
Guia para o cálculo de dimensões não dobradas para dobragem de chapa metálica
Alguma vez se interrogou sobre como obter dimensões exactas na dobragem de chapas metálicas? Este artigo aborda as técnicas essenciais...
O que determina a força de flexão necessária para moldar o metal com precisão? Compreender estas forças é crucial para selecionar as prensas certas e conceber moldes eficazes. Este artigo analisa as fórmulas essenciais para o cálculo da força de flexão, considerando vários métodos de flexão e propriedades do material. Saiba como aplicar estes cálculos para obter dobras precisas, melhorando a qualidade e a eficiência dos seus projectos de metalurgia.

A força de flexão é uma base importante para a conceção de processos de estampagem, seleção de prensas e conceção de moldes.
Uma vez que a magnitude da força de flexão está relacionada não só com o tamanho da peça em bruto, as propriedades mecânicas do material, a distância entre os suportes da matriz, o raio de curvatura e a folga entre os moldes, mas também muito relacionada com o método de flexão, é difícil efetuar cálculos precisos utilizando métodos de análise teórica. Por isso, na produção, as fórmulas empíricas listadas na Tabela 1 são normalmente utilizadas para um cálculo aproximado da força de flexão.
O método de cálculo teórico da força de flexão é derivado sob as condições de equilíbrio estático, em que a soma das várias forças externas que actuam sobre o bloco de flexão é zero, e o binário externo que actua sobre o bloco de flexão é igual ao seu binário de resistência interna, através de cálculo convencional.
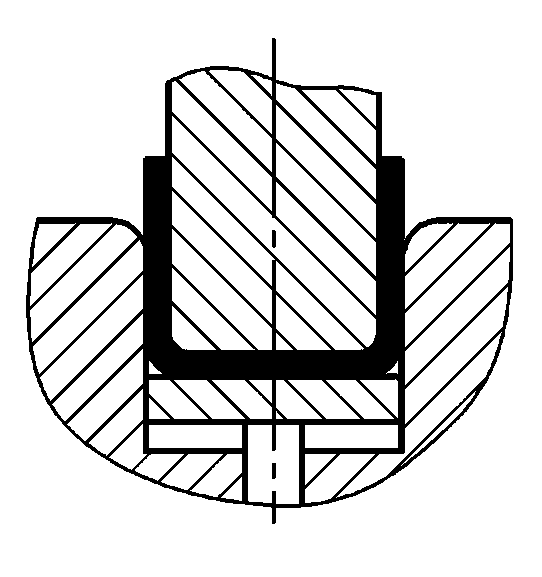
O método de dobragem e a estrutura da matriz alteram o estado de tensão da peça em bruto a dobrar. Diferentes métodos de quinagem resultam em pressões de quinagem muito diferentes. Tomando como exemplo os métodos em forma de V e em forma de U peças de dobragem como exemplos, como se mostra na Figura 1, podem ser formados por flexão com matrizes de flexão comuns de aço integral, utilizando respetivamente a flexão livre, a flexão por contacto e a flexão por correção do impacto.
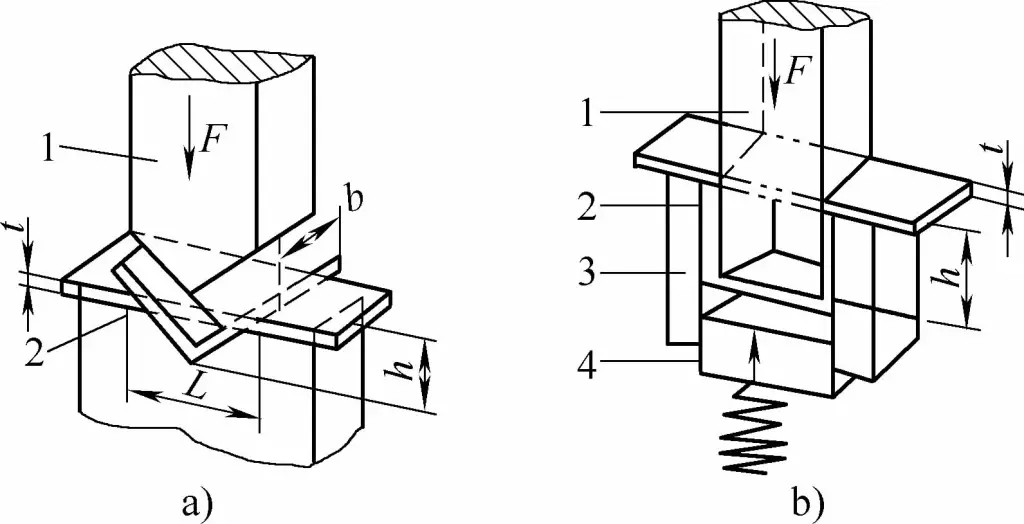
As peças de dobragem em forma de V utilizam uma carga concentrada no meio de dois suportes de uma placa plana para dobragem pura e dobragem livre, utilizada principalmente em estaleiros de construção. As peças de dobragem de chapa metálica online, pequenas e médias são maioritariamente formadas por dobragem por contacto, e as peças de dobragem de chapa de espessura média de alta resistência são frequentemente dobradas em prensas de fricção utilizando a dobragem por correção de impacto. A dobragem livre requer menos pressão, sem pressão adicional, apenas força de dobragem simples.
As fórmulas de cálculo da força de flexão através de vários métodos de flexão são apresentadas no Quadro 1.
Quadro 1 Fórmulas de cálculo da força de flexão através de vários métodos de flexão
| Nome | Esquema | Características da deformação por flexão | Fórmula de cálculo da força de flexão | ||
| Teórico | Aproximado | Recomendado | |||
| Flexão livre de ângulo único (peça de flexão em forma de V) | 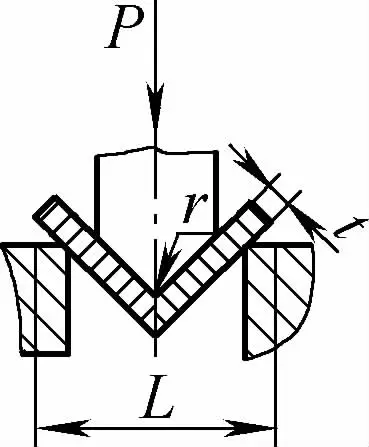 | A peça em bruto é dobrada ao meio, aplicando pressão sobre dois suportes na entrada do molde, a parte inferior não entra em contacto com o molde | Quando 2r≤L, F=0,7bt3 Rm /(r+t) Quando 2r>L, F=2bt2 Rm /3L | F = KbtRm | F=Cbt2Rm/L |
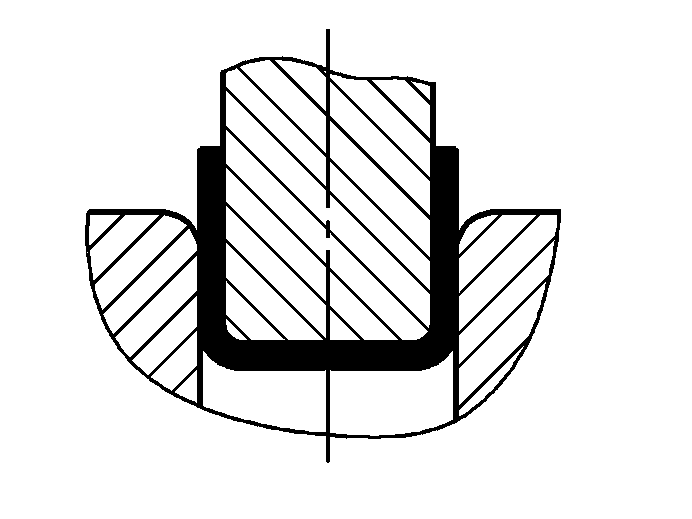
| Flexão de contacto de ângulo único (peças de dobragem em forma de V) | 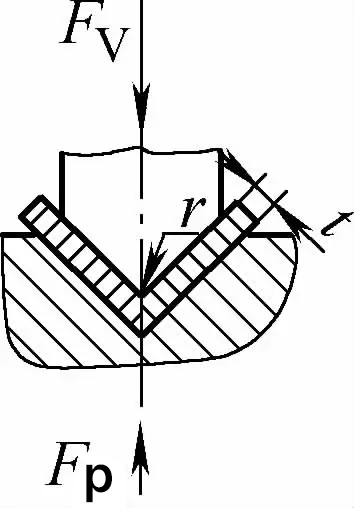 | Antes da conclusão do processo de dobragem, a placa de dobragem está em contacto estreito com toda a cavidade do molde. Geralmente, é utilizada uma placa de pressão para efetuar a dobragem lacuna da matriz maior ou igual a t | Quando 2r≤L, Fv =0,7bt2 Rm /(r+t)+Fp Quando 2r>L, Fv =2bt2 Rm /3L+Fp | Fv=KbtRm +Fp | Fv=2Cbt2Rm/L |
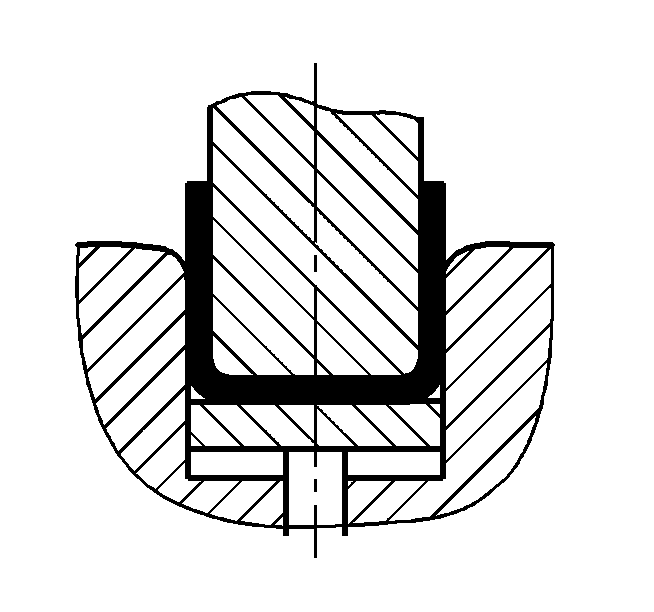
| Contacto de ângulo único com dobragem de correção de impacto (peças de dobragem em forma de V) | 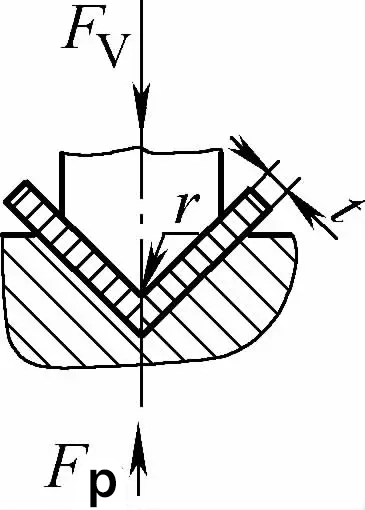 | Com base na dobragem por contacto, tem também a função de correção do impacto. A folga da matriz de flexão é geralmente inferior ou igual a t | Fv=0,7bt2Rm/L+Fp+qAb | Fv=1,3qAb | Fv=1,39qAb |
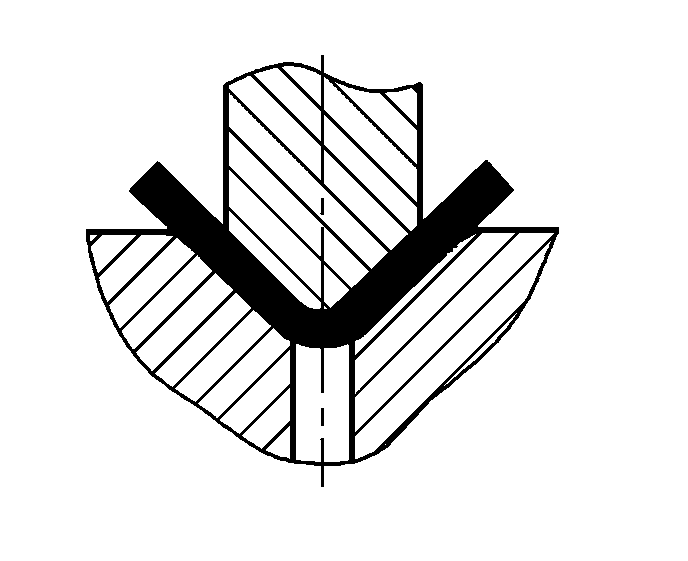
| Flexão livre de duplo ângulo (peças de dobragem em forma de U) | 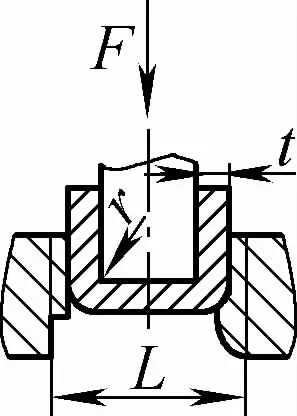 | A placa de dobragem é dobrada no meio, aplicando pressão em dois suportes na entrada do molde, a parte inferior da placa não entra em contacto com o molde | Quando 2r≤L, F=0,7bt 2 Rm /(r+t) Quando 2r>L, F=2bt 2 Rm /3L | F =KbtRm | F=0,4CKbtRm |
| Dobragem por contacto de ângulo duplo (peças de dobragem em forma de U) | 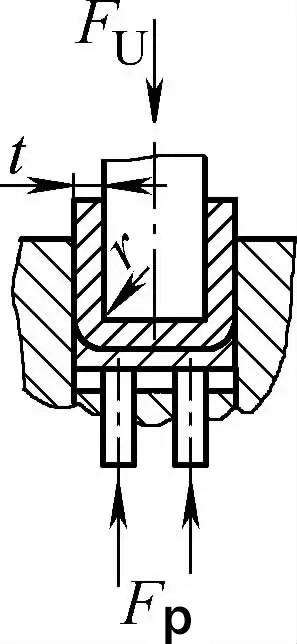 | Durante a flexão, é utilizada uma placa de pressão ou é utilizada uma folga igual ou ligeiramente superior a t, mas não há função de correção do impacto | Quando 2r≤L, Fu =0,7bt2Rm /(r+t)+Fp Quando 2r>L, Fu =2bt2Rmn/3L+Fp | Fu =KbtRm +Fp | Fu=0,5CbtRm |
| Contacto de ângulo duplo com dobragem de correção de impacto (peças de dobragem em forma de U) | 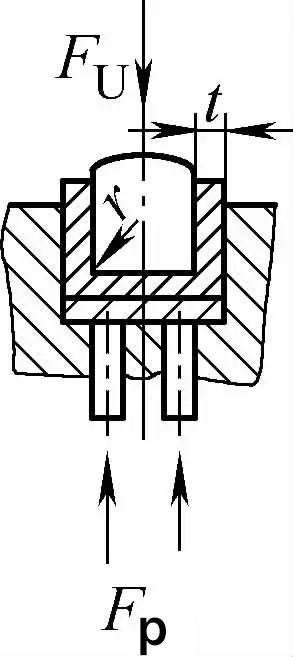 | Durante a flexão, uma folga de flexão inferior ou igual a t é utilizada com uma placa de pressão (placa superior) e tem também a função de correção do impacto | Fu=0,7bt2Rmn/L+Fp+qAb | Fu=1,3qAb | Fu=1,3qAb |
Nota: Os significados dos símbolos na tabela são os seguintes:
Quadro 2 Tipo de material coeficiente Valor K
| Material | Rácio L/t | |||||
| 3 | 10 | 15 | 20 | 25 | 30 | |
| 10 aço, 15 aço, latão, alumínio (macio) | 0.23 | 0.18 | 0.12 | 0.09 | 0.073 | 0.060 |
| 20 aço, 25 aço, alumínio endurecido | 0.21 | 0.17 | 0.11 | 0.08 | 0.070 | 0.057 |
| Aço 20, aço 25, aço 40, alumínio superduro | 0.20 | 0.16 | 0.10 | 0.08 | 0.065 | 0.053 |
Quadro 3 Valor aproximado da pressão de correção unitária (de impacto) q durante a flexão (unidade: MPa)
| Material | Espessura do material de flexão t/mm | |
| ≤3 | >3~10 | |
| Alumínio | 30~40 | 50~60 |
| Latão | 60~80 | 80~100 |
| 10 aço, 15 aço, 20 aço | 80~100 | 100~120 |
| 25 aço, 30 aço, 35 aço | 100~120 | 120~150 |
Fórmulas para calcular a força de flexão
Tabela 4 Fórmulas empíricas para o cálculo da força de flexão
| Método de dobragem | Esquema | Fórmulas empíricas | Notas |
| Flexão livre | 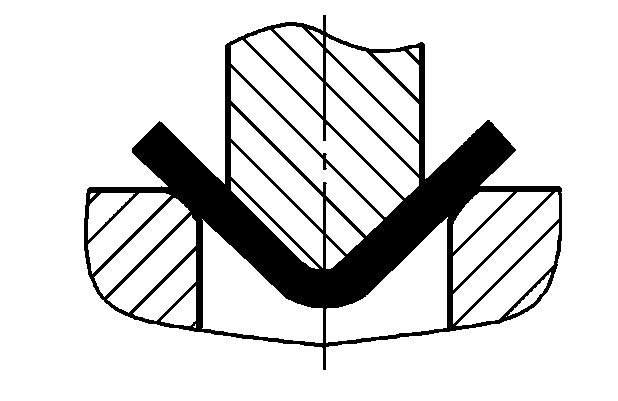 | P=(0,8Bt2σb)/(r+t) | onde P-Força total de flexão (N) B-Largura da parte dobrada (mm) t-Espessura do material (mm) σb-Resistência à tração (MPa) r-Interior raio de curvatura (mm) Área de projeção da peça de correção A (mm)2 ) Pressão de correção unitária (MPa), ver o quadro 5 para o seu valor |
 | P=(0,9Bt2σb)/(r+t) | ||
| Dobragem com correção | 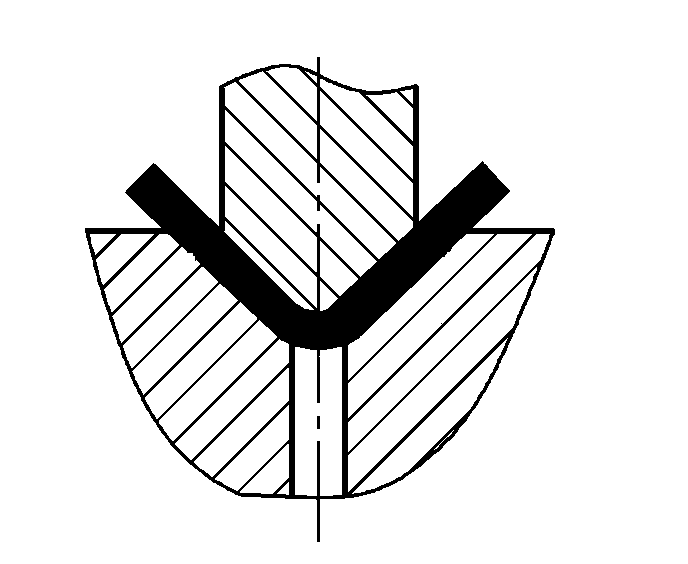 | P=(1,4Bt2σb)/(r+t) | |
 | P=(1,6Bt2σb)/(r+t) | ||
 | P=(1,4Bt2σb)/(r+t)+Aq | ||
 | P=(1,6Bt2σb)/(r+t)+Aq |
Quadro 5 Valor q da pressão de correção unitária (unidade: MPa)
| Material | Espessura do material / mm | |||
| <1 | 1~3 | 3~6 | 6~10 | |
| Alumínio | 15~20 | 20~30 | 30~40 | 40~50 |
| Latão | 20~30 | 30~40 | 40~60 | 60~80 |
| 10~20 aço | 30~40 | 40~60 | 60~80 | 80~100 |
| 25~30 aço | 40~50 | 50~70 | 70~100 | 100~120 |
O trabalho de flexão das peças de flexão em forma de V pode ser calculado através da seguinte fórmula.
Wv=mFvh
Onde
h=0,5L~0,4(t+r)
Onde
A Figura 2 mostra a tabela de colunas de cálculo gráfico para a força de flexão e o trabalho de flexão de peças de flexão em forma de V e em forma de U. Esta tabela é fácil de utilizar, o cálculo gráfico é rápido e os resultados são próximos da realidade, sendo adequada para utilização no local.
