Maquinação de materiais difíceis: Dicas e técnicas de especialistas
Imagine tentar esculpir uma escultura a partir de um diamante. A maquinagem de materiais difíceis, como o titânio e o Inconel, apresenta desafios semelhantes no mundo do fabrico. Este artigo aprofunda os meandros do corte destas substâncias obstinadas, revelando as ferramentas e técnicas que o tornam possível. Saiba como a tecnologia moderna e a perícia artesanal se juntam para dar forma ao aparentemente informável e descubra ideias que podem revolucionar a sua abordagem à maquinagem de materiais difíceis.
Última atualização:
7 de julho de 2024
Partilhe o seu gosto:
Índice
Em comparação com os materiais metálicos em geral, os materiais metálicos difíceis de maquinar apresentam diferenças significativas em termos de composição química, estrutura metalográfica, propriedades físicas e mecânicas e fraca maquinabilidade. Por conseguinte, durante o processo de corte, é necessário aplicar de forma flexível o conhecimento dos princípios de corte de acordo com as características do material processado e selecionar especificamente os materiais das ferramentas de torno e os ângulos geométricos das ferramentas.
Devido aos muitos tipos destes materiais, apenas alguns dos materiais metálicos mais comuns e difíceis de maquinar serão aqui apresentados.
I. Factores que afectam a maquinabilidade
Devido à adição de muitos elementos de liga nos materiais metálicos, as suas propriedades físicas e químicas foram adaptadas para satisfazer os requisitos de utilização, mas este facto trouxe grandes dificuldades ao corte de metais.
Esta secção apresenta brevemente o desempenho de corte, a seleção do material da ferramenta, a seleção do ângulo da ferramenta e a determinação dos parâmetros de corte para vários materiais metálicos e não metálicos comuns e especiais representativos, difíceis de maquinar, em produção.
1. Resistência e dureza
Quanto maior for a resistência ou a dureza do material da peça de trabalho, maior será a força de corte e maior será a temperatura de corte, o que acelerará o desgaste da ferramenta.
Além disso, ao cortar materiais de elevada dureza, o comprimento de contacto entre a aresta de corte e a apara é mais curto e a força de corte e o calor concentram-se perto da aresta de corte, fazendo com que a aresta de corte se descole facilmente ou até mesmo se lasque. Isto é mais evidente para materiais de ferramentas frágeis como o carboneto cimentado. Por conseguinte, a maquinabilidade destes materiais é fraca.
2. Plasticidade
Quanto maior for a plasticidade do material da peça de trabalho, maior será a deformação das aparas, maior será o calor de corte gerado e mais fácil será a aderência das aparas à ferramenta, acelerando assim o seu desgaste.
No entanto, se a plasticidade do material da peça de trabalho for demasiado baixa, o comprimento de contacto entre a aresta de corte e a apara será muito curto, o que também causará um desgaste grave da ferramenta. Por conseguinte, quer a plasticidade do material da peça seja demasiado elevada ou demasiado baixa, a maquinabilidade é fraca.
3. Resistência ao calor
Quanto melhor for a resistência ao calor do material da peça de trabalho, mais este pode manter uma elevada resistência e dureza a altas temperaturas, tornando o corte mais difícil.
4. Capacidade abrasiva das ferramentas
Quanto maior for a capacidade abrasiva do material da peça, maior será o desgaste da ferramenta e pior será a maquinabilidade.
5. Condutividade térmica
Quanto mais baixa for a condutividade térmica do material da peça, menos facilmente o calor de corte se dissipa, mais elevada é a temperatura de corte, mais grave é o desgaste da ferramenta e mais fraca é a maquinabilidade.
II. Torneamento de materiais metálicos especiais
1. Torneamento de aço inoxidável
(1) Características do torneamento do aço inoxidável
O aço inoxidável pode ser classificado em aço inoxidável ao crómio (como o Cr13, 4Cr14, etc.) e aço inoxidável ao crómio-níquel (como o 1Cr18Ni9Ti) de acordo com a sua composição química. As características de torneamento do aço inoxidável são as seguintes
1) O aço inoxidável tem uma elevada resistência e dureza a altas temperaturas. Por exemplo, o aço inoxidável austenítico mantém a sua propriedades mecânicas mesmo a temperaturas até 700°C, dificultando o corte e resultando numa elevada resistência ao corte.
2) A elevada plasticidade e a boa tenacidade resultam numa grande deformação de corte e, consequentemente, em forças de corte e calor elevados.
3) Fraca condutividade térmica, com uma condutividade térmica de 1/4 a 1/2 da do aço de médio carbono, resultando em temperaturas de corte mais elevadas na ferramenta de torneamento, acelerando o desgaste da ferramenta.
4) Forte tendência de aderência. Durante o processo de corte, as aparas aderem facilmente à ferramenta, formando arestas acumuladas, dificultando a obtenção de uma boa qualidade de superfície e causando facilmente desgaste na aresta de corte.
5) A superfície maquinada do aço inoxidável é propensa ao endurecimento por trabalho, agravando o desgaste da ferramenta.
6) A elevada dureza torna as limalhas difíceis de partir e enrolar. Durante o processo de corte, as limalhas podem facilmente entupir-se, afectando a qualidade da superfície e danificando a aresta de corte.
(2) Seleção de parâmetros geométricos para ferramentas de torneamento em aço inoxidável
A parte cortante da ferramenta deve ser feita de materiais com elevada dureza, boa tenacidade e resistência ao calor, e baixa aderência ao aço inoxidável.
Quando se utiliza aço rápido, devem ser seleccionados o aço rápido com cobalto e o aço rápido super-duro com molibdénio, como o W2Mo9Cr4VCo8, etc. Quando se utiliza carboneto cimentado, devem ser seleccionados os tipos YG, tais como YG8, YG6, YG8N e YG6X, etc. Geralmente, os tipos YT não são utilizados, ou são utilizados YW1 e YW2 com adição de carboneto de nióbio.
Os parâmetros geométricos da ferramenta de torneamento são seleccionados da seguinte forma:
1) O ângulo de inclinação é geralmente escolhido como γ₀ = 12° a 30°. Ao maquinar aço inoxidável martensítico (como o 2Cr13), pode ser utilizado um ângulo de inclinação maior; ao maquinar aço inoxidável austenítico + ferrítico, é utilizado um ângulo de inclinação menor; ao maquinar aço inoxidável com dureza inferior, pode ser utilizado um ângulo de inclinação maior.
2) O ângulo de folga é geralmente considerado como α₀ = 6° a 12°, sendo preferível um ângulo de folga maior quando a espessura de corte é pequena.
3) O ângulo de entrada é geralmente escolhido como K₀ = 60° a 75°.
4) O ângulo da aresta de corte final deve ser escolhido o mais pequeno possível, k'₀ = 8° a 15° para o torneamento grosseiro de cilindros externos; pode ser escolhido maior para o torneamento fino de cilindros externos, mas garantindo que o ângulo da ponta da ferramenta não seja inferior a 90°.
5) O ângulo de inclinação é geralmente tomado como um valor negativo, ou seja, λ₀ = -8° a -3°. Para o corte interrompido, é adotado um valor negativo absoluto maior, ou seja, λ₁ = -10° a -5°.
6) O raio da ponta da ferramenta r₀ = 0,5 a 1mm. Para facilitar a evacuação e a ondulação das aparas, é frequentemente utilizada uma ranhura quebra-cavacos em forma de arco.
(3) Exemplos de ferramentas de torneamento em aço inoxidável
Exemplo 1
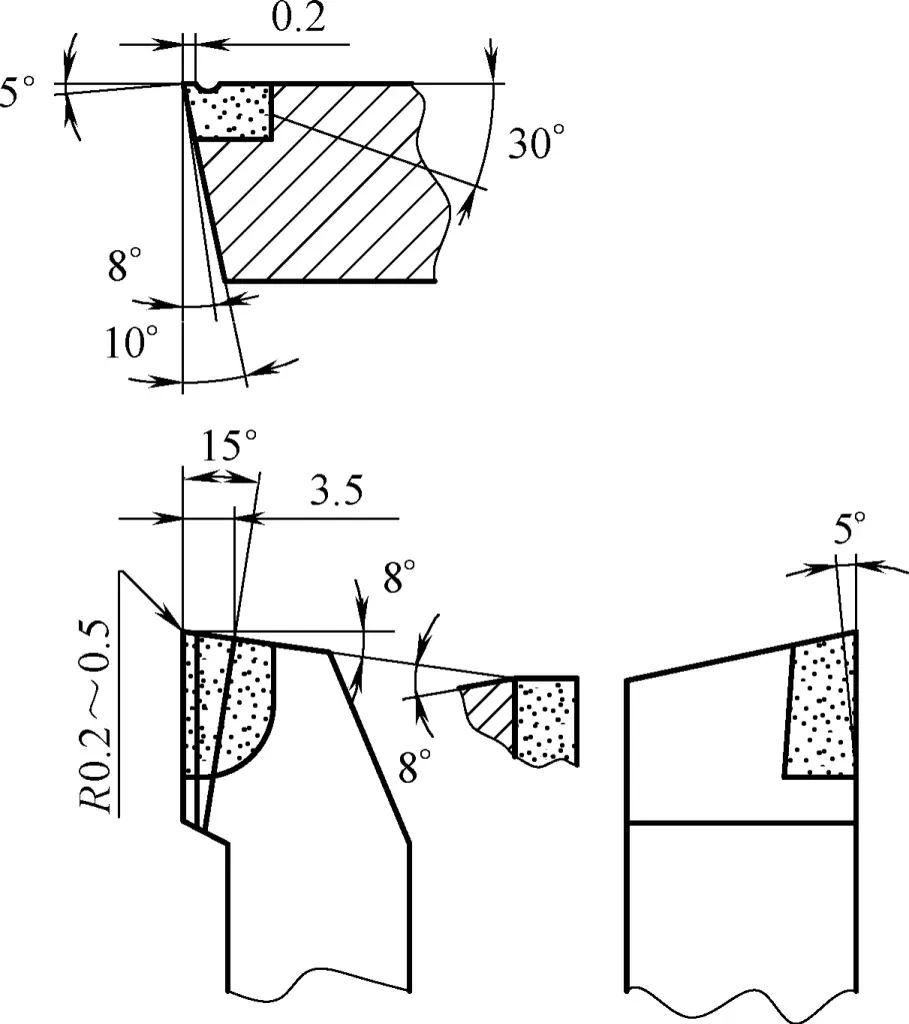
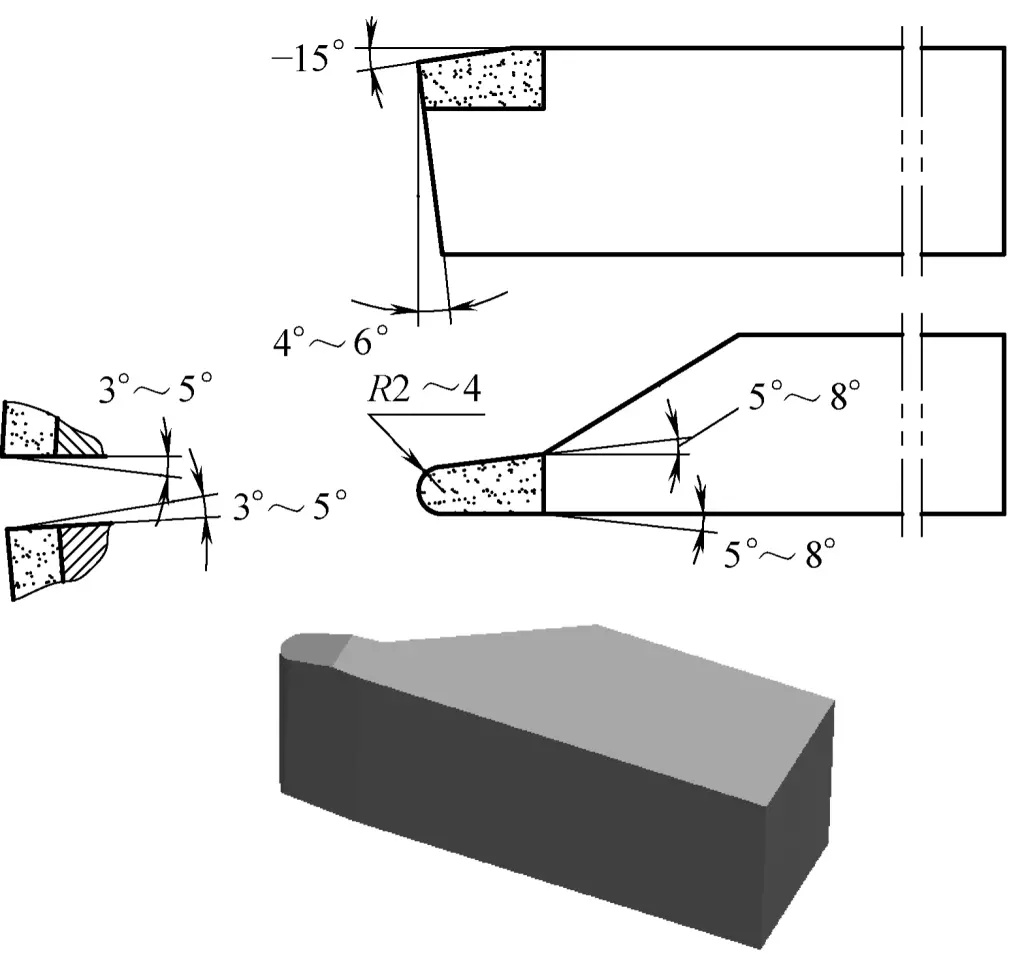
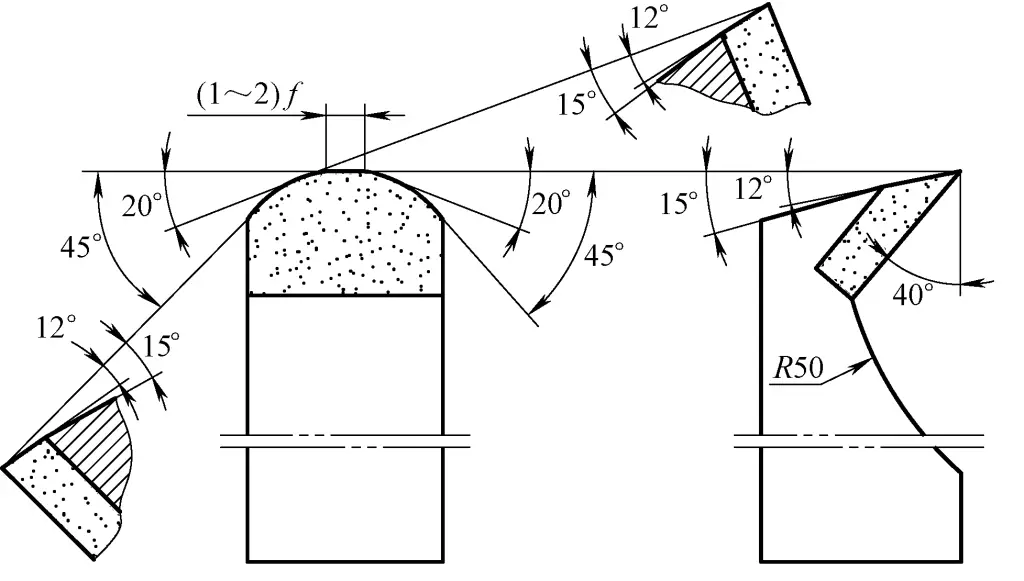
A Figura 1 mostra uma ferramenta de torneamento cilíndrico externo de 90° para aço inoxidável, com as seguintes caraterísticas:
Figura 1 Ferramenta de torneamento cilíndrico exterior de 90° para aço inoxidável
1) Material da pastilha: Carboneto cimentado YG8.
2) Caraterísticas da ferramenta: A principal caraterística da ferramenta é composta por um grande ângulo de inclinação e uma ranhura quebra-cavacos em forma de arco. A ranhura do quebra-cavacos tem um ângulo de inclinação de 15°, formando uma frente mais larga e uma traseira mais estreita, fazendo com que o cavaco vire em direção à superfície a ser maquinada e se parta quando atinge a parte de trás da ferramenta ou a superfície de transição da peça de trabalho.
3) Parâmetros de corte: O corte é suave dentro da faixa de v₀ = 120-150m/min, f = 0,2-0,4mm/r, a₁ = 1-2mm, com bom efeito de quebra de cavacos.
4) Gama de aplicações: Adequado para tornear peças de trabalho do tipo veio de aço inoxidável 1Cr18Ni9Ti com pouca rigidez.
Exemplo 2
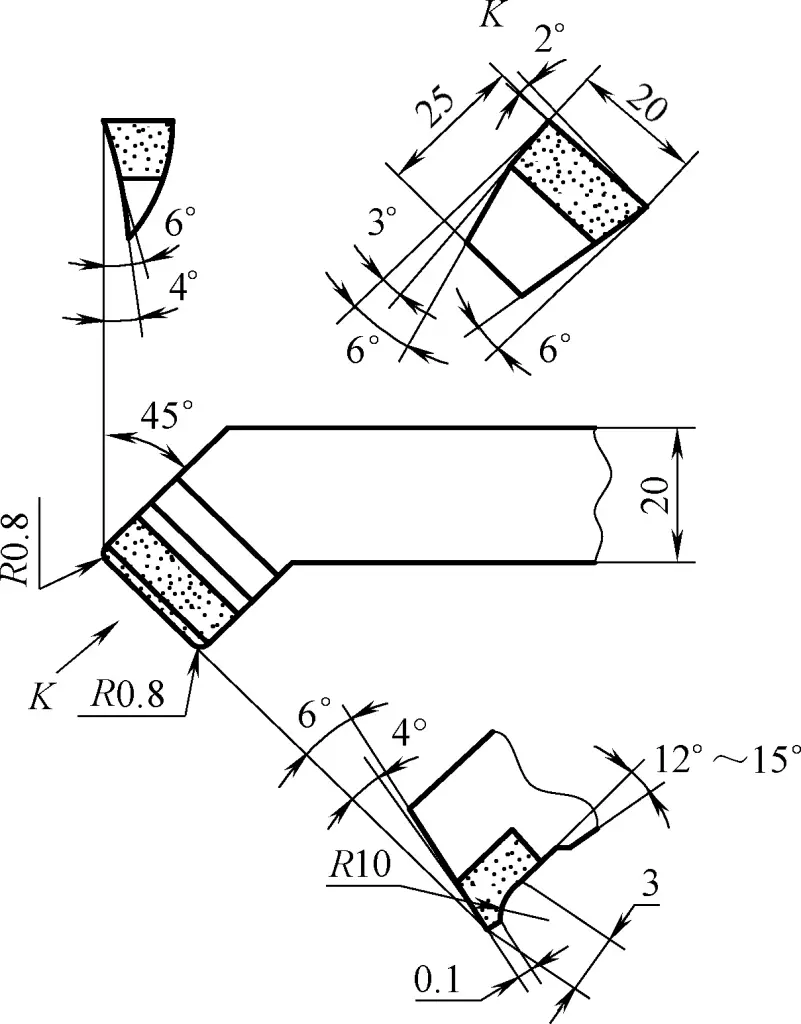
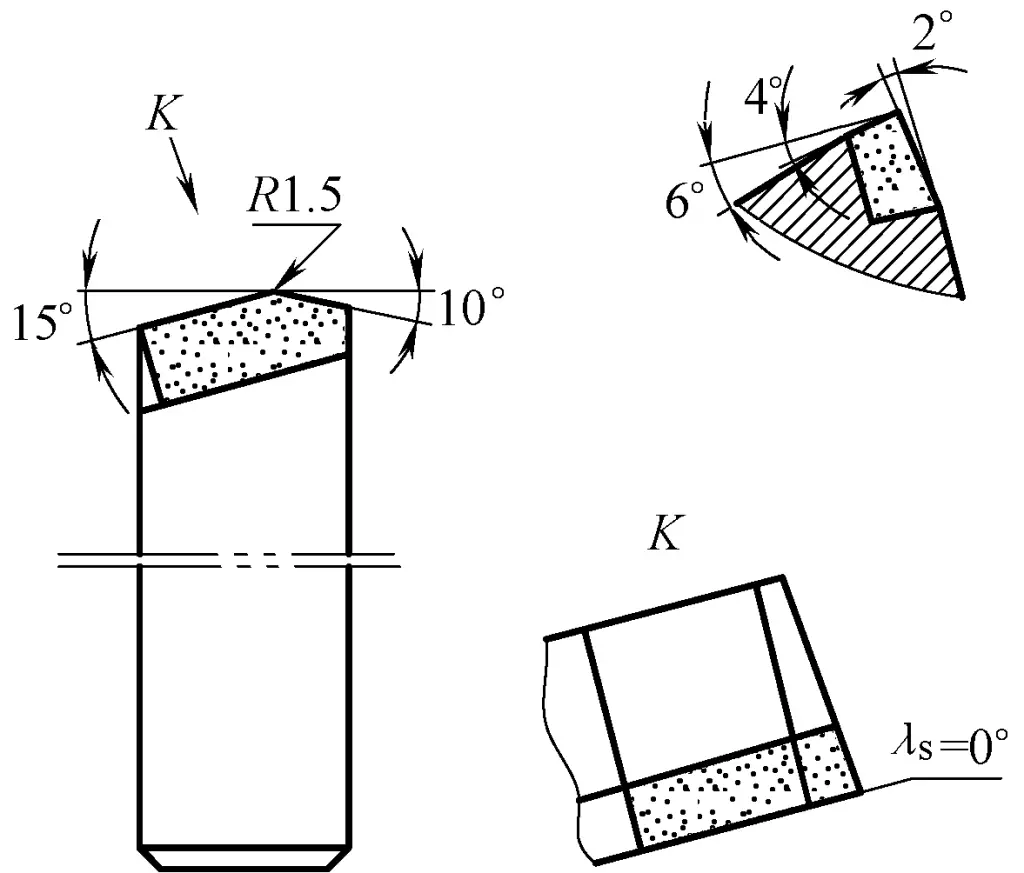
A Figura 2 mostra uma ferramenta de torneamento cilíndrico externo de 45° para aço inoxidável, com as seguintes caraterísticas:
Figura 2 Ferramenta de torneamento cilíndrico exterior a 45° para aço inoxidável
1) Material da pastilha: Carboneto cimentado YW1.
2) Caraterísticas da ferramenta: A ferramenta possui um chanfro negativo extremamente estreito (b₀ = 0,1 mm) e altamente inclinado (γ₁ = -10 °), bem como uma ranhura de quebra de cavacos composta por um ângulo de inclinação γ₂ = 12 ° a 15 ° e um arco R = 10 mm, para aumentar a resistência, obter uma quebra de cavacos suave, superar o fenômeno de "aderência" e obter alta vida útil da ferramenta.
O raio da ponta da ferramenta é relativamente grande, proporcionando uma boa dissipação de calor. A maquinação rugosidade da superfície O valor Ra pode atingir 3,2 a 1,6μm.
3) Parâmetros de corte: vc = 120-180m/min; f = 0,4-1mm/r; ap = 4-7mm.
4) Gama de aplicações: Adequado para o torneamento de semi-acabamento de aço inoxidável do sistema crómio-níquel no torno horizontal CA6140.
Exemplo 3
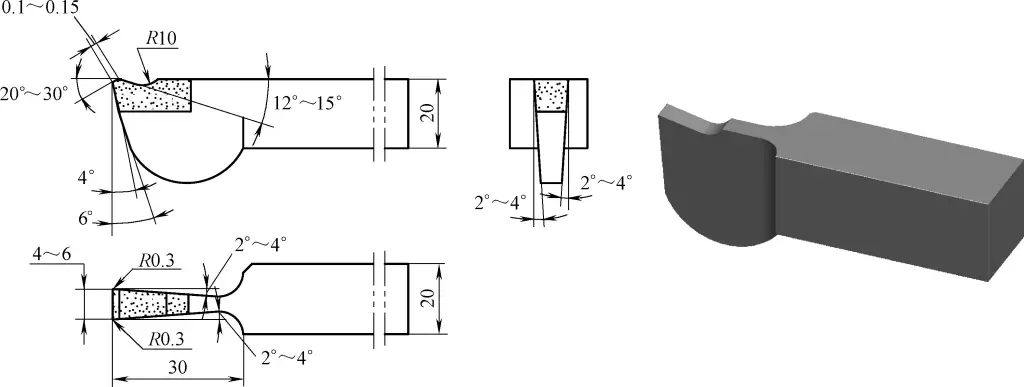
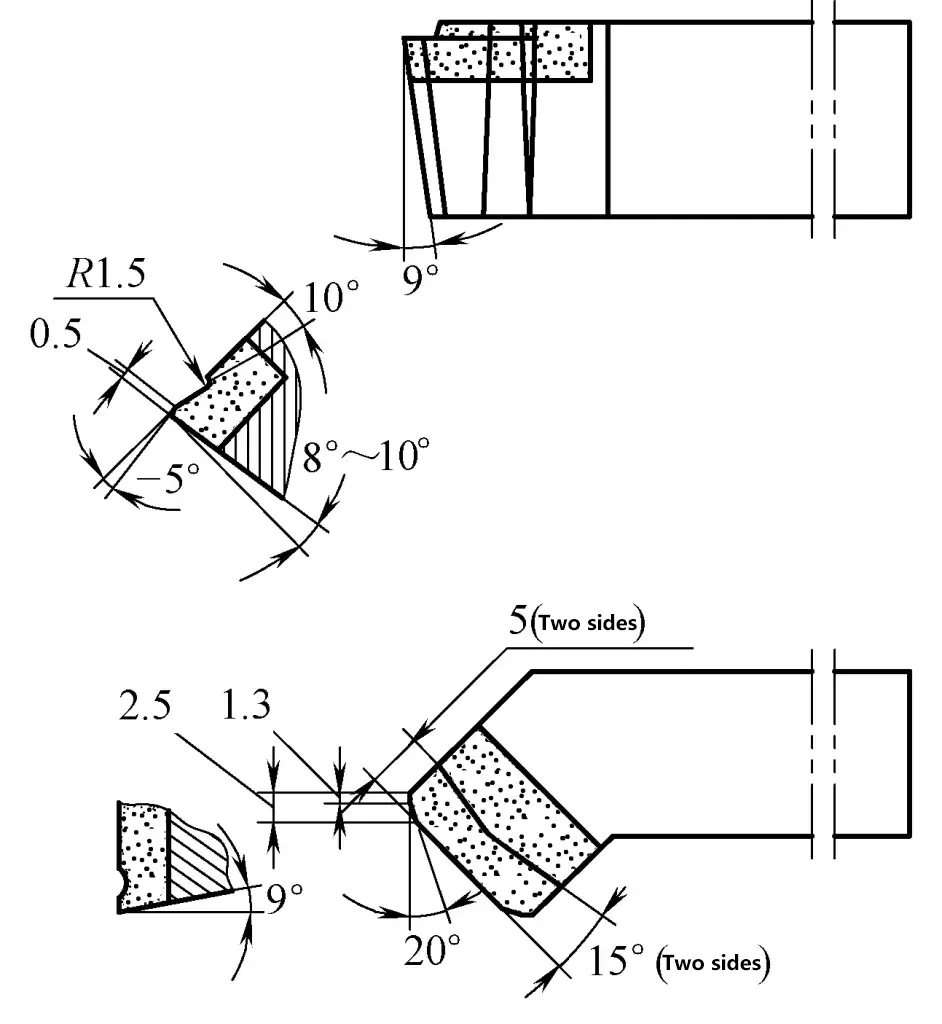
A Figura 3 mostra uma ferramenta de corte em aço inoxidável, com as seguintes características:
Figura 3 Ferramenta de corte em aço inoxidável
1) Material da pastilha: Carboneto cimentado YW1.
2) Caraterísticas da ferramenta: Possui um chanfro extremamente estreito (b₀ = 0,1-0,15mm) e altamente inclinado (γ₁ = -30° a -20°); bem como uma ranhura quebra-cavacos formada por um ângulo de inclinação de 12° a 15° e um arco R = 10mm, reduzindo a força de corte e permitindo maiores taxas de avanço durante as operações de corte.
Também supera o defeito de lascamento da ponta da ferramenta causado pela aderência das aparas de aço inoxidável, permitindo uma evacuação suave das aparas.
3) Parâmetros de corte: vc = 120-200m/min; f = 0,2-0,5mm/r.
4) Gama de aplicações: Para corte de peças de aço inoxidável, como 1Cr18Ni9Ti, em tornos horizontais CA6140 ou CA630.
2. Ferramentas de torneamento para aço temperado e revenido
(1) Características do aço endurecido por torneamento e temperado
Durante o processo de torneamento, deparamo-nos por vezes com aço com uma dureza de 40-60 HRC após a têmpera. As características de torneamento deste tipo de aço temperado temperado são:
1) O aço endurecido temperado tem elevada dureza e grande resistência unitária ao corte. Por exemplo, quando o aço 45 tem uma dureza de 44 HRC, a sua resistência unitária ao corte é 35% superior à do estado normalizado.
2) O aço endurecido temperado tem baixa condutividade térmica. Devido à elevada resistência ao corte, a temperatura de corte é elevada. Por exemplo, a temperatura de corte do aço 45 com uma dureza de 44 HRC é cerca de 45% mais elevada do que no estado normalizado, o que acelera o desgaste da ferramenta e causa facilmente danos.
3) Após a têmpera, a plasticidade do aço endurecido diminui, resultando numa menor deformação plástica durante o corte, tornando menos provável a formação de arestas postiças, o que pode reduzir a rugosidade da superfície maquinada.
(2) Seleção de parâmetros geométricos para ferramentas de torneamento para aço temperado e revenido
A parte de corte da ferramenta de torneamento deve ser feita de materiais de ferramenta de carboneto cimentado com boa resistência ao calor, resistência ao desgaste e alta dureza. Para torneamento em desbaste, escolha YT5, YW2; para torneamento de semi-acabamento e acabamento, escolha YT30, YN10, YH1 e YH2.
Os parâmetros geométricos da ferramenta de torneamento são seleccionados da seguinte forma:
1) O ângulo de inclinação é geralmente escolhido como γ₀ = 0° a -10°. Quanto maior a dureza, maior deve ser o valor absoluto do ângulo de inclinação negativo. Quando γ₁ = 0° é escolhido, um chanfro negativo de 2-3mm de largura precisa ser retificado.
2) O ângulo de folga é escolhido como α₀ = 6° a 10°.
3) O ângulo de entrada é geralmente considerado como K₀ = 30° a 60°. Se a rigidez do sistema tecnológico for boa, pode ser escolhido um ângulo de entrada mais pequeno.
4) O ângulo da aresta de corte final é geralmente considerado como K'₀ = 6° a 15°, com valores maiores para o torneamento de semi-acabamento e valores menores para o torneamento de acabamento.
5) O ângulo de inclinação λs é considerado de -5° a 0°, com um valor negativo maior para o semi-acabamento e λs = 0° para o acabamento. Em condições de impacto, tomar λs = -20° a -10°.
6) O raio do nariz é considerado como rε = 1 a 2 mm.
(3) Exemplo de ferramenta de torneamento para aço endurecido
Exemplo 1
A figura 4 mostra uma ferramenta de torneamento para aço endurecido, com as seguintes características:
Figura 4 Ferramenta de torneamento para aço endurecido
1) Material da pastilha da ferramenta: Carboneto YW1, YW2, ou YT30.
2) Caraterísticas da ferramenta: A ferramenta tem um grande ângulo e raio de ponta, proporcionando assim uma melhor resistência e dissipação de calor para a peça a cortar. A ferramenta utiliza um ângulo de inclinação negativo γ o = -15° a -10°, o que reforça a aresta de corte.
3) Parâmetros de corte: vc = 75-80m/min; f = 0,3-0,4mm/r; ap = 0,8-1,2 mm.
4) Gama de aplicações: Adequado para tornear peças de aço endurecido com dureza de 40-58HRC em tornos horizontais C616, C6140 ou C630.
Exemplo 2
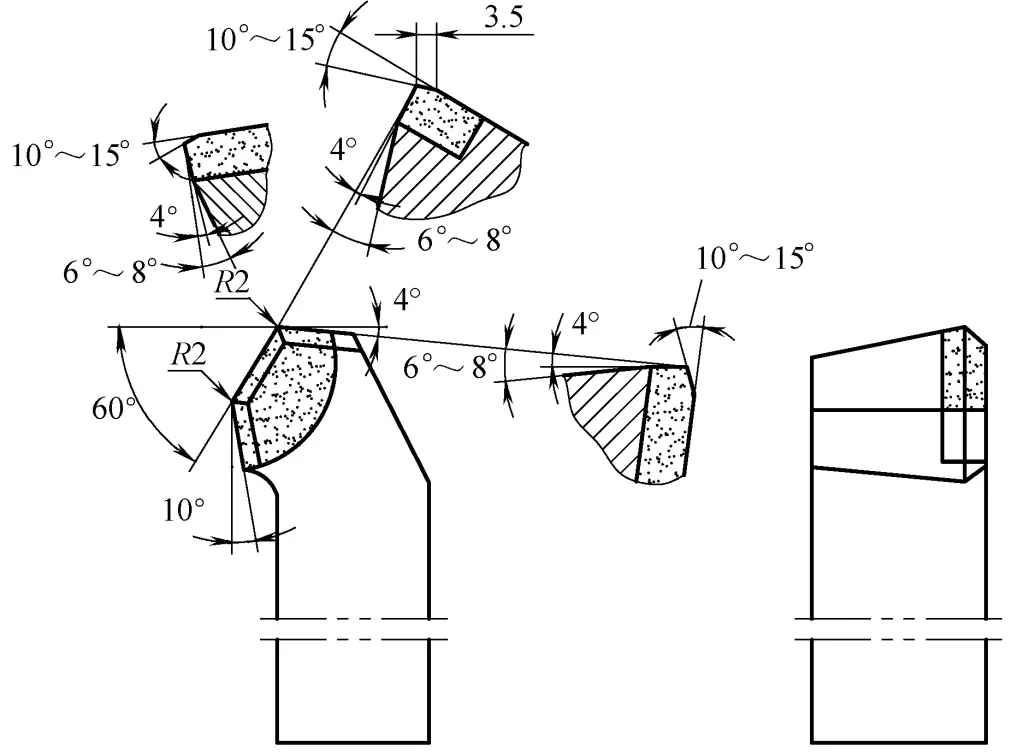
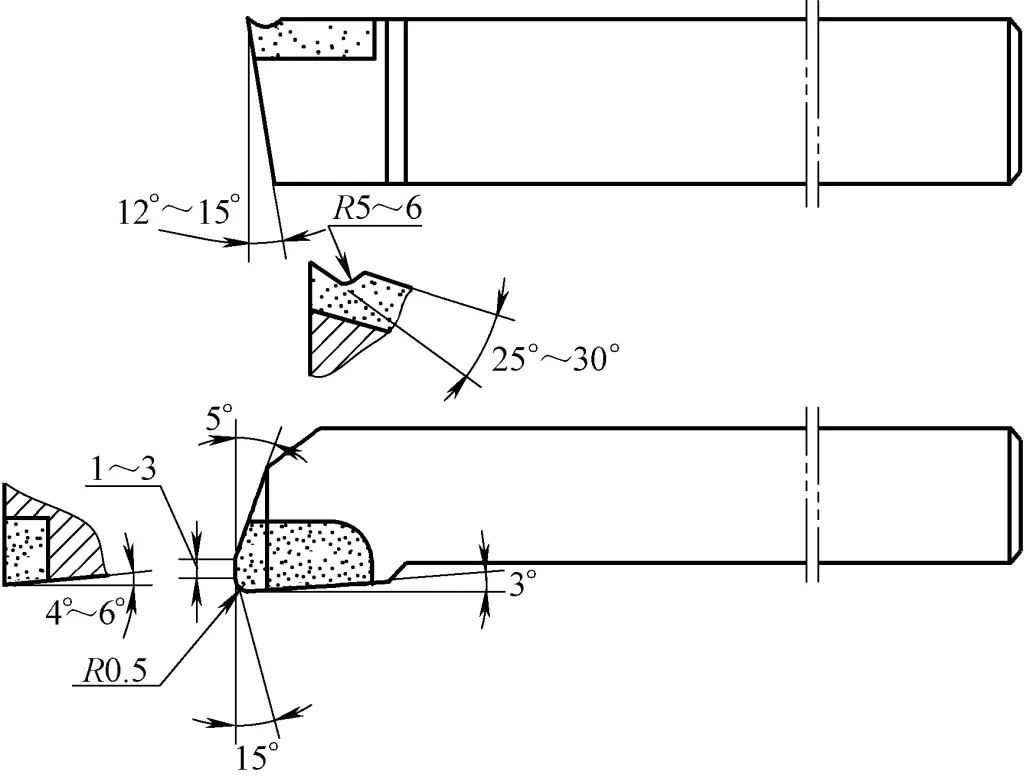
A figura 5 mostra uma ferramenta de acabamento curvo para aço endurecido, com as seguintes características:
Figura 5 Ferramenta de acabamento curvo para aço endurecido
1) Material da pastilha da ferramenta: Carboneto YG3 ou YW1.
2) Caraterísticas da ferramenta: Ângulo de inclinação γo = -15°, reforçando a aresta de corte. A ponta arredondada da ferramenta ajuda a reduzir a altura residual, a diminuir a rugosidade da superfície da peça de trabalho e a aumentar a resistência da ponta.
O tamanho do raio do nariz pode ser retificado de acordo com os requisitos da peça de trabalho. As faces frontal e traseira devem ser retificadas, com um valor de rugosidade superficial Ra de 0,4μm.
3) Parâmetros de corte: vc = 130-160m/min; f = 0,2-0,3mm/r; ap = 0,02-0,3 mm.
4) Gama de aplicações: Para o acabamento de aço de carbono médio endurecido com dureza 45-55HRC, perfis de arco convexo e côncavo de rolos, ranhuras de extremidade, etc.
3. Ferramentas de torneamento para ferro fundido refrigerado
O ferro fundido refrigerado é utilizado para o fabrico de peças de grandes dimensões, tais como laminadores e rodas.
(1) Características de torneamento do ferro fundido refrigerado
O ferro fundido refrigerado é um ferro fundido resistente ao desgaste com elevada dureza e elevada resistência à compressão, com resistência ao desgaste sob alta pressão. Ao retificar ferramentas de torneamento para ferro fundido refrigerado, devem ser compreendidas as seguintes características de torneamento.
1) Elevada dureza superficial, com uma profundidade de camada refrigerada de 8-40mm e elevada resistência térmica. Tem uma plasticidade muito baixa, um curto comprimento de contacto ferramenta-cavaco, uma elevada resistência ao corte e uma elevada temperatura de corte concentrada perto da aresta de corte, tornando a aresta de corte propensa a lascar.
2) As peças de ferro fundido refrigerado têm geralmente grandes dimensões estruturais e uma grande margem total de maquinagem, o que aumenta ainda mais a dificuldade de processamento.
3) A camada superficial do ferro fundido refrigerado é o ferro fundido branco, que é duro e quebradiço. Durante o corte, pode facilmente produzir lascas, causando rejeições.
4) As peças de trabalho em ferro fundido refrigerado são formadas por fundição, com superfície irregular e defeitos como bolhas e inclusões de areia. Durante o torneamento em bruto, há um impacto significativo, que pode facilmente danificar a ferramenta.
(2) Seleção de parâmetros geométricos para ferramentas de torneamento para ferro fundido refrigerado
O material da peça de corte da ferramenta é geralmente selecionado entre os carbonetos das classes YG (como YG6, YG8), YW e YH. Além disso, as cerâmicas compostas de alumina ou nitreto de silício são também muito eficazes para o acabamento e semi-acabamento de ferro fundido refrigerado.
A seleção dos parâmetros geométricos da ferramenta de torneamento é a seguinte
1) Escolher um ângulo de inclinação menor, geralmente com um valor negativo, γo = cerca de -2°. Quanto maior for a dureza, maior deverá ser o valor absoluto do ângulo de inclinação negativo.
2) O ângulo de relevo não deve ser demasiado grande, αo = 4°-8°.
3) Os princípios de seleção para o ângulo de ataque, o ângulo da aresta de corte final, o ângulo de inclinação e o raio da ponta podem referir-se aos das ferramentas de torneamento em aço endurecido.
(3) Ferramenta de torneamento para ferro fundido refrigerado
Exemplo
A Figura 6 mostra uma ferramenta de torneamento para rolos de ferro fundido refrigerado, com as seguintes características:
Figura 6 Ferramenta de torneamento para rolos de ferro fundido refrigerado
1) Material da pastilha da ferramenta: Carboneto YG6.
2) Caraterísticas da ferramenta: Devido à elevada dureza da camada superficial do rolo, um ângulo de inclinação menor γo = -2° é escolhido. O ângulo de ataque é considerado como Kr = 15°, que é relativamente pequeno, com o objetivo de melhorar a condição de dissipação de calor da cabeça da ferramenta, aumentar a vida útil da ferramenta e também tornar a entrada e saída da ferramenta mais estável, reduzindo a possibilidade de lascar a borda do rolo e quebrar a ferramenta.
Um raio de ponta de rε = 1-1,5 mm, e um ângulo de inclinação de λs = 0°, o que confere à ponta da ferramenta uma resistência e uma capacidade de dissipação de calor muito elevadas e melhora a estabilidade do corte.
3) Parâmetros de corte: vc =4~7m/min; f=0,5~0,8mm/r; ap =3~6mm.
4) Gama de aplicações: Adequado para tornear o diâmetro exterior de rolos de ferro fundido refrigerado em tornos de rolos.
4. Ferramentas de torneamento para outros materiais metálicos difíceis de maquinar
Exemplo
(1) Ferramenta de torneamento para ligas de aço resistentes ao calor
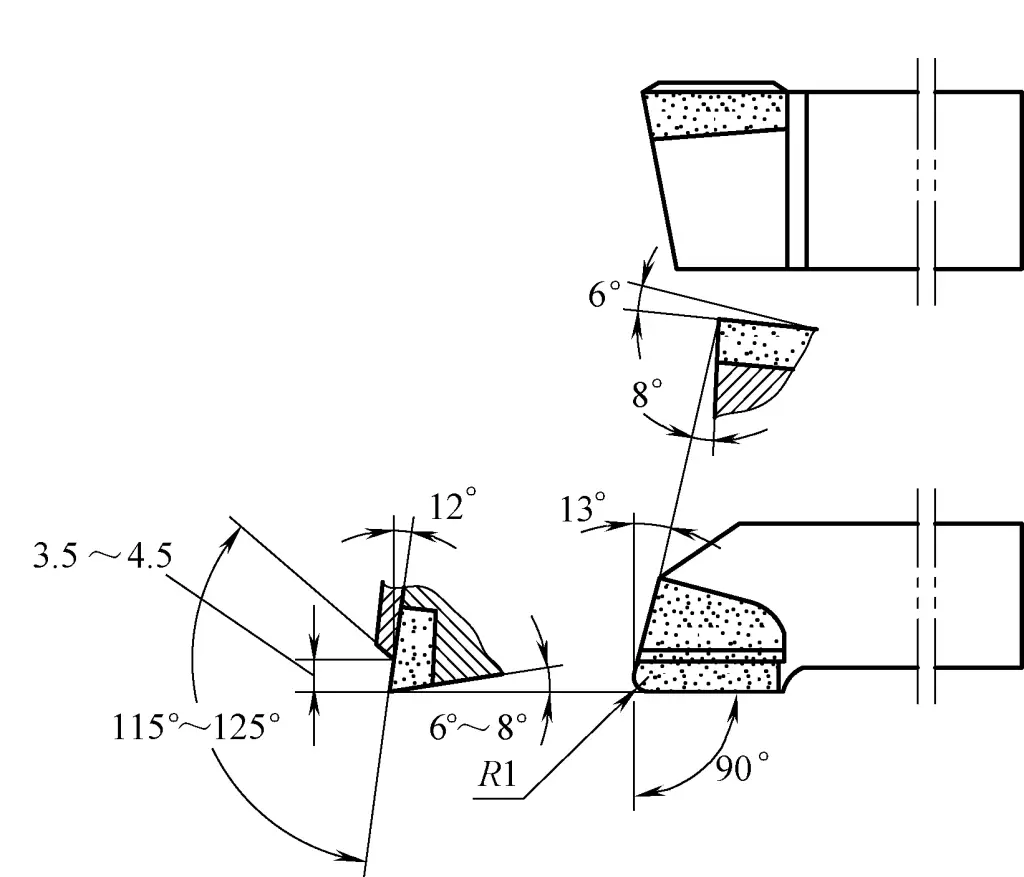
A ferramenta de torneamento para aço de liga resistente ao calor é mostrada na Figura 7, com as seguintes características:
Figura 7 Ferramenta de torneamento em aço-liga resistente ao calor
1) Material da ferramenta: Carboneto YT15, YG8.
2) Características da ferramenta: Possui aresta de transição dupla e aresta de acabamento; rectificada com br1 =0,5 mm, γo1 =-5°. Chanfro negativo e ângulo frontal γo =Ranhura quebra-cavacos com arco de 10°, boa resistência da ponta, boa quebra de cavacos, adequada para grandes avanços e corte pesado do diâmetro exterior e da face da extremidade.
3) Parâmetros de corte: vc =50~100m/min; f=0,5~1mm/r; ap =1,5~3mm.
4) Gama de aplicações: Torneamento do diâmetro exterior e da face final de aço cromo-níquel, aço cromo-níquel-molibdénio e ligas de aço resistentes ao calor.
(2) Ferramenta de torneamento em aço de alta velocidade
A ferramenta de torneamento em aço rápido é mostrada na Figura 8, com as seguintes características:
Figura 8 Ferramenta de torneamento em aço de alta velocidade
1) A pastilha da ferramenta é de carboneto YG8; o quebra-cavacos é de aço rápido W9Cr4V2; a haste da ferramenta é de aço 45 e foi submetida a um tratamento de têmpera e revenido.
2) Caraterísticas da ferramenta: Tem um ângulo de inclinação positivo de γo =12°, e um separador de aparas de aço rápido separado é soldado, ângulo de inclinação λs =-6°, bom efeito de quebra de aparas durante o torneamento.
3) Parâmetros de corte.
Torneamento de aço de alta velocidade: vc =40~60m/min; f=0,3~1 mm/r; ap =1~4mm.
Torneamento de aço resistente ao calor: vc =40~60m/min; f=0,2~0,6mm/r; ap =1~10mm.
4) Gama de aplicações: Torneamento do diâmetro exterior de aço de alta velocidade e de ligas de aço resistentes ao calor.
(3) Seleção dos parâmetros de corte e do fluido de corte
vc =150~500m/min; ap e f são os mesmos que para o aço normal. No entanto, quando a evacuação das aparas não é suave, a taxa de avanço f deve ser reduzida de forma adequada.
A emulsão pode ser utilizada para arrefecimento e lubrificação durante o torneamento em bruto, mas a utilização de emulsão durante o torneamento de acabamento pode causar corrosão na peça de trabalho, pelo que pode ser utilizado querosene ou ar comprimido para arrefecimento.
III. Torneamento de materiais não metálicos
1. Girar a borracha
(1) Características de viragem da borracha
Para além das características comuns dos materiais não metálicos, como a fraca condutividade térmica e a baixa resistência, os materiais de borracha têm também uma elasticidade extremamente elevada. Por conseguinte, durante o torneamento, o material tem elevada elasticidade e flexibilidade, resistência ao desgaste e boa resistência à corrosão química e propriedades de isolamento.
Isto é especialmente verdadeiro para peças de borracha macia. Por conseguinte, os produtos de borracha são amplamente utilizados na indústria. A grande maioria dos produtos de borracha é formada por prensagem a quente em moldes, mas um pequeno número de componentes precisa de ser moldado por corte.
(2) Seleção de materiais de ferramentas e ângulos geométricos
Os materiais de ferramentas normalmente seleccionados incluem: Aço para ferramentas de carbono T8A, T10A, T12A e aço de alta velocidade W18Cr4V. Ao tornear borracha dura com mais impurezas, devido à fraca resistência ao desgaste do aço rápido e de outros materiais de ferramentas, podem também ser utilizados materiais de ferramentas de carboneto, dependendo de circunstâncias específicas.
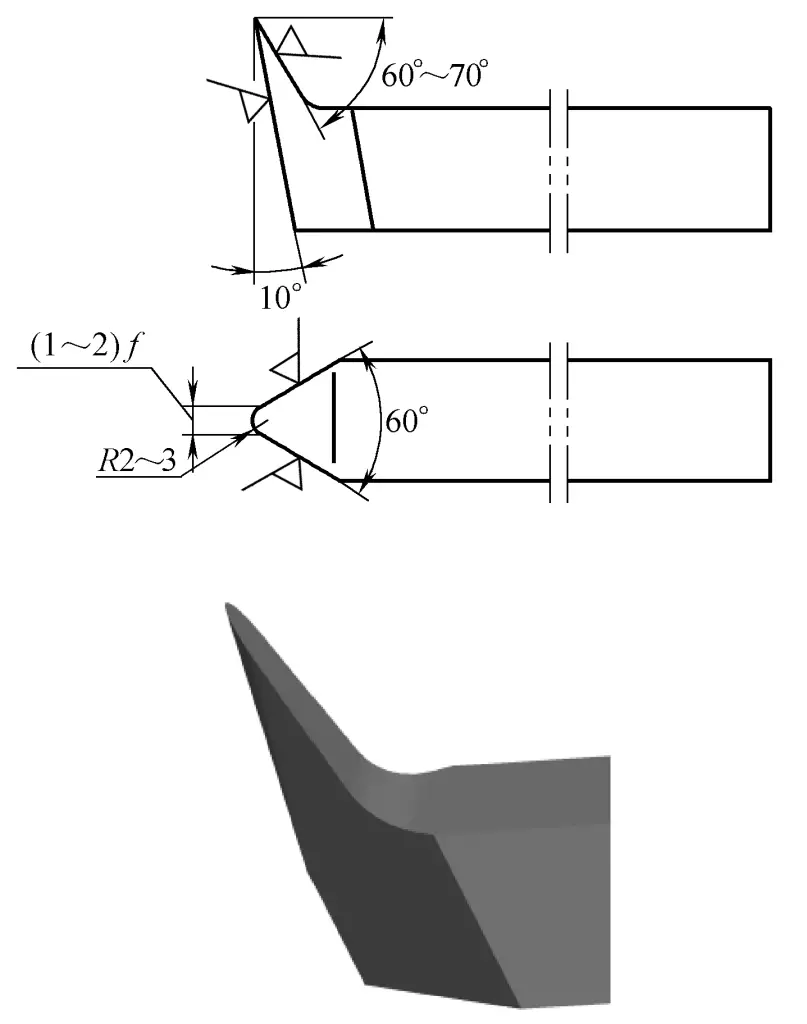
A principal caraterística da ferramenta é assegurar um torneamento suave e tornar a ferramenta de torneamento tão afiada quanto possível, utilizando um grande ângulo de inclinação de γo =65°~75° e um ângulo de relevo relativamente grande. Caso contrário, é difícil obter a precisão necessária e uma boa qualidade de superfície durante o torneamento.
Para reduzir o atrito entre a parte de trás da ferramenta de torneamento e a superfície da peça de trabalho, dispersar as forças de corte e o calor, a ferramenta de torneamento é rectificada com uma aresta de transição circular R2~3mm e uma aresta de acabamento com b'ε =(1~2)f, K' ε =0°.
Para garantir uma evacuação suave das aparas, a frente da ferramenta de torneamento é rectificada numa ranhura para aparas composta por um plano de grande ângulo de inclinação e uma forma de arco. A seleção de ângulos para ferramentas de torneamento de diâmetro exterior de borracha normalmente utilizadas: o ângulo de inclinação é de 60°~75°, o ângulo de alívio é de cerca de 10°, o ângulo de cunha é de 10°~15°, como mostram as Figuras 9 e 10.
Figura 9 Ferramenta de torneamento do diâmetro exterior da borracha
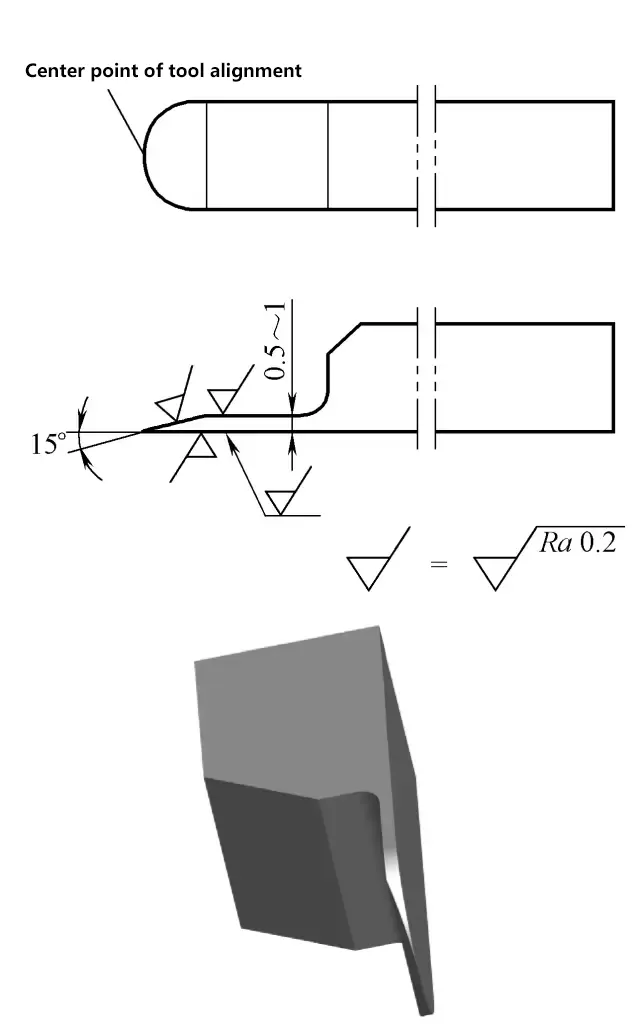
Figura 10 Ferramenta de corte de borracha
(3) Método de fixação da peça de trabalho
Devido à baixa resistência e à boa elasticidade da borracha, é provável que ocorra uma deformação elástica durante o torneamento, pelo que deve ser dada especial atenção ao método de fixação da peça de trabalho. Por exemplo: uma tábua plana de madeira pode ser montada no mandril para fixar folhas de borracha, ou um eixo central de madeira pode ser usado para fixar mangas e peças em forma de anel para aumentar a capacidade da borracha de resistir ao corte.
(4) Seleção dos parâmetros de corte
O desempenho de corte da borracha dura e macia varia muito e deve ser selecionado com base na forma de corte, no ângulo da ferramenta de torneamento e nos diferentes tipos de borracha. Geralmente, uma maior velocidade de corte é escolhido. Os parâmetros de corte são geralmente: vc =100~150m/min, f=0,5~0,75mm/r, ap =2~6mm.
O óleo não deve ser utilizado como fluido de corte durante a rotação para evitar que o óleo corroa a borracha e provoque deformações. Se for especialmente necessário, pode ser utilizado o arrefecimento a água.
(5) Para tornear borracha dura com mais impurezas, também podem ser utilizadas ferramentas de torneamento de carboneto.
No entanto, como este tipo de material tem baixa condutividade térmica e o calor não é facilmente dissipado, devem ser seleccionados carbonetos de tungsténio-cobalto com boa condutividade térmica: YG8, YG6.
Parâmetros geométricos da ferramenta: Para o torneamento em desbaste, o ângulo de inclinação γo =40°~45°, ângulo de relevo αo =8°~12°; para torneamento de acabamento, ângulo de inclinação γo =45°~55°, ângulo de relevo αo =10°~15°, geralmente um ângulo de cunha de corte βo =20°~30° é adequado.
A parte que liga a haste da ferramenta e a face frontal é rectificada num grande arco para permitir uma evacuação suave das aparas. A Figura 11 mostra uma ferramenta de torneamento de diâmetro exterior em metal duro para borracha, utilizada para torneamento do diâmetro exterior de grandes peças de borracha.
Figura 11 Ferramenta de torneamento de diâmetro exterior de metal duro para borracha
2. Torneamento do acrílico
(1) Características de torneamento do acrílico
As características mais proeminentes do torneamento do acrílico são as seguintes: a temperatura de corte elevada provoca deformação e mesmo a fusão local em nódulos; a temperaturas mais baixas e com forças de corte excessivas, pode ocorrer uma fratura frágil; além disso, conseguir um certo grau de brilho da superfície é bastante difícil.
(2) Seleção de materiais de ferramentas e ângulos geométricos Os materiais normalmente utilizados incluem YG6, YG8 e W18Cr4V. As ferramentas de torneamento em acrílico utilizam um ângulo de inclinação de 30°~40°, um ângulo de alívio de 10°~12°, um ângulo de inclinação de 5°~20° e outros ângulos geométricos semelhantes aos das ferramentas de torneamento em geral.
(3) Seleção dos parâmetros de corte
A taxa de alimentação é de 0,08~0,3mm/r; Velocidade de corte: Para o torneamento em bruto, a velocidade de corte é ligeiramente superior à do aço em geral; para o torneamento de acabamento e para o torneamento de peças de paredes finas, a velocidade de corte deve ser ligeiramente inferior à do torneamento de peças de aço para reduzir a deformação causada pelo calor de corte. A profundidade de corte pode ser selecionada com referência a peças de aço em geral.
(4) Método de viragem
O torneamento pode ser dividido em: torneamento de acabamento, deixando espaço para retificação; retificação de semi-acabamento, utilizando lixa de água F400 com água para remover marcas de ferramentas; retificação de acabamento, utilizando lixa de água F600 com água para retificação; polimento, utilizando algodão limpo ou pano macio com óleo de máquina e pasta de polir para polir.
A prática tem demonstrado que a utilização de pasta de dentes para polir também produz resultados muito bons. Lavar e secar ao ar livre após o polimento.
Ao tornear materiais acrílicos, prestar atenção aos seguintes pontos:
1) A aresta de corte deve ser afiada para evitar a deformação da peça de trabalho e a má qualidade da superfície. Utilizar um ângulo de inclinação positivo para evitar que as aparas sejam puxadas para a superfície maquinada.
2) A profundidade de corte e a taxa de avanço não devem ser demasiado grandes para evitar a fratura e a deformação da peça de trabalho.
3) Evitar que a temperatura excessiva provoque deformações e que a força de corte excessiva provoque uma fratura frágil. Para o efeito, pode ser utilizado ar comprimido ou uma pequena quantidade de fluido de corte para arrefecimento durante a maquinagem, a fim de controlar a temperatura de corte.
3. Ferramenta de torneamento de acabamento de diâmetro exterior não metálico
A figura 12 mostra uma ferramenta de torneamento de acabamento de diâmetro exterior não metálico com as seguintes características
Figura 12 Ferramenta de torneamento de acabamento de diâmetro exterior não metálico
1) O material da pastilha da ferramenta é carboneto YG8, YG6.
2) A ferramenta de torneamento possui um ângulo de inclinação maior, retificada com uma ranhura de quebra-cavacos em arco e retificada com um ângulo de inclinação λs =5°, tornando o corte leve e suave, com evacuação suave das aparas, e uma aresta de acabamento de 1~3mm para uma menor rugosidade da superfície.
3) Parâmetros de corte: vc =150~180m/min, f=0,3~0,5mm/r, ap =0,1~0,5mm.
4) A ferramenta de torneamento é adequada para torneamento de baquelite reforçada com tecido, madeira dura, acrílico, fibra de vidro e outros materiais não metálicos.
Como é que as máquinas conseguem esses furos perfeitos? Desde pequenas engenhocas a enormes ferramentas de fábrica, os furos precisos são fundamentais. Este artigo...
Este artigo analisa os principais factores que influenciam a qualidade da superfície na maquinagem, incluindo a seleção de ferramentas, parâmetros de corte e...
A maquinagem a seco, um processo que elimina a necessidade de líquido de refrigeração, está a revolucionar a indústria. Este artigo explica os benefícios, desafios,...
O corte de metal é um processo fascinante que transforma matérias-primas em peças complexas. Este artigo explora os princípios subjacentes ao corte de metal...
Entre no centro de maquinação - uma maravilha da engenharia que está a revolucionar o fabrico. Estas máquinas de alta tecnologia combinam várias ferramentas e processos...
E se melhorar a vida útil e o desempenho das peças maquinadas fosse tão simples como refinar as suas superfícies? Melhorar a qualidade da superfície...
Este artigo explora os fundamentos da maquinagem de engrenagens cilíndricas, descrevendo em pormenor os métodos de formação e geração utilizados para obter...
Os nossos engenheiros de vendas estão prontamente disponíveis para responder a todas as suas perguntas e fornecer-lhe um orçamento rápido e adaptado às suas necessidades.