Laminação e dobragem de ângulos, canais e tubos
Já viu aqueles enormes tubos e tanques de metal nas fábricas? Começam por ser chapas planas! A dobragem por rolo é a...
Como é que pode garantir a qualidade e a precisão das peças metálicas dobradas? Este artigo analisa os principais factores que afectam a capacidade de fabrico, tais como o raio de curvatura mínimo, as propriedades do material e a qualidade da superfície. Ao compreender estes aspectos, pode otimizar os seus processos de quinagem, evitar defeitos como fissuras e obter resultados de alta qualidade. Continue lendo para aprender dicas e orientações essenciais para uma dobragem de metal bem-sucedida.

A manufacturabilidade dos componentes dobrados refere-se à sua adaptabilidade aos processos de estampagem. A realização de uma análise estrutural da capacidade de fabrico de peças curvadas é essencial para determinar a dificuldade da formação da curvatura, conceber estratégias de estampagem e projetar moldes.
Os componentes dobrados bem fabricados não só garantem uma elevada qualidade, como também simplificam os processos e as ferramentas. A capacidade de fabrico de peças dobradas reflecte-se principalmente nos seguintes aspectos:
Quando o relativo raio de curvatura (r/t) de um componente curvado é reduzida até um certo ponto, a tensão de tração nas fibras da superfície exterior pode exceder o limite admissível do material, provocando fissuras ou fracturas.
Por conseguinte, existe uma restrição quanto ao raio de curvatura mínimo. Este é o raio de canto interno mais pequeno que pode ser alcançado sem danificar as fibras da superfície exterior da peça bruta, conhecido como raio de curvatura mínimo (rmin). De forma correspondente, rmin/t é referido como o raio de curvatura mínimo relativo.
Os factores que afectam o raio de curvatura mínimo incluem:
Quanto melhor for a plasticidade do material, maior será o seu índice de plasticidade e menor será o raio de curvatura mínimo.
Os materiais em chapa laminada são anisotrópicos, sendo os índices de plasticidade ao longo da direção das fibras mais elevados do que os perpendiculares a esta. Consequentemente, se a linha de flexão for perpendicular à direção das fibras do material, o valor de rmin/t é menor do que quando a linha de flexão é paralela à direção da fibra.
Ao dobrar peças com um r/t pequeno, a linha de dobragem deve, idealmente, ser perpendicular à direção das fibras do material da folha para aumentar o grau de deformação e evitar que as fibras exteriores se rasguem. Para componentes que requerem uma flexão multidirecional, a linha de flexão pode ser definida num ângulo fixo em relação à direção das fibras do material. A relação entre a linha de flexão e a direção das fibras do material é ilustrada na Figura 3-4.
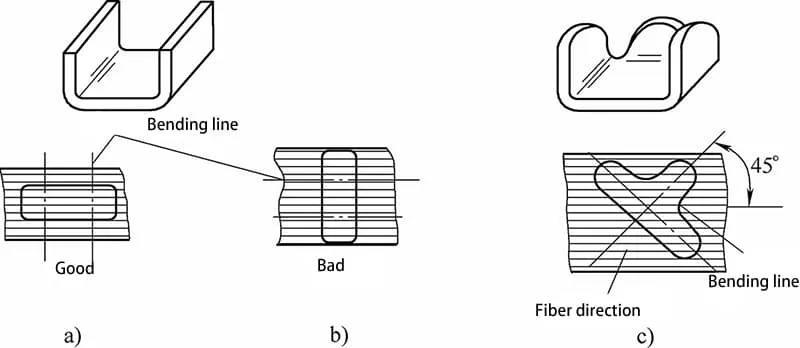
a) A linha de dobragem é perpendicular ao grão da chapa metálica.
b) A linha de dobragem é paralela ao grão da chapa metálica.
c) A linha de dobragem está num ângulo específico em relação ao grão da chapa metálica.
Se a superfície da peça em bruto apresentar riscos, fissuras ou se o lado (secção transversal cortada ou perfurada) apresentar rebarbas, entalhes e sinais de endurecimento por trabalho a frio, é suscetível de fissurar durante a dobragem.
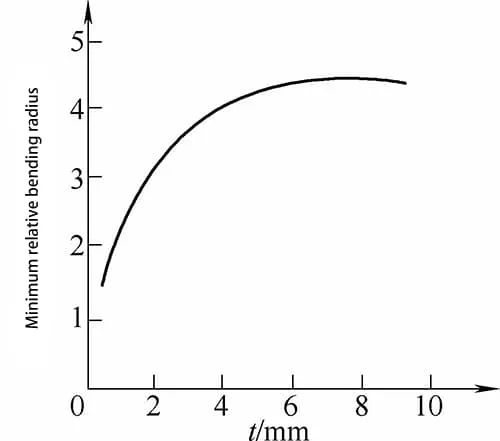
Por conseguinte, as chapas metálicas com uma má qualidade da superfície e da secção transversal terão um raio de curvatura mínimo relativo maior rmin/t, conforme ilustrado na Figura 3-5. Para a dobragem de chapas espessas, para evitar fissuras, é melhor colocar o lado com rebarbas de perfuração no interior da dobragem, como ilustrado na Figura 3-6.
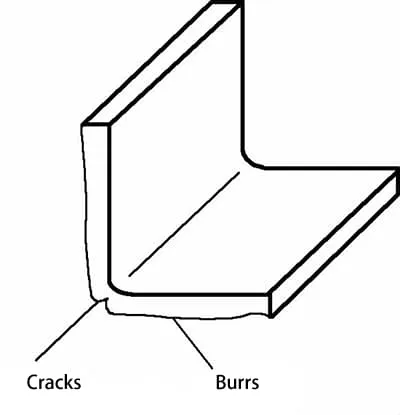
(A rebarba virada para fora é propensa a rachar)
Geralmente, quanto mais espessa for a chapa metálica, maior será o raio de curvatura mínimo. Isto deve-se principalmente ao facto de a tensão tangencial na zona de deformação variar linearmente na direção da espessura, sendo máxima na superfície e nula na camada neutra. Quando a espessura da chapa metálica é pequena, o gradiente da tensão tangencial muda bruscamente, diminuindo rapidamente do seu valor máximo para zero.
O metal adjacente à superfície exterior, onde a deformação tangencial é maior, pode atuar para evitar a deformação plástica instável local do metal de superfície. Assim, nestes casos, é possível obter deformações maiores e raios de curvatura mínimos mais pequenos. Por outras palavras, quanto mais fina for a chapa metálica, menor será a relação r/t.
A Tabela 3-1 lista os valores mínimos do raio de curvatura, enquanto a Tabela 3-2 detalha o raio de curvatura mínimo para peças tubulares.
Tabela 3-1: Raio de curvatura mínimo
| Materiais | Condição recozida | Trabalhado a frio endurecido | ||
| A posição da linha de dobragem. | ||||
| Fibras verticais | Fibras paralelas | Fibras verticais | Fibras paralelas | |
| 08, 10, Q195, Q215-A | 0. 1t | 0.4t | 0. 4t | 0.8t |
| 15, 20, Q235-A | 0. 1t | 0.5t | 0.5t | 1. 0t |
| 45, 50, Q275 | 0.5t | 1. 0t | 1. 0t | 1.7t |
| 60Mn, T8 | 1. 2t | 2. 0t | 2. 01 | 3.0t |
| Cobre puro | 0. 1t | 0.35t | 1. 0t | 2. 0t |
| Latão macio | 0. 1t | 0.35t | 0.35t | 0.8t |
| Latão (meio duro) | 0. 1t | 0.35t | 0.5t | 1. 21 |
| Fósforo Cobre | 一 | 一 | 1. 0t | 3.0t |
| Alumínio | 0. 1t | 0.2t | 0.3t | 0.8t |
| Alumínio semi-duro | 1. 0t | 1.5t | 1. 5t | 2.5t |
| Alumínio duro | 2. 0 | 3. 0t | 3. 0t | 4. 0t |
Tabela 3-2: Raio de curvatura mínimo para tubos
| Espessura da parede | Raio de curvatura mínimo R | Espessura da parede | Raio de curvatura mínimo R |
| 0.02d | 4 vezes a espessura do material | 0.10d | 3D |
| 0.05d | 3,6 vezes a espessura do material | 0.15d | 2D |
Para uma dobra em ângulo reto (ver Figura 3-7a), a altura mínima da aresta direita da peça dobrada deve ser h=2t. Quando a peça dobrada tem uma aresta biselada (ver Figura 3-7b), a altura mínima da aresta lateral deve ser hmin=(2~4)t ou 1,5t+r.
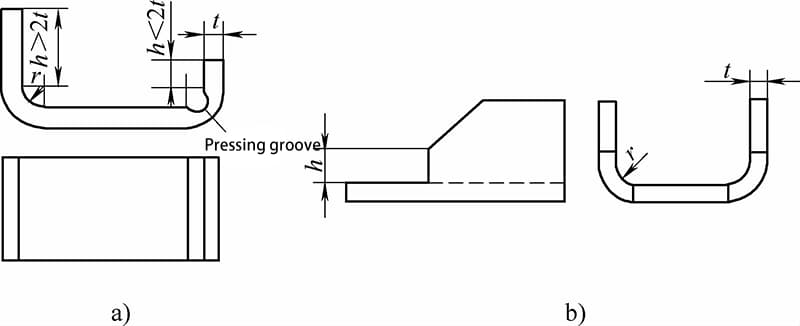
a) Altura da aresta reta do elemento dobrado
b) Altura do bordo lateral do elemento dobrado
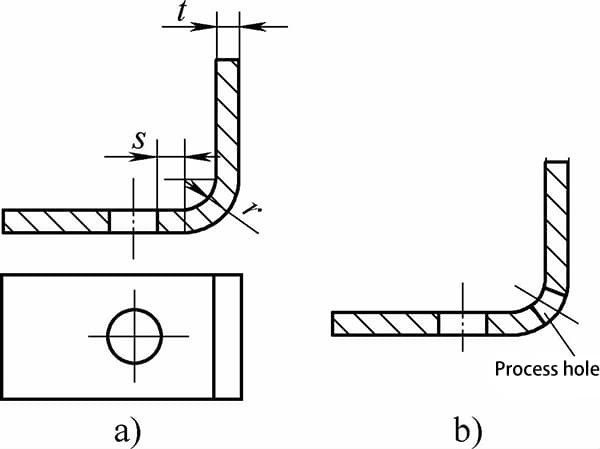
Quando um furo está demasiado próximo da linha de dobragem, pode ocorrer deformação durante o processo de dobragem. Por conseguinte, é essencial posicionar o furo fora da zona de deformação, conforme ilustrado na Figura 3-8. A distância entre a extremidade do furo e o centro do raio de curvatura, designada por "s", deve cumprir os seguintes critérios:
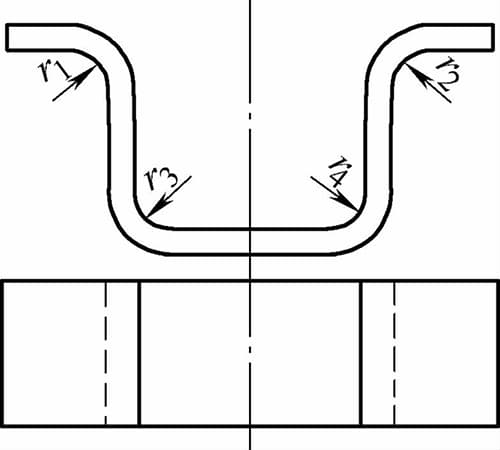
A forma e o tamanho dos componentes dobrados devem ser tão simétricos quanto possível. Como se mostra na Figura 3-9, é preferível que os raios de filete da peça satisfaçam a condição em que r1 = r2 e r3 = r4.