Guia completo para processos e equipamentos de conformação de chapas metálicas
Imagine um mundo sem as curvas elegantes da carroçaria de um carro ou os ângulos precisos de uma asa de avião - tal é...

As formas de materiais utilizados no processamento de chapas metálicas incluem principalmente chapas, perfis de aço e materiais para tubos. Para processar as formas necessárias e outros requisitos dos componentes de chapa metálica, as matérias-primas devem primeiro ser cortadas em espaços em branco, conforme necessário. Este processo é designado por corte em branco e é frequentemente o primeiro passo no processamento de chapas metálicas.
Existem muitos métodos de corte. Os principais tipos utilizados na produção incluem o corte, a perfuração, o corte e a maquinagem. A Tabela 1 mostra os métodos de corte comuns e as suas aplicações.
Quadro 1 Métodos de obturação comuns e suas aplicações
| Classificação | Método | Equipamento | Aplicação |
| Tosquia | Cisalhamento manual | Tesouras manuais, tesouras vibratórias portáteis, tesouras de guilhotina manuais | Utilizada para o processamento reto e curvo de chapas como aço de baixo carbono, alumínio e suas ligas, cobre e suas ligas, cartão, baquelite e folhas de plástico com espessura t≤4mm. As peças processadas têm baixa precisão e eficiência de produção, mas baixo custo. |
| Máquina de corte a direito | Tesouras de guilhotina | Utilizada para cortar materiais como aço de baixo carbono, alumínio e suas ligas, cobre e suas ligas, cartão, baquelite e folhas de plástico. Possui alta força de cisalhamento, alta produtividade e é usada para o processamento de chapas em formato reto. | |
| Tesouras de corte inclinado | Utilizada para cortar materiais como aço de baixo carbono, alumínio e suas ligas, cobre e suas ligas, cartão, baquelite e folhas de plástico. Tem uma força de corte inferior, adequada para formas rectas médias ou grandes, arcos grandes e chanfradura de chapas, com uma espessura de corte até 40 mm. | ||
| Tosquia em pequenos passos | Tesouras vibratórias | Utilizada para cortar materiais como aço de baixo carbono, alumínio e suas ligas, cobre e suas ligas, cartão, baquelite e folhas de plástico. Adequado para curvas complexas, perfurações e entalhes, e também pode cisalhar ligas de titânio. | |
| Tesoura de laminagem de discos | Tesoura de enrolar de círculo reto | Utilizada para cortar materiais como aço de baixo carbono, alumínio e suas ligas, cobre e suas ligas, cartão, baquelite e folhas de plástico. Adequado para cortar tiras, linhas rectas e arcos com precisão relativamente baixa. Existem rebarbas nas arestas de corte, adequadas para a produção de pequenos lotes de peças de pequena e média dimensão, com uma espessura de corte até 30 mm. | |
| Tesouras de laminagem inclinadas para baixo | Cisalhamento de linhas rectas e arcos (R pequeno), com precisão relativamente baixa, e rebarbas nos bordos de corte, com uma espessura de cisalhamento até 30 mm. | ||
| Tesouras de laminagem de inclinação total | Curvas complexas, com precisão relativamente baixa, e rebarbas nos bordos de corte, com uma espessura de corte até 20mm, precisão ±1mm. | ||
| Perfuração | Perfuração | Imprensa | Normalmente utilizada para corte, perfuração, corte e entalhe de materiais em folha e perfis com t≤10mm. Alta precisão (corte IT10, perfuração IT9), alta produtividade, adequada para produção de lotes médios e grandes. |
| Corte | Corte por chama | Máquina de corte a gás, maçarico | Pode ser utilizada para corte e recorte de chapas e perfis de ferro puro, aço de baixo carbono, aço de médio carbono e alguns aços de baixa liga, com uma precisão de ±1mm e baixo custo. |
| Corte a plasma | Equipamento de corte, maçarico | Utilizada para cortar formas de aço carbono, aço inoxidável, aço de alta liga, liga de titânio, alumínio e suas ligas, cobre e suas ligas, e materiais não metálicos com um corte estreito e espessura até 200 mm, precisão de ±0,5 mm, também capaz de corte subaquático. 200mm, precisão de ±0,5mm, também capaz de efetuar cortes subaquáticos. | |
| Goivagem por arco de carbono | Soldador DC, pinças de goivagem | Utilizada para cortar, aparar, biselar e remover grandes rebarbas de materiais como aço de alta liga, alumínio e suas ligas, cobre e suas ligas. | |
| Corte de fio por descarga eléctrica | Máquina de corte de fio por descarga eléctrica | Utilizada para o corte preciso de vários materiais condutores, com espessura de corte superior a 300 mm, precisão de ±0,01 mm. Capaz de cortar qualquer forma de curvas planas e inclinações laterais de ≤30°, especialmente adequado para o fabrico de matrizes de estampagem. | |
| Corte a laser | Máquina de corte a laser | Corte preciso de vários materiais, com espessura de corte superior a 10 mm, largura de corte de 0,15 a 0,5 mm, precisão de ≤0,1 mm, mas equipamento dispendioso. | |
| Corte com água a alta pressão | Pressão ultra-alta (≥400MPa) Máquina de corte por jato de água | Pode ser utilizado para vários metais e não-metais (como vidro, cerâmica, rochas), pode ser equipado com abrasivos artificiais, de alta precisão, pode cortar cerâmica com espessura superior a 10 mm, o equipamento é caro | |
| Corte | Operações manuais | Máquina de serra de arco | Utilizada para cortar vários perfis, barras, tubos, chapas e outros materiais metálicos/não metálicos, pode serrar ranhuras e materiais duros, as ferramentas são baratas, a operação é simples, mas a intensidade do trabalho é elevada e a produtividade é baixa |
| Serra eléctrica de mão, serra controlada à mão | Utilizada para o processamento de vários perfis, varões, tubos, chapas de metais não endurecidos e não metálicos, elevada produtividade, ruído | ||
| Máquina eléctrica de corte de tubos | Utilizado para o processamento de tubos de metal e plástico com diâmetros de ϕ200~ϕ1000mm | ||
| Estrutura de corte de tubos | Processamento de tubos de pequeno e médio diâmetro | ||
| Máquina de corte de mós com controlo manual | Processamento de vários metais e não metais (exceto metais não ferrosos, borracha e materiais plásticos) perfis, varas e materiais para tubos | ||
| Operações de máquinas-ferramentas | Máquina de serrar | Processamento de perfis, barras e materiais de tubos de metais não endurecidos, bem como de plásticos e madeira, alta produtividade | |
| Fresadora de bordos, plaina | Utilizada para cortar, aparar, chanfrar e outros tipos de processamento de perfis, barras e materiais de tubos de metais não endurecidos, bem como de placas de plástico e madeira, de alta precisão | ||
| Fresadora de chapa, máquina de fresagem | Utilizada para cortar e aparar perfis, barras e materiais de tubos de metais não endurecidos, bem como placas de plástico e madeira com elevada precisão, pode cortar curvas complexas | ||
| Torno, máquina de furar | Utilizada para cortar, chanfrar e aparar hastes e materiais de tubos de vários materiais, com elevada precisão de processamento |
É de notar que o método de corte deve ser selecionado de acordo com o equipamento de processamento existente na empresa, a capacidade de produção, os requisitos de precisão das peças de chapa metálica a serem processadas, o lote de produção e a economia de processamento.
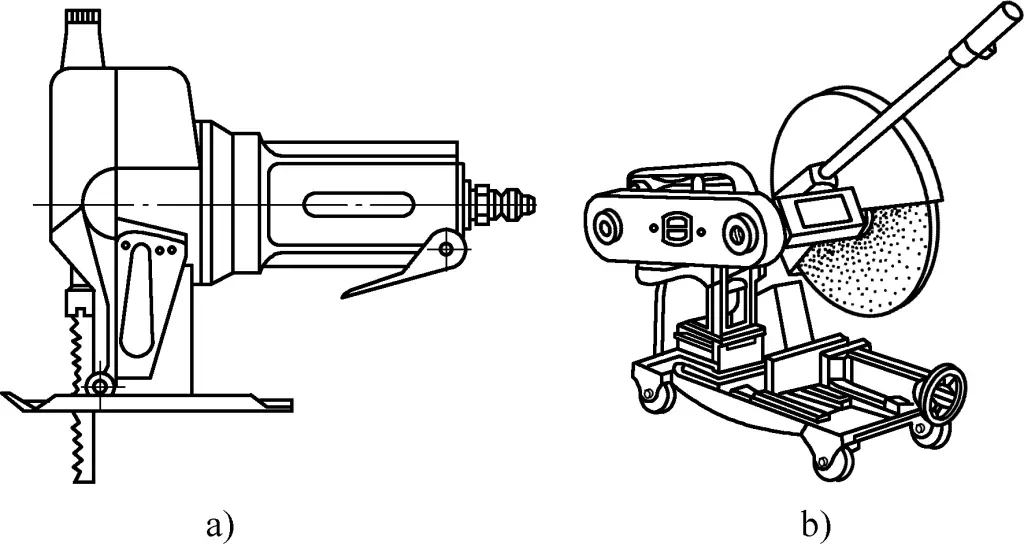
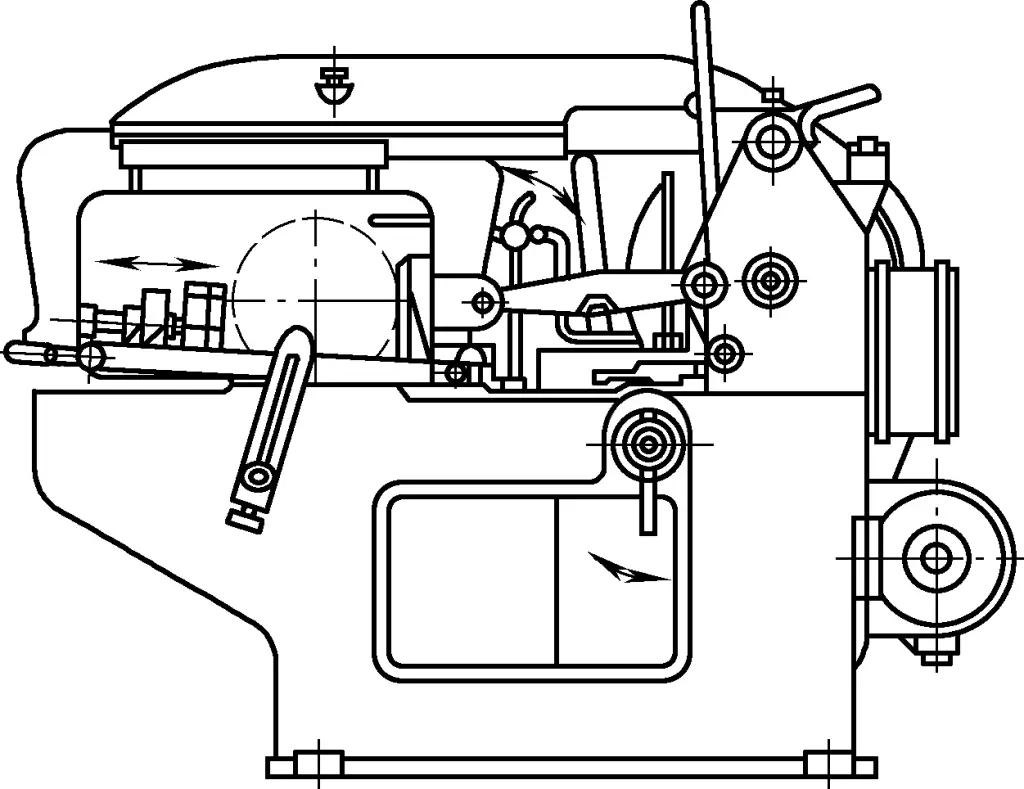
Entre os métodos de corte comuns acima mencionados, os mais utilizados na produção são: cisalhamento por um máquina de corteO corte manual é efectuado por meio de serras pneumáticas, puncionadoras, corte por chama oxiacetilénica, corte por plasma, corte por laser e alguns processos de corte. As figuras 1a e 1b mostram serras pneumáticas manuais comuns e máquinas de corte com mó utilizadas para o corte manual. A figura 2 mostra uma máquina-ferramenta comum de corte com serra de arco.
O corte é um método de processamento em que as chapas, perfis e varões são separados ao longo de linhas rectas ou curvas pré-determinadas, utilizando equipamento ou ferramentas de corte especializadas, obtendo-se assim vários contornos rectos e curvos (por vezes também formas internas). É adequado para todos os tipos de materiais, exceto aço endurecido e materiais duros e quebradiços (como ferro fundido, cerâmica, vidro, carboneto cimentado, etc.).
O corte manual é uma parte importante das competências em chapa metálica, que inclui a alimentação, a remoção do excesso de material, etc. Quase todas as formas de peças de chapa fina podem ser cortadas manualmente. O corte manual é flexível e cómodo, quase sem restrições.
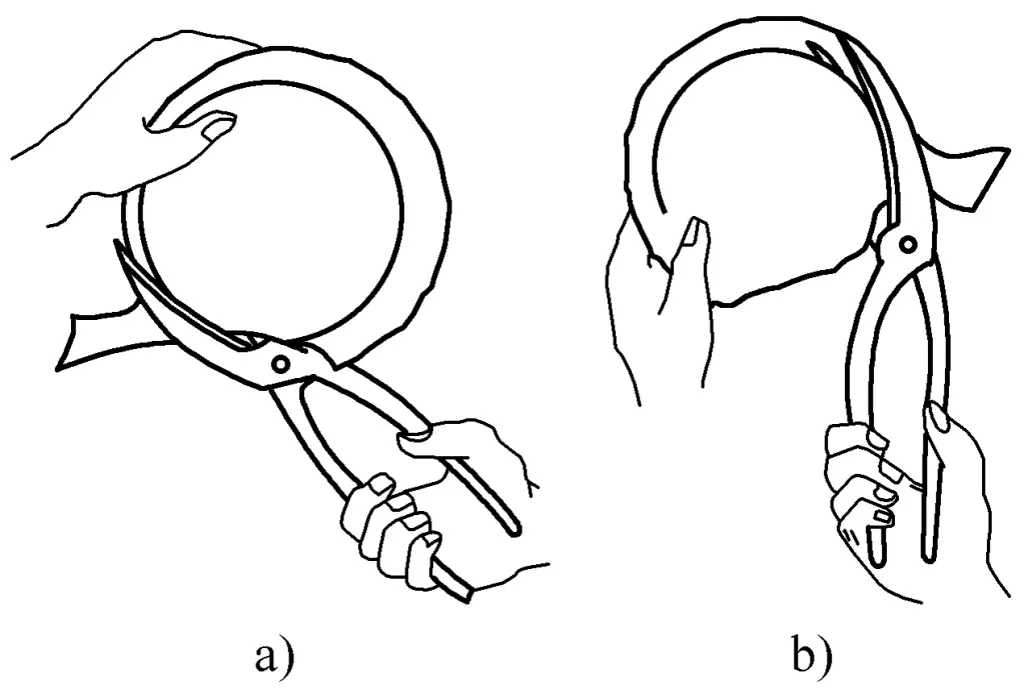
As ferramentas para o corte manual incluem tesouras rectas, tesouras curvas, tesouras rectas pneumáticas e tesouras de puncionar pneumáticas (ver Figura 3).

a) Tesoura reta
b) Tesoura curva
c) Tesoura reta pneumática
d) Tesouras de puncionar pneumáticas
As tesouras rectas são tesouras manuais com arestas de corte rectas, utilizadas para cortar contornos rectos de chapas, capazes de cortar chapas de alumínio até 1,5 mm de espessura e chapas de aço até 1 mm de espessura. As tesouras curvas têm arestas de corte que seguem uma curva, utilizadas para cortar contornos curvos de chapas, capazes de cortar chapas de alumínio até 2 mm de espessura e chapas de aço até 0,8 mm de espessura. As tesouras pneumáticas portáteis são tesouras manuais semi-mecanizadas, capazes de cortar até 2,5 mm de espessura.
1) Técnicas de tosquia manual
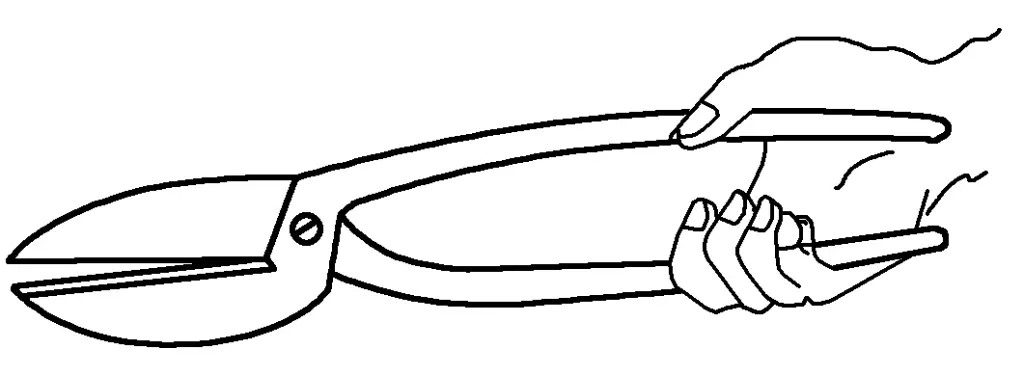
Geralmente, ao cortar manualmente chapas finas, é habitual segurar a tesoura com a mão direita e o material com a mão esquerda. A figura 4 mostra o método correto de segurar a tesoura; o cabo da tesoura não deve ser demasiado comprido em relação à palma da mão para facilitar o exercício de força sobre o cabo e a extremidade da tesoura não deve ser mantida dentro da palma da mão para evitar que a mão direita a agarre de forma inconveniente.
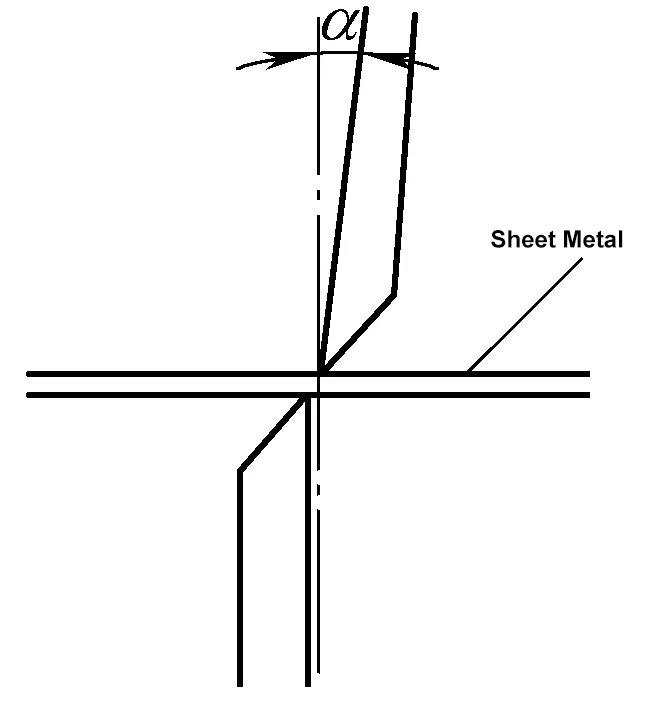
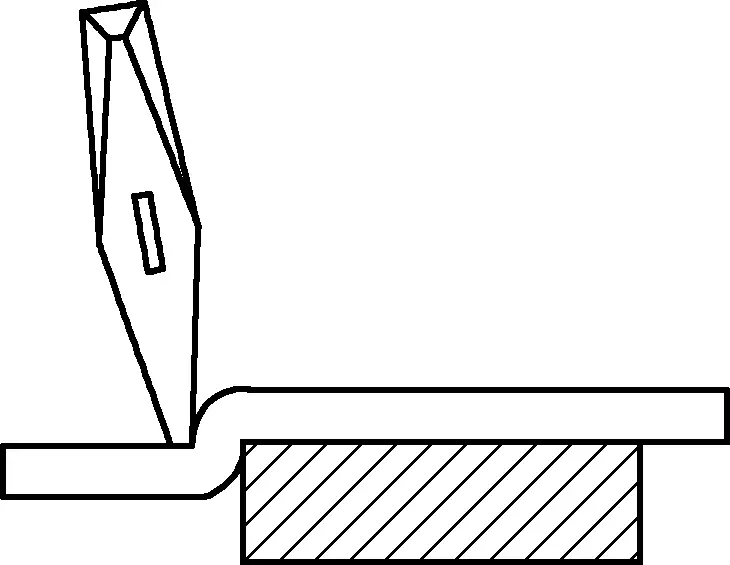
A mão esquerda segura o material e alimenta-o na direção do corte, alinhando a lâmina superior com a linha de corte (uma tangente a uma linha reta ou curva). Durante o corte, a lâmina superior deve pressionar o material com força e o ângulo da lâmina deve ser ajustado para facilitar a força, como mostra a Figura 5.
No início do corte, as duas lâminas só devem abrir até 3/4 do comprimento da lâmina. No final de cada corte, as lâminas não devem fechar completamente, deixando 1/4 do comprimento da lâmina. Por outras palavras, a tesoura deve abrir e fechar apenas parcialmente desde a posição 1/4 até à posição 3/4 do comprimento da lâmina, sendo cada comprimento de corte cerca de 1/2 do comprimento da lâmina, como mostra a Figura 6.
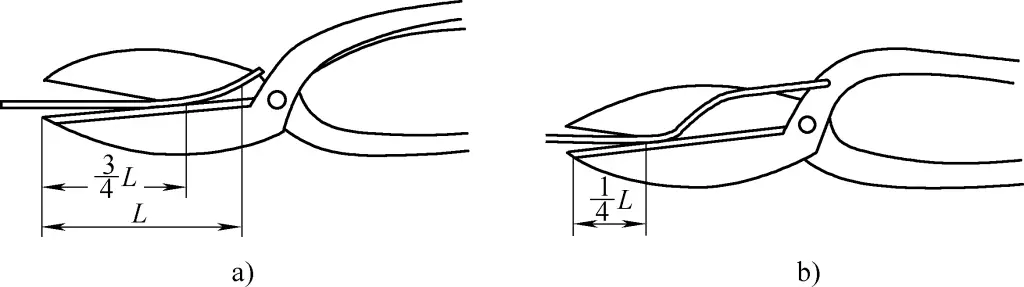
a) Início da tosquia
b) Extremidades de corte
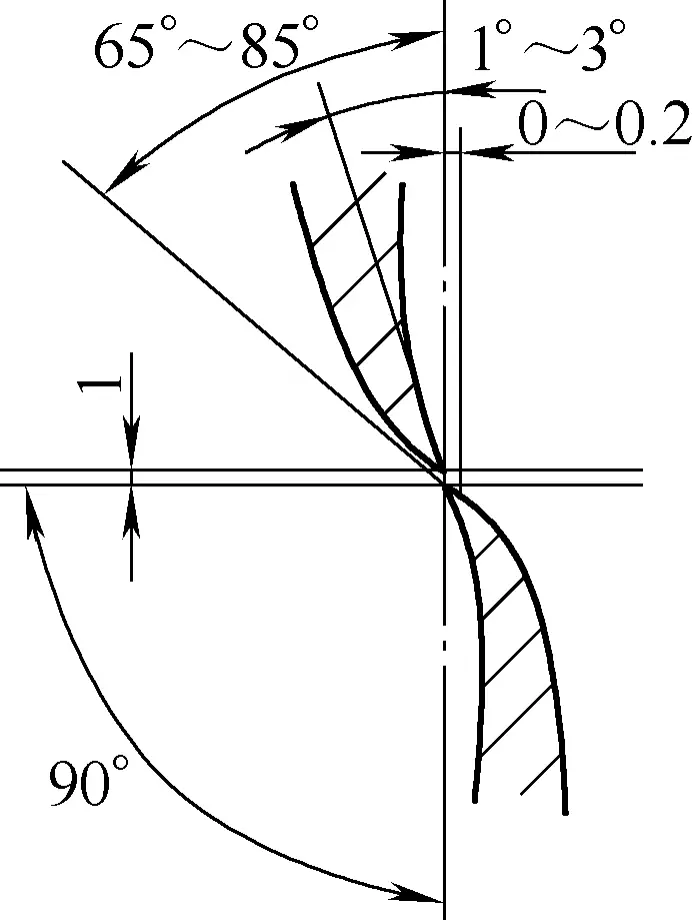
Durante o fecho da lâmina, deve ser aplicada uma pressão contínua ao longo da linha de corte e as arestas de corte devem sobrepor-se. Deve ser mantida uma folga de 0 a 0,2 mm entre as duas lâminas, com valores mais pequenos para materiais mais finos e valores maiores para materiais mais espessos, como mostra a Figura 7.
2) Método de corte de linhas rectas
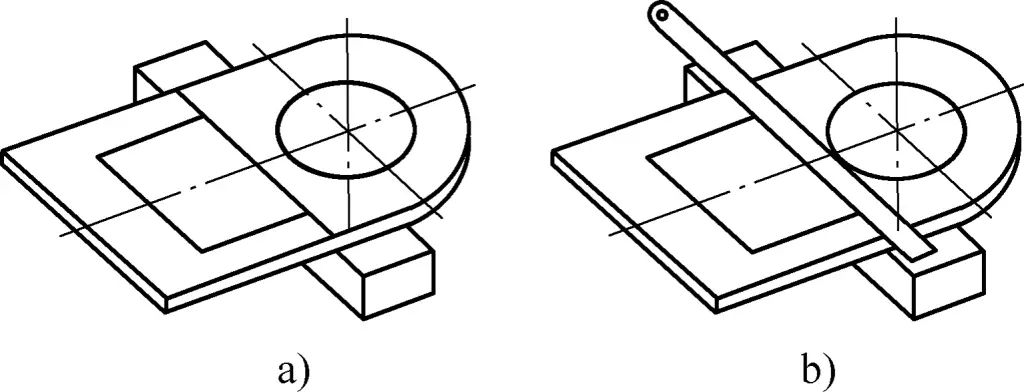
As figuras 8a e 8b mostram, respetivamente, as direcções corretas e incorrectas para cortar linhas rectas.
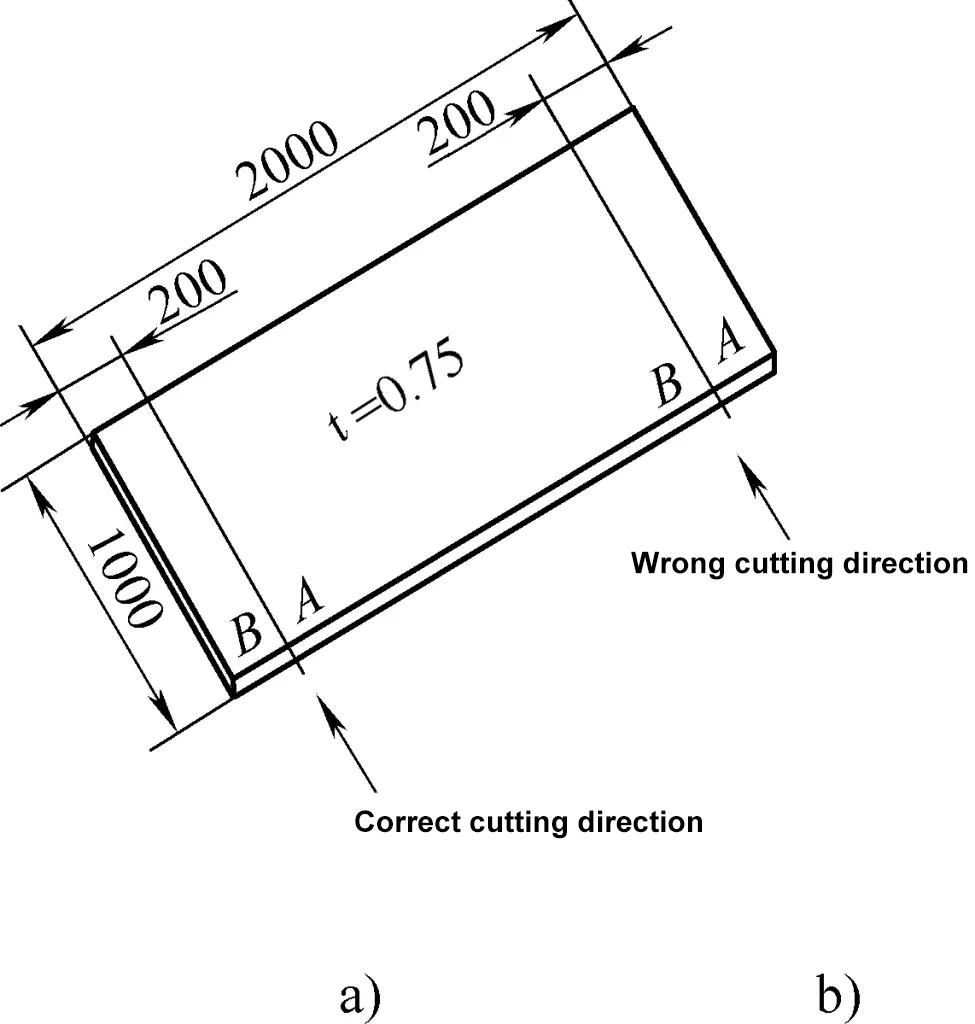
A Figura 8a mostra a direção correta porque, durante o processo de corte, a mão direita segura o corpo da tesoura, o pé direito pisa o ponto A e a mão esquerda segura o ponto B. À medida que o corte se aprofunda, a mão esquerda deve levantar-se para ajudar a rasgar o ponto de corte e abrir espaço para o corpo inferior da tesoura. Como a placa B é pequena, pode ser facilmente levantada, o que faz com que seja a direção correta. Por outro lado, na Figura 8b, a área e o peso do ponto B são maiores, dificultando a elevação do material e o corte em profundidade, pelo que é a direção incorrecta.
