Maquinação a seco 101: Princípios e características explicados
A maquinagem a seco, um processo que elimina a necessidade de líquido de refrigeração, está a revolucionar a indústria. Este artigo explica os benefícios, desafios,...

O processamento de fresagem é um método de corte de peças de trabalho numa máquina de fresagem utilizando uma ferramenta rotativa multi-lâminas, que é o método mais básico para o processamento de planos e ranhuras. Durante a fresagem, a rotação da fresa é o movimento principal, e o movimento linear ou rotativo da fresa ou da peça ao longo da direção coordenada é o movimento de avanço.
A fresa é uma ferramenta com várias lâminas, cada um dos seus dentes é equivalente a uma ferramenta de torno, e vários dentes participam no corte durante o processamento da fresagem. Para um único dente, as suas características de corte são basicamente as mesmas do torneamento, mas o processo de corte de toda a ferramenta tem os seus aspectos únicos.
Durante a fresagem, devido à participação de múltiplos dentes no corte, a taxa de remoção de metal é alta, o processo de corte de cada dente é descontínuo e o corpo da ferramenta é relativamente grande, portanto, as condições de dissipação de calor e transferência de calor são melhores, a velocidade de fresagem pode ser maior e outros parâmetros de corte também podem ser maiores, portanto, a produtividade da fresagem é muito alta.
Durante a fresagem, cada dente entra e sai da peça de trabalho por sua vez, formando um corte intermitente, e a espessura de corte de cada dente varia, causando grandes variações na força de corte, e a peça de trabalho e o dente são sujeitos a impactos e vibrações periódicas. A fresagem encontra-se num estado de vibração e instabilidade, o que exige que a máquina-ferramenta e o dispositivo de fixação tenham uma elevada rigidez e capacidades anti-vibração.
O calor, o impacto e a vibração da fresagem podem reduzir a vida útil da ferramenta e afetar a qualidade da superfície de maquinagem, de um modo geral, a fresagem pertence principalmente à categoria de maquinagem de desbaste e semi-acabamento.
Uma vez que a fresa é uma ferramenta com várias lâminas, o espaço para as aparas e o espaço para a retenção das aparas dos dentes são semi-fechados, o espaço entre os dentes adjacentes é limitado, pelo que é necessário que as aparas cortadas por cada dente tenham espaço suficiente para se acomodarem e poderem ser removidas suavemente, caso contrário, causará danos na ferramenta.
A mesma superfície maquinada com a mesma forma pode ser processada com diferentes fresas e métodos de fresagem durante a fresagem. Por exemplo, na fresagem de um plano, podem ser utilizadas fresas cilíndricas, fresas de topo, fresas de face, etc., e podem ser adoptados métodos de fresagem escalonados ou convencionais. Isto pode satisfazer os requisitos de diferentes materiais da peça de trabalho e outras condições de corte, para melhorar a eficiência do corte e a vida útil da ferramenta.
A gama de processamento de fresagem é muito ampla, como mostra a Figura 1. Com diferentes tipos de fresagem Com as fresas, é possível processar planos, superfícies em degrau, ranhuras e superfícies moldadas, etc. Para além disso, também podem ser instaladas na fresadora ferramentas de processamento de furos, tais como brocas, alargadores e ferramentas de perfuração, para processar furos na peça de trabalho.
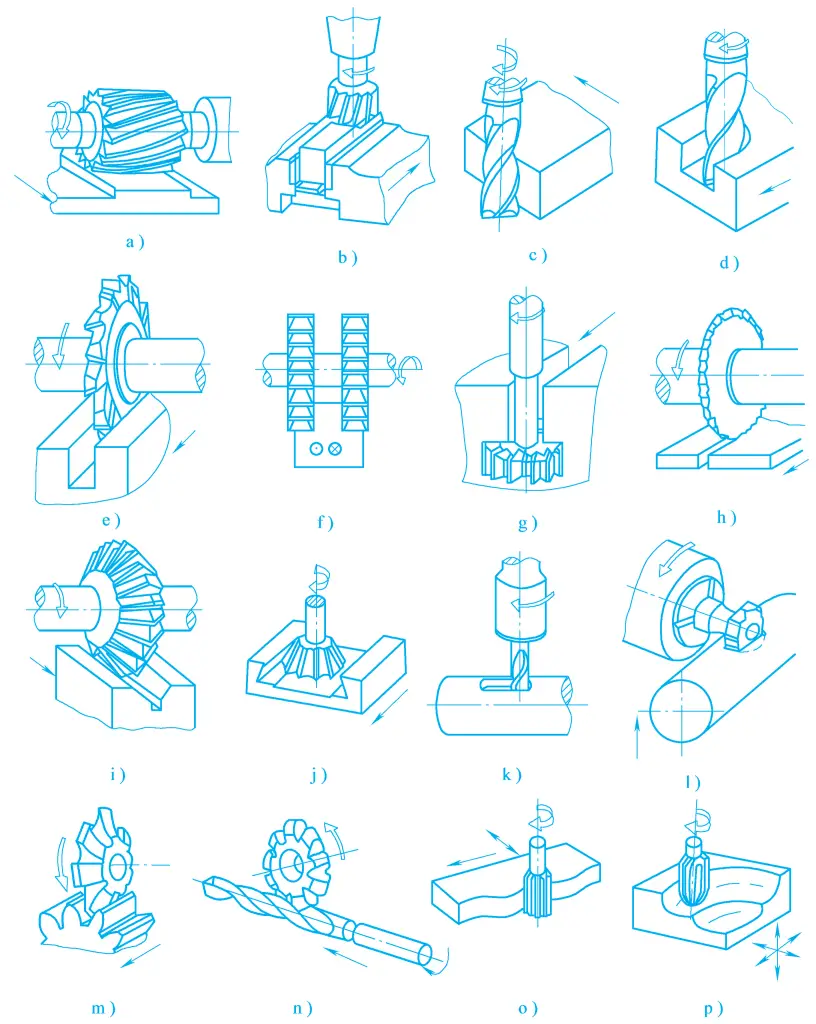
a), b), c) Planos de fresagem
d), e) Ranhuras de fresagem
f) Fases de fresagem
g) Fresagem de ranhuras em T
h) Fresagem de ranhuras
i), j) Fresagem de cantos
k), l) Fresagem de ranhuras de chaveta
m) Fresagem de dentes de engrenagens
n) Fresagem de ranhuras em espiral
o) Fresagem de superfícies curvas
p) Fresagem de superfícies curvas tridimensionais
A fresagem pode ser utilizada para maquinação em desbaste, semi-acabamento ou acabamento de peças de trabalho. O grau de tolerância dimensional do processamento de fresagem é geralmente IT7~IT13, e a rugosidade da superfície O valor Ra é de 12,5~1,6μm. A fresagem não é apenas adequada para a produção de uma peça única e de pequenos lotes, mas também para a produção em massa.
Durante a fresagem, a camada de metal entre duas superfícies de transição formadas sucessivamente na peça de trabalho por dentes adjacentes na fresa é chamada de camada de corte. Os parâmetros de fresagem determinam a forma e o tamanho da camada de corte, o que tem um impacto significativo no processo de fresagem.
De acordo com as diferentes posições de distribuição das arestas de corte na fresa, a fresagem pode ser dividida em fresagem periférica e fresagem de face. A fresagem com dentes distribuídos na superfície cilíndrica da fresa é chamada de fresagem periférica, e a fresagem com dentes distribuídos na face final da fresa é chamada de fresagem de face, como mostrado na Figura 2. Os parâmetros de fresagem incluem os seguintes elementos de fresagem.
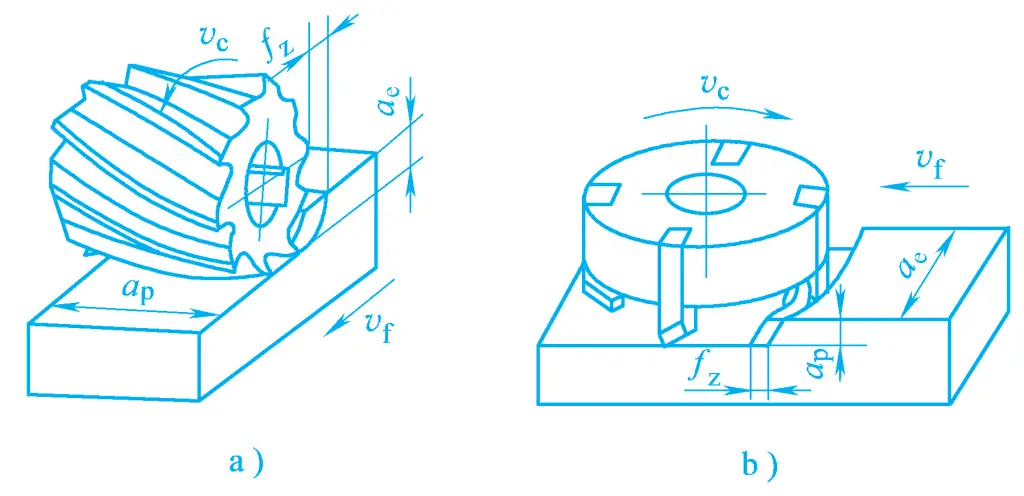
a) Fresagem periférica
b) Fresagem de faces
A velocidade de fresagem é a velocidade linear de rotação da fresa, ou seja, a velocidade instantânea de um ponto selecionado na aresta de corte da fresa em relação à peça de trabalho na direção do movimento principal, que pode ser calculada pela seguinte fórmula
Vc=πdn/1000
Onde
Durante a fresagem, o deslocamento relativo da peça de trabalho e da fresa na direção do avanço é designado por velocidade de avanço, que tem três métodos de representação:
1) Avanço por dente fz
O deslocamento relativo da fresa em relação à peça de trabalho na direção de avanço quando cada dente da fresa roda, medido em mm/z.
2) Avanço por rotação f
Refere-se ao deslocamento relativo da fresa em relação à peça de trabalho na direção do avanço quando a fresa dá uma volta completa, medido em mm/r. A relação entre avanço por dente e avanço por rotação é a seguinte:
fz=f/z
Onde z é o número de dentes da fresa.
3) Velocidade de alimentação Vf
O deslocamento relativo da peça de trabalho e da fresa na direção de avanço por unidade de tempo, medido em mm/min. A relação entre eles é a seguinte:
Vf=fn =fzzn
Onde n é a velocidade da fresa (r/min).
Refere-se à dimensão da camada de corte medida paralelamente ao eixo da fresa. Na fresagem de topo, ap é a profundidade da camada de corte; para a fresagem periférica, ap é a largura da superfície que está a ser maquinada.
Refere-se à dimensão da camada de corte medida perpendicularmente ao eixo da fresa. Na fresagem de topo, a e é a largura da superfície que está a ser maquinada; para a fresagem periférica, ae é a profundidade da camada de corte.
Existem muitos tipos e formas de fresadoras, entre as quais as fresadoras de mesa elevatória, as fresadoras de mesa não elevatória e as fresadoras de pórtico são os tipos básicos. Para se adaptarem a diferentes objectos de maquinação e tipos de produção, foram desenvolvidas muitas variedades derivadas de fresadoras, tais como fresadoras de balancim e de deslizamento, fresadoras de ferramentas, fresadoras de perfis, etc. Além disso, existem várias fresadoras especializadas, tais como fresadoras de brocas, fresadoras de cambota, etc. Segue-se uma breve introdução aos tipos mais comuns de fresadoras.
A caraterística deste tipo de máquina-ferramenta é que possui uma mesa elevatória que se pode mover para cima e para baixo ao longo das calhas de guia verticais da base, e a mesa de trabalho pode ajustar a sua posição e completar o movimento de alimentação em três direcções perpendiculares entre si. Este tipo de máquina-ferramenta é amplamente utilizado, principalmente para o processamento de peças médias e pequenas na produção de peças únicas e de pequenos lotes. As fresadoras de mesa elevatória comuns incluem os seguintes tipos:
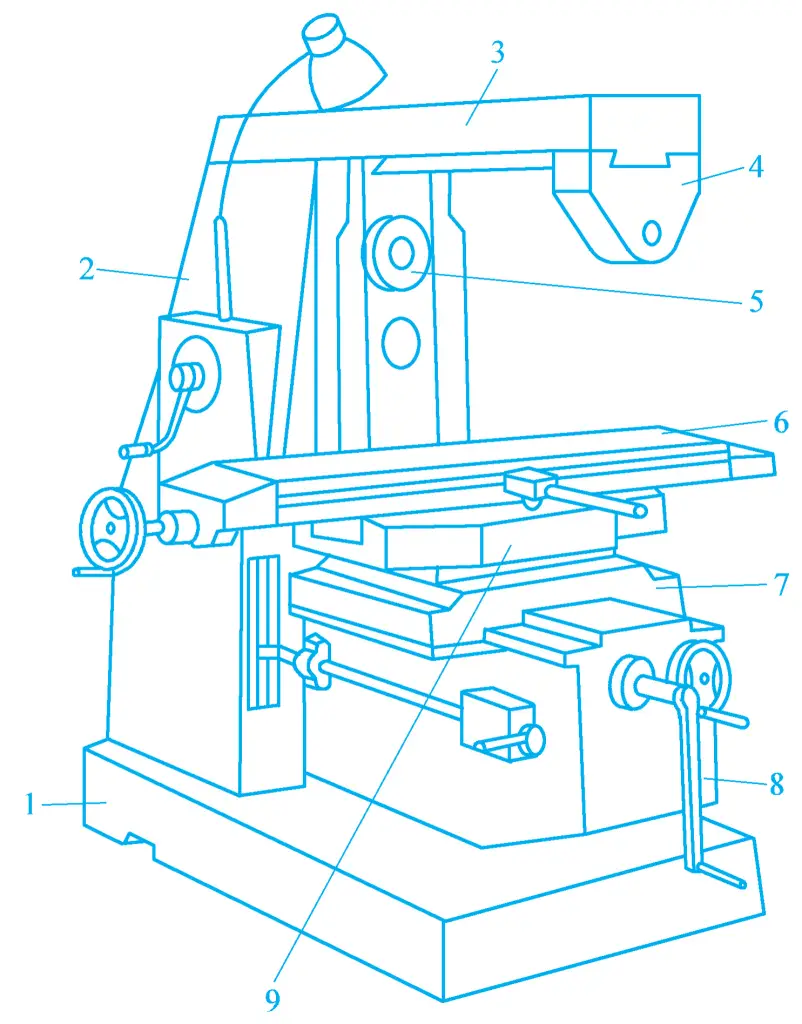
O fuso da fresadora de mesa elevatória horizontal está disposto horizontalmente, e o seu aspeto e componentes são mostrados na Figura 3. A cama 1 é fixada na base 8, contendo a mudança de velocidade do movimento principal, mecanismos de controlo e o fuso 3. A mesa elevatória 7 move-se para cima e para baixo ao longo das calhas de guia verticais da cama, o selim 6 move-se lateralmente na mesa elevatória 7 e a mesa de trabalho 5 pode efetuar o movimento de alimentação longitudinal no selim. A mesa elevadora, a mesa de trabalho e o selim podem mover-se rapidamente.
