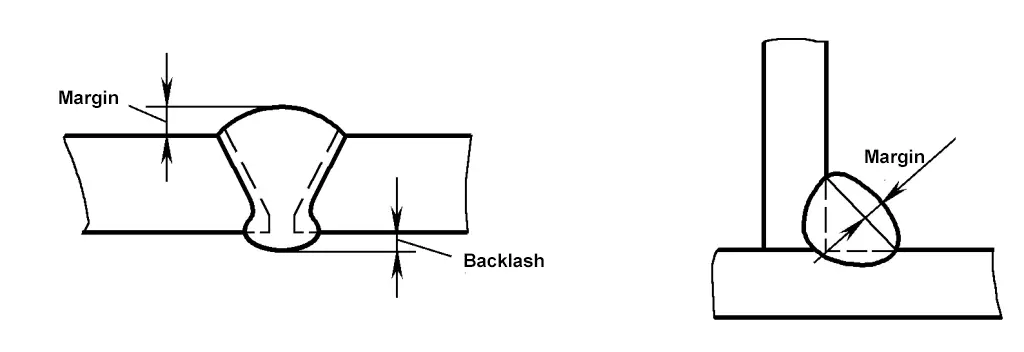
(2) Fazla Yükseklik
Alın kaynaklarında, Şekil 2-52'de gösterildiği gibi, kaynak metalinin yüzey kaynak parmaklarını birleştiren çizginin üzerindeki yüksekliğine fazla yükseklik denir. Fazla yükseklik kaynağın kesit alanını artırır, mukavemeti iyileştirir ve X-ışını filmlerinin hassasiyetini artırabilir, ancak kaynak parmaklarında gerilme yoğunlaşmasına eğilimlidir. Bu nedenle, fazla yükseklik ana malzemeden daha düşük olmamalı, ancak çok da yüksek olmamalıdır. Ulusal standart, korumalı metal ark kaynağı için fazla yüksekliğin 0 ~ 3 mm olduğunu ve tozaltı ark kaynağıfazla yükseklik 0~4mm'dir.
(3) Penetrasyon Derinliği
Kaynaklı bağlantının enine kesitinde, ana malzemenin erime derinliği Şekil 2-53'te gösterildiği gibi nüfuziyet derinliği olarak adlandırılır. Dolgu metali malzemesi (kaynak çubuğu veya tel) sabittir, nüfuziyet derinliğinin boyutu kaynağın kimyasal bileşimi tarafından belirlenir.
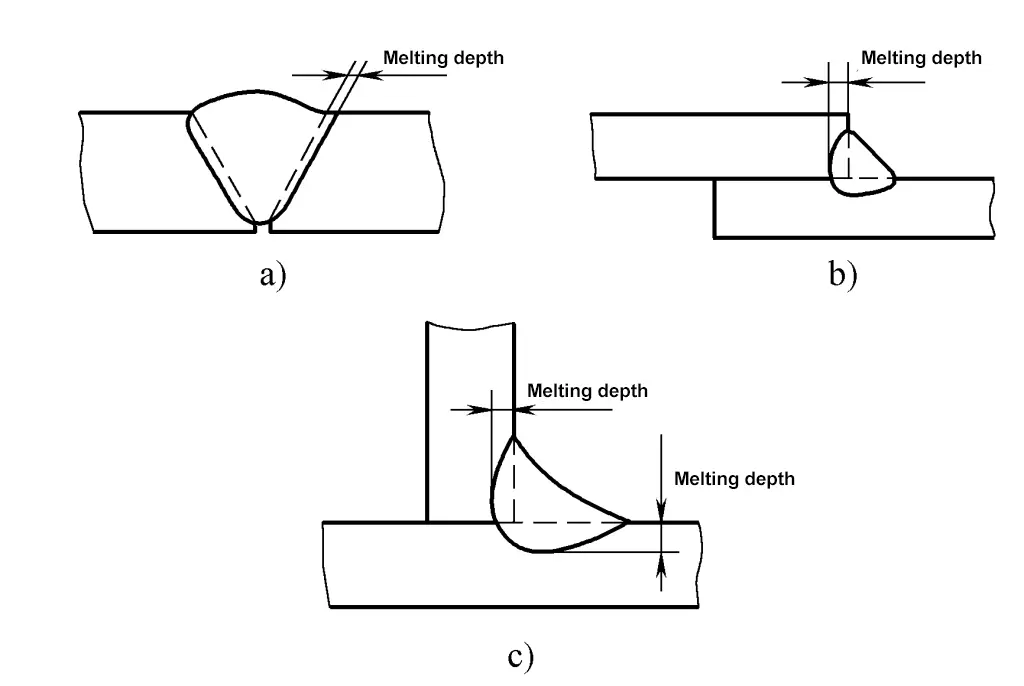
a) Alın eklemi füzyon derinliği
b) Lap eklem füzyon derinliği
c) T-eklem füzyon derinliği
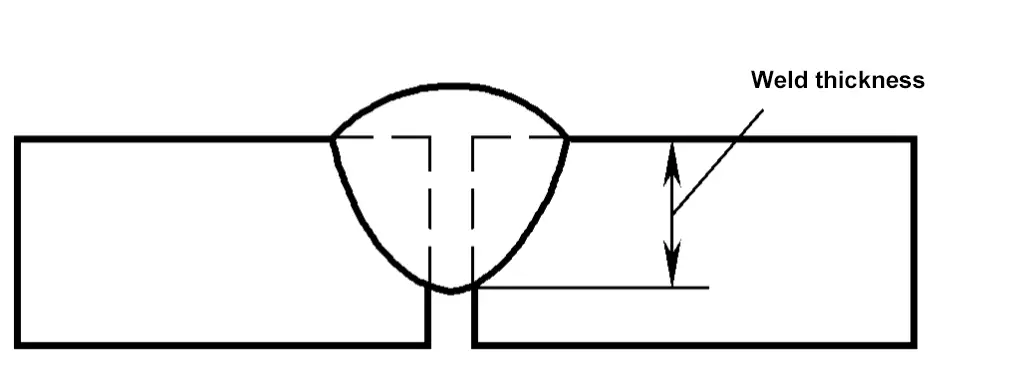
(4) Kaynak kalınlığı
Kaynağın enine kesitinde, Şekil 2-54'te gösterildiği gibi, kaynağın önünden arkasına kadar olan mesafe kaynak kalınlığı olarak adlandırılır.
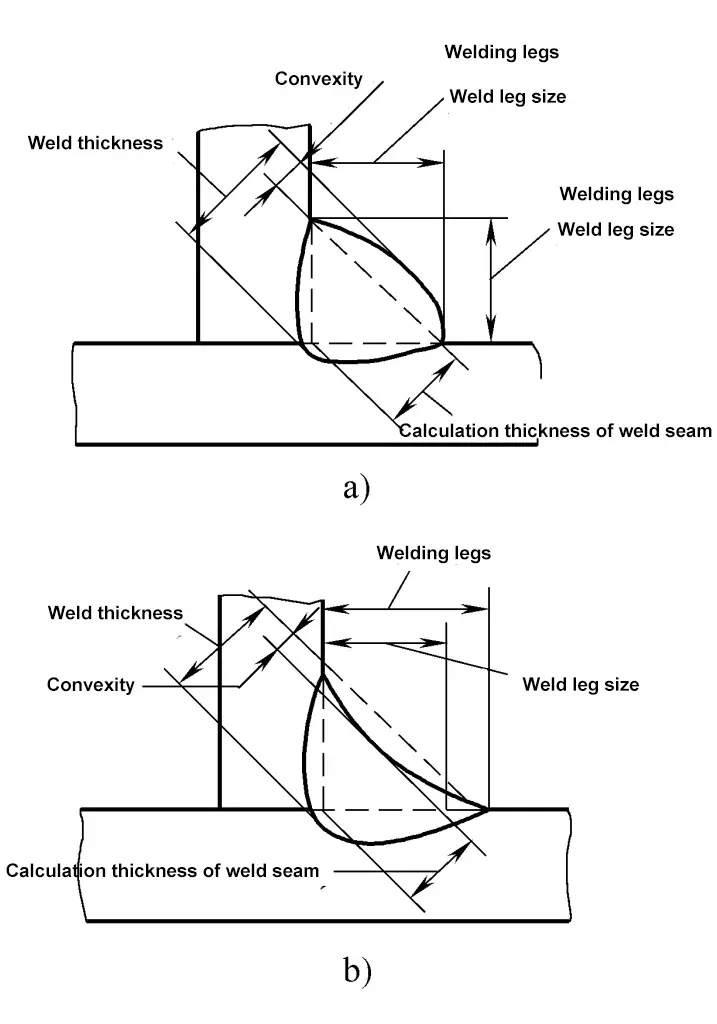
(5) Köşe kaynaklarının şekli ve boyutu
İç köşe kaynağının dış şekline bağlı olarak, iç köşe kaynakları iki tipe ayrılabilir: Şekil 2-55'te gösterildiği gibi, yükseltilmiş yüzeye sahip iç köşe kaynaklarına dışbükey iç köşe kaynakları; içbükey yüzeye sahip iç köşe kaynaklarına içbükey iç köşe kaynakları denir. Belirli koşullar altında, içbükey iç köşe kaynakları dışbükey iç köşe kaynaklarına göre çok daha az gerilim yoğunlaşmasına sahiptir.
a) Dışbükey köşe kaynağı
b) İçbükey köşe kaynağı
1) Kaynak hesaplama kalınlığı.
İç köşe kaynağının enine kesitindeki en büyük dik açılı ikizkenar üçgeni çizin, dik açılı tepe noktasından hipotenüse kadar olan dik uzunluk kaynak hesaplama kalınlığıdır. İç köşe kaynağının enine kesiti standart bir ikizkenar dik üçgen ise, kaynak hesaplama kalınlığı kaynak kalınlığına eşittir; dışbükey veya içbükey iç köşe kaynaklarında, kaynak hesaplama kalınlığı kaynak kalınlığından daha azdır.
2) Kaynak dışbükeyliği.
Dışbükey bir iç köşe kaynağının enine kesitinde, Şekil 2-55'te gösterildiği gibi, kaynak ucu çizgisi ile kaynak yüzeyi arasındaki maksimum mesafe.
3) Kaynak içbükeyliği.
İçbükey bir köşe kaynağının enine kesitinde, Şekil 2-55b'de gösterildiği gibi, kaynak ucu çizgisi ile kaynak yüzeyi arasındaki maksimum mesafe.
4) Kaynak ayağı.
Bir iç köşe kaynağının enine kesitinde, bir iş parçası üzerindeki bir kaynak ucundan diğer bir iş parçasının yüzeyine olan minimum mesafe; kaynak ayağı boyutu, enine kesitte çizilen en büyük ikizkenar dik üçgendeki dik açılı kenarın uzunluğudur, dışbükey iç köşe kaynakları için kaynak ayağı boyutu kaynak ayağına eşittir; içbükey iç köşe kaynakları için kaynak ayağı boyutu kaynak ayağından daha azdır.