3) Método de corte de cantos côncavos e materiais angulares
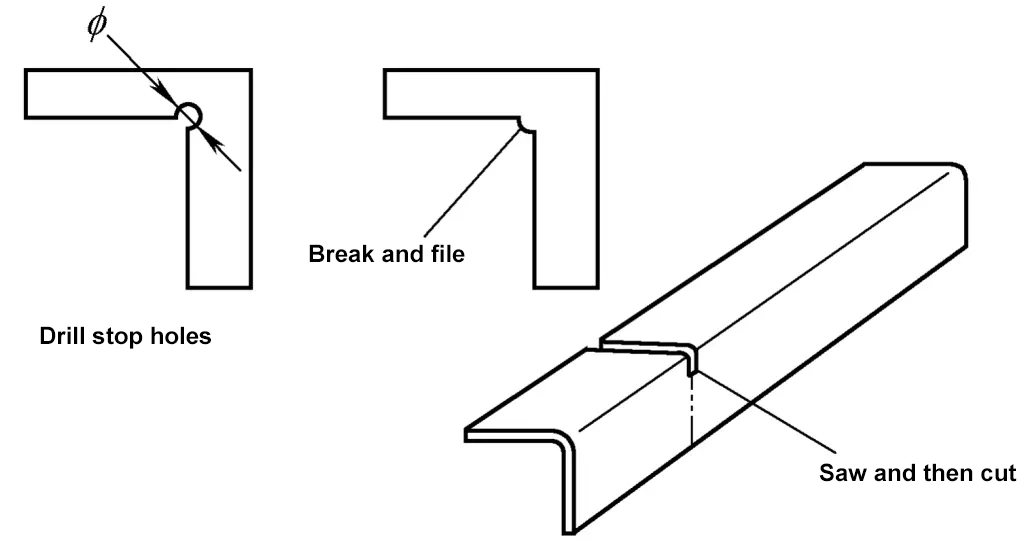
Se a linha de corte na chapa metálica formar uma forma côncava para a peça de trabalho, o chamado canto côncavo, deve ser feito um furo de paragem de fendas na intersecção da linha de corte côncava ou deve ser deixada uma certa distância por cortar.
O objetivo da perfuração de um furo de paragem de fendas é assegurar que as posições finais das linhas de corte de ambos os lados caem no furo de paragem de fendas durante o corte, ou deixar uma certa distância por cortar para que as extremidades de corte não deixem marcas na intersecção da peça de trabalho, evitando assim pontos de concentração de tensão.
Geralmente, é deixada uma certa distância por cortar na intersecção das linhas de corte, a ligação é então quebrada à mão e, finalmente, é utilizada uma lima para obter a forma e as dimensões pretendidas. Para cortar peças de forma diagonal, a raiz pode ser serrada primeiro, e depois a linha pode ser cortada com uma tesoura, como mostra a Figura 9.
4) Método de corte de curvas
Quando a linha de corte é uma curva, a direção do movimento da tesoura deve seguir a curva sem cobrir a linha de corte para permitir que o operador controle a lâmina superior para ficar tangente à curva, como mostra a Figura 10.
a) Sentido dos ponteiros do relógio
b) Sentido contrário ao dos ponteiros do relógio
O método de corte de orifícios internos consiste em criar primeiro um orifício de processamento na chapa metálica e, em seguida, alargá-lo gradualmente ao longo da linha de corte utilizando uma tesoura curva em espiral. Para furos internos maiores, é preferível um corte de cisalhamento vibratório.
Durante a operação de corte de chapas metálicas, ocorrem frequentemente problemas como corte incompleto, desvio dimensional, linhas de corte interrompidas e não rectas, cortes e rebarbas excessivas. De seguida, analisamos estes problemas e fornecemos as soluções correspondentes.
1) Corte incompleto de chapa metálica
As principais razões para um corte incompleto são:
① A folga entre as lâminas superior e inferior é demasiado grande. Diferentes folgas são adequadas para diferentes espessuras de chapa metálica. Uma folga demasiado pequena pode levar ao desgaste da lâmina e ao aumento da força de corte, enquanto que uma folga demasiado grande pode causar a rotação do material e um corte incompleto. A solução é ajustar corretamente a folga da lâmina.
A Figura 11 mostra os métodos para ajustar a folga. Na Figura 11a, o método para diminuir a folga é bater na borda da cabeça do rebite, aplicando pressão na arruela convexa da tesoura, fazendo com que algum metal se mova para baixo e reduzindo a folga da lâmina. Não use força excessiva; normalmente, duas ou três batidas leves em torno da borda são suficientes.
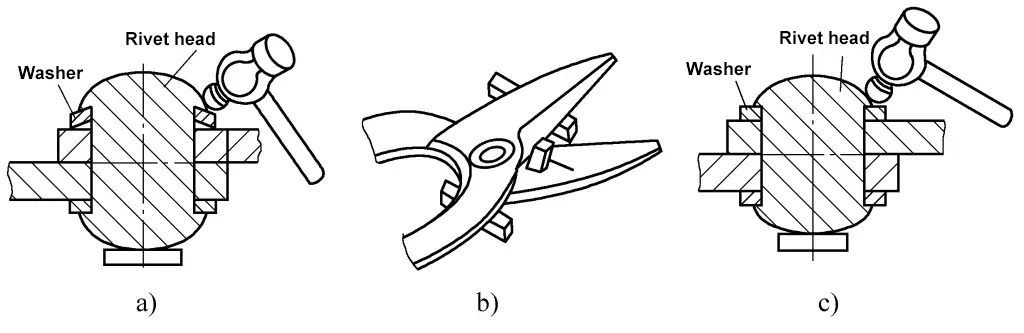
Na Figura 11b, o método para alargar a folga consiste em colocar um suporte fixo por baixo de uma lâmina e do cabo (quanto mais próximo do pivot, melhor) e, em seguida, bater na outra lâmina (mais uma vez, quanto mais próximo do pivot, melhor). Não utilizar força excessiva; normalmente, duas ou três pancadas ligeiras são suficientes.
Se a anilha convexa se tornar plana (como mostrado na Figura 11c), nenhuma quantidade de martelagem irá ajustar a folga. A solução neste caso é substituir o rebite e a anilha convexa.
② Lâmina cega. A solução é afiar a lâmina.
③ A chapa metálica é demasiado espessa, excedendo o alcance do corte manual.
2) Desvio dimensional no corte
A principal razão para o desvio dimensional é o facto de a lâmina superior da tesoura não estar alinhada com a linha de corte na chapa metálica. Para linhas de corte rectas, a lâmina superior deve estar alinhada e pressionada ao longo da linha. Para linhas curvas, a tesoura deve evitar cobrir a linha desenhada, e a lâmina superior deve pressionar a chapa metálica e manter-se tangente à linha durante o corte.
3) Linhas de corte interrompidas e não rectilíneas
Isto é causado por:
① Ligação solta entre a tesoura e a chapa metálica durante cortes sucessivos. O alinhamento contínuo da lâmina superior com a linha pode evitar este fenómeno.
② A utilização prolongada faz com que as lâminas se dobrem, formando uma curva para fora ou para dentro. A solução é endireitar a lâmina ou substituir a tesoura.
4) Cortes
As principais razões para os defeitos de corte são:
① Não perfurar orifícios de paragem de fendas no canto côncavo da peça de trabalho ou deixar que o corte ultrapasse a linha, deixando linhas não cortadas que se tornam pontos de concentração de tensão, levando eventualmente a várias fendas. A única solução é fazer furos de paragem de fendas ou deixar margens de limagem conforme necessário.
② As folgas superior e inferior da lâmina são demasiado pequenas, fazendo com que toda a lâmina se feche e prenda a peça durante o corte. A solução consiste em ajustar a folga da lâmina e evitar fechar totalmente as lâminas durante o corte, deixando um quarto do comprimento da lâmina e efectuando depois mais cortes.
5) Rebarbas excessivas
As principais razões para o excesso de rebarbas são:
① Folga inadequada da lâmina, quer seja demasiado grande ou demasiado pequena, causando grandes rebarbas. A solução é ajustar a folga e testar o corte algumas vezes para encontrar a folga ideal.
② Lâminas cegas. As lâminas cegas também causam rebarbas excessivas, pelo que afiar regularmente as lâminas melhora a qualidade do produto e a eficiência do processamento.
Durante o corte de chapas metálicas, prestar atenção ao seguinte:
1) Durante o corte manual de chapas finas, as faces de corte das lâminas devem permanecer perpendiculares à superfície da chapa para manter as lâminas na posição de corte mais eficaz. A inclinação da face de corte contra a superfície da chapa é proibida, pois provoca rebarbas excessivas ou mesmo cortes incompletos ou a fixação da peça de trabalho entre os planos de articulação das lâminas.
2) A força de corte aplicada pelas lâminas na peça de trabalho deve ser contínua e suave. Ao cortar chapas mais grossas, evite martelar a parte de trás da tesoura para aumentar a força de corte, pois isso pode danificar os bordos da lâmina e transformar as curvas em linhas quebradas, afectando a qualidade do corte. Em vez disso, alargue o comprimento dos cabos da tesoura, por exemplo, fixando um tubo de aço, para aumentar a força de corte.
Tal como o corte manual, o cinzelamento manual é uma importante técnica de corte de chapa metálica, normalmente utilizada para cortar chapas com espessura superior a 3 mm. O cinzelamento é efectuado com ferramentas de cinzel e uma marreta.
O cinzelamento utiliza o movimento de corte da lâmina do cinzel para processar a peça de trabalho. A principal caraterística do cinzelamento manual é o facto de não estar limitado pela posição de trabalho ou pela forma das peças, tornando a operação simples e flexível.
Comumente usado ferramentas de corte manuais - kezi, divididos em kezi superior e kezi inferior, como mostra a Figura 12. Entre eles, o kezi inferior é geralmente fabricado a partir de resíduos de lâminas de tesoura ou transformado a partir de carris de aço (ver Figura 12b).
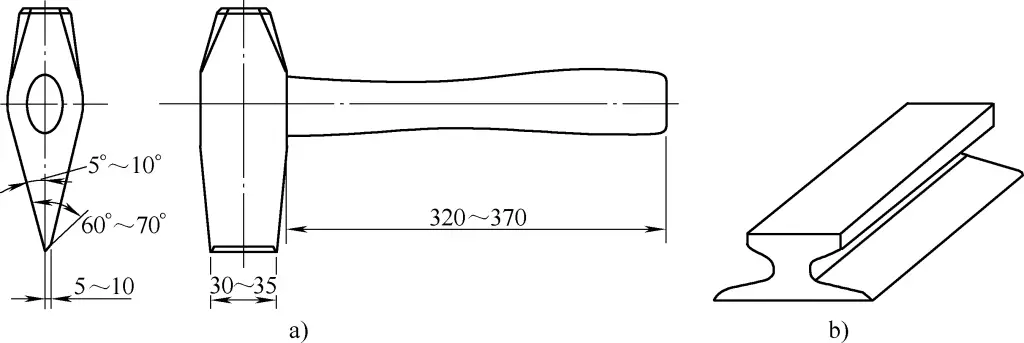
a) Dimensões da parte superior do kezi
b) Kezi inferior
A parte da lâmina da kezi superior tem uma forma de cunha assimétrica. Ao cortar, o lado esquerdo da ponta da lâmina (ver Figura 12a) é a parte da peça em bruto, e o lado direito é a parte residual. Sob a força do martelo na parte superior, a ponta da lâmina do kezi é espremida no material da peça ao longo do eixo do kezi.
Quando a ponta da lâmina é encravada na maior parte da chapa metálica, devido à força de compressão significativa no lado dos resíduos da lâmina assimétrica em forma de cunha, a chapa metálica é rasgada ao longo da linha da ponta da lâmina antes de esta atingir o fundo da chapa, separando o material.
Como se pode ver na Figura 12a, a secção transversal da ponta da lâmina da kezi é diferente da das ferramentas gerais. A ponta da lâmina, espessa e larga, garante que o kezi não se deforma nem se parte sob uma força de impacto significativa e impede que a ponta da lâmina se insira em materiais duros e frágeis, o que poderia provocar a rutura ou a ejeção e, potencialmente, causar ferimentos. Assegura principalmente a função de separação de materiais (especialmente chapas metálicas) da kezi.
Antes de efetuar um corte manual numa peça de trabalho, é necessário familiarizar-se com o desenho da peça, compreender a forma e as dimensões da peça de trabalho. A kezi escolhida deve ter um cabo com cerca de 320-370 mm de comprimento, com uma espessura de lâmina de cerca de 5-10 mm, como mostra a Figura 12a.
Ao efetuar o corte manual, a palma da mão deve estar virada para baixo, segurando o cabo da kezi com a mão a cerca de 30-40 mm de distância da extremidade do cabo da kezi.
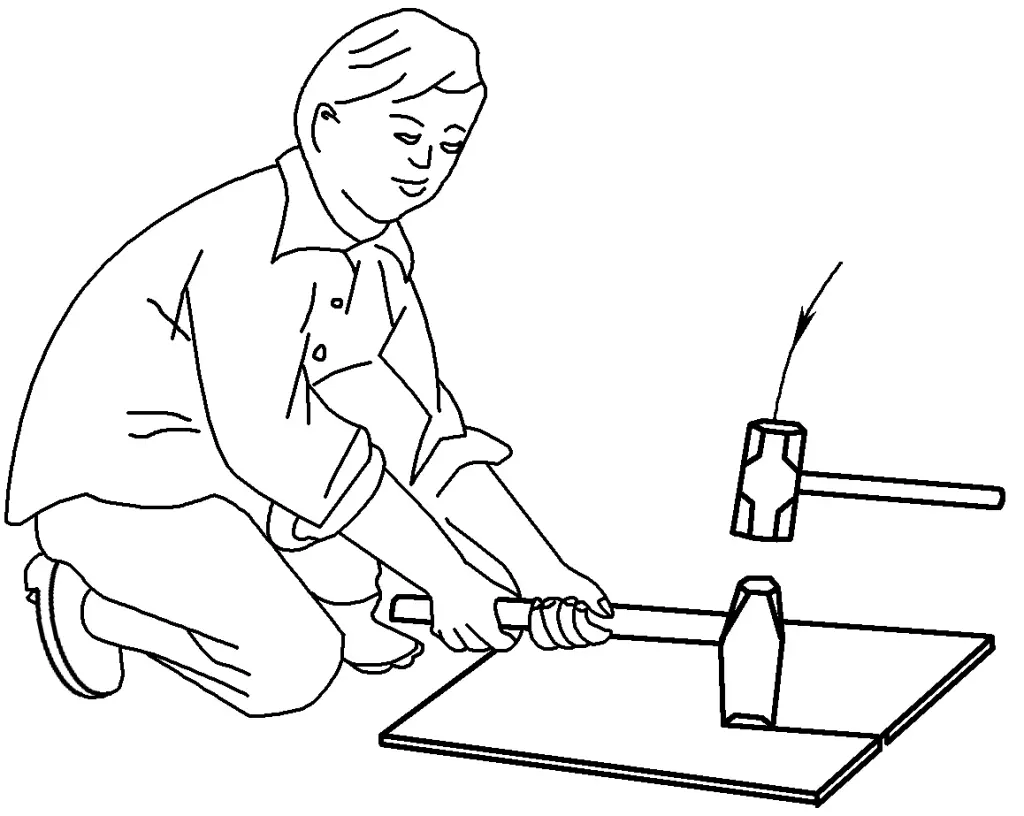
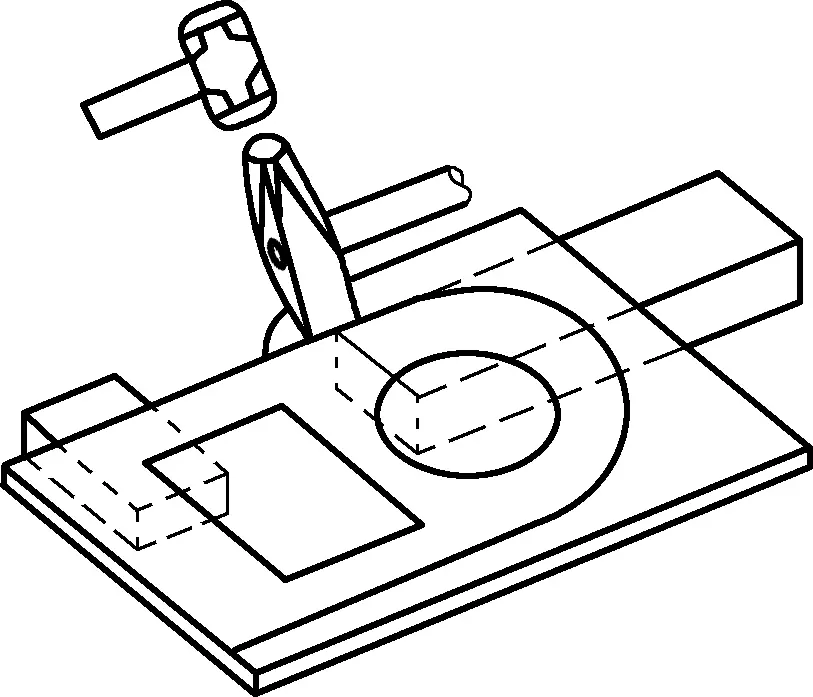
O corte é efectuado por duas pessoas que trabalham em conjunto. A pessoa que segura a pega da kezi agarra-a firmemente com as duas mãos, fazendo com que a kezi fique ligeiramente inclinada. Depois de alinhar a ponta da lâmina com a linha na chapa metálica, endireita-se a kezi, coloca-se ligeiramente na vertical e concentra-se na ponta da lâmina. A outra pessoa bate então no topo da kezi com uma marreta, assegurando que os golpes são rectos e precisos. Ao cortar chapas de aço marcadas na plataforma, a pessoa que segura o cabo da kezi deve agachar-se, inclinar-se ligeiramente para a frente, mas manter a cabeça direita e ligeiramente para trás.
Inclinar-se para a frente ajuda a manter o cabo verticalmente estável, e manter a cabeça ligeiramente para trás facilita a observação da linha, o alinhamento e evita erros acidentais por parte do utilizador do martelo. O pé esquerdo deve dar um ligeiro passo em frente, com a barriga da perna na vertical em relação ao solo, a coxa entre os dois braços, e o pé direito deve inclinar-se ligeiramente para trás, com a sola a tocar no solo, como mostra a Figura 13.
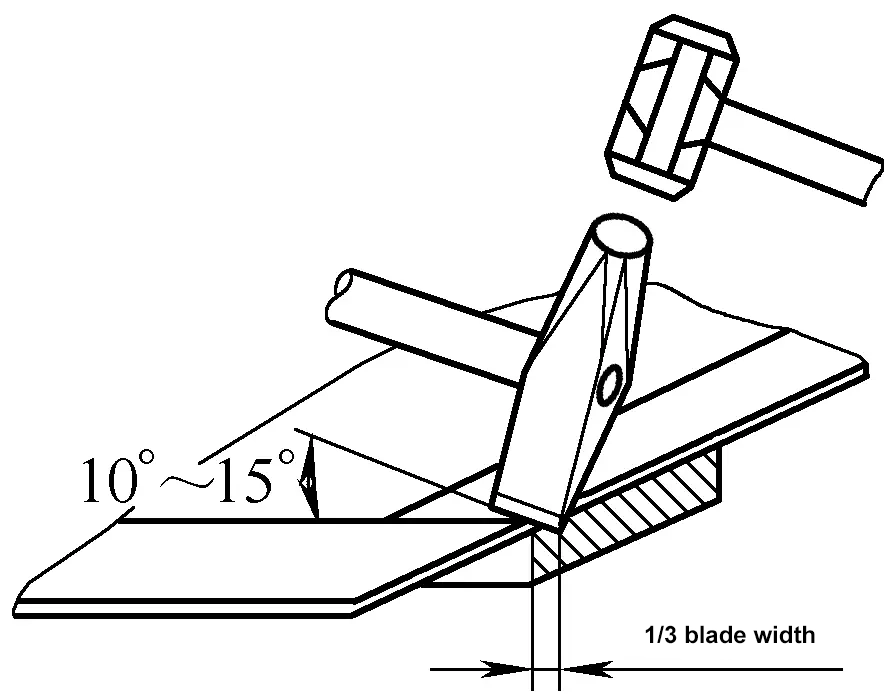
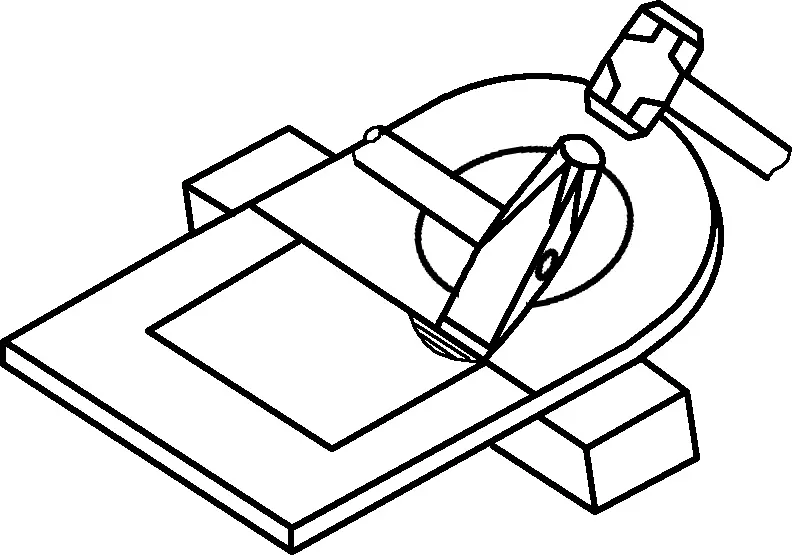
Durante o corte, alinhar a extremidade frontal da lâmina kezi com a linha de trabalho, assegurando que a kezi não está totalmente pressionada na chapa metálica. O corte deve começar a partir da borda da chapa metálica, com 1/3 da lâmina kezi a ultrapassar a borda da chapa e a alinhar-se com a lâmina kezi inferior.
Uma vez cortada a borda da folha, alinhar a lâmina com a linha para continuar a cortar para baixo. Nesta altura, a extremidade traseira da lâmina deve inclinar-se para cima 10°-15° para facilitar a observação da linha, concentrar a força do martelo na parte dianteira do kezi e assegurar o corte contínuo da folha, como mostra a Figura 14.
Depois de martelar a parte superior do kezi, inclinar rapidamente a extremidade traseira da lâmina para cima, fazer com que a extremidade dianteira da lâmina deslize para trás ao longo da ranhura de corte até que a linha de corte esteja completamente terminada. Ao aproximar-se do fim do corte, martelar suavemente para evitar danificar a lâmina e a superfície da plataforma.
Durante o processo de corte, devido à ação do lado da ponta da lâmina, a chapa metálica dobra-se lateralmente e deforma-se devido à extrusão local, pelo que deve ser aplicada uma correção achatada à chapa após o corte.
Após a conclusão da operação de corte, limpar imediatamente a área de trabalho.
Apesar da variedade de peças de chapa metálica para cortar, os passos e métodos para o processo de corte são geralmente os mesmos. A descrição pormenorizada das etapas e métodos de corte manual é apresentada a seguir através de um exemplo.
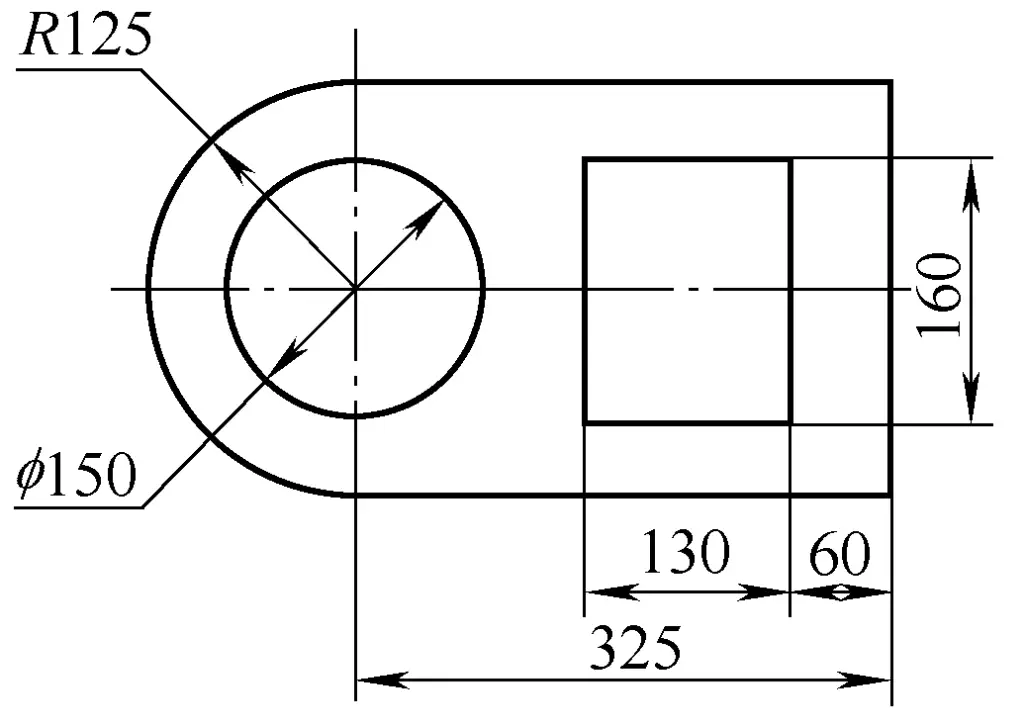
A peça de trabalho apresentada na Figura 15 é feita de chapa de aço Q235A com 4 mm de espessura. Os cantos do furo interior não devem rachar após o corte. Os passos e métodos de corte são os seguintes:
1) Marcação
Preparar a chapa metálica a ser processada, utilizar um modelo para marcação ou desenhar diretamente o padrão na chapa metálica a uma escala de 1:1. Para facilitar o alinhamento exato, determinar primeiro o ponto de corte inicial e, em seguida, desenhar a linha de partida até à borda da chapa metálica para alinhar com a lâmina kezi inferior, como se mostra na Figura 16.
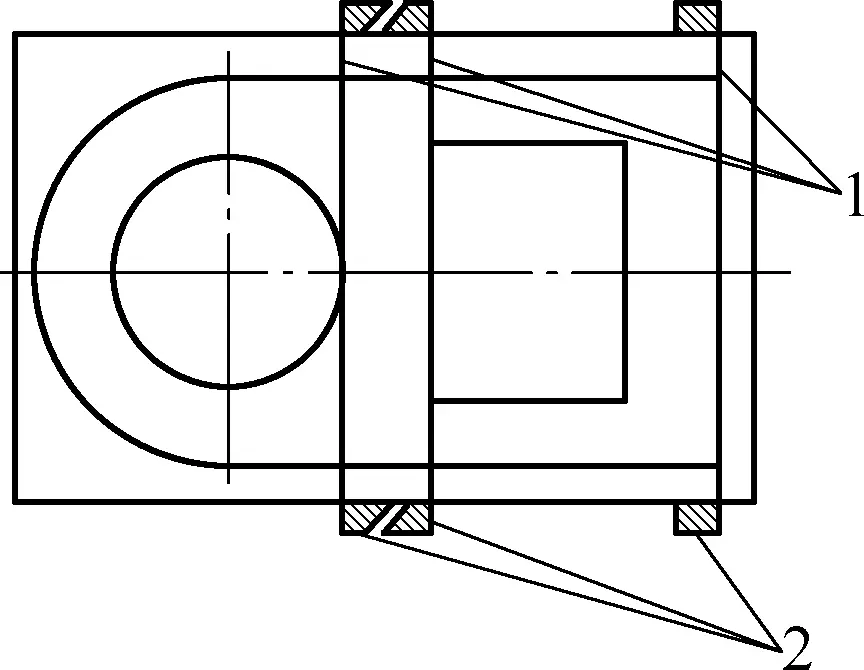
1-Linha de partida
2-Lâmina kezi inferior
2) Determinar a sequência de corte
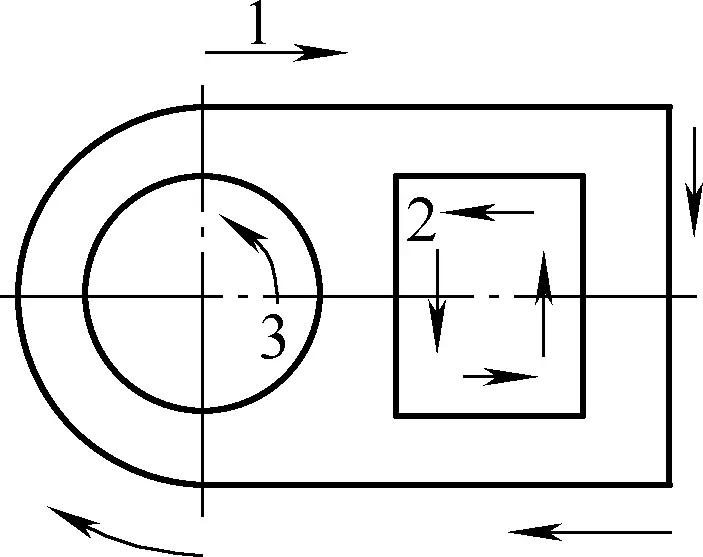
Analisar o padrão da peça de trabalho e determinar a sequência de corte. Geralmente, a sequência de corte é: primeiro a forma exterior, depois os furos interiores; primeiro as linhas rectas, depois as curvas; primeiro as peças inteiras, depois as secções. A sequência de corte para a peça de trabalho mostrada na Figura 15 é organizada como mostrado na Figura 17.
3) Corte de secções rectas
O método de corte para secções rectas é:
① Começar a cortar.
Colocar a folha na horizontal sobre a aresta inferior de corte, com o excesso de material saliente para além da aresta de corte, alinhando-o exatamente com a linha de corte de modo a que coincida com a aresta inferior. A posição e o ângulo do cortador são os indicados na figura 14.
Ao iniciar o corte, a força de martelagem deve ser mais leve para permitir o ajuste se o corte inicial não for exato, evitando danos nas arestas de corte devido a colisão. Uma vez confirmada a precisão do corte inicial, proceder ao corte retilíneo progressivo ao longo da aresta inferior do cortador.
② Corte.
Durante o processo de corte, assegurar que a linha de corte da chapa se alinha com a aresta inferior, mantendo um ângulo adequado no cortador superior e mantendo as duas arestas próximas. Caso contrário, podem ocorrer cortes incompletos e deformações por flexão, como mostra a Figura 18.
Para melhorar a qualidade durante o corte, é necessário corrigir constantemente qualquer desvio e ajustar a força de martelagem. Para isso, é necessário que o operador esteja atento e em estreita coordenação, com o martelo a seguir as ordens do porta-martelo.
4) Corte de secções curvas
O método de corte para secções curvas é:
① Começar a cortar.
Quando o corte atinge uma secção curva, cortar primeiro o material em excesso da secção reta concluída para evitar interferências. Para minimizar a deformação, coloque a peça circular na aresta inferior e rode continuamente a peça de trabalho, utilizando sempre a extremidade da aresta inferior para o corte (ver Figura 19).
② Corte.
Ao cortar curvas, as arestas superior e inferior são rectas, pelo que cada corte cria apenas um segmento. A essência do corte de curvas é cortar segmentos rectos ao longo das tangentes da curva, formando um polígono que se aproxima da curva. Quanto mais curtos os segmentos, mais próximos da curva.
O requisito para o corte de curvas é manter cada corte mínimo e rodar frequentemente a folha; os golpes de martelo devem ser curtos e de força adequada.
