Как обеспечить точную и безопасную гибку металла в вашем цехе? В этой статье мы рассмотрим основные принципы расчета тоннажа листогибочного пресса, объясним важнейшие факторы, такие как тип материала, толщина листа и длина гиба. Узнайте, как использовать эти расчеты, чтобы избежать распространенных ошибок и обеспечить долговечность оборудования и качество гибов. Благодаря практическим советам и интерактивному калькулятору вы обретете уверенность в том, что каждый раз будете выполнять идеальные гибы.
Последнее обновление:
23 августа, 2024
Поделитесь своим мнением:
Оглавление
Что такое тоннаж листогибочного пресса?
Тоннаж листогибочного пресса - это усилие, необходимое для гибки металла на листогибочном станке. Обычно она измеряется в тоннах (коротких тоннах в США) или метрических тоннах (тоннах) на фут или метр длины гиба. Например, 100-тонный листогибочный станок может прикладывать усилие до 100 тонн по всей длине станины.
Необходимый тоннаж зависит от нескольких факторов:
Свойства материала (тип, толщина, прочность на разрыв)
Угол изгиба
Ширина отверстия под фильеру
Длина изгиба
Калькулятор тоннажа листогибочного пресса
Как известно, в разных странах используются разные единицы измерения, в одних - метрические, в других - британские. Для вашего удобства калькулятор тоннажа на сайте листогибочный пресс Машина, которую мы сделали, может удовлетворить два вышеупомянутых различных потребностей в то же время.
Если вы хотите узнать больше о формуле расчета тоннажа листогибочного пресса, вы можете обратиться к эта статья. Наслаждайтесь.
Рекомендуемое V отверстие нижнего штампа
Толщина материала S
0,5-2,5 мм
3-8 мм
9-10 мм
>12 мм
Нижний штамп V отверстие
6×S
8×S
10×S
12×S
Внутренний радиус гибки от отверстия V-образного штампа
Расчет требуемого тоннажа для работы листогибочного пресса необходим для обеспечения точной гибки без повреждения оборудования и заготовки. Стандартная формула, используемая для расчета тоннажа, выглядит следующим образом:
(когда σb = 450 Н/мм²)
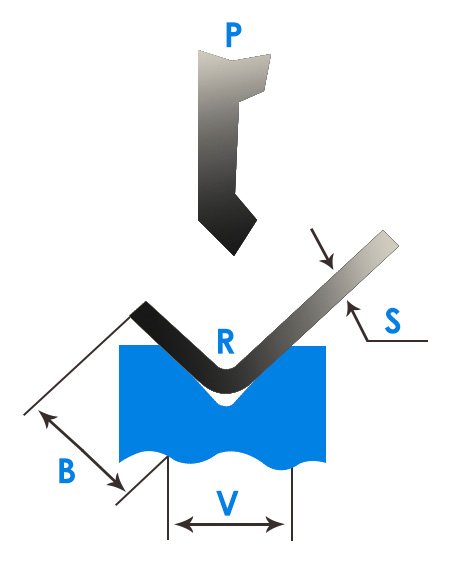
Здесь P - необходимый тоннаж, S - толщина материала (в мм), L - длина изгиба (в мм), V - отверстие штампа (в мм). В этой формуле σb - предел прочности материала на разрыв (в Н/мм²).
Другой вариант формулы для оценки потребности в тоннаже:
Обе эти формулы являются надежным средством для расчета тоннажа, необходимого для работы с воздушным изгибом.
Пример расчета:
Материал: низкоуглеродистая сталь
Толщина: 4 мм
Длина гиба: 3000 мм
Отверстие для штампа: 8×4=32
Если вычислить по первой формуле, то получится:
P=650×4²×3/32=975KN 975KN=99.49Ton
Если вычислить по второй формуле, то получится: P=1.42×450×4²×3/32=958.5KN 958.5KN=97.8Ton
Используя два различных метода расчета, мы получили давление гибки, близкое к 100 тоннам. Учитывая фактор безопасности, мы рекомендуем выбирать гибочный станок с давлением гибки не менее 120 тонн.
Основные переменные при расчете тоннажа
Точный расчет тоннажа зависит от глубокого понимания нескольких критических переменных. В этом разделе мы подробно рассмотрим эти переменные, изучим, как они взаимодействуют и влияют на усилие, необходимое для точной гибки металла.
A. Свойства материала
Тип материала и прочность на разрыв Различные материалы требуют разного усилия для сгибания из-за их уникальной молекулярной структуры и механических свойств. Ключевым свойством, влияющим на требования к тоннажу, является прочность на разрыв.
Мягкая сталь (ASTM A36): При прочности на растяжение около 58 000 фунтов на квадратный дюйм эта сталь часто используется в качестве базовой для расчетов тоннажа.