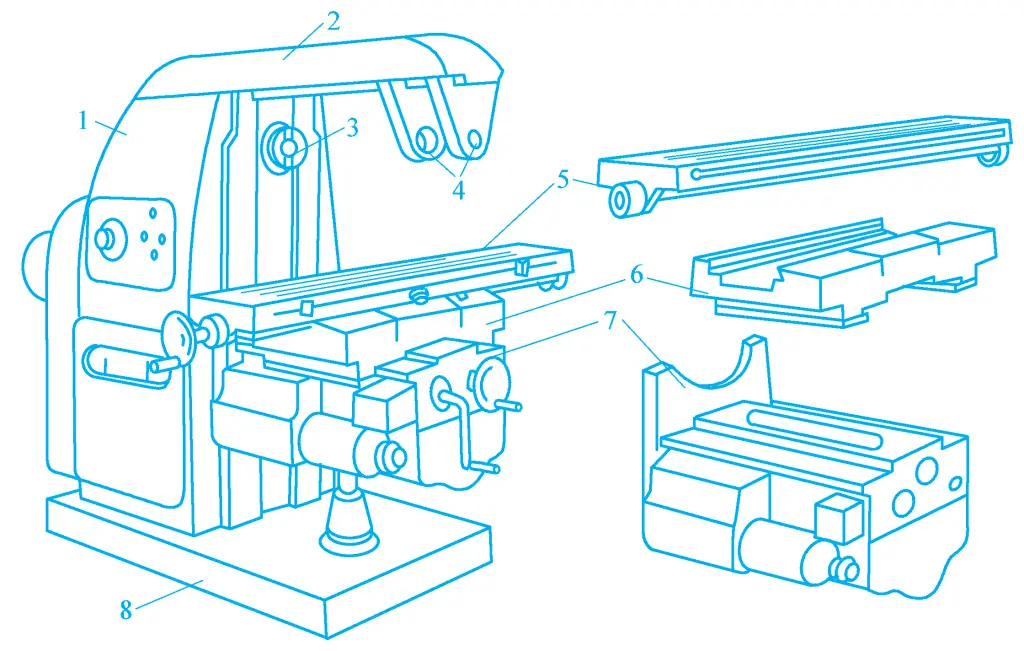
1-cama
2 feixes
3 eixos
Suporte de coluna para 4 ferramentas
5-Mesa de trabalho
6-Saddle
7-Mesa elevatória
8-Base
A diferença entre a fresadora de mesa elevatória universal horizontal e a fresadora de mesa elevatória horizontal é que existe uma mesa rotativa na sela, e a mesa de trabalho move-se longitudinalmente nos trilhos de guia da mesa rotativa. A mesa rotativa pode girar em torno do eixo vertical dentro de uma faixa de ± 45 °, expandindo assim a gama tecnológica da fresadora.
A fresadora modelo X6132 é uma fresadora de mesa elevatória universal horizontal comummente utilizada, e o seu aspeto é mostrado na Figura 4. Esta máquina-ferramenta tem uma estrutura relativamente completa, uma ampla gama de mudanças de velocidade, boa rigidez, operação conveniente e um dispositivo de ajuste automático para a folga de alimentação longitudinal.
1-Base
Carroçaria com 2 camas
3-Viga de suspensão
4-Suporte de barra de facas
5-Fuso principal
6-Bancada de trabalho
Sela com 7 camas
8-Mesa elevatória
9-Mesa giratória
A fresadora universal de cabeça rotativa é estruturalmente semelhante à fresadora de mesa elevatória horizontal, como se pode ver na figura 5. É essencialmente uma fresadora horizontal, mas em ambas as extremidades do seu carro 2 estão instalados um motor elétrico 1 e uma cabeça de fresagem vertical universal 3, cuja cabeça de fresagem pode ser inclinada em qualquer direção para realizar operações de fresagem.
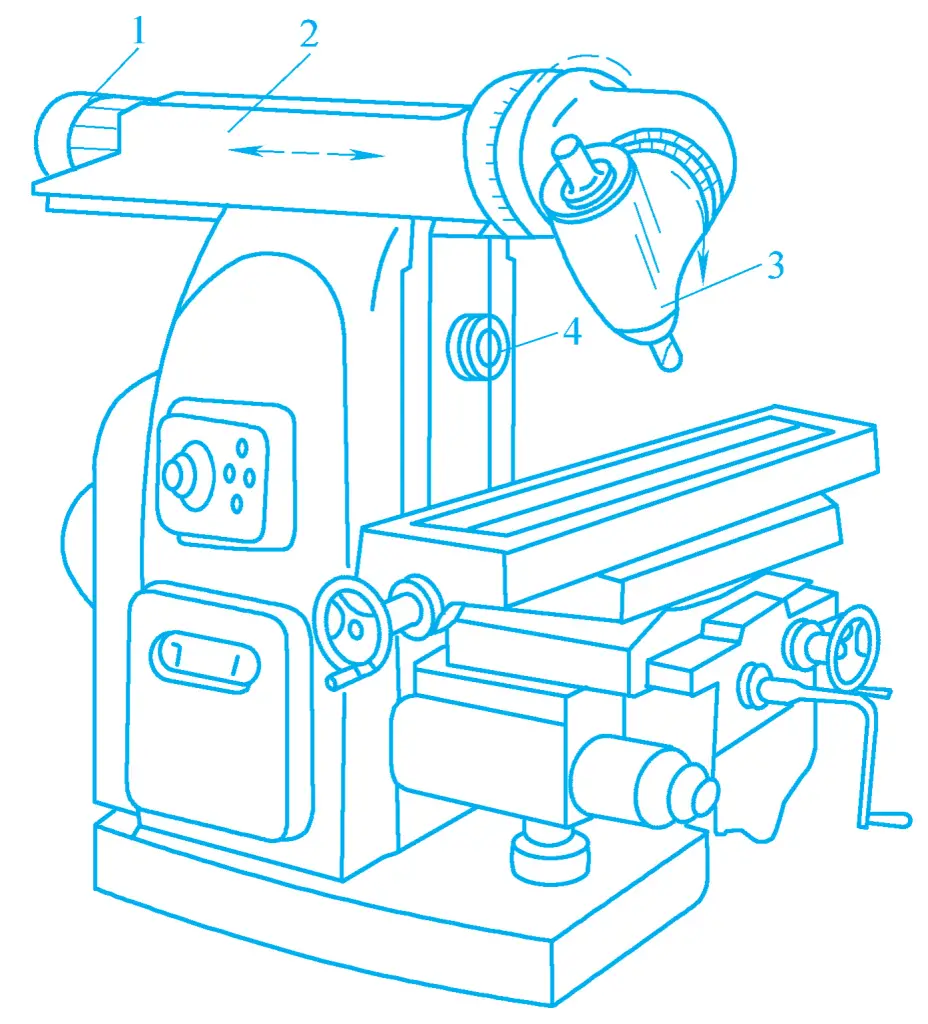
1-Motor elétrico
2-Deslizamento
3-Cabeça de fresagem vertical universal
4-Fuso principal horizontal
A maior diferença entre a fresadora de mesa elevatória vertical e a fresadora de mesa elevatória horizontal é que o fuso é disposto verticalmente, como mostrado na Figura 6. A cabeça de fresagem vertical da fresadora de mesa elevatória vertical pode rodar para a direita ou para a esquerda num intervalo de ±45° no plano vertical, para expandir a gama de maquinação da fresadora.
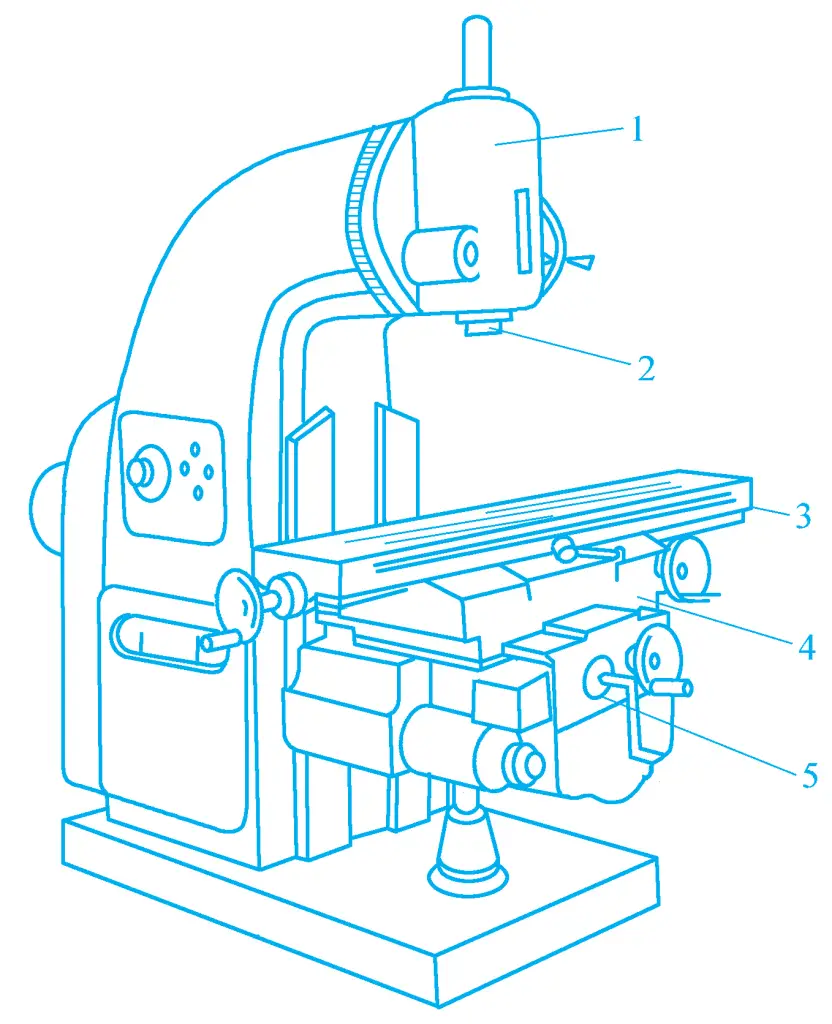
1-Cabeça de fresagem
2-Fuso principal
3-Bancada de trabalho
4-Saddle
5-Mesa elevatória
A bancada de trabalho deste tipo de fresadora só pode mover-se longitudinal e lateralmente sobre uma base fixa (bancada retangular) ou rodar em torno de um eixo vertical (bancada circular), sendo o ajuste vertical e o movimento de avanço completados pela caixa do fuso principal da máquina. Tem melhor rigidez e resistência à vibração do que a fresadora de mesa elevatória, adequada para o processamento com maiores quantidades de corte. A figura 7 mostra o aspeto da fresadora sem mesa elevatória.
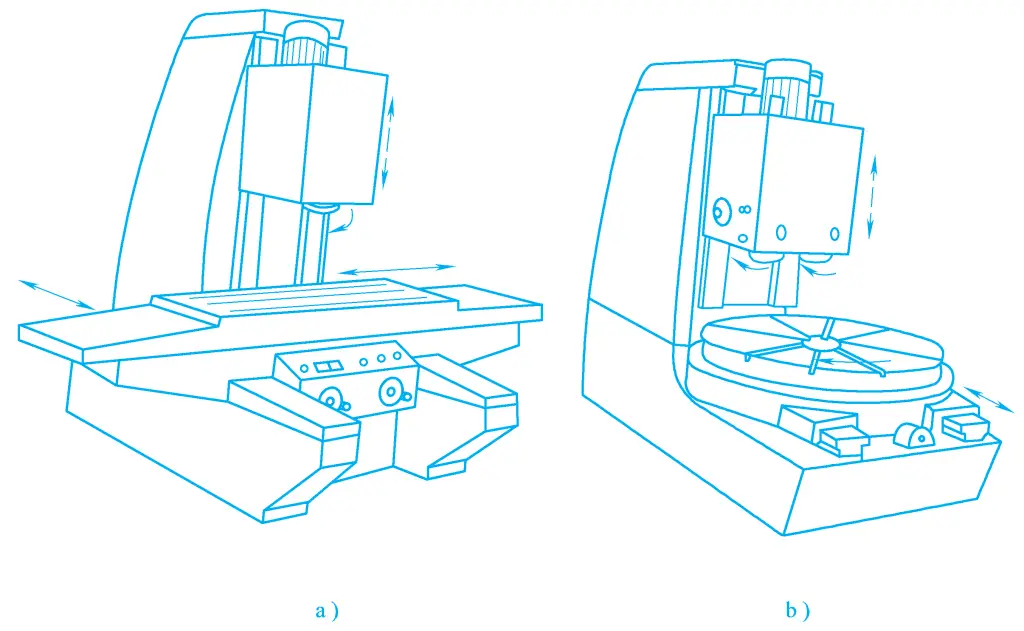
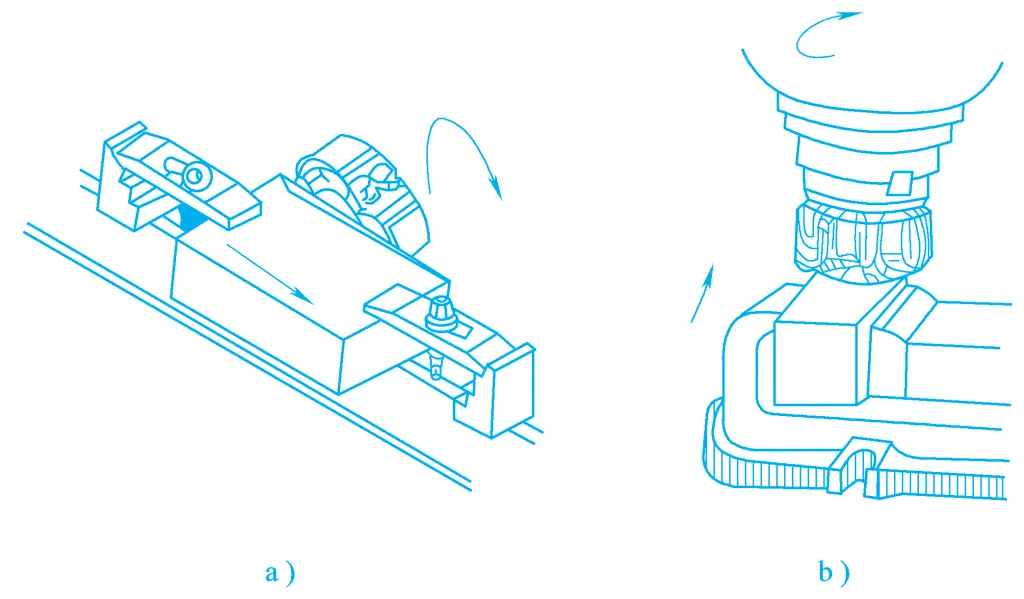
a) Movimento da bancada
b) Rotação da bancada de trabalho
A fresadora de pórtico é uma fresadora universal grande e de alta eficiência, usada principalmente para processar várias peças de trabalho grandes, como planos, ranhuras, etc. Pode efetuar fresagem de desbaste, fresagem de semi-acabamento e também fresagem de acabamento. A Figura 8 mostra a aparência da fresadora de pórtico.
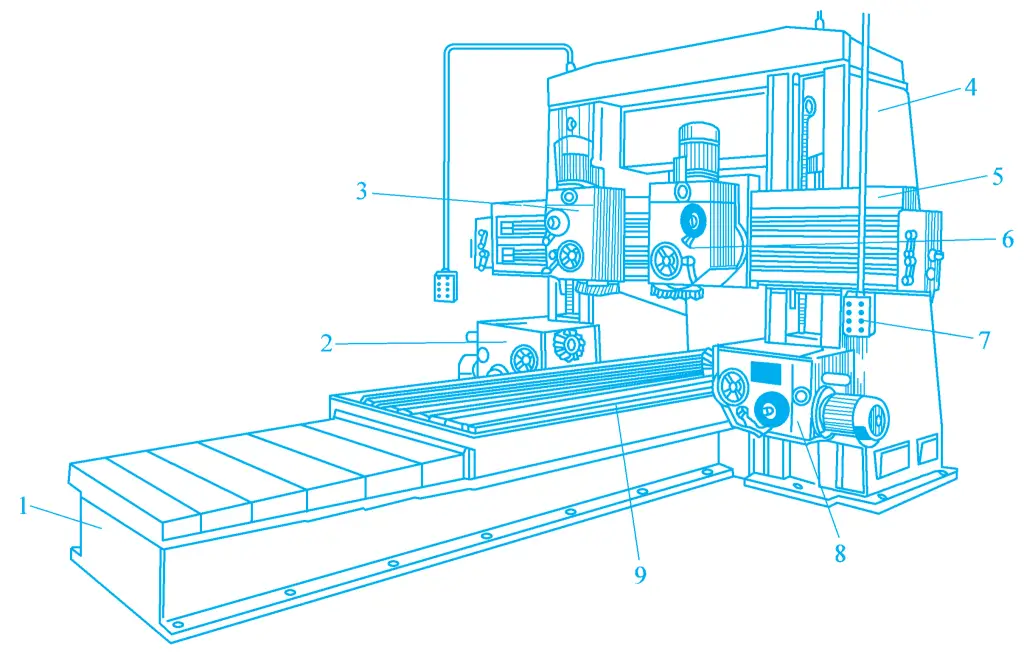
1-cama
2, 8-Cabeça de fresagem horizontal
3, 6-Cabeça de fresagem vertical
4-Coluna
5-Viga transversal
A máquina-ferramenta tem uma estrutura de quadro, a viga 5 pode mover-se para cima e para baixo na coluna 4 para acomodar a altura da peça de trabalho. Duas caixas de fusos de fresagem verticais (cabeças de fresagem verticais) 3 e 6 são montadas na viga. Duas cabeças de fresagem horizontais 2 e 8 são montadas nas duas colunas, respetivamente, cada cabeça de fresagem é um componente independente, contendo o mecanismo principal de mudança de velocidade de movimento, fuso e mecanismo de operação.
O motor principal do tipo flange é fixado na extremidade da caixa do fuso de fresagem. A mesa de trabalho pode mover-se horizontalmente longitudinalmente na cama 1. A cabeça de fresagem vertical pode mover-se horizontalmente através da viga, e a cabeça de fresagem horizontal pode mover-se para cima e para baixo na coluna.
Todos estes movimentos podem ser movimentos de avanço, ou podem ser movimentos de posicionamento rápido para ajustar a posição relativa entre a cabeça de fresagem e a peça de trabalho. O fuso é montado no interior da manga do fuso e pode ser manualmente estendido ou retraído para ajustar a quantidade de corte posterior. 7 é uma estação de botão pendente.
As fresadoras de pórtico podem utilizar várias cabeças de fresagem para maquinar várias superfícies de uma peça de trabalho ou maquinar várias peças de trabalho ao mesmo tempo, pelo que a produtividade é muito elevada, e são amplamente utilizadas na produção em lote e em massa.
A cabeça divisora universal é um acessório importante da fresadora (ver figura 9), utilizado para alargar a gama de maquinação da fresadora. Na maquinação de determinadas peças (como engrenagens, veios estriados, peças com ranhuras em espiral, etc.) na fresadora, é utilizada a cabeça divisora universal, cuja base é fixada na mesa de trabalho da fresadora. Há um corpo rotativo na base, e o lado do corpo rotativo tem uma placa divisória, com vários círculos de pequenos orifícios igualmente divididos em ambos os lados da placa divisória.
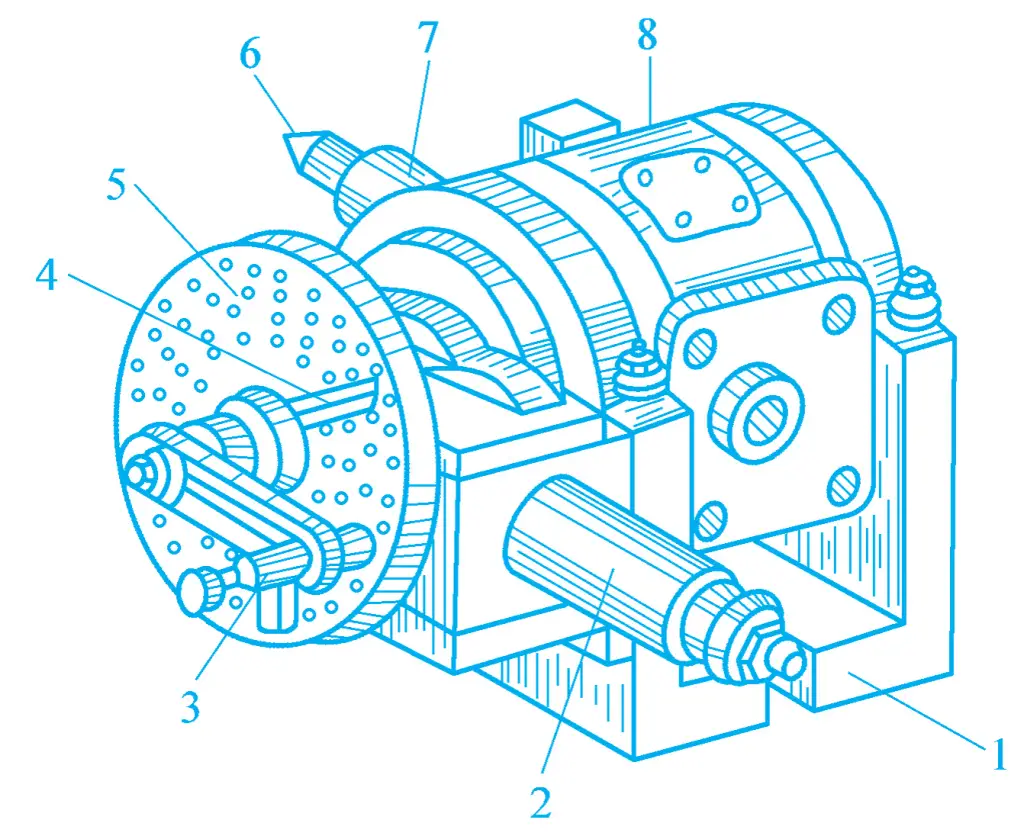
1-Base
Eixo de 2 lados
3 pegas
4-Escala de divisão
5-Placa divisória
Ponta de 6 centros
7 eixos
8-Corpo rotativo
Ao rodar o manípulo, o mecanismo de transmissão interno da cabeça divisora universal acciona o fuso para rodar. O fuso pode rodar em qualquer ângulo entre -6° e 90° com o corpo rotativo, pelo que a peça de trabalho pode ser inclinada no ângulo necessário relativamente à superfície da mesa de trabalho. A extremidade frontal do fuso tem um orifício cónico padrão, que pode inserir a ponta central, e o exterior tem roscas para montagem de mandris, placas de marcação e mandris de pinça para segurar diferentes peças de trabalho.
O número de círculos e furos que a pega deve rodar no prato divisor universal pode ser calculado de acordo com as necessidades da maquinação da peça, para completar a divisão igual ou desigual da peça. A peça de trabalho é suportada entre a ponta central no fuso da cabeça divisora e a ponta central no cabeçote móvel montado na mesa de trabalho, ou pode ser maquinada usando um mandril, como mostrado na figura 10.
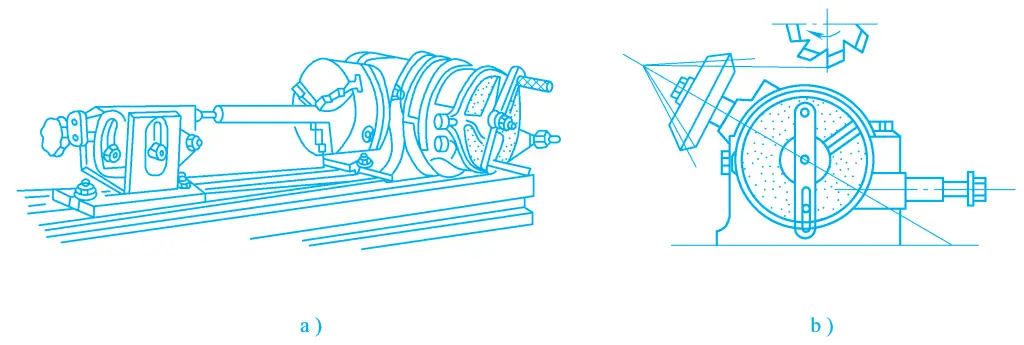
a) Método de fixação para veios longos
b) Método de fixação para engrenagens cónicas
Além disso, ao equipar um conjunto de engrenagens de troca entre o eixo lateral da cabeça divisora universal e o parafuso de avanço da mesa de trabalho, a rotação do fuso da cabeça divisora universal é accionada pelo parafuso de avanço da mesa de trabalho com uma determinada relação de transmissão, de modo que o movimento de avanço longitudinal da mesa de trabalho e o movimento de rotação do fuso da cabeça divisora universal são combinados para formar um movimento helicoidal para maquinar ranhuras em espiral.
A cabeça de fresagem vertical (ver figura 11) é montada numa fresadora horizontal, permitindo que a fresadora horizontal funcione como uma fresadora vertical, expandindo assim a sua gama de maquinação. A cabeça de fresagem vertical pode rodar 360° no plano vertical, e a sua velocidade de rotação é geralmente a mesma que a do fuso da fresadora, com uma relação de transmissão de 1:1.
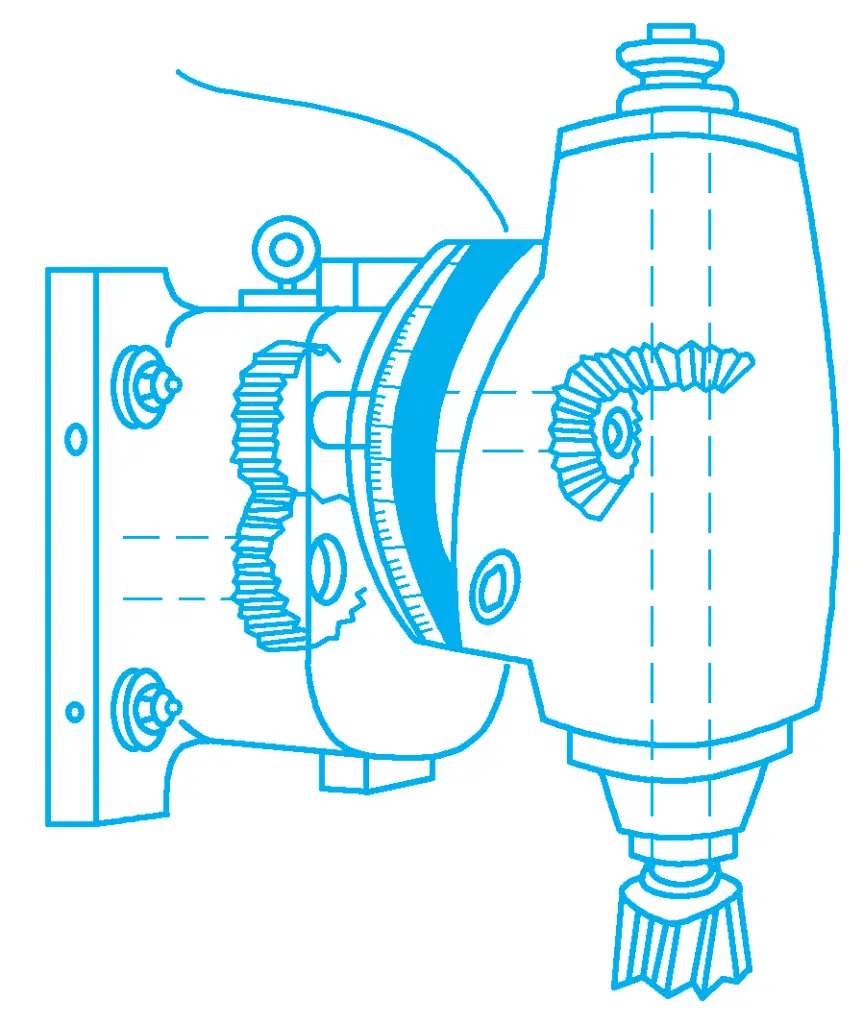
A cabeça de fresagem universal (ver Figura 12) também é utilizada em máquinas de fresagem horizontais e pode rodar 360° em dois planos mutuamente perpendiculares. Assim, pode fazer com que o fuso da cabeça de fresagem forme qualquer ângulo com a superfície da mesa de trabalho, realizando o processamento de fresagem de várias superfícies com requisitos de ângulo numa fixação. A relação de transmissão entre o seu fuso e o fuso da máquina de fresagem é também de 1:1.
As fresas são um tipo de ferramenta de corte multi-dentes, com uma grande variedade, e podem ser classificadas de acordo com a sua utilização da seguinte forma.
1) Fresa cilíndrica
Pode ser utilizada para maquinar planos relativamente estreitos em máquinas de fresar horizontais. A fresa cilíndrica pode ser feita inteiramente de aço rápido para ferramentas (ver Figura 13a), ou pode ser fabricada com pastilhas de carboneto cimentado (ver Figura 13b).
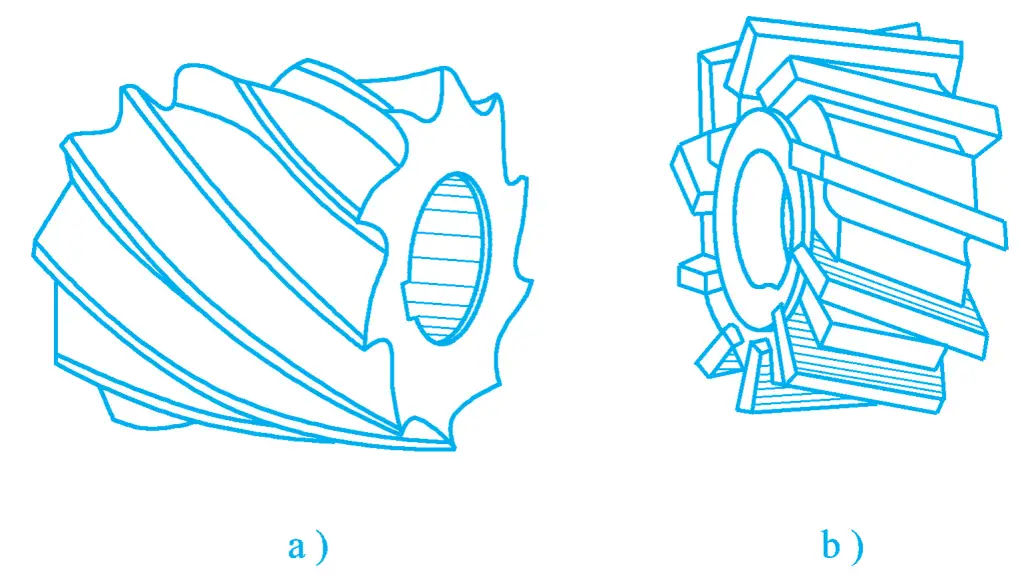
a) Tipo integral
b) Tipo de inserção
Para melhorar a estabilidade durante a fresagem, os dentes em forma de espiral são comuns. Esta fresa tem dois tipos: a fresa cilíndrica de dentes grossos tem menos dentes, elevada resistência dos dentes, grande espaço para aparas e mais tempos de retificação, adequada para maquinagem em bruto; a fresa cilíndrica de dentes finos tem mais dentes e funciona suavemente, adequada para acabamento.
Ao selecionar o diâmetro da fresa, deve assegurar-se que o fuso da fresa tem rigidez e resistência suficientes, geralmente com base na quantidade de fresagem e no fuso da fresa para selecionar o diâmetro da fresa.
2) Fresa de faceamento
As fresas de faceamento de pequeno diâmetro são feitas inteiramente de aço rápido para ferramentas (ver Figura 14a), as fresas de faceamento de grande diâmetro são montadas com cabeças de fresa de metal duro soldadas (ver Figura 14b) ou usam pastilhas de metal duro indexáveis fixadas mecanicamente (ver Figura 14c). As fresas de faceamento de metal duro são adequadas para o fresamento de planos em alta velocidade, devido à sua boa rigidez, alta eficiência e boa qualidade de usinagem, sendo, portanto, amplamente utilizadas.
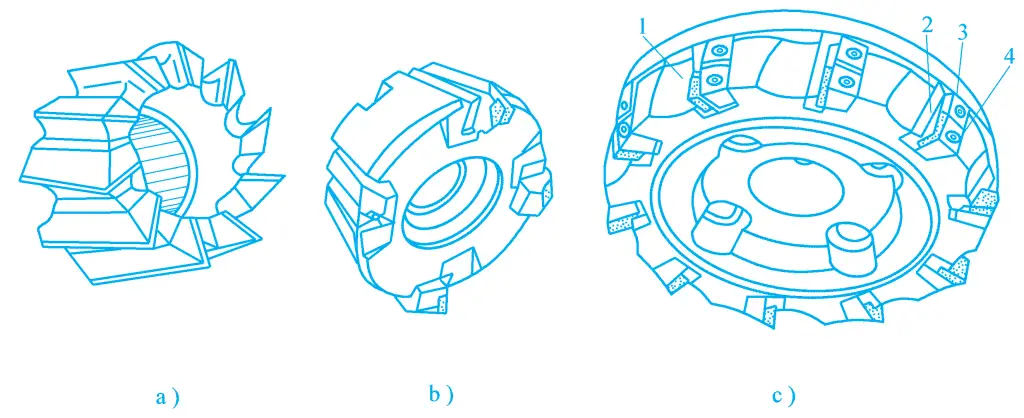
a) Lâmina de corte integral
b) Lâmina de corte em carboneto cimentado soldado
c) Lâmina de corte de carboneto cimentado indexável, fixada mecanicamente
1-Corpo do cortador
Banco com 2 posições
Braçadeira de assento com 3 posições
4-Abraçadeira da lâmina de corte
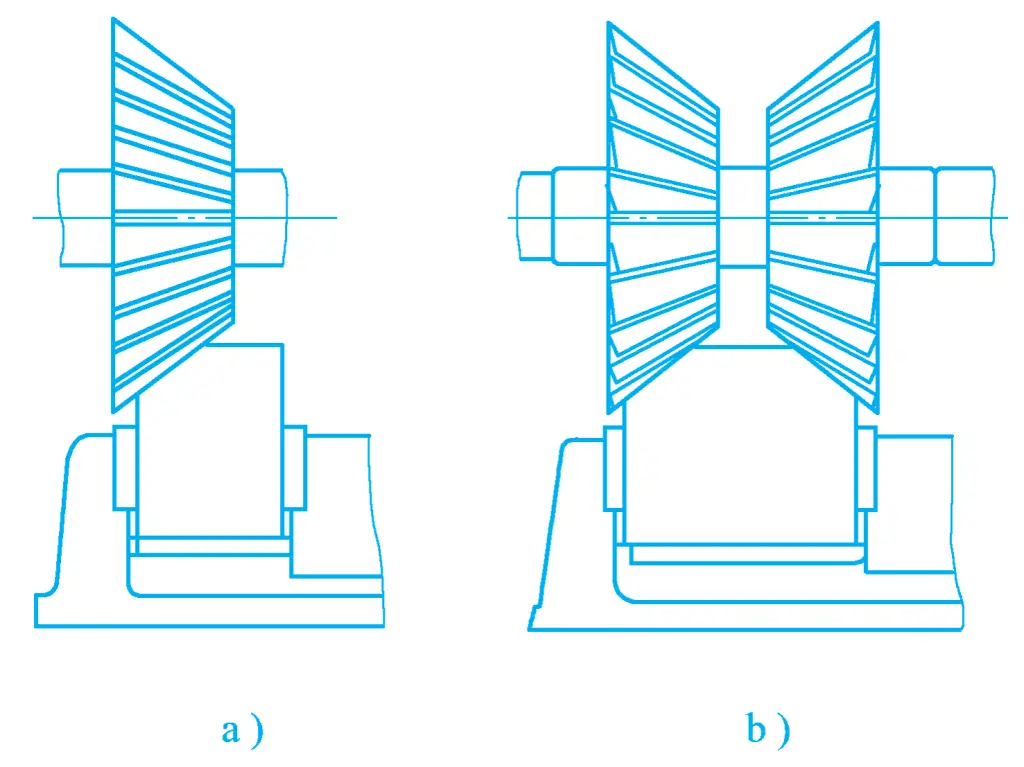
1) Fresa de três arestas
Para além de a superfície circunferencial ter a aresta de corte principal, a fresa de três arestas também tem arestas de corte secundárias em ambas as superfícies laterais, melhorando assim o desempenho de corte, aumentando a eficiência de corte e reduzindo a rugosidade da superfície da peça de trabalho. É utilizada principalmente para a maquinagem de ranhuras e superfícies de degraus. A fresa de três arestas pode ser dividida em fresa de três arestas de dentes rectos, fresa de três arestas de dentes escalonados e fresa de três arestas de dentes inseridos, como mostra a Figura 15.
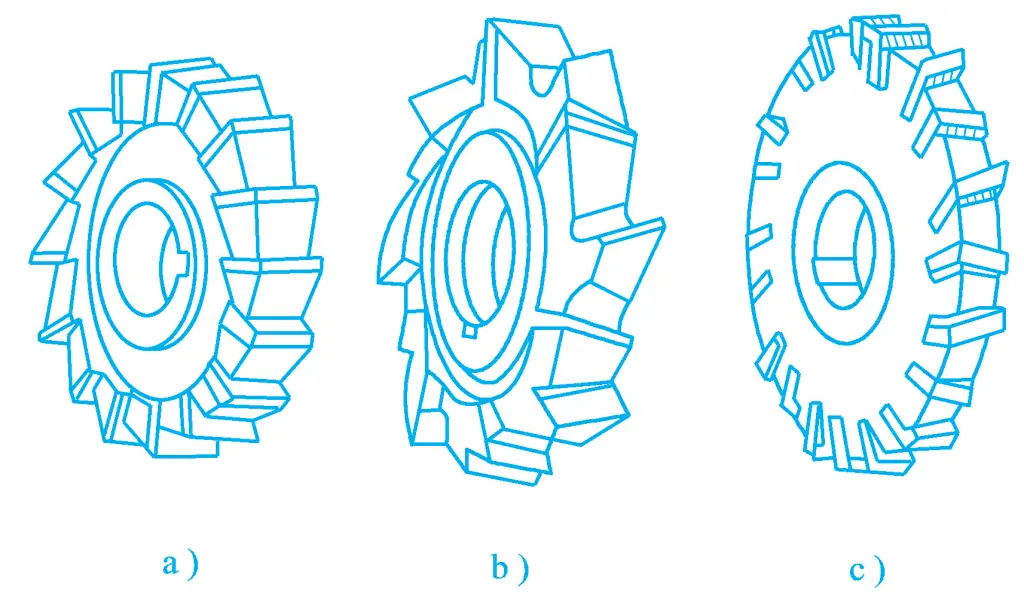
a) Fresa de três arestas de dentes rectos
b) Fresa de três dentes escalonados
c) Fresa de três dentes inserida
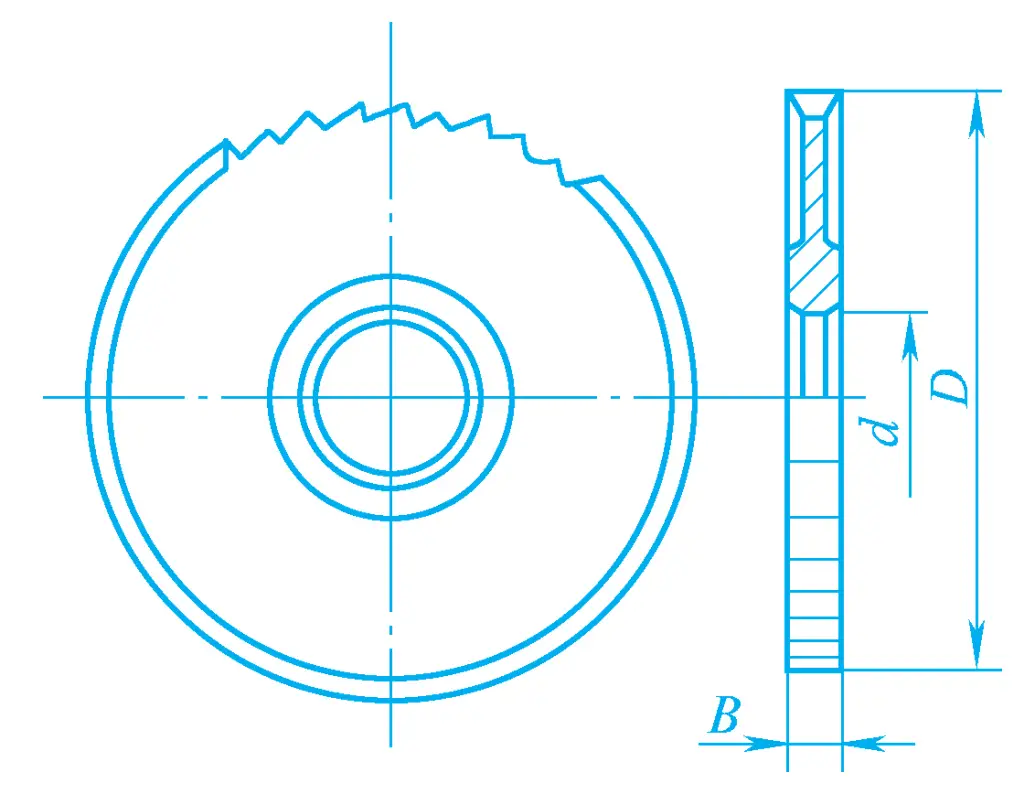
2) Fresa de lâmina de serra
A Figura 16 mostra a fresa de lâmina de serra, utilizada principalmente para cortar peças de trabalho ou fresar ranhuras estreitas em peças de trabalho. Para evitar o aperto da fresa durante o processo de fresagem, a espessura da lâmina diminui do bordo para o centro.
3) Fresa vertical
A figura 17 mostra a fresa vertical, semelhante a uma fresa cilíndrica de pequeno diâmetro com uma pega, que pode ser utilizada para maquinar ranhuras, bem como superfícies planas, superfícies em degrau e superfícies de formação utilizando um modelo.
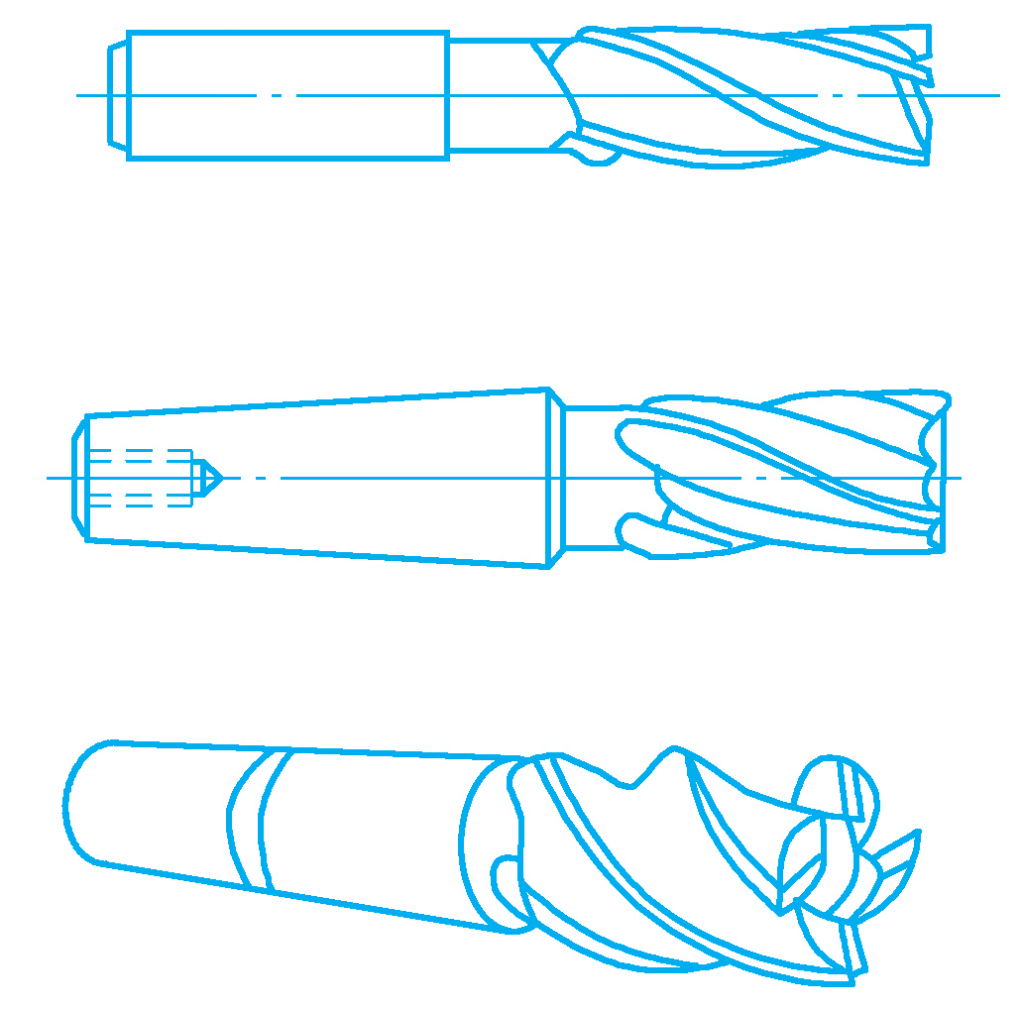
Quando o diâmetro da fresa vertical é pequeno, a haste é feita reta; quando o diâmetro é grande, a haste é feita cónica. A aresta de corte na superfície cilíndrica da fresa vertical é a aresta de corte principal, e a aresta de corte na face final não passa pelo centro, que é a aresta de corte secundária. Não é adequado efetuar um movimento de avanço axial durante o trabalho.
4) Fresa de ranhura para chaveta
A figura 18 mostra a fresa de ranhura, utilizada principalmente para maquinar ranhuras de chaveta em veios. A fresa para rasgos de chaveta mostrada na Figura 18a tem uma forma semelhante à de uma fresa vertical, mas tem apenas dois dentes, e a aresta de corte da face final estende-se até ao centro, sendo a aresta de corte da face final a aresta de corte principal e a aresta de corte circunferencial a aresta de corte secundária. Por conseguinte, pode efetuar um avanço axial adequado ao maquinar ranhuras de chaveta que não estejam abertas em ambas as extremidades. A fresa para ranhuras de chaveta representada na figura 18b é especialmente utilizada para maquinar ranhuras de chaveta semi-circulares em veios.
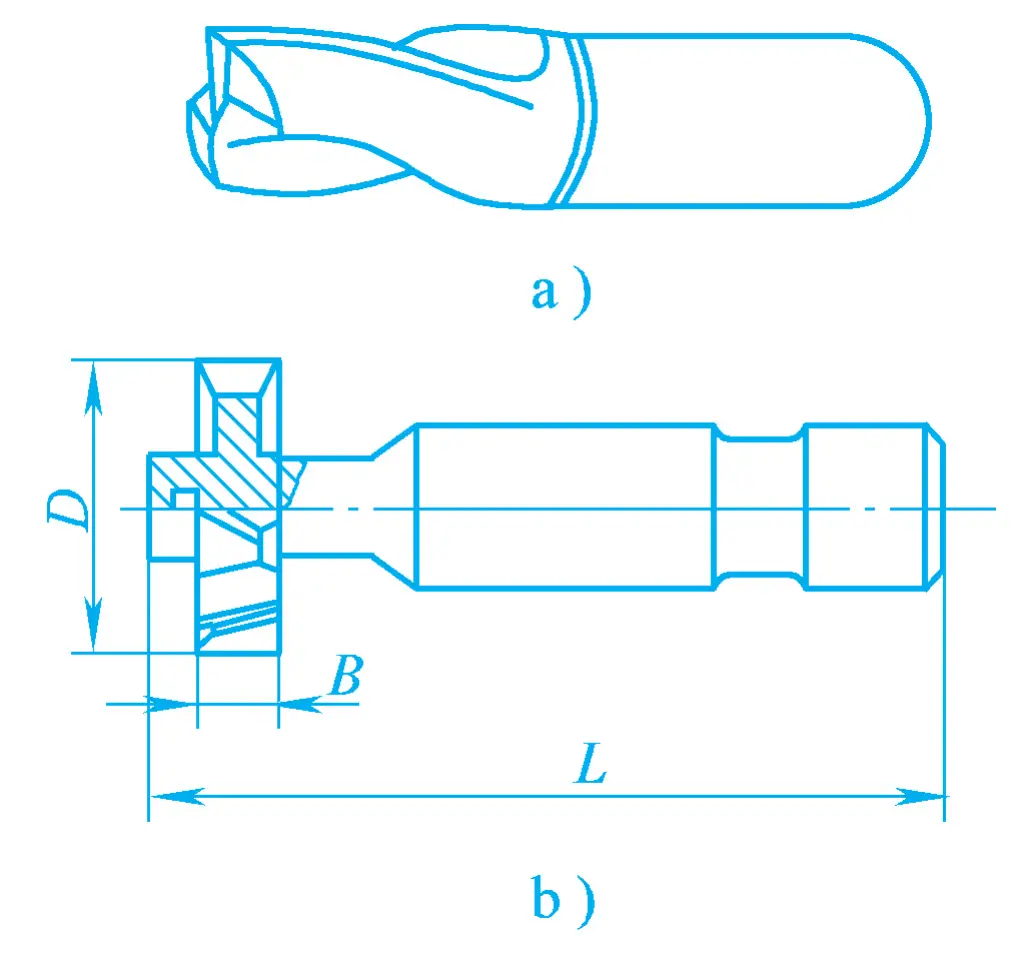
a) Fresa de ranhura para chaveta
b) Fresa de chaveta semi-circular
5) Fresa angular
A figura 19 mostra a fresa angular, utilizada principalmente para ranhuras de maquinagem e superfícies inclinadas com ângulos. A fresa angular simples representada na Figura 19a tem uma aresta de corte cónica como aresta de corte principal e a aresta de corte da face final como aresta de corte secundária. A fresa de ângulo duplo representada na figura 19b tem arestas de corte em ambas as superfícies cónicas como arestas de corte principais. Inclui as fresas de ângulo duplo simétricas e as fresas de ângulo duplo assimétricas.
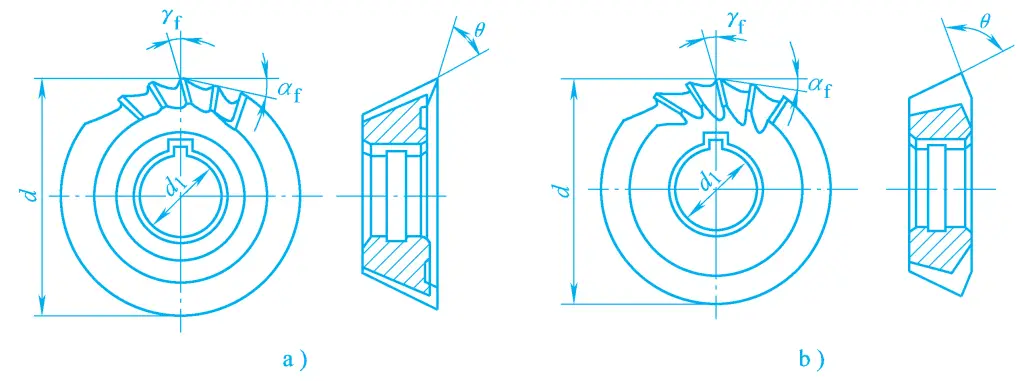
a) Fresa de ângulo simples
b) Fresa de ângulo duplo
1) Fresa de moldagem
A fresa de conformação é uma ferramenta especial utilizada em máquinas de fresagem para maquinar superfícies de conformação, e a sua forma de aresta de corte é concebida de acordo com a forma de contorno da superfície da peça de trabalho. Tem uma elevada produtividade e pode assegurar a permutabilidade da forma e do tamanho da peça de trabalho, pelo que é muito utilizada. A Figura 20 mostra vários tipos de fresas de conformação.
2) Fresa para moldes
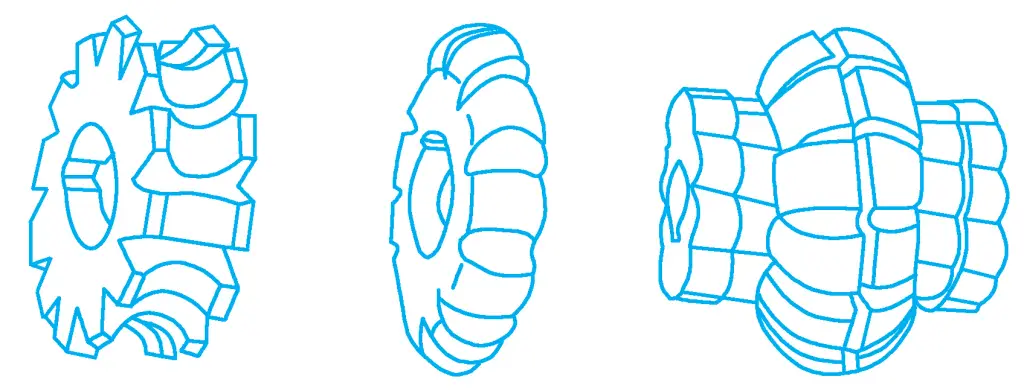
A Figura 21 mostra a fresa de molde, utilizada para maquinar cavidades de moldes ou superfícies convexas de formação de moldes, amplamente aplicada no fabrico de moldes. A fresa evoluiu a partir da fresa vertical, dividida principalmente em fresas verticais cónicas, fresas verticais cilíndricas de ponta esférica e fresas verticais cónicas de ponta esférica. O tipo e o tamanho da fresa de molde são seleccionados de acordo com a forma e o tamanho da peça de trabalho.
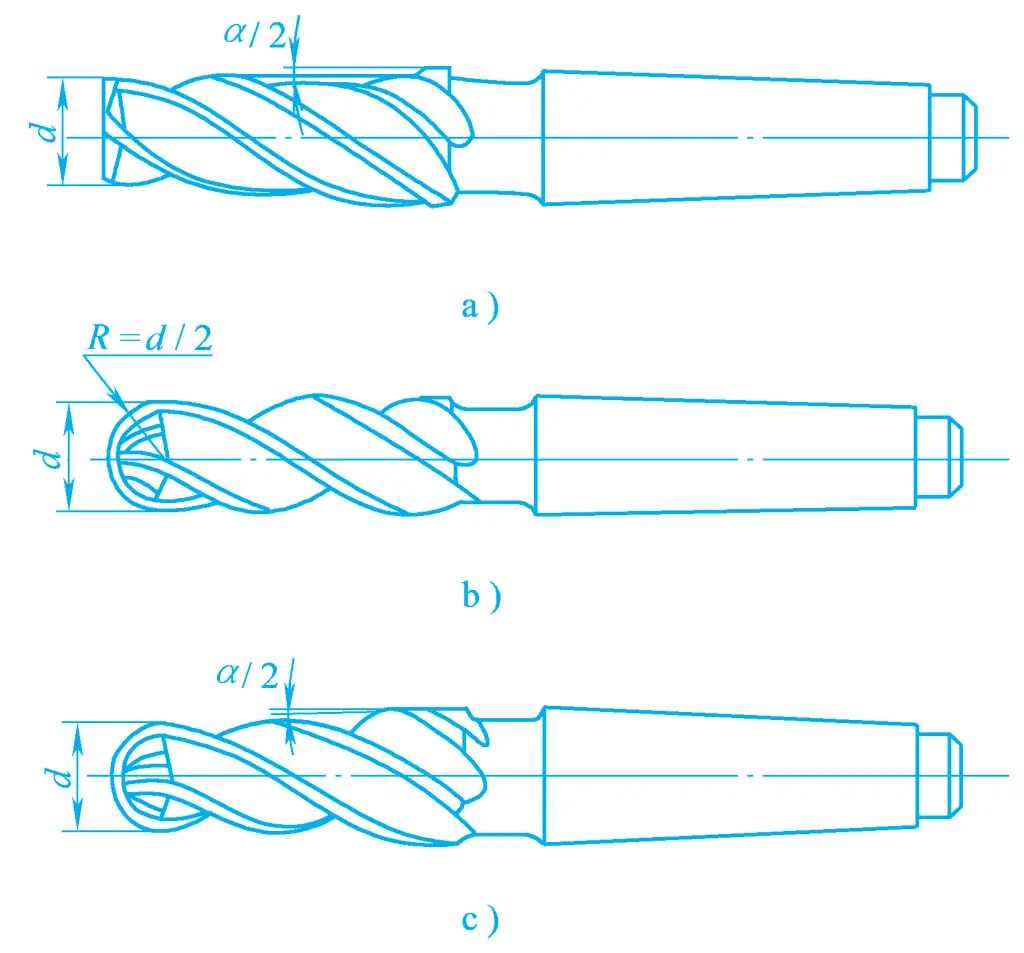
a) Fresa vertical cónica
b) Fresa vertical de ponta esférica cilíndrica
c) Fresa vertical de ponta esférica cónica
As fresas para moldes de liga dura podem substituir as limas de diamante e as cabeças de moagem para maquinar vários moldes com dureza inferior a 65HRC após a têmpera, e têm uma elevada eficiência de corte.
O método de instalação das fresas no fuso varia consoante a estrutura do corpo da fresa.
1) Haste do cortador
As fresas de furo são geralmente montadas no fuso da fresadora usando uma haste de fresa, que consiste num eixo de fresa, anilhas, uma chave de bloqueio, um casquilho e uma porca, como se mostra na Figura 22a.

O tamanho do diâmetro do eixo do cortador é projetado e fabricado de acordo com o furo interno das fresas comumente usadas, geralmente disponíveis em φ16mm, φ22mm, φ27mm, φ32mm, φ40mm e φ50mm seis tipos. A Figura 22b mostra um tipo de eixo de corte sem bucha, ao usar este tipo de eixo de corte, o pescoço do eixo de corte é apoiado diretamente no suporte da haste do cortador, enquanto o tipo anterior de haste do cortador é apoiado no suporte da haste do cortador através de uma bucha.
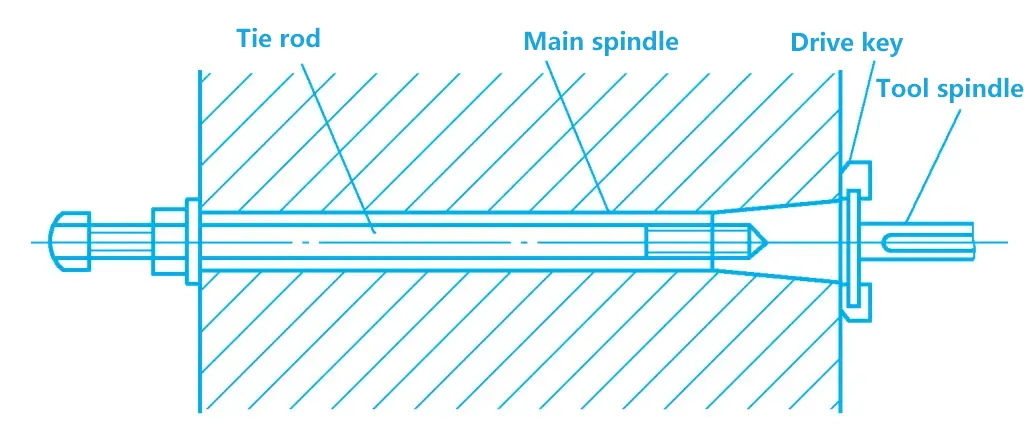
2) Barra de tração
Depois de a haste da fresa estar montada no fuso, deve ser apertada com uma barra de tração antes de ser utilizada, a forma e a utilização da barra de tração são mostradas na Figura 23.
3) Instalação da fresa
Primeiro, insere-se o eixo da fresa no furo do fuso e aperta-se com uma barra de tração. Várias anilhas de comprimento adequado são instaladas na extremidade interior do eixo da fresa para determinar a posição da fresa.
Ao instalar a fresa, coloque uma chave de bloqueio entre a fresa e o eixo da fresa, depois instale anilhas e um casquilho de comprimento adequado no exterior da fresa, puxe o cantilever para a posição adequada, monte o suporte da haste da fresa no cantilever e faça-o coincidir com o casquilho da haste da fresa (quando utilizar a haste da fresa mostrada na Figura 22b, o pescoço da haste da fresa é diretamente inserido no orifício de suporte do suporte da haste da fresa) e aperte o cantilever, a porca de fixação do suporte da haste da fresa e a porca da haste da fresa.
1) Instalação da fresa de haste cónica
O cone das fresas de haste cónica é geralmente cónico Morse. Se o cone da haste da fresa coincidir com o cone do furo do fuso, ela pode ser instalada diretamente no furo do fuso. Se o cone da haste da fresa não coincidir com o cone do furo do fuso, não pode ser instalada diretamente no furo do fuso, e deve ser instalada usando uma transição de manga intermédia, depois apertada com uma barra de tração, o processo de instalação e remoção é mostrado nas Figuras 24a e b.
a) Apertar a fresa
b) Desmontar a fresa
c) Instalar a fresa de haste reta com o mandril de perfuração
d) Instalar a fresa de haste reta com pinça de mola
2) Instalação de fresas de haste reta
Quando a fresa tem uma haste reta, deve ser instalada com um mandril de perfuração ou uma pinça de mola, como se mostra nas Figuras 24c e d.
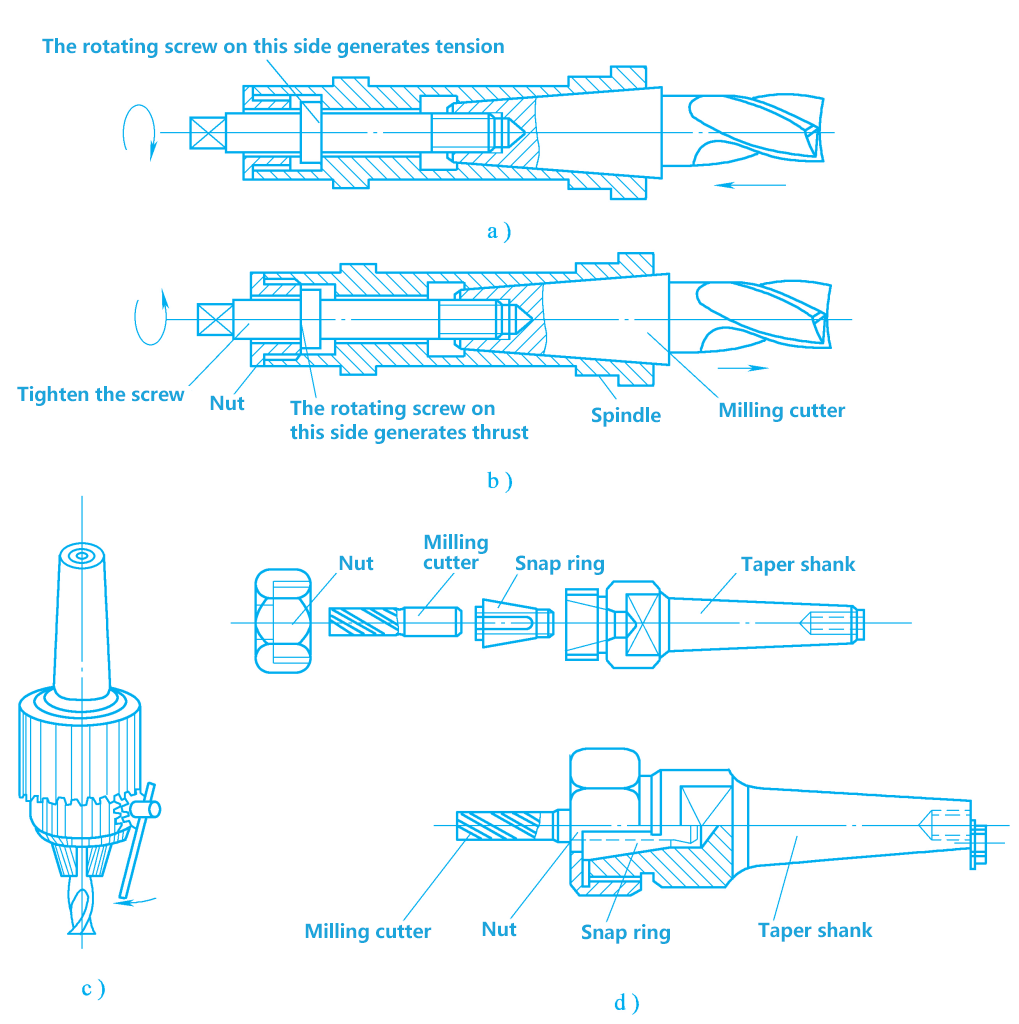
A parte de suporte das fresas de topo de metal duro pode ser dividida em dois tipos: um é com uma estrutura de haste, e o outro é uma estrutura do tipo manga. As fresas de pequeno diâmetro são geralmente feitas com uma estrutura de haste, a haste cónica combina com o furo cónico do fuso para posicionamento e transmissão de binário. O furo roscado na extremidade da haste é utilizado para apertar a fresa, e o seu método de instalação é semelhante ao das fresas verticais.
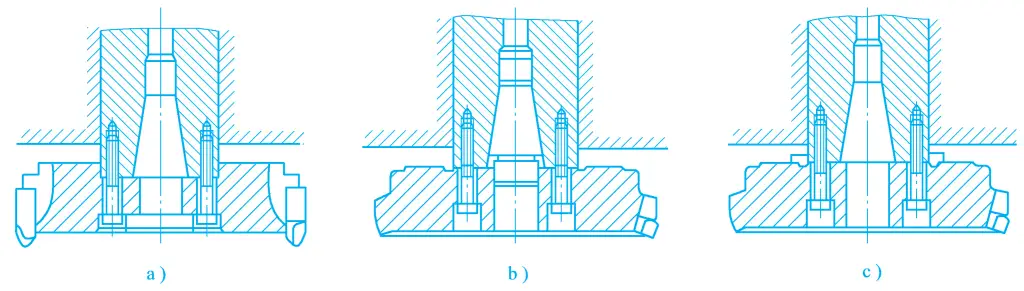
As fresas de grande diâmetro são todas feitas numa estrutura de manga, e os seus métodos de centragem e instalação com o fuso são de três tipos: A Figura 25a mostra um batente feito na face final do corpo da fresa que coincide com a extremidade frontal do fuso da fresadora; a Figura 25b mostra a utilização de um eixo central instalado no furo cónico do fuso que coincide com o furo interior do corpo da fresa para centragem; a Figura 25c mostra a utilização de uma estrutura de anel de montagem para centragem da ferramenta. Após o posicionamento da ferramenta no fuso, esta é fixada ao fuso com parafusos.
A adoção de métodos de fresagem adequados pode reduzir a vibração, estabilizar o processo de fresagem e melhorar a qualidade da superfície da peça de trabalho, a vida útil da fresa e a produtividade da fresagem.
Em comparação com a fresagem periférica, é mais provável que a fresagem de topo atinja um valor de rugosidade superficial mais pequeno e uma maior produtividade laboral. Isto deve-se ao facto de haver mais dentes envolvidos na fresagem durante a fresagem de topo, o que resulta em menores alterações na força de corte, tornando a fresagem mais estável. Além disso, a aresta de corte secundária e a ponta de chanfradura têm um efeito de polimento, enquanto na fresagem periférica, apenas a aresta de corte principal funciona.
Além disso, durante a fresagem de topo, o fuso tem uma boa rigidez e é fácil utilizar pastilhas intercambiáveis de metal duro, permitindo assim parâmetros de corte mais alargados e uma maior produtividade. Na fresagem plana, a fresagem de topo substituiu basicamente a fresagem periférica, mas a fresagem periférica pode processar superfícies moldadas e superfícies compostas.
Existem duas formas de fresagem circular: a fresagem por escalada e a fresagem convencional.
1) Fresagem convencional
Como mostra a Figura 26a, durante a fresagem, a direção da velocidade de corte quando a fresa entra na peça de trabalho é oposta à direção do movimento de avanço da peça de trabalho, o que se designa por fresagem convencional.
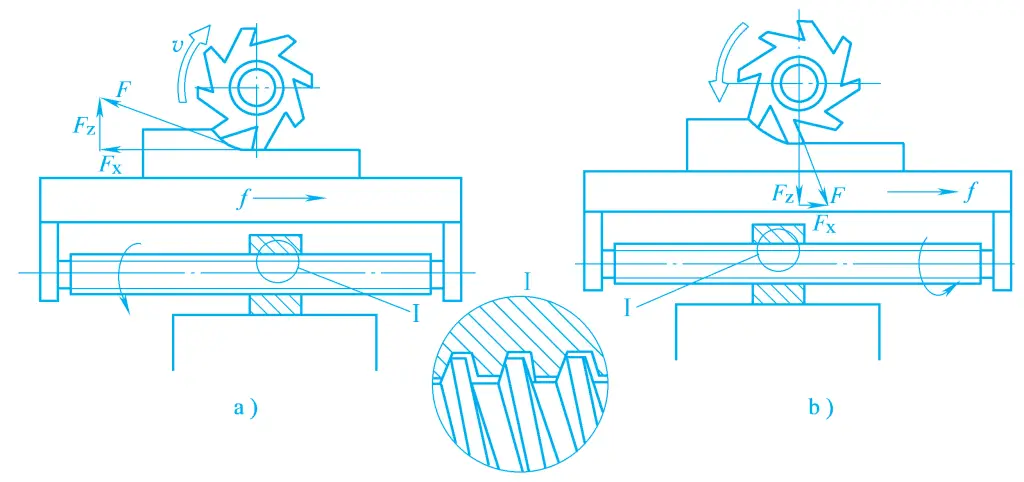
a) Moagem convencional
b) Fresagem por escalada
Na fresagem convencional, a espessura de corte aumenta gradualmente de zero para o valor máximo. No início do corte, devido à influência do raio rombo da aresta de corte, o dente desliza sobre a superfície da peça de trabalho, produzindo compressão e fricção, até que após um certo grau de deslizamento, o dente pode cortar a camada de metal. Isto torna o dente propenso ao desgaste, e a superfície da peça de trabalho produz uma camada severa endurecida pelo frio.
O dente seguinte repete o processo de deslizamento, compressão e fricção sobre a camada endurecida a frio produzida pelo dente anterior, agravando o desgaste do dente e aumentando a rugosidade da superfície da peça. Além disso, quando o dente começa a cortar a peça de trabalho, a força vertical do componente de fresagem Fz é descendente, e quando a fresa roda um determinado ângulo mais tarde, a força vertical da componente de fresagem Fz é para cima, o que pode facilmente causar vibrações e tem tendência para levantar a peça de trabalho, exigindo uma força de aperto maior.
Na fresagem convencional, a componente longitudinal da força de fresagem Fx é oposta à direção de avanço, mantendo as superfícies de contacto do parafuso e da porca sempre apertadas, pelo que a mesa de trabalho não sofre deslizamento, tornando o processo de fresagem mais estável. Por conseguinte, na produção, quando a máquina de fresagem não possui um mecanismo de ajuste de folga, é geralmente utilizada a fresagem convencional.
2) Fresagem de trepadeiras
Como mostra a Figura 26b, durante a fresagem, a direção da velocidade de corte quando a fresa sai da peça de trabalho é a mesma que a direção do movimento de avanço da peça de trabalho, o que se designa por fresagem em subida. Na fresagem em subida, a espessura de corte diminui gradualmente do máximo para zero, sem o fenómeno de escorregamento do dente na fresagem convencional, reduzindo consideravelmente o grau de endurecimento da maquinagem, resultando numa maior qualidade da superfície processada e numa vida útil mais longa da ferramenta.
Como se pode ver na Figura 26b, na fresagem em subida, a força de corte que actua sobre o dente em diferentes posições é também desigual. No entanto, em qualquer instante, a componente vertical da força de fresagem Fz pressiona sempre a peça de trabalho na direção da mesa de trabalho, evitando vibrações para cima e para baixo, tornando a fresagem relativamente estável.
Por outro lado, embora a dimensão da força da componente longitudinal de fresagem Fx varia em diferentes instantes, mas a sua direção é sempre a mesma que a direção de avanço. Devido à folga entre o parafuso e a porca que accionam a mesa de trabalho, quando a componente longitudinal da força F x excede a força de fricção do par de carris-guia abaixo da mesa de trabalho, a fresa fará com que a mesa de trabalho faça com que o parafuso se mova para a direita, fazendo com que a mesa de trabalho vibre.
Devido à constante mudança na força de corte, a mesa de trabalho move-se para a frente e para trás longitudinalmente dentro do intervalo de folga do parafuso e da porca, e a alimentação é desigual, o que em casos graves pode fazer com que a fresa lasque. Por conseguinte, se utilizar a fresagem por escalada, é necessário dispor de um mecanismo para eliminar a folga lateral no par de porcas do parafuso de alimentação da mesa de trabalho da fresadora, ou adotar outras medidas eficazes.
A fresadora universal X6132 está equipada com um mecanismo de eliminação da folga de fresagem em subida, que pode eliminar a folga lateral no par de porcas do parafuso de alimentação da mesa de trabalho, resolvendo o problema da mesa de trabalho que se move para a esquerda e para a direita durante a fresagem em subida. O movimento da mesa de trabalho de Fresadoras CNC A maioria utiliza outros métodos de transmissão sem folgas, como os fusos de esferas, pelo que não há necessidade de considerar a questão da folga.
Na fresagem de topo, de acordo com as diferentes posições relativas da fresa e da peça de trabalho, pode ser dividida em fresagem de topo simétrica, fresagem convencional assimétrica e fresagem de subida assimétrica, como mostra a Figura 27.
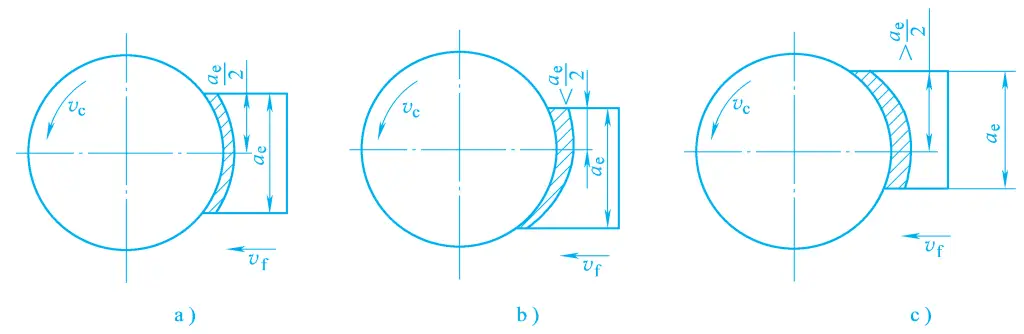
a) Fresagem de topo simétrica
b) Fresagem convencional assimétrica
c) Fresagem assimétrica escalonada
1) Fresagem de topo simétrica
Durante o processo de fresagem, o eixo da fresa de faceamento está sempre localizado no centro simétrico do comprimento do arco de fresagem, com a parte superior da fresagem em subida igual à parte inferior da fresagem convencional. Este método de fresagem é chamado de fresagem de topo simétrica, como mostrado na Figura 27a.
Ao utilizar este método, uma vez que o diâmetro da fresa é maior do que a largura da fresagem, a espessura de corte quando o dente entra e sai da peça de trabalho é maior do que zero, evitando assim o corte do dente seguinte na camada endurecida a frio cortada pelo dente anterior. Geralmente, este método de fresagem é frequentemente utilizado na fresagem de topo, especialmente adequado para a fresagem de aço endurecido.
2) Fresagem convencional assimétrica
Quando o eixo da fresa de faceamento é deslocado para um lado do centro simétrico do comprimento do arco de fresagem, e a parte de fresagem em subida é maior do que a parte de fresagem convencional, este método de fresagem é chamado de fresagem em subida assimétrica, como mostrado na Figura 27b. A caraterística deste método de fresagem é que os dentes da fresa cortam com uma espessura de corte menor e cortam com uma espessura de corte maior.
Desta forma, o impacto do corte é menor, adequado para a fresagem final de aço não ligado e aço de baixa liga de alta resistência, este método de corte pode aumentar a vida útil da ferramenta em mais de duas vezes em comparação com a fresagem simétrica. Além disso, devido ao maior ângulo de contacto dos dentes da fresa e ao maior número de dentes que participam no corte ao mesmo tempo, a alteração da força de corte é pequena, o processo de corte é mais estável e o valor da rugosidade da superfície maquinada é menor.
3) Fresagem convencional assimétrica
Quando o eixo da fresa de faceamento é deslocado para um lado do centro simétrico do comprimento do arco de fresagem, e a parte de fresagem convencional é maior do que a parte de fresagem de subida, este método de fresagem é chamado de fresagem convencional assimétrica, como mostrado na Figura 27c. A caraterística deste método de fresagem é que os dentes da fresa cortam com uma espessura de corte maior e cortam com uma espessura de corte menor.
É adequado para a maquinagem de materiais como o aço inoxidável com resistência média e elevada elasticidade e plasticidade. Isto pode reduzir o fenómeno de deslizamento e compressão dos dentes da fresa durante a fresagem em subida e o grau de endurecimento a frio da superfície maquinada, o que é benéfico para melhorar a vida útil da ferramenta. Sob outras condições constantes, desde que a distância de desvio seja selecionada adequadamente, a vida útil da ferramenta pode ser duplicada em comparação com a fresagem de topo simétrica.
A fresagem de superfícies planas pode ser efectuada numa fresadora horizontal ou numa fresadora vertical, utilizando fresas de faceamento, fresas cilíndricas, ou mesmo fresas de topo, etc. As figuras 28a e b mostram a fresagem de superfícies planas com uma fresa de facejamento numa fresadora horizontal e numa fresadora vertical.
a) Fresagem de superfícies planas numa fresadora horizontal
b) Fresagem de superfícies planas numa fresadora vertical
A fresagem de superfícies biseladas é essencialmente a fresagem de superfícies planas, mas requer a inclinação da peça de trabalho ou da fresa num ângulo, ou a utilização de uma fresa angular.
1) Inclinação da peça de trabalho para fresar superfícies biseladas
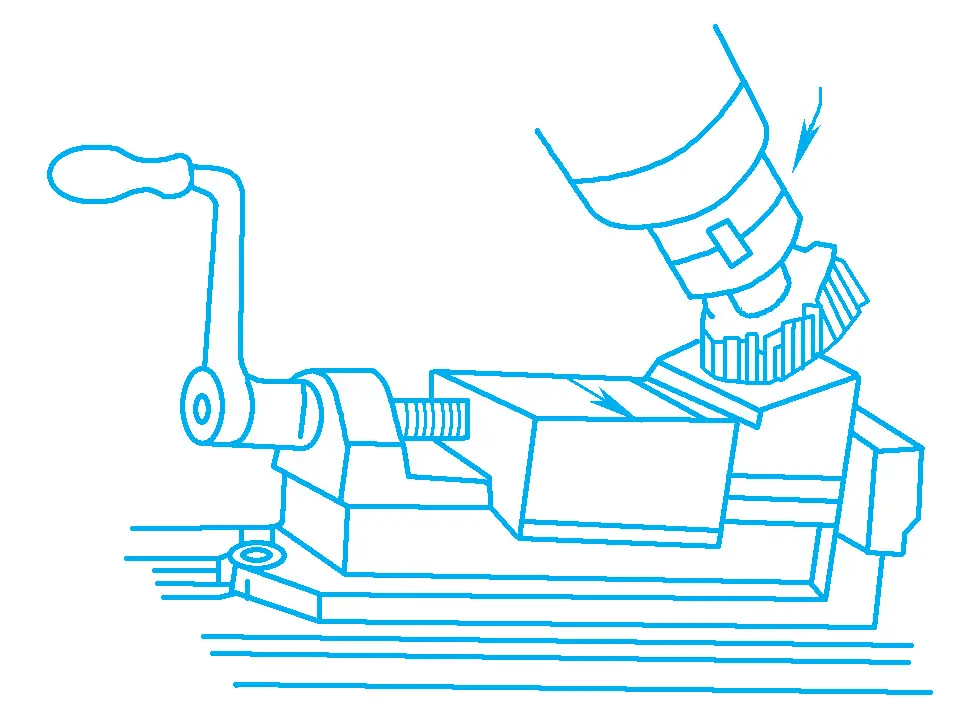
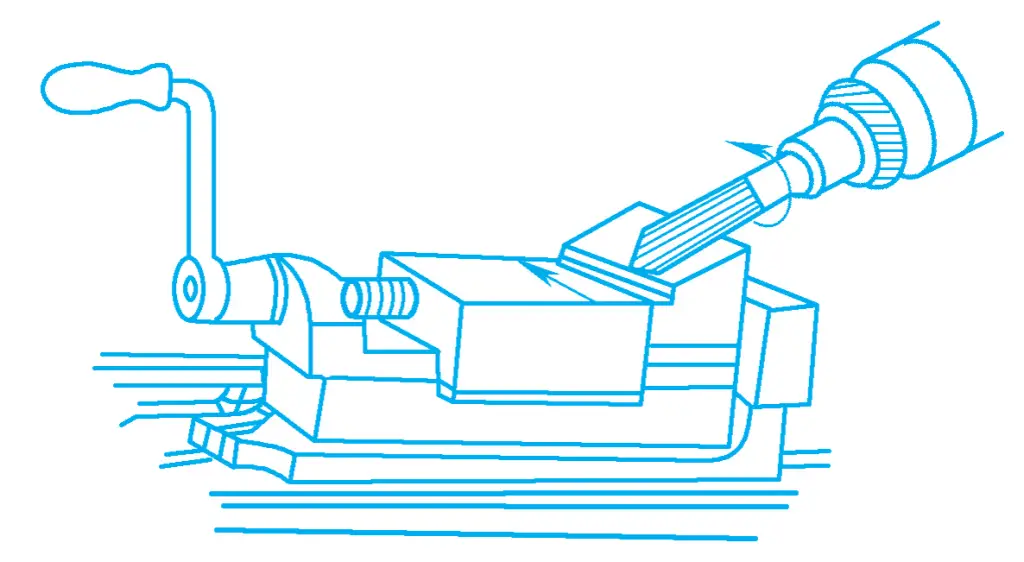
Inclui principalmente a fresagem de superfícies biseladas de acordo com as linhas e a utilização de uma morsa para fresar superfícies biseladas, além disso, uma mesa rotativa universal, cunhas basculantes, acessórios especiais, etc., também podem ser utilizados para fresar superfícies biseladas.
2) Inclinação da fresa para fresar superfícies biseladas
Inclui principalmente a fresagem de superfícies biseladas com uma fresa de facejamento e a fresagem de superfícies biseladas com a aresta de corte cilíndrica de uma fresa de topo.
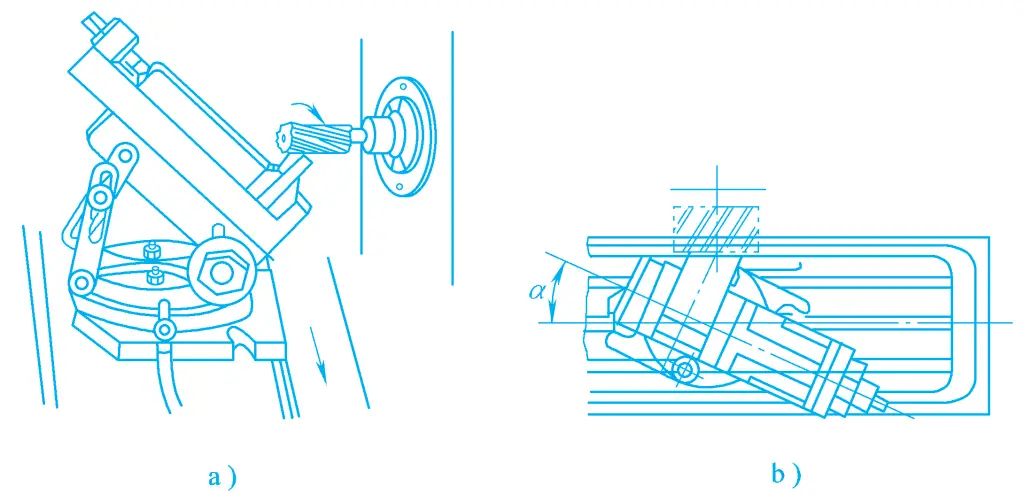
Fresagem de superfícies biseladas com uma fresa de facear. Como se mostra na Figura 31, depois de montar a fresa de facear no fuso da cabeça de fresagem vertical, se o fuso da cabeça de fresagem vertical estiver inclinado num ângulo, então a fresa de facear também se inclinará no mesmo ângulo para fresar a superfície biselada. O tamanho do ângulo de inclinação depende da superfície maquinada da peça de trabalho.
Fresagem de superfícies biseladas com a aresta de corte cilíndrica de uma fresa de topo. Quando a cabeça de fresagem vertical não roda, se a superfície de referência da peça de trabalho for paralela à superfície da mesa de trabalho, a superfície plana fresada com a aresta de corte cilíndrica da fresa de topo é perpendicular à superfície da mesa de trabalho. Se a cabeça de fresagem vertical for rodada num determinado ângulo, podem ser fresadas superfícies biseladas, como se mostra na Figura 32.
