
Calculadora do Fator K: Guia para dobragem de precisão no fabrico de chapas metálicas
Como é que se pode garantir a precisão na dobragem de chapas metálicas? O fator K é um elemento crucial neste processo, determinando a...
Está a lutar para conseguir a soldadura TIG perfeita? A escolha dos parâmetros certos pode fazer toda a diferença entre uma soldadura forte e limpa e uma fraca e suja. Este artigo aborda os parâmetros essenciais da soldadura TIG, incluindo a corrente de soldadura, a tensão do arco voltaico, o diâmetro do elétrodo e o caudal de gás. Ao compreender estes factores, poderá otimizar o seu processo de soldadura, garantindo resultados consistentes e de alta qualidade. Mergulhe para aprender as dicas e truques que podem elevar as suas capacidades de soldadura a um nível profissional.

Os principais parâmetros da soldadura TIG incluem a corrente de soldadura, a tensão do arco, a velocidade de soldadura, o diâmetro do elétrodo de tungsténio e a forma da ponta, o diâmetro do bocal e o fluxo de gás, a distância do bocal à superfície da peça de trabalho e o ângulo da tocha de soldadura.
Existem dois tipos de correntes de soldadura: corrente contínua e corrente alternada. A corrente contínua tem dois métodos diferentes de ligação: direta e inversa. A escolha do tipo de corrente e da polaridade depende principalmente do tipo de material a soldar e dos requisitos da soldadura.
Para reduzir ou eliminar as flutuações de corrente causadas por alterações no comprimento do arco, Soldadura TIG requer a utilização de uma fonte de energia com características externas de queda acentuada ou de corrente constante. As características e o âmbito aplicável de diferentes tipos de correntes e ligações de polaridade na soldadura TIG são apresentados na Tabela 5-80.
Tabela 5-80 Características e âmbito aplicável de diferentes tipos de correntes e ligações de polaridade na soldadura TIG
| Tipos de corrente | Corrente contínua, elétrodo positivo | Corrente contínua, elétrodo negativo | Corrente alternada |
| Método de ligação | 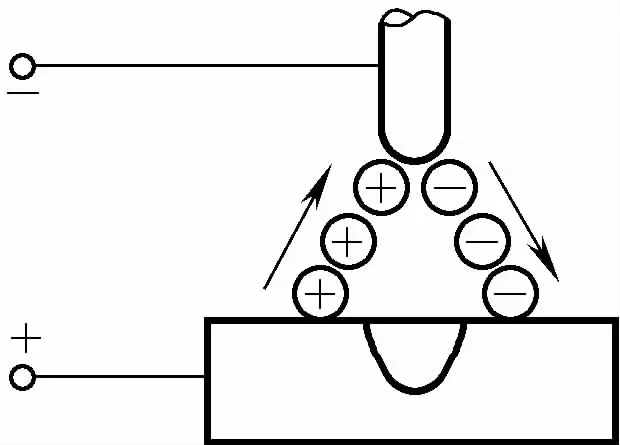 | 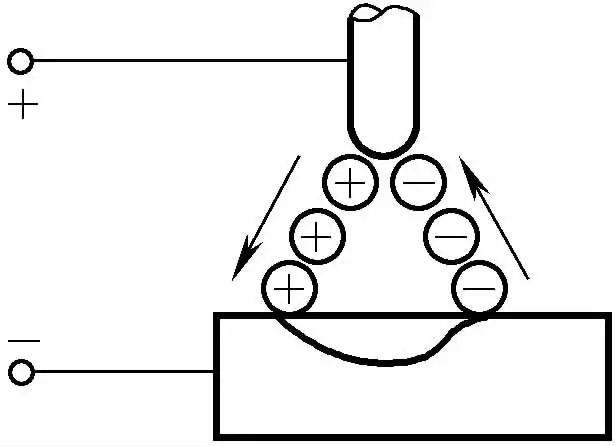 | 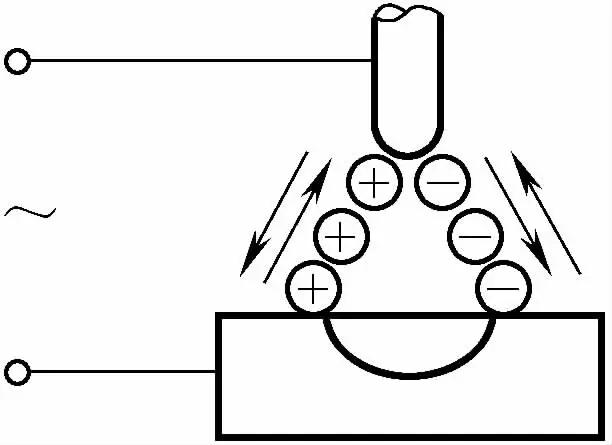 |
| Rácio aproximado de distribuição de calor | Peça de trabalho 70%, elétrodo 30% | Peça de trabalho 30%, elétrodo 70% | Peça de trabalho 50%, Elétrodo 50% |
| Características da Penetração | Profundo e estreito | Raso e largo | Médio |
| Ação de limpeza atópica | Nenhum | Presente | Presente (quando a peça de trabalho é negativa) |
