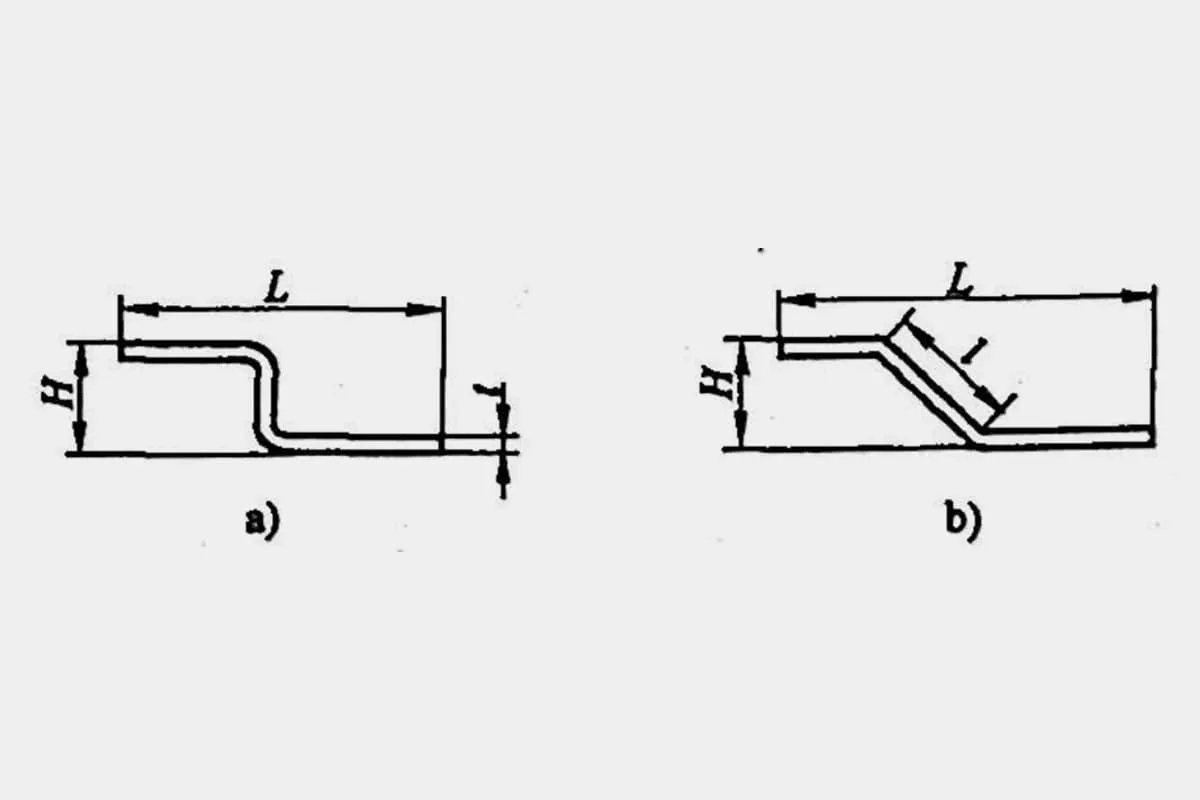
Altezza minima di curvatura a Z
Quando si lavora con la piegatura a Z nella fabbricazione dei metalli, il raggiungimento della corretta altezza minima di piegatura è essenziale per garantire precisione e...
Quanto si può scendere con la piegatura a V? La comprensione dell'altezza minima di piegatura è fondamentale per la precisione nella lavorazione dei metalli. Questo articolo approfondisce i fattori chiave che determinano questo parametro, concentrandosi sulla larghezza della scanalatura dello stampo e sullo spessore della lamiera. Proseguendo nella lettura, scoprirete le formule e le linee guida essenziali per ottenere piegature ottimali senza compromettere l'integrità strutturale.