3) Fresagem de superfícies biseladas com uma fresa angular
A Figura 33a mostra a situação de trabalho da fresagem de superfícies biseladas com uma única fresa angular. As fresas angulares só são adequadas para fresar superfícies biseladas de ângulo padrão (30°, 45°, 60°, etc.) e superfícies biseladas estreitas. Quando existem duas superfícies biseladas na peça de trabalho, podem ser combinadas duas fresas angulares para fresar, para melhorar a produtividade, como se mostra na Figura 33b.
1) Fresagem de degraus
A Figura 34 mostra a fresagem de degraus numa fresadora horizontal, onde os degraus de pequenas dimensões podem ser fresados com uma fresa de três faces e os de maiores dimensões com uma fresa combinada. A fresagem de degraus também pode ser efectuada numa fresadora vertical, onde são frequentemente utilizadas fresas de topo de maior diâmetro.
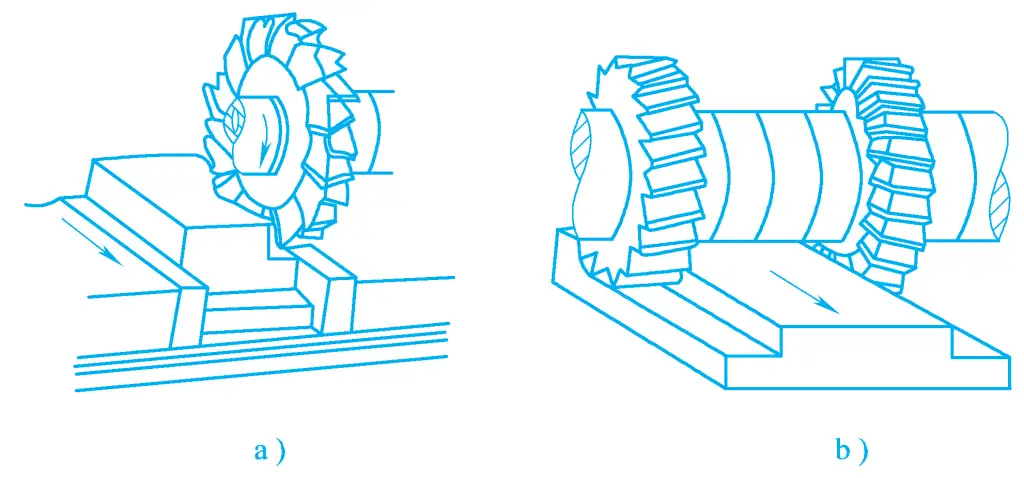
a) Passos de fresagem com uma fresa de três faces
b) Passos de fresagem com uma fresa combinada
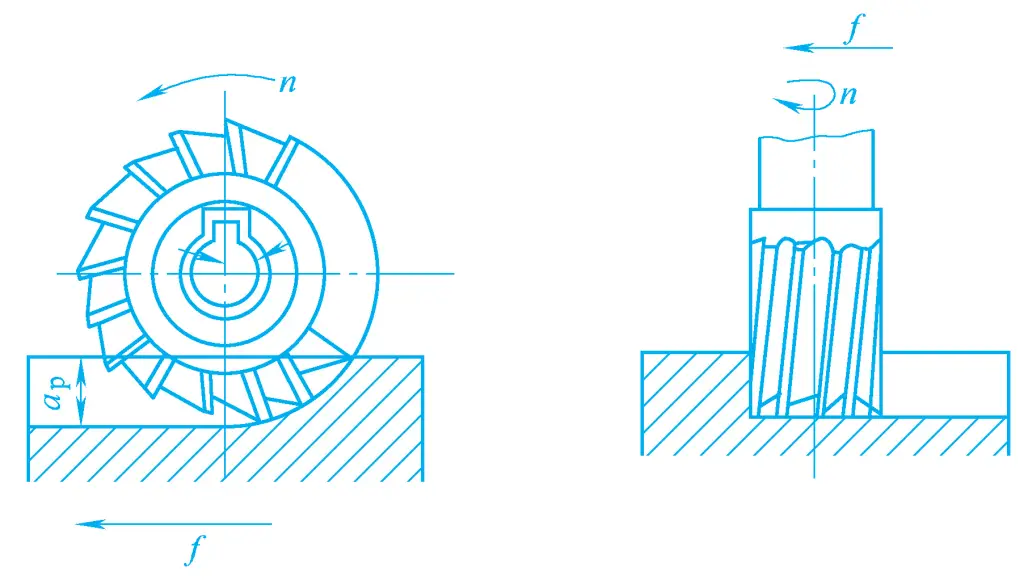
2) Fresagem de ranhuras em ângulo reto e ranhuras de chaveta
As ranhuras de ângulo reto dividem-se em ranhuras passantes, fechadas e semi-fechadas. As ranhuras passantes em ângulo reto são principalmente fresadas com uma fresa de três faces numa fresadora horizontal, mas também podem ser fresadas com uma fresa de topo numa fresadora vertical. As ranhuras fechadas e semi-fechadas só podem ser fresadas com fresas de ranhuras e fresas de topo, como mostra a Figura 35.
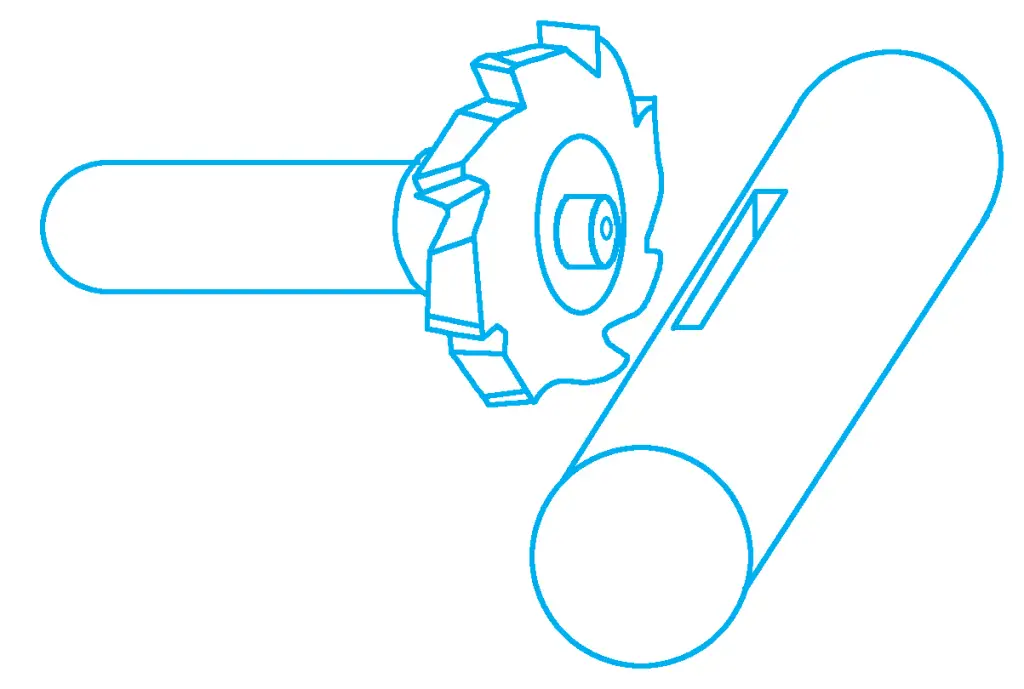
As ranhuras para as chavetas instaladas em vários veios de transmissão são chamadas chavetas, que podem ser divididas em chavetas planas e chavetas semi-circulares de acordo com a forma do fundo da ranhura. Fresar ranhuras de chaveta planas é essencialmente fresar ranhuras de ângulo reto no veio.
Ao fresar rasgos de chaveta, a fresa deve ser selecionada de acordo com a forma do rasgo de chaveta. As ranhuras de chaveta de cabeça circular que são fechadas ou semi-fechadas em ambas as extremidades do eixo são processadas principalmente com uma fresa de ranhura numa fresadora vertical ou numa fresadora de ranhura. Para as ranhuras passantes, utiliza-se principalmente uma fresa de três faces numa fresadora horizontal, enquanto as ranhuras de chaveta semi-circulares são principalmente fresadas com uma fresa de ranhura semi-circular numa fresadora horizontal.
Ao maquinar numa fresadora horizontal, a fresa está acima da peça de trabalho, o que é conveniente para o operador inspecionar visualmente. Adicionalmente, pode ser instalado um centro no suporte da barra de corte para pressionar contra o furo central na extremidade frontal da fresa de chaveta semi-circular, aumentando a rigidez da fresa, como se mostra na Figura 36.
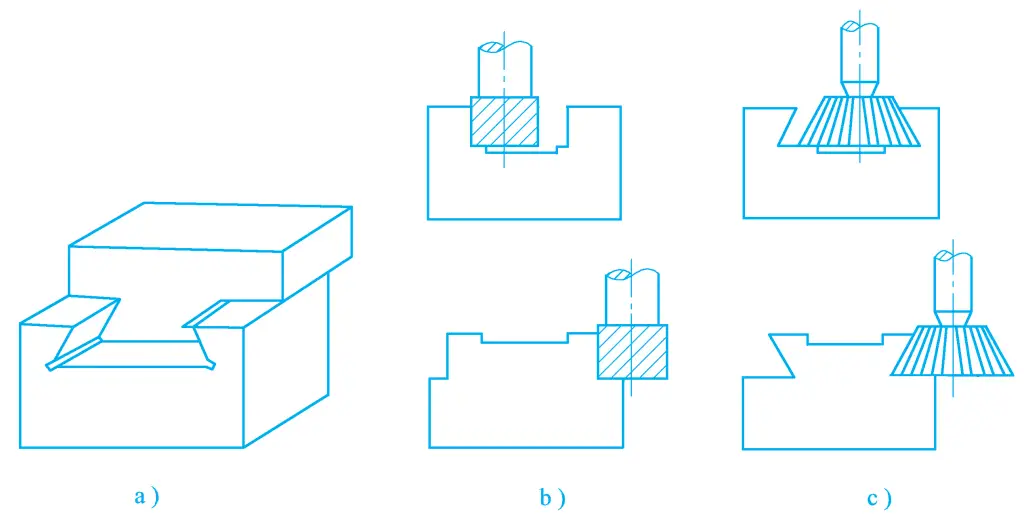
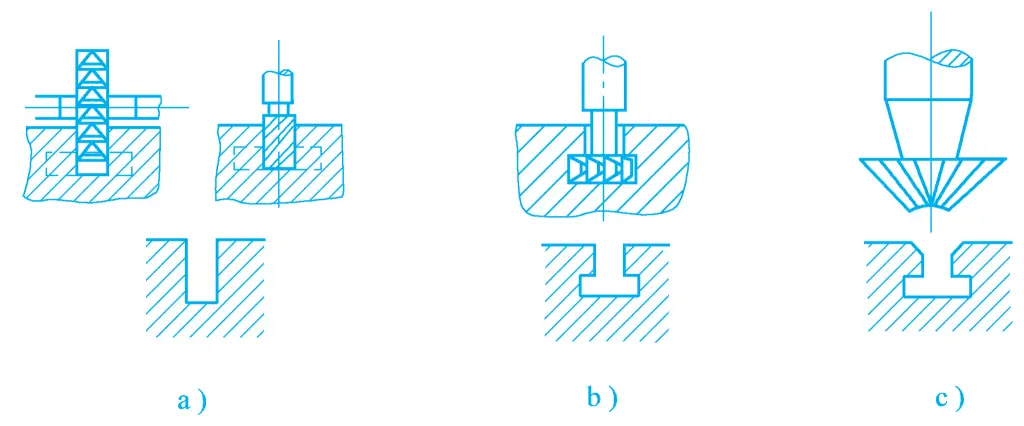
3) Fresagem de ranhuras com formas especiais
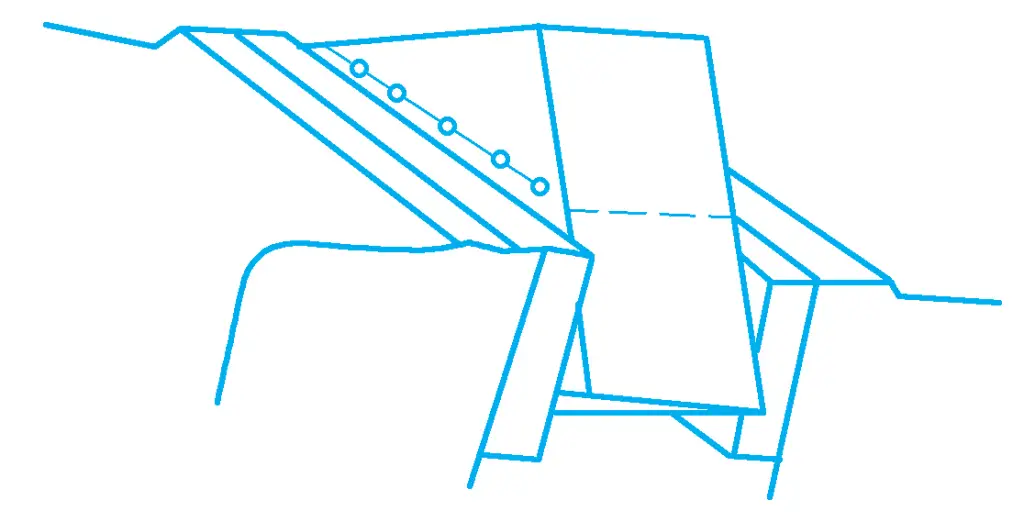
No fabrico mecânico, algumas peças têm ranhuras de formas especiais, como a fresagem de ranhuras em T numa fresadora. As etapas de fresagem são mostradas na Figura 37, começando com a fresagem de uma ranhura de passagem em ângulo reto numa fresadora vertical (ou com uma fresa de três faces numa fresadora horizontal), depois a fresagem da ranhura em T com uma fresa de ranhura em T numa fresadora vertical e, finalmente, utilizando uma fresa de chanfrar para chanfrar.
A Figura 38 mostra o método de maquinação e os passos para peças com ranhuras em cauda de andorinha e blocos de cauda de andorinha, que são basicamente os mesmos que a maquinação de ranhuras em T. O primeiro passo é fresar uma ranhura em ângulo reto com uma fresa de topo ou de face (ver Figura 38b) e o segundo passo é fresar a ranhura em cauda de andorinha ou o bloco de cauda de andorinha com uma fresa de ranhura em cauda de andorinha (ver Figura 38c).