5) Corte de furos quadrados internos
Para garantir uma abertura exacta dos orifícios quadrados internos, alinhar conforme indicado na Figura 20. Para iniciar o corte, bater ligeiramente no bordo superior no ponto de contacto com a folha. Quando o corte inicial atingir 2-3 vezes a largura do bordo, colocar o bordo superior na horizontal e cortar completamente (ver Figura 21). Após a abertura, o método de corte é o mesmo que para as secções rectas.
a) Alinhar por linha de traço
b) Alinhar com uma régua sobre a linha
6) Corte de furos circulares internos
Para cortar orifícios circulares internos, escolher primeiro o ponto de partida. Para facilitar o início do corte, selecionar um ponto que permita uma fixação fácil e alinhar a tangente neste ponto com a aresta inferior (ver Figura 22). O método de corte é semelhante ao das secções curvas.
Durante o corte manual, a força de corte é aplicada por uma segunda pessoa que bate na parte superior do cortador com uma marreta. No momento em que o martelo entra em contacto com o cortador, as linhas centrais do martelo e do cortador devem estar alinhadas e perpendiculares ao plano da chapa.
A postura do porta-peças deve ser correta, a pega estável e o alinhamento do cortador rápido e preciso. O martelo deve bater a direito e com precisão, com ambas as partes concentradas e coordenadas.
Verificar se há peões nas imediações durante o corte; começar com uma altura baixa do martelo até garantir a precisão e a estabilidade, depois aumentar a altura e a força do martelo.
Os operadores não devem usar luvas durante o corte, especialmente o martelo, uma vez que as luvas reduzem o feedback tátil e podem causar perda de aderência, provocando acidentes. Devem ser usadas luvas para rebarbar, manusear peças de trabalho e material em excesso para evitar lesões.
Verifique frequentemente o aperto da marreta e do cortador, certificando-se de que o cabo está fixo com cunhas para evitar que se solte devido a uma utilização prolongada. Além disso, afie e remova quaisquer rebarbas da parte superior do cortador para evitar ferimentos provocados por detritos voadores causados pelo martelar.
Quando a peça de trabalho estiver prestes a partir-se, corte suavemente ou utilize um martelo de mão para evitar danificar as arestas de corte ou a superfície.
O corte mecânico utiliza equipamento especializado para cortar e separar chapas, amplamente utilizado no corte de chapas metálicas devido à sua elevada eficiência e precisão.
O equipamento de corte mecânico inclui tesouras de guilhotina, tesouras vibratórias e tesouras rotativas.
As tesouras de guilhotina são utilizadas principalmente para cortar folhas em linhas rectas, funcionando com base no princípio da utilização de lâminas lineares nos bordos de corte superior e inferior.
A figura 23 mostra um esquema do princípio da guilhotina. A lâmina superior (8) é fixada ao suporte da lâmina (1) e a lâmina inferior (7) à mesa (4). As esferas (6) facilitam o movimento da folha, sendo o calibre posterior (9) posicionado pela cavilha de posicionamento (10).
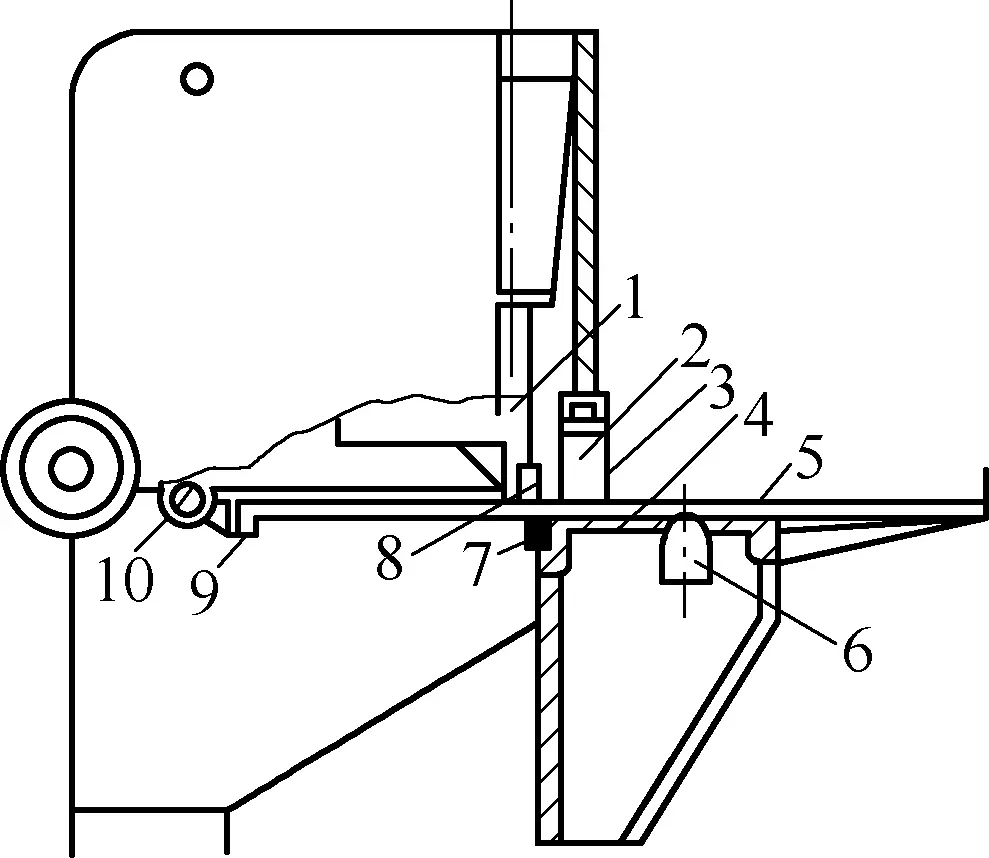
Suporte de 1 lâmina
2-Cilindro hidráulico de fixação
Placa de 3 tampas
4 mesas
5 folhas
6 bolas
7-Lâmina inferior
8-Lâmina superior
Medidor traseiro 9
Pino de 10 posições
O cilindro de pressão hidráulica 2 é utilizado para pressionar a folha, impedindo-a de virar durante o corte. A placa de proteção 3 é um dispositivo de segurança para evitar acidentes de trabalho. Durante o funcionamento, a cambota acciona o cursor da guilhotina, cortando o material através do movimento relativo das lâminas de corte superior e inferior.
As máquinas de corte são classificadas em máquinas de corte de transmissão mecânica e máquinas de corte de transmissão hidráulica com base nos seus métodos de transmissão. As máquinas de corte com uma espessura de chapa inferior a 10 mm são maioritariamente de estrutura de transmissão mecânica, enquanto as que têm uma espessura de chapa superior a 10 mm utilizam maioritariamente estruturas de transmissão hidráulica.
As guilhotinas vibratórias são geralmente utilizadas para cortar com base em linhas ou modelos, normalmente utilizados para processar chapas com menos de 2 mm de espessura. O seu princípio de funcionamento consiste em gerar um movimento alternativo de alta velocidade da lâmina superior contra a lâmina inferior através de transmissão mecânica, cortando a chapa em pequenos segmentos. Por conseguinte, também pode ser utilizada para cortar perfis curvos exteriores e interiores com raios de curvatura maiores. A sua estrutura e princípio de funcionamento estão ilustrados na Figura 24.
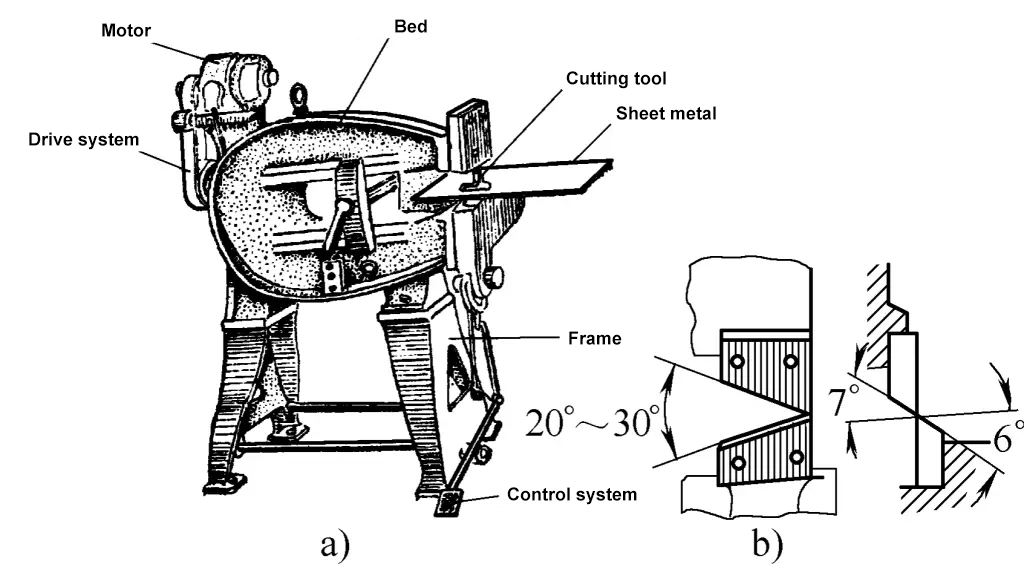
a) Aspeto
b) Lâminas superior e inferior
A máquina de cisalhamento por laminação pode realizar cisalhamento em linha reta ou cisalhamento ao longo de uma curva. Utilizando a caraterística de a máquina de corte por laminagem poder cortar formas circulares ou curvas, pode substituir as matrizes de punção para cortar ou aparar grandes peças de estampagem na produção de pequenos lotes, embora a qualidade e a produtividade do corte não sejam elevadas. A máquina de cisalhamento por laminagem utiliza um par de lâminas circulares que rodam em direcções opostas para cisalhar a folha.
A Figura 25a mostra a estrutura e o princípio de funcionamento da máquina de corte por laminagem e as Figuras 25b, c e d mostram várias configurações das lâminas circulares.
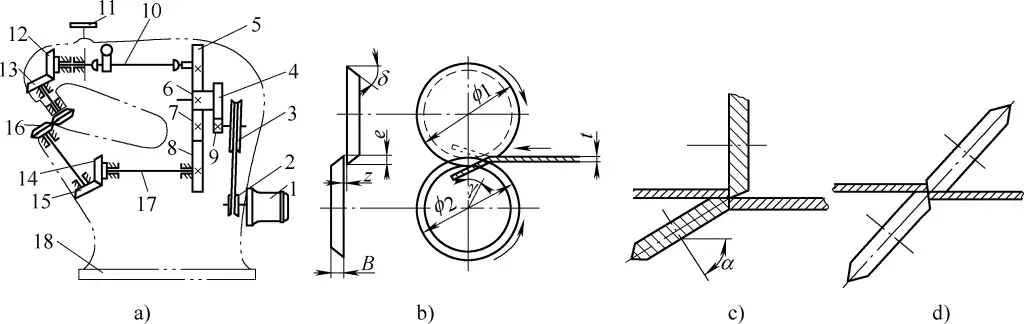
a) Estrutura da máquina de corte por laminagem
b) Configuração reta de lâminas circulares
c) Configuração reta inclinada de lâminas circulares
d) Configuração inclinada de lâminas circulares
1-Motor
2, 3-Pulleys
4-9-Rodas
10 eixos
11-Puxador de funcionamento
12-15-Engrenagens cónicas
16 lâminas circulares
17-Eixo de acionamento
Base 18
As máquinas de corte dividem-se em corte de lâmina plana e corte de lâmina inclinada, de acordo com a montagem diferente das lâminas superior e inferior. O corte com lâminas inclinadas poupa mais trabalho do que o corte com lâminas planas e é sobretudo utilizado para cortar chapas largas e finas. A Figura 26a mostra um diagrama esquemático do corte com lâminas inclinadas.
O corte com lâmina inclinada pode reduzir significativamente a força de corte. Nas máquinas de cisalhamento de lâmina inclinada, a lâmina inferior é horizontal e a lâmina superior é inclinada num determinado ângulo em relação à lâmina inferior. Uma vez que a lâmina de corte superior está inclinada, o comprimento de contacto entre a lâmina e o material durante o corte é muito menor do que a largura da folha, resultando num curso maior, numa força de corte menor e numa operação mais suave, tornando-a adequada para o corte de folhas finas e largas.
Geralmente, o ângulo de inclinação φ da lâmina superior situa-se entre 1° e 6°. Para espessuras de chapa de 3-10mm, φ=1°-3°; para espessuras de 12-35mm, φ=3°-6°. γ é o ângulo de inclinação, que ajuda a reduzir a rotação do material durante o corte; α é o ângulo de folga, que ajuda a reduzir a fricção entre a lâmina e o material. γ é geralmente 15°-20°, e α é geralmente 1,5°-3°.
A figura 26b mostra um diagrama esquemático do corte de lâminas planas utilizando uma máquina de corte de lâminas planas. A caraterística do corte de lâminas planas é o facto de cortar entre lâminas superiores e inferiores paralelas. O β é geralmente de 0°-15°. Este tipo de máquina de corte tem um curso pequeno mas uma grande força de corte e é adequado para cortar chapas grossas e estreitas.
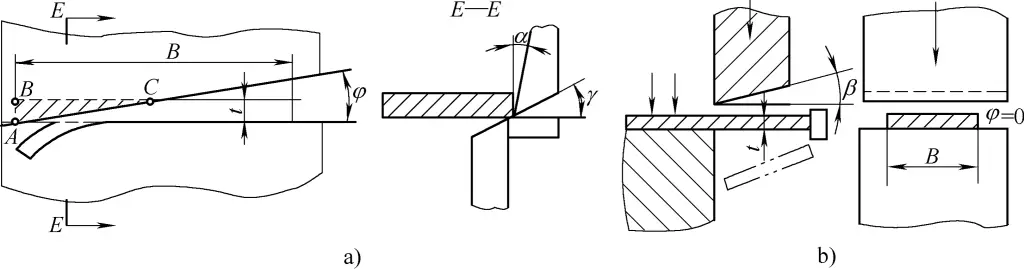
a) Cisalhamento de lâminas inclinadas
b) Cisalhamento de lâminas planas
As máquinas de cisalhamento utilizam lâminas superiores e inferiores em linha reta para cisalhar os espaços em branco das folhas. Para cortar as chapas em determinadas formas e tamanhos, as máquinas de cisalhamento estão equipadas com dispositivos de travamento, que consistem em travões frontais, traseiros, laterais e travões angulares especializados.
As placas de bloqueio frontal, traseiro e lateral podem ser instaladas e fixadas na mesa de trabalho ou na estrutura da cama da máquina de corte e podem ser ajustadas na posição frontal e traseira, esquerda e direita através de um mecanismo de ajuste. As placas de bloqueio angulares são geralmente instaladas nas ranhuras em T da superfície da mesa e podem ser instaladas e fixadas em diferentes posições na mesa, de acordo com a forma da folha a cortar.
Embora existam muitas máquinas de corte com ecrã digital ou CNC que conseguiram o controlo automático do posicionamento e a visualização em algumas placas de rolha (como a placa de rolha traseira), facilitando grandemente o corte de blocos e tiras de determinado comprimento, o corte de formas mais complexas continua a exigir o ajuste manual de várias placas de rolha.
Para o corte de peças com formas complexas, é normalmente adotado o método de ajuste manual com recurso a modelos. Um aspeto importante das operações de corte é o ajustamento das posições de várias placas de bloqueio instaladas na máquina de corte para completar o corte de tiras e blocos de diferentes larguras e formas, garantindo e controlando a qualidade. A figura 27 ilustra a operação de cisalhamento com a utilização de chapas de batente.

a) Utilização da placa de paragem traseira
b) Utilização da placa de fecho frontal
c) Utilização de placas de encosto angulares e traseiras
d) Utilização de duas placas de encosto angulares
e) Utilização de chapas de encosto traseiras e angulares
f) Utilização de chapas de encosto angulares e frontais
1) Cisalhamento de tiras de largura geral
Para o corte de chapas de largura geral, o posicionamento pode ser efectuado através de linhas ou da placa de encosto posterior, ajustando a posição da placa de encosto posterior com um parafuso. Durante o corte, a folha é pressionada firmemente com uma placa de pressão, depois o cursor com a lâmina de corte superior desloca-se para baixo e a folha é cortada quando as lâminas de corte superior e inferior se sobrepõem. A secção cisalhada não necessita, normalmente, de processamento adicional para garantir a qualidade, como mostra a Figura 27a.
2) Cisalhamento de tiras mais largas
No caso do corte de tiras mais largas, se a folha for posicionada com a placa de encosto posterior, a parte pendente cederá devido ao seu peso. O erro de posicionamento aumenta à medida que aumenta o rácio entre o comprimento pendente e a espessura da folha (B/t). Por conseguinte, quando a largura da tira excede os 300-400 mm, a placa do batente frontal deve ser utilizada para o posicionamento, como se mostra na Figura 27b. A posição do batente frontal pode ser determinada utilizando ferramentas de medição gerais ou gabaritos.
3) Cisalhamento de blocos trapezoidais e triangulares
Para cisalhar blocos trapezoidais e triangulares, a placa de batente lateral pode ser utilizada em coordenação com outras placas de batente para posicionamento.
Durante a instalação, coloque o modelo na mesa, alinhe-o com a lâmina inferior e, em seguida, ajuste e fixe a placa do batente lateral. Posteriormente, ajustar a placa de batente traseira utilizando o gabarito e utilizar as placas de batente lateral e traseira para o posicionamento durante o corte, conforme ilustrado na Figura 27c. De forma semelhante, outros métodos para o posicionamento da junta utilizando a placa de batente lateral e outras placas de batente são ilustrados nas Figuras 27d, e, e f.
4) Cortar material estreito.
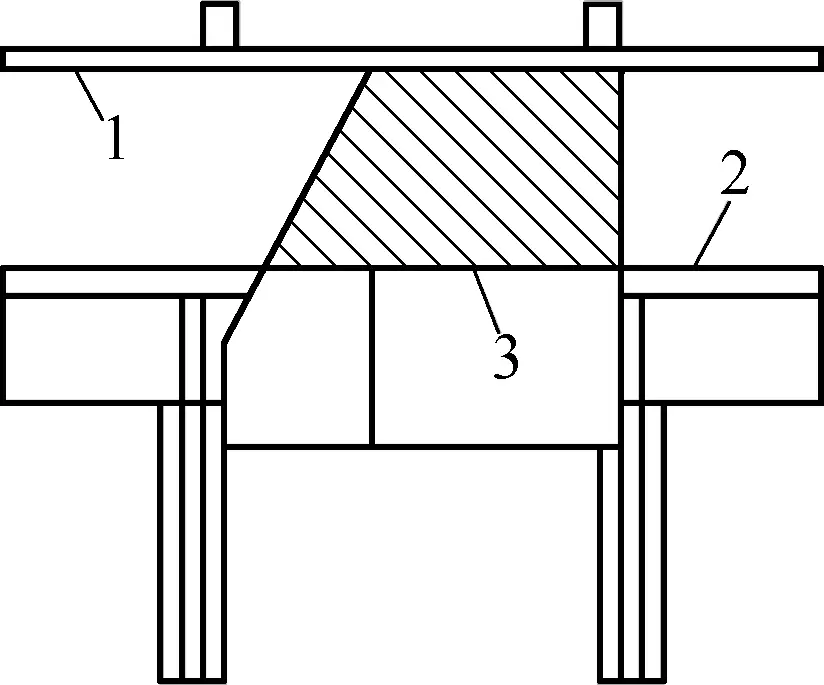
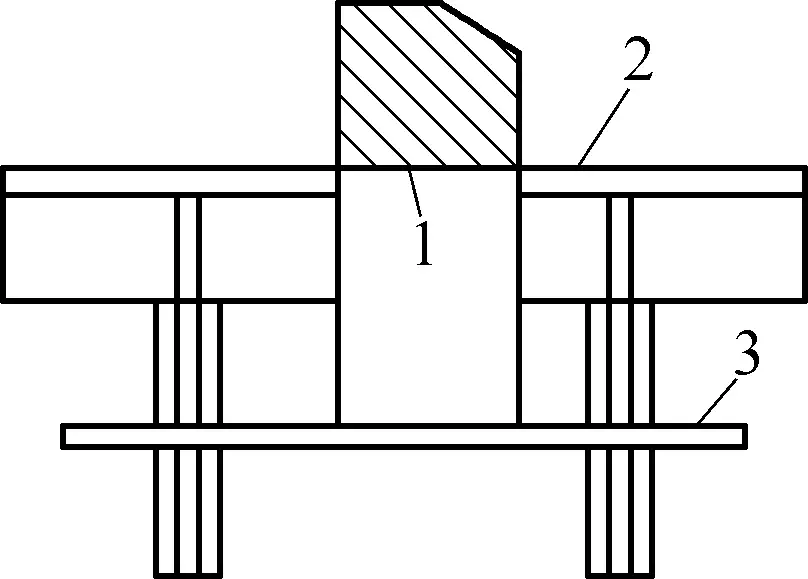
Quando a placa está demasiado afastada do dispositivo de prensagem e não pode ser pressionada para baixo, para um corte seguro e suave, pode ser adicionada uma placa de enchimento da mesma espessura que a placa cortada e pressionada para baixo pelo dispositivo de prensagem para cortar. A placa de prensagem pode ser mais espessa, como se mostra na Figura 28. Para placas finas, não é necessário qualquer enchimento e a placa de prensagem pode pressionar diretamente a placa para baixo.
1-Dispositivo de pressão
2-Placa de aço cisalhada
3-Prancha de prensagem
4-Prancha de revestimento
Durante a placa operação de cisalhamentoEm primeiro lugar, respeitar rigorosamente os procedimentos de operação de segurança para o corte. Em segundo lugar, garantir a retidão e o paralelismo da superfície cortada da placa e minimizar a distorção do material para obter peças de alta qualidade. Abaixo, é apresentado um exemplo para ilustrar em pormenor os passos da operação de corte e os métodos de alinhamento.
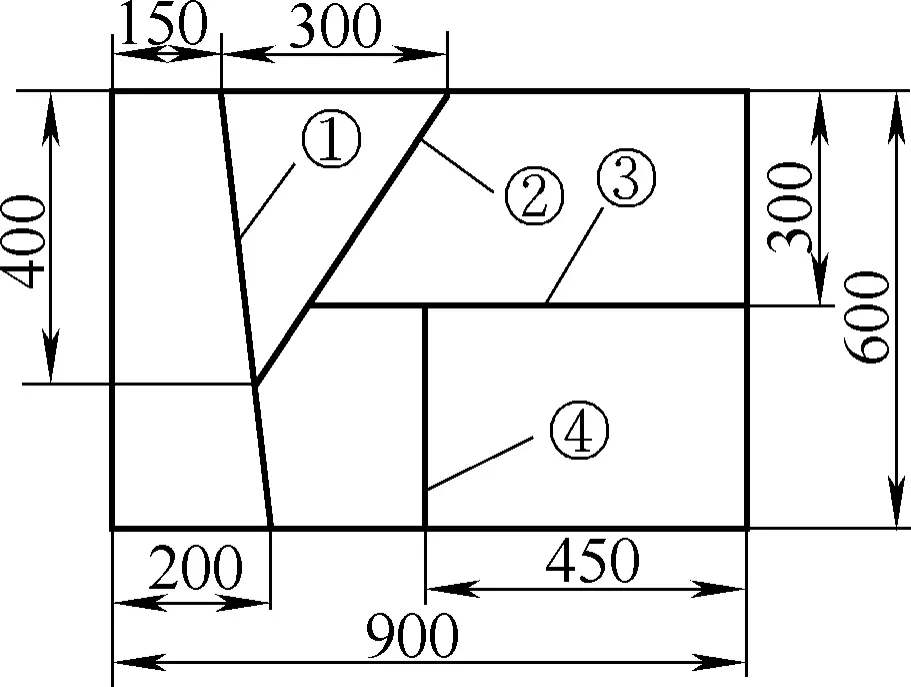
A peça de trabalho mostrada na Figura 29 é feita de uma chapa de aço de 10 mm de espessura. A tolerância de cada dimensão após o corte é de ±1mm. Os passos da operação de corte e os métodos de alinhamento utilizando uma máquina de corte inclinada de pórtico são os seguintes:
1) Etapas da operação de corte
Embora a estrutura das peças a cisalhar possa variar muito, os passos básicos da operação de cisalhamento são geralmente os mesmos e podem ser executados da seguinte forma:
① Determinar o número de pessoas necessárias para a tosquia.
Para placas maiores, não é aconselhável que uma pessoa trabalhe sozinha durante a tosquia. Devem ser coordenadas duas a três pessoas para executar a tarefa, com uma pessoa designada como líder, e todas as acções devem ser consistentes e seguir as ordens do líder.
② Determinar a sequência de corte.
As peças de trabalho têm frequentemente várias linhas de corte. Quando se utiliza uma máquina de corte inclinada de pórtico, a sequência de corte deve assegurar que cada corte separa a placa em duas partes. A Figura 29 mostra a sequência de corte para a peça de trabalho, seguindo a sequência das linhas de corte.
③ Analisar e determinar o método de alinhamento para o corte da peça de trabalho.
Existem vários métodos para alinhar a peça de trabalho numa máquina de corte inclinada de pórtico. Estes métodos devem ser aplicados de forma flexível com base na análise da estrutura da peça de trabalho. Para esta peça de trabalho, o método de alinhamento utilizado é:
④ Com base na natureza e espessura do material de corte, inspeccione e ajuste a folga das lâminas de corte. Se a máquina de corte for fornecida com uma tabela de dados de ajuste da folga da lâmina de corte, ajuste a folga de acordo com os dados. Em alternativa, consulte a Tabela 2 para determinar a folga das lâminas de corte.
Tabela 2: Intervalos de folga razoáveis para máquinas de corte (Unidade: mm)
| Tipo de material | Diferença (t%) |
| Ferro puro eletromagnético Aço macio (aço com baixo teor de carbono) Aço duro (aço de médio carbono ou aço de alta resistência) Aço silício elétrico Aço inoxidável Aço de baixa liga Alumínio duro, latão Alumínio anti-ferrugem | 6~9 6~9 8~12 7~11 7~13 6~10 6~10 5~8 |
Nota: Na tabela, t representa a espessura da placa de corte.
⑤ Depois de verificar e ajustar a folga da lâmina de corte, coloque a máquina em funcionamento num estado descarregado para confirmar que está a funcionar corretamente antes de carregar o material. Antes de carregar, limpe a superfície da placa e verifique se as linhas de cisalhamento estão claras e precisas.
⑥ Efetuar o corte. Siga os métodos de alinhamento e os passos de corte determinados.
⑦ Inspeção da qualidade. Medir as dimensões de todas as partes da peça cortada para garantir que cumprem os requisitos do projeto e verificar a qualidade das arestas cortadas.
2) Funcionamento do método de alinhamento por corte
Efetuar operações de cisalhamento na peça de trabalho mostrada na Figura 28 utilizando os métodos de alinhamento determinados.
Linha de corte ①.
Colocar a placa na mesa da máquina de corte, empurrá-la para a abertura de corte, alinhar visualmente as extremidades da linha de corte com a extremidade inferior da lâmina de corte, conforme ilustrado na Figura 30. Em seguida, retirar as mãos da abertura de cisalhamento para o exterior da placa de prensagem e premir ou pisar o interrutor para cisalhar a placa.
1-Linha de corte ①
2-Borda inferior da lâmina de cisalhamento
Linha de corte ②.
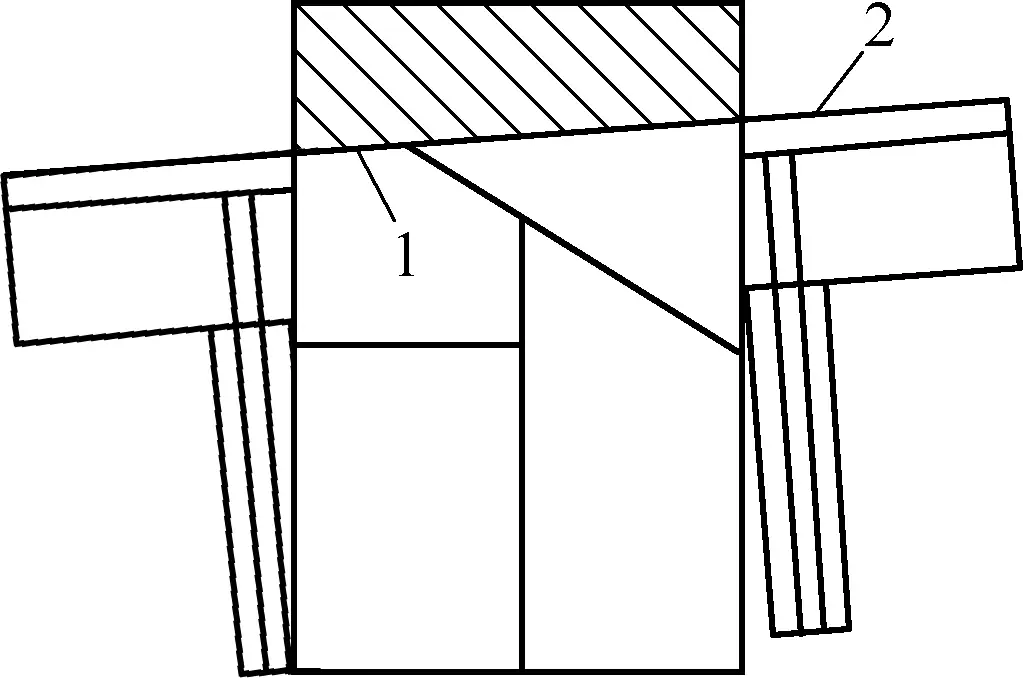
Ajustar e fixar a placa de paragem de posicionamento angular, utilizar a placa de paragem como referência de posicionamento, colocar a placa corretamente na máquina de corte e cortar ao longo da linha de corte ②, como se mostra na Figura 31.
1, placa de batente de 4 ângulos
2-Linha de corte ②
3-Borda inferior da lâmina
Linha de Corte ③.
Ao posicionar a linha de corte ③ com o medidor de dorso, a posição do medidor de dorso pode ser determinada de duas formas: O primeiro método é a medição direta com uma régua de aço, assegurando que a distância dos bordos superior e inferior da lâmina à superfície do calibre traseiro é igual à largura do material a cortar. Depois de fixar o calibre do dorso, voltar a medir para garantir um posicionamento exato.
O segundo método é o método de posicionamento do gabarito. Colocando um gabarito com a mesma largura do material a cortar entre o bordo inferior da lâmina e o calibre do dorso, é possível determinar a posição do calibre do dorso. Uma vez definida a posição do gabarito, a linha de corte ③ pode ser posicionada e cortada, como mostra a Figura 32.
1-Galibre traseiro
2-Borda inferior da lâmina
3-Linha de corte ③
Linha de Corte ④.
Ao posicionar a linha de corte ④ com o calibrador frontal, o método para determinar a posição do calibrador frontal é o mesmo que para o calibrador traseiro. O cenário para o posicionamento e corte do calibre frontal é mostrado na Figura 33.
1-Linha de corte ④
2-Borda inferior da lâmina
Medidor 3-Back
Comparativamente, a operação de processamento de corte tem um conteúdo técnico mais baixo, mas o corte com uma máquina de corte é propenso a acidentes operacionais. Para garantir a qualidade das peças de trabalho de corte e a segurança das operações de corte, devem ser observadas as seguintes precauções durante o processo de corte:
1) Antes do arranque, verificar cuidadosamente se o sistema operativo, a embraiagem e o travão da máquina de corte estão em condições fiáveis e eficazes, e assegurar que os dispositivos de segurança estão completos e são fiáveis. Se forem detectadas quaisquer anomalias, tomar imediatamente as medidas necessárias. É proibido operar equipamento com falhas. Certifique-se de que não há nenhum som significativo de pinos e chaves na embraiagem rígida durante o funcionamento.
2) O motor não deve arrancar sob carga. A embraiagem deve ser desengatada antes do arranque da máquina. Efetuar um ensaio sem carga antes do funcionamento oficial para verificar se a haste de tração tem alguma avaria e se os parafusos estão soltos, e confirmar se todos os componentes estão normais antes de prosseguir com o funcionamento oficial.
3) Concentrar-se durante as operações de corte. Se várias pessoas estiverem a operar, o interrutor de corte deve ser controlado por uma pessoa designada. É estritamente proibido estender as mãos para a zona de corte. Concentrar-se durante a alimentação, nomeadamente para garantir a segurança dos dedos do operador. Quando uma folha de material é cortada até ao fim, não utilizar os dedos para empurrar o material por baixo.
4) As lâminas e os bordos devem estar afiados. Ao cortar chapas finas, as lâminas devem encaixar bem. Mantenha as lâminas superior e inferior paralelas, não utilize lâminas cegas e verifique se as arestas de corte são lisas. Depois de ajustar as lâminas, efectue um teste manual e um teste sem carga.
5) Ao cortar pequenos pedaços de material, utilize uma almofada de pressão para evitar uma pressão incorrecta e acidentes.
6) Não colocar outras peças ou objectos estranhos sobre a bancada de trabalho. Todas as regulações e limpezas devem ser efectuadas com a máquina parada.
7) É estritamente proibido que duas pessoas cortem duas folhas diferentes na mesma máquina de corte em simultâneo. Não pisar o pedal ou puxar o gancho de ar antes de a peça de trabalho estar alinhada. Nunca colocar a cabeça ou as mãos debaixo da lâmina, em qualquer altura ou circunstância.
8) Manter o espaço de trabalho em redor do estaleiro arrumado, assegurando a elevação vertical desobstruída das peças ou folhas.
9) É proibido utilizar a máquina de corte para processar peças de trabalho demasiado compridas ou demasiado grossas. Não utilize a máquina de corte para cortar aço temperado, aço de alta velocidade, ligas de aço para ferramentas, ferro fundido e materiais frágeis.
As principais especificações para calibrar a máquina de cisalhamento são t×B (t é a espessura máxima permitida do material a ser cisalhado e B é a largura máxima permitida da folha). A máquina de cisalhamento não deve ser utilizada para processar peças que excedam a largura máxima admissível de cisalhamento B e a espessura t.
Ao cisalhar materiais de alta resistência (como aço para molas e chapas de aço de alta liga), verifique a espessura máxima de cisalhamento permitida tmáximo. Isto deve-se ao facto de a conceção da máquina de corte considerar geralmente materiais de dureza média (resistência à tração de cerca de 500 MPa e tipos de aço 25-30). Por conseguinte, se a resistência à tração σb do material a cisalhar seja superior a 500 MPa, a espessura máxima admissível de cisalhamento tmáximo deve ser calculada pela seguinte fórmula:
tmáximo=√(500t/σb)
Na fórmula
Utilizando esta fórmula, se a espessura de corte máxima permitida calculada for inferior à espessura do material a cortar, a máquina de corte não pode ser utilizada. O quadro 3 apresenta as especificações técnicas da máquina de corte.
Tabela 3 Especificações técnicas da máquina de corte
| Parâmetro | Modelo | ||||
| Q11-1×1000 | QY11-4×2000 | Q11-4×2500 | Q11-12×2000 | Q11Y-16×2500 | |
| Espessura da folha (mm) | 1 | 4 | 4 | 12 | 16 |
| Largura da folha (mm) | 1000 | 2000 | 2500 | 2000 | 2500 |
| Ângulo de corte | 1° | 2° | 1°30′ | 2° | 1°~4° |
| Contagem de batimentos (vezes/min) | 65 | 22 | 45 | 30 | 8~12 |
| Distância do gabarito traseiro | 500 | 25~500 | 650 | 750 | 900 |
| Potência (kW) | 0.6 | 6.5 | 7.5 | 13 | 22 |
| Forma estrutural | Acionamento mecânico inferior | Subdrive hidráulico | Acionamento mecânico | Acionamento hidráulico | |
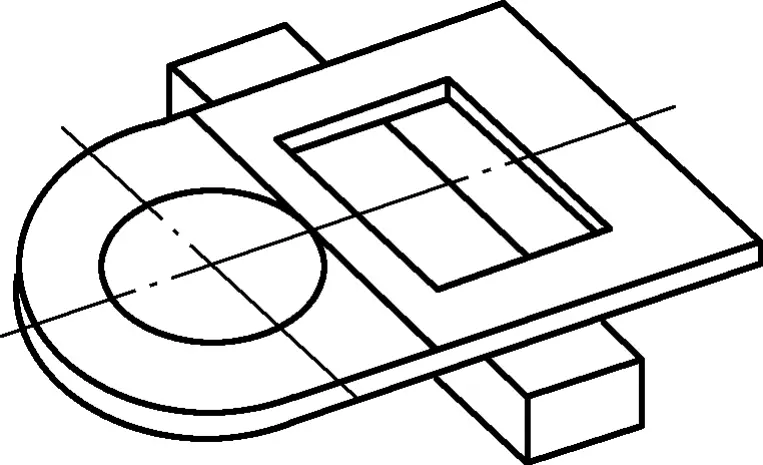
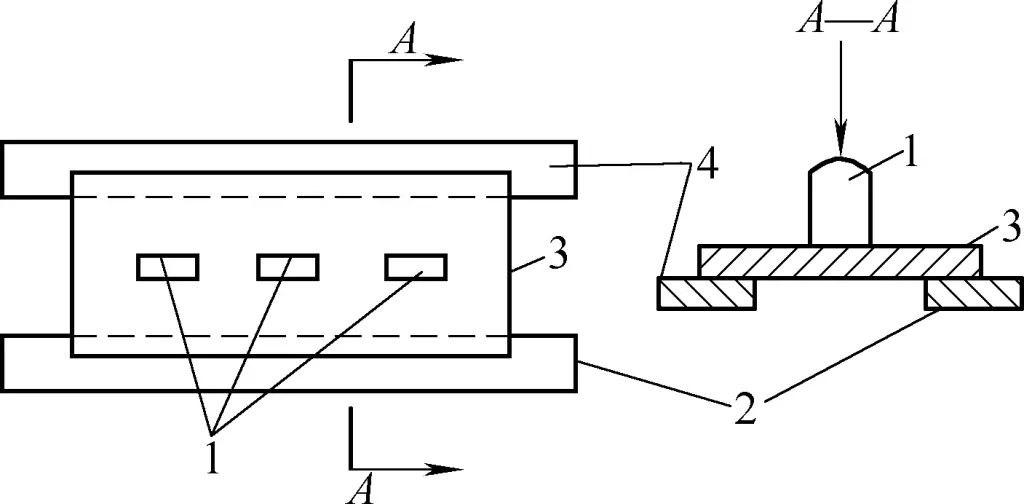
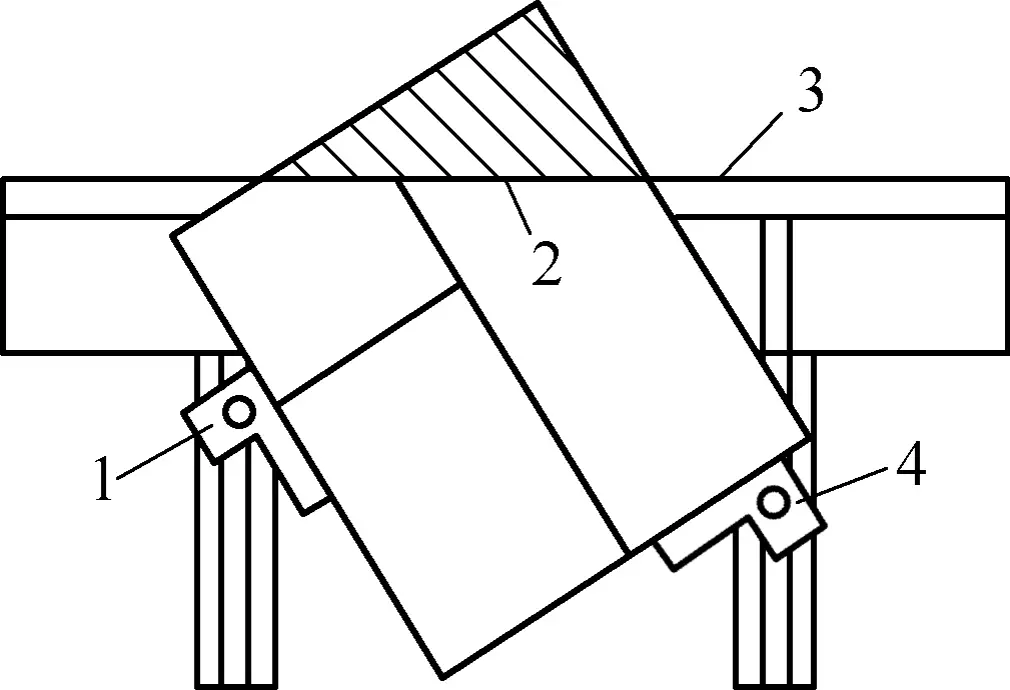
10) No caso de corte de chapas longas, devem estar disponíveis suportes auxiliares; no caso de corte de chapas grandes e pesadas, para facilitar a alimentação e reduzir o atrito na superfície do material cortado, devem estar disponíveis suportes rolantes (isto é, suportes com esferas de aço para segurar o material, estrutura como a mostrada na Fig. 34). Para além disso, deve ser utilizado um dispositivo de elevação para levantar as chapas, juntamente com um número suficiente de trabalhadores auxiliares, e deve ser assegurada a coordenação com os trabalhadores auxiliares.
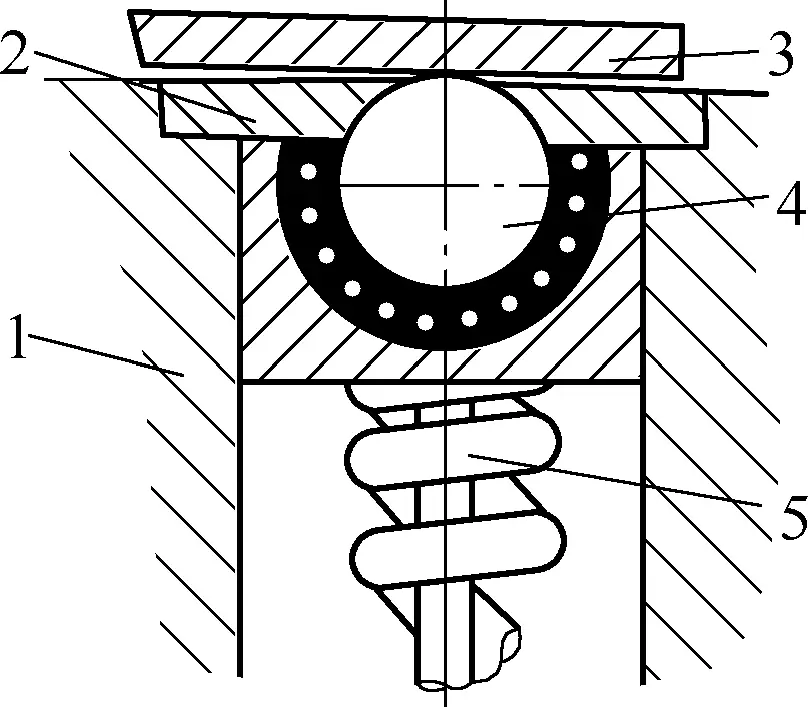
1-Apoio
2-Tampa de pressão
Placa de 3 cortes
4-Bola de aço
5-primavera
A obturação é uma processo de estampagem que utiliza um molde sob a pressão de uma prensa para separar uma parte da folha ou tira de material colocada entre os bordos do punção e do molde, obtendo assim a forma e o tamanho desejados de peças planas.
O método de corte da forma pretendida a partir de material em folha é designado por corte em vazio. Para a produção em massa de peças, o corte em vazio pode melhorar a eficiência da produção e a qualidade do produto.
Durante o corte, o material é colocado entre o punção e a matriz e, sob a ação de uma força externa, o punção e a matriz geram uma força de corte, separando o material sob a ação da força de corte (ver Fig. 35). O princípio básico do corte é o mesmo que o do cisalhamento, exceto que a aresta de corte reta no cisalhamento é alterada para uma aresta de corte circular fechada ou outra forma de corte.
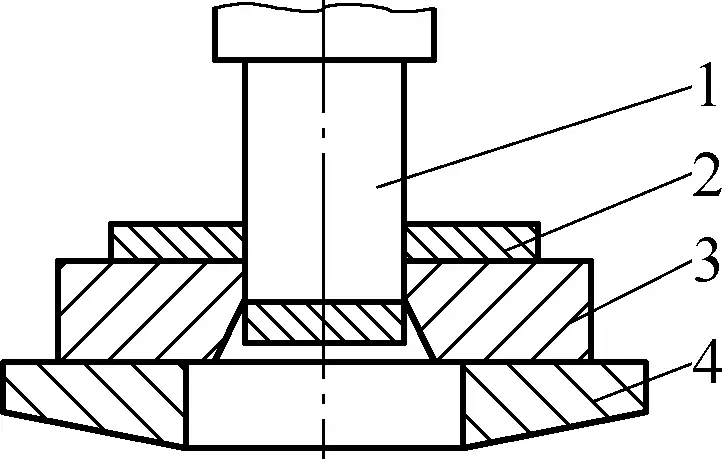
1-Soco
Material de 2 folhas
3-Die
Mesa de 4 botões
De acordo com o princípio do processamento de corte, o corte é principalmente concluído através da colocação do material em folha numa matriz montada numa prensa. Por conseguinte, o material em folha, o equipamento de corte e a matriz de corte constituem os elementos básicos de produção do processamento do corte.
As principais matérias-primas para o corte são as chapas metálicas, podendo também ser processados alguns perfis (tubos) e materiais não metálicos. A Fig. 36 mostra os materiais mais comuns para a estampagem.
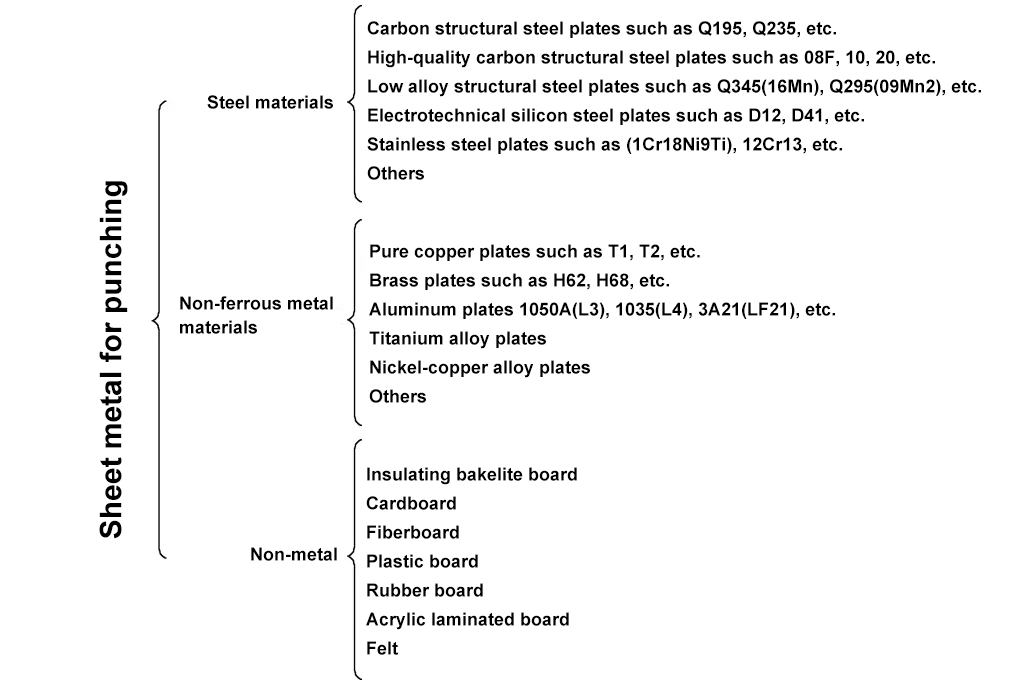
Nota: Os números entre parêntesis são as antigas notas padrão.
Embora seja utilizada uma vasta gama de matérias-primas para a estampagem, nem todos os materiais são adequados para a estampagem. As matérias-primas utilizadas para o corte devem ter um bom desempenho de estampagem, boa usabilidade e boa qualidade de superfície para se adequarem às caraterísticas do processo de corte.
Os principais equipamentos para o corte são as prensas de manivela, que são máquinas de forjar acionadas por mecanismos de manivela. As prensas são classificadas por pressão nominal em grandes, médias e pequenas. As prensas pequenas têm uma pressão nominal inferior a 1000 kN, as prensas médias têm uma pressão nominal de 1000 a 3000 kN e as prensas grandes têm uma pressão nominal superior a 3000 kN.
De acordo com a forma estrutural, as prensas podem ser divididas em prensas abertas e prensas fechadas. As prensas abertas têm uma estrutura em forma de C que permite ao operador aproximar-se da mesa de trabalho pela frente, esquerda e direita, tornando-as fáceis de operar. No entanto, devido à rigidez limitada da estrutura, as prensas abertas são apenas adequadas para prensas de pequena e média dimensão. As prensas fechadas têm uma estrutura completamente fechada e uma maior rigidez, tornando-as adequadas para prensas médias e grandes de uso geral e prensas ligeiras de alta precisão.
Além disso, as prensas de manivela podem ser divididas em prensas de cambota e prensas excêntricas com base na estrutura dos seus principais veios de trabalho.
1) Prensas de virabrequim
As prensas de cambota utilizam um mecanismo de manivela formado por uma cambota como eixo de trabalho principal para completar a ampliação da força e a transformação do movimento. A estrutura e o princípio de funcionamento da prensa de manivela aberta inclinável JB23-63 são explicados abaixo (ver Fig. 37).
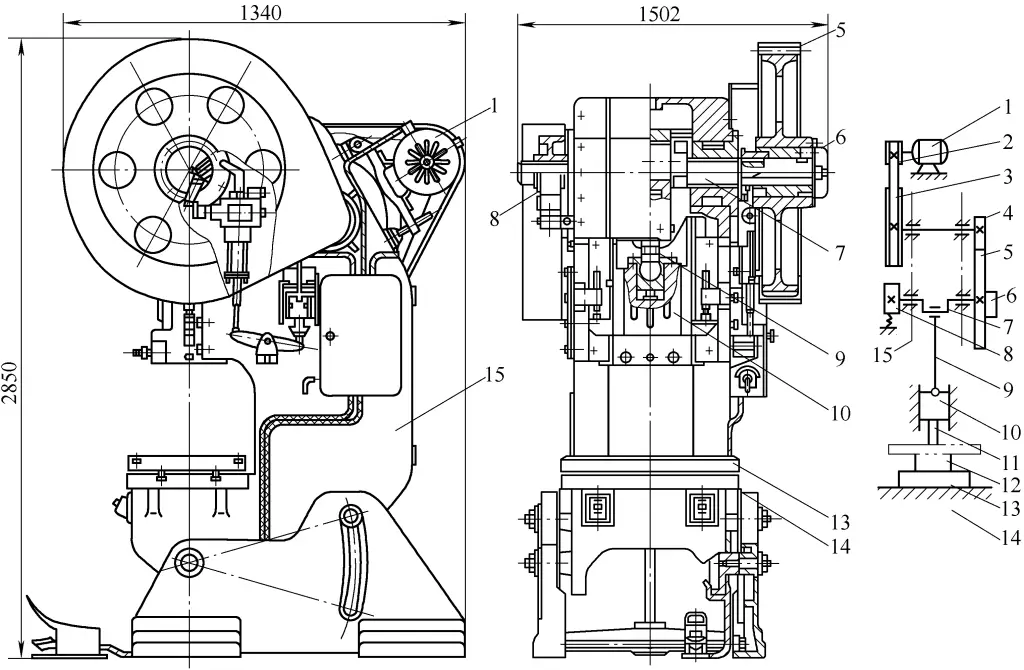
1-Motor
2-Polia pequena
3-Polia grande
4-Equipamento pequeno
Equipamento 5-Large
6 embraiagens
7-Virabrequim
8-Brake
9-Barra de ligação
10-Slider
11-Morte superior
12-Matriz inferior
13-Placa de apoio
14-Mesa de trabalho
Corpo de 15 máquinas
Quando a prensa funciona, o motor 1 transmite o movimento para a polia grande 3 através da correia trapezoidal, e depois através da engrenagem pequena 4 e da engrenagem grande 5 para a cambota 7. A extremidade superior da biela 9 está instalada na cambota e a extremidade inferior está ligada ao cursor 10, convertendo o movimento de rotação da cambota no movimento linear recíproco do cursor. A posição mais elevada do movimento do seletor 10 é designada por ponto morto superior e a posição mais baixa é designada por ponto morto inferior.
Devido às exigências do processo de produção, o cursor por vezes move-se e por vezes pára, pelo que são instalados uma embraiagem 6 e um travão 8. Uma vez que a prensa funciona durante um período de tempo muito curto durante cada ciclo de trabalho e, na maior parte do tempo, funciona sem carga, é instalado um volante para tornar a carga no motor mais uniforme e utilizar eficazmente a energia do equipamento. A polia grande também serve como volante.
Quando a prensa está a funcionar, o molde superior 11 do molde usado é instalado na corrediça e o molde inferior 12 é instalado diretamente na mesa de trabalho 14, ou é adicionada uma placa de apoio 13 à mesa de trabalho para obter a altura de fecho adequada. Neste momento, a colocação do material entre as matrizes superior e inferior pode efetuar perfurações ou outros processos de moldagem para produzir peças de trabalho.
Como se pode ver na Figura 37, o curso da corrediça 10 (ou seja, a distância do ponto morto superior ao ponto morto inferior da corrediça) é igual ao dobro da excentricidade da cambota 7, o que se caracteriza por um grande curso da prensa que não pode ser ajustado.
No entanto, como a cambota é suportada por duas ou mais chumaceiras simétricas na prensa, a carga na prensa é mais uniforme, pelo que podem ser fabricadas prensas de grande curso e de grande tonelagem.
2) Prensa excêntrica
A prensa excêntrica utiliza um mecanismo de manivela formado pela utilização de um eixo principal excêntrico como eixo principal de trabalho para completar a amplificação da força e alterar a forma de movimento. Como mostra a Figura 38, o curso do cursor da prensa pode ser ajustado através do ajuste da posição da manga excêntrica 5 na prensa.
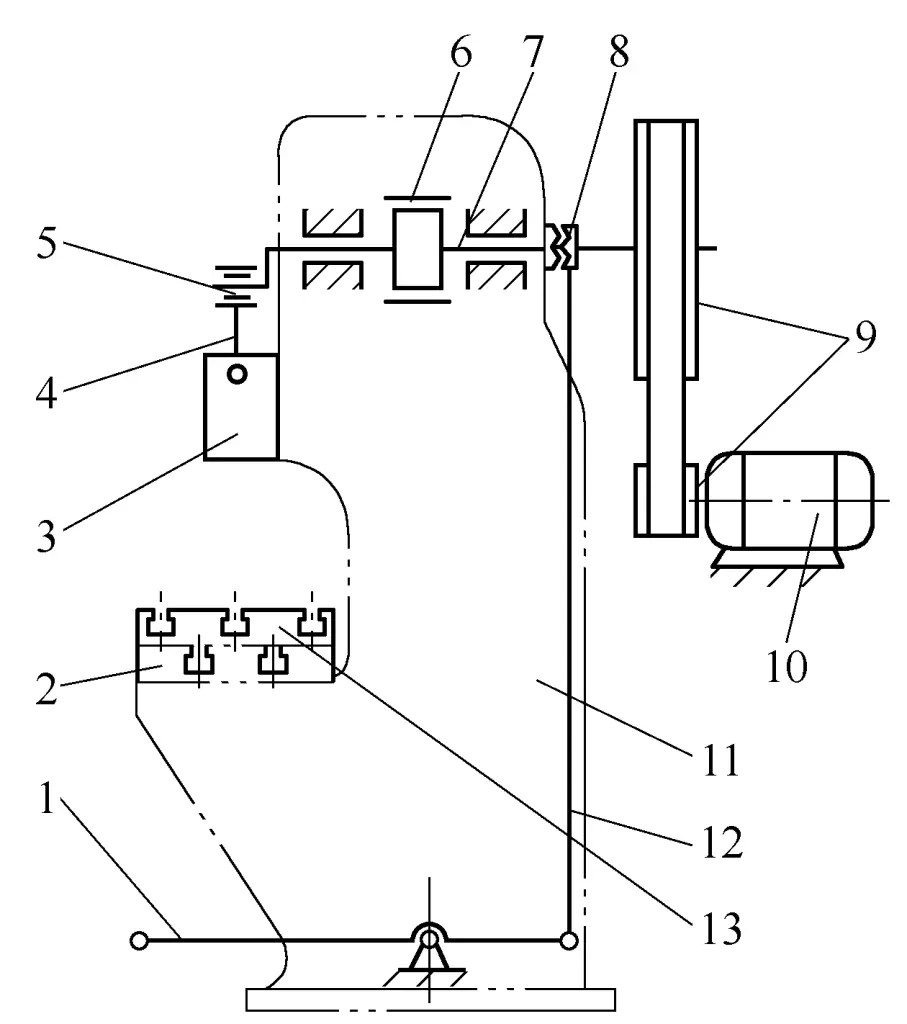
1-Pedal
2-Mesa de trabalho
3-Deslizador
4-Barra de ligação
5-Manga excêntrica
6-Brake
7-Eixo principal excêntrico
8 embraiagens
9-Pulley
10-Motor
11-camas
12-Alavanca de controlo
13-Placa de apoio da mesa de trabalho
Este tipo de prensa é caracterizado por um curso pequeno mas ajustável, pelo que pode ser utilizado para processos de perfuração em matrizes que não requerem um curso grande, como as matrizes de placa de guia.
As matrizes de puncionamento normalmente utilizadas para peças de chapa metálica são matrizes de processo único, que completam um processo de puncionamento (puncionamento ou corte) por cada curso da prensa. De acordo com os diferentes processos de perfuração, as matrizes de perfuração habitualmente utilizadas para peças de chapa metálica incluem matrizes de perfuração, matrizes de corte, etc. De acordo com os diferentes métodos de guiamento, podem ser divididas em matrizes de puncionamento abertas, matrizes de puncionamento guiadas por matriz, matrizes de puncionamento com placa de guia, etc.
1) Matriz de perfuração
A Figura 39b mostra um diagrama estrutural da matriz de perfuração utilizada para processar os furos na peça mostrada na Figura 39a.
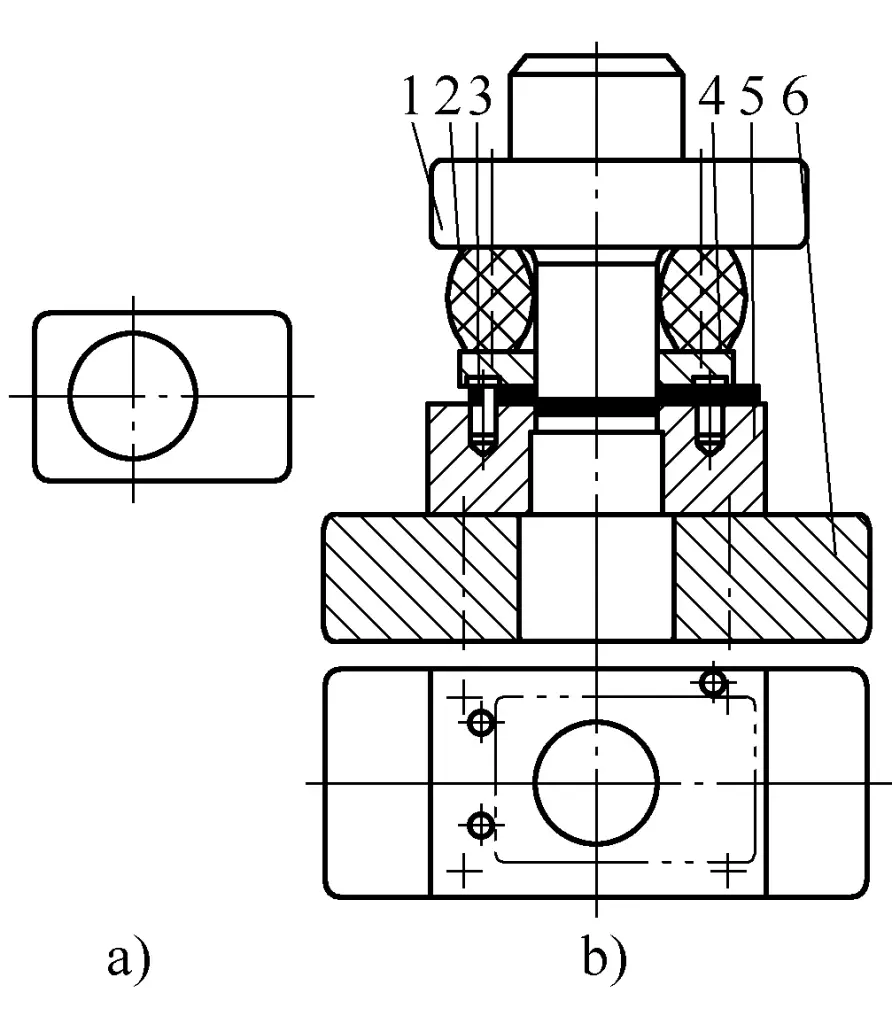
a) Diagrama estrutural da peça
b) Diagrama estrutural do molde
1-Matriz superior
2-Corpo elástico de borracha
Pino de 3 posições
Placa de 4 estribos
5-Morte feminino
6-Chapa inferior da ferramenta
Esta matriz é uma matriz de perfuração simples de tipo aberto sem guia. As peças em bruto cortadas são posicionadas por três pinos de posicionamento instalados na matriz fêmea 5. O molde superior 1 e o molde fêmea 5 perfuram juntos os furos redondos e a placa de decapagem 4, acionada pelo corpo elástico de borracha comprimida 2, empurra para fora as peças fixadas no punção do molde superior.
Este tipo de matriz tem uma estrutura simples, é fácil de fabricar e de baixo custo, mas a folga da matriz O ajuste é problemático, a qualidade das peças perfuradas é fraca e a operação não é muito segura. É utilizado principalmente para perfurar peças com requisitos de baixa precisão, formas simples e pequenos lotes.
2) Matriz de corte
A matriz de corte é uma matriz de processo único que completa o processo de corte. O molde de corte requer uma folga razoável entre o punção e o molde, um posicionamento exato do material da tira no molde, uma queda suave das peças cortadas, a planicidade das peças cortadas e uma boa qualidade da superfície cortada.
A figura 40 mostra um molde de corte com postes-guia deslizantes. O troquel de corte guiado por um conjunto de troquel de pilares-guia utiliza os pilares-guia e as mangas-guia como componentes de guia que se encaixam. Durante o funcionamento, estes encaixam sempre com uma folga H6/h5 ou H7/h6, assegurando que as peças de trabalho (punção e matriz) da matriz estão corretamente posicionadas e garantindo a qualidade das peças branqueadas.
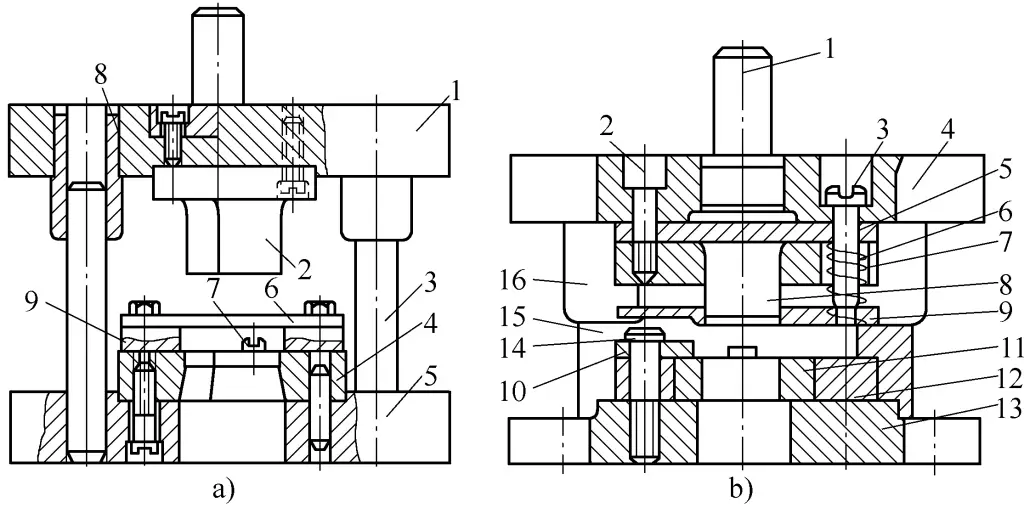
a) Matriz de esvaziamento com placa de decapagem fixa
b) Matriz de esvaziamento com placa de decapagem elástica
a) Na figura:
1-Suporte de matriz superior
2-Soco
Posto de 3 guias
4-Morte
5-Porta-matriz inferior
Placa de 6 estribos
7-Pino de posicionamento
Manga de 8 guias
Régua de 9 guias
b) Na figura:
1-A haste da matriz
2-Parafuso de cabeça sextavada interior
3-Parafuso de separação
4-Suporte superior da matriz
5-Placa de apoio
Placa de fixação de 6 punções
7-primavera
8-Soco
9-Placa estriada
10-Placa de posicionamento
11-Morte
12-Colocação da matriz
13-Porta-matriz inferior
14-Parafuso
Posto de 15 guias
Manga de 16 guias
Como mostra a Figura 40a, um molde de corte com uma placa de decapagem fixa é utilizado principalmente para estampar peças espessas (t>0,5mm) e rígidas. Durante o funcionamento da matriz, o material da tira é alimentado pelas réguas de guia esquerda e direita 9 e posicionado diretamente pelo pino de posicionamento 7 para assegurar que o material da folha tem a posição correta na matriz.
Quando o carro da prensa desce, o punção 2 e a matriz 4 entram gradualmente em contacto com o material em folha e cortam-no. Quando o carro da prensa sobe, o punção 2 também sobe, e a placa de remoção 6 montada nas réguas de guia 9 raspa o material da tira que adere ao punção 2. As peças cortadas caem diretamente através do orifício de sucata sob o suporte inferior da matriz.
Como mostra a figura 40b, um molde de corte com um prato decapador elástico é utilizado principalmente para estampar peças finas (t<0,5mm) e pode manter uma boa planicidade das peças. O sistema de decapagem é composto por uma placa de decapagem 9, um parafuso de decapagem 3 e uma mola 7. Quando o punção 8 desce com a prensa para puncionar o material em folha, o prato decapador 9 também desce e pressiona o material em folha, enquanto a mola 7 se comprime.
Após a perfuração, o produto cai diretamente através do orifício de sucata no suporte inferior da matriz, enquanto os resíduos sobem com a tira de material firmemente enrolada à volta do punção 8. A mola 7, através do rearranjo da placa de decapagem 9, retira os resíduos. O sistema de decapagem elástico pode utilizar molas como elementos elásticos ou elastómeros de borracha, borracha, etc.
A matriz guiada pelo conjunto de matrizes tem uma elevada precisão de orientação, uma longa vida útil da matriz e é adequada para a produção em massa de peças.
Como mostra a Figura 41c, é utilizado um molde de corte do tipo placa de guia para processar as peças redondas apresentadas na Figura 41a. A figura 41b mostra a disposição das peças.
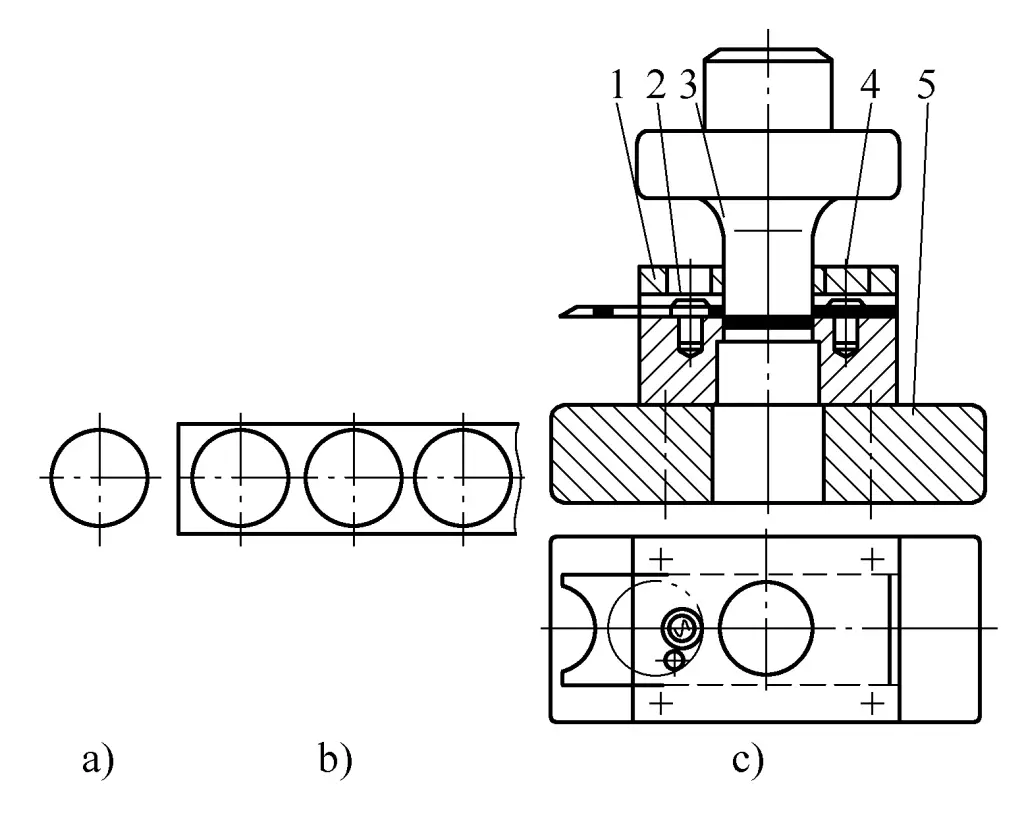
a) Diagrama esquemático da estrutura da peça
b) Diagrama esquemático da disposição das peças
c) Diagrama esquemático da estrutura da matriz
1-Placa de guia
2-Pino cilíndrico
3-Morte superior
4-Morte
5-Modelo inferior
Este tipo de matriz tem uma precisão mais elevada do que as matrizes não guiadas, um fabrico complexo, mas é mais seguro de utilizar, fácil de instalar e geralmente utilizado para formas simples e tamanhos pequenos de matrizes de corte de processo único com espessura de folha t>0,5 mm. Requer um pequeno curso de prensagem para assegurar que o punção não se separa da placa de guia durante o funcionamento.
Para formas complexas e peças maiores, este tipo de estrutura não é adequado, sendo preferível utilizar uma estrutura de matriz com postes de guia e mangas de guia para orientação.
Quando o punção da placa guia funciona, guia através do pequeno espaço entre a parte de trabalho da matriz superior 3 e a placa guia 1. Para materiais com menos de 0,8 mm, utilizar um ajuste H6/h5; para materiais com mais de 3 mm, utilizar um ajuste H8/h7.
A placa de guia também actua como um decapante. Durante a perfuração, certifique-se de que o perfurador não sai da placa de guia para manter a precisão da guia, especialmente para perfuradores múltiplos ou pequenos. Se o perfurador sair e voltar a entrar na placa guia, a extremidade afiada do perfurador pode ser facilmente danificada e o orifício guia na placa guia pode ser facilmente roído, afectando a vida útil do perfurador e a precisão da guia entre o perfurador e a placa guia.
3) Composição da estrutura da matriz de perfuração
Embora existam muitas formas estruturais de matrizes de perfuração, independentemente da forma, a sua estrutura é constituída pelas seguintes partes
① Perfurar e morrer.
Estas são as peças que cortam diretamente o material e são as peças centrais da matriz de perfuração. Normalmente, o punção é fixado no gabarito superior e a matriz é fixada no gabarito inferior.
② Dispositivo de posicionamento.
A sua função é assegurar a posição correta da peça perfurada na matriz, consistindo normalmente em peças de posicionamento, como uma placa de guia ou um pino de posicionamento, fixadas no suporte inferior da matriz para controlar a direção de alimentação e a quantidade de alimentação da tira.
③ Dispositivo de decapagem.
A sua função consiste em separar o material em folha ou a peça perfurada da matriz, consistindo normalmente em peças como uma placa de decapagem rígida ou elástica. Quando a perfuração está concluída e o punção se desloca para cima, a tira do punção é bloqueada e cai na placa de decapagem. Além disso, o orifício cónico expandido para baixo na matriz ajuda a ejetar o material perfurado da matriz.
④ Dispositivo de orientação.
A sua função é assegurar a posição relativa correta entre as partes superior e inferior da matriz, geralmente constituída por mangas de guia e pilares de guia, placas de guia, etc. Durante o funcionamento, a guia assegura o encaixe correto entre o punção e a matriz.
⑤ Dispositivo de aperto e fixação.
A sua função é assegurar a ligação firme e fiável entre o molde e a prensa, bem como entre as partes do molde, normalmente constituídas por peças como o gabarito superior, o gabarito inferior, a haste do molde, a placa de pressão, os parafusos e os parafusos. Estas peças combinam e montam várias partes da matriz e fixam-nas na prensa.
⑥ Dispositivo de pressão.
A sua função é evitar o enrugamento da peça perfurada e melhorar a qualidade da secção de perfuração, consistindo normalmente num anel elástico de fixação, etc.
Para garantir a qualidade das peças perfuradas, os seguintes parâmetros de processo devem ser determinados ao formular processos de perfuração e ao projetar matrizes de perfuração.
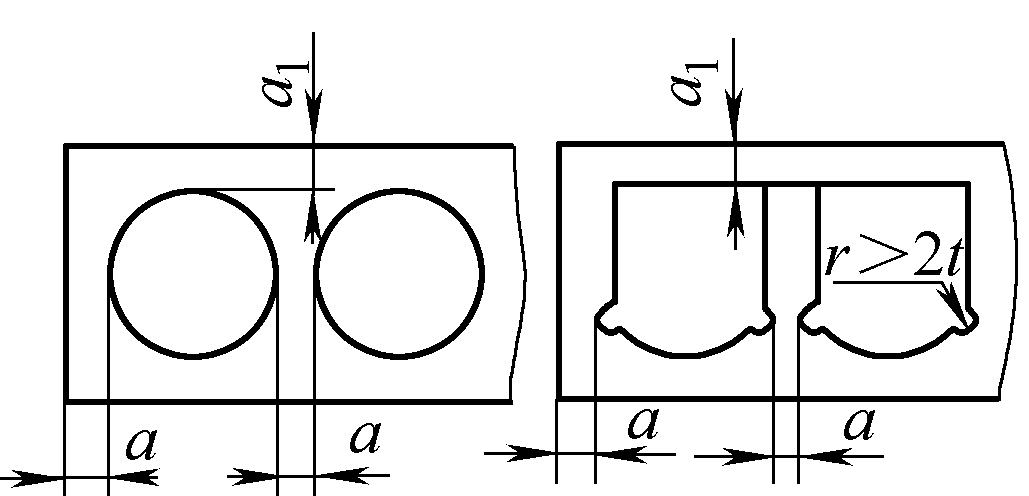
O método de disposição das peças perfuradas na tira é designado por disposição. Os princípios básicos da disposição são melhorar a taxa de utilização do material, facilitar a operação segura e fácil para o pessoal com baixa intensidade de trabalho e simplificar a estrutura da matriz. A principal tarefa do trabalho de disposição é conceber o diagrama de disposição, para o qual devem ser determinados os valores de sobreposição, distância entre passos, etc.
1) Determinação do valor de sobreposição
Durante o layout, é deixada uma certa margem de processo entre as peças perfuradas e entre as peças perfuradas e os lados da tira, chamada sobreposição.
O objetivo da sobreposição de configuração é compensar os erros de corte da tira, os erros de passo de alimentação e os erros de inclinação de alimentação devido a espaços entre a tira e a placa de guia durante a perfuração. Além disso, assegura que as arestas de corte do punção e da matriz podem suportar forças de ambos os lados, proporcionando uma certa rigidez à tira durante a alimentação contínua, evitando peças defeituosas, como cantos em falta, e melhorando a vida útil da matriz e a qualidade da secção da peça.
Uma sobreposição excessiva desperdiça material, enquanto uma sobreposição insuficiente não serve o objetivo pretendido. Uma sobreposição insuficiente pode ser facilmente espremida na matriz, aumentando o desgaste da aresta de corte e afectando a vida útil da matriz.
O valor da sobreposição é geralmente determinado pela experiência. O Quadro 4 apresenta os valores de sobreposição para chapas de aço de baixo teor de carbono. Uma vez determinado o valor de sobreposição, a largura da tira para cisalhamento pode ser decidida com base no método de disposição.
Quadro 4 Valores de sobreposição a e a1 para chapas de aço com baixo teor de carbono (unidade: mm)
Nota:
Para os outros materiais, multiplicar os valores da tabela pelos seguintes coeficientes: aço de médio carbono 0,9; aço de alto carbono 0,8; latão duro 1~1,1; alumínio duro 1~1,2; latão macio, cobre puro 1,2; alumínio 1,3~1,4; não-metais (couro, papel, painéis de fibras, etc.) 1,5~2.
2) Determinação da distância entre passos
A distância que a tira avança de cada vez na matriz é chamada de distância do passo de alimentação A. A distância do passo é a base para determinar a posição do pino de bloqueio.
O cálculo da distância do passo está relacionado com o método de disposição. O tamanho da distância do passo é a distância entre os pontos correspondentes de duas partes perfuradas correspondentes na tira, como mostra a Figura 42.
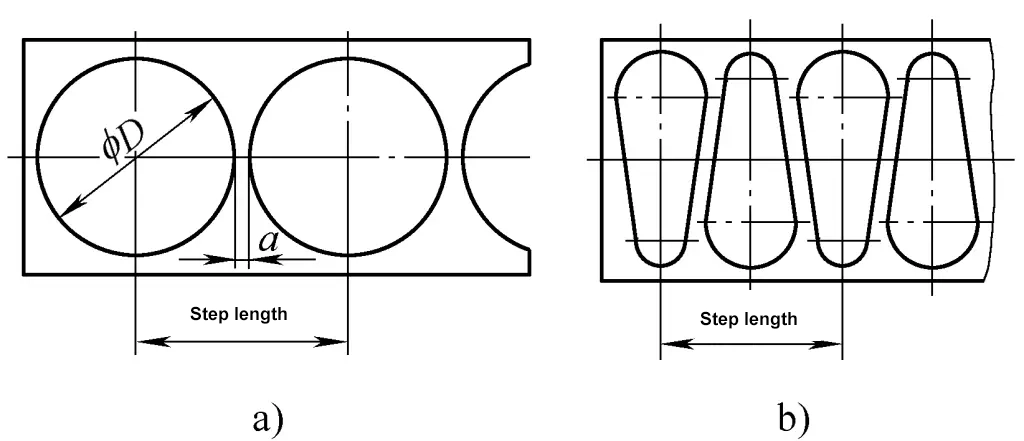
a) Esquema de disposição das peças circulares
b) Esquema de disposição de peças com formas irregulares
Força de perfuração é a base principal para selecionar uma prensa adequada e é também um dado necessário para conceber a matriz e verificar a resistência da matriz. Para a perfuração normal com arestas planas, a fórmula de cálculo da força de perfuração é a seguinte
Na fórmula
F=Ltσb
No processo de corte, para além da força de corte, existem também a força de remoção, a força de empurrão e a força de ejeção. A força para remover o material agarrado ao punção após o corte é designada por força de remoção, denotada por FfaixaA força para empurrar ou ejetar o material preso na matriz é designada por força de empurrão e força de ejeção, denotada por Fempurrar e Fejetar respetivamente. A magnitude destas forças é geralmente a força de corte F multiplicada por um fator (0,04 a 0,12). A seleção específica do fator pode ser consultada em materiais de cálculo de estampagem relacionados.
A pressão de corte total necessária durante o corte é a soma da força de corte, da força de remoção, da força de empurrão e da força de ejeção. Ao escolher uma prensa, deve ser considerado se todas estas forças precisam de ser tidas em conta, dependendo da estrutura das diferentes matrizes:
Ao escolher uma prensa com base na pressão total de corte da matriz de corte, a pressão nominal da prensa deve geralmente atender: pressão nominal da prensa ≥ 1,2Ftotal.
A folga de corte Z refere-se à diferença de dimensões dos elementos de trabalho entre o punção e a matriz, ou seja, Z=Dmorrer-Dsoco, Z é a folga de dupla face para a obturação, Dmorrer e Dsoco são as dimensões da aresta de corte da matriz e do punção, respetivamente.
A folga de corte tem um impacto significativo no processo de corte; o seu tamanho afecta diretamente a qualidade das peças de corte e tem também um impacto considerável na vida útil da matriz. A folga de corte é o parâmetro de processo mais importante para garantir um corte correto. Na produção efectiva, o valor de uma folga de corte razoável é determinado por métodos experimentais.
O valor de uma folga de obturação razoável tem um intervalo bastante amplo, normalmente (5% a 25%) t. Uma vez que não existe um valor de folga de obturação absolutamente razoável e que os requisitos específicos para as peças de obturação variam consoante os diferentes sectores, cada sector e mesmo cada empresa têm as suas próprias tabelas de folga de obturação. Para determinar o valor específico da folga de obturação, é frequente consultar as tabelas de folga de obturação relevantes.
De um modo geral, a seleção de uma folga de corte razoável mais pequena ajuda a melhorar a qualidade das peças estampadas, enquanto a seleção de uma folga de corte razoável maior ajuda a melhorar a vida útil da matriz. Por conseguinte, com o objetivo de garantir a qualidade das peças estampadas, deve ser utilizada uma folga de corte razoável maior.
Além disso, a folga de obturação de dupla face Z também pode ser calculada utilizando a seguinte fórmula:
Z=mt
Na fórmula:
Quadro 5 Valores m para as indústrias transformadoras de máquinas e de veículos automóveis e tractores
| Nome do material | valor m |
| 08 aço, 10 aço, latão, cobre puro | 0.08~0.10 |
| Aço Q235, 25 | 0.1~0.12 |
| 45 aço | 0.12~0.14 |
Nas operações de corte, as dimensões e a precisão das peças de trabalho da matriz são os principais factores que afectam o grau de tolerância dimensional das peças cortadas. Além disso, a folga de corte correta da matriz também depende das dimensões e tolerâncias das peças de trabalho da matriz. Por conseguinte, ao determinar as dimensões e as tolerâncias de fabrico das peças de trabalho do punção e da matriz, é necessário ter em conta as leis da deformação do esvaziamento, o grau de tolerância das peças esvaziadas, o desgaste da matriz e as caraterísticas de fabrico.
Quadro 6 Valores m para a indústria de aparelhos e instrumentos eléctricos
| Tipo de material | Nome do material | valor m |
| Materiais metálicos | Alumínio, cobre puro, ferro puro | 0.04 |
| Alumínio duro, latão, aço 08, aço 10 | 0.05 | |
| Bronze de estanho-fósforo, liga de berílio, aço cromado | 0.06 | |
| Chapa de aço silício, aço para molas, aço de alto carbono | 0.07 | |
| Materiais não metálicos | Tecido de papel, couro, amianto, borracha, cartão rígido de plástico, placa adesiva, placa de tecido adesivo, folha de mica | 0.02 0.03 |
1) Princípios básicos de cálculo das dimensões de punções e matrizes para o corte de chapas
Os princípios básicos do cálculo das dimensões do punção e da matriz para o corte de chapas são os seguintes
Ao perfurar orifícios, o diâmetro do orifício determina o tamanho do punção, e a folga de corte é obtida aumentando o tamanho da matriz.
No corte, as dimensões externas determinam o tamanho da matriz, e a folga de corte é obtida diminuindo o tamanho do punção.
Uma vez que o desgaste da matriz aumenta as dimensões das peças em branco e o desgaste do punção diminui as dimensões das peças perfuradas, para melhorar a vida útil da matriz, ao fabricar uma nova matriz, o tamanho da matriz deve tender para o limite inferior das dimensões da peça em branco e o tamanho do punção deve tender para o limite superior das dimensões da peça perfurada.
2) Métodos para garantir a folga de obturação
No fabrico de matrizes de corte, são normalmente utilizados os dois métodos seguintes para garantir uma folga de corte razoável:
Um método é o método de processamento separado. As dimensões e as tolerâncias do punção e da matriz são especificadas separadamente e fabricadas individualmente. As dimensões e as tolerâncias de fabrico do punção e da matriz garantem a folga de corte necessária. O punção e a matriz processados por este método são intercambiáveis, têm um ciclo de fabrico curto e são adequados para a produção em lotes.
Outro método é o método de processamento de ajuste único. Neste método, o punção e a matriz são ajustados individualmente para garantir uma folga de corte razoável. Após o processamento, o punção e a matriz devem ser combinados corretamente e não podem ser trocados. Tipicamente, a matriz é escolhida como a matriz de referência para peças esvaziadas, e o punção é escolhido como a matriz de referência para peças perfuradas.
No desenho da peça da matriz de referência, as dimensões e tolerâncias são marcadas, e no desenho da peça da matriz de não referência correspondente, as mesmas dimensões nominais da matriz de referência são marcadas, mas sem tolerâncias. A folga de obturação é igualada de acordo com as dimensões reais do molde de referência, assegurando que o valor da folga de obturação está dentro de Zmin para Zmáximo. O método de processamento de ajuste único é utilizado principalmente para punções com formas complexas e pequenas folgas de corte.
3) Cálculo das dimensões de trabalho ao processar separadamente o punção e a matriz
As dimensões de trabalho para processar separadamente o punção e a matriz referem-se às dimensões que dão os desvios de fabrico do punção e da matriz. A determinação das dimensões de trabalho pode ser calculada nas duas situações seguintes:
① Matriz de perfuração:
dconvexo=(dmin+xΔ)0-δconvexo
dcôncavo=(dconvexo+Zmin)=(dmin+xΔ+Zmin)+δcôncavo0
② Matriz de obturação:
Dconvexo=(Dmáximo-xΔ)+δcôncavo0
Dconvexo = (Dcôncavo - Zmin) = (Dmáximo - xΔ - Zmin)0 - δconvexo
Na fórmula
4) Etapas do processamento de correspondência única para punção e matriz
O método de processamento de correspondência única é frequentemente utilizado para peças em bruto com formas complexas e materiais finos. O princípio para determinar as dimensões nominais do punção e da matriz é assegurar a quantidade máxima de desgaste dentro da gama de dimensões qualificadas das peças de trabalho do molde.
Os passos para a determinação das dimensões de fabrico do punção e da matriz processados por correspondência única são
① Primeiro, selecione o molde de referência.
② Determine se cada dimensão no molde de referência irá aumentar, diminuir ou permanecer inalterada após o desgaste.
③ De acordo com a determinação, o aumento de tamanho é calculado pelo tamanho limite superior da peça menos xΔ, com tolerância positiva para punção e matriz, e o tamanho da tolerância selecionado como 1/3 a 1/4 da tolerância de tamanho Δ; a diminuição do tamanho é calculada pelo tamanho limite inferior da peça mais xΔ, com tolerância negativa para punção e matriz, e o tamanho da tolerância selecionado como 1/3 a 1/4 da tolerância de tamanho Δ; o tamanho inalterado é calculado pelo tamanho médio da peça, com tolerâncias positivas e negativas simétricas, e o tamanho da tolerância selecionado como 1/8 da tolerância de tamanho Δ.
④ As dimensões fora da matriz de referência são combinadas de acordo com as dimensões reais da matriz de referência para garantir o requisito de folga de perfuração.
O ajuste correto da prensa é um aspeto importante da instalação da matriz de punção e um pré-requisito crucial para a produção de peças estampadas qualificadas. Os principais aspectos do ajuste da prensa são o ajuste do curso da prensa e a altura de fecho da prensa. Quando existe uma barra de remoção na matriz, a posição da barra de remoção também precisa de ser ajustada.
O curso do controlo deslizante na maioria das prensas (como as prensas de manivela) não é ajustável. Algumas prensas (como as prensas excêntricas, em que o eixo principal da prensa é um eixo excêntrico, como mostra a Figura 43) têm um curso ajustável do cursor. Como mostra a Figura 43a, a utilização de um veio excêntrico e de uma estrutura de manga permite que o curso seja ajustado rodando a posição da manga excêntrica.
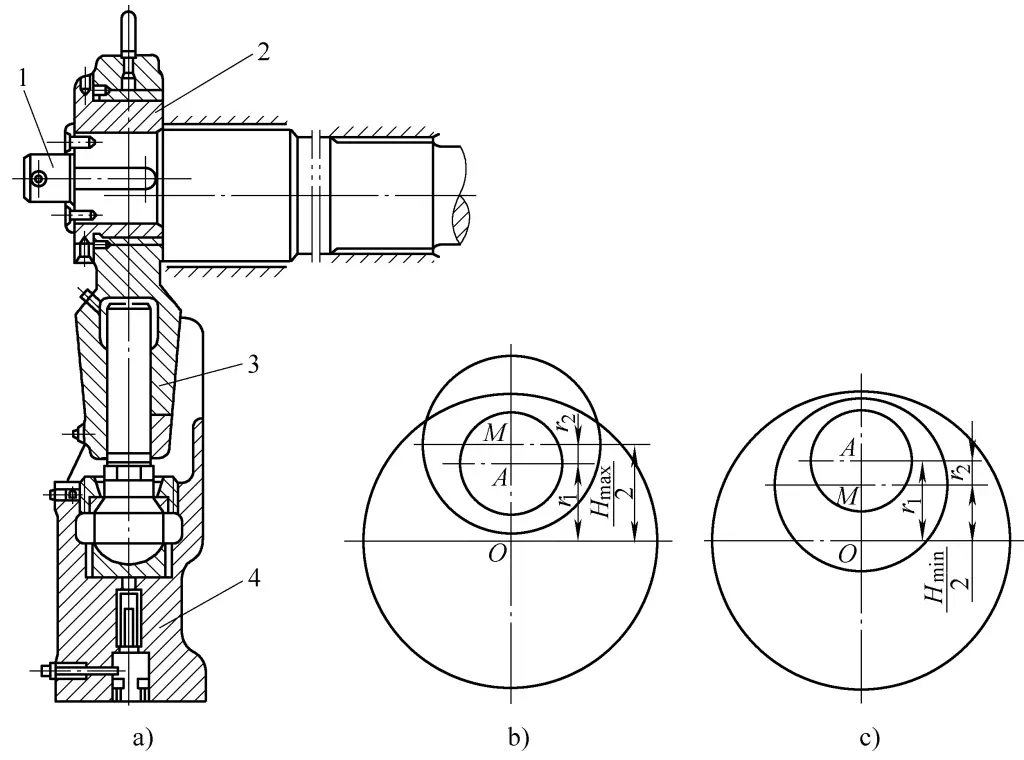
a) Mecanismo de curso ajustável
b) Curso máximo de funcionamento
c) Curso mínimo de funcionamento
1-Eixo excêntrico
2-Manga excêntrica
3-Barra de ligação
4 deslizadores
O-Centro do veio principal
A-Centro da peça excêntrica do veio principal excêntrico
M-Centro da manga excêntrica
Quando as distâncias excêntricas do eixo excêntrico e da manga excêntrica estão na mesma direção, o valor do curso de funcionamento é máximo, como mostra a Figura 43b, ou seja
Hmáximo=2(r1+r2)
Onde
Quando as distâncias excêntricas do veio excêntrico e da manga excêntrica estão em direcções opostas, o valor do curso de funcionamento é mínimo, como mostra a Figura 43c, ou seja
Hmin=2(r1-r2)
Em que Hmin-Curso mínimo de funcionamento da prensa (mm).
A figura 44 mostra um diagrama esquemático do mecanismo de regulação do curso da prensa excêntrica. O princípio e os passos de regulação são os seguintes:
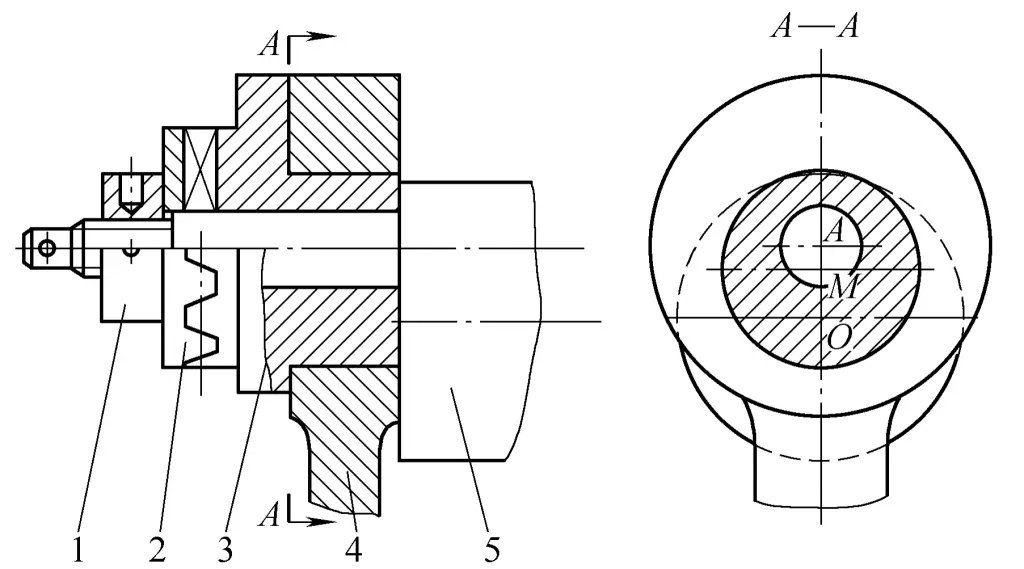
1-Porca
2-Manga de engate
3-Manga excêntrica
4-Barra de ligação
5-Eixo principal excêntrico
A extremidade dianteira do veio principal excêntrico 5 é uma peça excêntrica, que é revestida por uma manga excêntrica 3. A manga excêntrica 3 e a manga de engate 2 estão engrenadas por dentes terminais e bloqueadas pela porca 1. A manga de engate 2 está ligada ao veio principal excêntrico 5 por uma chave. A biela 4 está livremente encaixada na manga excêntrica. Desta forma, a rotação do veio principal faz com que o centro M do casquilho excêntrico 3 se desloque num movimento circular ao longo do centro O do veio principal, fazendo com que a biela 4 e o cursor executem um movimento recíproco para cima e para baixo.
Desapertar a porca 1 para desengatar os dentes finais da manga de engate 2, rodar a manga excêntrica 3 e ajustar a distância do centro M da manga excêntrica ao centro O do veio principal, ajustando assim o curso da corrediça dentro de um determinado intervalo. A gama de ajuste do curso é ![]() (em que A é o centro da parte excêntrica do veio principal excêntrico e M é o centro da manga excêntrica).
(em que A é o centro da parte excêntrica do veio principal excêntrico e M é o centro da manga excêntrica).
Para acomodar moldes de diferentes alturas, a altura da matriz da prensa deve ser ajustável. Em geral, o comprimento da biela da prensa pode ser ajustado.
Uma extremidade da biela da prensa está ligada à cambota e a outra extremidade está ligada ao controlo deslizante. Por conseguinte, o ajuste do comprimento da biela pode atingir o objetivo de ajustar a altura da matriz. O mecanismo de deslizamento da manivela da prensa JB23-63 mostrado na Figura 45 ajusta a altura da matriz ajustando o comprimento da biela.
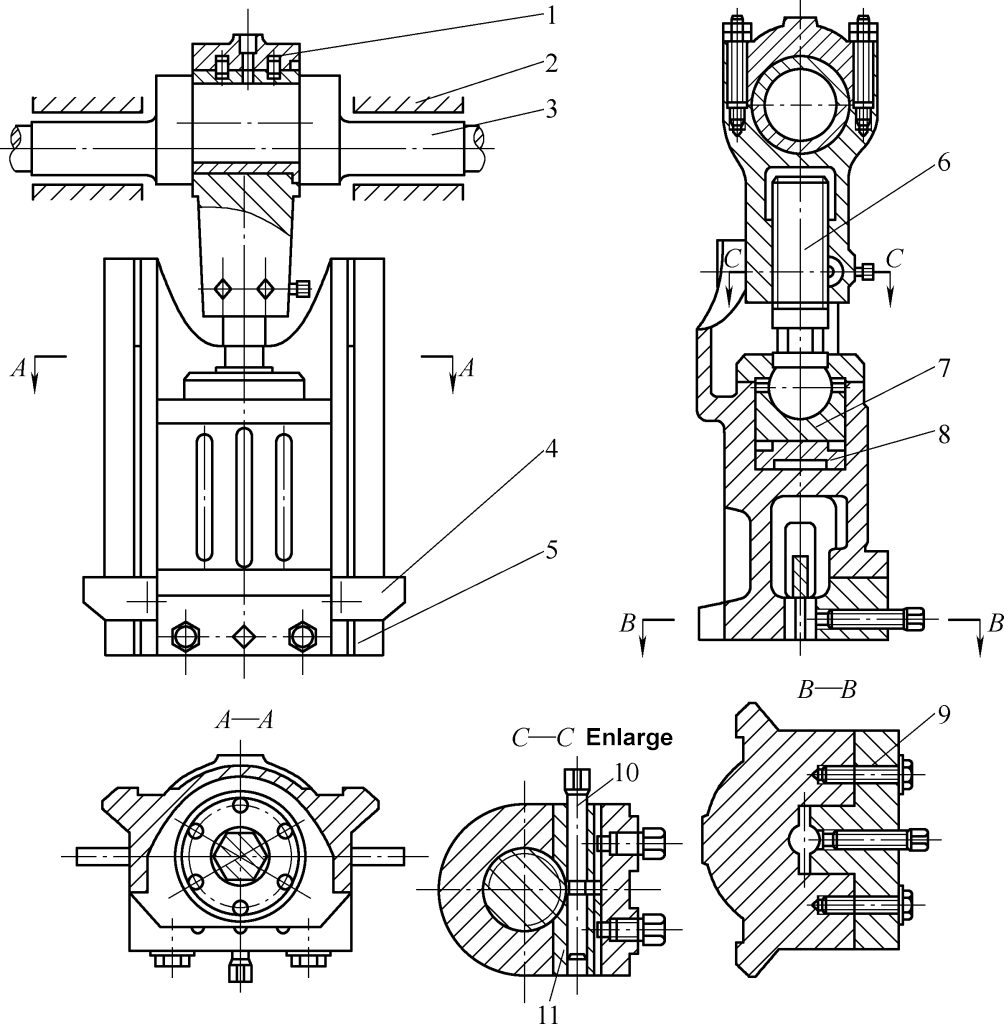
1-Corpo de ligação
2-Buchão de rolamento
3-Virabrequim
Barra de 4 riscadores
5-Deslizador
6-Parafuso de regulação
7-Assento de apoio
8-Bloco de segurança
9-Bloco de fixação do porta-matrizes
10-Parafuso de bloqueio
11-Bloco de bloqueio
Como se pode ver na figura 45, a biela não é uma peça integral, mas é composta pelo corpo de ligação 1 e pelo parafuso de regulação 6. Existe uma secção hexagonal no meio do parafuso de regulação 6, como se mostra na secção A-A da figura 44. Desapertar o parafuso de bloqueio 10 e utilizar uma chave para rodar a parte hexagonal no meio do parafuso de regulação 6 para ajustar o comprimento da biela. As prensas maiores ajustam o parafuso através de um motor, de uma engrenagem ou de um mecanismo de parafuso sem-fim.
Quando o seletor está no ponto morto inferior, a distância entre o plano inferior do seletor e a superfície da mesa é chamada de altura de fecho da prensa. Quando a biela é ajustada no seu comprimento mínimo, a altura de fecho atinge o seu valor máximo, designado por altura máxima de fecho da prensa; quando a biela é ajustada no seu comprimento máximo, a altura de fecho atinge o seu valor mínimo, designado por altura mínima de fecho da prensa.
A fim de instalar corretamente o molde na prensa e assegurar o funcionamento normal da processo de estampagemA altura máxima fechada da prensa deve ser superior à altura fechada do molde, de modo a que o molde possa ser instalado entre a superfície de trabalho da prensa e a superfície inferior da corrediça; a altura mínima fechada da prensa deve ser inferior à altura fechada do molde, de modo a que os moldes superior e inferior possam alinhar-se corretamente durante a estampagem.
Depois de ajustar a altura fechada da prensa, o dispositivo de bloqueio deve ser bloqueado para evitar que o comprimento da biela se altere devido a folgas durante o funcionamento da prensa, afectando o funcionamento normal da estampagem. Isto é especialmente importante para certos processos de estampagem nos procedimentos básicos de deformação, como a dobragem e a estampagem.
Após o final de uma operação de estampagem, a peça de trabalho fica frequentemente presa no molde. Para empurrar a peça de trabalho para fora, a prensa tem normalmente um dispositivo de eliminação colocado na corrediça. Como se pode ver na Figura 46, o dispositivo rígido de expulsão é constituído por uma haste de expulsão 4 que passa através da corrediça e por um parafuso de paragem 3 fixado ao corpo da máquina.
Quando o cursor desce para efetuar a estampagem, a peça é empurrada para cima pela haste de ejeção 7 na matriz superior através da haste de saída 4 no cursor. Quando a corrediça sobe e se aproxima do ponto morto superior, as duas extremidades da haste de saída 4 são bloqueadas pelo parafuso de paragem 3 no corpo da máquina. À medida que a corrediça continua a subir, a haste de eliminação 4 move-se para baixo em relação à corrediça, empurrando a haste ejectora 7 na matriz superior para ejetar a peça de trabalho.
O curso máximo de trabalho da haste de extração 4 é H-h. Se a haste de saída 4 colidir com o parafuso de paragem 3 demasiado cedo, ocorrerão acidentes de equipamento. Por isso, quando se muda de molde ou se ajusta a altura de instalação da prensa, a posição do parafuso de paragem 3 deve ser ajustada em conformidade.
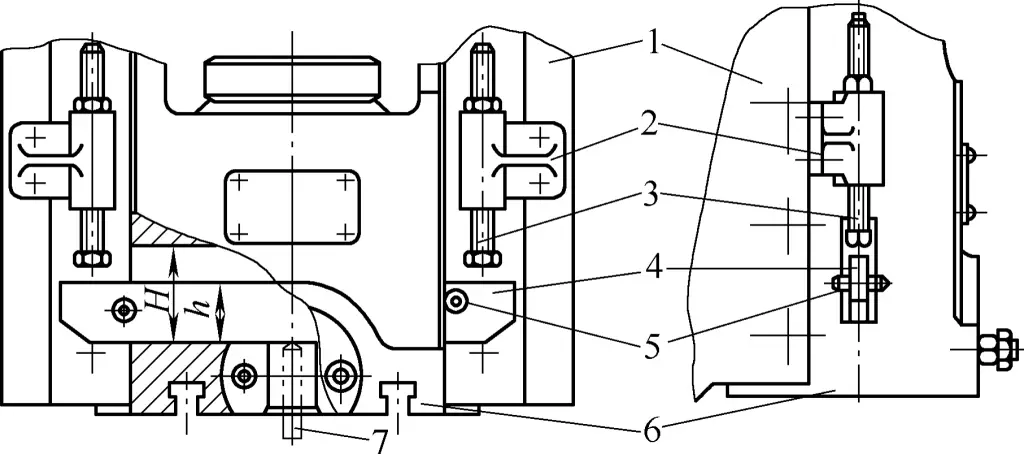
1-Corpo da máquina
Assento de 2 paragens
3-Parafuso de paragem
4-Rodas de bater
Pino de 5 paragens
6 deslizadores
7-Haste de ejeção
A figura 47 mostra o estado inicial de funcionamento do dispositivo de prensagem.
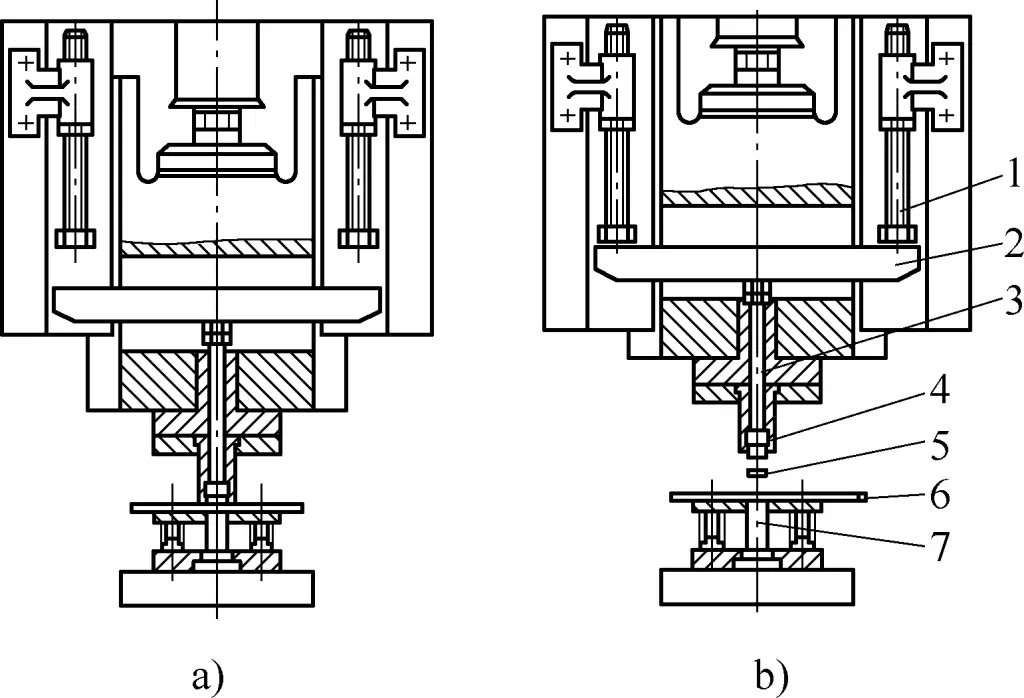
a) Ponto morto inferior do curso
b) Ponto morto superior do curso
1-Parafuso de paragem
2-Rodas de encaixe
3-Haste de ejeção
4-Fêmea morre
Peça com 5 carimbos
Material de 6 folhas
7-Soco
A instalação e o ajuste da matriz de estampagem é uma parte importante da operação de estampagem. A qualidade da instalação e do ajuste afecta diretamente a segurança e a produção das peças processadas. A correção da instalação e do ajuste afecta diretamente a segurança do molde, do equipamento e dos trabalhadores da estampagem.
O princípio geral de instalação do molde na prensa é: primeiro fixar o molde superior no controlo deslizante da prensa e depois ajustar o molde inferior de acordo com a posição do molde superior. Os ajustes correspondentes da prensa devem ser efectuados durante o processo de instalação do molde.
A instalação de matrizes de corte pode ser dividida em matrizes de corte não guiadas e matrizes de corte guiadas.
1) Instalação de matrizes de esvaziamento não guiadas
A instalação de matrizes de corte não guiadas é relativamente complicada. O método é o seguinte:
① Preparação para a instalação do molde. Antes de instalar o molde, a prensa e o molde devem ser inspeccionados. Os principais itens de inspeção incluem:
Além disso, os operadores devem estar familiarizados com a forma, precisão dimensional e requisitos técnicos das peças a serem perfuradas, compreender os documentos relevantes do processo das peças perfuradas e o conteúdo de processamento do processo atual; estar familiarizados com o tipo, estrutura, princípio de funcionamento e caraterísticas de utilização da matriz de corte utilizada. Finalmente, o molde e a mesa de trabalho da prensa devem ser limpos, e o estado de funcionamento da prensa deve ser verificado.
② Verificar as condições de instalação da matriz. A altura fechada do molde deve coincidir com a altura de instalação da prensa. Antes de instalar a matriz, a sua altura fechada deve ser medida. O valor da altura fechada H0 do molde deve cumprir os seguintes requisitos:
Hmin+10mm≤H0≤Hmáximo-5mm
Fórmula
Se a altura de fecho do molde for demasiado pequena e não cumprir os requisitos acima referidos, pode ser adicionada uma base de apoio à mesa de trabalho da prensa para cumprir os requisitos acima referidos antes de instalar o molde, como se mostra na Figura 48.
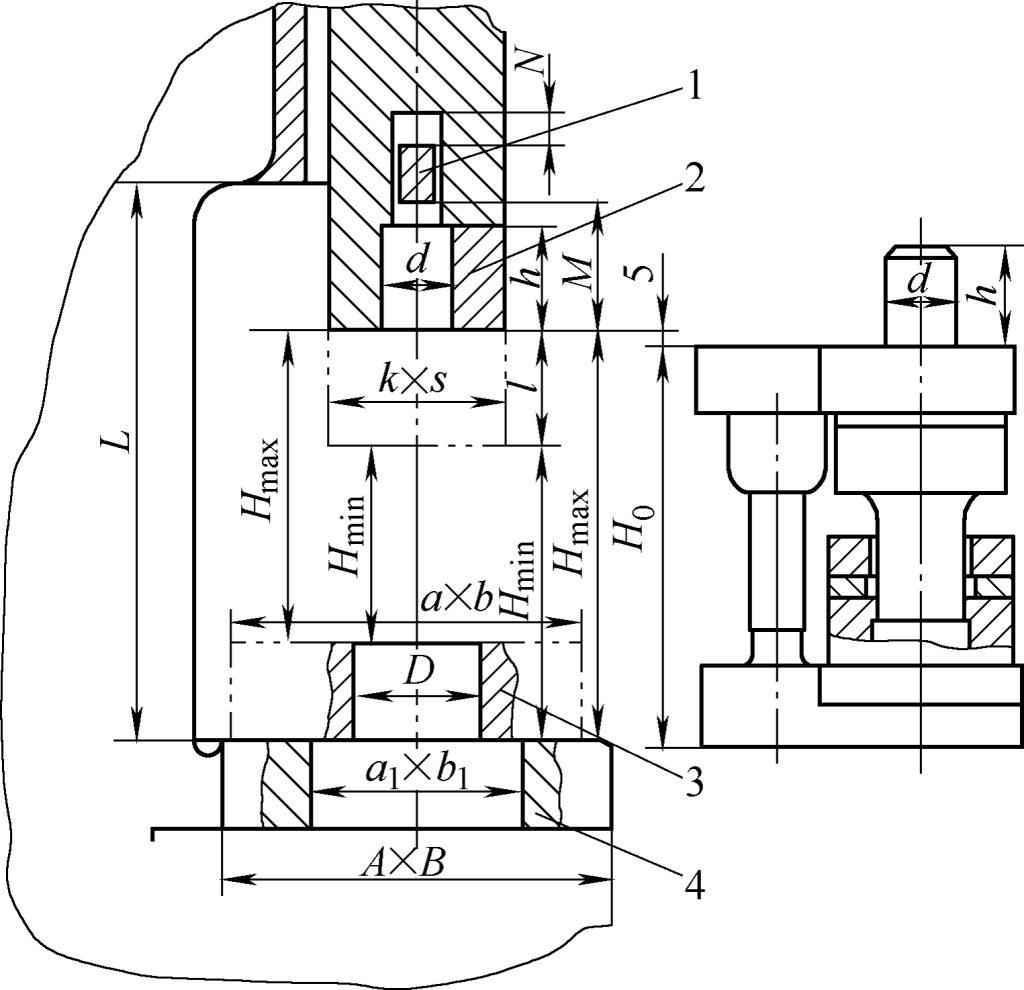
1-Viga de ejeção
Bloco de aperto com 2 punhos
3 almofadas
4-Mesa de trabalho
O significado das outras dimensões apresentadas na figura é:
Quando vários conjuntos de matrizes são instalados na mesma máquina de prensagem para estampagem em várias estações, a altura de fecho de cada conjunto de matrizes deve ser a mesma.
③ Instalar o coto. Depois de concluir o trabalho de preparação para a instalação de cada coto, proceda à instalação do coto de acordo com os passos seguintes.
Colocar o molde no centro da máquina de prensagem, como mostra a Figura 49. As matrizes superior e inferior são apoiadas por blocos 3.
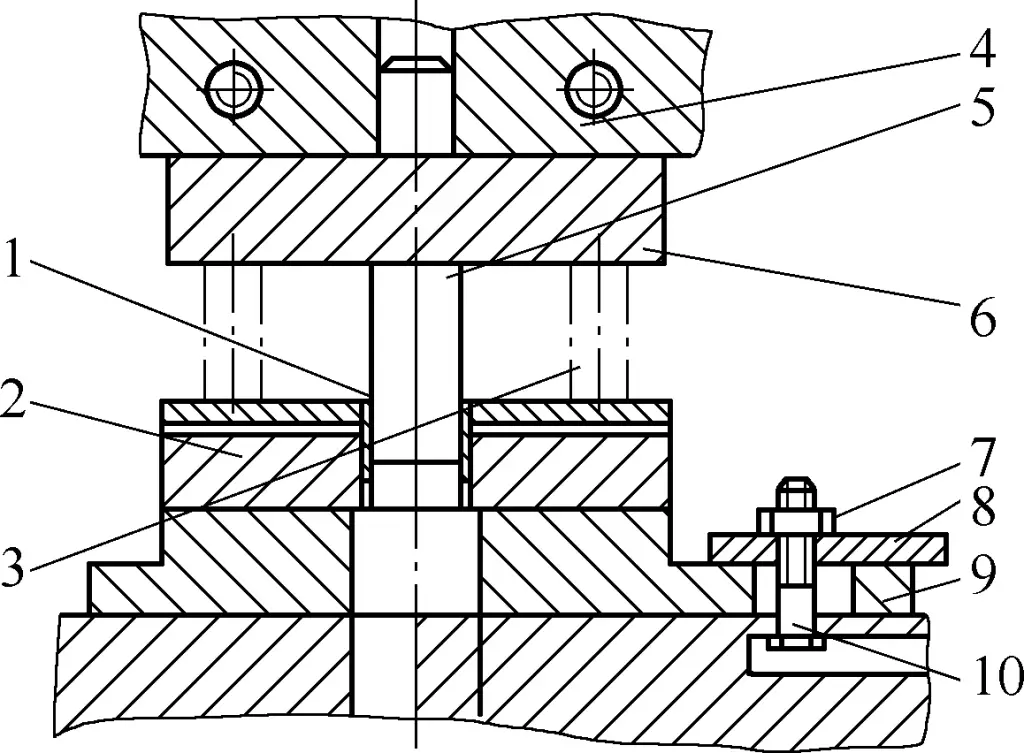
1-Papelão duro
2-Morte
3-Bloco
4-Pressione o cursor da máquina
5-Soco
6-Modelo superior
7-Porca
8-Placa de pressão
9-Ferro de apoio
Parafuso 10-T
Desapertar a porca da corrediça da máquina de prensar 4, manualmente ou com uma barra de alavanca, rodar o volante da máquina de prensar para baixar a corrediça da máquina de prensar 4 até esta entrar em contacto com o gabarito superior 6 e a pega da matriz entrar no orifício da pega da matriz da corrediça da máquina de prensar 4.
Se o cursor da máquina de prensar 4, ajustado para a posição mais baixa, de acordo com os requisitos acima referidos, ainda não conseguir entrar em contacto com o gabarito superior 6, ajustar o parafuso na biela da máquina de prensar para que o cursor da máquina de prensar 4 entre em contacto com o gabarito superior 6. Se, mesmo ajustando a biela para o ponto mais baixo, o cursor da máquina de prensar 4 não conseguir entrar em contacto com o gabarito superior 6, adicionar blocos na parte inferior do gabarito inferior para levantar o gabarito inferior até entrar em contacto.
Depois de ajustar a altura do controlo deslizante da máquina de prensagem 4, fixar o punho da matriz ao controlo deslizante da máquina de prensagem 4.
④ Ajustar o espaço da matriz. Depois de concluída a instalação da matriz na máquina de prensagem, ajuste a folga entre o punção e a matriz, ou seja, coloque papelão duro 1 ou folha de cobre com espessura equivalente ao valor da folga de um lado entre o punção e a matriz na borda de corte da matriz 2, e use o método de túnel de luz para ajustar a folga entre o punção e a matriz para torná-la uniforme.
⑤ Fixar a matriz. Depois de ajustar a folga, inserir o parafuso em T 10 na ranhura da mesa da máquina de prensagem e fixar firmemente a matriz inferior à máquina de prensagem através da placa de pressão 8, blocos 9 e porcas 7. Note que os parafusos devem ser apertados simetricamente e alternadamente.
⑥ Teste da matriz. Depois de completar todo o trabalho acima, a máquina de prensagem pode ser iniciada para efetuar um ensaio do molde. Durante o ensaio, se o espaço entre o punção e a matriz precisa de ser ajustado, desapertar ligeiramente a porca 7 e martelar suavemente o gabarito inferior na direção de ajuste com um martelo, de acordo com a distribuição da folga do punção e da matriz, até que a folga seja adequada.
⑦ Produção formal. Depois de a peça de trabalho experimental ser inspeccionada e aprovada pela auto-inspeção e pelo pessoal de inspeção, a produção em massa pode ser iniciada.
2) Método de instalação da matriz de corte guiada
Para as matrizes de corte guiadas, devido à orientação dos postes-guia e das mangas-guia, a instalação e o ajustamento são mais cómodos e fáceis em comparação com as matrizes de corte não guiadas. Os principais pontos de instalação são:
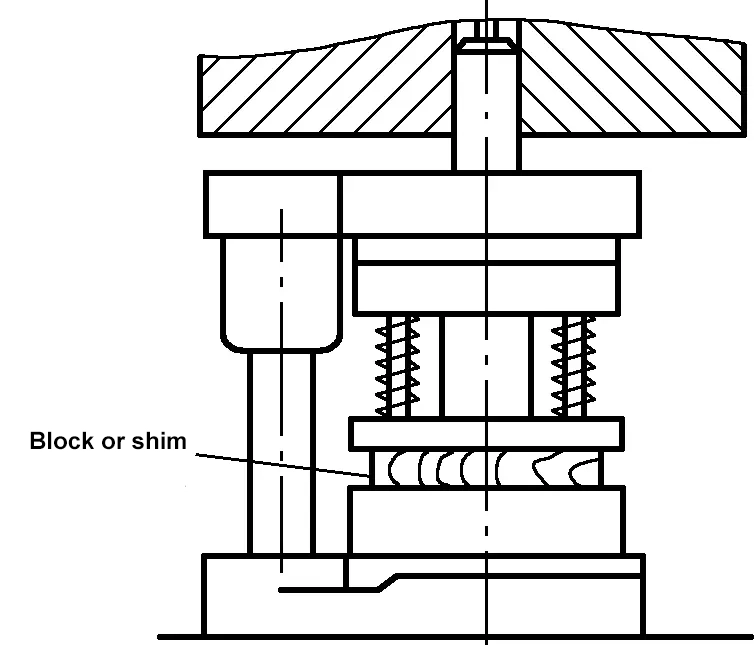
Os pontos-chave do ajuste da matriz de corte são:
1) Ajustar a profundidade de encaixe do punção e da matriz
Ajustar as matrizes superior e inferior do molde de corte para assegurar a profundidade adequada de engate entre as peças de trabalho das matrizes superior e inferior. Não deve ser demasiado profundo nem demasiado raso, com o objetivo de produzir peças adequadas. Geralmente, a matriz de corte assegura que o punção entra na matriz a uma profundidade de 0,5-1mm, e para as matrizes de liga dura, não deve exceder 0,5mm. A profundidade de encaixe do punção e da matriz é conseguida ajustando o comprimento da biela da máquina de prensagem.
2) Ajustar a folga entre o punção e a matriz
A matriz de corte deve garantir uma folga uniforme à volta do punção e da matriz. As folgas inadequadas ou irregulares afectam diretamente a qualidade das peças estampadas.
Para as matrizes de corte de componentes guiados, a instalação e o ajuste são relativamente convenientes, desde que a precisão do movimento dos componentes guiados seja assegurada, porque o ajuste entre os componentes guiados (tais como postes-guia e mangas-guia) é relativamente preciso, garantindo uma folga de ajuste uniforme entre as matrizes superior e inferior.
Para matrizes de corte não guiadas, a folha de cobre puro ou o cartão duro podem ser revestidos à volta da aresta de corte da matriz para ajuste (a espessura da folha de cobre puro ou do cartão duro é equivalente ao espaço de um lado entre o punção e a matriz). Quando a espessura da peça estampada excede 1,5 mm, devido ao maior espaço entre a matriz e o punção, o método de revestimento acima mencionado pode ser utilizado para o ajuste.
No caso de matrizes de corte de peças mais finas, a matriz pode ser ajustada pelo trabalhador da estampagem, observando a dimensão da folga entre o punção e a matriz. Se se verificar que o espaço entre o punção e a matriz é relativamente grande numa determinada direção, a matriz superior deve ser fixada primeiro e a matriz inferior deve ser desapertada. Em seguida, com um martelo, bater suavemente no lado da matriz inferior na direção em que a folga deve ser reduzida. Após o ajuste adequado, repita a observação da folga à volta do punção e da matriz até ficar uniforme.
Para matrizes de corte com arestas de corte rectas, o método de transmissão de luz e o teste do calibre de apalpador podem ser usados para ajustar a folga. Quando o punção e a matriz estiverem centrados e a folga for uniforme, utilizar parafusos para fixar a matriz à prensa para o puncionamento experimental.
Após a punção de ensaio, inspecionar as peças puncionadas de ensaio para verificar se existem rebarbas significativas e superfícies de corte ásperas. Se não for adequado, afrouxar a matriz inferior e continuar a ajustar de acordo com o método anterior até que a folga seja adequada.
Para facilitar o ajuste da folga das matrizes de corte não guiadas na produção futura, o método de pressionar uma folha de cobre puro ou uma folha de papel duro com uma espessura igual à folga unilateral do punção e da matriz na cavidade da matriz juntamente com o punção pode ser utilizado para reduzir a carga de trabalho de ajuste da matriz de corte.
3) Ajustar o dispositivo de posicionamento
Os componentes de posicionamento do molde de corte incluem principalmente pinos de posicionamento, blocos de posicionamento e placas de posicionamento. Ao ajustar o molde de corte, verificar se os componentes de posicionamento cumprem os requisitos de posicionamento e se o posicionamento é fiável. Se as posições dos componentes de posicionamento não forem adequadas, devem ser aparadas durante o ajuste e, se necessário, substituídas.