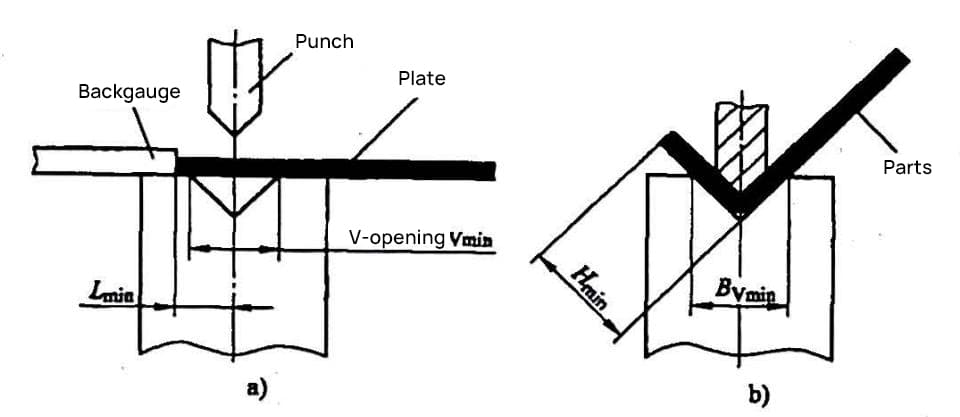
Il fattore chiave che influenza l'altezza di curvatura della macchina piegatrice è la larghezza della scanalatura dello stampo. L'altezza minima di curvatura nella piegatura a V è mostrata nella Figura 1. Lo stato iniziale di una piegatura a V semplice è mostrato nella Figura 1a.
Dalla figura, si può notare che quando la flessione consente la dimensione minima Lmin dalla linea di piegatura (linea simmetrica della scanalatura della matrice) al bordo della lamiera da piegare, la dimensione limite minima dell'altezza di piegatura della macchina piegatrice, o l'altezza minima di piegatura Hmin, è mostrato nella Figura 1b.
Pertanto, l'altezza minima di piegatura della piegatrice è determinata dalla larghezza della scanalatura della matrice.
1) Possiamo determinare il valore minimo Bvmin della larghezza della scanalatura della matrice necessaria per la piegatura di lastre di diverso spessore t secondo la formula (2-1).
Esempio 2-1:
Calcolare la larghezza minima della scanalatura della matrice Bvmin che può essere utilizzata per la piegatura di un materiale con spessore della lamiera t=1,5 mm.
Soluzione: Prendere Kb=6, sostituire t=1,5 mm nella formula (2-1) e ottenere Bvmin = 6 x 1,5 mm = 9 mm. Confrontando le specifiche della larghezza della scanalatura della matrice con quelle riportate sopra, è possibile scegliere una matrice inferiore con una larghezza della scanalatura di 10 mm (o 8 mm).
2) Dal diagramma di stato iniziale della flessione, possiamo vedere che la dimensione minima Lmin dalla linea di piegatura (linea simmetrica della scanalatura della matrice) al bordo della lastra è limitato dal valore minimo Bvmin della larghezza della scanalatura. Lmin deve essere maggiore di Bvmin/2. Tramite esperimenti, è stato dimostrato che:
Lmin= Bvmin/2 + f (2-2)
Dove f è un valore empirico (mm), di solito si considera f>0,5~1.
3) La relazione tra la dimensione minima Lmin dalla linea di piegatura (linea simmetrica dell'imboccatura dello stampo) al bordo della lamiera nella piegatura a V (90°) e l'altezza minima di piegatura H è la seguente:
Hmin=Lmin+t-x/2.
Sostituendo la formula (2-2) in questa formula si ottiene la formula di calcolo per l'altezza minima di curvatura nella curvatura a V:
Hmin=(Bvmin-x)/2+f+t (2-3)
Dove Hmin è l'altezza minima di curvatura (mm); x è il valore di correzione della parte R di curvatura (mm). Quando la curvatura φ=90° non utilizza la piastra di pressione, vedere la Tabella 1 per il valore di correzione della parte R. Quando φ=90° di flessione utilizza la piastra di pressione, vedere la Tabella 2-2 per il valore positivo della parte R.
Tabella 1 Valore di correzione x della parte R quando la flessione φ=90° non utilizza la piastra di pressione (unità: mm)
| Raggio di curvatura r | Spessore del materiale t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | 6 | |
| 0.25 | 0.08 | 0.1 | 0.27 | 0.38 | / | / | / | / | / | / | / | / | / | |
| 0.5 | 0.13 | 0 | 0.17 | 0.28 | 0.56 | / | / | / | / | / | / | / | / | / |
| 0.75 | 0.23 | 0.11 | 0.06 | 0.18 | 0.46 | 0.76 | / | / | / | / | / | / | / | / |
| 1 | 0.33 | 0.22 | 0.04 | 0.07 | 0.36 | 0.68 | 1 | / | / | / | / | / | / | / |
| 1.25 | 0.44 | 0.32 | 0.14 | 0.03 | 0.26 | 0.58 | 0.92 | 1.27 | / | / | / | / | / | / |
| 1.5 | 0.54 | 0.43 | 0.25 | 0.13 | 0.16 | 0.5 | 0.84 | 1.2 | 1.58 | / | / | / | / | / |
| 1.75 | 0.64 | 0.53 | 0.35 | 0.22 | 0.07 | 0.4 | 0.75 | 1.12 | 1.51 | 1.87 | / | / | / | / |
| 2 | 0.74 | 0.64 | 0.46 | 0.32 | 0.01 | 0.32 | 0.66 | 1.04 | 1.44 | 1.81 | 2.14 | / | / | / |
| 2.5 | 0.96 | 0.85 | 0.67 | 0.54 | 0.24 | 0.12 | 0.47 | 0.87 | 1.28 | 1.65 | 2 | 2.3 | 2.58 | |
| 3 | 1.18 | 1.06 | 0.87 | 0.75 | 0.44 | 0.07 | 0.29 | 0.7 | 1.1 | 1.49 | 1.85 | 2.16 | 2.48 | 2.64 |
| 3.5 | 1.41 | 1.28 | 1.09 | 0.97 | 0.65 | 0.29 | 0.09 | 0.51 | 0.92 | 1.31 | 1.68 | 2.01 | 2.38 | 2.5 |
| 4 | 1.66 | 1.54 | 1.33 | 1.2 | 0.87 | 0.51 | 0.19 | 0.3 | 0.71 | 1.12 | 1.5 | 1.84 | 2.16 | 2.32 |
| 4.5 | 1.93 | 1.78 | 1.58 | 1.44 | 1.11 | 0.75 | 0.34 | 0.08 | 0.48 | 0.92 | 1.3 | 1.64 | 1.98 | 2.3 |
| 5 | 2.22 | 2.06 | 1.88 | 1.73 | 1.4 | 1.03 | 0.62 | 0.22 | 0.22 | 0.66 | 1.04 | 1.4 | 1.74 | 2.08 |
Nota:
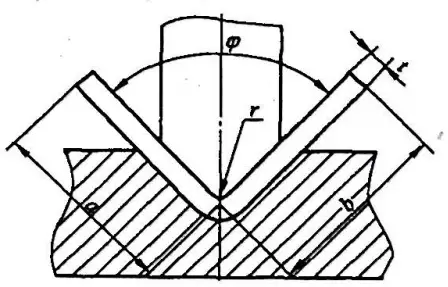
Tabella 2 Quando φ=90° e si utilizza una piastra di pressatura per la piegatura, il valore di correzione x per la parte R (unità: mm)
| Raggio di curvatura r | Spessore del materiale t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 | 6.0 | |
| 0.25 | 0.03 | 0.17 | 0.27 | 0.53 | 0.82 | 1.08 | 1.37 | 1.67 | 1.92 | 2.15 | 2.36 | 2.54 | 2.73 | |
| 0.50 | 0.13 | 0.10 | 0.20 | 0.46 | 0.74 | 1.02 | 1.31 | 1.60 | 1.87 | 2.11. | 2.33 | 2.52 | 2.68 | |
| 0.75 | 0.22 | 0.03 | 0.13 | 0.38 | 0.67 | 0.95 | 1.25 | 1.55 | 1.82 | 2.05 | 2.28 | 2.48 | 2.65 | |
| 1.00 | 0.30 | 0.20 | 0.32 | 0.60 | 0.89 | 1.17 | 1.48 | 1.76 | 2.00 | 2.24 | 2.42 | 2.62 | ||
| 1.25 | 0.38 | 0.28 | 0.13 | 0.23 | 0.52 | 0.81 | 1.10 | 1.40 | 1.68 | 1.95 | 2.18 | 2.40 | 2.56 | |
