Gráfico de espessura, velocidade e potência de corte a laser CO2 (25-200W)
Como é que os fabricantes podem obter um corte a laser de CO2 preciso e eficiente para vários materiais? Este artigo explora a relação entre o corte a laser...
Imagine ser capaz de cortar tubos de metal com precisão laser, dando forma a desenhos complexos sem esforço. Este artigo analisa a relação entre a espessura do material e a velocidade de corte no corte a laser de tubos, fornecendo uma tabela útil para otimizar as suas definições. Quer seja um profissional experiente ou um entusiasta, compreender esta dinâmica pode melhorar significativamente os seus resultados. Mergulhe neste guia para saber como obter cortes mais rápidos e mais limpos, maximizando as capacidades da sua máquina de corte a laser.

O corte a laser de tubos revolucionou a indústria de fabrico de metal, oferecendo precisão e eficiência na criação de designs complexos. Esta tecnologia avançada utiliza lasers de alta potência para cortar vários materiais, como metais, plásticos e cerâmicas. Tanto para os profissionais como para os entusiastas, é essencial compreender a relação entre a espessura e a velocidade de corte para obter os melhores resultados nos seus projectos.
A espessura de um material desempenha um papel crucial na determinação da velocidade a que pode ser cortado utilizando a tecnologia laser de tubo. Um "Tubo Corte a laser Thickness & Speed Chart" serve como uma ferramenta valiosa para compreender as capacidades e limitações de um cortador a laser. Esta tabela fornece directrizes para a velocidade e as definições de potência necessárias para cortar materiais de diferentes espessuras com facilidade e precisão.
Por referência a um tubo Gráfico de espessura e velocidade de corte a laserCom este guia, os utilizadores podem garantir o melhor desempenho do seu equipamento, minimizando o desperdício e produzindo resultados de alta qualidade. Esta referência essencial não só promove a eficiência no processo de corte, como também contribui para o crescimento e o sucesso do sector. fabrico de metais indústria.
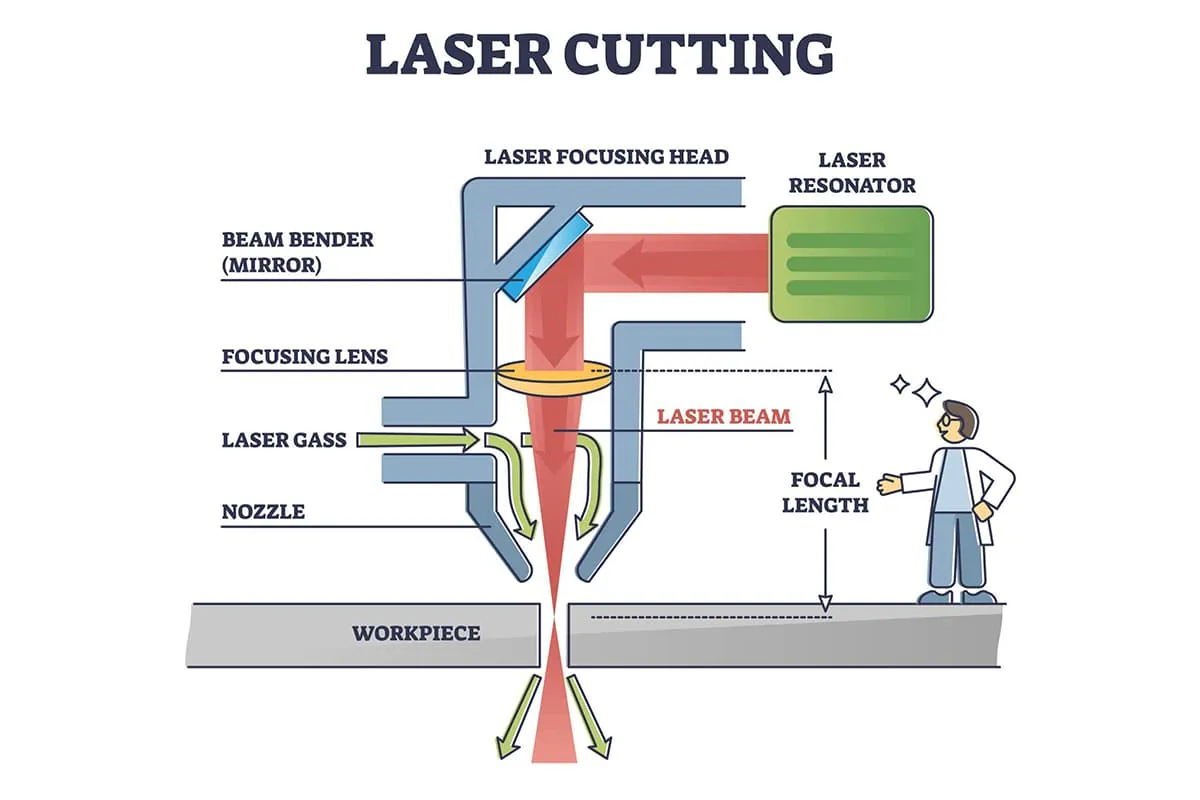
O corte a laser de tubos é uma tecnologia de fabrico que utiliza lasers para cortar várias formas e características em tubos de metal. O processo envolve a direção de um feixe de laser de alta potência, como um laser de fibra ou um laser de CO2, para o material que necessita de ser cortado. A exatidão e a precisão do feixe laser tornam-no adequado para cortes pequenos, complexos e intrincados.
Lasers de fibra e lasers de CO2 são os dois principais tipos de lasers utilizados no corte a laser de tubos. Os lasers de fibra geram luz através do bombeamento de energia para uma fibra ótica dopada; estes lasers oferecem uma qualidade de feixe excecional, uma precisão extraordinária e velocidades de processamento elevadas. Os lasers de CO2, por outro lado, utilizam uma mistura gasosa de dióxido de carbono, hélio e nitrogénio para gerar luz. Os lasers de CO2 produzem uma zona afetada pelo calor maior, o que pode levar à descoloração ou deformação de determinados materiais.
Para além do tipo de laser, a eficiência de um processo de corte a laser é determinada pela máquinas de corte a laser potência. Quanto mais potente for o laser, mais rapidamente processa o material e mais espesso é o material máximo que pode ser cortado. Máquinas de corte a laser Existem vários níveis de potência, desde os lasers de díodo de baixa potência, adequados para materiais finos, até aos lasers industriais de alta potência, capazes de processar materiais espessos e pesados.
Compreender os factores que influenciam a velocidade e a espessura de corte no corte a laser de tubos é crucial para conceber e fabricar produtos eficientes e de alta qualidade. Alguns destes factores incluem:
Uma tabela de espessuras e velocidades de corte a laser de tubos fornece informações essenciais para ajudar os fabricantes a selecionar a máquina adequada. máquina de corte a laser e definições para o projeto específico. Estes gráficos apresentam normalmente os dados em formato de tabela, revelando pormenores essenciais, tais como velocidades de corte e espessuras máximas de material para corresponder a modelos específicos de máquinas, potências nominais e tipos de laser. Esta informação é crucial para alcançar os resultados de corte desejados, mantendo a eficiência e a relação custo-eficácia.
| Material | Espessura (mm) | 1000W | 1500W | 2000W | 3000W | 4000W | 6000W |
|---|---|---|---|---|---|---|---|
| (m/min) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) | ||
| Aço carbono Ar | 1 | 12.0-15.0 | 15.0-20.0 | 25.0-30.0 | 28.0-35.0 | 30.0-38.0 | 35.0-42.0 |
| 2 | 3.5-4.5 | 5.0-8.0 | 7.0-10.0 | 8.0-12.0 | 10.0-16.0 | 20.0-28.0 | |
| 3 | 1.5-3.0 | 2.0-4.0 | 2.5-4.5 | 3.0-5.0 | 8.0-15.0 | ||
| 4 | 1.5-2.3 | 2.5-3.5 | 7.0-12.0 | ||||
| 5 | 1.0-2.2 | 5.0-9.0 | |||||
| 6 | 3.0-6.0 | ||||||
| Aço carbono O2 | 1 | 15.0-22.0 | 18.0-25.0 | 22.0-30.0 | 25.0-38.0 | 30.0-44.0 | 35.0-48.0 |
| 2 | 3.5-5.0 | 3.8-5.0 | 5.0-6.0 | 5.5-7.0 | 5.5-7.7 | 6.0-8.25 | |
| 3 | 2.5-3.85 | 2.8-3.8 | 3.5-4.3 | 3.6-5.0 | 3.7-5.5 | 4.0-5.5 | |
| 4 | 2.0-3.3 | 2.3-3.5 | 2.8-4.0 | 3.0-4.5 | 3.5-4.62 | 3.5-5.0 | |
| 5 | 1.4-2.0 | 1.6-2.5 | 2.5-3.0 | 2.5-3.3 | 2.5-4.0 | 3.0-4.2 | |
| 6 | 1.2-1.65 | 1.4-1.8 | 2.2-2.5 | 2.3-2.8 | 2.5-3.52 | 2.6-3.52 | |
| 8 | 0.9-1.32 | 0.9-1.3 | 1.3-1.8 | 1.8-2.2 | 2.0-2.8 | 2.0-2.8 | |
| 10 | 0.6-0.9 | 0.8-1.2 | 1.2-1.5 | 1.2-1.6 | 1.2-2.2 | 1.8-2.3 | |
| 12 | 0.4-0.7 | 0.7-1.0 | 0.8-1.0 | 1.0-1.3 | 1.0-1.76 | 1.6-2.1 | |
| 16 | 0.5-0.7 | 0.6-0.8 | 0.6-0.9 | 0.7-1.0 | 0.7-1.0 | ||
| 20 | 0.5-0.8 | 0.6-0.9 | 0.65-0.95 | ||||
| 22 | 0.66-0.9 | 0.6-0.77 | |||||
| 25 | 0.4-0.65 | ||||||
| Aço inoxidável N2 | 1 | 16.5-22.0 | 20.0-26.0 | 27.5-33.0 | 31.0-38.5 | 33.0-45.0 | 50.0-65.0 |
| 2 | 4.5-6.1 | 7.0-10.0 | 9.0-11.0 | 10.0-16.5 | 10.0-20.0 | 30.0-40.0 | |
| 3 | 2.0-3.1 | 4.5-5.5 | 4.5-5.5 | 7.0-10 | 7.5-12.0 | 18.0-25.0 | |
| 4 | 1.0-1.65 | 2.0-2.5 | 2.2-2.8 | 5.0-7.2 | 5.5-9.0 | 10.0-15.5 | |
| 5 | 0.4-0.7 | 1.5-2.0 | 1.5-2.0 | 1.8-2.45 | 4.0-5.5 | 8.0-13.5 | |
| 6 | 0.2-0.45 | 0.6-0.9 | 0.7-1.32 | 1.0-1.65 | 2.6-4.5 | 6.0-9.0 | |
| 8 | 0.2-0.45 | 0.35-0.6 | 1.2-2.0 | 1.6-2.8 | 4.0-5.5 | ||
| 10 | 0.7-1.0 | 0.7-1.65 | 1.8-2.8 | ||||
| 12 | 0.5-0.9 | 1.2-1.65 | |||||
| 14 | 0.8-1.2 | ||||||
| 16 | 0.6-0.9 | ||||||
| Alumínio N2 | 1 | 10.0-13.2 | 15.0-27.5 | 22.0-31.0 | 25.0-30.0 | 28.0-32.0 | 35.0-45.0 |
| 2 | 2.0-4.5 | 7.0-8.6 | 10.0-13.2 | 15.0-18.0 | 16.0-20.0 | 20.0-25.0 | |
| 3 | 0.6-1.32 | 2.5-4.0 | 5.0-6.6 | 7.0-8.0 | 10.0-12.0 | 14.0-16.0 | |
| 4 | 1.0-1.65 | 1.5-2.2 | 5.0-6.0 | 6.0-7.0 | 8.0-10.0 | ||
| 5 | 0.6-0.9 | 1.0-1.3 | 2.5-3.0 | 4.0-5.0 | 5.0-7.0 | ||
| 6 | 0.4-0.7 | 0.6-0.9 | 1.5-2.0 | 2.5-3.0 | 3.5-4.0 | ||
| 8 | 0.4-0.7 | 0.5-0.8 | 1.0-1.3 | 1.5-2.0 | |||
| 10 | 0.3-0.4 | 0.8-1.0 | 1.0-1.2 | ||||
| 12 | 0.6-0.8 | 0.6-0.7 | |||||
| 14 | 0.3-0.5 | 0.4-0.6 | |||||
| 16 | 0.3-0.4 | ||||||
| Latão N2 | 1 | 14.0-20.0 | 15.0-22.0 | 20.0-27.0 | 20.0-28.0 | 25.0-30.0 | 30.0-40.0 |
| 2 | 3.0-4.5 | 4.0-7.2 | 7.7-8.8 | 7.0-13.2 | 12.0-15.0 | 15.0-18.0 | |
| 3 | 1.0-1.55 | 1.1-1.5 | 3.0-4.5 | 5.0-7.2 | 5.5-7.7 | 12.0-14.0 | |
| 4 | 1.0-1.2 | 1.3-1.8 | 2.5-3.0 | 3.5-5.5 | 8.0-10.0 | ||
| 5 | 0.6-0.9 | 0.8-0.9 | 1.6-2.0 | 2.0-3.5 | 5.0-5.5 | ||
| 6 | 0.4-0.6 | 0.8-1.2 | 1.4-2.2 | 3.2-3.8 | |||
| 8 | 0.3-0.4 | 0.8-1.0 | 1.5-1.8 | ||||
| 10 | 0.4-0.6 | 0.8-1.0 | |||||
| 12 | 0.6-0.7 |
O primeiro fator-chave que influencia os parâmetros de corte no corte a laser de tubos é a potência do laser e densidade energética. Estes dois parâmetros estão diretamente relacionados com o potência do sistema laser que está a ser utilizado. Uma potência mais elevada significa mais calor gerado e, consequentemente, velocidades de corte mais rápidas.
O bocal do sistema laser também desempenha um papel crucial na determinação da potência e da densidade de energia do feixe. A escolha do tamanho adequado do bocal é essencial para otimizar o processo de corte a laser.

O foco do sistema laser e o tamanho da mancha no material de corte é outro fator significativo que influencia os parâmetros de corte. Ao ajustar o lente e distância focalCom o laser, os operadores podem controlar a distribuição de calor e a profundidade de penetração. As dimensões mais pequenas dos pontos resultam geralmente em densidades de energia mais elevadas e permitem uma maior precisão no corte a laser de tubos.
Por outro lado, os tamanhos de pontos maiores podem não oferecer o mesmo nível de precisão, mas podem permitir velocidades de corte mais rápidas, tornando-os adequados para aplicações que não exijam detalhes minuciosos.
A escolha de gás auxiliar e a pressão adequada do gás também afecta significativamente os parâmetros de corte. Existem diferentes tipos de gases amplamente utilizados na indústria de corte a laser de tubos, tais como oxigénio, azotoe ar comprimido. Cada gás tem as suas próprias propriedades únicas, e estas propriedades terão impacto no processo de corte.
Por exemplo, o oxigénio é conhecido pelas suas reacções exotérmicas, que podem gerar mais calor no processo. Este aumento de calor permite velocidades de corte mais rápidas, mas pode comprometer a qualidade do corte. Por outro lado, o azoto e outros gases inertes, frequentemente designados por gases auxiliaresOs lasers de alta precisão produzem um corte mais limpo, minimizando as zonas afectadas pelo calor (HAZ). No entanto, podem exigir pressões e potência laser mais elevadas para obter resultados óptimos.
O assistência ao ar fornecida pelo gás de assistência é crucial para determinar os parâmetros de corte. Alterando o tipo de gás ou ajustando as pressões, os operadores podem afinar o processo de corte para obter os resultados desejados.