| ф3.2W Corrente máxima permitida do elétrodo | 400A | 420A | 250A |
| Materiais aplicáveis | Latão, ligas de cobre, ferro fundido, aço inoxidável, dissimilares metais, titânio, prata | Geralmente não utilizado | Alumínio, magnésio, bronze de alumínio, bronze de berílio, alumínio fundido |
A corrente de soldadura é normalmente selecionada com base no material, na espessura e na posição da soldadura. O diâmetro do elétrodo de tungsténio deve ser escolhido com base na corrente de soldadura. A gama de corrente de soldadura permitida para diferentes diâmetros de eléctrodos de tungsténio é apresentada na Tabela 5-81.
Tabela 5-81 Gama de corrente de soldadura permitida para diferentes diâmetros de eléctrodos de tungsténio (unidade: A)
| Diâmetro do elétrodo/mm | Corrente alternada | Corrente contínua, polaridade reta | Corrente contínua, polaridade inversa | |||
| Tungsténio puro | Tungsténio tioriado, tungsténio ceriato | Tungsténio | Tungsténio tioriado, tungsténio ceriato | Tungsténio | Tungsténio tioriado, tungsténio ceriato | |
| 0.5 | 2~15 | 2~15 | 2~20 | 2~20 | - | - |
| 1 | 15~55 | 15~70 | 10~75 | 10~75 | - | - |
| 1.6 | 45~90 | 60~125 | 40 ~130 | 60~150 | 10~20 | 10 ~20 |
| 2 | 65~125 | 85~160 | 75~180 | 100~200 | 15~25 | 15~25 |
| 2.5 | 80~140 | 120~210 | 130~230 | 170~250 | 17~30 | 17~30 |
| 3.2 | 140 ~190 | 150~250 | 160 ~310 | 225~330 | 20~35 | 20~35 |
| 4 | 180~260 | 240~350 | 275~450 | 350~480 | 35~50 | 35~50 |
| 5 | 240~350 | 330~460 | 400~625 | 500 ~ 675 | 50~70 | 50 ~70 |
| 6.3 | 300~450 | 430~575 | 550~675 | 650~950 | 60~100 | 65~100 |
A tensão do arco é o principal parâmetro que determina a largura do cordão de soldadura. Na soldadura TIG são utilizadas tensões de arco mais baixas para obter uma boa proteção da poça de fusão. Ao soldar com proteção de hélio, devido à maior ionização do hélio, o mesmo comprimento de arco tem uma tensão de arco mais elevada em comparação com um arco de árgon.
A tensão do arco está relacionada com o ângulo da ponta do elétrodo de tungsténio. Quanto mais afiada for a ponta do elétrodo de tungsténio, maior será a tensão do arco, com uma gama comum de 10~20V.
A escolha do diâmetro do elétrodo de tungsténio depende do tipo, da polaridade e do tamanho da corrente de soldadura a utilizar. Ao mesmo tempo, a nitidez da ponta do elétrodo de tungsténio afecta a profundidade e a largura da soldadura. Ver Tabela 5-82 para formas de pontas de eléctrodos de tungsténio e gamas de corrente.
Tabela 5-82 Formas das pontas dos eléctrodos de tungsténio e gamas de corrente
| Diâmetro do elétrodo de tungsténio /mm | Diâmetro da ponta /mm | Ângulo da ponta / (°) | Elétrodo de corrente contínua Positivo | |
| Corrente DC constante /A | Corrente de impulso /A | |||
| 1 | 0.125 | 12 | 2~15 | 2~25 |
| 1 | 0.25 | 20 | 5~30 | 5~60 |
| 1.6 | 0.5 | 25 | 8~50 | 8~100 |
| 1.6 | 0.8 | 30 | 10~70 | 10~140 |
| 2.4 | 0.8 | 35 | 12~90 | 12~180 |
| 2.4 | 1.1 | 45 | 15 ~150 | 15~250 |
| 3.2 | 1.1 | 60 | 20~200 | 20~300 |
| 3.2 | 1.5 | 90 | 25~250 | 25~350 |
A velocidade de soldadura da soldadura TIG depende da espessura da peça de trabalho e da corrente de soldadura. Uma vez que o elétrodo de tungsténio pode suportar correntes mais baixas, a velocidade de soldadura é geralmente inferior a 20m/h. A velocidade máxima de soldadura da soldadura TIG mecanizada pode exceder 35m/h, mas neste momento, o efeito da velocidade de soldadura na forma laminar do gás de proteção deve ser considerado.
O fluxo mínimo de gás necessário para proteger eficazmente a área de soldadura está relacionado com a forma e o tamanho do bocal da tocha de soldadura. O diâmetro do bocal depende da espessura da peça de trabalho e do tipo de junta e, à medida que o diâmetro do bocal aumenta, o fluxo de gás tem de ser correspondentemente aumentado.
O diâmetro do bocal pode ser selecionado de acordo com a seguinte fórmula:
D=(2,5 ~3,5)d w
Na fórmula:
Uma vez determinado o diâmetro do bocal, o caudal de árgon pode ser calculado do seguinte modo
Q=(0,8 ~1,2)D
Onde:
Quando D é pequeno, adotar o limite inferior para Q; quando D é grande, adotar o limite superior para Q.
Geralmente, quando a abertura do bocal é de 8~12mm, o caudal de gás de proteção é de 5~15L/min; quando o diâmetro do bocal aumenta para 14~22mm, o caudal de gás é de 10~20L/min. Ao soldar chapas grossas de alumínio e ligas de alumínio, o caudal de gás deve atingir 25~35L/min.
Além disso, a taxa de fluxo de gás também depende do ambiente de soldadura. Ao soldar numa área com movimento de ar, a taxa de fluxo de gás deve ser aumentada de acordo com a velocidade do ar, e a taxa de fluxo também pode ser selecionada através de soldadura experimental. Quando o caudal é adequado, a cor da superfície de soldadura pode ser utilizada para identificar.
A relação entre a cor e o efeito protetor das soldaduras de aço inoxidável é mostrada na Tabela 5-83.
Tabela 5-83 Relação entre a cor e o efeito protetor das soldaduras de aço inoxidável
| Cores dos cordões de soldadura | Branco-prateado, amarelo-dourado | Azul | Vermelho-cinza | Cinzento | Preto |
| Eficácia da proteção | Excelente | Bom | Justo | Pobres | Pior |
A relação entre a cor e o efeito protetor das soldaduras de titânio e de ligas de titânio é apresentada na Tabela 5-84.
Tabela 5-84 Relação entre a cor das soldaduras de titânio e de ligas de titânio e o efeito de proteção
| Cores dos cordões de soldadura | Branco-prateado | Ouro | Roxo-azul | Azul-cinzento | Amarelo-branco |
| Eficácia da proteção | Excelente | Bom | Justo | Pobres | Pior |
Ver Tabela 5-85 para o caudal de árgon, abertura do bocal e distância à peça de trabalho.
Quadro 5-85 Caudal de árgon, abertura do bocal e distância à peça de trabalho
| Métodos de soldadura | Caudal de árgon adequado (L/min) | Diâmetro do bocal (mm) | Distância entre o bocal e a peça de trabalho (mm) |
| Soldadura com gás inerte de tungsténio (TIG) | 3~25 | 5 ~20 | 5 ~12 |
| Soldadura com gás inerte metálico (MIG) | 10~50 | ≤30 | 8~15 |
Ver a Tabela 5-86 para a relação entre a corrente de soldadura, o diâmetro do bocal e o caudal de gás.
Tabela 5-86 Relação entre a corrente de soldadura, o diâmetro do bocal e o caudal de gás
| Corrente de soldadura /A | Soldadura DC | Soldadura AC | ||
| Diâmetro do bocal /mm | Caudal de gás / (L/min) | Diâmetro do bocal /mm | Caudal de gás / (L/min) | |
| 10 ~100 | 4~9.5 | 4 ~5 | 8~9.5 | 6~8 |
| 101 ~150 | 4 ~9.5 | 4~7 | 9.5~11 | 7 ~10 |
| 151~200 | 6~13 | 6~8 | 11 ~13 | 7 ~10 |
| 201~300 | 8~13 | 8~9 | 13 ~ 16 | 8 ~15 |
| 301~500 | 13 ~16 | 9~12 | 16 ~19 | 8~15 |
Nota: A corrente de soldadura máxima permitida para os bicos de metal é de 500A e para os bicos de cerâmica é de 300A.
Os parâmetros de soldadura TIG automática incluem os parâmetros de soldadura por arco de árgon com elétrodo de tungsténio manual e a velocidade de alimentação do fio. A velocidade de alimentação do fio deve corresponder à velocidade de soldadura e à corrente de soldadura. O impacto dos parâmetros de soldadura TIG na formação da soldadura e na qualidade da soldadura raramente é independente na produção real, tal como nos processos de soldadura TIG manual, apenas a corrente de soldadura e o caudal de árgon são especificados.
Durante a soldadura TIG automática, os parâmetros de soldadura que têm de ser controlados incluem a corrente de soldadura, a tensão do arco, a velocidade de soldadura, a taxa de fluxo de árgon, o diâmetro do fio e a velocidade de alimentação do fio. Além disso, ao soldar metais particularmente reactivos, como o titânio, é necessária uma maior proteção da zona de alta temperatura e devem ser tomadas medidas de proteção rigorosas.
Tabela 5-87 Parâmetros de soldadura TIG manual para alumínio e ligas de alumínio, aço inoxidável
| Material | Espessura da placa/mm | Tipo de ranhura | Número de camadas de soldadura (frente/trás) | Elétrodo de tungsténio Diâmetro/mm | Diâmetro do fio de soldadura/mm | Temperatura de pré-aquecimento/°C | Corrente de soldadura/A | Caudal de árgon/(L/min) | Abertura do bico/mm |
| Alumínio e ligas de alumínio | 1 | Borda biselada | Frente 1 | 2 | 1.6 | - | 45 ~ 60 | 7~9 | 8 |
| 1.5 | Ranhura biselada ou em I | Frente 1 | 2 | 1.6~2.0 | - | 50~80 | 7~9 | 8 | |
| 2 | Ranhura em I | Frente 1 | 2 ~3 | 2~2.5 | - | 90 ~120 | 8 ~12 | 8~12 | |
| 3 | Ranhura em Y | Frente 1 | 3 | 2~3 | - | 150 ~180 | 8~12 | 8~12 | |
| 4 | 1~2/1 | 4 | 3 | - | 180 ~200 | 10~15 | 8~12 | ||
| 5 | 1~2/1 | 4 | 3~4 | - | 180~240 | 10~15 | 10 ~12 | ||
| 6 | 1~2/1 | 5 | 4 | - | 240~280 | 16~20 | 14 ~16 | ||
| 8 | 2 /1 | 5 | 4~5 | 100 | 260~320 | 16~20 | 14 ~16 | ||
| 10 | 3~4/1~2 | 5 | 4~5 | 100 ~150 | 280~340 | 16~20 | 14 ~16 | ||
| 12 | 3~4/1~2 | 5 ~6 | 4~5 | 150~200 | 300~360 | 18~22 | 16~20 | ||
| 14 | 3 ~4/1~2 | 5 ~6 | 5~6 | 180~200 | 340~380 | 20~24 | 16 ~20 | ||
| 16 | 4~5/1~2 | 6 | 5~6 | 200 ~220 | 340~380 | 20~24 | 16~20 | ||
| 18 | 4~5/1~2 | 6 | 5~6 | 200~240 | 360~400 | 25~30 | 16~20 | ||
| 20 | 4~5/1~2 | 6 | 5~6 | 200~260 | 360~400 | 25~30 | 20~22 | ||
| 16 ~20 | Ranhura em X | 2~3/2~3 | 6 | 5~6 | 200~260 | 300~380 | 25~30 | 16~20 | |
| 22~25 | 3 ~4/3 ~4 | 6 ~7 | 5~6 | 200~260 | 360~400 | 30~35 | 20~22 | ||
| Aço inoxidável | 1 | Junta de topo | 1 | 2 | 1.6 | - | 7~28 | 3~4 | 12~47① |
| 1.2 | Junta de topo | 1 | 2 | 1.6 | - | 15 | 3~4 | 25① | |
| 1.5 | Junta de topo | 1 | 2 | 1.6 | - | 5 ~19 | 3~4 | 8~32① |
① Velocidade de soldadura, em cm/min.
Tabela 5-88 Parâmetros de soldadura TIG manual para aço-carbono, aço de baixa liga
| Espessura da soldadura/mm | Corrente de soldadura/A | Diâmetro do fio/mm | Velocidade de soldadura/(mm/min) | Caudal de gás/(L/min) |
| 0.9 | 100 | ф1.6 | 300~370 | 4~5 |
| 1.2 | 100~125 | ф1.6 | 300~450 | 4~5 |
| 1.5 | 100 ~140 | ф1.6 | 300~450 | 4~5 |
| 2.5 | 140~180 | ф2 | 300 ~450 | 5~6 |
| 3.2 | 150 ~200 | ф3 | 250~300 | 5~6 |
Tabela 5-89 Parâmetros de soldadura TIG manual para cobre e ligas de cobre
| Material | Espessura da soldadura/mm | Tipo de ranhura | Elétrodo de tungsténio | Diâmetro do elétrodo/mm | Diâmetro do fio de enchimento/mm | Corrente de soldadura/A | Diâmetro do bocal/mm | Caudal de gás/(L/min) | Temperatura de pré-aquecimento/°C |
|---|---|---|---|---|---|---|---|---|---|
| Cobre | <1.5 | Single-V | Thoriated | 2.4 | 2 | 140-180 | 8 | 6-8 | - |
| 2-3 | Single-V | Thoriated | 3.2 | 3 | 160-280 | 8-10 | 6-10 | - | |
| 4-5 | Ranhura em V | Thoriated | 4 | 3-4 | 250-350 | 10-12 | 8-12 | 100-150 | |
| 6-10 | Ranhura em V | Thoriated | 5 | 4-5 | 300-400 | 10-12 | 10-14 | 300-500 | |
| Latão | 1.2 | Junta de topo | Thoriated | 3.2 | - | 160-180 | 8 | 7 | - |
| Latão estanho | 2 | Single-V | Thoriated | 3.2 | 3 | 180-200 | 8 | 7 | - |
| Estanho Fósforo | <1.6 | Single-V | Thoriated | 3.2 | 1.6 | 90-150 | 10-12 | 8-12 | - |
| Bronze | 1.6-3.2 | Single-V | Thoriated | 3.2 | 2-3 | 100-220 | 10-12 | 8-12 | - |
| Bronze-alumínio | <1.6 | Single-V | Ceriated | 1.6 | 1.6 | 25-80 | 10-12 | 9-10 | - |
| 3.2 | Single-V | Ceriated | 3.2 | 2-3 | 160-210 | 10-12 | 10-12 | - | |
| 9.5 | Ranhura em V | Ceriated | 4 | 4 | 210-330 | 10-12 | 12-13 | - | |
| Bronze silício | 1.6 | Single-V | Ceriated | 1.6 | 1.6 | 100-120 | 8 | 7 | - |
| 3.2 | Single-V | Thoriated | 2.4 | 2 | 130-150 | 8 | 7 | - | |
| 6.4 | Ranhura em V | Thoriated | 3.2 | 3 | 200-250 | 10 | 9 | - | |
| 9.5 | Ranhura em V | Thoriated | 3.2 | 3 | 230-280 | 10 | 9 | - | |
| Bronze-níquel | <3.2 | Single-V | Thoriated | 3.2 | 2-3 | 250-300 | 12-14 | 12-14 | - |
| 3.2-9.5 | Ranhura em V | Thoriated | 4 | 3 | 280-320 | 12-14 | 12-14 | - |
Tabela 5-90 Parâmetros de soldadura TIG manual de titânio e liga de titânio (ligação positiva DC, junta de topo)
| Espessura da placa/mm | Tipo de bisel | Número de camadas de soldadura | Elétrodo de tungsténio Diâmetro/mm | Diâmetro do fio/mm | Corrente de soldadura/A | Caudal de árgon/(L/min) | Diâmetro do bocal/mm | Notas | ||
| Bocal principal | Escudo de arrastamento | Verso | ||||||||
| 0.5 | Bisel em V simples | 1 | 1.5 | 1.0 | 30 ~50 | 8~10 | 14~16 | 6~8 | 10 | Abertura da junta de topo 0,5 mm, o titânio também não pode ser adicionado Folga do fio 1,0 mm |
| 1 | 1 | 2.0 | 1.0~2.0 | 40~60 | 8~10 | 14~16 | 6~8 | 10 | ||
| 1.5 | 1 | 2.0 | 1.0~2.0 | 60~80 | 10~12 | 14~16 | 8~10 | 10 ~12 | ||
| 2 | 1 | 2.0~3.0 | 1.0~2.0 | 80~110 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 2.5 | 1 | 2.0~3.0 | 2.0 | 110~120 | 12~14 | 16~20 | 10~12 | 12 ~14 | ||
| 3 | Bisel em Y simples | 1 ~2 | 3.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | Folga do bisel 2~3mm, extremidade sem corte 0,5mm A parte de trás da soldadura é revestida com uma placa de suporte em aço Ângulo de bisel 60°~65° |
| 3.5 | 1~2 | 3.0~4.0 | 2.0~3.0 | 120~140 | 12~14 | 16~20 | 10~12 | 14 ~18 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 4 | 2 | 3.0~4.0 | 2.0~3.0 | 200 | 14~16 | 20~25 | 12~14 | 18 ~20 | ||
| 5 | 2~3 | 4.0 | 3.0 | 130~150 | 14~16 | 20~25 | 12~14 | 18~20 | ||
| 6 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 18~20 | ||
| 7 | 2~3 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 8 | 3 ~4 | 4.0 | 3.0~4.0 | 140~180 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 10 | Bisel duplo Y | 4~6 | 4.0 | 3.0~4.0 | 160~200 | 14~16 | 25~28 | 12~14 | 20~22 | Ângulo de bisel de 60°, aresta romba de 1 mm Ângulo de bisel 55°, aresta romba 1,5-2,0 mm Ângulo de bisel 55°, aresta romba 1,5~2,0mm, fenda 1,5mm |
| 13 | 6~8 | 4.0 | 3.0~4.0 | 220~240 | 14~16 | 25~28 | 12~14 | 20~22 | ||
| 20 | 12 | 4.0 | 4.0 | 200~240 | 12~14 | 20 | 10~12 | 18 | ||
| 22 | 6 | 4.0 | 4.0~5.0 | 230~250 | 15~18 | 18~20 | 18~20 | 20 | ||
| 25 | 15~16 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
| 30 | 17~18 | 4.0 | 3.0~4.0 | 200~220 | 16~18 | 26~30 | 20~26 | 22 | ||
Tabela 5-91 Parâmetros de soldadura TIG automatizada para alumínio e ligas de alumínio
| Material | Espessura da placa/mm | Número de camadas de soldadura | Elétrodo de tungsténio Diâmetro/mm | Diâmetro do fio/mm | Corrente de soldadura/A | Caudal de árgon/(L/min) | Abertura do bico/mm | Velocidade de alimentação do fio/(cm/min) |
| Alumínio e ligas de alumínio | 1 | 1 | 1.5 ~2 | 1.6 | 120 ~160 | 5~6 | 8~10 | - |
| 2 | 1 | 3 | 1.6~2 | 180 ~220 | 12 ~14 | 8 ~10 | 108 ~117 | |
| 3 | 1~2 | 4 | 2 | 220~240 | 14 ~18 | 10 ~14 | 108~117 | |
| 4 | 1~2 | 5 | 2~3 | 240~280 | 14 ~18 | 10 ~14 | 117 ~ 125 | |
| 5 | 2 | 5 | 2~3 | 280 ~320 | 16 ~ 20 | 12 ~16 | 117 ~ 125 | |
| 6~8 | 2~3 | 5~6 | 3 | 280 ~320 | 18~24 | 14 ~18 | 125~133 | |
| 8~12 | 2~3 | 6 | 3~4 | 300 ~340 | 18~24 | 14 ~18 | 133 ~142 | |
| Aço inoxidável | 1.5 | 1 | 2 | 1.6 | 125 ~130 | 8~10 | 260 | |
| 2 | 1 | 3 | 1.6 | 138~142 | 6~8 | 260 |
Tabela 5-92 Parâmetros de soldadura TIG automatizada para titânio e ligas de titânio (DC positivo, junta de topo)
| Espessura da placa / mm | Tipo de bisel | Número de camadas de soldadura | Dimensões da tira de suporte na ranhura de formação | Diâmetro do elétrodo de tungsténio / mm | Diâmetro do fio / mm | Corrente de soldadura / A | Tensão do arco / V | Velocidade de soldadura / (cm/min) | Caudal de árgon / (L/min) | |||
| Largura / mm | Profundidade / mm | Bocal principal | Escudo de proteção | Verso | ||||||||
| 1 | I-grove | 1 | 5 | 0.5 | 1.6 | 1.2 | 70~100 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.2 | I-grove | 1 | 5 | 0.7 | 2 | 1.2 | 100~120 | 12~15 | 30~37 | 8~10 | 12~14 | 6~8 |
| 1.5 | I-grove | 1 | 5 | 0.7 | 2 | 1.2~1.6 | 120~140 | 14~16 | 37~40 | 10~12 | 14~16 | 8~10 |
| 2 | I-grove | 1 | 6 | 1 | 2.5 | 1.6~2.0 | 140~160 | 14~16 | 33~37 | 12~14 | 14~16 | 10~12 |
| 3 | I-grove | 1 | 7 | 1.1 | 3 | 2.0~3.0 | 200~240 | 14~16 | 32~35 | 12~14 | 16~18 | 10~12 |
| 4 | Bisel único com folga de 2 mm | 2 | 8 | 1.3 | 2 | 3 | 200~260 | 14~16 | 32~33 | 14~16 | 18~20 | 12~14 |
| 6 | Ranhura em Y 60° | 3 | - | - | 4 | 3 | 240~280 | 14~18 | 30~37 | 14~16 | 20~24 | 14~16 |
| 10 | Ranhura em Y 60° | 3 | - | - | 4 | 3 | 200~260 | 14~18 | 15~20 | 14~16 | 18~20 | 12~14 |
| 13 | Ranhura em Y dupla 60° | 4 | - | - | 4 | 3 | 220~260 | 14~18 | 33~42 | 14~16 | 18~20 | 12~14 |
Tabela 5-93 Parâmetros de soldadura TIG para tubos de aço inoxidável austenítico (soldadura suspensa)
| Espessura/mm | Forma do bisel | Corrente de soldadura/A | Velocidade de soldadura/(mm/min) | Notas |
| 1.5 |  | 100 ~110 | 460 ~480 | Utilizada para a soldadura suspensa de tubos redondos e quadrados, com proteção de gás árgon no interior do tubo para proteger a parte posterior da soldadura. |
| 2 | 120 ~130 | 400 ~410 | ||
| 3 | 190~200 | 300 ~310 |
Tabela 5-94 Parâmetros de soldadura para o passe de raiz da soldadura TIG multicamada de tubos de aço inoxidável de paredes espessas
| Diâmetro do fio / mm | Diâmetro do elétrodo de tungsténio / mm | Polaridade da corrente | Corrente de soldadura / A | Tensão do arco / V | Velocidade de soldadura / (cm/min) | Método de tecelagem | Gás de proteção | |
| Tipos | Caudal / (L/min) | |||||||
| 2.0(1.6) | 1.6 | Corrente contínua | 50~130 | 9~16 | 4~14 | Oscilação transversal | Pureza do árgon (fração volumétrica) superior a 99,9% | 8~15 |
| 2.4 | 2.4 | Tangente | ||||||