4) Ajustar o sistema de decapagem
O ajuste do sistema de decapagem envolve principalmente verificar se a placa de decapagem ou o ejetor funcionam suavemente, se as molas de decapagem e a elasticidade da borracha são suficientes, se o curso de decapagem é adequado, se os orifícios de sucata estão desobstruídos e se as hastes de perfuração e as hastes de empurrar podem descarregar suavemente as peças e os resíduos. Se forem detectadas falhas, devem ser efectuados ajustamentos e, se necessário, substituições.
O equipamento utilizado para o corte de chapa inclui principalmente várias prensas de manivela. Durante a operação, é necessário, em primeiro lugar, estar familiarizado com o desempenho e as caraterísticas do equipamento utilizado e dominar os seus métodos de operação. Em segundo lugar, é também importante compreender o desempenho e as caraterísticas da matriz utilizada para o corte e ser capaz de a instalar e ajustar. Além disso, ao efetuar operações de corte, deve prestar-se atenção ao cumprimento dos procedimentos operacionais, sendo os principais requisitos os seguintes pontos
1) Ligar a alimentação e, depois de o volante rodar normalmente, fazer a prensa funcionar em vazio algumas vezes para verificar se a embraiagem, o travão e o sistema de controlo são sensíveis e fiáveis; verificar se os dispositivos de segurança são eficazes; ao mesmo tempo, observar se o molde funciona normalmente.
2) Testar várias peças de trabalho, efetuar a auto-inspeção e pedir ao inspetor que as verifique. Só prosseguir com a produção normal se as peças estiverem qualificadas.
3) Durante o trabalho, se ocorrerem problemas de qualidade ou funcionamento anormal da prensa, mau funcionamento dos comandos ou resposta insensível da embraiagem e do travão, parar imediatamente a máquina. É estritamente proibido fazer funcionar o equipamento com falhas.
Os defeitos mais comuns das peças de corte incluem grandes rebarbas e superfícies deformadas. Estes defeitos podem ser causados por problemas com o material de corte, ajuste ou problemas com o molde de corte, ou negligência na operação. As soluções devem ser concebidas com base numa análise cuidadosa das causas dos defeitos. Consulte a Tabela 7 para ver defeitos comuns e soluções para peças de corte.
Quadro 7 Defeitos comuns e soluções para as peças de corte
| Estado da qualidade | Causa | Solução |
| A secção cortada é boa, com apenas pequenas rebarbas e uma certa inclinação na superfície de corte. | Abertura razoável e uniforme, arestas de corte afiadas do punção e da matriz e fissuras de cisalhamento sobrepostas. | Esta é uma situação normal. |
| A superfície de corte apresenta fissuras, bandas duplas brilhantes e rebarbas, o tamanho do punção é reduzido e o tamanho do corte é aumentado. | A folga é demasiado pequena e as fendas nas arestas de corte do punção e da matriz não se sobrepõem. | Afiar as arestas de corte do punção e da matriz. |
| A inclinação da superfície de corte é grande, formando rebarbas rasgadas, filetes alargados, tamanho de punção aumentado e tamanho de corte reduzido. | O espaço é demasiado grande e as fendas não se sobrepõem. | Substituir as arestas de corte do punção e da matriz. |
| A distribuição das rebarbas na superfície de corte é irregular e o filete é inconsistente. | 1) Os eixos do punção e da matriz estão desalinhados ou não são coaxiais. 2) A folga no dispositivo de guiamento é demasiado grande. 3) O dispositivo de guia ou o punção está inclinado. | 1) Ajustar a posição relativa do punção e da matriz ou afiar as arestas de corte. 2) Substituir o dispositivo de guia (como o casquilho de guia). 3) Voltar a instalar o dispositivo de guia ou o punção. |
| Grandes rebarbas nos bordos das peças perfuradas e aumento dos filetes das peças esvaziadas. | A aresta de corte da matriz está cega ou não é suficientemente dura. | Afiar ou substituir a matriz. |
| Grandes rebarbas em peças esvaziadas e grandes filetes em peças perfuradas. | A aresta de corte do punção está gasta ou não é suficientemente dura. | Afiar ou substituir o punção. |
| Tanto as peças esvaziadas como as perfuradas apresentam grandes rebarbas e grandes filetes. | Tanto o punção como a matriz são baços. | Afiar ou substituir o punção e a matriz. |
| O plano da peça de trabalho é côncavo. | 1) A aresta de corte da matriz tem um cone invertido. 2) A área de contacto entre a haste de ejeção e a peça de trabalho é demasiado pequena. 3) A placa de decapagem é fixa. 4) Corte através do furo da matriz | 1) Afiar os bordos da matriz 2) Substituição da cavilha de ejeção 3) Mudar para uma placa de decapagem elástica 4) Melhorar o mecanismo de ejeção |
| Desvio do furo interior da peça de trabalho | 1) Desalinhamento do anel de posicionamento e da matriz 2) Desalinhamento do batente do material e do dispositivo de alimentação | 1) Substituir o anel de posicionamento 2) Voltar a montar ou substituir as peças relevantes |
O corte a gás utiliza a energia térmica de uma chama de oxi-acetileno ou de uma chama de gás liquefeito de oxigénio para pré-aquecer a área de corte de uma peça de trabalho a uma determinada temperatura e, em seguida, pulveriza um fluxo de gás de corte de alta velocidade para fazer o metal arder e libertar calor, conseguindo assim o corte.
O corte a gás tem as vantagens da comodidade e da forte adaptabilidade. Pode efetuar o corte de todas as espessuras e tipos de aço-carbono, incluindo chapas de aço e aço estrutural. Além disso, o corte a gás oferece baixos custos de produção.
O corte a gás é classificado de acordo com as diferentes chamas geradas pelos gases de corte, como o corte por chama oxi-acetilénica e o corte por gás de petróleo liquefeito com oxigénio. Com base nos métodos de operação, divide-se em corte manual a gás, corte semi-automático a gás e corte automático a gás CNC. O corte manual a gás oxi-acetilénico é o método mais utilizado em processamento de chapas metálicas.
O equipamento e as ferramentas utilizadas para o corte com gás variam ligeiramente consoante o tipo de gás combustível utilizado. O equipamento de corte por chama oxi-acetilénica é constituído por uma garrafa de oxigénio e um regulador de oxigénio, uma garrafa de acetileno e um regulador de acetileno, um dispositivo de proteção contra o retorno de chama e um maçarico, como se mostra na Figura 51.
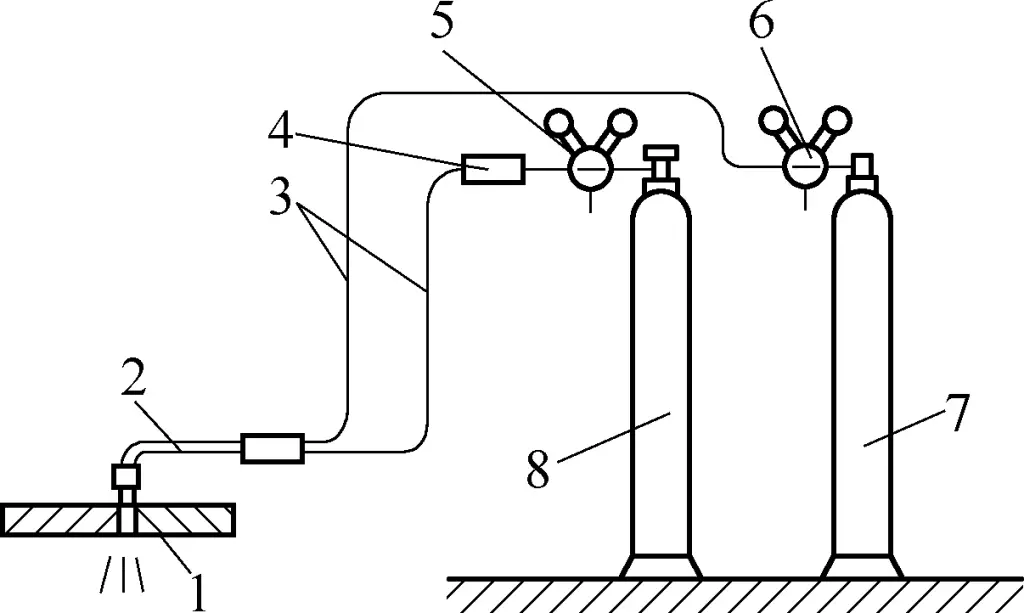
1-Peça de trabalho
2-Torcha
3-Mangueira
4-Protetor de retrocesso
5-Regulador de acetileno
6-Regulador de oxigénio
7-Cilindro de oxigénio
8-Cilindro de acetileno
A garrafa de oxigénio é um recipiente cilíndrico para armazenar oxigénio a alta pressão e é pintada de azul claro para identificação. A pressão máxima é de 16,7 MPa, com um volume de cerca de 40L e uma capacidade de gás de cerca de 6m3. A garrafa de oxigénio é um recipiente de alta pressão com riscos de explosão, exigindo precauções de segurança durante a utilização. Deve ser manuseada com cuidado para evitar vibrações e impactos fortes, e mantida a mais de 5 metros de distância de chamas abertas ou fontes de calor durante o funcionamento.
No verão, as garrafas de oxigénio devem ser protegidas da exposição solar e, no inverno, as válvulas congeladas não devem ser descongeladas com fogo, mas sim com água quente. O oxigénio na garrafa não deve ser completamente esgotado; a pressão residual deve ser mantida entre 98-196 kPa para evitar a entrada de outros gases e potenciais explosões.
As garrafas de acetileno são contentores especializados para armazenar e transportar acetileno. Assemelham-se às garrafas de oxigénio, mas são ligeiramente mais curtas (1,12 m) e têm um diâmetro maior (250 mm). A superfície é pintada de branco, com "acetileno" marcado a vermelho. Para garantir o armazenamento estável e seguro do acetileno, a garrafa é enchida com um material poroso embebido em acetona.
As garrafas de acetileno devem ser mantidas na vertical durante o manuseamento, a carga, a descarga e a utilização, e nunca devem ser colocadas no chão. A utilização de acetileno requer um regulador de pressão; é proibida a utilização direta.
O regulador é um dispositivo que reduz o gás de alta pressão para gás de baixa pressão. A sua função é reduzir a pressão do gás de alta pressão da garrafa para a pressão de trabalho desejada e manter a estabilidade da pressão.
A figura 52 mostra o princípio estrutural de um regulador de um só estágio. Rodar o parafuso de regulação 1 no sentido dos ponteiros do relógio abre a válvula de controlo da pressão 8, permitindo que o gás de alta pressão da garrafa flua da câmara de alta pressão 7 através da válvula de controlo da pressão 8 para a câmara de baixa pressão 12. O gás expande-se, reduzindo a pressão para a pressão de trabalho, e depois sai pela saída 11.
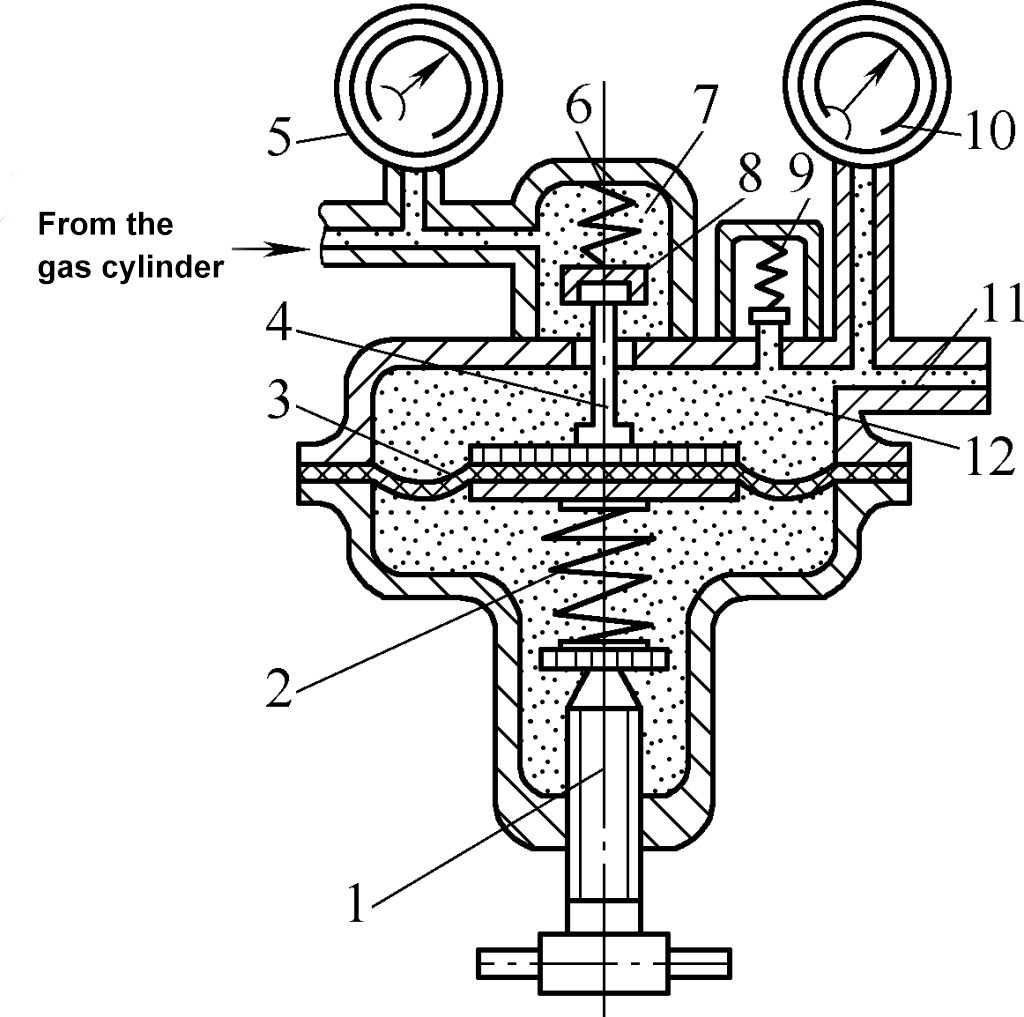
1-Parafuso de ajuste
2-Mola de trabalho
3-Diafragma elástico
4-Transmissão Haste
5-Medidor de alta pressão
6-Mola auxiliar
7-Câmara de alta pressão
8-Válvula de controlo da pressão
9-Válvula de segurança
10-Medidor de baixa pressão
11 tomadas
12-Câmara de baixa pressão
A pressão de trabalho é ajustada alterando a posição do parafuso de ajuste 1. A mola de trabalho 2 e a mola auxiliar 6 asseguram que a válvula de controlo da pressão 8 pode abrir automaticamente e manter o equilíbrio à medida que a pressão da botija diminui gradualmente, mantendo a pressão de trabalho estável.
Os reguladores para o oxigénio e o acetileno dissolvido devem ser reguladores especializados que correspondam às caraterísticas de cada gás.
A função do maçarico consiste em misturar oxigénio e acetileno na proporção correta para formar uma chama de pré-aquecimento e pulverizar oxigénio a alta pressão sobre a peça a cortar, fazendo com que o metal no jato de oxigénio arda, sopre e forme um corte.
O maçarico de corte divide-se em dois tipos, o tipo jato e o tipo pressão igual, de acordo com os diferentes métodos de mistura do oxigénio e do acetileno, como mostra a figura 53. Destes, o maçarico de corte de tipo jato é o mais utilizado e é adequado para o gás acetileno a baixa pressão ou a média pressão. O quadro 8 apresenta os modelos e os parâmetros comuns do maçarico de corte de tipo jato.
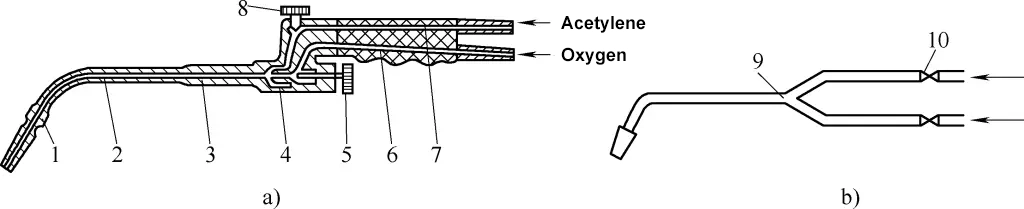
a) Princípio e forma do tipo de jato
b) Forma do tipo pressão igual
1-Bocal de corte
2, 9-Tubo de mistura
Tubo de 3 jactos
4-bicos
5, 10-Válvula de oxigénio
6-Conduta de oxigénio
7-Conduto de acetileno
8-Válvula de acetileno
Quadro 8 Modelos e parâmetros comuns da tocha de corte de tipo jato
| Modelo | Bocal de corte | Espessura da chapa de aço com baixo teor de carbono/mm | Diâmetro do orifício de oxigénio do bocal de corte/mm | Pressão do gás/MPa | Consumo de gás/(L/min) | |||
| Número | Tipo | Oxigénio | Gás acetileno | Oxigénio | Gás acetileno | |||
| G01-30 | 1 | Forma do anel | 3~10 | 0.7 | 0.2 | 0.001~0.1 | 13.3 | 3.5 |
| 2 | 10~20 | 0.9 | 0.25 | 23.3 | 6.0 | |||
| 3 | 20~30 | 1.1 | 0.3 | 36.7 | 5.2 | |||
| G01-100 | 1 | Forma de flor de ameixa | 10~25 | 1.0 | 0.3 | 36.7~45 | 5.8~6.7 | |
| 2 | 25~50 | 1.3 | 0.4 | 58.2~71.7 | 7.7~8.3 | |||
Nota: No número do modelo, G representa a tocha de corte, 0 representa manual, 1 representa tipo de jato e os números seguintes representam a espessura máxima (mm) do aço de baixo carbono para corte a gás.
A figura 53a mostra o maçarico de corte de tipo jato. O maçarico de corte a jato utiliza um tubo de jato fixo e, substituindo os bicos de corte por diferentes diâmetros de orifício de oxigénio, pode satisfazer as necessidades de corte de peças de trabalho de diferentes espessuras. É amplamente utilizado na produção.
Durante o funcionamento, o oxigénio de pré-aquecimento entra na câmara de mistura a alta velocidade, atrai o gás acetileno circundante e forma uma mistura com uma determinada proporção, que é pulverizada pelo bocal de corte. Após a ignição, forma uma chama de pré-aquecimento. O oxigénio de corte sai então do orifício central do bocal de corte através do tubo de oxigénio, formando um fluxo de oxigénio de corte a alta velocidade.
A figura 53b mostra o maçarico de corte de pressão igual. O acetileno, o oxigénio de pré-aquecimento e o oxigénio de corte do maçarico de pressão igual são introduzidos no bocal de corte, respetivamente, através de condutas separadas. O oxigénio de pré-aquecimento e o acetileno começam a misturar-se no bocal de corte e, depois de serem pulverizados e inflamados, produzem uma chama de pré-aquecimento. É adequado para gás acetileno de média pressão e é caracterizado por uma chama estável e não é propenso a flashback.
A mangueira de borracha utilizada para transportar oxigénio, gás acetileno ou gás de petróleo liquefeito para a tocha de corte é feita de borracha de alta qualidade com tecido ou fibra de algodão. A pressão de trabalho permitida para a mangueira de oxigénio é de 1,5 MPa e o diâmetro da mangueira é de 8 mm; a pressão de trabalho permitida para a mangueira de acetileno é de 0,5 MPa e o diâmetro da mangueira é de 10 mm. Para facilitar a identificação, a mangueira de oxigénio é vermelha e a mangueira de acetileno é verde.
O corte geral a gás pode ser efectuado de acordo com as seguintes etapas e métodos:
Limpar as manchas de óleo e ferrugem na superfície da peça de trabalho, e elevar a peça de trabalho a uma certa altura, deixando um certo espaço por baixo da peça de trabalho para facilitar a expulsão da escória de óxido.
Em seguida, verificar a forma da linha de fluxo do oxigénio de corte. Durante a inspeção, acender o maçarico de corte e ajustar a relação da mistura oxigénio-acetileno para que a chama de pré-aquecimento seja uma chama neutra. A maneira mais simples e mais prática de avaliar a natureza da chama oxiacetilénica é observar a sua forma.
O comprimento da chama neutra é moderado, com três partes distintas: o núcleo da chama, a chama interna e a chama externa (ver Figura 54a); a chama redutora é mais longa e mais brilhante, e a chama interna é mais proeminente (ver Figura 54b); a chama oxidante é mais curta, sem limite óbvio entre as chamas interna e externa, e o brilho é mais escuro (ver Figura 54c).

1-Núcleo de chama
2-Chamas interiores
3-Chama exterior
Depois de ajustar a chama de pré-aquecimento para uma chama neutra, libertar repetidamente o oxigénio de corte e ajustar a válvula de ajuste da mistura para garantir que a chama de oxiacetileno pode permanecer neutra durante o processo de corte. Observar a forma do fluxo de ar de corte (normalmente conhecido como linha de ar) de diferentes lados, exigindo que seja uniforme e claramente cilíndrico. Caso contrário, desligue o acetileno e o oxigénio e utilize uma agulha de limpeza para limpar o bocal de corte até obter o fluxo de ar de corte normal.
Se começar a cortar a partir da borda de uma chapa de aço, pré-aqueça primeiro a borda da chapa. Quando o ponto de pré-aquecimento ficar ligeiramente vermelho, mover o centro da chama de pré-aquecimento para fora da aresta, abrir lentamente a válvula de oxigénio de corte e observar a escória fundida oxidada a sair com o fluxo de oxigénio no corte. Quando o corte terminar, mova lentamente o maçarico de corte para continuar a cortar, como mostra a Figura 55.
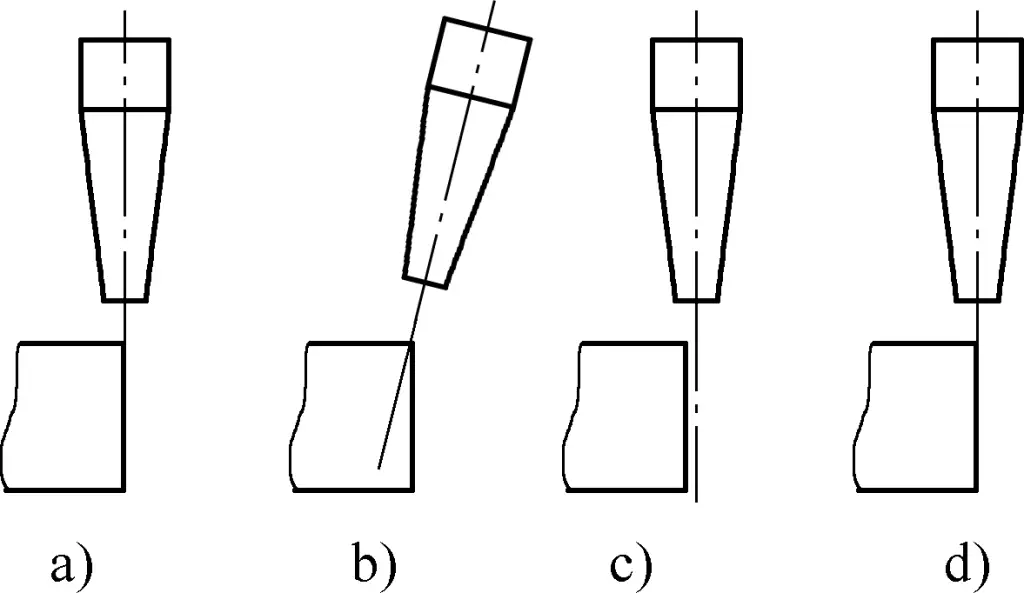
a), b) Pré-aquecimento
c) Recuo e libertação de oxigénio
d) Iniciar o corte
O velocidade de corte deve ser determinado de acordo com a espessura da chapa de aço e os requisitos de qualidade da superfície de corte.
No trabalho real, existem dois métodos para determinar se a velocidade de corte é adequada: Observar a estriação da superfície de corte. Se a estriação for uniforme e o arrastamento for mínimo, isso indica que a velocidade de corte é adequada; Durante o processo de corte, observar o corte a partir da parte superior ao longo da direção do fluxo de ar de corte. Se a velocidade de corte for adequada, o fluxo de ar no local de corte deve ser suave, sem dobras óbvias.
Para utilizar plenamente a chama de pré-aquecimento e melhorar a eficiência durante o corte, o bocal de corte pode ser inclinado para trás em 0°~30° na direção oposta ao progresso do corte, de acordo com a espessura da chapa de aço a ser cortada; quanto mais fina a chapa de aço, maior o ângulo, como mostra a Figura 56.
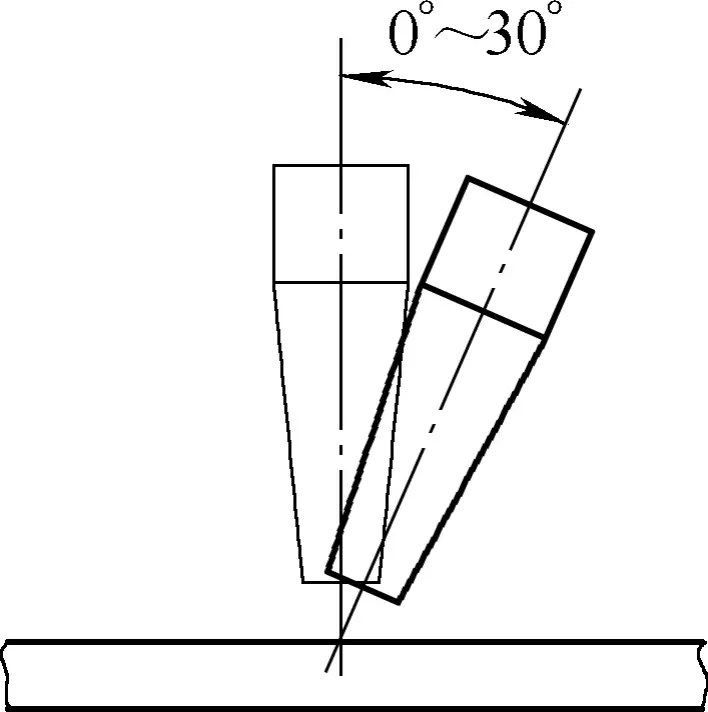
Se for necessário fazer um furo numa determinada posição no meio da chapa de aço, deve prestar-se atenção ao controlo da distância e do ângulo do bocal de corte em relação à chapa de aço quando se abre o oxigénio de corte para evitar que a escória salpicada bloqueie o bocal de corte, como se mostra na Figura 57.
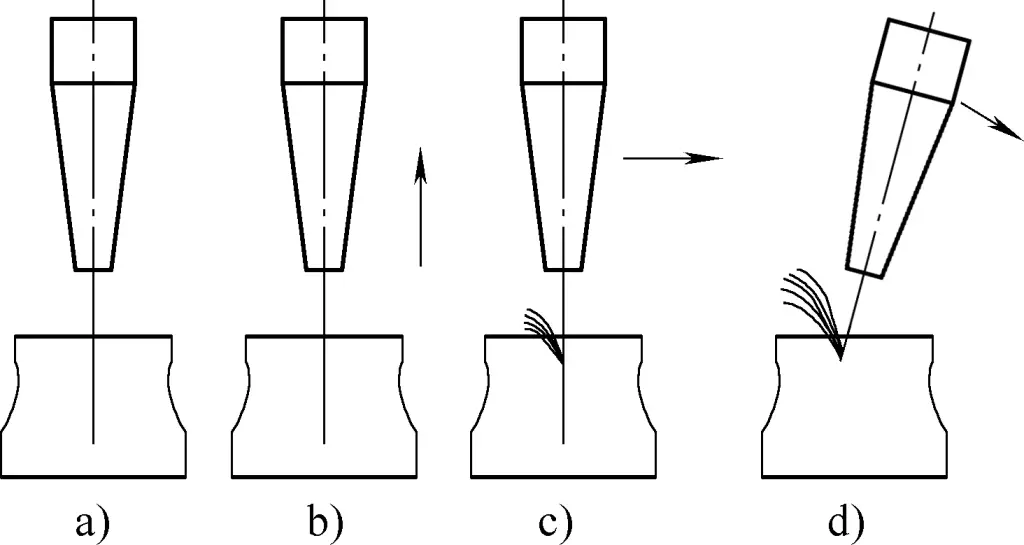
a) Pré-aquecimento
b) Levantamento do bico de corte
c) Iniciar o corte de oxigénio, mover a tocha para trás
d) Inclinar a lanterna
A postura para segurar a tocha durante o corte a gás é: segurar o cabo da tocha com a mão direita, apoiar a válvula de ajuste do oxigénio de corte com o polegar, o indicador e os dedos médios da mão esquerda. Em pé ou de cócoras, manter um centro de gravidade estável, relaxar os músculos dos braços, respirar naturalmente, segurar a tocha com firmeza e mover ambos os braços lentamente de acordo com os requisitos de velocidade de corte ou seguir o movimento do corpo. O corpo principal da tocha deve estar paralelo à superfície superior do objeto a cortar.
Durante o processo de corte, o tiro pela culatra ocorre frequentemente devido a um fornecimento insuficiente de oxigénio ou de gás acetileno, a escórias que bloqueiam o bocal de corte ou ao sobreaquecimento da cabeça do bocal. Neste caso, a fonte de gás deve ser fechada com urgência. A sequência correta é: Primeiro, fechar a válvula de gás acetileno para cortar a fonte de gás inflamável e, em seguida, fechar a válvula de gás misto. Depois de identificar e resolver a causa, reacender e continuar a trabalhar.
Após o corte até ao ponto final, fechar a válvula do oxigénio de corte e levantar simultaneamente o maçarico. Se não for necessário para uma utilização posterior, fechar primeiro a válvula do gás acetileno e, por fim, fechar a válvula de regulação do gás misto. Desapertar o parafuso de regulação do regulador de pressão e fechar as válvulas do gás acetileno e da garrafa de oxigénio. Após a conclusão do trabalho, retirar o maçarico e o regulador de pressão e guardá-los corretamente, enrolar as mangueiras de borracha do acetileno e do oxigénio e limpar o local de trabalho.
O corte com gás de chama oxi-acetilénica é utilizado principalmente para cortar aço de baixo carbono e aço de baixa liga. É amplamente utilizado para cortar chapas e perfis de aço para a preparação de materiais e o biselamento de soldaduras antes de soldar e cortar várias chapas de formas complexas.
O corte com gás de chama oxi-acetilénica pode cortar chapas de aço de baixo teor de carbono de diferentes espessuras, e os métodos de operação são diferentes.
1) Corte a gás de chapas de aço de 4 a 25 mm de espessura.
Para o corte a gás de chapas de aço com 4 a 25 mm de espessura, pode ser selecionado um maçarico de corte do tipo G01-100. Durante a preparação do material, certifique-se de que o comprimento do fluxo de ar de corte (linha de vento) excede 1/3 da espessura da chapa que está a ser cortada. A distância entre o bocal de corte e a peça a cortar é aproximadamente igual ao comprimento do núcleo da chama mais 2~4mm. Para melhorar a eficiência do corte, o bocal de corte pode ser inclinado para trás num ângulo de 20°~30° durante o corte a gás.
2) Corte a gás de chapas de aço finas.
Para o corte a gás de chapas de aço finas, é frequentemente selecionada uma tocha de corte do tipo G01-30 e um bocal de corte n.º 2. Para obter melhores resultados, a energia da chama de pré-aquecimento deve ser pequena, o bico de corte deve ser inclinado na direção oposta ao progresso e formar um ângulo de 25 ° ~ 45 ° com a placa de aço, a distância entre o bico de corte e a superfície da peça de corte deve ser de 10 ~ 15 mm, e a velocidade de corte deve ser a mais rápida possível.
3) Corte a gás de chapas grossas de aço.
Ao cortar a gás chapas de aço espessas, começar por pré-aquecer no canto da extremidade da peça a cortar (ver Figura 58a). Uma vez pré-aquecido à temperatura de corte, aumentar gradualmente o oxigénio de corte e inclinar o bocal de corte na direção da peça a cortar (ver Figura 58b). Depois de a aresta da peça de corte ter penetrado completamente, aumentar o fluxo de oxigénio de corte e tornar o bocal de corte perpendicular à superfície da peça de corte. Simultaneamente, mover o bocal de corte ao longo da linha de corte. A velocidade de corte deve ser lenta e o bico de corte deve efetuar uma oscilação transversal em forma de crescente (ver Figura 58c).
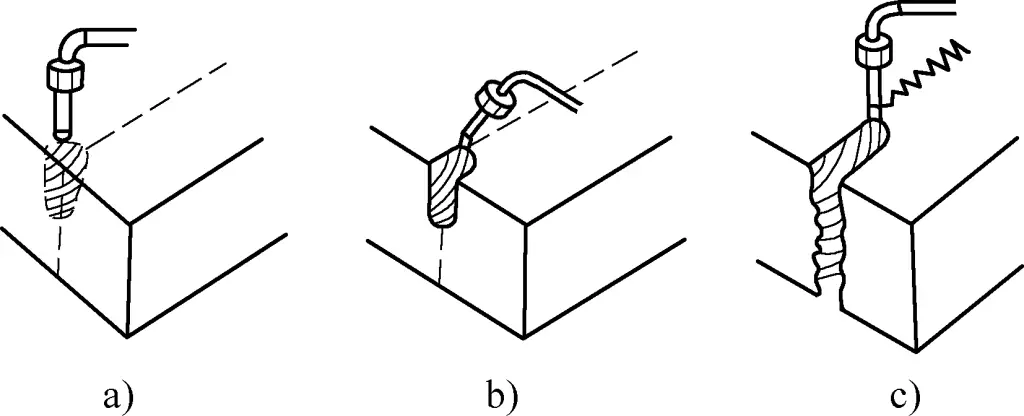
4) Corte de furos em chapas de aço.
Quando se cortam componentes do tipo anel de flange a gás, uma vez que é impossível começar a cortar a partir da extremidade da placa, a operação de corte deve começar a partir do meio da placa de aço. Depois de criar um furo na chapa de aço, seguir a linha de corte para cortar.
O método para efetuar um furo na chapa de aço é apresentado na Figura 59. Em primeiro lugar, pré-aquecer a área onde é necessário fazer um furo na chapa de aço, segurar o bico de corte perpendicularmente à chapa de aço (ver Figura 59a) e, uma vez aquecido à temperatura de corte, levantar o bico de corte a cerca de 15 mm de distância da chapa de aço (ver Figura 59b), depois abrir lentamente a válvula de oxigénio de corte e inclinar ligeiramente o bico de corte (ver Figura 59c).
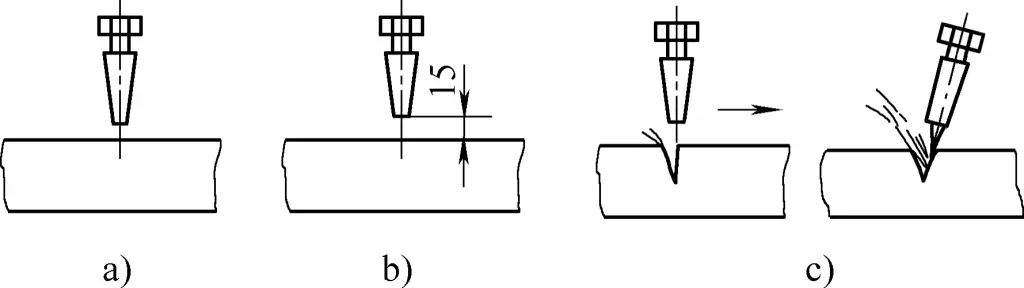
a) Pré-aquecimento
b) Levantar o bico de corte
c) Abrir lentamente a válvula de oxigénio de corte
Durante todo o processo de perfuração, ter o cuidado de não ficar de frente para a superfície da chapa de aço para evitar ser escaldado por salpicos de escória.
5) Corte a gás de chapas de aço multicamadas.
Quando se cortam a gás várias chapas de aço em camadas com a mesma forma, as chapas de aço são frequentemente empilhadas para completar o corte de várias chapas de uma só vez. Para o corte de chapas de aço de várias camadas, as chapas têm de ser bem pressionadas umas contra as outras, pelo que é necessário um dispositivo de pressão (ver Figura 60a), e a ferrugem e a sujidade na superfície da chapa de aço devem ser limpas.
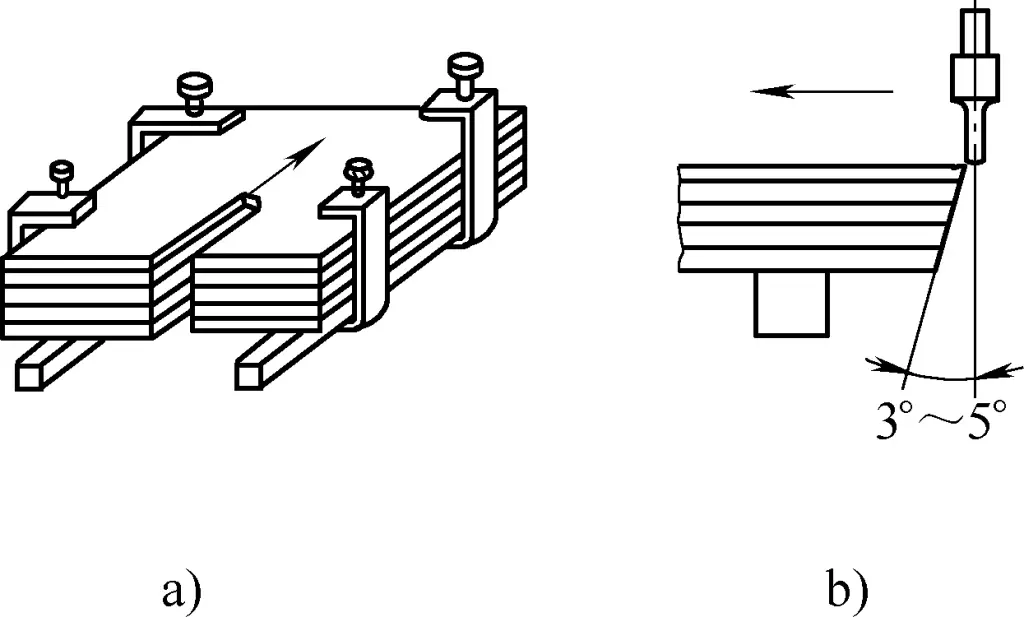
A camada superior das chapas de aço deve ser deslocada um pouco para fora (ver Figura 60b) para facilitar o início do corte a gás. Os parâmetros de corte devem ser determinados em função da espessura total das chapas de aço multicamadas. Para evitar a fusão excessiva da camada superior das chapas de aço, pode ser utilizada uma chapa de aço plana como chapa de cobertura para o corte.
Durante o corte a gás de tubos de aço, a chama de pré-aquecimento deve estar perpendicular à superfície do tubo de aço. Depois de totalmente cortado, inclinar gradualmente o bocal de corte até ficar próximo da direção tangente do material do tubo e, em seguida, continuar a cortar.
A figura 61a mostra o corte a gás de um tubo de aço fixo, iniciando o pré-aquecimento a partir da parte inferior do material do tubo (visto de baixo) na direção indicada por 1 na figura. Quando se corta a parte superior do material do tubo, fecha-se o oxigénio de corte, desloca-se novamente a tocha para a parte inferior do material do tubo e continua-se a cortar na direção indicada por 2 na figura.
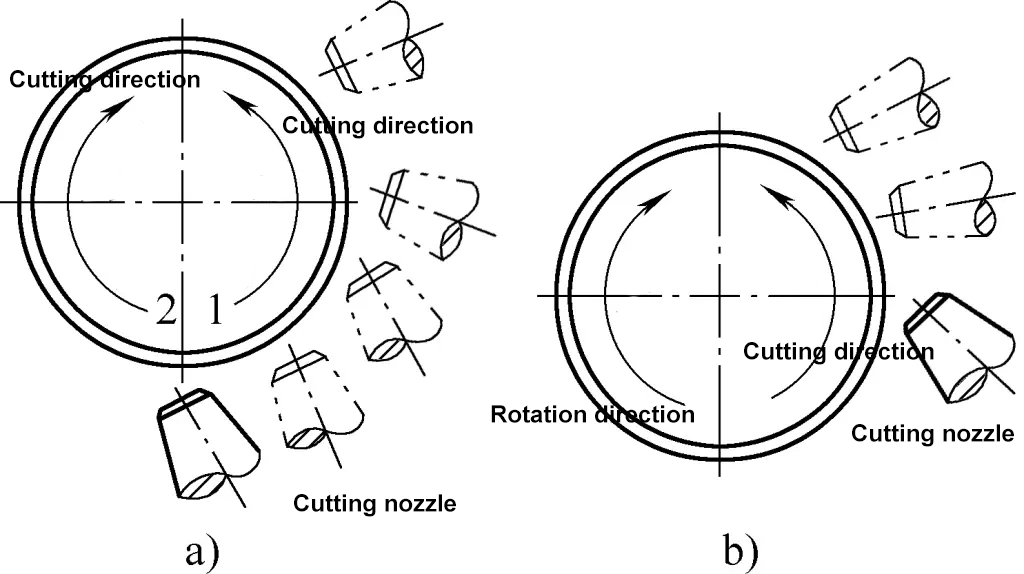
A Figura 61b mostra o corte a gás do material do tubo rotativo. Iniciar o pré-aquecimento a partir do lado do tubo de aço e cortar ao longo da direção de corte indicada na figura. Depois de cortar uma secção, parar temporariamente, rodar ligeiramente o material do tubo e, em seguida, continuar a cortar. O material do tubo de diâmetro mais pequeno pode ser cortado em 2-3 tentativas, enquanto o material do tubo de diâmetro maior pode exigir várias tentativas, mas quanto menos, melhor.
Para o corte a gás de aço redondo, iniciar o pré-aquecimento a partir de um dos lados do aço redondo. A chama de pré-aquecimento deve ser perpendicular à superfície do aço redondo. No início do corte a gás, abrir simultaneamente a válvula de oxigénio de corte e rodar o bico de corte para ficar perpendicular ao solo. Quando o aço redondo estiver cortado, mover o bico de corte para a frente e efetuar ligeiras oscilações horizontais.
É melhor completar o corte do aço redondo de uma só vez. Se o diâmetro do aço redondo for grande e não puder ser cortado de uma só vez, pode ser utilizado o método de corte por segmentação, como mostra a Figura 62. Os números na figura indicam a sequência de corte durante o corte por segmentação do aço redondo.
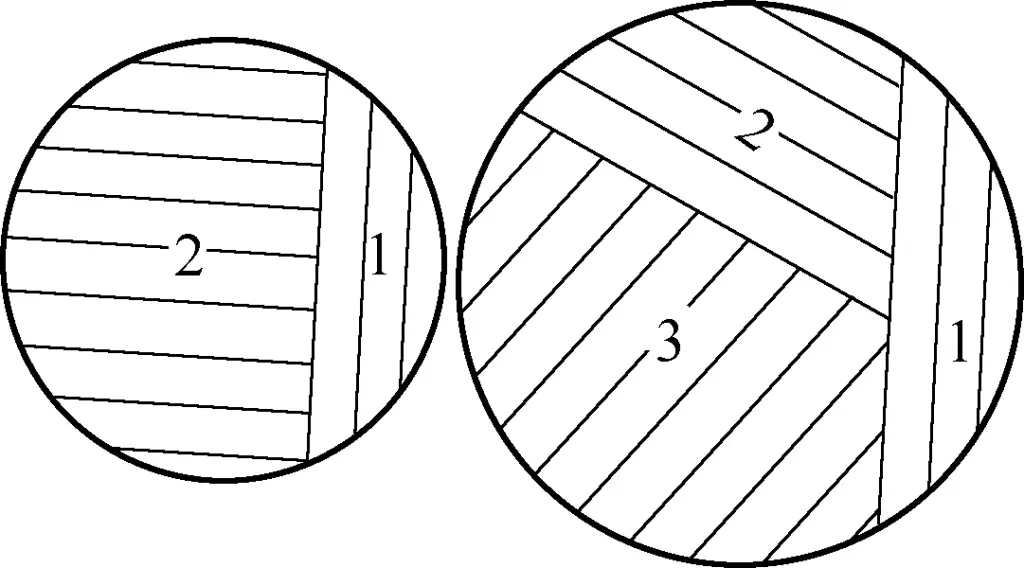
Ao cortar vigas em I com gás, o princípio é cortar de baixo para cima, como mostra a Figura 63. Desta forma, o material restante não cairá e danificará o corte ou causará outros acidentes. Durante o corte a gás, o bico de corte deve estar perpendicular à linha de corte.
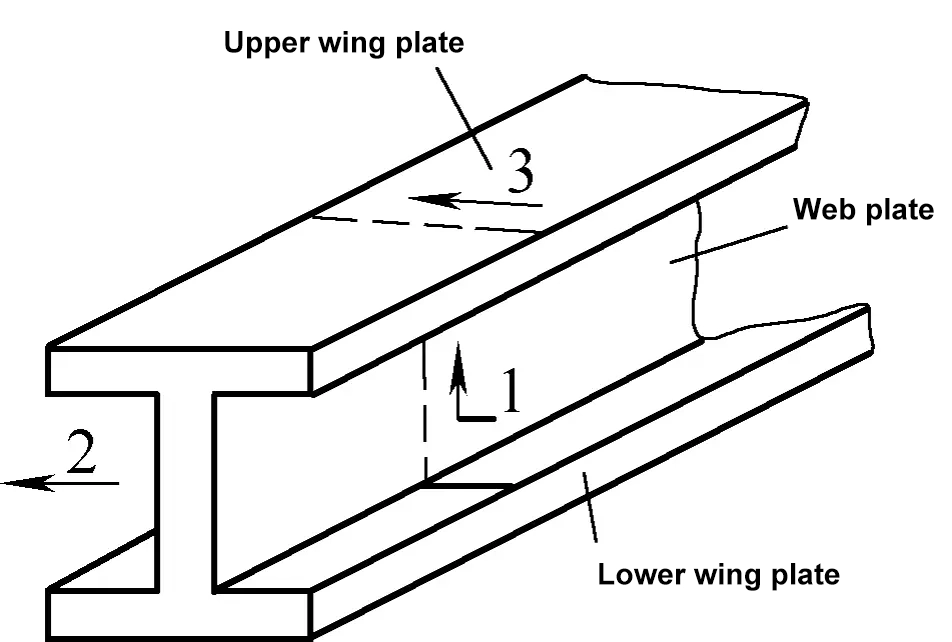
1-Completar um lado da flange inferior e da alma num só corte
2-Corte a gás do outro lado da flange inferior
3 - Por último, corte a gás da flange superior
Ao cortar aço de canal a gás ao longo de uma linha reta, o bocal de corte deve estar perpendicular à superfície de corte (ver Figura 64a). Para os cortes inclinados, o bico deve ser perpendicular à alma e, para os outros dois flanges, o bico deve seguir a direção da linha inclinada na alma para o corte a gás (ver Figura 64b).
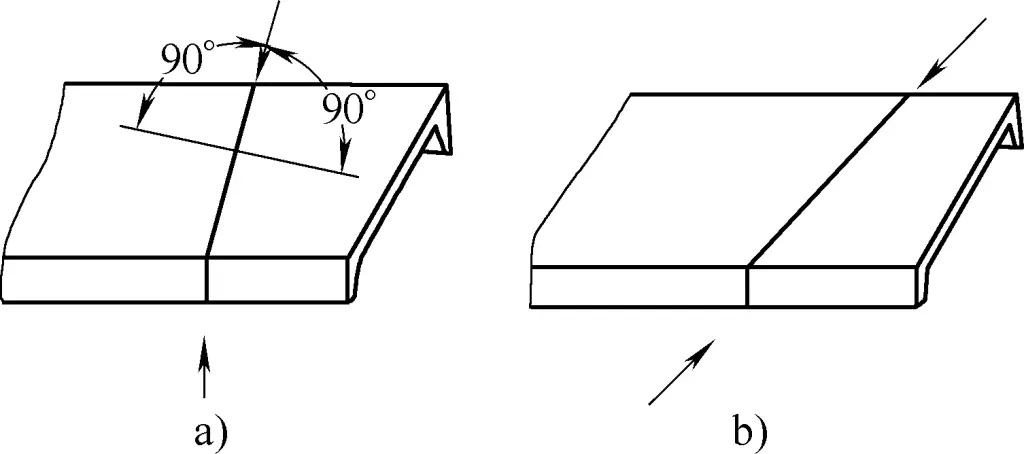
Em comparação com o corte a gás geral, o corte a gás de ranhuras de soldadura deve ser ligeiramente mais rápido, com uma potência de chama de pré-aquecimento mais elevada e uma pressão de oxigénio de corte ligeiramente mais elevada. A Figura 65a mostra a forma utilizada para o corte a gás de ranhuras em chapas e tubos de aço, enquanto o método da Figura 65b é utilizado principalmente para o corte de ranhuras em tubos.
Quando se utiliza o método mostrado na Figura 65b para cortar ranhuras de tubos a gás, a potência da chama de pré-aquecimento é menor do que quando se utiliza o método mostrado na Figura 65a, evitando a queima da aresta romba.
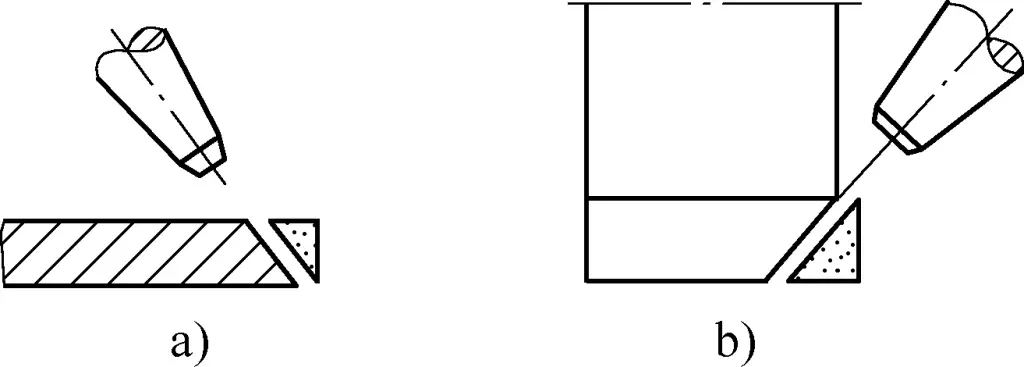
O acetileno utilizado no corte a gás é um gás inflamável e explosivo, enquanto o oxigénio é um gás com um forte efeito de apoio à combustão e uma pressão mais elevada. As garrafas de oxigénio, as garrafas de acetileno e os geradores de acetileno são todos recipientes sob pressão que apresentam certos riscos durante o transporte, armazenamento e utilização.
Além disso, uma vez que são utilizadas chamas abertas durante o corte a gás, a temperatura é elevada e uma grande quantidade de escória derretida espalha-se, aumentando o risco de incêndio e explosão. Por conseguinte, deve ser dada especial atenção à segurança e à produção civilizada durante as operações de corte a gás.
Por outro lado, a qualidade das peças cortadas no corte a gás está intimamente relacionada com a seleção dos parâmetros do processo de corte e com a postura de operação manual. Para garantir a qualidade das peças cortadas, também se deve prestar atenção à seleção da especificação do processo de corte a gás durante as operações de corte a gás.
Para garantir a segurança durante as operações de corte a gás, devem ser observadas as seguintes precauções principais:
1) A área de trabalho de corte a gás deve cumprir os requisitos de segurança e estar equipada com os meios de combate a incêndios necessários. A área deve estar livre de materiais inflamáveis e explosivos, ser bem ventilada e manter um certo nível de humidade. É estritamente proibido que os jactos de corte e a escória fundida entrem em contacto direto com as superfícies de cimento. O gerador de acetileno, as garrafas de acetileno e as garrafas de oxigénio devem ser mantidos a uma distância segura da zona de trabalho, geralmente de 10 metros ou mais.
2) As chapas ou secções de aço que estão a ser cortadas na zona de trabalho devem estar bem arrumadas e colocadas de forma estável. Deve haver um certo espaço atrás da zona de corte para facilitar a descarga da escória derretida e evitar a acumulação de acetileno, que pode provocar uma explosão.
A sucata e a escória residual geradas após o corte devem ser limpas imediatamente. Durante o funcionamento, a direção de distribuição dos dispositivos anti-retorno, das mangueiras de oxigénio e de acetileno deve ser razoável para evitar que sejam inflamados pela escória fundida ou esmagados pelas peças cortadas.
3) Os dispositivos e equipamentos de segurança utilizados no corte de gás devem ser seguros e fiáveis. Por exemplo, os dispositivos antirreflexo devem ser sensíveis e eficazes, os redutores de pressão devem ser corretos e calibrados regularmente. As garrafas de oxigénio e as garrafas de acetileno devem ter locais de colocação fixos, estar dispostas de forma organizada e ser fixadas com suportes especiais para evitar que escorreguem ou rolem.
4) Os operadores devem ser formados e qualificados antes de efectuarem trabalhos de corte a gás e devem seguir rigorosamente os procedimentos de segurança das operações de corte a gás. A utilização não autorizada de ferramentas e equipamento de corte a gás por terceiros é estritamente proibida. Durante a operação, o equipamento de proteção pessoal (tais como óculos de soldadura a gás, vestuário de trabalho, luvas de soldadura e calçado de isolamento necessário, protecções, etc.) deve estar limpo e completo.
Para garantir a qualidade das peças cortadas durante as operações de corte a gás, devem também ser observadas as seguintes precauções:
1) As especificações adequadas da tocha de corte e do bocal devem ser selecionadas com base na espessura da chapa de aço ou da secção a cortar.
2) Escolher corretamente a especificação do processo de corte a gás. Ao cortar com uma chama de oxi-acetileno, a distância entre o bocal e a superfície da peça de trabalho é geralmente de 3 a 5 mm, e para placas finas com uma espessura inferior a 4 mm, é escolhida uma distância de 10 a 15 mm. A pressão do gás para o corte manual é mostrada na Tabela 9. O ângulo de inclinação do bocal em relação à superfície da peça de trabalho é mostrado na Tabela 10.
Quadro 9 Pressão do gás para o corte manual
| Espessura da chapa de aço/mm | Maçarico de corte | Pressão do gás/MPa | ||
| Tipo | Bocal | Oxigénio | Acetileno | |
| <3 | G01-30 | 12 | 0.3~0.4 | 0.001~0.12 |
| 3~12 | 12 | 0.4~0.5 | ||
| 12~30 | 2,3,4 | 0.5~0.7 | ||
| 30~50 | G01-100 | 3,4,5 | 0.5~0.7 | |
| 50~100 | 56 | 0.6~0.8 | ||
| 100~150 | G01-300 | 7 | 0.8~1.6 | |
| 150~200 | 8 | 1.0~1.4 | ||
| 200~250 | 9 | 1.0~1.4 | ||
Quadro 10 Ângulo de inclinação do bocal em relação à superfície da peça de trabalho
| Espessura da peça de trabalho/mm | <10 | 10~30 | >30 | ||
| Direção de inclinação | Inclinação para trás | Inclinação para trás | Inclinação para a frente no início | Perpendicular após a penetração | Inclinação para trás na extremidade |
| Ângulo de inclinação | 0°~30° | 80°~85° | 80°~85° | 0° | 80°~85° |
Durante o corte a gás, uma pressão de oxigénio excessivamente baixa pode provocar uma combustão incompleta do metal, reduzindo a velocidade de corte e provocando a aderência de escórias entre os cortes. Por outro lado, uma pressão de oxigénio excessivamente elevada pode fazer com que o excesso de oxigénio actue como refrigerante, resultando numa superfície irregular do corte.
O comprimento ideal do jato de oxigénio de corte é de cerca de 500 mm com um contorno claro, garantindo um sopro suave da escória e cortes limpos com arestas vivas. Caso contrário, ocorre uma grave aderência da escória e uma largura de corte irregular.
3) Deve ser utilizado oxigénio puro para o corte. Se a pureza for inferior a 98%, as impurezas no oxigénio, como o azoto, absorverão o calor durante o corte, formando outras películas compostas na superfície de corte, dificultando a combustão do metal, reduzindo a velocidade de corte e aumentando o consumo de oxigénio.
4) As chapas a cortar devem ser quimicamente descalcificadas para remover qualquer camada de óxido; caso contrário, pode ocorrer um tiro pela culatra, afectando a qualidade do corte.
5) Para os aços sensíveis ao endurecimento, as arestas dos cortes a gás devem ser submetidas a uma inspeção das fissuras superficiais e a testes de dureza de acordo com os regulamentos relevantes. Se a temperatura ambiente for baixa durante o corte a gás, pré-aqueça a área de corte antes do corte.
A qualidade da superfície de corte a gás é avaliada com base na planicidade da superfície de corte, na profundidade das marcas de corte e na distância mínima entre os entalhes. Para além disso, os desvios dimensionais são problemas de qualidade comuns no corte a gás. A Tabela 11 lista os defeitos comuns das superfícies de corte por chama oxi-acetilénica e as suas causas.
Tabela 11 Defeitos da superfície de corte por chama oxiacetilénica e suas causas
| Defeitos | Causas |
| Demasiado áspero (corta demasiado fundo) | Baixa pureza do oxigénio, pressão do oxigénio de corte demasiado elevada, velocidade de corte demasiado rápida, potência da chama de pré-aquecimento demasiado elevada |
| Muitos poços | Muitas interrupções durante o corte, má ligação ao reiniciar o corte; incrustações de óxido espessas na superfície com ferrugem; chama de pré-aquecimento insuficiente ao cortar ranhuras; sujidade na calha de guia da máquina de corte que provoca o choque do carro |
| Côncavo | Pressão de oxigénio de corte demasiado elevada, velocidade de corte demasiado rápida |
| Inclinado | Maçarico de corte não perpendicular à superfície da chapa; fluxo de ar de corte distorcido, pressão de oxigénio de corte demasiado baixa; tamanho pequeno do bico |
| Colapso do bordo superior | Chama de pré-aquecimento demasiado forte, velocidade de corte demasiado lenta, bico demasiado próximo da peça de trabalho, pressão de oxigénio de corte demasiado elevada |
| Muitas escórias no bordo inferior | Baixa pureza do oxigénio, baixa pressão do oxigénio de corte, chama de pré-aquecimento demasiado forte, velocidade de corte demasiado rápida ou demasiado lenta |
| Carburação | O bico está demasiado próximo da chapa de aço, a chama de pré-aquecimento é uma chama redutora |
| Marca de arrastamento grande | Velocidade de corte demasiado rápida, pressão de oxigénio de corte insuficiente |
Nem todos os metais podem ser cortados por corte a gás. Os metais para corte a gás devem satisfazer as seguintes condições:
1) O ponto de ignição do metal deve ser inferior ao seu ponto de fusão. Se o ponto de ignição do metal for superior ao seu ponto de fusão, o metal derreterá antes de atingir o ponto de ignição, resultando num corte por fusão com cortes irregulares que não cumprem os requisitos de corte, ou pode não ser cortado de todo.
2) O ponto de fusão do óxido metálico deve ser inferior ao do próprio metal. Isto assegura que o óxido metálico possa ser removido a tempo, expondo uma nova superfície metálica e permitindo um corte contínuo. Caso contrário, se o óxido metálico tiver um ponto de fusão elevado e cobrir a superfície metálica aquecida, impedirá o contacto entre o metal subjacente e o oxigénio de corte, dificultando o corte a gás.
De acordo com as condições para o corte de metais a gás, o corte a gás é utilizado principalmente para o aço-carbono e o aço de baixa liga, como o aço de baixo carbono, o aço com elevado teor de manganês, o aço com baixo teor de crómio, o aço com baixo teor de crómio-molibdénio e liga de crómio-níquel e as ligas de titânio. O corte a gás é geralmente difícil para o aço com alto teor de carbono e para o aço de baixa liga de alta resistência. Materiais como ferro fundido, aço inoxidável, cobre e alumínio não podem ser cortados a gás. A Tabela 12 mostra o desempenho do corte a gás de diferentes metais.
Tabela 12 Desempenho de corte a gás de diferentes metais
| Metal | Desempenho |
| Aço: Teor de carbono inferior a 0,4% | Bom corte |
| Aço: Teor de carbono de 0,4% a 0,5% | Bom corte. Para evitar rachaduras, pré-aqueça a 200 ℃ e resfrie lentamente após o corte. A temperatura de recozimento deve ser de 650 ℃. |
| Aço: Teor de carbono de 0,5% a 0,7% | Bom corte. Deve pré-aquecer a 700 ℃ antes de cortar e recozer após o corte. |
| Aço: Teor de carbono superior a 0,7% | Difícil de cortar |
| Ferro fundido | Difícil de cortar |
| Aço com elevado teor de manganês | Bom corte, melhor após o pré-aquecimento |
| Aço silício | Corte deficiente |
| Aço de liga com baixo teor de crómio | Bom corte |
| Aço inoxidável com baixo teor de crómio e baixo teor de crómio-níquel | Bom corte |
| Aço inoxidável 18-8 cromo-níquel | Pode ser cortado, mas requer técnicas operacionais correspondentes |
| Cobre e ligas de cobre | Não pode ser cortado |
| Alumínio | Não pode ser cortado |