(6) Kaynak oluşum faktörü
Kaynak sırasında, Şekil 2-56'da gösterildiği gibi, tek bir kaynak dikişinin enine kesitinde kaynak genişliğinin (B) hesaplanan kaynak kalınlığına (H) oranı (ψ=B/H) kaynak oluşum faktörü olarak adlandırılır. Kaynak oluşum faktörü ne kadar küçük olursa, kaynak o kadar dar ve derin olur, bu da onu gözenekliliğe, cüruf katılmasına ve çatlamaya eğilimli hale getirir. Bu nedenle, kaynak oluşum faktörü belirli bir değeri korumalıdır, örneğin tozaltı ark kaynağı için kaynak oluşum faktörü 1,3'ten büyük olmalıdır.
(7) Füzyon Oranı
Kaynak sırasında kaynak metali içinde eritilen ana malzemenin yüzdesini ifade eder.
Nerede?
Yüksek alaşımlı çelik ve demir dışı malzemelerin kaynağında metallerKaynak hatalarını önlemek için füzyon oranı kontrol edilmelidir.
Çizimlerde kaynak yöntemini, kaynak formunu ve kaynak boyutlarını işaretlemek için kullanılan sembollere kaynak sembolleri denir. Kaynak sembolleri genellikle temel semboller ve lider çizgilerden oluşur. Gerektiğinde yardımcı semboller, tamamlayıcı semboller ve kaynak boyut sembolleri de eklenebilir. GB/T324-2008 "Kaynak Sembollerinin Gösterimi" hükümlerine göre, kaynak sembolleri aşağıdaki türlere ayrılabilir.
Temel semboller kaynakların kesit şeklini veya özelliklerini temsil etmek için kullanılır, bkz. Tablo 2-13. Temel sembollerin uygulanması Tablo 2-14'te gösterilmiştir.
| Hayır. | İsim | Şematik diyagram | Sembol |
| 1 | Kenar flanşlı kaynak (tam kenar füzyonlu) |  |  |
| 2 | I-şekilli kaynak | 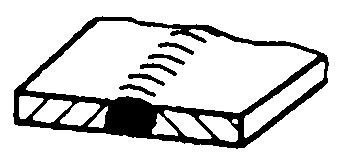 |  |
| 3 | V şeklinde kaynak | 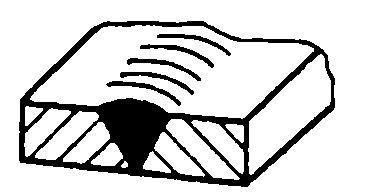 |  |
| 4 | Tek eğimli V şekilli kaynak | 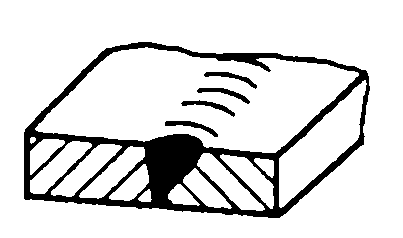 |  |
| 5 | Künt kenarlı V şekilli kaynak | 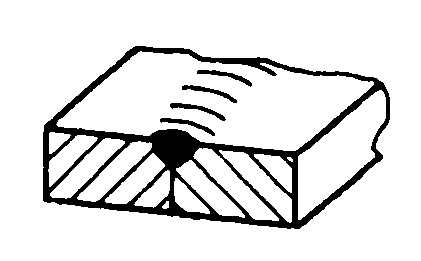 |  |
| 6 | Künt kenarlı tek eğimli V şekilli kaynak | 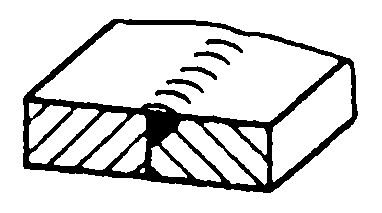 |  |
| 7 | Künt kenarlı U şeklinde kaynak | 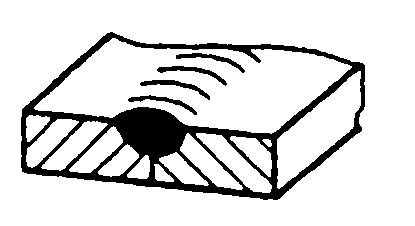 |  |
| 8 | Künt kenarlı J şeklinde kaynak | 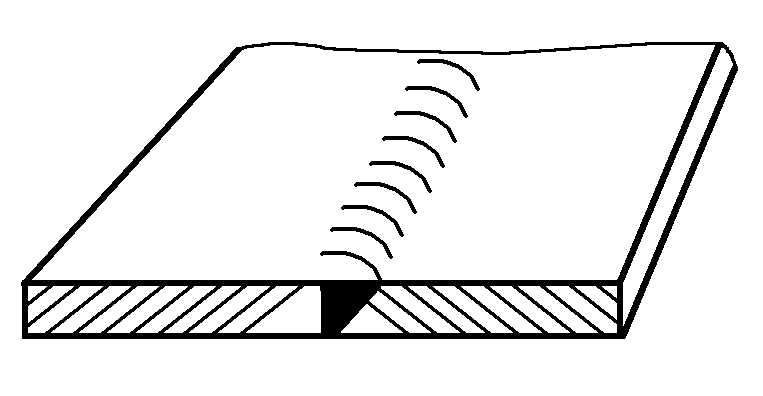 |  |
| 9 | Destek kaynağı | 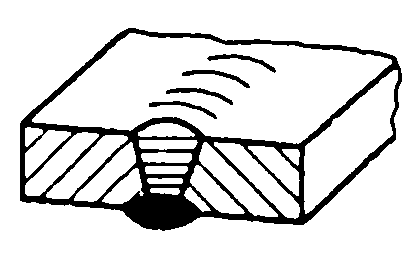 |  |
| 10 | Dolgu kaynağı | 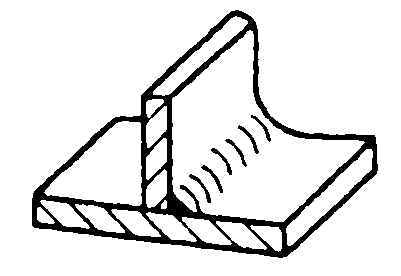 |  |
| 11 | Tapa kaynağı veya yarık kaynağı | 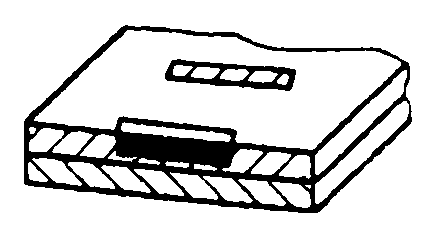 | 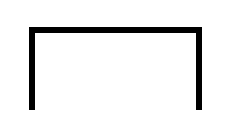 |
| 12 | Nokta kaynağı | 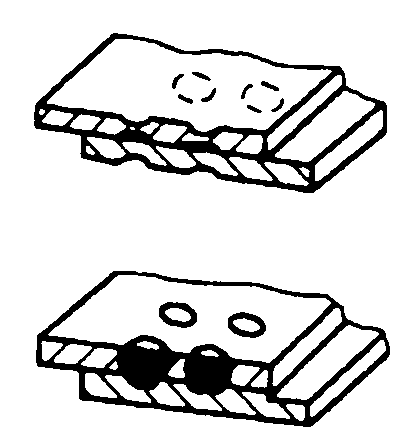 |  |
| 13 | Dikiş kaynağı | 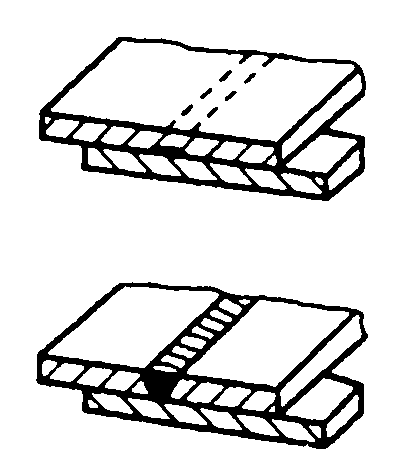 | 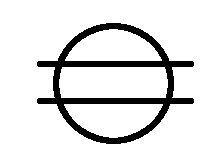 |
| 14 | Dik kanatlı V şekilli kaynak | 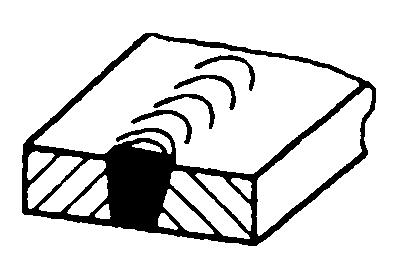 |  |
| 15 | Dik kanatlı tek V şekilli kaynak | 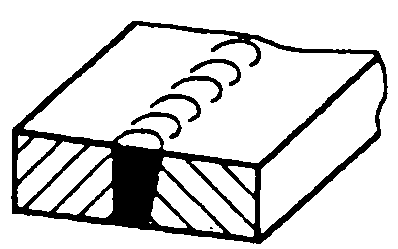 |  |
| 16 | Uç kaynağı | 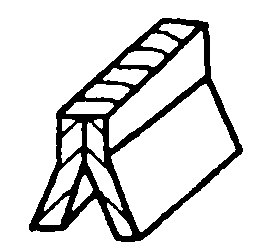 |  |
| 17 | Kaynak biriktirme | 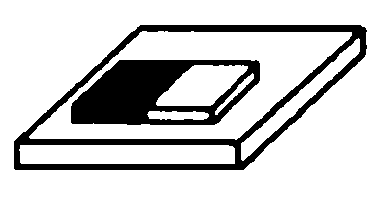 |  |
| 18 | Düz lehimli bağlantı | 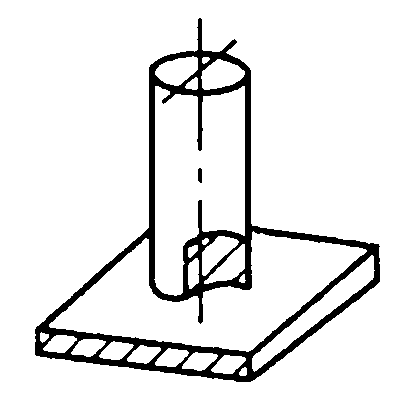 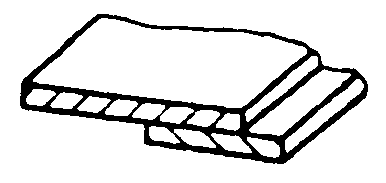 |  |
| 19 | Eğimli lehimli bağlantı | 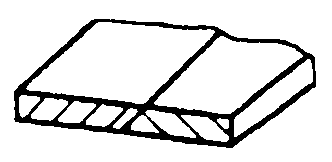 |  |
| 20 | Katlanmış lehimli bağlantı | 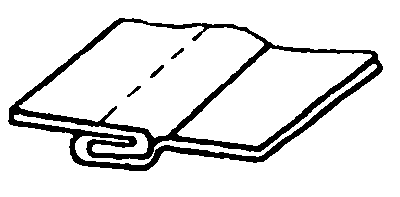 |  |
Tablo 2-14: Temel Sembol Uygulamalarına Örnekler
| Hayır. | Sembol | Diyagram | Ek Açıklama Örneği |
| 1 |  | 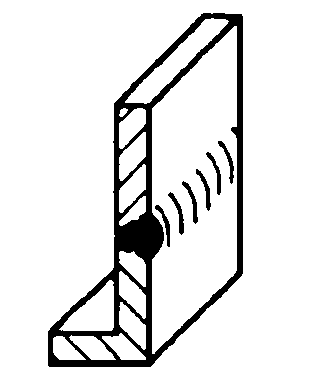 | 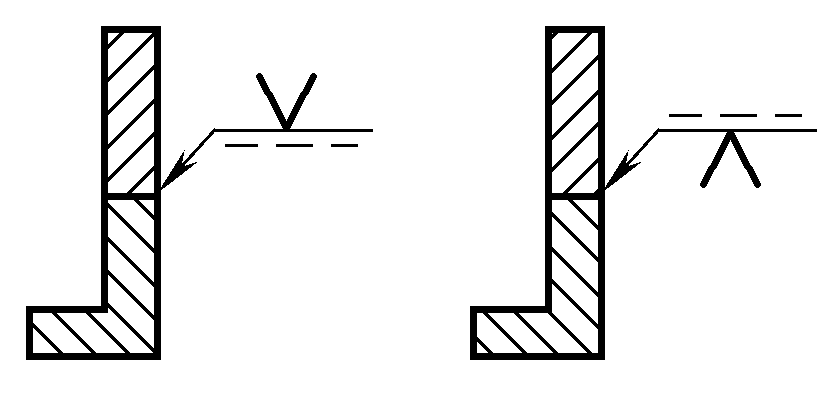 |
| 2 |  | 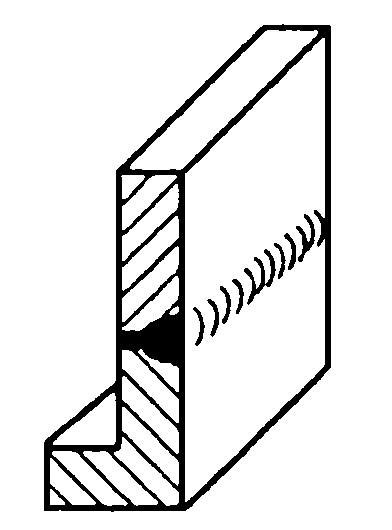 | 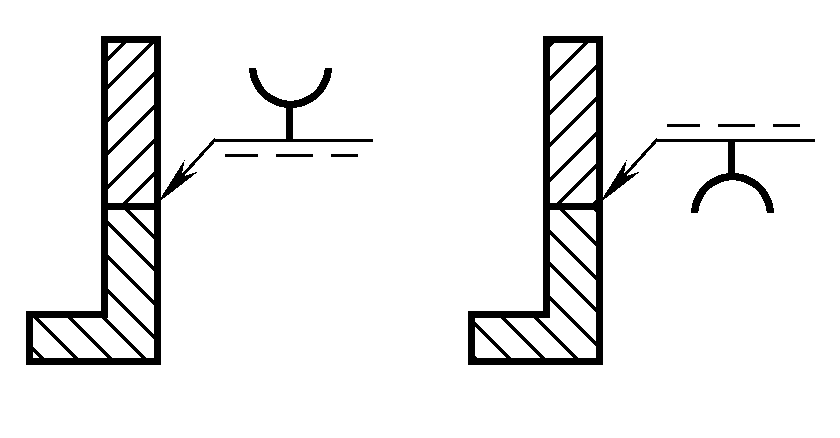 |
| 3 |  | 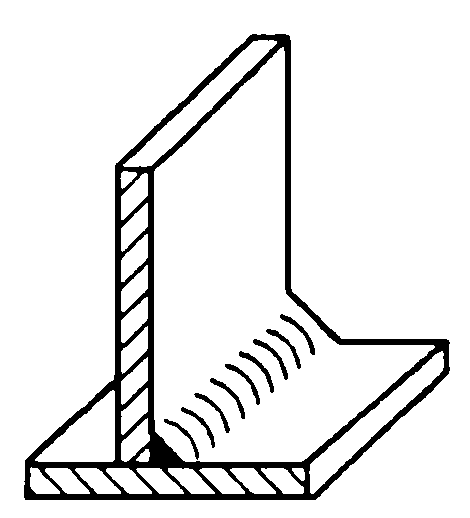 | 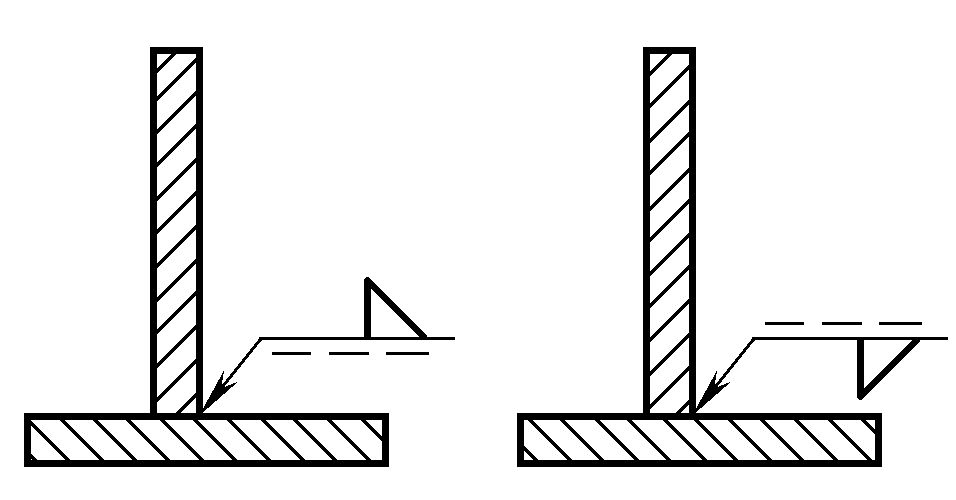 |
| 4 |  | 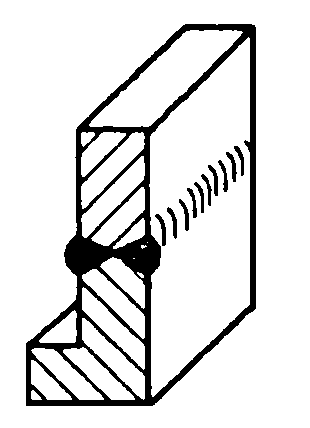 |  |
| 5 |  | 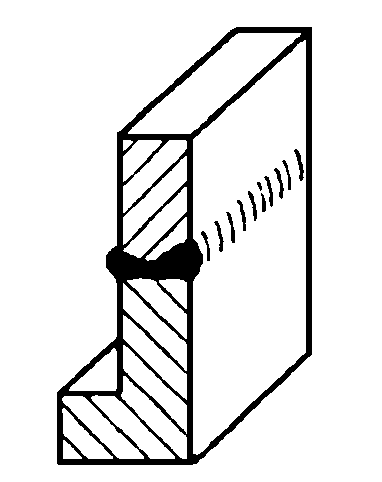 | 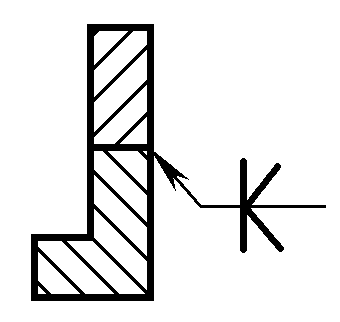 |
Not: Çift taraflı kaynakların veya bağlantıların kaynağında temel semboller birleştirilebilir, bkz. Tablo 2-15.
Tablo 2-15 Temel Sembollerin Kombinasyonu
| Hayır. | Sembol | Diyagram | Ek Açıklama Örneği |
| 1 | Çift taraflı V-oluklu kaynak (X-kaynak) | 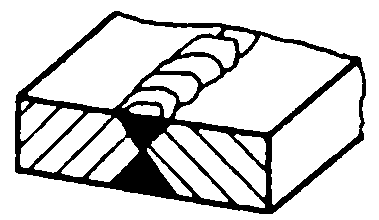 |  |
| 2 | Çift taraflı tek V-oluklu kaynak (K-kaynak) | 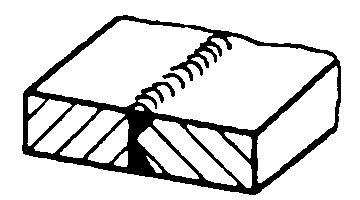 |  |
| 3 | Künt kenarlı çift taraflı V-oluklu kaynak | 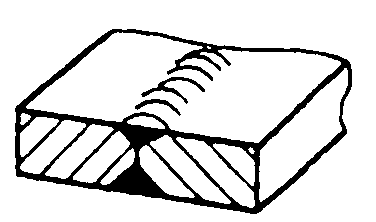 |  |
| 4 | Kör kenarlı çift taraflı tek V-oluklu kaynak | 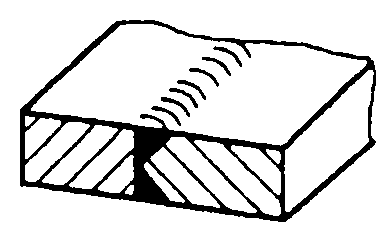 |  |
| 5 | Çift taraflı U-oluklu kaynak | 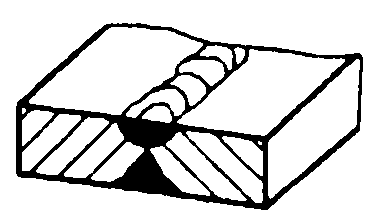 |  |
Ek semboller, kaynakların veya bağlantıların belirli özellikleri hakkında ek bilgi sağlamak için kullanılır (yüzey şekli, destek, kaynak dağılımı, kaynak yeri vb. gibi).
1) Tamamlayıcı semboller için Tablo 2-16'ya bakın.
Tablo 2-16 Tamamlayıcı Semboller
| Hayır. | İsim | Sembol | Açıklama |
| 1 | Düz | Kaynak dikişi yüzeyi genellikle düz olacak şekilde işlenir. | |
| 2 | İçbükey |  | Kaynak dikişi yüzeyi girintilidir. |
| 3 | Dışbükey |  | Kaynak dikişi yüzeyi çıkıntı yapar. |
| 4 | Yumuşak Geçiş |  | Kaynak ucundaki geçiş pürüzsüzdür. |
| 5 | Kalıcı Destek |  | Destek kalıcı olarak korunur. |
| 6 | Geçici Destek |  | Kaynak tamamlandıktan sonra destek çıkarılır. |
| 7 | Üç Taraflı Kaynak |  | Kaynak üç tarafta mevcuttur. |
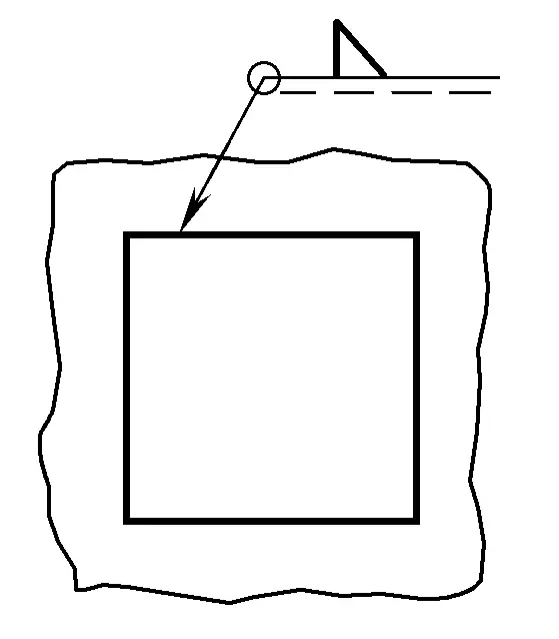
| 8 | Çevresel Kaynak |  | İş parçasının çevresi boyunca uygulanan bir kaynak; konum, taban çizgisi ile ok çizgisinin kesiştiği noktada işaretlenir. |
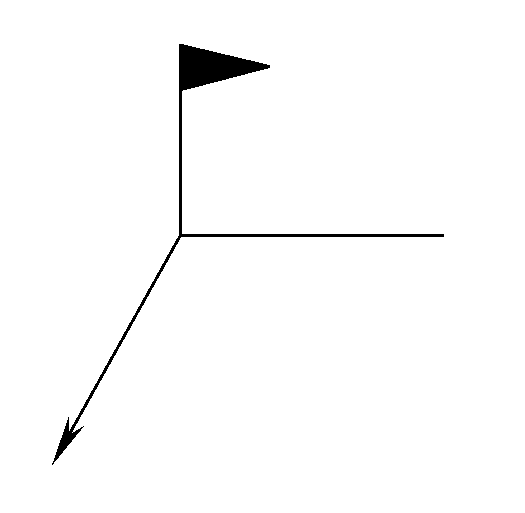
| 9 | Saha Kaynağı |  | Yerinde gerçekleştirilen bir kaynak. |
| 10 | Kuyruk |  | Gerekli bilgileri belirtebilir. |
2) Tablo 2-17 ve 2-18, tamamlayıcı sembollerin uygulanması ve işaretlenmesine ilişkin örnekler sunmaktadır.
Tablo 2-17 Tamamlayıcı Sembollerin Uygulama Örnekleri
| Hayır. | İsim | Sembol | Açıklama |
| 1 | Düz V-oluklu kaynak | 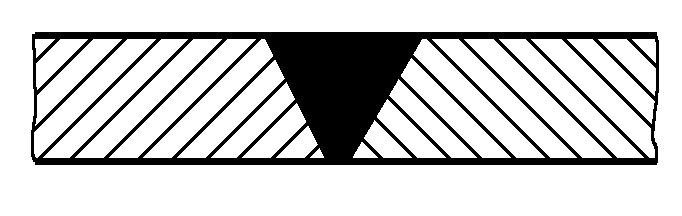 | 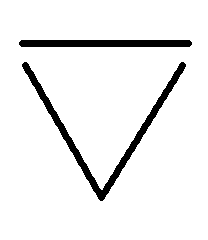 |
| 2 | Yükseltilmiş çift V-oluklu kaynak | 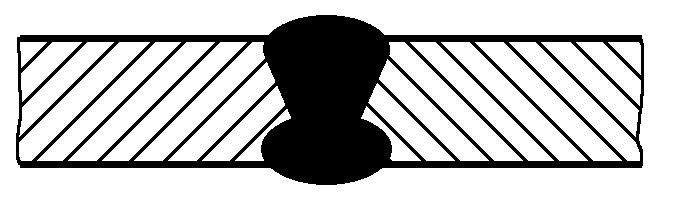 | 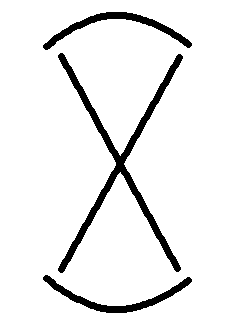 |
| 3 | Gömme köşe kaynağı | 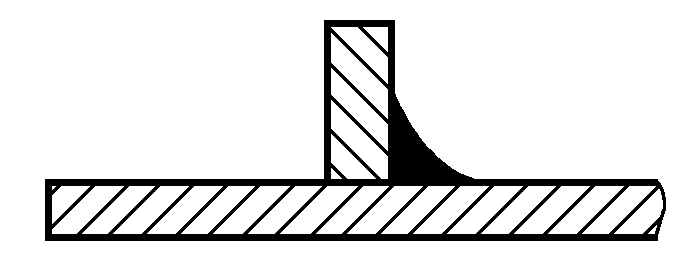 |  |
| 4 | Destek kaynağı ile düz V-oluklu kaynak |  |  |
| 5 | Düzgün yüzey geçişli dolgu kaynağı | 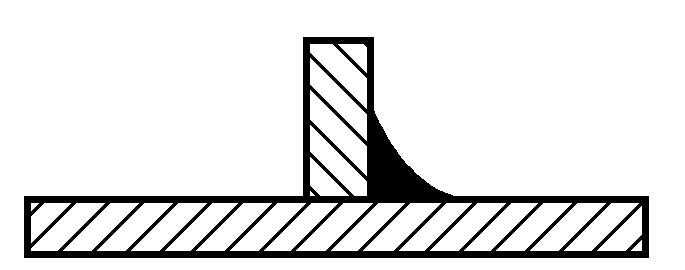 | 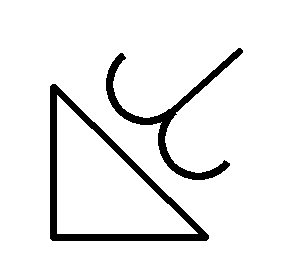 |
Tablo 2-18 Tamamlayıcı Sembollerin İşaretlenmesine İlişkin Örnekler
| Hayır. | Sembol | Diyagram | Ek Açıklama Örneği |
| 1 | 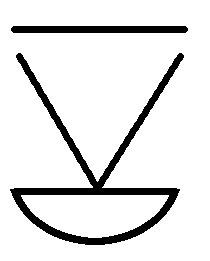 | 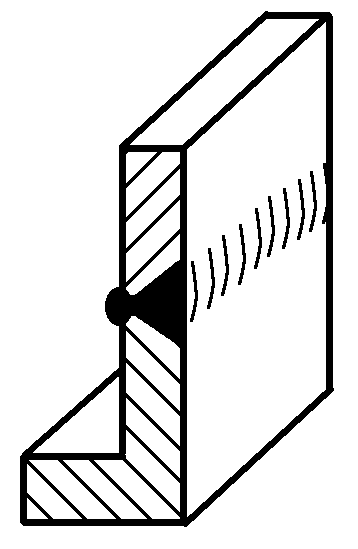 | 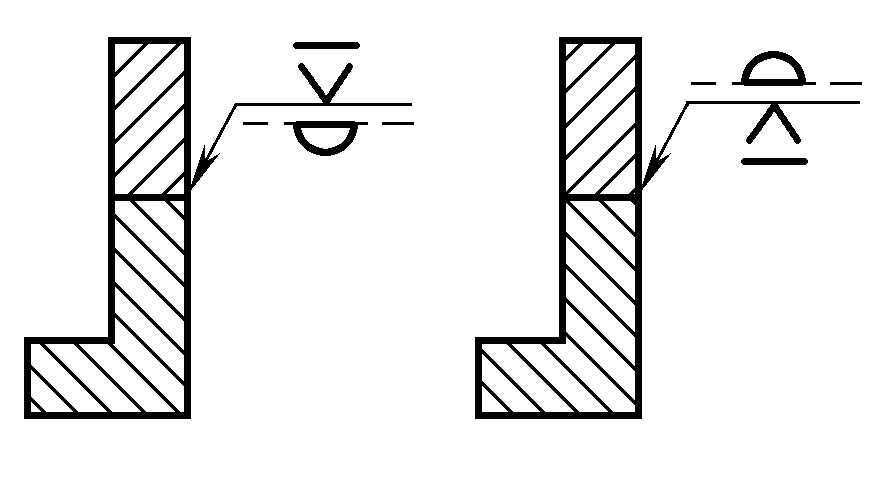 |
| 2 |  | 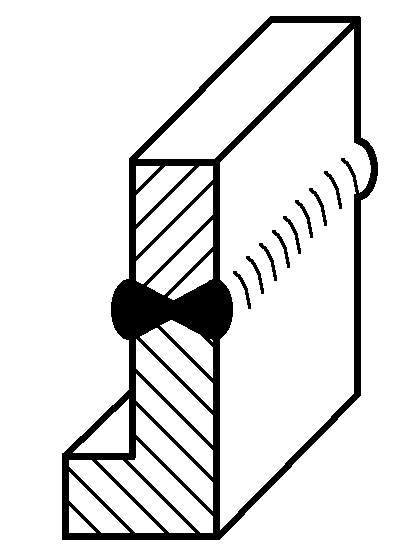 | 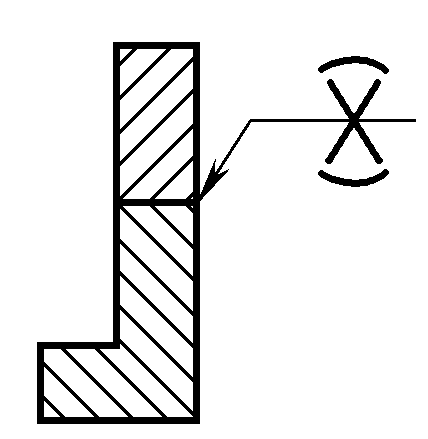 |
| 3 |  | 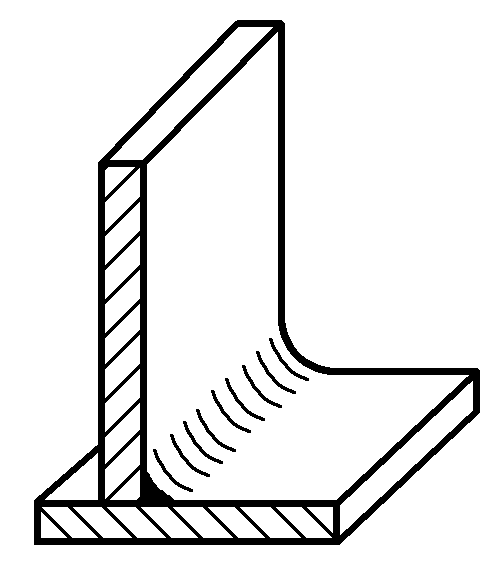 | 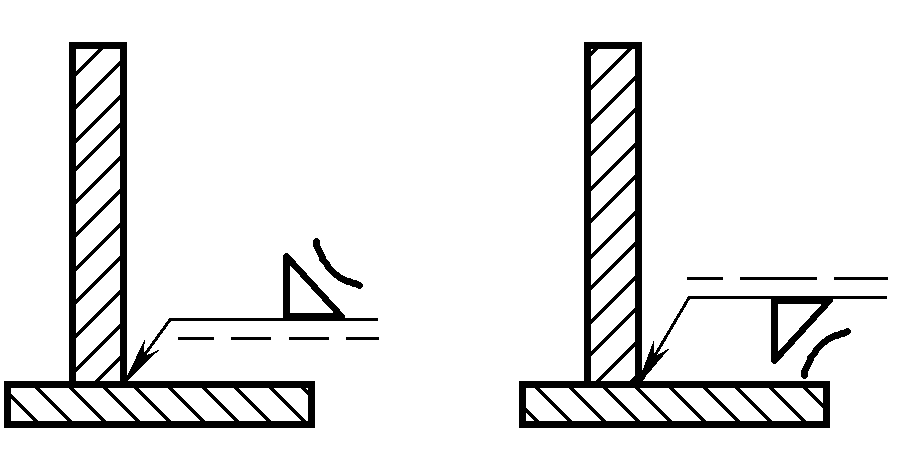 |
Lider çizgi Şekil 2-57'de gösterildiği gibi bir ok çizgisi, referans çizgileri (düz ve kesikli) ve bir kuyruktan oluşur.
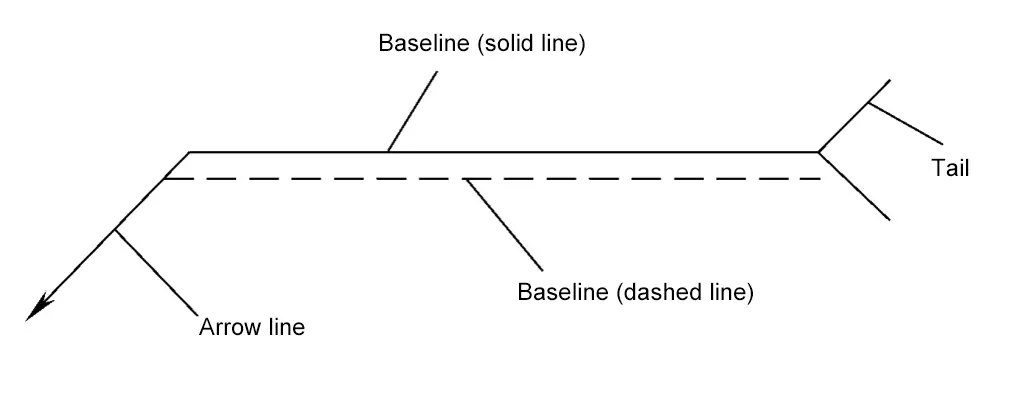
(1) Ok Hattı
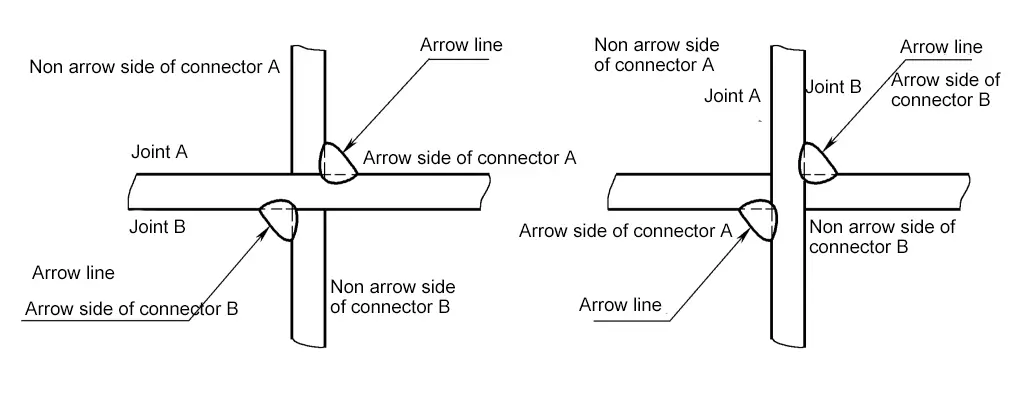
Şekil 2-58'de gösterildiği gibi, ok tarafından doğrudan işaret edilen mafsal, mafsalın "ok tarafı" ve karşı taraf da mafsalın "ok olmayan tarafı "dır.
(2) Datum Hattı
Referans çizgisi genellikle çizimin alt kenarına paralel olmalıdır, ancak gerekirse dik de olabilir. Düz ve kesikli çizgilerin konumları gerektiğinde değiştirilebilir. Simetrik kaynaklar veya çift taraflı kaynaklar işaretlenirken kesikli çizgiler atlanabilir.
(3) Kuyruk
Genellikle atlanır. Kuyruk kısmı yalnızca kaynak için ek gereklilikler veya açıklamalar olduğunda eklenir.
Çizimde kaynakların basitçe çizilmesi gerektiğinde, bunlar görünümler, kesit görünümleri veya kesit görünümleri ile temsil edilebilir veya izometrik çizimlerle şematik olarak gösterilebilir.
Kaynaklar bir görünümle temsil edilirken, çizim yöntemi Şekil 2-59'da gösterildiği gibidir; burada Şekil 2-59a ve b serisi düz çizgilerle temsil edilen kaynakların elle çizilmesine izin verilir; Şekil 2-59c ile temsil edilen kaynak kalın bir çizgi ile gösterilir.
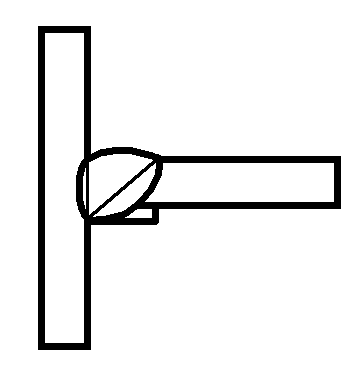
Kaynak yüzeyini temsil eden görünümde, kaynağın ana hatları genellikle kalın bir düz çizgi ile çizilir. Gerekirse, kaynaktan önce eğimin şekli Şekil 2-60'da gösterildiği gibi ince bir düz çizgi ile çizilebilir.
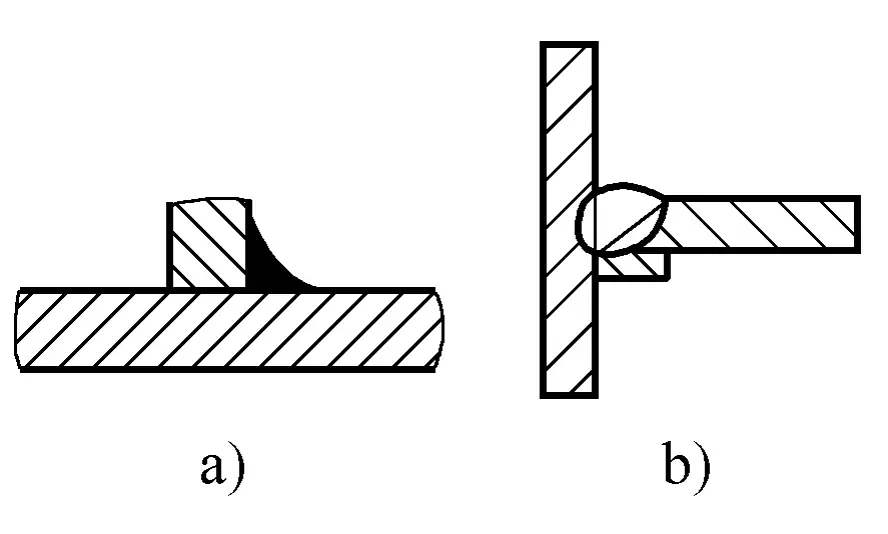
Bir kesit görünümünde veya enine kesit görünümünde, kaynağın metal ergime bölgesi Şekil 2-61a'da gösterildiği gibi genellikle siyahla gölgelendirilir. Eğimin şeklinin de gösterilmesi gerekiyorsa, erime bölgesi kısmı genellikle kalın bir düz çizgi ile çizilir ve gerekirse, Şekil 2-61b'de gösterildiği gibi kaynak öncesi eğimin şekli ince bir düz çizgi ile çizilir.
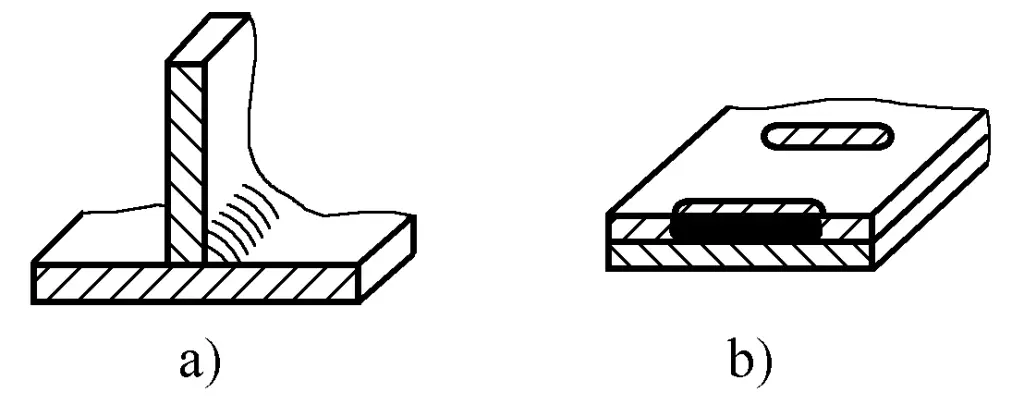
Kaynakların izometrik bir çizim ile gösterilmesi yöntemi Şekil 2-62'de gösterildiği gibidir.
Gerektiğinde, kaynak alanı Şekil 2-63'te gösterildiği gibi büyütülebilir ve etiketlenebilir.
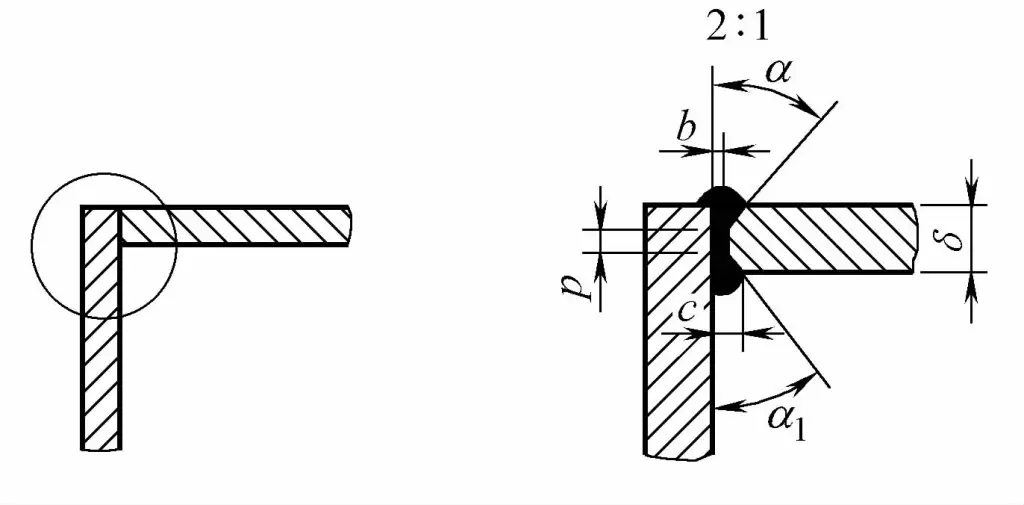
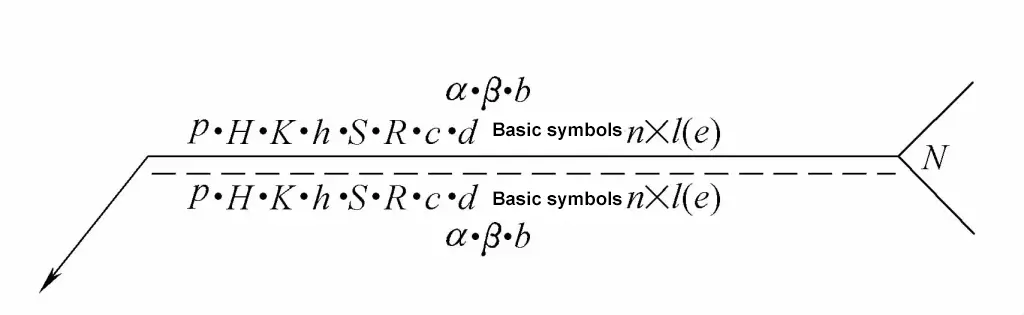
1) Yatay boyutlar temel sembolün sol tarafında etiketlenmiştir.
2) Dikey boyutlar temel sembolün sağ tarafında etiketlenmiştir.
3) Eğim açısı, oluk açısı ve kök boşluğu temel sembolün üstünde veya altında etiketlenir.
4) Özdeş kaynakların miktarı en sonda etiketlenir.
5) Ayırt edilmesi zor olan çok sayıda boyut olduğunda, ilgili boyut sembolleri boyut verilerinin önünde işaretlenebilir.
6) Kaynak pozisyonunu belirleyen boyutlar kaynak sembolünde işaretlenmemeli, ancak çizim üzerinde işaretlenmelidir.
7) Temel sembolün sağ tarafında hiçbir boyut işareti ve başka bir talimat yoksa, bu, kaynağın iş parçasının tüm uzunluğu boyunca sürekli olduğu anlamına gelir.
8) Temel sembolün sol tarafında herhangi bir boyut işareti ve başka bir talimat bulunmadığında, alın kaynağının tamamen nüfuz etmesi gerektiği anlamına gelir.
9) Tapa kaynakları ve yuva kaynakları eğimli kenarlara sahip olduğunda, alt kısımlarının boyutları işaretlenmelidir.
Kaynak boyut sembollerini işaretleme yöntemi Şekil 2-64'te gösterilmiştir.
Yaygın kaynak boyutu sembolleri Tablo 2-19'da gösterilmiştir.
Tablo 2-19 Yaygın Kaynak Dikişi Boyutu Sembolleri
| Sembol | İsim | Diyagram |
| δ | İş Parçası Kalınlığı |  |
| α | Eğim Açısı |  |
| β | Konik Yüz Açısı | 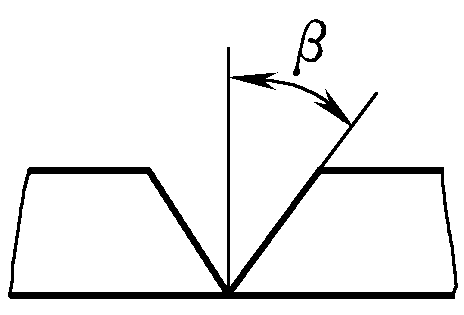 |
| b | Kök Boşluğu | 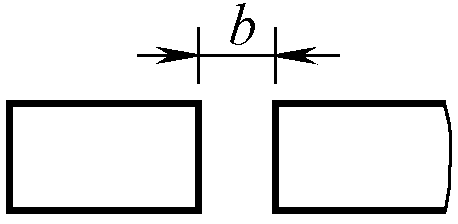 |
| P | Kör Kenar | 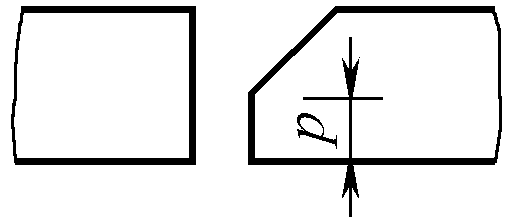 |
| R | Kök Yarıçapı | 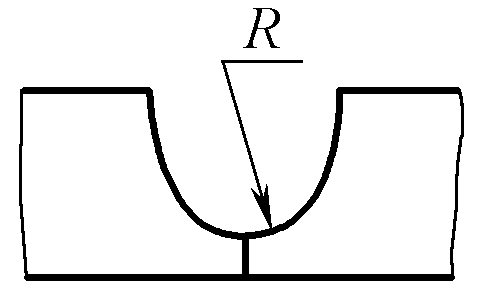 |
| H | Eğim Derinliği | 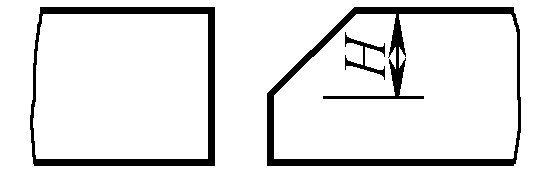 |
| S | Etkin Kaynak Kalınlığı | 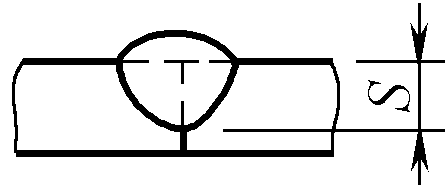 |
| c | Kaynak Genişliği | 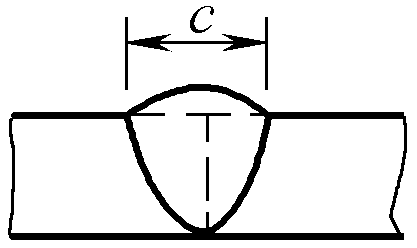 |
| K | Kaynak Burun Ölçüsü | 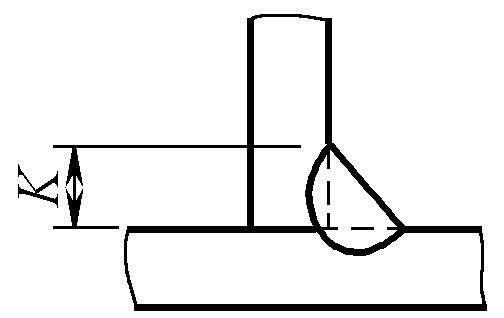 |
| d | Nokta Kaynak: Nugget Çapı Fiş Kaynağı: Delik Çapı | 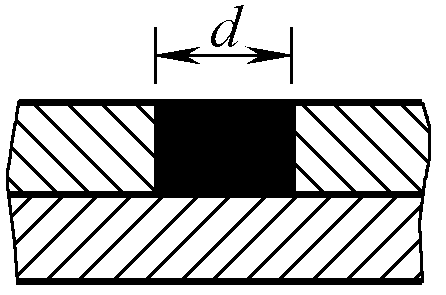 |
| n | Kaynak Segmenti Sayısı | 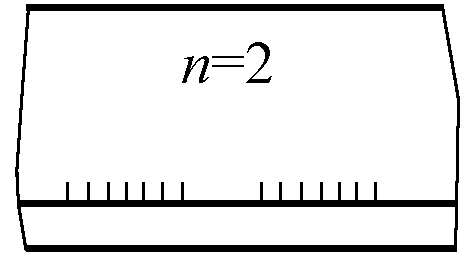 |
| l | Kaynak Uzunluğu | 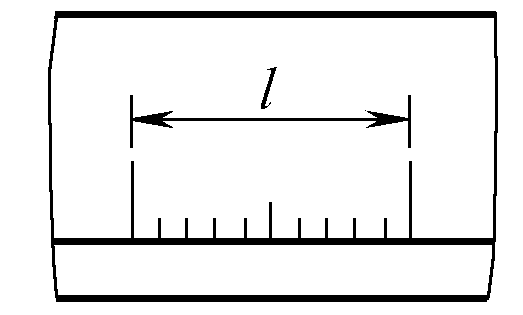 |
| e | Kaynak Aralığı | 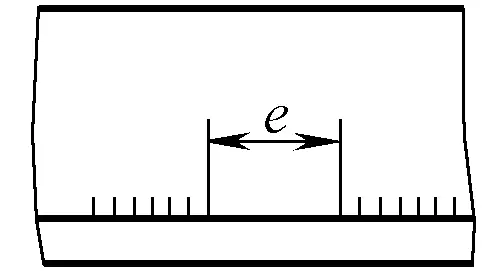 |
| N | Özdeş Kaynak Sayısı | 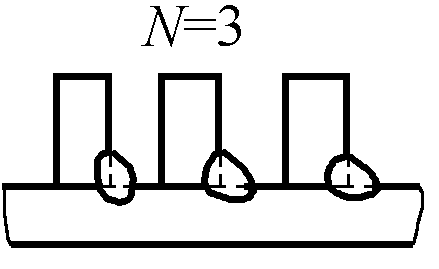 |
| h | Fazla Yükseklik | 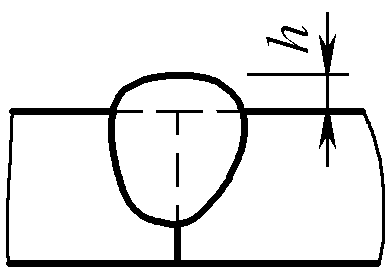 |
1) Çevresel kaynak.
Kaynak dikişi iş parçasını çevrelediğinde, Şekil 2-65'te gösterildiği gibi dairesel bir sembol kullanılabilir.
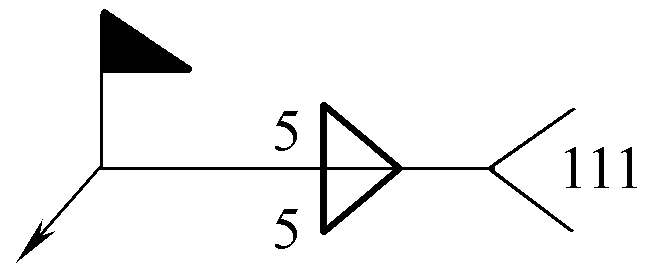
2) Saha kaynağı.
Küçük bir bayrak Şekil 2-66'da gösterildiği gibi bir saha veya yerinde kaynağı temsil eder.
Kaynak dikişi sembol boyutu açıklamasının uygulaması Tablo 2-20'de gösterilmiştir.
| Hayır. | İsim | Diyagram | Boyut Sembolü | Ek Açıklama Yöntemi |
| 1 | Alın Kaynağı | 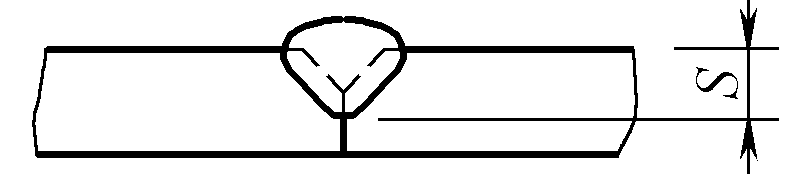 | S: Etkin Kaynak Kalınlığı | 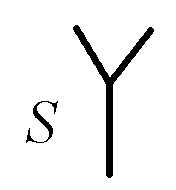 |
| 2 | Sürekli Dolgu Kaynağı | 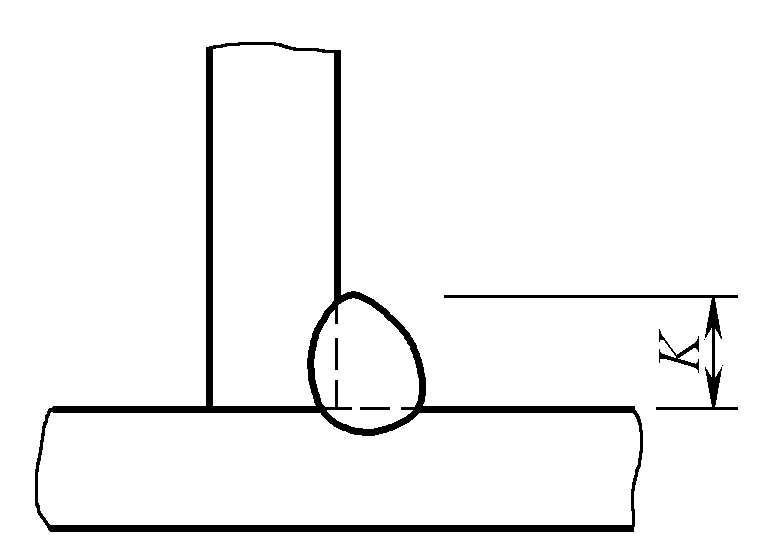 | K: Kaynak Ayağının Boyutu | 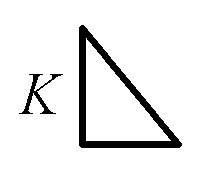 |
| 3 | Aralıklı Dolgu Kaynağı |  | I: Kaynak Uzunluğu e: Aralık n: Kaynak Segmenti Sayısı K: Kaynak Ayağının Boyutu |  |
| 4 | Kademeli Aralıklı Dolgu Kaynağı |  | l: Kaynak Uzunluğu e: Aralık n: Kaynak Segmenti Sayısı K: Kaynak Ayağının Boyutu |  |
| 5 | Fiş Kaynağı veya Yuva Kaynağı |  | l: Kaynak Uzunluğu e: Aralık n: Kaynak Segmenti Sayısı c: Yuva Genişliği |  |
 | e: Aralık n: Kaynak Segmenti Sayısı d: Delik Çapı |  | ||
| 6 | Nokta Kaynak |  | n: Kaynak Noktalarının Sayısı e: Kaynak Noktaları Arasındaki Mesafe d: Füzyon Çekirdek Çapı | 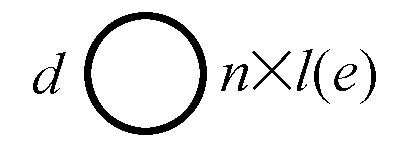 |
| 7 | Dikiş Kaynağı | 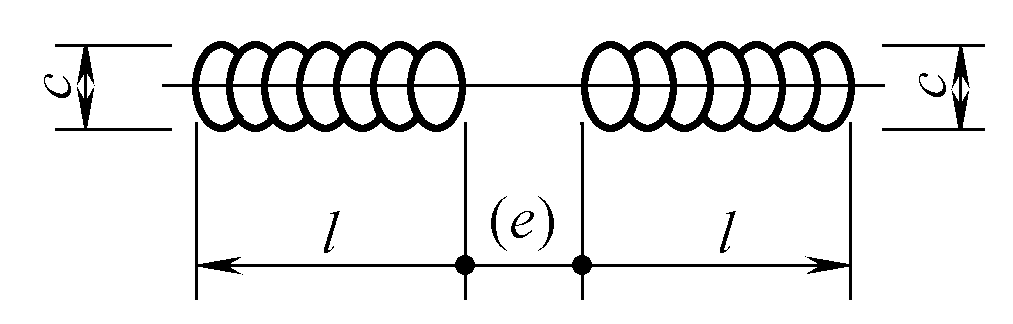 | l: Kaynak Uzunluğu e: Aralık n: Kaynak Segmenti Sayısı c: Kaynak Genişliği | 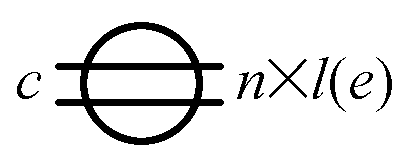 |
Kaynak sembolleri için basitleştirilmiş gösterim yöntemi Tablo 2-21'de gösterilmiştir.
Tablo 2-21 Kaynak sembolleri için basitleştirilmiş gösterim yöntemi
| Hayır. | Ek açıklama yöntemi | Açıklama | Diyagram |
| 1 | Tek Ek Açıklama | Bir kaynak sembolünde kademeli simetrik kaynakların boyutunu belirtirken, referans çizgisine sadece bir kez açıklama yapılmasına izin verilir. | 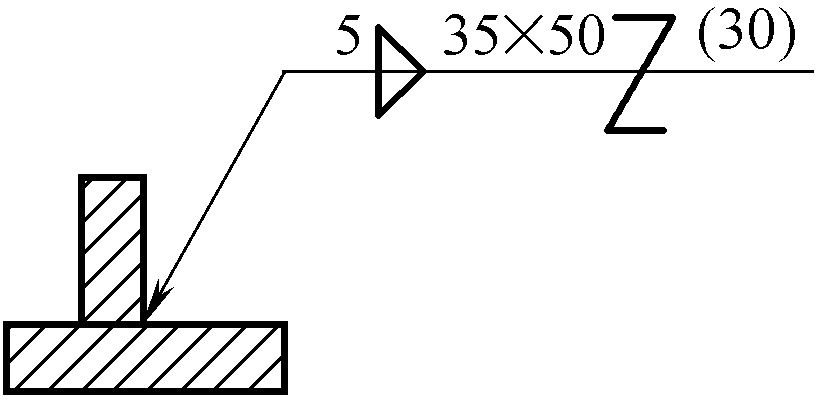 |
| 2 | Segment Sayısı Ek Açıklamasının Çıkarılması | Aralıklı kaynaklar, simetrik aralıklı kaynaklar ve kademeli aralıklı kaynaklar için segment sayısı için kesin bir gereklilik olmadığında, kaynak segmenti sayısının ihmal edilmesine izin verilir. | 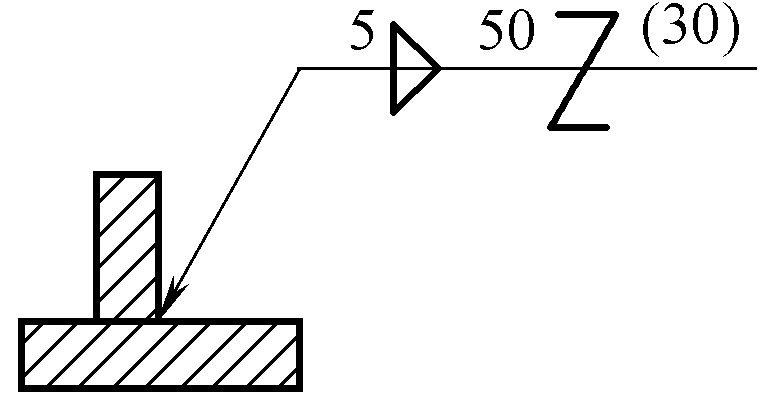 |
| 3 | Toplu Açıklama | Aynı çizimde, birkaç kaynak aynı eğim boyutuna ve kaynak sembollerine sahip olduğunda, toplu açıklama kullanılabilir. | 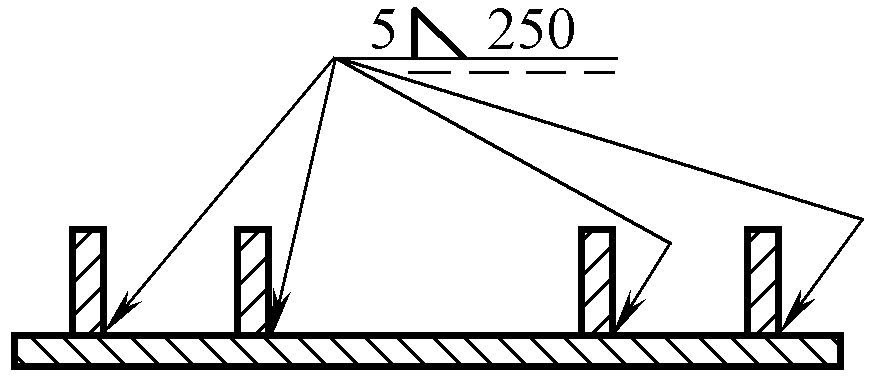 |
| 4 | Kaynak Miktarı Açıklaması | Aynı çizimde, bir bağlantı içinde birden fazla kaynak aynı konumda olduğunda, kaynak sembolünün sonuna aynı kaynak miktarını ekleyerek basitleştirme sağlanabilir. Ancak, diğer kaynak türlerinin yine de ayrı ayrı açıklanması gerekir. | 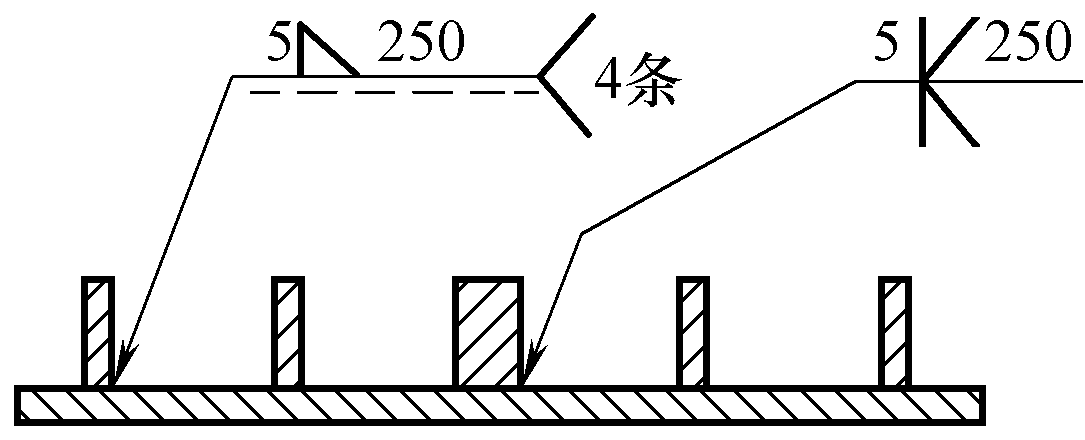 |
| 5 | Basitleştirilmiş Kod Açıklaması | Açıklama yöntemini basitleştirmek için veya açıklama yeri sınırlı olduğunda, basitleştirilmiş kaynak kodları açıklanabilir. Ancak, bu basitleştirilmiş kodların anlamları ya çizimin altında ya da başlık çubuğunun yanında açıklanmalıdır. Basitleştirilmiş kodlar kullanıldığında, çizimin altında veya başlık çubuğunun yanında açıklanan kodlar ve semboller, çizim üzerinde açıklananların 1,4 katı büyüklüğünde olmalıdır. | 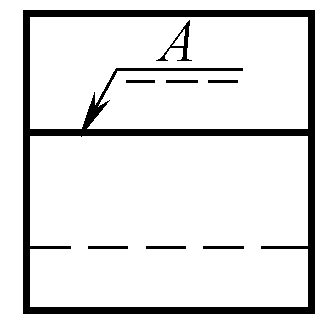 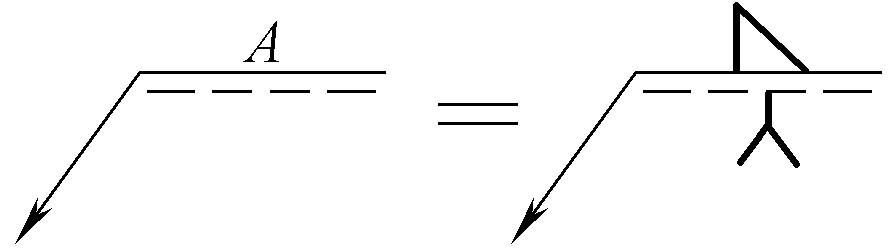 |
| 6 | Referans Çizgisinin veya Kaynak Uzunluğu Ek Açıklamasının Atlanması | Yanlış anlamaya yol açmadığı durumlarda ve ok çizgisi kaynağı gösterirken ok olmayan tarafta kaynak gereklilikleri yoksa, ok olmayan taraftaki referans çizgisinin (kesikli çizgi) atlanmasına izin verilir. Kaynak uzunluğunun başlangıç ve bitiş konumları açık olduğunda (bileşenlerin boyutları vb. ile belirlendiği gibi), kaynak sembolünde kaynak uzunluğunun atlanmasına izin verilir. | 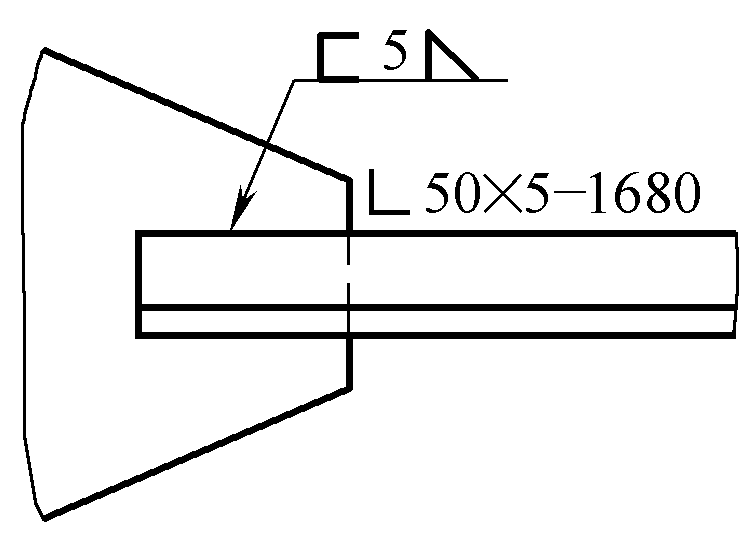 |
Tablo 2-22 Kaynak ve ilgili işlem yöntemi kodları (GB/T5185-2005'ten alınmıştır)
| Kod | Kaynak Yöntemi |
|---|---|
| 1 | Ark Kaynağı |
| 101 | Metal Ark Kaynağı |
| 11 | Gazsız Ark Kaynağı |
| 111 | Korumalı Metal Ark Kaynağı |
| 112 | Yerçekimi Kaynağı |
| 114 | Kendinden Korumalı Özlü Ark Kaynağı |
| 12 | Tozaltı Ark Kaynağı |
| 121 | Tek Tel Tozaltı Kaynağı |
| 121 | Elektroslag Tozaltı Kaynağı |
| 123 | Çok Telli Tozaltı Kaynağı |
| 124 | Metal Tozu Katkılı Tozaltı Kaynağı |
| 125 | Özlü Tozaltı Kaynağı |
| 13 | Gaz Korumalı Metal Ark Kaynağı |
| 131 | Metal İnert Gaz Kaynağı (MIG) |
| 135 | Metal Aktif Gaz Kaynağı (MAG) |
| 156 | İnert Olmayan Gaz Korumalı Özlü Ark Kaynağı |
| 137 | İnert Gaz Korumalı Özlü Ark Kaynağı |
| 14 | Sarf Malzemesi Olmayan Elektrot Gaz Korumalı Ark Kaynağı |
| 141 | Tungsten İnert Gaz Kaynağı (TIG) |
| 15 | Plazma Ark Kaynağı |
| 151 | Plazma Ark MIG Kaynağı |
| 152 | Plazma Ark Toz Yüzey Kaplama |
| 18 | Diğer Ark Kaynağı Yöntemleri |
| 185 | Manyetik Ark Alın Kaynağı |
| 2 | Direnç Kaynağı |
| 21 | Punta Kaynağı |
| 211 | Tek Taraflı Punta Kaynağı |
| 212 | Çift Taraflı Punta Kaynağı |
| 22 | Dikiş Kaynağı |
| 221 | Bindirmeli Dikiş Kaynağı |
| 222 | Düz Dikiş Kaynağı |
| 225 | İnce Film Alın Dikiş Kaynağı |
| 226 | Bant Dikiş Kaynağı |
| 23 | Projeksiyon Kaynağı |
| 231 | Tek Taraflı Projeksiyon Kaynağı |
| 232 | Çift Taraflı Projeksiyon Kaynağı |
| 24 | Flaş Kaynağı |
| 241 | Ön Isıtmalı Flaş Kaynağı |
| 242 | Ön Isıtmasız Flaş Kaynağı |
| 25 | Direnç Alın Kaynağı |
| 29 | Diğer Direnç Kaynak Yöntemleri |
| 291 | Yüksek Frekanslı Direnç Kaynağı |
| 3 | Gaz Kaynağı |
| 31 | Oksi-Yakıt Kaynağı |
| 311 | Oksiasetilen Kaynağı |
| 312 | Oksipropan Kaynağı |
| 313 | Oksihidrojen Kaynağı |
| 4 | Basınç Kaynağı |
| 41 | Ultrasonik Kaynak |
| 42 | Sürtünme Kaynağı |
| 44 | Yüksek Enerji Oranlı Kaynak |
| 45 | Difüzyon Kaynağı |
| 47 | Pnömatik Kaynak |
| 48 | Soğuk Basınç Kaynağı |
| 5 | Yüksek Enerjili Işın Kaynağı |
| 51 | Elektron Işın Kaynağı |
| 511 | Vakum Elektron Işın Kaynağı |
| 512 | Vakumsuz Elektron Işın Kaynağı |
| 52 | Lazer Kaynağı |
| 521 | Katı Hal Lazer Kaynağı |
| 522 | Gaz Lazer Kaynağı |
| 7 | Diğer Kaynak Yöntemleri |
| 71 | Termit Kaynak |
| 72 | Elektroslag Kaynağı |
| 73 | Gaz Korumalı Ark Punta Kaynağı |
| 74 | İndüksiyon Kaynağı |
| 741 | İndüksiyon Alın Kaynağı |
| 742 | İndüksiyon Dikiş Kaynağı |
| 75 | Işık Radyasyon Kaynağı |
| 753 | Kızılötesi Kaynak |
| 77 | Darbe Direnç Kaynağı |
| 78 | Saplama Kaynağı |
| 782 | Direnç Saplama Kaynağı |
| 783 | Seramik Yüksük veya Koruyucu Gaz ile Ark Saplama Kaynağı |
| 784 | Kısa Devre Ark Saplama Kaynağı |
| 785 | Kondansatör Deşarj Saplama Kaynağı |
| 786 | Ateşleme Ucu ile Kondansatör Deşarj Saplama Kaynağı |
| 787 | Eriyebilir Yaka ile Ark Saplama Kaynağı |
| 788 | Sürtünme Saplama Kaynağı |
| 8 | Kesme ve Gazlı Kesme |
| 81 | Alevli Kesim |
| 82 | Ark Kesme |
| 821 | Hava Ark Kesimi |
| 822 | Oxy-Arc Kesim |
| 83 | Plazma Ark Kesimi |
| 84 | Lazer Kesim |
| 86 | Alev Oyma |
| 87 | Karbon Ark Oluk Açma |
| 871 | Hava Karbon Ark Oluk Açma |
| 872 | Oksi Karbon Ark Oluk Açma |
| 88 | Plazma Oluk Açma |
| 9 | Lehimleme, Lehimleme ve Sert Lehimleme |
| 91 | Sert Lehimleme |
| 911 | Kızılötesi Sert Lehimleme |
| 912 | Sert Alev Lehimleme |
| 913 | Fırın Sert Lehimleme |
| 914 | Daldırma Sert Lehimleme |
| 915 | Tuz Banyosu Sert Lehimleme |
| 916 | İndüksiyonla Sert Lehimleme |
| 918 | Direnç Sert Lehimleme |
| 919 | Difüzyon Sert Lehimleme |
| 924 | Vakumlu Sert Lehimleme |
| 93 | Diğer Sert Lehimleme Yöntemleri |
| 94 | Yumuşak Lehimleme |
| 941 | Kızılötesi Yumuşak Lehimleme |
| 942 | Alevli Yumuşak Lehimleme |
| 943 | Fırın Yumuşak Lehimleme |
| 944 | Daldırma Yumuşak Lehimleme |
| 945 | Tuz Banyosu Yumuşak Lehimleme |
| 946 | İndüksiyon Yumuşak Lehimleme |
| 947 | Ultrasonik Yumuşak Lehimleme |
| 948 | Dirençli Yumuşak Lehimleme |
| 949 | Difüzyon Yumuşak Lehimleme |
| 951 | Dalga Lehimleme |
| 952 | Havya |
| 954 | Vakumlu Yumuşak Lehimleme |
| 956 | Sürükleme Lehimleme |
| 96 | Diğer Yumuşak Lehimleme Yöntemleri |
| 97 | Lehimleme |
| 971 | Gaz Lehimleme |
| 972 | Ark Lehimleme |
Not: Aşağıdaki kaynak yöntemleri yeni standartta (GB/T5185-2005) eski standarttan (GB/T5185-1985) çıkarılmıştır, bu kaynak yöntemleri özel durumlar için hala kullanılabilir veya geçmişten gelen çeşitli belgelerde görünebilir.
Tablo 2-23 Kaynak yöntemi kod gösterimine örnekler
| Ek Açıklama Örneği | Anlamı |
 | Bacak boyutu 5 mm olan simetrik köşe kaynakları, korumalı metal ark kaynağı kullanılarak şantiyede kaynaklanır. |
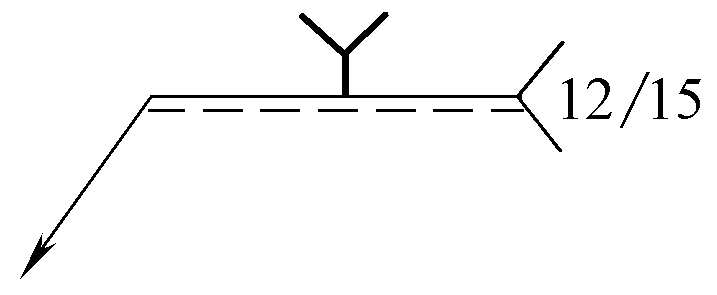 | Künt kenarlı bir V-oluk kaynağı ile önce plazma ark kaynağı ile kök kaynağı yapın, ardından tozaltı ark kaynağı ile yüzeyi kaplayın. |