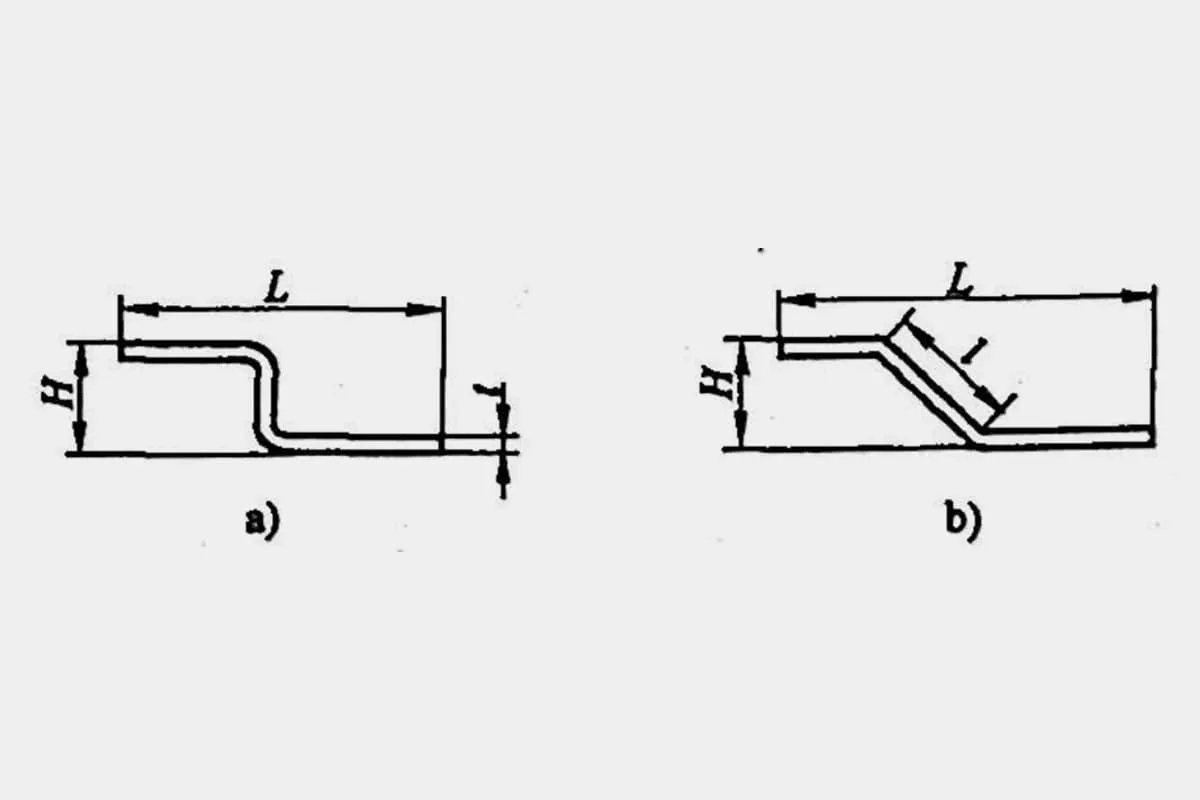
Minimalna wysokość gięcia Z
Podczas pracy z gięciem w kształcie litery Z w produkcji metali, osiągnięcie prawidłowej minimalnej wysokości gięcia ma zasadnicze znaczenie dla zapewnienia precyzji i...
Jak nisko można zejść z gięciem V? Zrozumienie minimalnej wysokości gięcia ma kluczowe znaczenie dla precyzji obróbki metali. Niniejszy artykuł omawia kluczowe czynniki determinujące ten parametr, koncentrując się na szerokości rowka matrycy i grubości blachy. Czytając dalej, odkryjesz formuły i wytyczne niezbędne do osiągnięcia optymalnych gięć bez uszczerbku dla integralności strukturalnej.

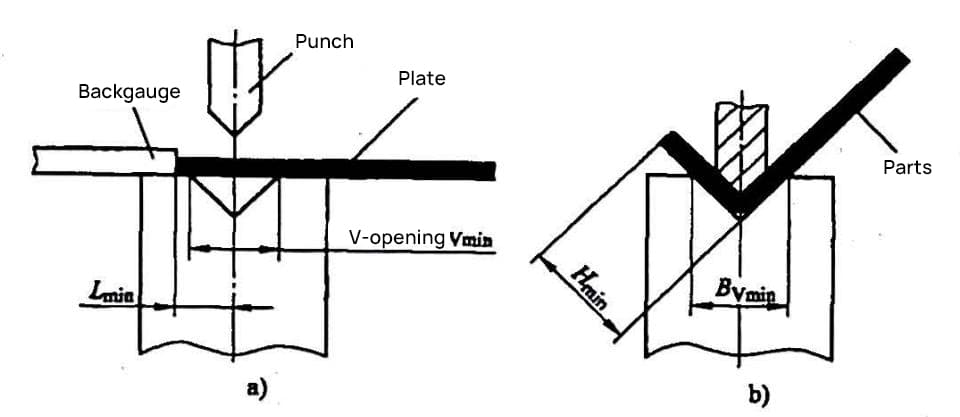
Kluczowym czynnikiem wpływającym na wysokość zgięcia giętarka to szerokość rowka matrycy. Minimalną wysokość gięcia w gięciu V pokazano na rysunku 1. Stan początkowy prostego gięcia V pokazano na rysunku 1a.
Z rysunku widać, że gdy zginanie pozwala na minimalny wymiar Lmin od linii gięcia (symetryczna linia rowka matrycy) do krawędzi giętej blachy, minimalny wymiar graniczny wysokości gięcia giętarki lub minimalna wysokość gięcia Hmin, jak pokazano na rysunku 1b.
Dlatego minimalna wysokość gięcia giętarki jest określona przez szerokość rowka matrycy.
1) Możemy określić minimalną wartość Bvmin szerokości rowka matrycy wymaganej do gięcia blach o różnej grubości t zgodnie ze wzorem (2-1).
Przykład 2-1:
Obliczyć minimalną szerokość rowka matrycy Bvmin, która może być użyta podczas gięcia materiału o grubości blachy t=1,5 mm.
Rozwiązanie: Weź Kb=6, podstawiamy t=1,5 mm do wzoru (2-1) i otrzymujemy Bvmin = 6 x 1,5 mm = 9 mm. Porównując z powyższymi specyfikacjami szerokości rowka matrycy, można wybrać dolną matrycę o szerokości rowka 10 mm (lub 8 mm).
2) Z wykresu stanu początkowego gięcia widać, że minimalny wymiar Lmin od linii gięcia (symetryczna linia rowka matrycy) do krawędzi arkusza jest ograniczona przez minimalną wartość Bvmin szerokości rowka. Lmin musi być większa niż Bvmin/2. Eksperymenty wykazały, że:
Lmin= Bvmin/2 + f (2-2)
Gdzie f jest wartością empiryczną (mm), zwykle przyjmuje się f>0,5~1.
3) Zależność między minimalnym wymiarem Lmin od linii gięcia (symetryczna linia wylotu matrycy) do krawędzi arkusza w gięciu V (90°), a minimalna wysokość gięcia H jest następująca:
Hmin=Lmin+t-x/2.
Podstawienie wzoru (2-2) do tego wzoru daje wzór obliczeniowy dla minimalnej wysokości gięcia w gięciu V:
Hmin=(Bvmin-x)/2+f+t (2-3)
Gdzie Hmin jest minimalną wysokością gięcia (mm); x jest wartością korekcji części R gięcia (mm). Gdy gięcie φ=90° nie wykorzystuje płyty dociskowej, patrz Tabela 1 dla wartości korekcyjnej części R. Gdy φ=90° zginanie wykorzystuje płytę dociskową, patrz Tabela 2-2 dla dodatniej wartości części R.
Tabela 1 Wartość korekcji x części R, gdy φ=90° zginanie nie wykorzystuje płyty dociskowej (jednostka: mm)
| Promień gięcia r | Grubość materiału t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | 6 | |
| 0.25 | 0.08 | 0.1 | 0.27 | 0.38 | / | / | / | / | / | / | / | / | / | |
| 0.5 | 0.13 | 0 | 0.17 | 0.28 | 0.56 | / | / | / | / | / | / | / | / | / |
| 0.75 | 0.23 | 0.11 | 0.06 | 0.18 | 0.46 | 0.76 | / | / | / | / | / | / | / | / |
| 1 | 0.33 | 0.22 | 0.04 | 0.07 | 0.36 | 0.68 | 1 | / | / | / | / | / | / | / |
| 1.25 | 0.44 | 0.32 | 0.14 | 0.03 | 0.26 | 0.58 | 0.92 | 1.27 | / | / | / | / | / | / |
| 1.5 | 0.54 | 0.43 | 0.25 | 0.13 | 0.16 | 0.5 | 0.84 | 1.2 | 1.58 | / | / | / | / | / |
| 1.75 | 0.64 | 0.53 | 0.35 | 0.22 | 0.07 | 0.4 | 0.75 | 1.12 | 1.51 | 1.87 | / | / | / | / |
| 2 | 0.74 | 0.64 | 0.46 | 0.32 | 0.01 | 0.32 | 0.66 | 1.04 | 1.44 | 1.81 | 2.14 | / | / | / |
| 2.5 | 0.96 | 0.85 | 0.67 | 0.54 | 0.24 | 0.12 | 0.47 | 0.87 | 1.28 | 1.65 | 2 | 2.3 | 2.58 | |
| 3 | 1.18 | 1.06 | 0.87 | 0.75 | 0.44 | 0.07 | 0.29 | 0.7 | 1.1 | 1.49 | 1.85 | 2.16 | 2.48 | 2.64 |
| 3.5 | 1.41 | 1.28 | 1.09 | 0.97 | 0.65 | 0.29 | 0.09 | 0.51 | 0.92 | 1.31 | 1.68 | 2.01 | 2.38 | 2.5 |
| 4 | 1.66 | 1.54 | 1.33 | 1.2 | 0.87 | 0.51 | 0.19 | 0.3 | 0.71 | 1.12 | 1.5 | 1.84 | 2.16 | 2.32 |
| 4.5 | 1.93 | 1.78 | 1.58 | 1.44 | 1.11 | 0.75 | 0.34 | 0.08 | 0.48 | 0.92 | 1.3 | 1.64 | 1.98 | 2.3 |
| 5 | 2.22 | 2.06 | 1.88 | 1.73 | 1.4 | 1.03 | 0.62 | 0.22 | 0.22 | 0.66 | 1.04 | 1.4 | 1.74 | 2.08 |
Uwaga:
Tabela 2 Gdy φ=90° i do gięcia używana jest płyta dociskowa, wartość korekcji x dla części R (jednostka: mm)
| Promień gięcia r | Grubość materiału t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 | 6.0 | |
| 0.25 | 0.03 | 0.17 | 0.27 | 0.53 | 0.82 | 1.08 | 1.37 | 1.67 | 1.92 | 2.15 | 2.36 | 2.54 | 2.73 | |
| 0.50 | 0.13 | 0.10 | 0.20 | 0.46 | 0.74 | 1.02 | 1.31 | 1.60 | 1.87 | 2.11. | 2.33 | 2.52 | 2.68 | |
| 0.75 | 0.22 | 0.03 | 0.13 | 0.38 | 0.67 | 0.95 | 1.25 | 1.55 | 1.82 | 2.05 | 2.28 | 2.48 | 2.65 | |
| 1.00 | 0.30 | 0.20 | 0.32 | 0.60 | 0.89 | 1.17 | 1.48 | 1.76 | 2.00 | 2.24 | 2.42 | 2.62 | ||
| 1.25 | 0.38 | 0.28 | 0.13 | 0.23 | 0.52 | 0.81 | 1.10 | 1.40 | 1.68 | 1.95 | 2.18 | 2.40 | 2.56 | |