Нержавеющая сталь (304): Имеет прочность на разрыв около 85 000 фунтов на квадратный дюйм, что требует примерно в 1,5 раза большего количества тонн, чем низкоуглеродистая сталь.
Алюминий (6061-T6): Несмотря на более низкий предел прочности (45 000 psi), его уникальные свойства часто требуют тоннажа, аналогичного низкоуглеродистой стали.
Исследование, опубликованное в Journal of Materials Processing Technology (2021), показало, что высокопрочные стали с пределом прочности на растяжение более 100 000 фунтов на кв. дюйм могут потребовать в 2,5 раза больше тонн низкоуглеродистой стали для выполнения эквивалентных операций гибки.
Толщина Толщина материала оказывает экспоненциальное влияние на требуемый тоннаж. Обычно эта зависимость выражается следующим образом:
Тоннаж ∝ (толщина)²
Например, удвоение толщины материала в четыре раза увеличивает требуемый тоннаж. Эта зависимость была подтверждена в ходе всестороннего анализа, проведенного Ассоциацией прецизионной обработки металлов, в ходе которого было изучено более 10 000 операций гибки в различных отраслях промышленности.
B. Параметры изгиба
Длина изгиба Требования к тоннажу линейно возрастают с увеличением длины изгиба. Часто используется простая формула:
Общий тоннаж = тоннаж на фут × длина изгиба (в футах)
Например, если для определенного изгиба требуется 20 тонн на фут, то для 5-футового изгиба потребуется усилие в 100 тонн.
Открытие V-образного штампа Ширина отверстия V-образного штампа существенно влияет на требования к тоннажу. Более широкое отверстие уменьшает требуемое усилие, но может повлиять на точность изгиба. Оптимальная ширина V-образного штампа обычно в 8 раз больше толщины материала для воздушной гибки.
Исследование, опубликованное в International Journal of Machine Tools and Manufacture (2023), показало, что увеличение ширины V-образного штампа с 6 до 8 раз по сравнению с толщиной материала позволяет снизить тоннаж до 25% при сохранении точности изгиба в пределах ±0,5 градусов.
Угол изгиба Более острые углы изгиба требуют большего усилия. Хотя чаще всего встречаются 90-градусные изгибы, углы могут сильно варьироваться в зависимости от области применения.
30-градусный изгиб: Обычно требуется около 60% от тоннажа, необходимого для 90-градусного изгиба.
120-градусный изгиб: Может потребоваться до 130% от тоннажа для 90-градусного изгиба.
Эти соотношения были установлены в результате обширных испытаний, проведенных Ассоциацией производителей и изготовителей, и широко используются в стандартных отраслевых калькуляторах тоннажа.
C. Факторы инструментальной обработки
Стандартная оснастка Стандартные V-образные матрицы и пуансоны являются базовыми для большинства расчетов тоннажа. Однако даже в стандартной оснастке отклонения могут повлиять на требования к тоннажу:
Радиус пуансона: При меньшем радиусе обычно требуется больший тоннаж, но зато получается более резкий изгиб.
Радиус плеча штампа: Увеличение радиуса может снизить требования к тоннажу, но может повлиять на точность изгиба.
Специальная оснастка (например, подшивка, инструменты со смещением) Специализированная оснастка часто требует внесения поправочных коэффициентов в стандартные расчеты тоннажа:
Инструменты для подшивки: Для обработки одного и того же материала может потребоваться в 4 раза больше тоннажа, чем для стандартных V-образных штампов.
Офсетные инструменты: Может потребоваться в 1,5-2 раза больше стандартного тоннажа из-за сложного распределения напряжений при гибке.
Исследование 2022 года, проведенное Ассоциацией прецизионной обработки металлов, показало, что в цехах, использующих специализированную оснастку без надлежащей регулировки тоннажа, на 35% выше процент отказов инструмента и брака деталей.
Оптимизация работы листогибочного пресса
A. Выбор подходящей мощности машины
Выбор листогибочного пресса с соответствующей грузоподъемностью имеет решающее значение для эффективной и безопасной работы:
Соответствие возможностей требованиям: В идеале для достижения оптимальной производительности листогибочный пресс должен работать на уровне 80-90% от номинальной мощности. Исследование, проведенное Ассоциацией прецизионной обработки металлов (2023), показало, что станки, постоянно работающие на уровне ниже 60% или выше 95% от своей номинальной мощности, за пять лет понесли на 25% больше расходов на техническое обслуживание.
Учет будущих потребностей: При выборе станка учитывайте потенциальные будущие потребности. Общепринятое правило - выбирать листогибочный станок с производительностью на 20-30% больше, чем текущие максимальные потребности, чтобы учесть будущий рост или неожиданные требования к работе.
Учет распределенной нагрузки: Для длинных деталей следует выбирать станки с корончатыми системами, обеспечивающими равномерное распределение усилия.