| 1.50 | 0.46 | 0.37 | 0.22 | 0.16 | 0.45 | 0.73 | 1.12 | 1.34 | 1.63 | 1.83 | 2.31 | 2.35 | 2.52 | |
| 1.75 | 0.56 | 0.46 | 0.30 | 0.07 | 0.37 | 0.66 | 0.96 | 1.27 | 1.55 | 1.83 | 2.07 | 2.30 | 2.46 | |
| 2.00 | 0.64 | 0.54 | 0.38 | 0.28 | 0.29 | 0.58 | 0.88 | 1.18 | 1.48 | 1.75 | 2.00 | 2.24 | 2.33 | |
| 2.50 | 0.82 | 0.72 | 0.56 | 0.46 | 0.10 | 0.41 | 0.70 | 1.02 | 1.33 | 1.60 | 1.87 | 2.10 | 2.19 | |
| 3.00 | 1.00 | 0.92 | 0.76 | 0.66 | 0.40 | 0.22 | 0.52 | 0.85 | 1.16 | 1.44 | 1.72 | 1.96 | 2.05 | |
| 3.50 | 1.20 | 1.10 | 0.94 | 0.83 | 0.57 | 0.03 | 0.35 | 0.67 | 0.98 | 1.27 | 1.55 | 1.80 | 1.88 | |
| 4.00 | 1.40 | 1.30 | 1.14 | 1.04 | 0.77 | 0.48 | 0.16 | 0.48 | 0.80 | 1.10 | 1.38 | 1.63 | 1.72 | |
| 4.50 | 1.60 | 1.48 | 1.33 | 1.23 | 0.95 | 0.67 | 0.36 | 0.30 | 0.61 | 0.90 | 1.20 | 1.45 | 1.54 | |
| 5.00 | 1.78 | 1.68 | 1.53 | 1.43 | 1.16 | 0.87 | 0.56 | 0.10 | 0.42 | 0.73 | 1.00 | 1.27 | 1.50 | |
Nota:
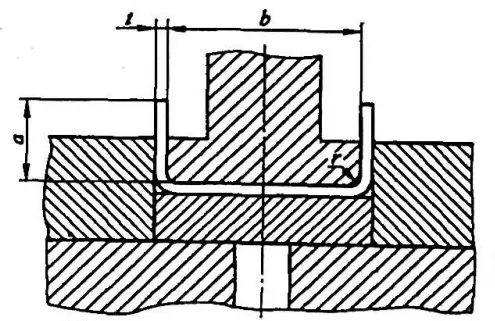
Nella formula a- lunghezza del bordo escluso lo spessore del materiale (mm);
Esempio 2-2 Utilizzando uno stampo inferiore con una larghezza di scanalatura di 10 mm e un coltello di piegatura di r0=1 sulla matrice superiore, piegare un pezzo a forma di V con uno spessore della piastra di t=1,5 mm e φ=90°. Calcolare l'altezza minima del bordo di piegatura Hmin per la lavorazione di questo pezzo sul macchina piegatrice (come mostrato nella Figura 1b).
[Dalla formula (2-3), l'altezza minima del bordo di curvatura del pezzo è
Hmin=[10-0.36)/2+0.5+1.5]mm=6.82mm
4) Altezza minima consigliata del bordo di curvatura per le lamiere sottili laminate a freddo, vedi Tabella 3.
Tabella 3 Altezza minima consigliata del bordo di curvatura (unità: mm)
| Numero di serie | Spessore del materiale t | Larghezza della fessura del V-die Bv | Raggio di curvatura r0 | Altezza minima di curvatura Hmin |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0,8 o 0,2 | 3.7 |
| 4 | 1.0 | 6- | 1 o 0,2 | 4.4 |
| 5 | 1.2 | 8 (o 6) | 1 o 0,2 | 5,5 (o 4,5) |
| 6 | 1.5 | 10 (o 8) | 1 o 0,2 | 6,8 (o 5,8) |
| 7 | 2.0 | 12 | 1,5 o 0,5 | 8.3 |
| 8 | 2.5 | 16 (o 14) | 1,5 o 0,5 | 10,7 (o 9,7) |
| 9 | 3.0 | 18 | 2 o 0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
Nota:







