Guide complet des techniques de soudage de joints
Imaginez un monde où la solidité et l'intégrité d'innombrables produits de tous les jours dépendent d'un processus banal mais vital : la couture...

Un cordon de soudure désigne la partie du joint formée dans le composant soudé après le soudage. Le métal qui constitue le cordon de soudure, c'est-à-dire le métal soudé, affecte directement les performances des composants et structures soudés en raison de sa forme et de sa qualité. Par conséquent, les soudeurs doivent comprendre les types de cordons de soudure et leurs symboles de représentation sur les dessins techniques.
(1) En fonction des différentes formes de joints, on peut distinguer cinq types : la soudure bout à bout, la soudure d'angle, la soudure en bouchon, la soudure en rainure et la soudure en bordure.
1) Soudure bout à bout.
Un cordon de soudure est soudé entre les surfaces biseautées des pièces ou entre la surface biseautée d'une pièce et la surface d'une autre pièce.
2) Soudure d'angle.
Une soudure effectuée le long de la ligne d'intersection de deux pièces orthogonales ou presque orthogonales.
3) Soudure terminale.
Le cordon de soudure formé par un joint terminal.
4) Boucher la soudure.
Deux pièces se chevauchent, dont l'une présente un trou rond, et le cordon de soudure formé par le soudage des deux plaques dans le trou rond, seule la soudure d'angle à l'intérieur du trou n'est pas considérée comme une soudure en bouchon.
5) Fente de soudure.
Deux plaques se chevauchent, dont l'une présente un long trou, et le cordon de soudure formé par le soudage des deux plaques dans le long trou, seule la soudure d'angle n'est pas considérée comme une soudure en fente.
(2) En fonction des différentes positions spatiales du cordon de soudure
Il existe quatre formes de cordons de soudure : cordons plats, cordons verticaux, cordons horizontaux et cordons aériens.
(3) En fonction de la continuité différente du cordon de soudure
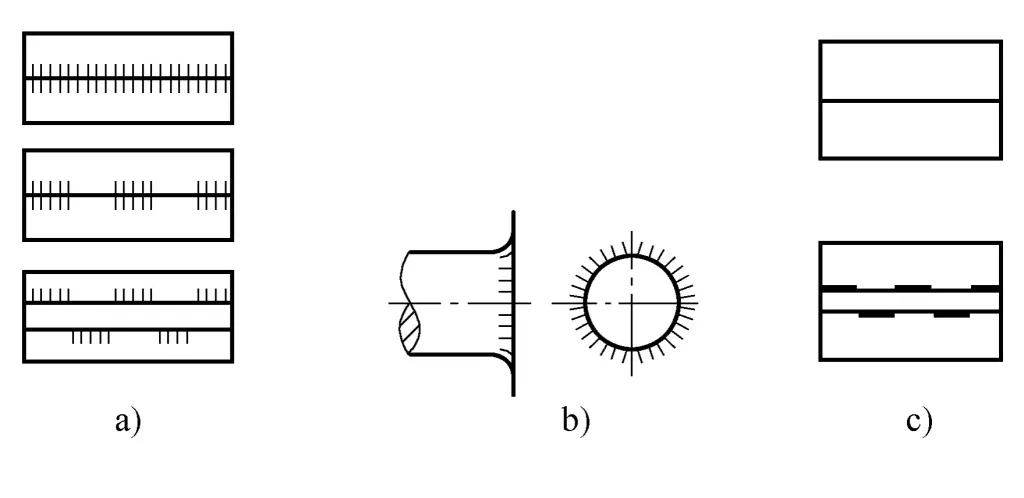
On distingue les soudures continues et les soudures intermittentes. Les soudures intermittentes sont également divisées en types décalés et parallèles, comme le montre la figure 2-50. Outre la taille du bord de la soudure K, la longueur L et l'espacement e de chaque segment de la soudure intermittente doivent également être indiqués, et le symbole "Z" représente la soudure en quinconce.
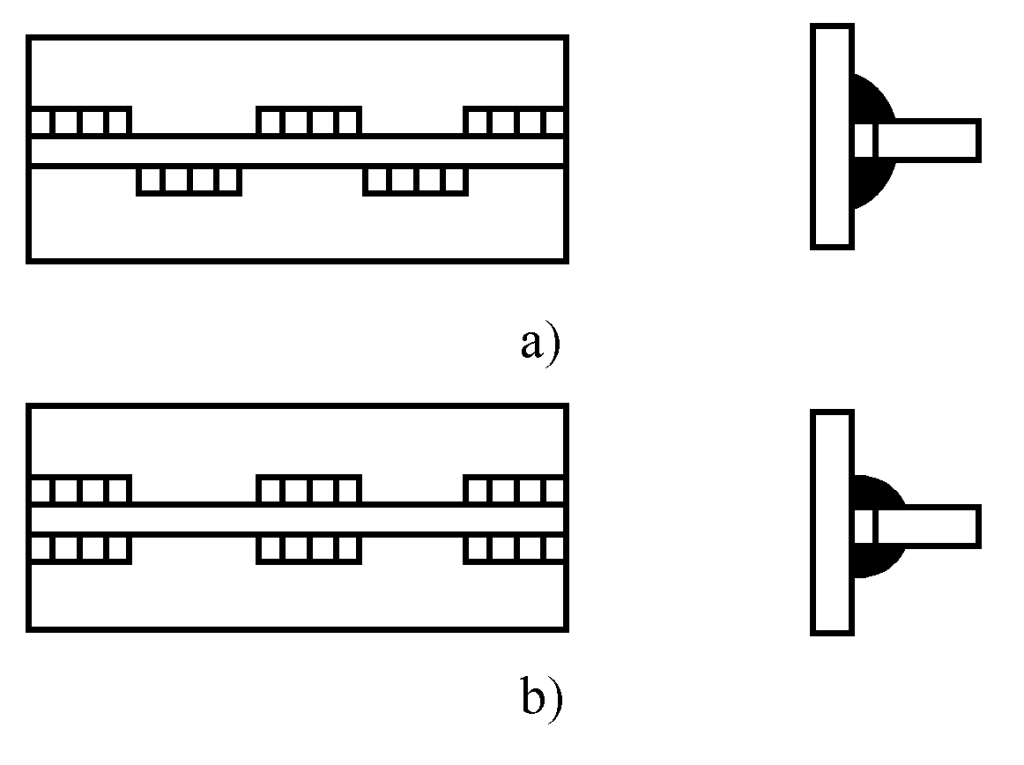
a) Échelonné
b) Parallèle
(4) Selon les différentes fonctions de la soudure
On distingue les soudures porteuses qui supportent les charges, les soudures de raccordement qui ne supportent pas directement les charges mais servent uniquement à raccorder, les soudures d'étanchéité principalement utilisées pour empêcher les fuites de fluides, et les soudures de positionnement qui sont soudées avant le soudage formel pour assembler et fixer la position des joints sur la pièce à usiner de longueur réduite.
(5) En fonction de la forme de la soudure et de sa position au niveau du joint
On distingue les soudures bout à bout qui forment des joints d'about ; les soudures d'arête appliquées au laminage du bord de la pièce ; les soudures en bouchon formées par le soudage d'un trou rond ouvert dans l'une des deux plaques superposées ; les soudures circonférentielles réparties le long de la circonférence de pièces sphériques ou cylindriques dont les extrémités sont jointes ; et les soudures à ras dont les surfaces sont meulées pour être à ras de la surface du matériau de base, etc.
(1) Largeur de la soudure
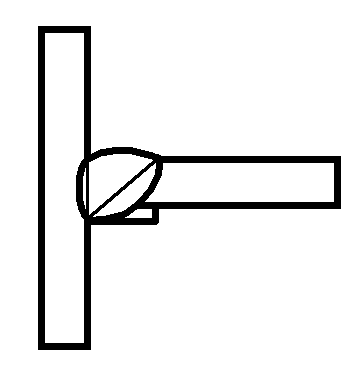
La jonction entre la surface de la soudure et le matériau de base est appelée le bord de la soudure. Dans la section transversale d'une soudure en une passe, la distance entre les deux pointes de soudure est appelée largeur de la soudure, comme le montre la figure 2-51.
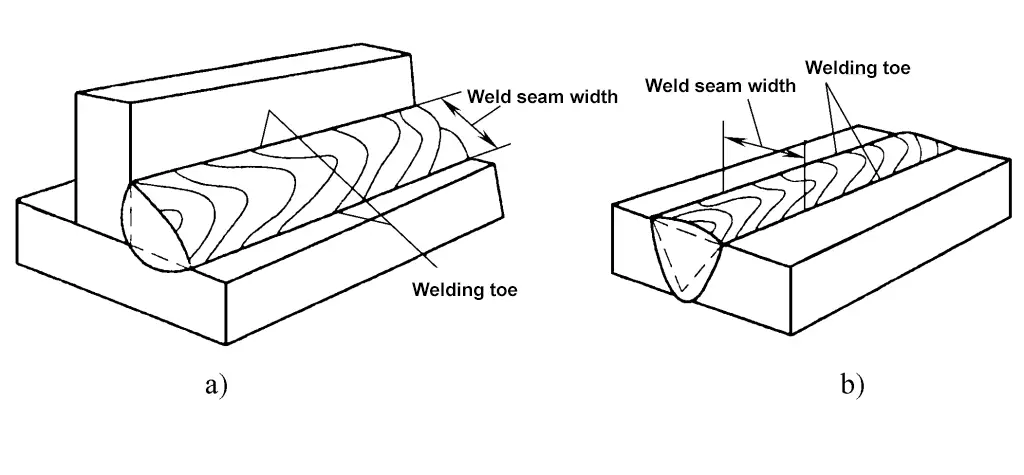
a) Articulation en T
b) Jonction bout à bout
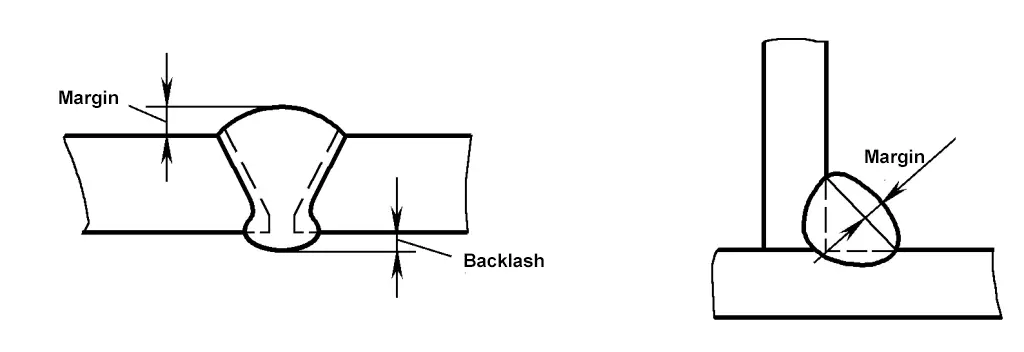
(2) Hauteur excessive
Dans les soudures bout à bout, la hauteur du métal soudé au-dessus de la ligne reliant les pointes de la soudure de surface est appelée surépaisseur, comme le montre la figure 2-52. La surépaisseur augmente la section transversale de la soudure, améliore la résistance et peut accroître la sensibilité des films radiographiques, mais elle est susceptible de provoquer une concentration de contraintes au niveau des points de soudure. Par conséquent, la surépaisseur ne doit pas être inférieure au matériau de base, mais elle ne doit pas non plus être trop élevée. La norme nationale spécifie que la hauteur de l'excédent pour le soudage à l'arc sous protection métallique est de 0 à 3 mm, et pour le soudage à l'arc sous protection métallique de 0 à 3 mm. soudage à l'arc submergéLa hauteur de l'excédent est de 0 à 4 mm.
(3) Profondeur de pénétration
Dans la section transversale du joint soudé, la profondeur de fusion du matériau de base est appelée profondeur de pénétration, comme le montre la figure 2-53. Lorsque le matériau d'apport (baguette de soudure ou fil) est fixe, la profondeur de pénétration est déterminée par la composition chimique de la soudure.
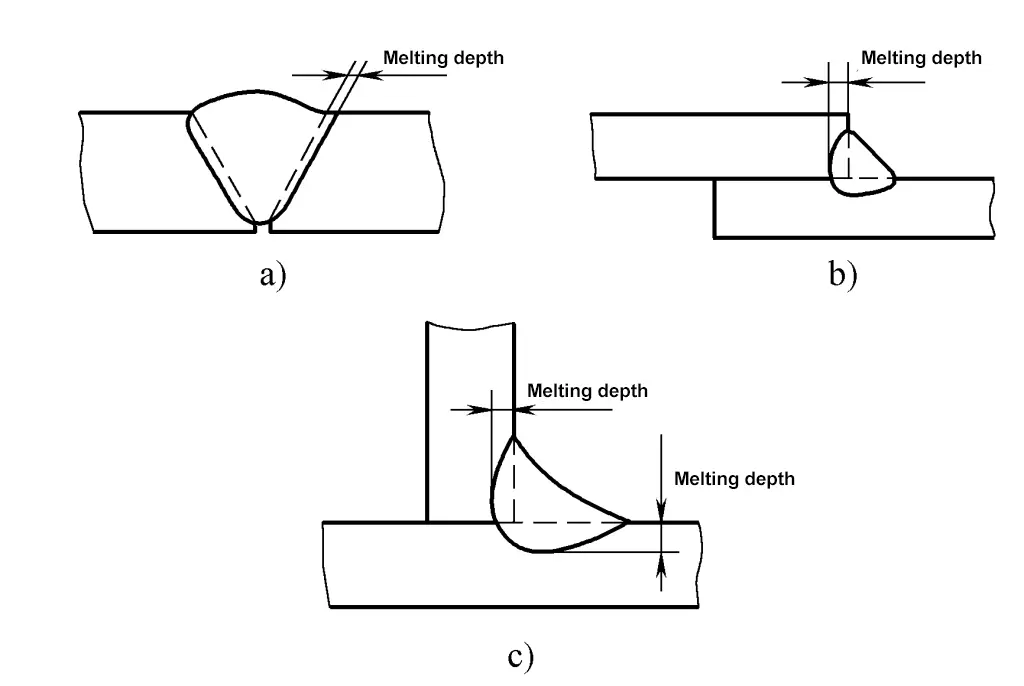
a) Profondeur de fusion de l'articulation bout à bout
b) Profondeur de fusion du joint Lap
c) Profondeur de fusion de l'articulation en T
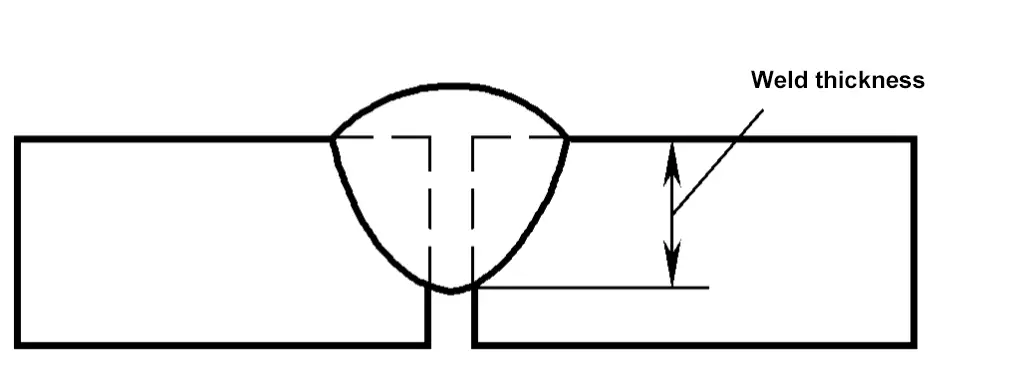
(4) Épaisseur de la soudure
Dans la section transversale de la soudure, la distance entre l'avant et l'arrière de la soudure est appelée épaisseur de la soudure, comme le montre la figure 2-54.
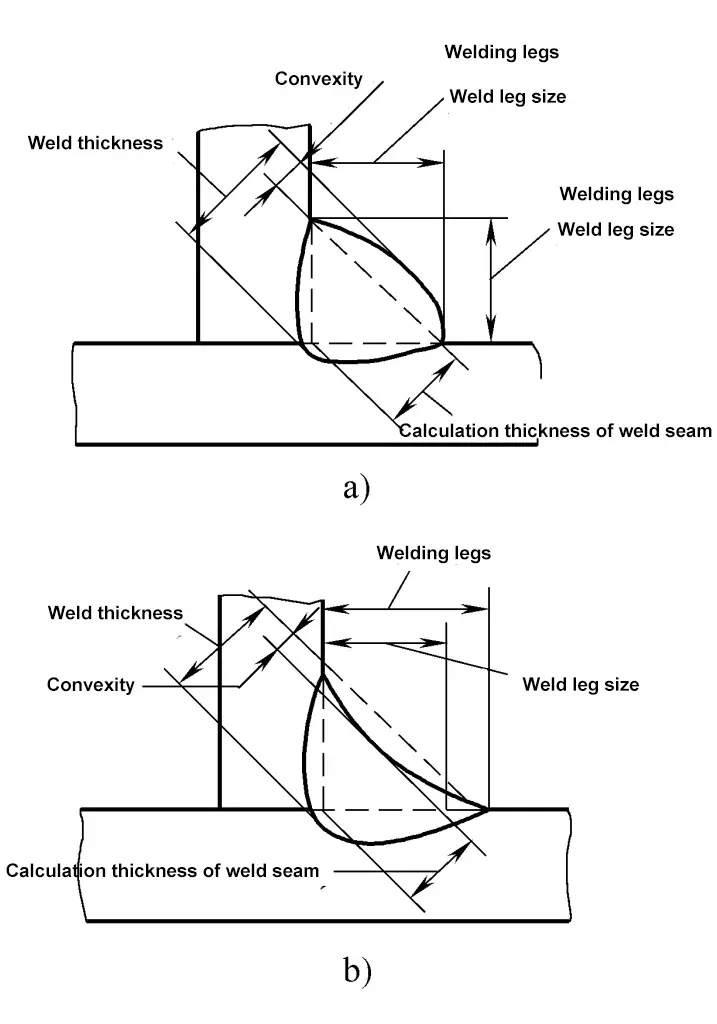
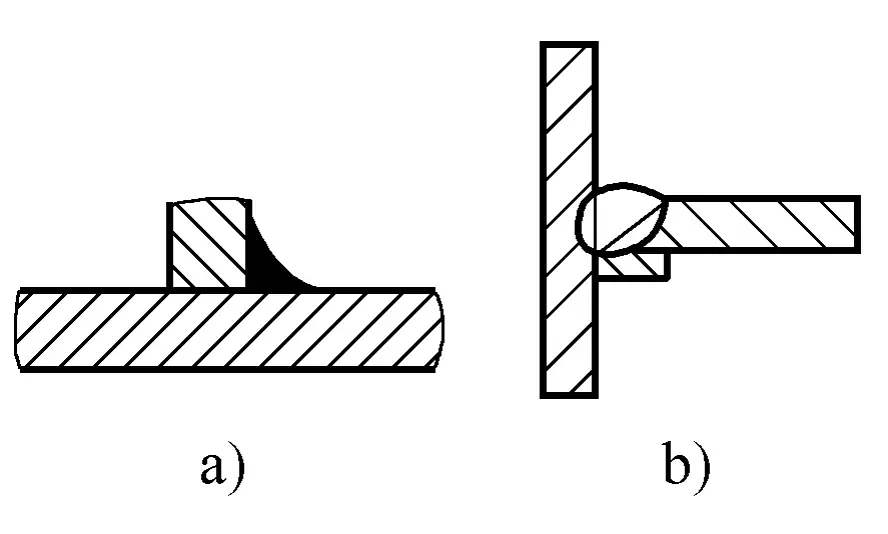
(5) Forme et taille des soudures d'angle
En fonction de la forme extérieure de la soudure d'angle, les soudures d'angle peuvent être divisées en deux types : les soudures d'angle avec une surface surélevée sont appelées soudures d'angle convexes ; les soudures d'angle avec une surface concave sont appelées soudures d'angle concaves, comme le montre la figure 2-55. Dans certaines conditions, les soudures d'angle concaves présentent une concentration de contraintes beaucoup moins importante que les soudures d'angle convexes.
a) Soudure d'angle convexe
b) Soudure d'angle concave
1) Épaisseur du calcul de la soudure.
Dessinez le plus grand triangle isocèle à angle droit dans la section transversale de la soudure d'angle, la longueur perpendiculaire du sommet de l'angle droit à l'hypoténuse est l'épaisseur de calcul de la soudure. Si la section transversale de la soudure d'angle est un triangle droit isocèle standard, l'épaisseur de calcul de la soudure est égale à l'épaisseur de la soudure ; dans les soudures d'angle convexes ou concaves, l'épaisseur de calcul de la soudure est inférieure à l'épaisseur de la soudure.
2) La convexité de la soudure.
Dans la section transversale d'une soudure d'angle convexe, la distance maximale entre la ligne de pied de la soudure et la surface de la soudure, comme le montre la figure 2-55.
3) Concavité de la soudure.
Dans la section transversale d'une soudure d'angle concave, la distance maximale entre la ligne de pied de la soudure et la surface de la soudure, comme le montre la figure 2-55b.
4) Souder la jambe.
Dans la section transversale d'une soudure d'angle, la distance minimale entre une pointe de soudure sur une pièce et la surface d'une autre pièce ; la taille de la patte de soudure est la longueur du côté de l'angle droit dans le plus grand triangle droit isocèle dessiné dans la section transversale ; pour les soudures d'angle convexes, la taille de la patte de soudure est égale à la patte de soudure ; pour les soudures d'angle concaves, la taille de la patte de soudure est inférieure à la patte de soudure.
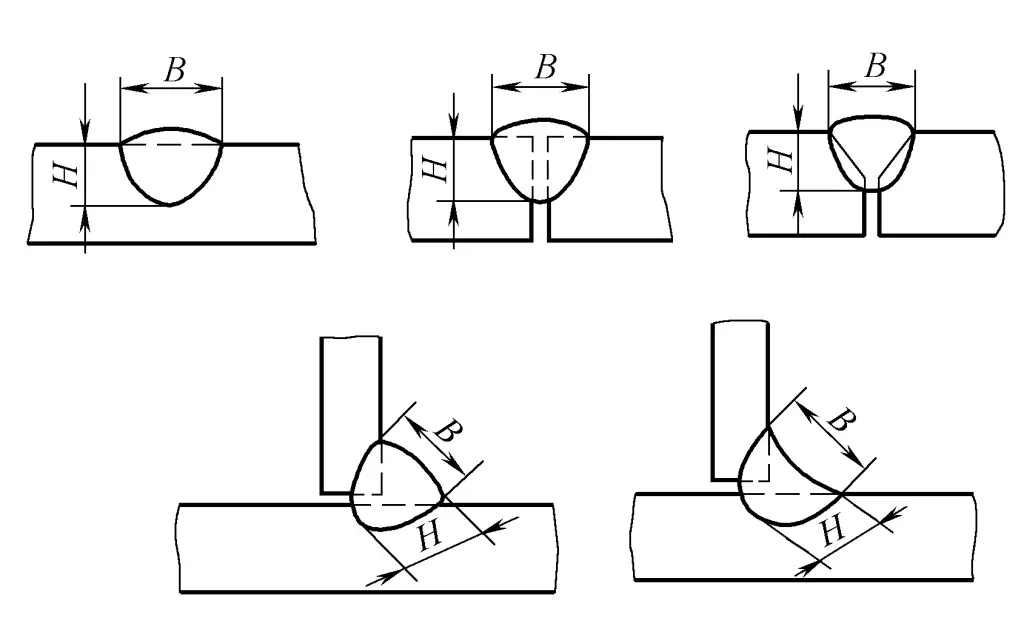
(6) Facteur de formation de la soudure
Pendant le soudage, le rapport entre la largeur de la soudure (B) et l'épaisseur calculée de la soudure (H) sur la section transversale d'un seul cordon de soudure (ψ=B/H) est appelé facteur de formation de la soudure, comme le montre la figure 2-56. Plus le facteur de formation de la soudure est faible, plus la soudure est étroite et profonde, ce qui la rend sujette à la porosité, à l'inclusion de laitier et à la fissuration. Par conséquent, le facteur de formation de la soudure doit conserver une certaine valeur, par exemple, le facteur de formation de la soudure pour le soudage à l'arc submergé doit être supérieur à 1,3.
(7) Ratio de fusion
Se réfère au pourcentage du matériau de base qui est fondu dans le métal de la soudure pendant le soudage.
Où ?
Lors du soudage d'acier fortement allié et de métaux non ferreux métauxLe rapport de fusion doit être contrôlé afin d'éviter les défauts de soudage.
Les symboles utilisés pour indiquer la méthode de soudage, la forme de la soudure et les dimensions de la soudure sur les dessins sont appelés symboles de soudage. Les symboles de soudure se composent généralement de symboles de base et de lignes de repère. Des symboles auxiliaires, des symboles supplémentaires et des symboles de dimensions de soudure peuvent également être ajoutés si nécessaire. Conformément aux dispositions de la norme GB/T324-2008 "Representation of Weld Symbols", les symboles de soudure peuvent être divisés selon les types suivants.
Les symboles de base sont utilisés pour représenter la forme de la section transversale ou les caractéristiques des soudures, voir le tableau 2-13. L'application des symboles de base est présentée dans le tableau 2-14.
| Non. | Nom | Schéma de principe | Symbole |
| 1 | Soudure à bord (avec fusion complète des bords) |  |  |
| 2 | Soudure en I | 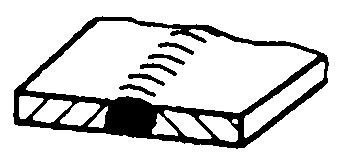 |  |
| 3 | Soudure en V | 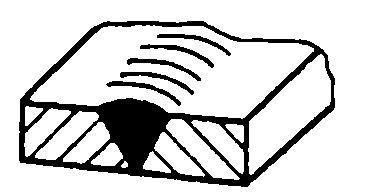 |  |
| 4 | Soudure en V à simple biseau | 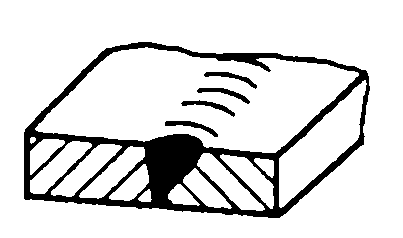 |  |
| 5 | Soudure en forme de V avec bord émoussé | 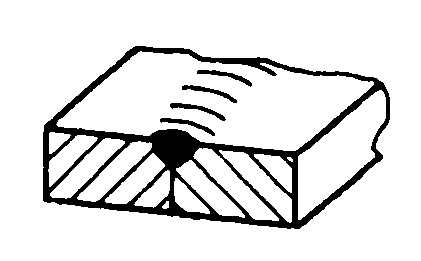 |  |
| 6 | Soudure en V à simple biseau avec arête émoussée | 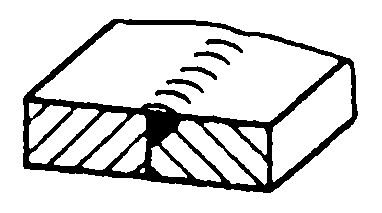 |  |
| 7 | Soudure en forme de U avec bord émoussé | 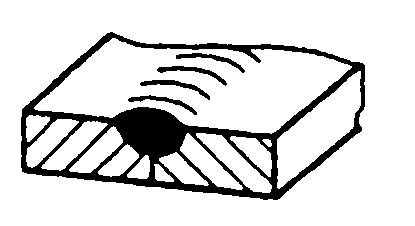 |  |
| 8 | Soudure en forme de J avec bord émoussé | 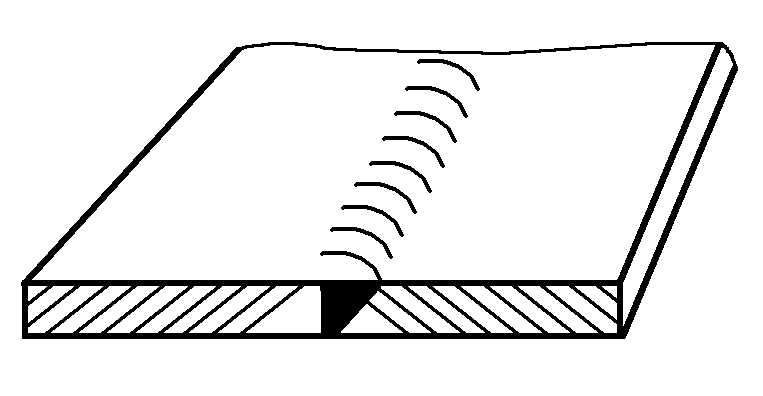 |  |
| 9 | Soudure d'appui | 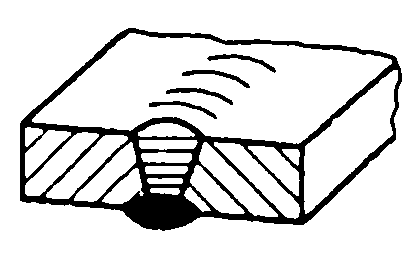 |  |
| 10 | Soudure d'angle | 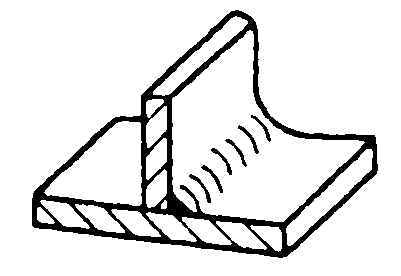 |  |
| 11 | Soudure en bouchon ou soudure en fente | 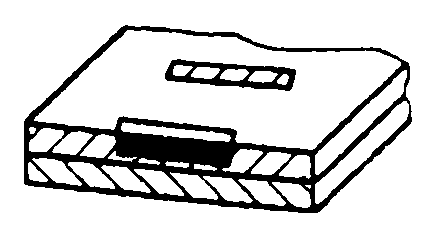 | 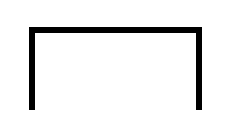 |
| 12 | Soudure par points | 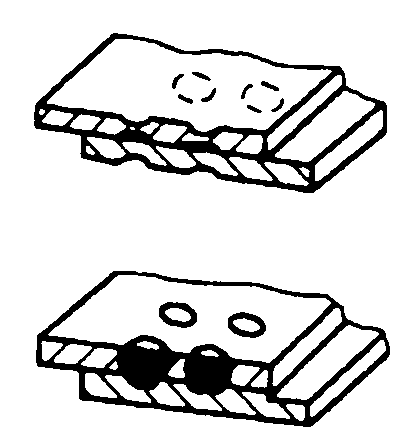 | 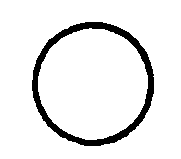 |
| 13 | Soudure à la molette | 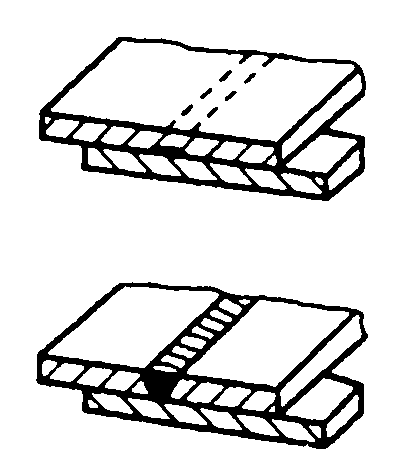 |  |
| 14 | Soudure en V à flancs raides | 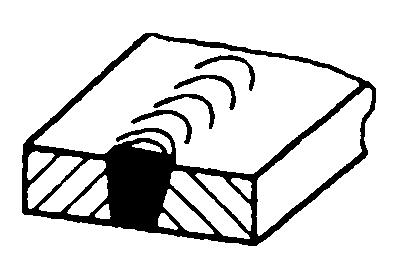 |  |
| 15 | Soudure en V simple à flancs abrupts | 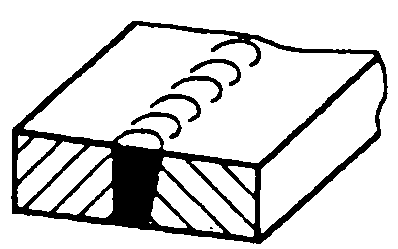 |  |
| 16 | Soudure d'extrémité | 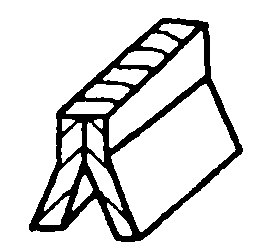 |  |
| 17 | Soudure par accumulation | 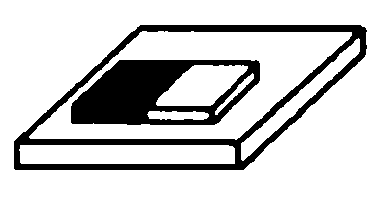 |  |
| 18 | Joint plat brasé | 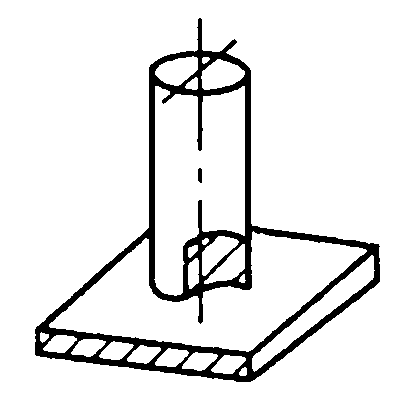 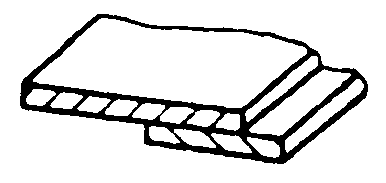 |  |
| 19 | Joint brasé biseauté | 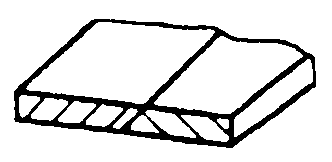 |  |
| 20 | Joint brasé plié | 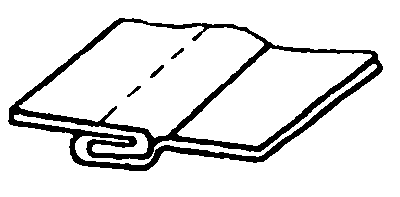 |  |
Tableau 2-14 : Exemples d'applications de symboles de base
| Non. | Symbole | Schéma | Exemple d'annotation |
| 1 |  | 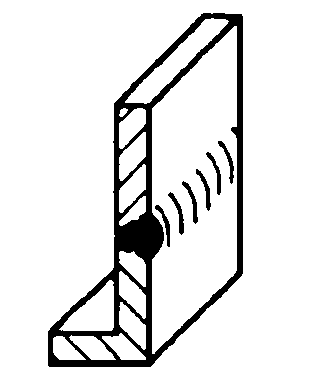 | 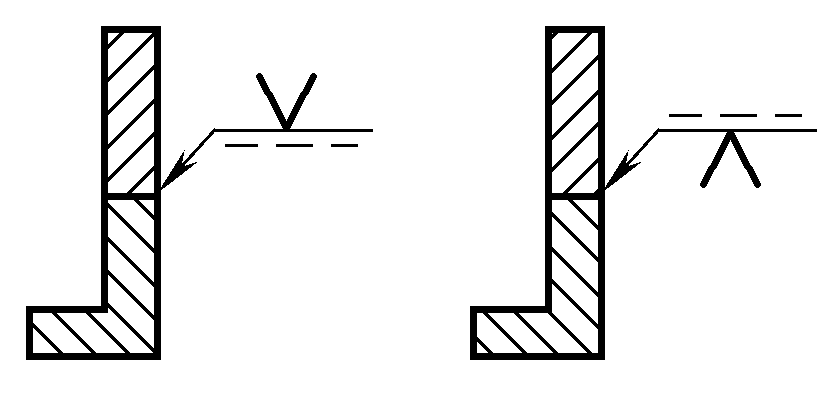 |
| 2 |  | 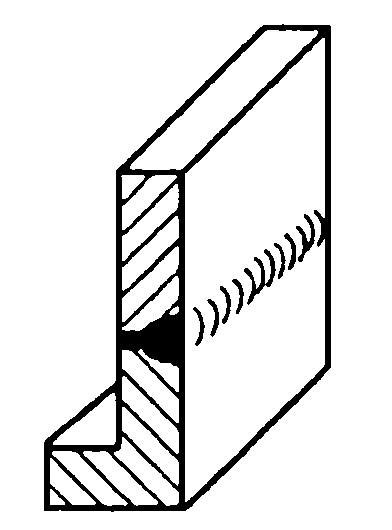 | 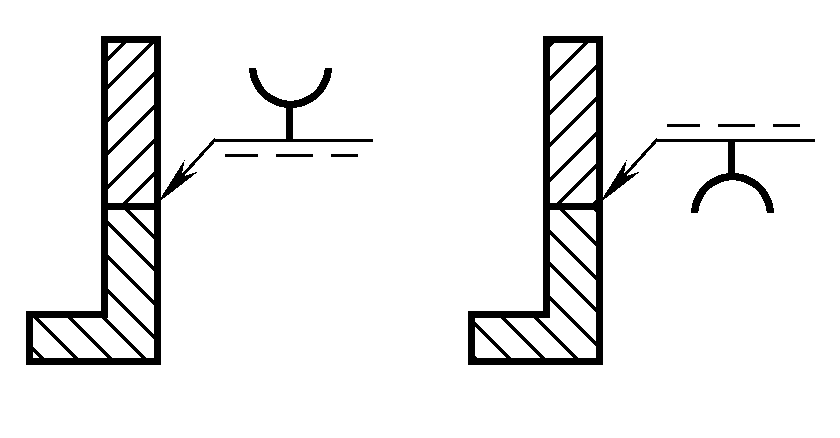 |
| 3 |  | 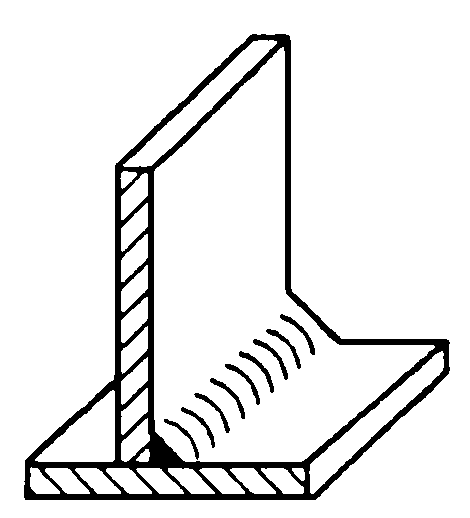 | 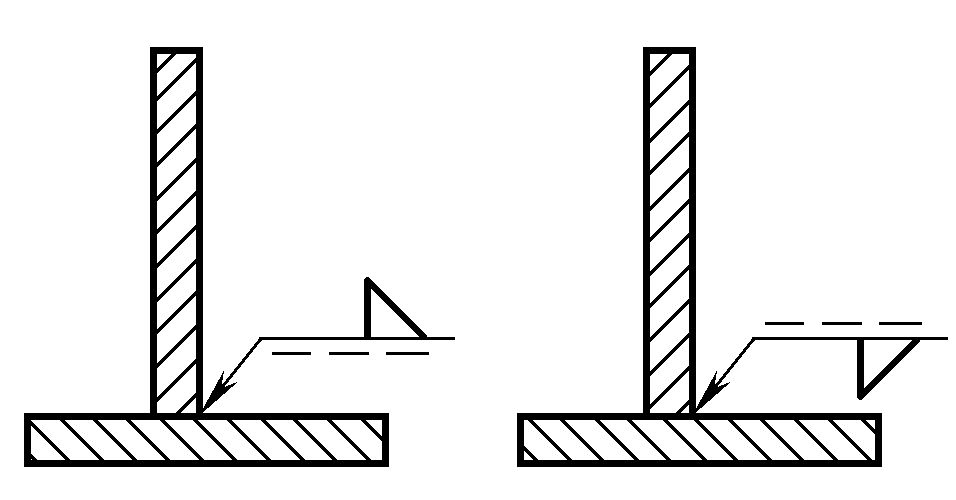 |
| 4 |  |  | 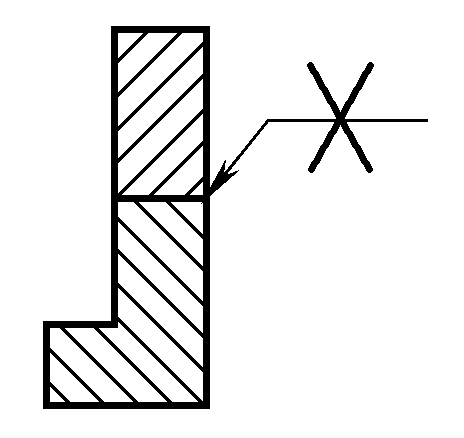 |
| 5 |  | 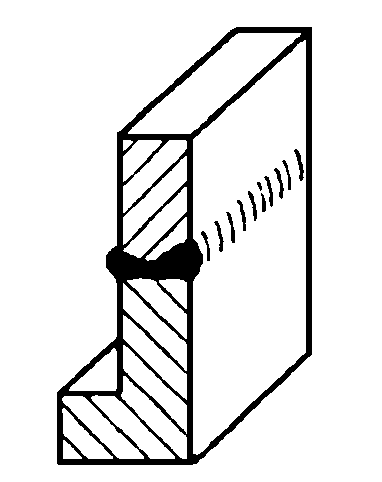 | 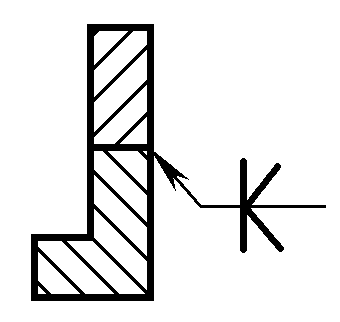 |
Remarque : lors du soudage de soudures ou de joints double face, les symboles de base peuvent être combinés, voir le tableau 2-15.
Tableau 2-15 Combinaison des symboles de base
| Non. | Symbole | Schéma | Exemple d'annotation |
| 1 | Soudure en V double face (X-weld) | 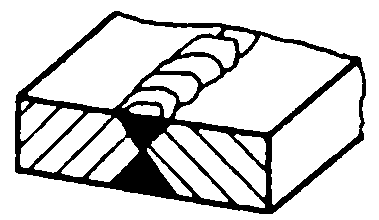 | 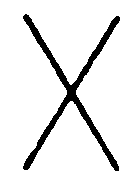 |
| 2 | Soudure double face en V simple (K-weld) | 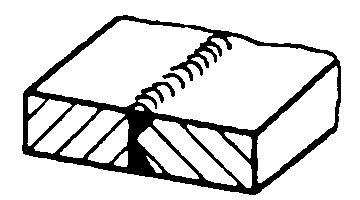 | 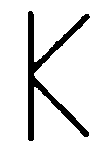 |
| 3 | Soudure en V double face avec un bord émoussé | 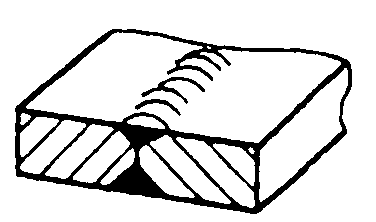 |  |
| 4 | Soudure double face en V simple avec un bord émoussé | 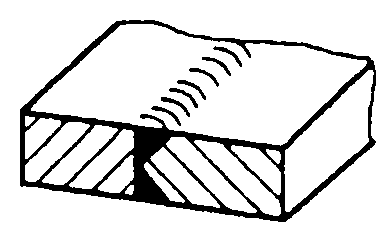 |  |
| 5 | Soudure en U double face | 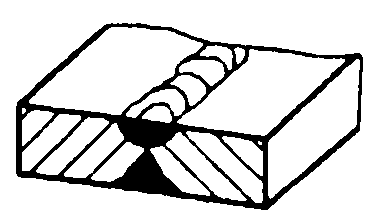 |  |
Les symboles supplémentaires sont utilisés pour fournir des informations complémentaires sur certaines caractéristiques des soudures ou des joints (telles que la forme de la surface, le support, la répartition des soudures, l'emplacement de la soudure, etc.)
1) Voir le tableau 2-16 pour les symboles supplémentaires.
Tableau 2-16 Symboles supplémentaires
| Non. | Nom | Symbole | Description |
| 1 | Plat | La surface du cordon de soudure est généralement usinée pour être plane. | |
| 2 | Concave |  | La surface du cordon de soudure est en retrait. |
| 3 | Convexe |  | La surface du cordon de soudure est saillante. |
| 4 | Une transition en douceur |  | La transition au niveau de la pointe de la soudure se fait en douceur. |
| 5 | Support permanent |  | Le support est conservé en permanence. |
| 6 | Support temporaire |  | Le support est retiré une fois le soudage terminé. |
| 7 | Soudure à trois côtés |  | La soudure est présente sur trois côtés. |
| 8 | Soudure périphérique |  | Soudure appliquée le long du périmètre de la pièce ; l'emplacement est marqué à l'intersection de la ligne de base et de la ligne fléchée. |
| 9 | Soudure sur site |  | Une soudure réalisée sur place. |
| 10 | Queue |  | Peut indiquer les informations requises. |
2) Les tableaux 2-17 et 2-18 donnent des exemples d'application et de marquage de symboles supplémentaires.
Tableau 2-17 Exemples d'application des symboles supplémentaires
| Non. | Nom | Symbole | Description |
| 1 | Soudure plate en V | 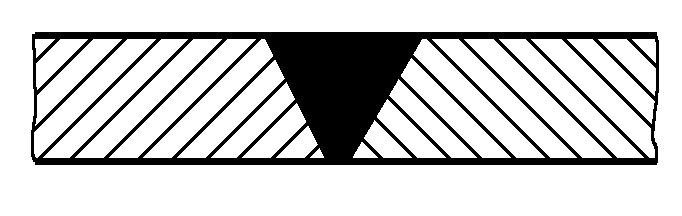 | 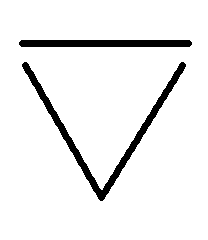 |
| 2 | Soudure double en V surélevée | 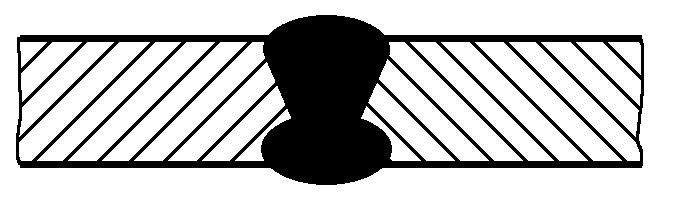 | 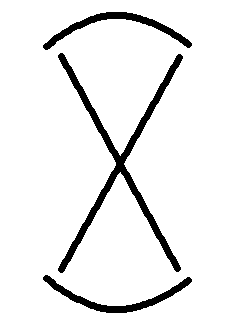 |
| 3 | Soudure d'angle en retrait | 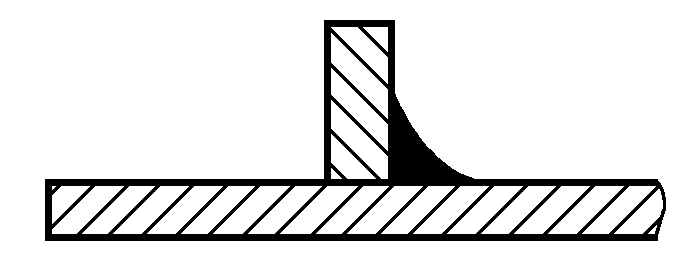 | 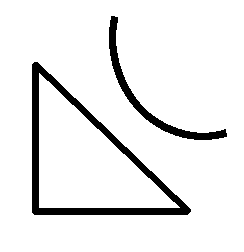 |
| 4 | Soudure plate en V avec une soudure d'appui |  | 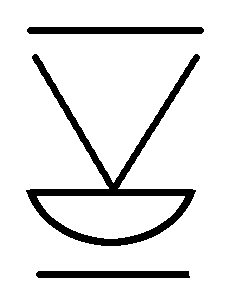 |
| 5 | Soudure d'angle avec une transition de surface lisse | 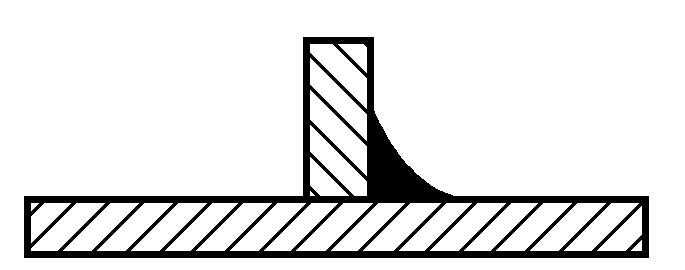 | 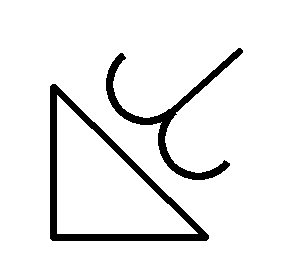 |
Tableau 2-18 Exemples de marquage de symboles supplémentaires
| Non. | Symbole | Schéma | Exemple d'annotation |
| 1 | 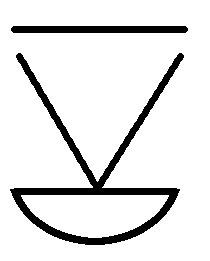 | 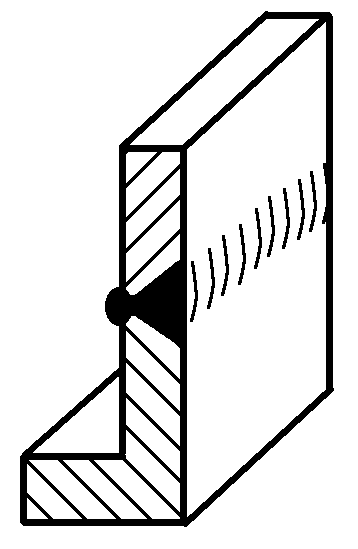 | 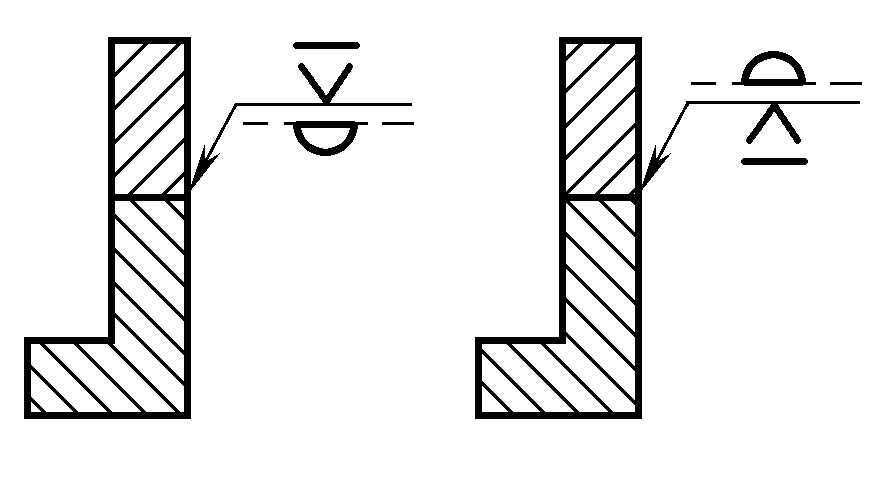 |
| 2 |  | 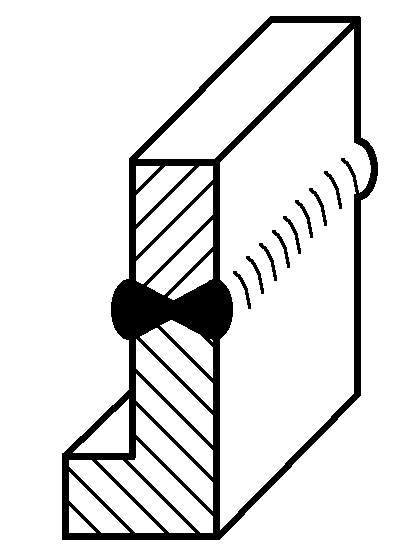 | 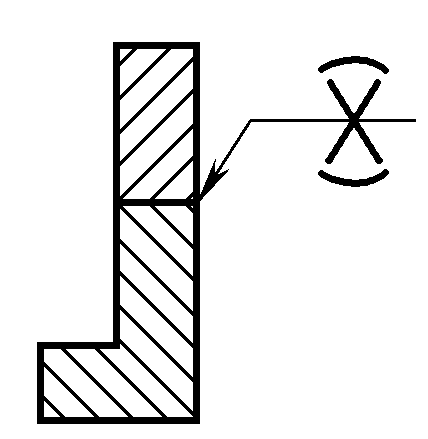 |
| 3 |  | 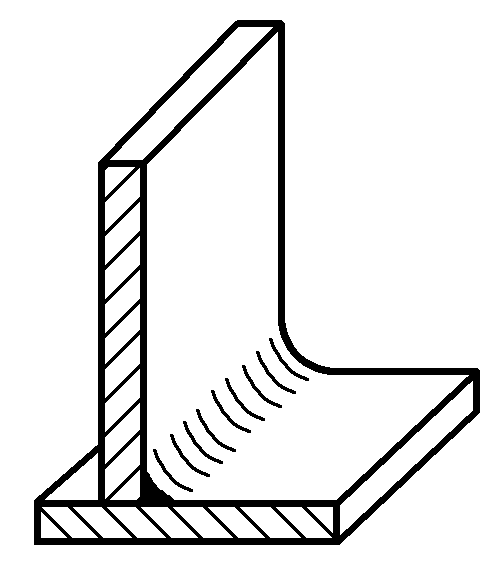 | 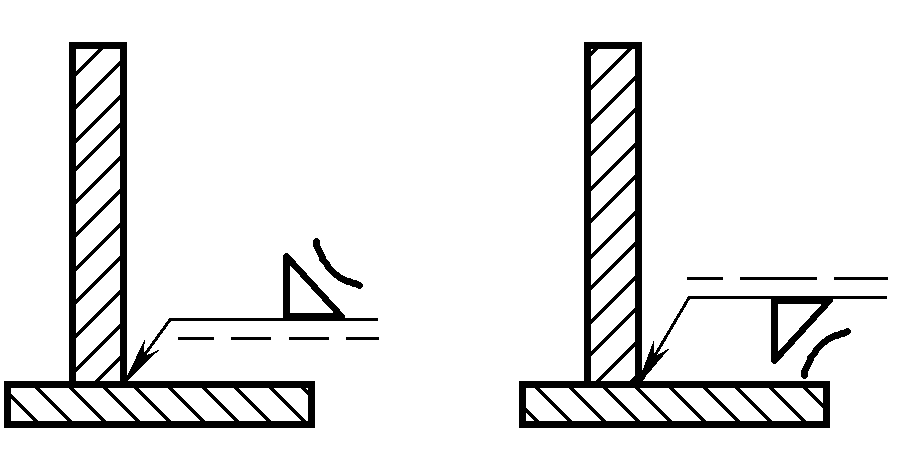 |
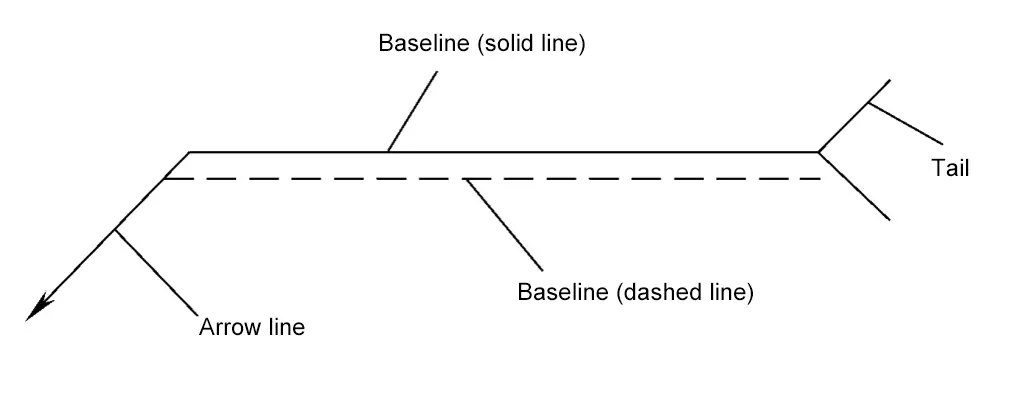
La ligne de guidage se compose d'une ligne fléchée, de lignes de référence (pleines et en pointillés) et d'une queue, comme le montre l'illustration 2-57.
(1) Ligne fléchée
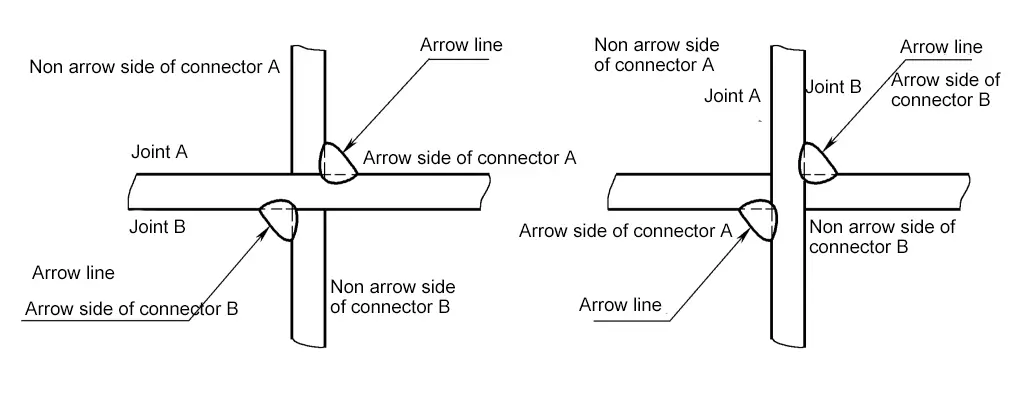
Le joint directement indiqué par la flèche est le "côté flèche" du joint, et le côté opposé est le "côté non flèche" du joint, comme le montre la figure 2-58.
(2) Ligne de référence
La ligne de référence doit généralement être parallèle au bord inférieur du dessin, mais elle peut aussi être perpendiculaire si nécessaire. Les positions des lignes pleines et des lignes en pointillé peuvent être interchangées selon les besoins. Lors du marquage de soudures symétriques ou de soudures double face, les lignes en pointillé peuvent être omises.
(3) Queue
Généralement omise. La queue n'est ajoutée qu'en cas d'exigences ou d'explications supplémentaires concernant la soudure.
Lorsqu'il est nécessaire de dessiner simplement les soudures dans le dessin, elles peuvent être représentées par des vues, des vues en coupe ou des vues en coupe transversale, ou être représentées schématiquement par des dessins isométriques.
Lors de la représentation des soudures à l'aide d'une vue, la méthode de dessin est illustrée à la figure 2-59, où les soudures représentées par la figure 2-59a et la série b de lignes pleines peuvent être dessinées à la main ; la soudure représentée par la figure 2-59c est indiquée par une ligne épaisse.
Dans la vue représentant la surface de la soudure, le contour de la soudure est généralement dessiné par un trait plein épais. Si nécessaire, la forme du biseau avant le soudage peut être dessinée par un trait plein fin, comme le montre la figure 2-60.
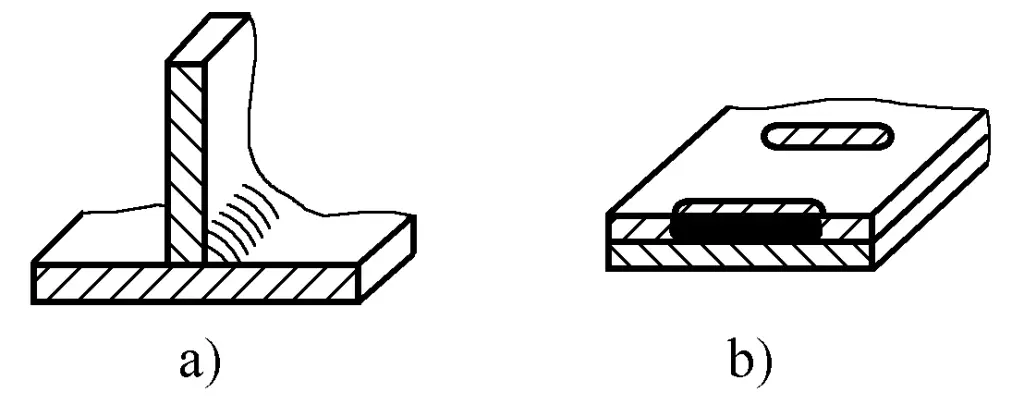
Dans une vue en coupe ou en coupe transversale, la zone de fusion du métal de la soudure est généralement ombrée en noir, comme le montre la figure 2-61a. S'il est également nécessaire de représenter la forme du biseau, etc., la partie de la zone de fusion est généralement délimitée par une ligne continue épaisse et, si nécessaire, la forme du biseau avant le soudage est dessinée par une ligne continue fine, comme le montre la figure 2-61b.
La méthode de représentation des soudures par un dessin isométrique est illustrée à la figure 2-62.
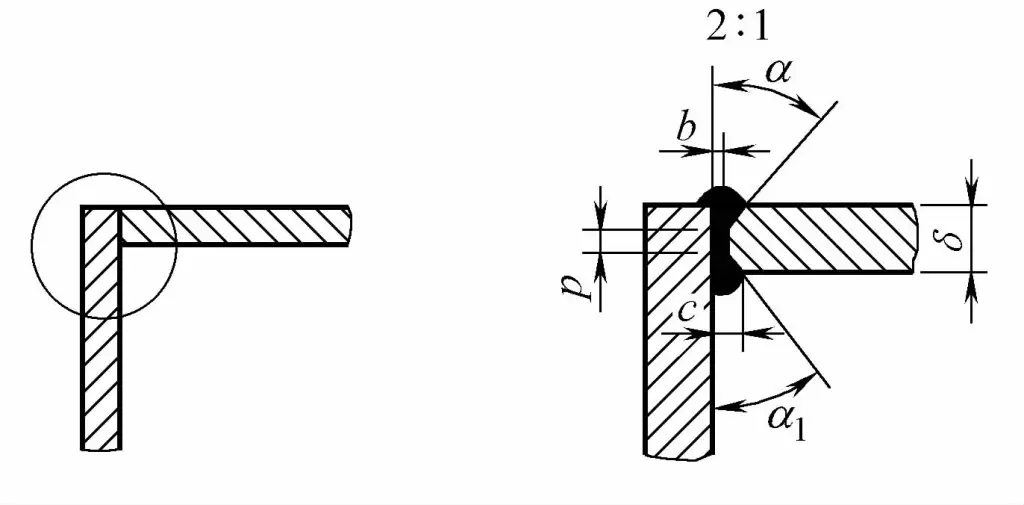
Si nécessaire, la zone de soudure peut être agrandie et étiquetée comme le montre la figure 2-63.
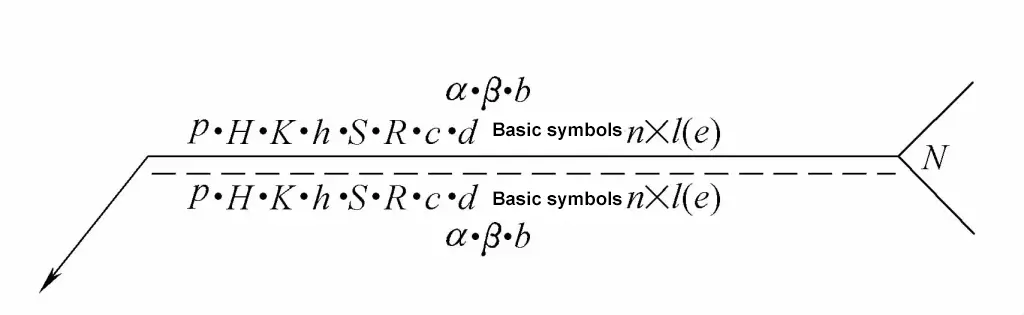
1) Les dimensions horizontales sont indiquées sur le côté gauche du symbole de base.
2) Les dimensions verticales sont indiquées à droite du symbole de base.
3) L'angle de biseau, l'angle de rainure et l'espace entre les racines sont indiqués en haut ou en bas du symbole de base.
4) La quantité de soudures identiques est indiquée à la fin.
5) Lorsque de nombreuses dimensions sont difficiles à distinguer, les symboles de dimension correspondants peuvent être marqués devant les données de dimension.
6) Les dimensions déterminant la position de la soudure ne doivent pas être indiquées dans le symbole de la soudure, mais doivent être indiquées sur le dessin.
7) Lorsqu'il n'y a pas de marques de dimensions sur le côté droit du symbole de base et qu'il n'y a pas d'autres instructions, cela signifie que la soudure est continue sur toute la longueur de la pièce.
8) Lorsqu'il n'y a pas de marques de dimensions sur le côté gauche du symbole de base et qu'il n'y a pas d'autres instructions, cela signifie que la soudure bout à bout doit être entièrement pénétrée.
9) Lorsque les soudures en bouchon et les soudures en fente ont des bords biseautés, les dimensions de leur fond doivent être marquées.
La méthode de marquage des symboles de dimension de la soudure est illustrée à la figure 2-64.
Les symboles courants des dimensions des soudures sont indiqués dans le tableau 2-19.
Tableau 2-19 Symboles courants de la taille des cordons de soudure
| Symbole | Nom | Schéma |
| δ | Épaisseur de la pièce | 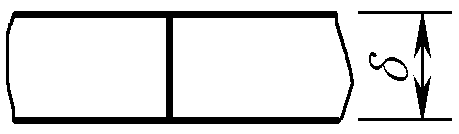 |
| α | Angle de biseau | 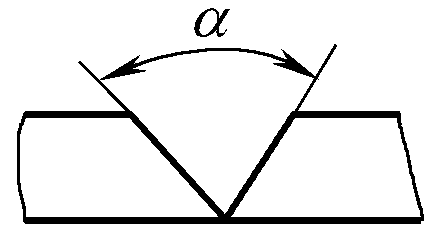 |
| β | Angle du biseau | 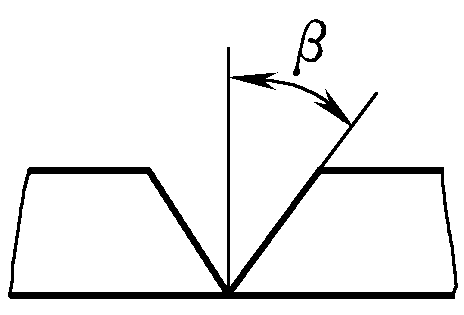 |
| b | Écart entre les racines | 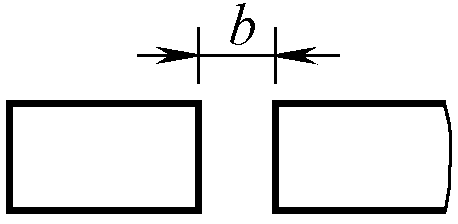 |
| P | Bord émoussé | 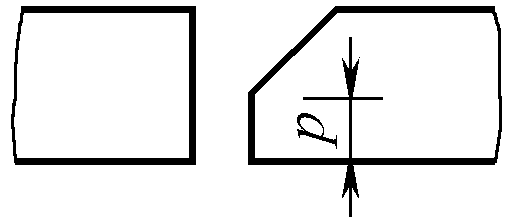 |
| R | Rayon de la racine | 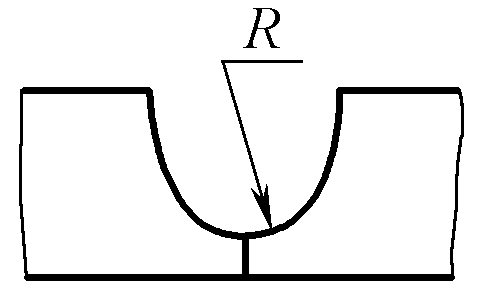 |
| H | Profondeur du biseau | 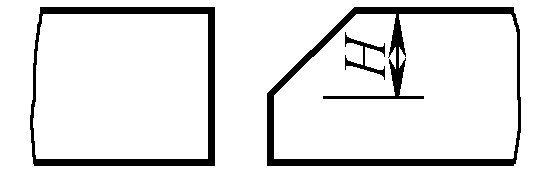 |
| S | Épaisseur effective de la soudure | 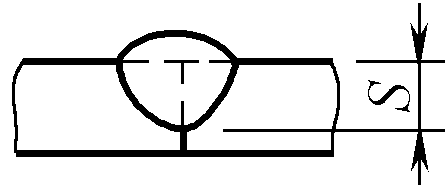 |
| c | Largeur de la soudure | 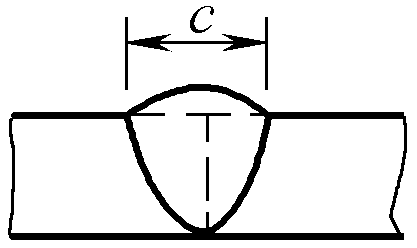 |
| K | Taille de l'embout de soudure | 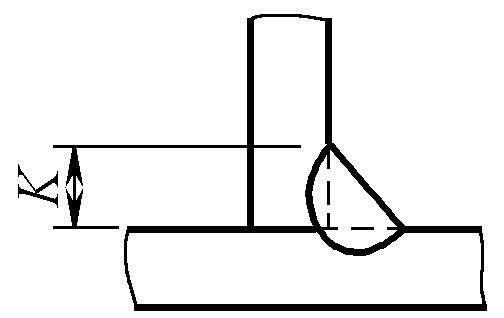 |
| d | Soudure par points : Diamètre de la pépite Bouchon à souder Diamètre du trou | 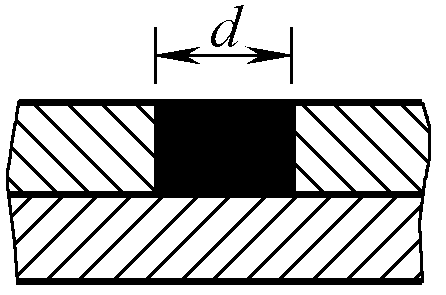 |
| n | Nombre de segments de soudure | 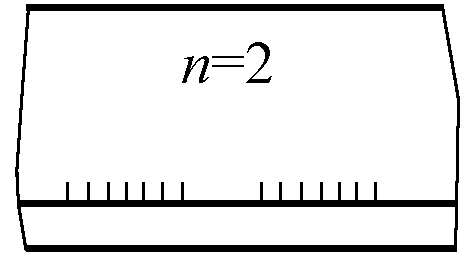 |
| l | Longueur de la soudure | 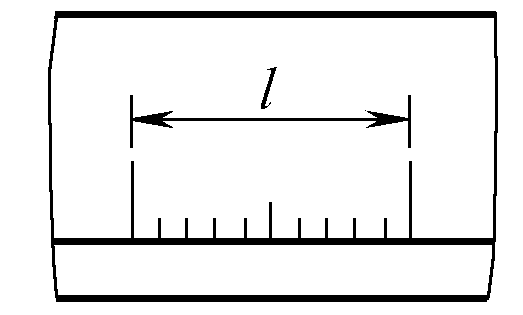 |
| e | Espacement des soudures | 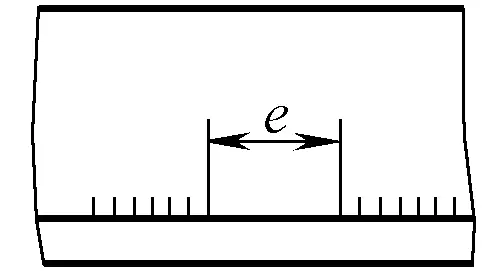 |
| N | Nombre de soudures identiques | 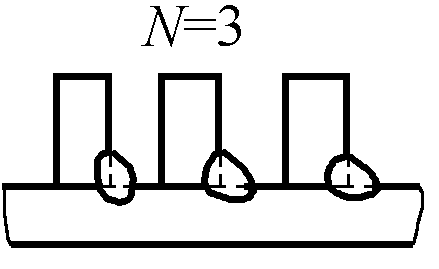 |
| h | Hauteur excessive | 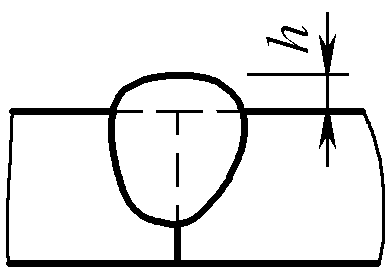 |
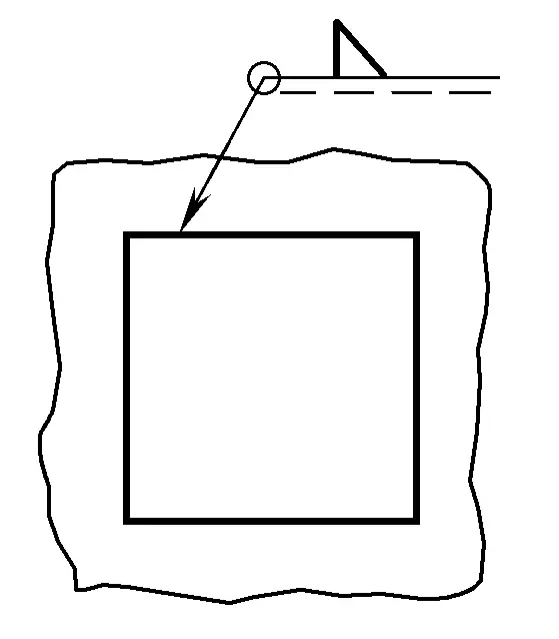
1) Soudure périphérique.
Lorsque le cordon de soudure entoure la pièce, un symbole circulaire peut être utilisé, comme le montre la figure 2-65.
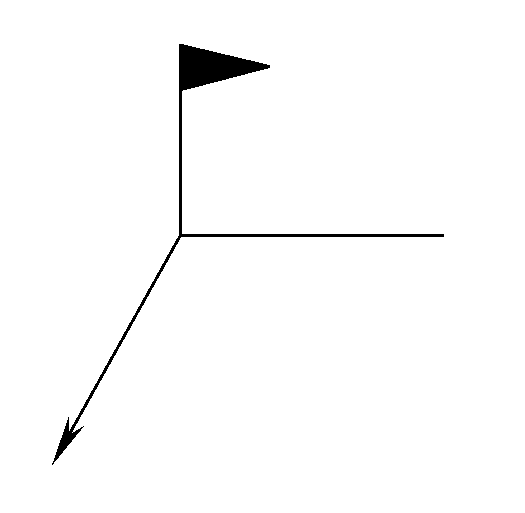
2) Soudure sur place.
Un petit drapeau représente une soudure sur le terrain ou sur site, comme le montre la figure 2-66.
L'application de l'annotation de la taille du symbole du cordon de soudure est présentée dans le tableau 2-20.
| Non. | Nom | Schéma | Symbole de dimension | Méthode d'annotation |
| 1 | Soudure bout à bout | 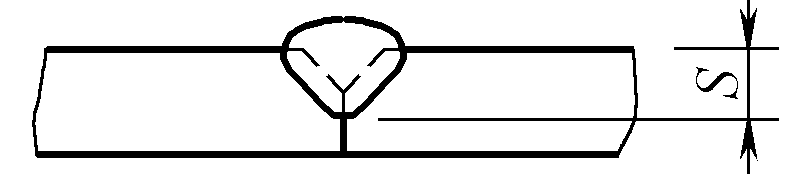 | S : Épaisseur effective de la soudure | 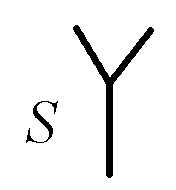 |
| 2 | Soudure d'angle continue | 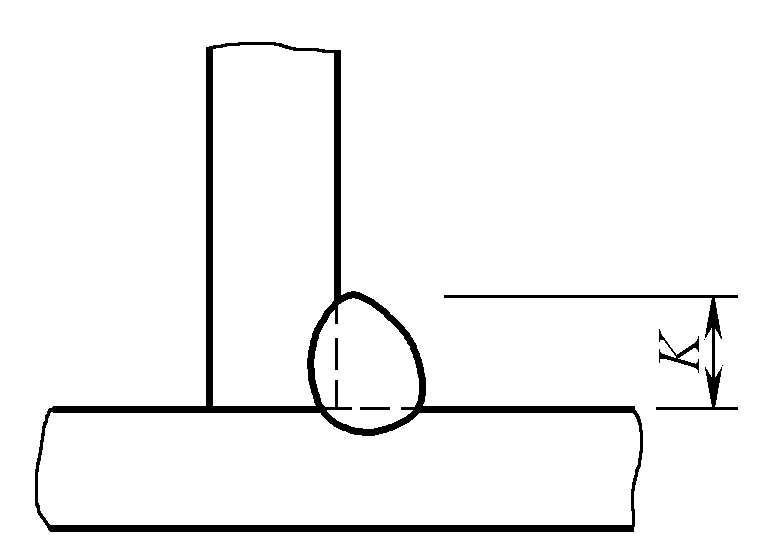 | K : Taille de la patte à souder | 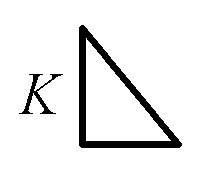 |
| 3 | Soudure d'angle intermittente |  | I : Longueur de la soudure e : Espacement n : Nombre de segments à souder K : Taille de la patte à souder |  |
| 4 | Soudure d'angle intermittente en quinconce |  | l : Longueur de la soudure e : Espacement n : Nombre de segments à souder K : Taille de la patte à souder |  |
| 5 | Soudure à l'étain ou Soudure par fente |  | l : Longueur de la soudure e : Espacement n : Nombre de segments à souder c : Largeur de la fente |  |
 | e : Espacement n : Nombre de segments à souder d : Diamètre du trou |  | ||
| 6 | Soudure par points |  | n : Nombre de points de soudure e : Distance entre les points de soudure d : Diamètre du noyau de fusion | 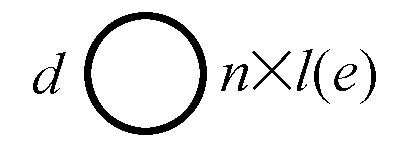 |
| 7 | Soudure à la molette | 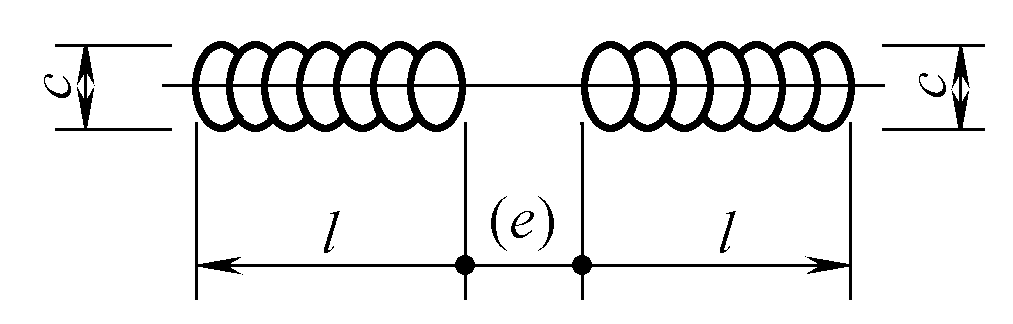 | l : Longueur de la soudure e : Espacement n : Nombre de segments à souder c : Largeur de la soudure | 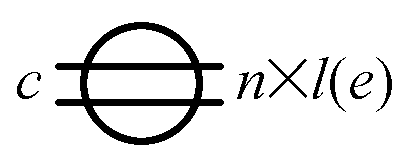 |
La méthode de notation simplifiée pour les symboles de soudure est présentée dans le tableau 2-21.
Tableau 2-21 Méthode de notation simplifiée pour les symboles de soudure
| Non. | Méthode d'annotation | Explication | Schéma |
| 1 | Annotation unique | Lors de l'annotation de la taille des soudures symétriques en quinconce dans un symbole de soudure, il est permis de n'annoter qu'une seule fois sur la ligne de référence. | 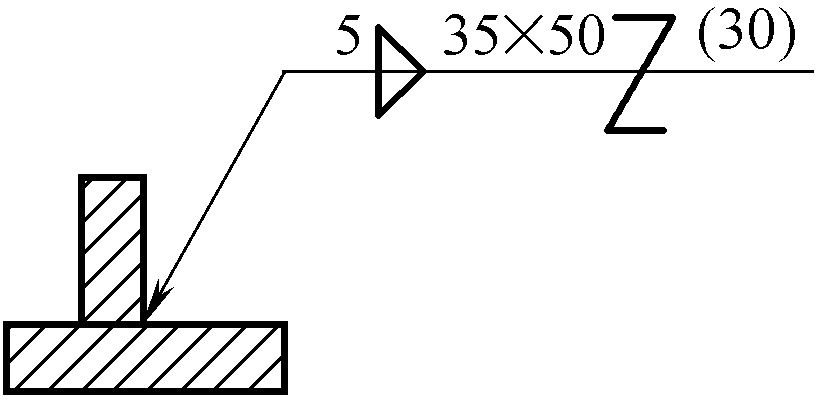 |
| 2 | Omission de l'annotation du nombre de segments | Lorsqu'il n'y a pas d'exigence stricte concernant le nombre de segments pour les soudures intermittentes, les soudures intermittentes symétriques et les soudures intermittentes en quinconce, il est permis d'omettre le nombre de segments de soudure. | 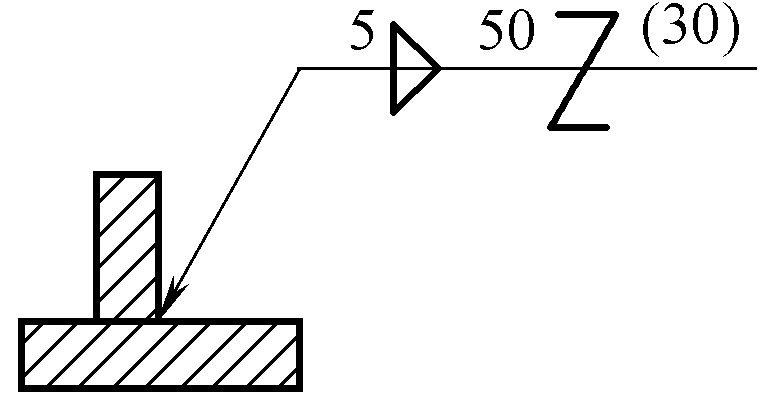 |
| 3 | Annotation collective | Dans un même dessin, lorsque plusieurs soudures ont la même taille de biseau et les mêmes symboles de soudure, une annotation collective peut être utilisée. | 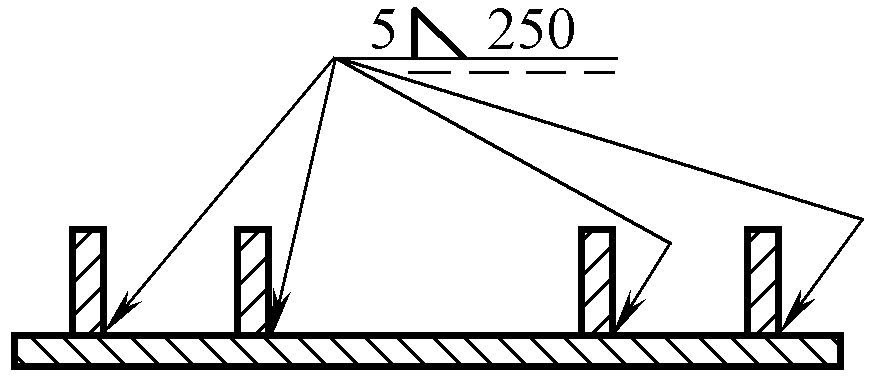 |
| 4 | Annotation de la quantité de soudure | Dans le même dessin, lorsque plusieurs soudures se trouvent au même endroit dans un joint, il est possible de simplifier en annotant la même quantité de soudure à la fin du symbole de la soudure. Cependant, les autres types de soudures doivent toujours être annotés séparément. | 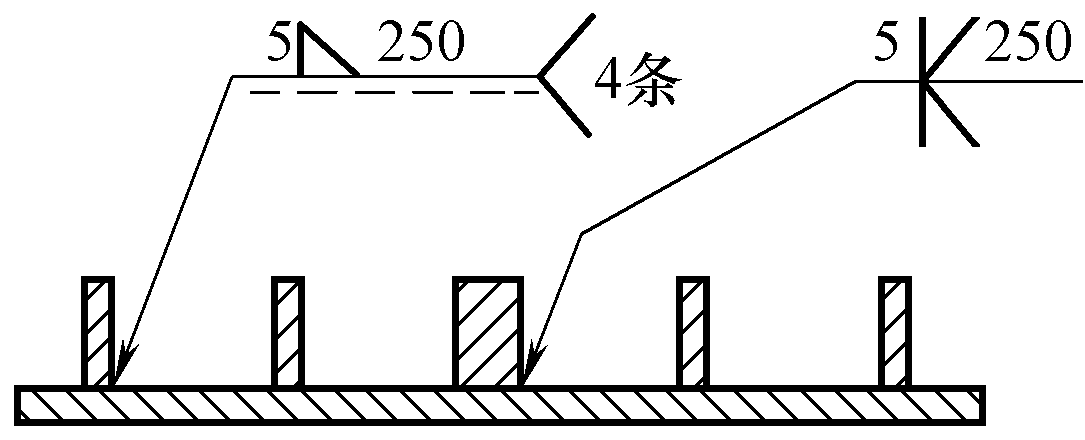 |
| 5 | Annotation du code simplifié | Pour simplifier la méthode d'annotation ou lorsque l'emplacement de l'annotation est limité, des codes de soudure simplifiés peuvent être annotés. Toutefois, la signification de ces codes simplifiés doit être expliquée sous le dessin ou près de la barre de titre. Lorsque des codes simplifiés sont utilisés, les codes et symboles expliqués sous le dessin ou près de la barre de titre doivent être 1,4 fois plus grands que ceux annotés sur le dessin. | 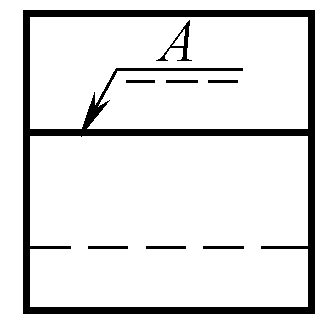 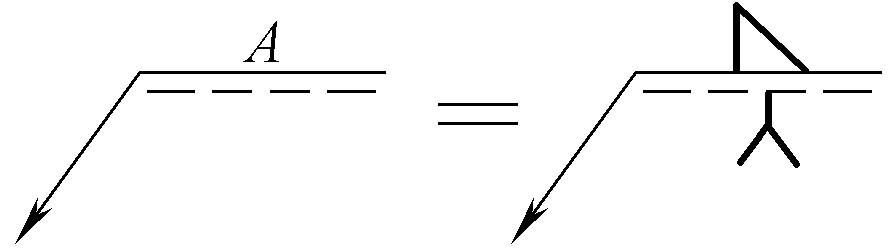 |
| 6 | Omission de la ligne de référence ou de l'annotation de la longueur de la soudure | Dans les cas où cela n'entraîne pas de malentendu, et lorsque la ligne fléchée pointe vers la soudure alors qu'il n'y a pas d'exigences en matière de soudure du côté non fléché, il est permis d'omettre la ligne de référence (ligne en pointillés) du côté non fléché. Lorsque les positions de début et de fin de la longueur de la soudure sont claires (déterminées par les dimensions des composants, etc.), il est permis d'omettre la longueur de la soudure dans le symbole de la soudure. | 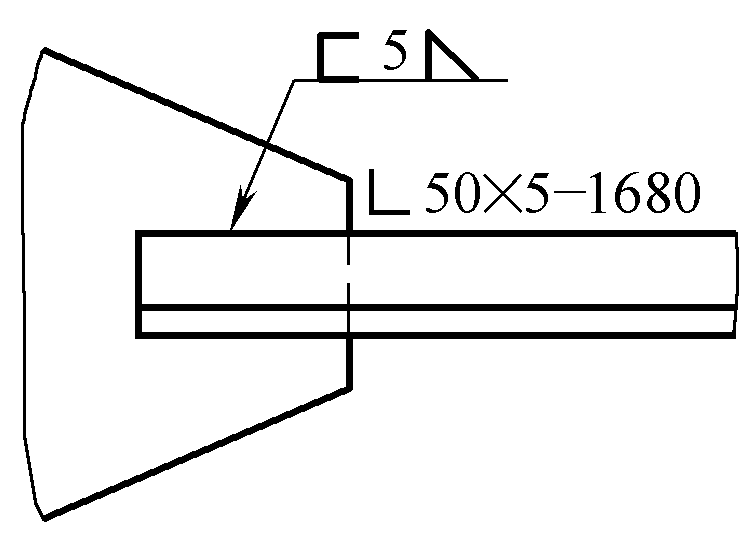 |
Tableau 2-22 Codes des méthodes de soudage et des procédés connexes (extrait de GB/T5185-2005)
| Code | Méthode de soudage |
|---|---|
| 1 | Soudage à l'arc |
| 101 | Soudage à l'arc métallique |
| 11 | Soudage à l'arc sans gaz |
| 111 | Soudage à l'arc sous protection métallique |
| 112 | Soudage par gravité |
| 114 | Soudage à l'arc avec fil fourré autoprotégé |
| 12 | Soudage à l'arc submergé |
| 121 | Soudage à l'arc submergé monofilaire |
| 121 | Soudage à l'arc submergé sous laitier |
| 123 | Soudage à l'arc submergé multifilaire |
| 124 | Soudage à l'arc submergé avec ajout de poudre métallique |
| 125 | Soudage à l'arc submergé avec fil fourré |
| 13 | Soudage à l'arc sous protection gazeuse |
| 131 | Soudage au gaz inerte métallique (MIG) |
| 135 | Soudage sous gaz actif métallique (MAG) |
| 156 | Soudage à l'arc avec fil fourré sous protection gazeuse non inerte |
| 137 | Soudage à l'arc avec fil fourré sous protection gazeuse inerte |
| 14 | Soudage à l'arc sous protection gazeuse avec électrode non consommable |
| 141 | Soudage au gaz inerte de tungstène (TIG) |
| 15 | Soudage à l'arc plasma |
| 151 | Soudage plasma arc MIG |
| 152 | Surfaçage des poudres par arc plasma |
| 18 | Autres méthodes de soudage à l'arc |
| 185 | Soudage bout à bout à l'arc magnétique |
| 2 | Soudage par résistance |
| 21 | Soudage par points |
| 211 | Soudage par points sur une seule face |
| 212 | Soudage par points double face |
| 22 | Soudage de joints |
| 221 | Soudage par recouvrement |
| 222 | Soudage à plat |
| 225 | Soudage bout à bout en couche mince |
| 226 | Soudage à la molette |
| 23 | Soudage par projection |
| 231 | Soudage par projection sur une seule face |
| 232 | Soudage par projection double face |
| 24 | Soudage par étincelle |
| 241 | Soudage par étincelage préchauffé |
| 242 | Soudage par étincelle non préchauffé |
| 25 | Soudage bout à bout par résistance |
| 29 | Autres méthodes de soudage par résistance |
| 291 | Soudage par résistance à haute fréquence |
| 3 | Soudage au gaz |
| 31 | Soudage à l'oxygaz |
| 311 | Soudage oxyacétylénique |
| 312 | Soudage à l'oxypropane |
| 313 | Soudage à l'oxyhydrogène |
| 4 | Soudage sous pression |
| 41 | Soudage par ultrasons |
| 42 | Soudage par friction |
| 44 | Soudage à haute énergie |
| 45 | Soudage par diffusion |
| 47 | Soudage pneumatique |
| 48 | Soudage à froid sous pression |
| 5 | Soudage par faisceau à haute énergie |
| 51 | Soudage par faisceau d'électrons |
| 511 | Soudage par faisceau d'électrons sous vide |
| 512 | Soudage par faisceau d'électrons sans vide |
| 52 | Soudage au laser |
| 521 | Soudage au laser à l'état solide |
| 522 | Soudage au laser à gaz |
| 7 | Autres méthodes de soudage |
| 71 | Soudage par thermosoudage |
| 72 | Soudage sous laitier électroconducteur |
| 73 | Soudage par points à l'arc sous protection gazeuse |
| 74 | Soudage par induction |
| 741 | Soudage bout à bout par induction |
| 742 | Soudage par induction |
| 75 | Soudage par rayonnement lumineux |
| 753 | Soudage par infrarouge |
| 77 | Soudage par résistance aux chocs |
| 78 | Soudage de goujons |
| 782 | Soudage par résistance des goujons |
| 783 | Soudage à l'arc de goujons avec virole céramique ou gaz de protection |
| 784 | Soudage de goujons à l'arc en court-circuit |
| 785 | Soudage de goujons par décharge de condensateur |
| 786 | Soudage de goujons par décharge de condensateur avec pointe d'allumage |
| 787 | Soudage à l'arc avec collier fusible |
| 788 | Soudage par friction de goujons |
| 8 | Découpage et découpe au gaz |
| 81 | Coupe à la flamme |
| 82 | Coupe à l'arc |
| 821 | Coupe à l'arc pneumatique |
| 822 | Oxycoupage |
| 83 | Découpe à l'arc plasma |
| 84 | Découpe au laser |
| 86 | Gougeage à la flamme |
| 87 | Gougeage à l'arc au carbone |
| 871 | Gougeage à l'arc au charbon d'air |
| 872 | Gougeage à l'arc à l'oxyde de carbone |
| 88 | Gougeage au plasma |
| 9 | Brasage, brasage fort et brasage tendre |
| 91 | Brasage dur |
| 911 | Brasage dur par infrarouge |
| 912 | Brasage dur à la flamme |
| 913 | Brasage dur des fours |
| 914 | Brasage dur par immersion |
| 915 | Brasage dur au bain de sel |
| 916 | Brasage dur par induction |
| 918 | Résistance Brasage dur |
| 919 | Brasage dur par diffusion |
| 924 | Brasage dur sous vide |
| 93 | Autres méthodes de brasage dur |
| 94 | Brasage tendre |
| 941 | Brasage tendre par infrarouge |
| 942 | Soudure douce à la flamme |
| 943 | Brasage tendre au four |
| 944 | Brasage tendre par immersion |
| 945 | Soudure douce au bain de sel |
| 946 | Brasage tendre par induction |
| 947 | Brasage tendre par ultrasons |
| 948 | Résistance Soudure douce |
| 949 | Soudure douce par diffusion |
| 951 | Soudure à la vague |
| 952 | Fer à souder |
| 954 | Brasage tendre sous vide |
| 956 | Soudure par traînée |
| 96 | Autres méthodes de brasage tendre |
| 97 | Brasage |
| 971 | Brasage au gaz |
| 972 | Brasage à l'arc |
Note : Les méthodes de soudage suivantes ont été supprimées dans la nouvelle norme (GB/T5185-2005) par rapport à l'ancienne norme (GB/T5185-1985). Ces méthodes de soudage peuvent encore être utilisées pour des occasions spéciales ou apparaître dans divers documents du passé.
Tableau 2-23 Exemples de codes de méthodes de soudage
| Exemple d'annotation | Signification |
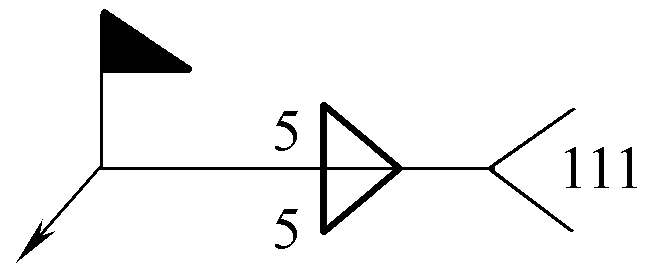 | Les soudures d'angle symétriques d'une dimension de 5 mm sont réalisées sur le chantier à l'aide d'un système de soudage à l'arc sous protection. |
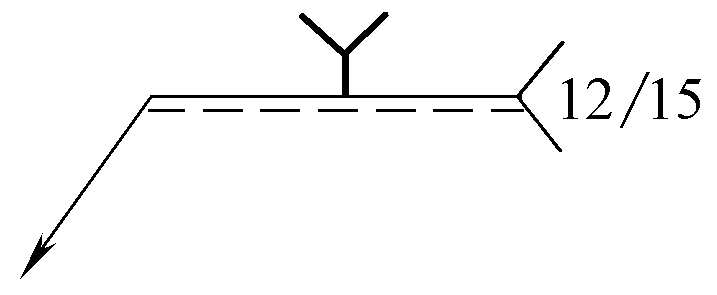 | Dans le cas d'une soudure en V émoussée, il faut d'abord effectuer un soudage à l'arc plasma à la racine, puis couvrir la surface avec un soudage à l'arc submergé. |