Ejection de matière dans les moules de cintrage : Guide approfondi
Comment éjecter efficacement la matière des moules de cintrage sans compromettre la qualité ? Cet article aborde les différentes techniques d'éjection, telles que le type traversant, le crochet de démoulage, l'éjection par poussée, et bien d'autres encore. Les lecteurs apprendront quelles sont les meilleures méthodes pour différentes pièces et comment optimiser leurs processus de pliage pour plus de précision et d'efficacité. Découvrez des solutions pratiques pour améliorer vos processus d'éjection de moules et garantir des flux de production fluides.
Dernière mise à jour :
28 juin 2024
Partagez vos appréciations :
Table des matières
1. Éjection de type traversant
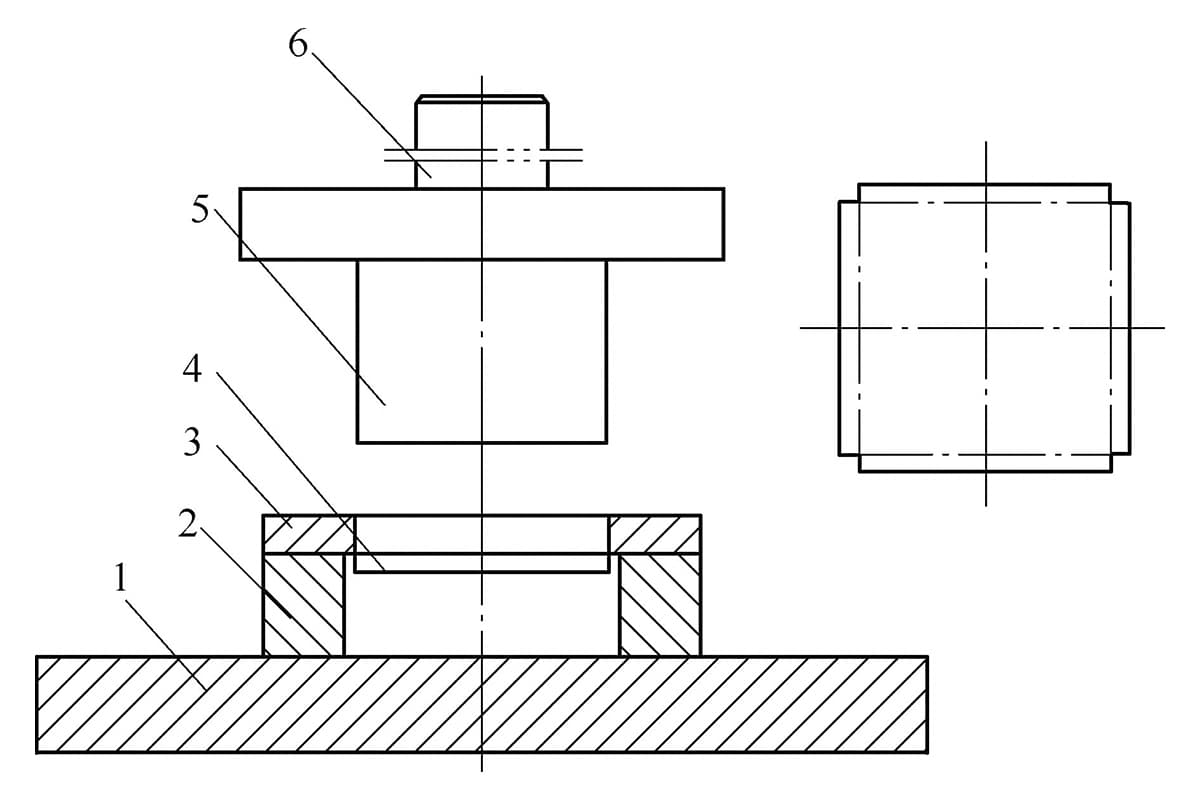
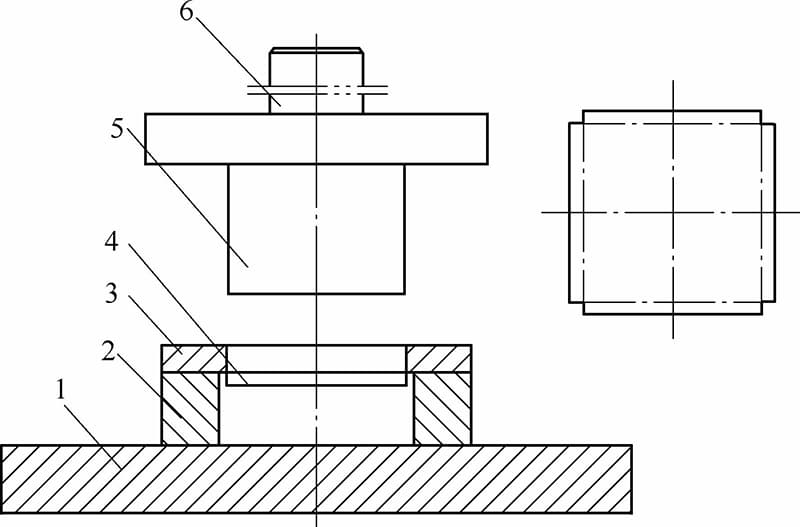
Pour les pièces en forme de boîte dont la hauteur de pliage est inférieure à un tiers de la course du chariot, une structure d'éjection de type traversant peut être utilisée tant que l'exigence de planéité de la surface inférieure n'est pas stricte, comme illustré à la figure 3-17.
Figure 3-17 : Matrice de découpage et de pliage de type traversant
1-Socle inférieur de la matrice 2-Coussin de la matrice 3-Matrice 4-Pièce à usiner 5-Matrice 6-Tige
La matrice de pliage par éjection de type traversant utilise le retour élastique du matériau pour réaliser l'éjection. Elle nécessite une bonne rigidité de la cavité de la matrice. En insérant des bandes rectangulaires sous la cavité de la matrice, la pièce formée est éjectée à travers les espaces entre les bandes. La base inférieure de la matrice peut également être perforée pour permettre l'éjection directe du matériau.
Ejection de type traversant matrices de pliage sont très efficaces et facilitent l'automatisation, mais ne conviennent pas pour les pièces qui nécessitent une grande planéité sur la surface inférieure ou pour lesquelles les marques de pliage ne sont pas autorisées.
2. Éjection du crochet de dénudage
En exploitant la différence d'épaisseur de la paroi avant et après le formage, un crochet de décochage peut être monté sur la cavité de la matrice pour désengager la pièce du poinçon. Cette méthode d'éjection doit être utilisée en conjonction avec une plaque d'éjection. Cette méthode convient aux petites pièces et aux pièces présentant des courbures peu profondes.
3. Ejection par poussée
La plaque d'éjection est formée pour correspondre à la face d'éjection de la pièce à usiner et est placée au fond de la cavité de la matrice. Elle est actionnée par des ressorts, du caoutchouc élastique ou la course de retour du coulisseau de la presse. Cette méthode est principalement utilisée pour les matrices de cintrage de pièces en forme de U.
4. Éjection axiale
Cette méthode convient aux pièces à axe central droit, telles que les boucles fermées ou ouvertes, mais pas à celles dont l'axe central est incurvé, telles que les becs ou les coudes en acier inoxydable à col de cygne. Le moule peut être démoulé manuellement ou actionné par une plaque inclinée et des rouleaux.
Sous l'action des ressorts, le poinçon descend et l'anneau racleur se rétracte. Lorsque le poinçon revient, les galets entraînent l'anneau racleur vers l'avant, éloignant ainsi la pièce du poinçon.
5. Éjection de la tige d'obturation
Cette méthode convient aux pièces présentant une grande surface et une profondeur de pliage importante. La tige de défonçage, actionnée par le poinçon, pousse la pièce hors de la matrice de poinçonnage au fur et à mesure que le poinçon s'élève, en utilisant une plaque de défonçage. La structure et la disposition de la matrice sont les mêmes que celles d'une matrice à chute inversée.
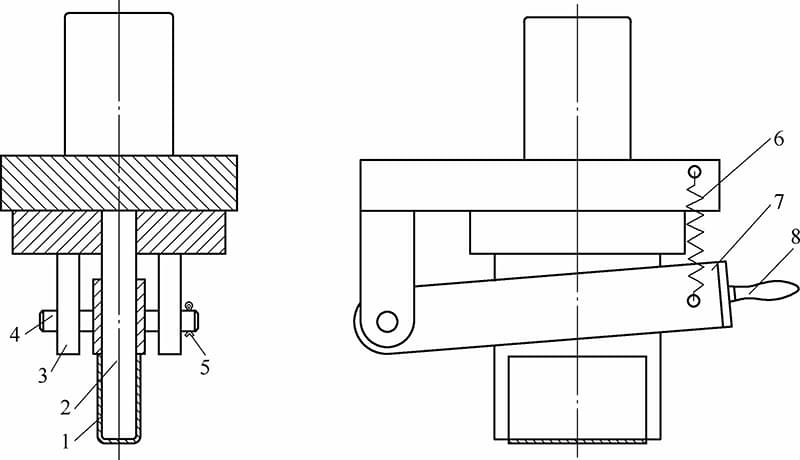
6. Éjection de la broche
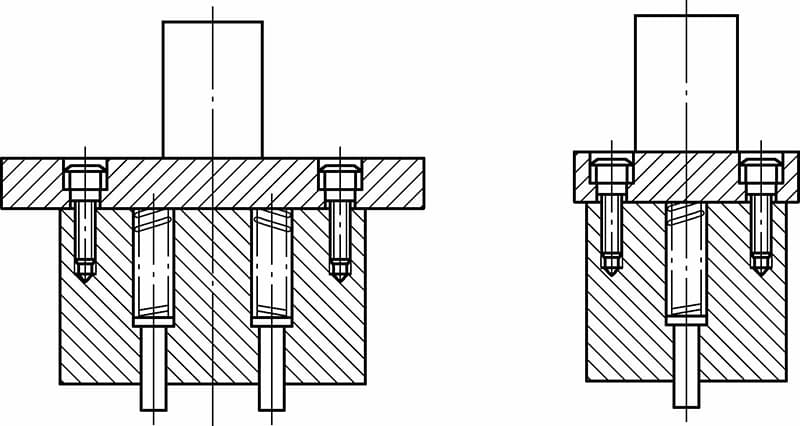
Cette méthode d'éjection fonctionne en conjonction avec une plaque d'éjection et est idéale pour les pièces ayant une grande surface de fond et des exigences élevées en matière de planéité. Les goupilles sont soutenues par de puissants ressorts. Une fois que la pression de la matrice supérieure est relâchée, les goupilles se remettent en place sous la force du ressort, poussant la pièce hors de la matrice de poinçonnage, comme le montre la figure 3-18.
Figure 3-18 : Mécanisme de libération de la goupille d'éjection
7. Éjection du crochet de levage
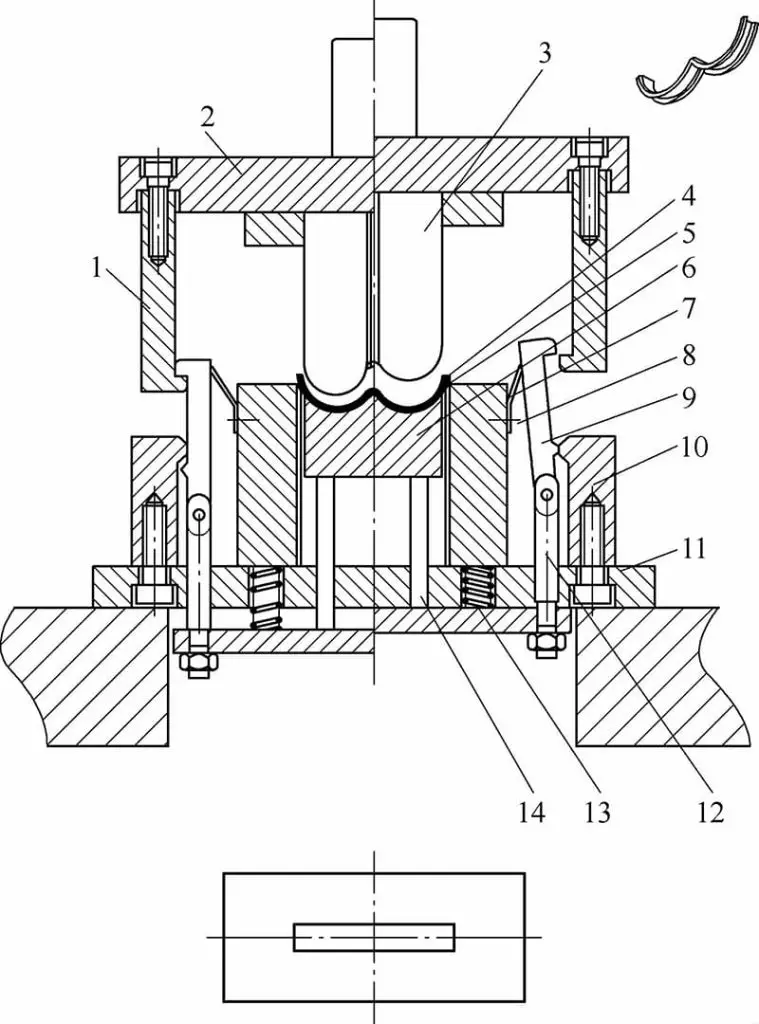
L'éjection par crochet de levage est une méthode d'éjection forcée adaptée aux pièces qui nécessitent une force d'éjection relativement élevée après le pliage. La figure 3-19 illustre une matrice de pliage pour la fente du câble de frein d'un modèle de fourche de moto. Lorsque la matrice supérieure se déplace vers le bas, le crochet de levage fixe pousse le crochet de levage actif pour comprimer le ressort à lame vers l'intérieur.
Figure 3-19 : Démoulage de type crochet éjecteur
1-Crochet de levage fixe 2-Porte-matrice supérieur 3-Poinçon 4-Pièce à usiner 5-Bloc de décolletage 6-Matrice 7-Ressort à lame 8-Vis de réglage 9-Crochet de levage mobile 10-Bloc de poinçonnage 11-Porte-matrice inférieur 12-Goupille de connexion 13-Ressort de rappel 14-Plaque de levage
Au stade initial de l'ascension de la matrice supérieure, les crochets de levage fixe et actif s'engagent, soulevant la pièce hors de la matrice inférieure à travers la plaque de levage et le bloc d'éjection. Par la suite, l'interaction entre le bloc d'éjection et la protubérance du crochet de levage actif les désengage, ce qui permet à la plaque de levage de se réenclencher sous l'effet du ressort.
8. Ejection de la bande
Lorsque la matrice de poinçonnage est trop étroite pour permettre l'installation de ressorts, un éjecteur à bande peut être utilisé pour presser la pièce hors de la matrice de poinçonnage. Une fois la pièce séparée, la bande de l'éjecteur se rétracte sous l'action du ressort, comme le montre la figure 3-20.
Figure 3-20 : Assemblage de l'anneau de dénudage
1 - Pièce à usiner 2 - Poinçon 3 - Support 4 - Goupille 5 - Goupille de l'anneau de retenue 6 - Ressort 7 - Anneau de dénudage 8 - Poignée
L'installation de matrices de poinçonnage sur les machines peut sembler décourageante, mais elle est cruciale pour une fabrication précise et efficace des métaux. Ce guide couvre...
Avez-vous déjà vu une feuille de métal se transformer en une pièce de machine précise ? Tout commence par la découpe. Des cisailles à l'ancienne aux...
Dans le monde de la fabrication, la création d'un trou parfait est une combinaison de précision, d'habileté et de techniques appropriées. Qu'il s'agisse...
Comment les ingénieurs créent-ils ces lignes exactes sur les pièces métalliques ? C'est une question de marquage, une compétence clé de l'ingénierie mécanique. Cette...
Guide approfondi couvrant les protocoles d'utilisation et les procédures d'entretien des équipements et outils électriques essentiels pour le travail à l'établi.
Qu'est-ce qui fait qu'une découpe laser est parfaite et qu'une autre est pleine d'imperfections ? Dans cet article, nous explorons quatre facteurs critiques qui influencent...