B. Выбор подходящей оснастки
Правильный выбор оснастки может существенно повлиять на требуемый тоннаж и качество гибки:
Выбор штампа: Более широкие отверстия штампа обычно требуют меньшего тоннажа, но могут повлиять на точность изгиба. Исследование 2022 года, опубликованное в Journal of Manufacturing Processes, показало, что увеличение ширины штампа с 6 до 8 раз по сравнению с толщиной материала позволило снизить требуемый тоннаж до 18% при сохранении точности угла гиба в пределах ±0,5 градуса.
Радиус пуансона: Меньшие радиусы пуансонов создают более резкие изгибы, но требуют большего тоннажа. Например, уменьшение радиуса пуансона с 1/32″ до 1/64″ для 90-градусного изгиба из низкоуглеродистой стали 16-го калибра может увеличить требуемый тоннаж примерно на 15%.
Специализированная оснастка: Рассмотрите возможность использования специализированных инструментов для сложных деталей. Например, инструменты для ротационной гибки могут снизить требования к тоннажу для определенных геометрических форм на 40% по сравнению с традиционной гибкой с помощью V-образного штампа.
C. Тонкая настройка параметров изгиба
Оптимизация параметров гибки может привести к значительному повышению эффективности и качества деталей:
Оптимизация последовательности изгибов: Правильная последовательность изгибов может снизить общие требования к тоннажу и повысить точность. Например, программное обеспечение Amada VPSS 3i включает автоматический оптимизатор последовательности изгибов, который может снизить общий тоннаж до 25% для сложных деталей с несколькими изгибами.
Регулировка скорости и времени выдержки: Регулировка скорости плунжера и времени выдержки в нижней части хода может повлиять на величину отката и требуемый тоннаж. Исследование, опубликованное в журнале International Journal of Machine Tools and Manufacture (2023), показало, что оптимизация этих параметров может уменьшить обратную пружину до 30% в высокопрочных сталях.
Позиционирование заднего манометра: Точное позиционирование заднего калибра обеспечивает постоянное расположение гиба и позволяет снизить требуемый тоннаж за счет предотвращения перегиба. Современные системы, такие как Trumpf ACB (Automatically Controlled Bending), могут регулировать положение заднего калибра в режиме реального времени на основе измеренного отката пружины, повышая точность и снижая требования к тоннажу.
D. Методы компенсации пружинящей нагрузки
Управление пружинным отгибом имеет решающее значение для получения точных изгибов при минимизации требуемого тоннажа:
Перегиб: Традиционный овербукинг требует большего тоннажа, но может быть оптимизирован.
Активные системы измерения углов: Системы измеряют углы изгиба в режиме реального времени во время процесса гибки, что позволяет сразу же вносить коррективы и снижает необходимость перегиба.
Стратегии, ориентированные на конкретные материалы: Разные материалы требуют разных подходов к компенсации пружинящей нагрузки. Например, алюминий обычно требует в 2-3 раза больше компенсации пружины, чем низкоуглеродистая сталь при эквивалентной толщине.
Внедрение этих стратегий оптимизации может привести к значительному улучшению работы листогибочного пресса. В тематическом исследовании, опубликованном в Journal of Cleaner Production (2024), сообщается, что средний производственный цех добился повышения производительности на 22%, сокращения отходов материалов на 15% и снижения энергопотребления на 18% после внедрения комплексной программы оптимизации листогибочного пресса, основанной на точных расчетах тоннажа и точной настройке параметров.
Тщательно выбирая станки и оснастку, точно настраивая параметры гибки и применяя передовые методы компенсации пружинного отката, производители могут максимально использовать преимущества точных расчетов тоннажа, что приведет к улучшению качества деталей, сокращению отходов и повышению общей эффективности.
Глоссарий терминов по расчету тоннажа
Чтобы иметь полное представление о расчете тоннажа листогибочного пресса, необходимо четко знать терминологию, используемую в этой области. В этом глоссарии приведены определения основных терминов, сокращений и символов, часто встречающихся при расчете тоннажа и работе листогибочного пресса.
A. Основные термины
Тоннаж: Усилие, необходимое для сгибания металла, обычно измеряется в тоннах или метрических тоннах.
Пресс-тормоз: Станок, используемый для гибки листового металла путем зажима его между пуансоном и матрицей.
Воздушный изгиб: Метод гибки, при котором пуансон не доходит до дна штампа, обычно требует наименьшей силы тяжести.
Загиб дна: Метод гибки, при котором пуансон соприкасается с дном штампа, требующий большего усилия, чем воздушная гибка.
Чеканка: Метод гибки, при котором для штамповки металла между пуансоном и матрицей используется предельная сила, требующая наибольшей мощности.
B. Термины, связанные с материалами
Прочность на разрыв: Максимальное напряжение, которое материал может выдержать при растяжении до разрыва.
Прочность на разрыв: Напряжение, при котором материал начинает пластически деформироваться.
К-фактор: Значение, используемое для расчета нейтральной оси в изгибе, влияющее на расчеты тоннажа.
Спрингбэк: Склонность металла частично возвращаться к своей первоначальной форме после изгиба.
C. Термины по инструментам
V-Die: Нижняя часть гибочного инструмента с V-образным отверстием.
Пунш: Верхняя часть гибочного инструмента, которая вдавливает материал в матрицу.
Открытие штампа: Ширина V-образного штампа, критический фактор при расчете тоннажа.
Радиус пробивания: Радиус кончика пуансона, влияющий на внутренний радиус изгиба.
D. Термины, связанные с расчетами
Допуск на изгиб: Длина дуги, проходящей через изгиб на нейтральной оси материала.
Вычет за изгиб: Разница между суммой длин фланцев и общей длиной плоской детали.
Угол изгиба: Угол, под которым сгибается материал, обычно измеряется с внутренней стороны сгиба.
Длина изгиба: Длина изгиба вдоль оси изгиба.
E. Расширенные термины
Коронация: Небольшая выпуклая кривая, нанесенная на станину или плунжер листогибочного пресса, чтобы компенсировать прогиб под нагрузкой.
Адаптивный изгиб: Процесс, при котором листогибочный пресс автоматически регулирует параметры на основе обратной связи в реальном времени.
Конверт для тоннажа: Диапазон тоннажа, который может безопасно применить листогибочный пресс по всей длине станины.
F. Сокращения и символы
ЧПУ: компьютерное числовое управление
FEA: анализ методом конечных элементов
OEE: общая эффективность оборудования
HSS: высокопрочная сталь
UHSS: сверхвысокопрочная сталь
IoT: Интернет вещей
ИИ: искусственный интеллект
ML: Машинное обучение
σ (сигма): Используется для представления напряжения в расчетах
ε (эпсилон): Используется для представления деформации в расчетах
E: Модуль Юнга, показатель жесткости материала.
G. Отраслевые термины
Диаграмма предельного формования (FLD): Графическое изображение пределов формуемости материала.
Минимум Радиус изгиба: Наименьший радиус, который можно согнуть, не повредив материал.
Коэффициент допустимого изгиба (BAF): Коэффициент, используемый при расчете припусков на изгиб, зависящий от материала и угла изгиба.
Тоннаж на метр (TPM): Мера требуемого изгибающего усилия на единицу длины, обычно используемая в метрических системах.
H. Термины новых технологий
Цифровой близнец: Виртуальное представление физического листогибочного пресса, используемое для моделирования и оптимизации.
Предиктивное моделирование тоннажа: Использование искусственного интеллекта и исторических данных для прогнозирования необходимого тоннажа для новых деталей или материалов.
Анализ распределения сил (FDA): Усовершенствованный расчет распределения изгибающих усилий по длине изгиба.
Датчики свойств материалов в реальном времени (RTMPS): Новая технология измерения свойств материала в процессе гибки.
Blockchain Tonnage Verification (BTV): Использование технологии блокчейн для обеспечения целостности и прослеживаемости расчетов тоннажа.
Понимание этих терминов крайне важно для всех, кто связан с работой листогибочного пресса, - от операторов и программистов до инженеров и менеджеров. По мере развития отрасли, вероятно, появятся новые термины, отражающие достижения в области технологий и методологии.
Этот глоссарий служит основой для четкого общения и понимания в сложном мире расчета тоннажа листогибочного пресса. Важно отметить, что хотя эти определения являются общепринятыми, у разных производителей или в разных регионах могут быть незначительные различия. Для получения наиболее точных определений в конкретном контексте всегда обращайтесь к руководствам по эксплуатации оборудования или отраслевым стандартам.
Вы когда-нибудь сталкивались с внезапными остановками или загадочными неисправностями при работе на листогибочном прессе? Понимание того, как эксплуатировать и устранять неисправности этого важнейшего...
В этом руководстве по оснастке листогибочного пресса подробно рассматриваются основные принципы работы гибочных штампов, начиная с их типов и применения и заканчивая материалом...
Вы когда-нибудь сталкивались с непонятной проблемой при работе с листогибочным станком с ЧПУ? Вы не одиноки. В этой статье мы рассмотрим наиболее распространенные...
Вы когда-нибудь задумывались, что нужно для безопасной эксплуатации и обслуживания гидравлического листогибочного пресса? Обеспечение безопасного и эффективного использования...
В этом руководстве рассматриваются 18 распространенных неисправностей, которые могут нарушить эффективность работы вашей машины. От шумных масляных насосов до медленного движения плунжера,...