| 1.50 | 0.46 | 0.37 | 0.22 | 0.16 | 0.45 | 0.73 | 1.12 | 1.34 | 1.63 | 1.83 | 2.31 | 2.35 | 2.52 | |
| 1.75 | 0.56 | 0.46 | 0.30 | 0.07 | 0.37 | 0.66 | 0.96 | 1.27 | 1.55 | 1.83 | 2.07 | 2.30 | 2.46 | |
| 2.00 | 0.64 | 0.54 | 0.38 | 0.28 | 0.29 | 0.58 | 0.88 | 1.18 | 1.48 | 1.75 | 2.00 | 2.24 | 2.33 | |
| 2.50 | 0.82 | 0.72 | 0.56 | 0.46 | 0.10 | 0.41 | 0.70 | 1.02 | 1.33 | 1.60 | 1.87 | 2.10 | 2.19 | |
| 3.00 | 1.00 | 0.92 | 0.76 | 0.66 | 0.40 | 0.22 | 0.52 | 0.85 | 1.16 | 1.44 | 1.72 | 1.96 | 2.05 | |
| 3.50 | 1.20 | 1.10 | 0.94 | 0.83 | 0.57 | 0.03 | 0.35 | 0.67 | 0.98 | 1.27 | 1.55 | 1.80 | 1.88 | |
| 4.00 | 1.40 | 1.30 | 1.14 | 1.04 | 0.77 | 0.48 | 0.16 | 0.48 | 0.80 | 1.10 | 1.38 | 1.63 | 1.72 | |
| 4.50 | 1.60 | 1.48 | 1.33 | 1.23 | 0.95 | 0.67 | 0.36 | 0.30 | 0.61 | 0.90 | 1.20 | 1.45 | 1.54 | |
| 5.00 | 1.78 | 1.68 | 1.53 | 1.43 | 1.16 | 0.87 | 0.56 | 0.10 | 0.42 | 0.73 | 1.00 | 1.27 | 1.50 | |
Uwaga:
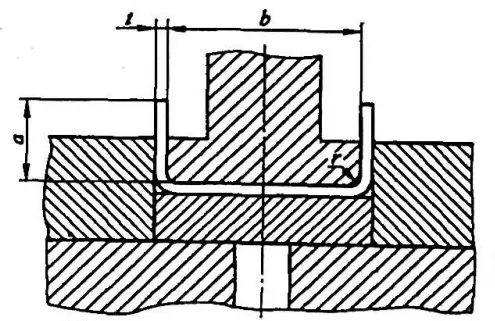
We wzorze a - długość krawędzi z wyłączeniem grubości materiału (mm);
Przykład 2-2 Przy użyciu dolnej matrycy o szerokości rowka 10 mm i noża gnącego r0=1 na górnej matrycy, wygiąć część w kształcie litery V o grubości blachy t=1,5 mm i φ=90°. Obliczyć minimalną wysokość krawędzi gnącej Hmin do obróbki tej części na składarka (jak pokazano na rysunku 1b).
[Rozwiązanie] Ze wzoru (2-3) minimalna wysokość krawędzi gnącej części wynosi
Hmin=[10-0.36)/2+0.5+1.5]mm=6.82mm
4) Zalecana minimalna wysokość krawędzi gięcia dla cienkiej blachy stalowej walcowanej na zimno, patrz Tabela 3.
Tabela 3 Zalecana minimalna wysokość krawędzi gnącej (jednostka: mm)
| Numer seryjny | Grubość materiału t | Szerokość szczeliny V-die Bv | Promień krawędzi gnącej noża r0 | Minimalna wysokość gięcia Hmin |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0,8 lub 0,2 | 3.7 |
| 4 | 1.0 | 6- | 1 lub 0,2 | 4.4 |
| 5 | 1.2 | 8 (lub 6) | 1 lub 0,2 | 5,5 (lub 4,5) |
| 6 | 1.5 | 10 (lub 8) | 1 lub 0,2 | 6.8 (lub 5.8) |
| 7 | 2.0 | 12 | 1,5 lub 0,5 | 8.3 |
| 8 | 2.5 | 16 (lub 14) | 1,5 lub 0,5 | 10,7 (lub 9,7) |
| 9 | 3.0 | 18 | 2 lub 0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
Uwaga:







