Calculer le bord de pliage minimum pour la tôle
Lorsqu'il s'agit de précision dans la fabrication de tôles, il est essentiel de comprendre les subtilités du pliage. Vous êtes-vous déjà demandé comment...
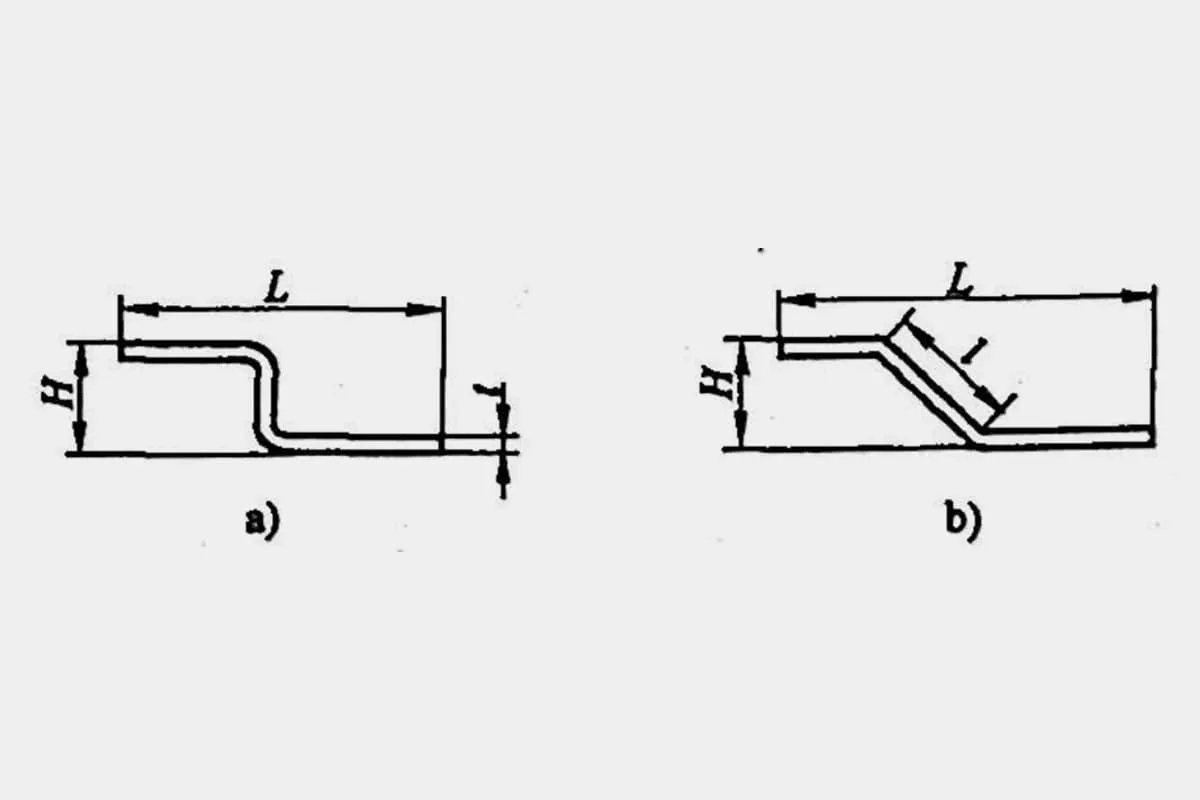
Le pliage en Z, également connu sous le nom de pliage décalé, peut être catégorisé en pliage décalé à bord droit et en pliage décalé à bord incliné en fonction de l'angle de formage (voir figure 1). La méthode de traitement est déterminée en fonction de la hauteur du décalage.
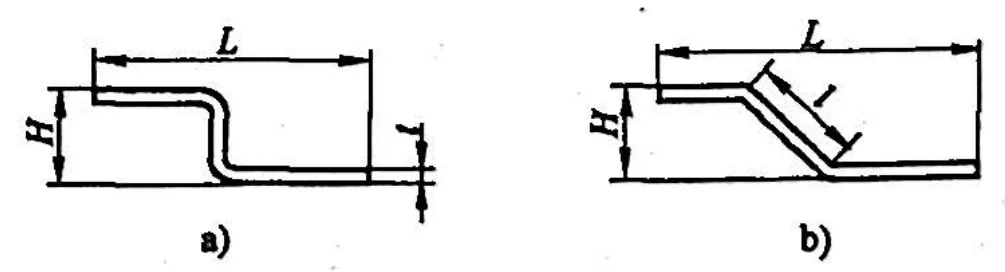
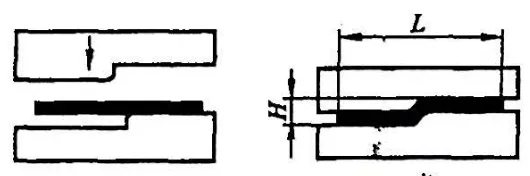
Dans le cas du pliage offset à bord droit (figure 1), lorsque la hauteur de décalage H est comprise entre 0<H≤2t et que le lot n'est pas important, il peut être traité à l'aide d'une matrice offset sur une cintreuse, comme le montre la figure 2.
Lorsque la hauteur de décalage est comprise entre 2t la hauteur minimale de pliage du coude en Z (décalage), la cintreuse est utilisée pour le pliage bidirectionnel.
La première étape du traitement de la courbure en Z (décalage) d'un machine à plier est calculé de la même manière que dans l'article précédemment téléchargé sur la flexion en V. L'état initial lors de la flexion en Z dans la deuxième étape est illustré à la figure 3.
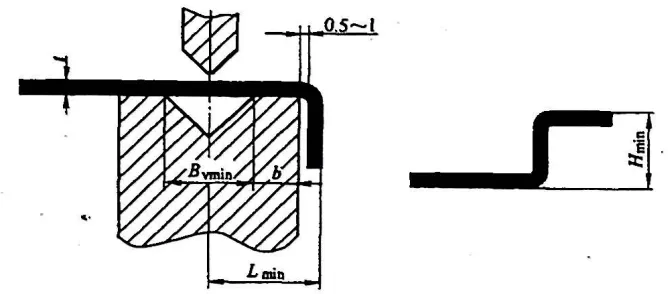
Comme le montre la figure, les processus de cintrage en Z et de cintrage en V sont très similaires, et la question de la hauteur de cintrage minimale du cintrage en Z se pose également. En raison de la limitation de la structure de la matrice inférieure, la dimension minimale Lmin entre la ligne de pliage (ligne de symétrie de la rainure de la matrice inférieure) et le bord supérieur de la forme en Z pour le pliage en Z à 90° est plus grande que celle du pliage en V, qui peut être calculée comme suit :
Lmin = Bvmin/2 + 6 + t + (0.5~1)
Où ?
b - Dimensions structurelles de la rainure inférieure de la matrice au bord (en mm), généralement b > 5mm.
La formule pour calculer la hauteur minimale du bord du pliage en Z (offset) est la suivante :
Hmin = (Bvmin-x)/2 + b + 2t + (0,5~1)
Les valeurs recommandées pour la hauteur minimale du bord du pliage en Z (offset) pour différentes épaisseurs de matériau t sont indiquées dans le tableau 1.
Tableau 1 : Valeurs recommandées pour la hauteur minimale du pliage en Z (décalage) (Unité : mm)
| Numéro de série | Matériau Épaisseur t | Largeur de la fente de la matrice Bv | Rayon de l'arc du poinçon r0 | Coude en Z Hauteur Hmin |
| 1 | 0.5 | 4- | 0.2 | 8.5 |
| 2 | 0.6 | 4 | 0.2 | 8.8 |
| 3 | 0.8 | 5 | 0,8 ou 0,3 | 9.5 |
| 4 | 1.0 | 6 | 1 ou 0,5 | 10.4 |
| 5 | 1.2 | 8(ou 6) | 1 ou 0,5 | 11.7(ou 10.7) |
| 6 | 1.5 | 10(ou 8) | 1 ou 0,5 | 13.3(ou 12.3) |
| 7 | 2.0 | 12 | 1,5 ou 0,5 | 15.2 |
| 8 | 2.5 | 16(ou 14) | 1,5 ou 0,5 | 18.2(ou 17.2) |
| 9 | 3.0 | 18 | 2 ou 0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4.0 | 25 | 3 | 25.5 |
Note : Les données du tableau sont empiriques et ne sont fournies qu'à titre de référence.