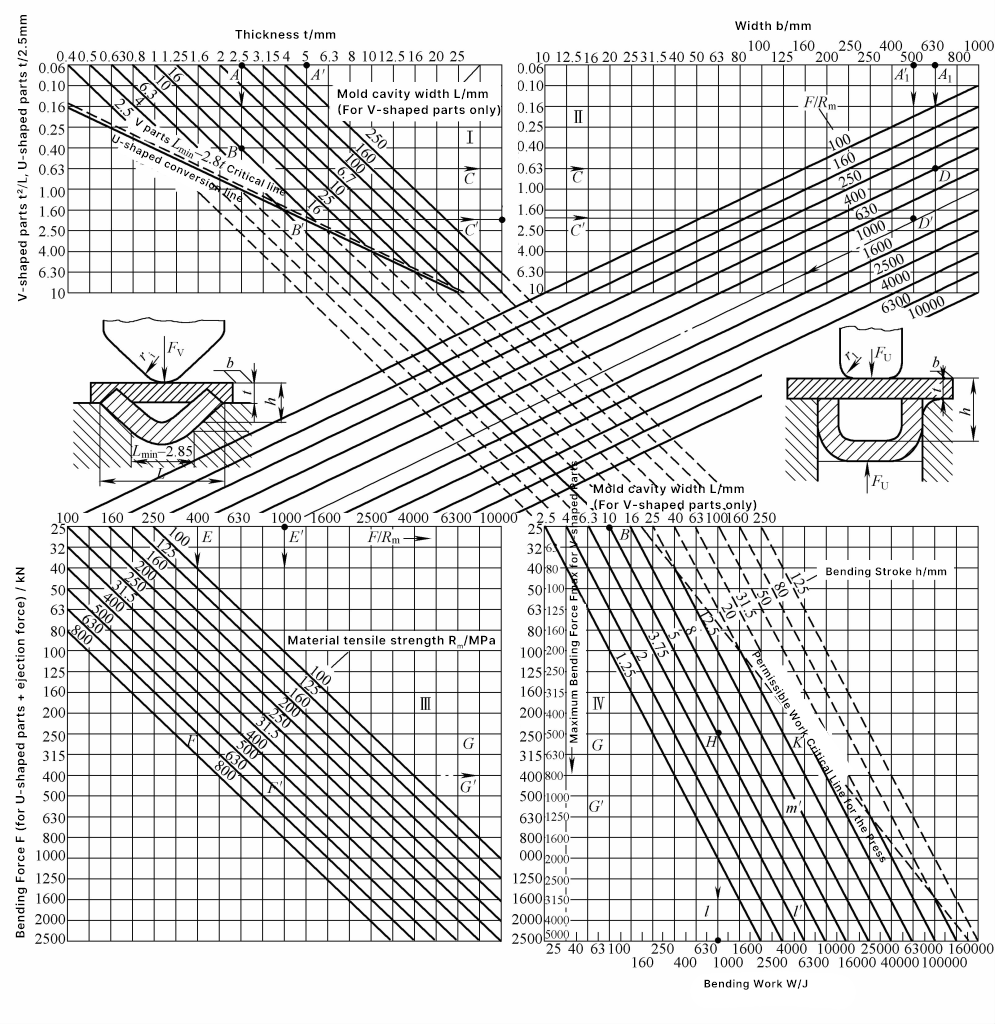
Nota: Os símbolos no gráfico significam o seguinte:
Exemplo de cálculo gráfico. Dada uma peça de dobragem em forma de V com t=2,5mm, largura de abertura da matriz de dobragem L=10mm. Na área I da Figura 2, t2/L=0,63 (ver linha ABC). Dada a largura da peça de flexão b=630mm, a resistência à tração do material R m =630MPa, nas zonas II e III, encontrar o valor de A1 DEF, e na área III, ao longo da linha de extensão direita, encontrar a linha FG, resultando numa força de flexão Fv =250kN.
Na zona IV, considerando a pressão de alisamento de nivelamento, a pressão total é F∑ =2F=500kN. O curso de trabalho de flexão h=0,5L=5mm, coeficiente de correção m=0,32, assim o trabalho de flexão Wv =mF∑ h=800J, como mostram a linha BH e a linha CHI na Figura 2.







