
Gráfico de espessura, velocidade e potência de corte a laser CO2 (25-200W)
Como é que os fabricantes podem obter um corte a laser de CO2 preciso e eficiente para vários materiais? Este artigo explora a relação entre o corte a laser...
Como é que se pode obter sempre um corte a laser perfeito? Este artigo explora os parâmetros essenciais que influenciam a qualidade do corte a laser, como a potência, a velocidade, a distância focal, a forma do bocal e o gás de assistência. Ao compreender e ajustar estes factores, pode aumentar significativamente a precisão e a eficiência das suas operações de corte. Descubra dicas práticas e directrizes detalhadas para dominar a arte do corte a laser e evitar armadilhas comuns. Mergulhe para saber como otimizar o desempenho da sua máquina para vários materiais e espessuras, garantindo sempre resultados de topo.

Os principais parâmetros para corte a laser incluem a potência e a velocidade de corte do laser, a distância focal da lente e a posição do ponto focal, a forma do bocal e a distância entre o bocal e a superfície da peça de trabalho, bem como o tipo e a pressão do gás de assistência.
A velocidade de corte é um parâmetro crucial para o corte. Durante o corte, a velocidade de corte tem de ser determinada com base na potência do laser, na pressão do gás e na espessura da peça de trabalho. Aumenta com o aumento da potência do laser e da pressão do gás, e diminui com o aumento da espessura da peça de trabalho. Por exemplo, ao cortar uma placa de aço carbono de 6 mm, a velocidade de corte é de 2,5 m/min, enquanto que para uma placa de aço carbono de 12 mm, a velocidade de corte é de 0,8 m/min.
Uma distância focal da lente mais pequena resulta numa maior densidade de potência mas numa focagem mais superficial, tornando-a adequada para o corte a alta velocidade de materiais finos. Por outro lado, uma distância focal da lente maior resulta numa densidade de potência mais baixa, mas numa focagem mais profunda, tornando-a adequada para o corte lento de materiais espessos.
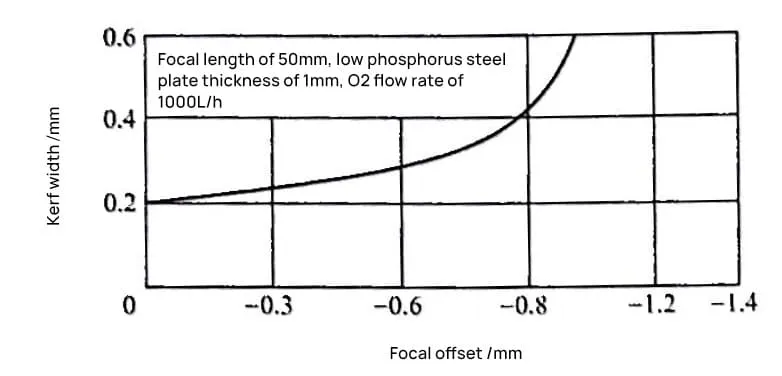
O impacto da quantidade de desfocagem na largura do corte é mostrado na Figura 5-3. Geralmente, o ponto focal é escolhido para ser localizado aproximadamente 1/3 da espessura da placa abaixo da superfície da peça de trabalho, ponto em que a largura do corte é minimizada.
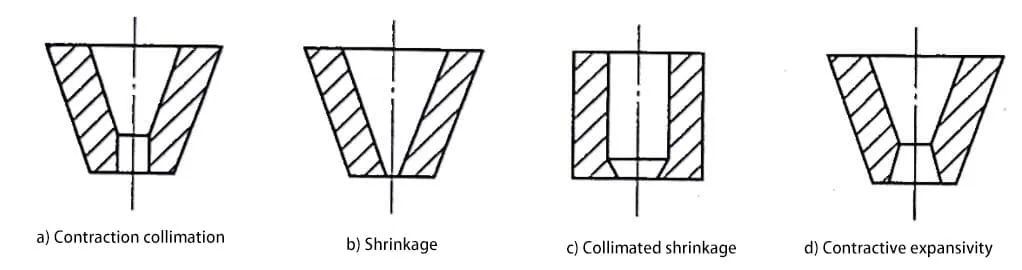
A forma e o tamanho do bocal são parâmetros cruciais que afectam a qualidade e a eficiência da corte a laser. Diferentes métodos de corte requerem diferentes formas de bocal. As formas comuns dos bicos de corte a oxigénio por laser estão ilustradas na Figura 5-4.
Quando o bocal está demasiado próximo da superfície da peça de trabalho, afecta a capacidade de soprar a escória derretida salpicada. No entanto, se o bocal estiver demasiado afastado da superfície da peça de trabalho, pode resultar numa perda de energia desnecessária. Para garantir a estabilidade do corte, a distância entre a extremidade do bocal e a superfície da peça de trabalho é geralmente controlada entre 0,5 e 2 mm.
Ao utilizar o oxigénio como gás auxiliar para cortar aço de baixo carbono, as reacções de oxidação intensas geram uma grande quantidade de calor, aumentando a velocidade e a espessura do corte e produzindo cortes sem escórias. Para corte de aço inoxidávelEm alguns casos, é frequentemente utilizada uma mistura de oxigénio e azoto, o que resulta numa melhor qualidade de corte em comparação com a utilização exclusiva de oxigénio.
O aumento da pressão do gás aumenta a capacidade de remoção de escórias e pode levar a velocidades de corte mais elevadas. Contudo, uma pressão excessiva pode resultar em superfícies de corte rugosas. Ver Tabela 5-1 para os principais parâmetros e características do corte a laser.
Tabela 5-1: Principais parâmetros e características do corte a laser
| Materiais da peça de trabalho | Espessura da peça de trabalho (mm) | Potência laser (W) | Velocidade de corte (cm/min) | Gás de corte | Características e aplicações |
| 99% cerâmica de alumina | 0.7 | 8 | 30 | — | Fratura controlada |
| Quartzo cristalino | 0.81 | 3 | 60 | — | |
| Folha de ferrite | 0.2 | 2.5 | 114 | — | |
| Safira | 1.2 | 12 | 7 | — | |
| Tubo de quartzo | - | 500 | 400 peças por hora | — | Poupança de material e corte de alta qualidade ao cortar tubos de quartzo, adequado para o fabrico de tubos de lâmpadas de halogéneo |
| Tecido | - | 20~250 | 500~300 | Ar | Poupança de material, corte de alta qualidade, elevada eficiência, bordos autoblocantes no corte de tecidos, adequado para o fabrico de fitas para máquinas de escrever, superfícies de guarda-chuvas, vestuário, etc. |
| Tubo de vidro | 12.7 | 20000 | 460 | Ar | Corte de alta qualidade de tubos de vidro sem desgaste da ferramenta |
| Carvalho | 16 | 300 | 28 | Ar | Corte de madeira de alta qualidade, arestas de corte perfeitas, poupança de material, adequado para o fabrico de mobiliário |
| Pinho | 50 | 200 | 12.5 | Ar | |
| Placa de resina epoxídica de boro | 8.1 | 15000 | 165 | Ar | Elevada eficiência no corte de placas de resina epóxida de boro, sem desgaste da ferramenta, adequada para o fabrico de componentes para aeronaves |
| Aço de baixo carbono | 1.5 3 1.0 6.0 16.25 35 | 300 300 1000 1000 4000 4000 | 300 200 900 100 114 50 | Oxigénio | O corte de alta qualidade, a poupança de mão de obra e de material, pode substituir a fresagem, o puncionamento e a tosquiaUtilizado no fabrico de painéis de instrumentos, permutadores de calor e peças para automóveis |
| 30CrMnSi | 1.5 3.0 6.0 | 500 500 500 | 200 120 50 | Oxigénio | Pode substituir a fresagem, a perfuração e o cisalhamento, com elevada eficiência de corte, corte de alta qualidade, utilizado no fabrico de componentes de aeronaves, sem deformação de corte, poupança de material e de mão de obra, utilizado no fabrico de componentes de aeronaves, rotores de helicópteros, etc. |
| Aço inoxidável | 0.5 2.0 3.175 1.0 1.57 6.0 4.8 6.3 12 | 250 250 500 1000 1000 1000 2000 2000 2000 | 450 25 180 800 456 80 400 150 40 | Oxigénio | Sem deformação de corte, poupança de material e de mão de obra, utilizado no fabrico de componentes de aeronaves, rotores de helicópteros, etc. |
| Liga de titânio | 3.0 8.0 10.0 40.0 | 250 250 250 250 | 1300 300 280 50 | Oxigénio | Velocidade de corte rápida, corte de alta qualidade, pode substituir a fresagem, a retificação e a gravação química, poupança de mão de obra, elevada eficiência de corte, utilizada no fabrico de componentes para aeronaves |
| Painel alveolar de alumínio revestido a titânio | 30 | 350 | 500 | Oxigénio | Sem deformação de corte, sem danos na superfície da peça de trabalho, velocidade de corte rápida, utilizada no fabrico de componentes aeroespaciais |
| Chapa de aço revestida de dupla face | 0.5~2.0 | 350 | 300 | Oxigénio | Poupança de mão de obra e de material, não danifica os revestimentos de superfície durante o corte, utilizado no fabrico de ar condicionado |







