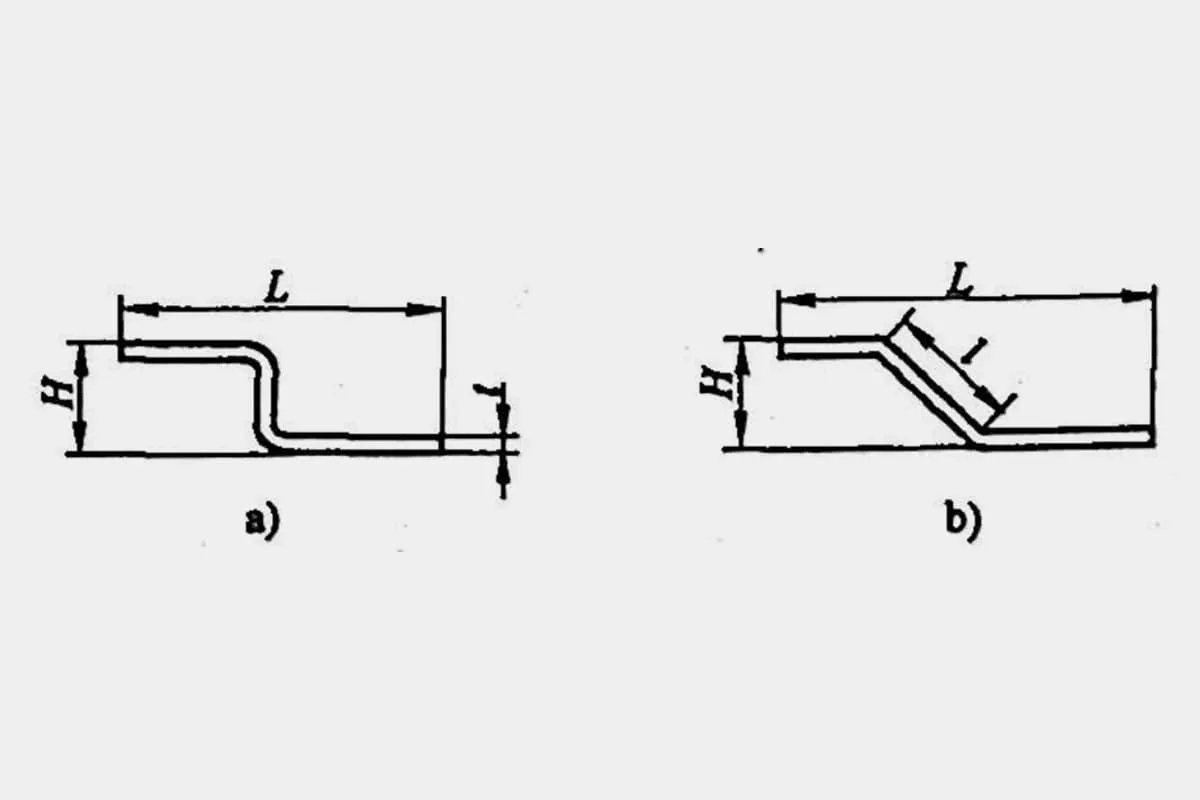
Минимальная высота изгиба при Z-образной гибке
При работе с Z-образной гибкой при изготовлении металлоконструкций достижение правильной минимальной высоты изгиба очень важно для обеспечения точности и...
Как низко вы можете опуститься при V-образной гибке? Понимание минимальной высоты изгиба имеет решающее значение для точности металлообработки. В этой статье мы рассмотрим ключевые факторы, определяющие этот параметр, уделяя особое внимание ширине канавки штампа и толщине листа. Читая дальше, вы узнаете формулы и рекомендации, необходимые для достижения оптимальных изгибов без ущерба для целостности конструкции.

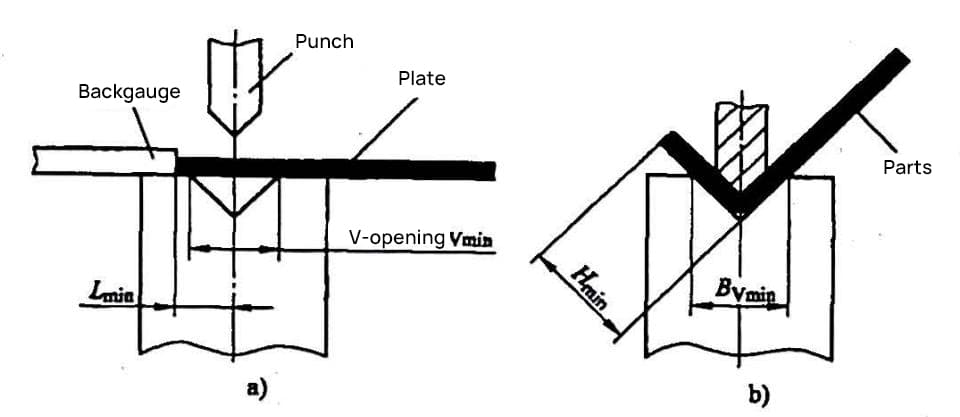
Ключевой фактор, влияющий на высоту изгиба гибочный станок ширина канавки штампа. Минимальная высота изгиба при V-образной гибке показана на рисунке 1. Начальное состояние простой V-образной гибки показано на рисунке 1a.
Из рисунка видно, что при изгибе минимальный размер Lмин от линии сгиба (симметричной линии паза штампа) до края сгибаемого листа, минимальный предельный размер высоты сгиба гибочного станка или минимальная высота сгиба Hминкак показано на рисунке 1b.
Таким образом, минимальная высота изгиба гибочного станка определяется шириной канавки матрицы.
1) Мы можем определить минимальное значение Bvмин ширины канавки штампа, необходимой для гибки листов различной толщины t, в соответствии с формулой (2-1).
Пример 2-1:
Рассчитайте минимальную ширину паза штампа Bvmin, которую можно использовать при гибке материала с толщиной листа t=1,5 мм.
Решение: Возьмем Kb=6, подставляем t=1,5 мм в формулу (2-1) и получаем Bvмин = 6 x 1,5 мм = 9 мм. Сравните с приведенными выше характеристиками ширины паза штампа, и вы сможете выбрать нижний штамп с шириной паза 10 мм (или 8 мм).
2) Из диаграммы начального состояния изгиба видно, что минимальный размер Lмин от линии сгиба (симметричной линии паза штампа) до края листа ограничивается минимальным значением Bvмин ширины канавки. Lмин должно быть больше, чем Bvмин/2. Путем экспериментов доказано, что:
Lмин= Bvмин/2 + f (2-2)
Где f - эмпирическое значение (мм), обычно принимают f>0,5~1.
3) Связь между минимальным размером Lмин от линии сгиба (симметричной линии устья штампа) до края листа при V-образной гибке (90°), а минимальная высота сгиба H определяется следующим образом:
Hмин=Lмин+t-x/2.
Подставив формулу (2-2) в эту формулу, вы получите расчетную формулу для минимальной высоты изгиба при V-образном изгибе:
Hмин=(Bvмин-x)/2+f+t (2-3)
Где Hмин минимальная высота изгиба (мм); x - поправочное значение части R изгиба (мм). Если при изгибе φ=90° не используется прижимная пластина, поправочное значение части R см. в таблице 1. Если при изгибе φ=90° используется прижимная пластина, положительное значение части R см. в таблице 2-2.
Таблица 1 Корректирующее значение x детали R при φ=90° гибки без использования прижимной пластины (единицы измерения: мм)
| Радиус изгиба r | Толщина материала t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | 6 | |
| 0.25 | 0.08 | 0.1 | 0.27 | 0.38 | / | / | / | / | / | / | / | / | / | |
| 0.5 | 0.13 | 0 | 0.17 | 0.28 | 0.56 | / | / | / | / | / | / | / | / | / |
| 0.75 | 0.23 | 0.11 | 0.06 | 0.18 | 0.46 | 0.76 | / | / | / | / | / | / | / | / |
| 1 | 0.33 | 0.22 | 0.04 | 0.07 | 0.36 | 0.68 | 1 | / | / | / | / | / | / | / |
| 1.25 | 0.44 | 0.32 | 0.14 | 0.03 | 0.26 | 0.58 | 0.92 | 1.27 | / | / | / | / | / | / |
| 1.5 | 0.54 | 0.43 | 0.25 | 0.13 | 0.16 | 0.5 | 0.84 | 1.2 | 1.58 | / | / | / | / | / |
| 1.75 | 0.64 | 0.53 | 0.35 | 0.22 | 0.07 | 0.4 | 0.75 | 1.12 | 1.51 | 1.87 | / | / | / | / |
| 2 | 0.74 | 0.64 | 0.46 | 0.32 | 0.01 | 0.32 | 0.66 | 1.04 | 1.44 | 1.81 | 2.14 | / | / | / |
| 2.5 | 0.96 | 0.85 | 0.67 | 0.54 | 0.24 | 0.12 | 0.47 | 0.87 | 1.28 | 1.65 | 2 | 2.3 | 2.58 | |
| 3 | 1.18 | 1.06 | 0.87 | 0.75 | 0.44 | 0.07 | 0.29 | 0.7 | 1.1 | 1.49 | 1.85 | 2.16 | 2.48 | 2.64 |
| 3.5 | 1.41 | 1.28 | 1.09 | 0.97 | 0.65 | 0.29 | 0.09 | 0.51 | 0.92 | 1.31 | 1.68 | 2.01 | 2.38 | 2.5 |
| 4 | 1.66 | 1.54 | 1.33 | 1.2 | 0.87 | 0.51 | 0.19 | 0.3 | 0.71 | 1.12 | 1.5 | 1.84 | 2.16 | 2.32 |
| 4.5 | 1.93 | 1.78 | 1.58 | 1.44 | 1.11 | 0.75 | 0.34 | 0.08 | 0.48 | 0.92 | 1.3 | 1.64 | 1.98 | 2.3 |
| 5 | 2.22 | 2.06 | 1.88 | 1.73 | 1.4 | 1.03 | 0.62 | 0.22 | 0.22 | 0.66 | 1.04 | 1.4 | 1.74 | 2.08 |
Примечание:
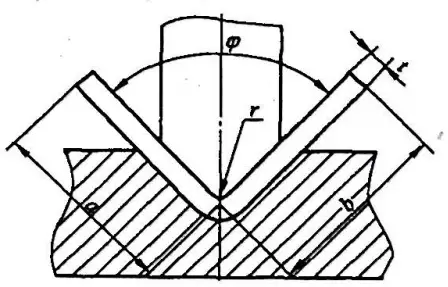
Таблица 2 Когда φ=90° и для гибки используется прессовая плита, значение поправки x для части R (Единицы измерения: мм)
| Радиус изгиба r | Толщина материала t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 | 6.0 | |
| 0.25 | 0.03 | 0.17 | 0.27 | 0.53 | 0.82 | 1.08 | 1.37 | 1.67 | 1.92 | 2.15 | 2.36 | 2.54 | 2.73 | |
| 0.50 | 0.13 | 0.10 | 0.20 | 0.46 | 0.74 | 1.02 | 1.31 | 1.60 | 1.87 | 2.11. | 2.33 | 2.52 | 2.68 | |
| 0.75 | 0.22 | 0.03 | 0.13 | 0.38 | 0.67 | 0.95 | 1.25 | 1.55 | 1.82 | 2.05 | 2.28 | 2.48 | 2.65 | |
| 1.00 | 0.30 | 0.20 | 0.32 | 0.60 | 0.89 | 1.17 | 1.48 | 1.76 | 2.00 | 2.24 | 2.42 | 2.62 | ||
| 1.25 | 0.38 | 0.28 | 0.13 | 0.23 | 0.52 | 0.81 | 1.10 | 1.40 | 1.68 | 1.95 | 2.18 | 2.40 | 2.56 | |
| 1.50 | 0.46 | 0.37 | 0.22 | 0.16 | 0.45 | 0.73 | 1.12 | 1.34 | 1.63 | 1.83 | 2.31 | 2.35 | 2.52 | |
| 1.75 | 0.56 | 0.46 | 0.30 | 0.07 | 0.37 | 0.66 | 0.96 | 1.27 | 1.55 | 1.83 | 2.07 | 2.30 | 2.46 | |
| 2.00 | 0.64 | 0.54 | 0.38 | 0.28 | 0.29 | 0.58 | 0.88 | 1.18 | 1.48 | 1.75 | 2.00 | 2.24 | 2.33 | |
| 2.50 | 0.82 | 0.72 | 0.56 | 0.46 | 0.10 | 0.41 | 0.70 | 1.02 | 1.33 | 1.60 | 1.87 | 2.10 | 2.19 | |
| 3.00 | 1.00 | 0.92 | 0.76 | 0.66 | 0.40 | 0.22 | 0.52 | 0.85 | 1.16 | 1.44 | 1.72 | 1.96 | 2.05 | |
| 3.50 | 1.20 | 1.10 | 0.94 | 0.83 | 0.57 | 0.03 | 0.35 | 0.67 | 0.98 | 1.27 | 1.55 | 1.80 | 1.88 | |
| 4.00 | 1.40 | 1.30 | 1.14 | 1.04 | 0.77 | 0.48 | 0.16 | 0.48 | 0.80 | 1.10 | 1.38 | 1.63 | 1.72 | |
| 4.50 | 1.60 | 1.48 | 1.33 | 1.23 | 0.95 | 0.67 | 0.36 | 0.30 | 0.61 | 0.90 | 1.20 | 1.45 | 1.54 | |
| 5.00 | 1.78 | 1.68 | 1.53 | 1.43 | 1.16 | 0.87 | 0.56 | 0.10 | 0.42 | 0.73 | 1.00 | 1.27 | 1.50 | |
Примечание:
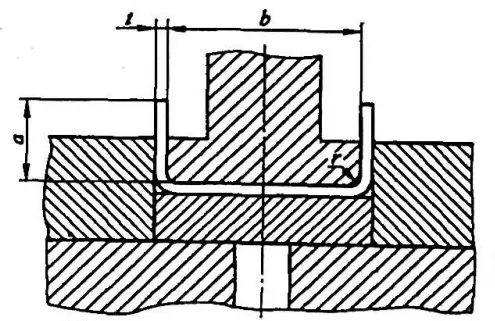
В формуле a - длина кромки без учета толщины материала (мм);
Пример 2-2 Использование нижнего штампа с шириной паза 10 мм и гибочного ножа r0=1 на верхнем штампе, согните V-образную деталь с толщиной листа t=1,5 мм и φ=90°. Рассчитайте минимальную высоту кромки гиба Hмин для обработки этой детали на фальцовочная машина (как показано на рисунке 1b).
[Решение] Из формулы (2-3) следует, что минимальная высота сгибаемого края детали составляет
Hмин=[10-0.36)/2+0.5+1.5]mm=6.82mm
4) Рекомендуемая минимальная высота кромки сгиба для тонколистовой холоднокатаной стали, см. таблицу 3.
Таблица 3 Рекомендуемая минимальная высота кромки сгиба (Единицы измерения: мм)
| Серийный номер | Толщина материала t | Ширина щели V-образного штампа Bv | Радиус изгиба кромки ножа r0 | Минимальная высота изгиба Hmin |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0,8 или 0,2 | 3.7 |
| 4 | 1.0 | 6- | 1 или 0,2 | 4.4 |
| 5 | 1.2 | 8(or 6) | 1 или 0,2 | 5,5( или 4,5) |
| 6 | 1.5 | 10(or 8) | 1 или 0,2 | 6,8( или 5,8) |
| 7 | 2.0 | 12 | 1,5 или 0,5 | 8.3 |
| 8 | 2.5 | 16( или 14) | 1,5 или 0,5 | 10,7( или 9,7) |
| 9 | 3.0 | 18 | 2 или 0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
Примечание:







