Z-bükme Minimum Bükme Yüksekliği
Metal imalatında Z-bükme ile çalışırken, doğru minimum büküm yüksekliğine ulaşmak, hassasiyet ve yapısal sağlamlık için çok önemlidir...
V-bükme ile ne kadar alçalabilirsiniz? Metal işlemede hassasiyet için minimum büküm yüksekliğinin anlaşılması çok önemlidir. Bu makale, kalıp kanalı genişliği ve sac kalınlığına odaklanarak bu parametreyi belirleyen temel faktörleri incelemektedir. Daha fazla okuyarak, yapısal bütünlükten ödün vermeden optimum bükümler elde etmek için gerekli formülleri ve yönergeleri ortaya çıkaracaksınız.

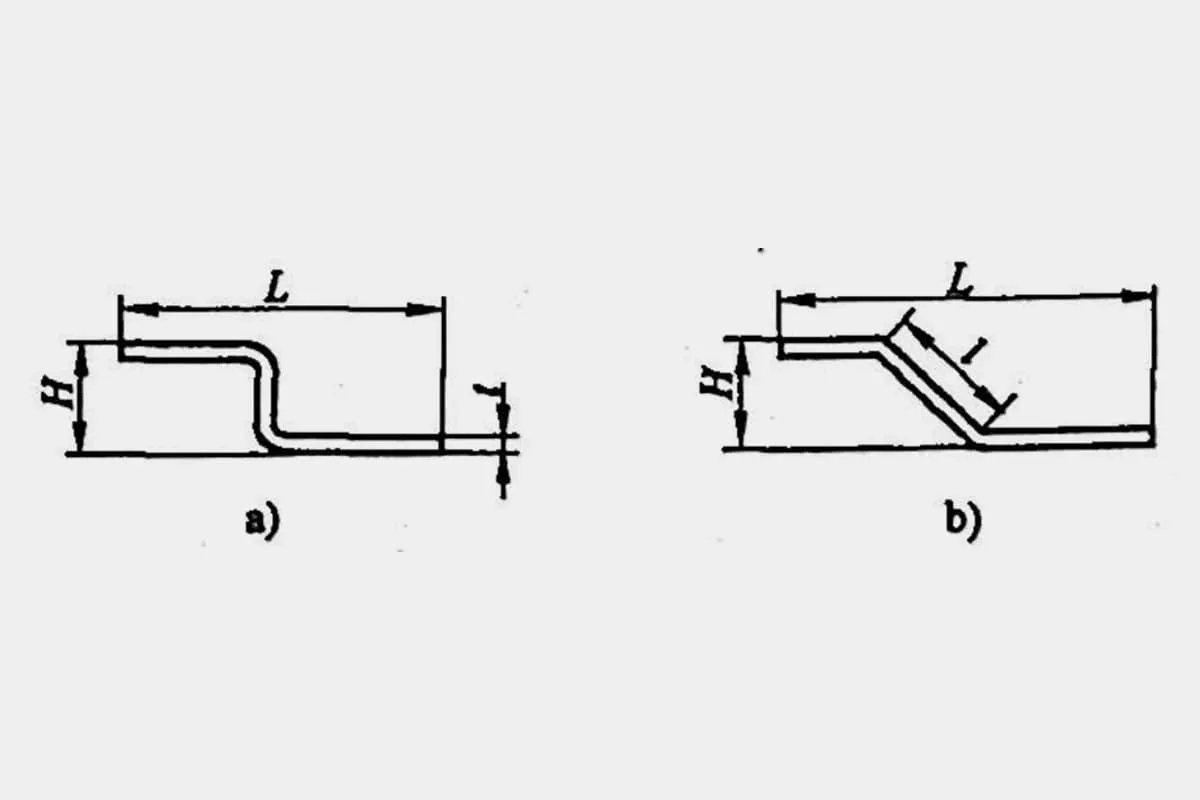
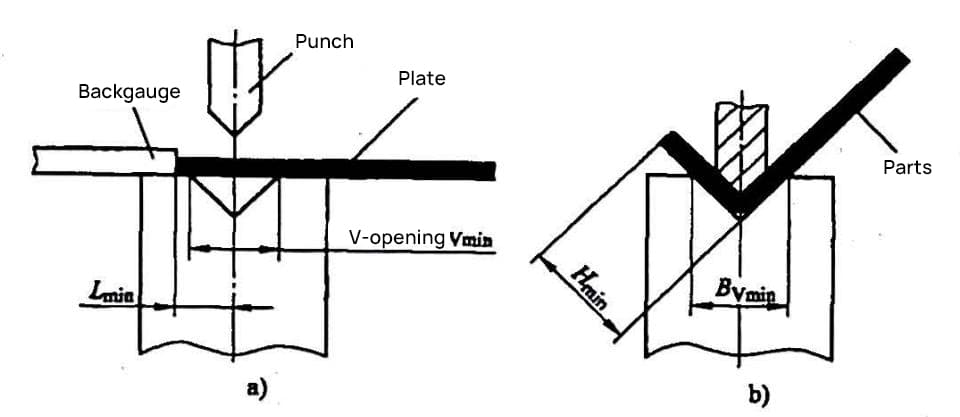
Bükülme yüksekliğini etkileyen temel faktör bükme maki̇nesi̇ kalıbın oluk genişliğidir. V-bükmede minimum büküm yüksekliği Şekil 1'de gösterilmiştir. Basit bir V-bükmenin başlangıç durumu Şekil 1a'da gösterilmiştir.
Şekilden, bükülmenin minimum L boyutuna izin verdiğini görebiliriz.min bükme hattından (kalıp oluğunun simetrik hattı) bükülecek tabakanın kenarına kadar, bükme makinesi bükme yüksekliğinin minimum sınır boyutu veya minimum bükme yüksekliği HminŞekil 1b'de gösterildiği gibidir.
Bu nedenle, bükme makinesinin minimum bükme yüksekliği kalıbın oluk genişliği tarafından belirlenir.
1) Minimum Bv değerini belirleyebilirizmin (2-1) formülüne göre farklı sac kalınlıklarının t bükülmesi için gereken kalıp kanalı genişliği.
Örnek 2-1:
Sac kalınlığı t=1,5 mm olan bir malzemeyi bükerken kullanılabilecek minimum kalıp kanalı genişliğini Bvmin hesaplayın.
Çözüm: K alb=6, t=1,5 mm'yi (2-1) formülünde yerine koyun ve Bvmin = 6 x 1,5 mm = 9 mm. Yukarıdaki kalıp yiv genişliği özellikleriyle karşılaştırın ve 10 mm (veya 8 mm) yiv genişliğine sahip bir alt kalıp seçebilirsiniz.
2) Bükülmenin başlangıç durum diyagramından, minimum boyutun Lmin bükme çizgisinden (kalıp oluğunun simetrik çizgisi) sacın kenarına kadar olan minimum değer Bv ile sınırlıdır.min oluk genişliğinin. Lmin Bv'den büyük olmalıdırmin/2. Deneyler yoluyla şu kanıtlanmıştır:
Lmin= Bvmin/2 + f (2-2)
Burada f ampirik bir değerdir (mm), genellikle f>0,5~1 alınır.
3) Minimum boyut L arasındaki ilişkimin V-bükmede (90°) büküm hattından (kalıp ağzının simetrik hattı) sacın kenarına kadar olan minimum büküm yüksekliği H aşağıdaki gibidir:
Hmin=Lmin+t-x/2.
Formül (2-2)'nin bu formülde yerine konması, V-bükmede minimum büküm yüksekliği için hesaplama formülünü verir:
Hmin=(Bvmin-x)/2+f+t (2-3)
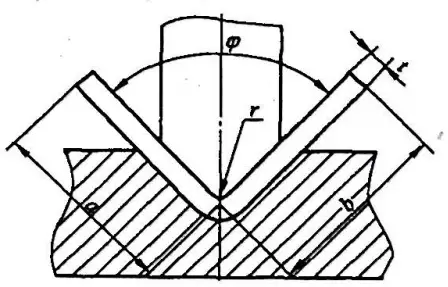
Nerede Hmin minimum bükme yüksekliğidir (mm); x bükme R parçasının düzeltme değeridir (mm). φ=90° bükmede baskı plakası kullanılmadığında, R parçasının düzeltme değeri için Tablo 1'e bakın. φ=90° bükmede baskı plakası kullanıldığında, R parçasının pozitif değeri için Tablo 2-2'ye bakın.
Tablo 1 φ=90° bükmede baskı plakası kullanılmadığında R parçasının düzeltme değeri x (birim: mm)
| Bükme yarıçapı r | Malzeme kalınlığı t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 5.5 | 6 | |
| 0.25 | 0.08 | 0.1 | 0.27 | 0.38 | / | / | / | / | / | / | / | / | / | |
| 0.5 | 0.13 | 0 | 0.17 | 0.28 | 0.56 | / | / | / | / | / | / | / | / | / |
| 0.75 | 0.23 | 0.11 | 0.06 | 0.18 | 0.46 | 0.76 | / | / | / | / | / | / | / | / |
| 1 | 0.33 | 0.22 | 0.04 | 0.07 | 0.36 | 0.68 | 1 | / | / | / | / | / | / | / |
| 1.25 | 0.44 | 0.32 | 0.14 | 0.03 | 0.26 | 0.58 | 0.92 | 1.27 | / | / | / | / | / | / |
| 1.5 | 0.54 | 0.43 | 0.25 | 0.13 | 0.16 | 0.5 | 0.84 | 1.2 | 1.58 | / | / | / | / | / |
| 1.75 | 0.64 | 0.53 | 0.35 | 0.22 | 0.07 | 0.4 | 0.75 | 1.12 | 1.51 | 1.87 | / | / | / | / |
| 2 | 0.74 | 0.64 | 0.46 | 0.32 | 0.01 | 0.32 | 0.66 | 1.04 | 1.44 | 1.81 | 2.14 | / | / | / |
| 2.5 | 0.96 | 0.85 | 0.67 | 0.54 | 0.24 | 0.12 | 0.47 | 0.87 | 1.28 | 1.65 | 2 | 2.3 | 2.58 | |
| 3 | 1.18 | 1.06 | 0.87 | 0.75 | 0.44 | 0.07 | 0.29 | 0.7 | 1.1 | 1.49 | 1.85 | 2.16 | 2.48 | 2.64 |
| 3.5 | 1.41 | 1.28 | 1.09 | 0.97 | 0.65 | 0.29 | 0.09 | 0.51 | 0.92 | 1.31 | 1.68 | 2.01 | 2.38 | 2.5 |
| 4 | 1.66 | 1.54 | 1.33 | 1.2 | 0.87 | 0.51 | 0.19 | 0.3 | 0.71 | 1.12 | 1.5 | 1.84 | 2.16 | 2.32 |
| 4.5 | 1.93 | 1.78 | 1.58 | 1.44 | 1.11 | 0.75 | 0.34 | 0.08 | 0.48 | 0.92 | 1.3 | 1.64 | 1.98 | 2.3 |
| 5 | 2.22 | 2.06 | 1.88 | 1.73 | 1.4 | 1.03 | 0.62 | 0.22 | 0.22 | 0.66 | 1.04 | 1.4 | 1.74 | 2.08 |
Not:
Tablo 2 φ=90° olduğunda ve bükme için bir baskı plakası kullanıldığında, R kısmı için düzeltme değeri x (Birim: mm)
| Bükülme yarıçapı r | Malzeme kalınlığı t | |||||||||||||
| 0.3 | 0.5 | 0.8 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 | 6.0 | |
| 0.25 | 0.03 | 0.17 | 0.27 | 0.53 | 0.82 | 1.08 | 1.37 | 1.67 | 1.92 | 2.15 | 2.36 | 2.54 | 2.73 | |
| 0.50 | 0.13 | 0.10 | 0.20 | 0.46 | 0.74 | 1.02 | 1.31 | 1.60 | 1.87 | 2.11. | 2.33 | 2.52 | 2.68 | |
| 0.75 | 0.22 | 0.03 | 0.13 | 0.38 | 0.67 | 0.95 | 1.25 | 1.55 | 1.82 | 2.05 | 2.28 | 2.48 | 2.65 | |
| 1.00 | 0.30 | 0.20 | 0.32 | 0.60 | 0.89 | 1.17 | 1.48 | 1.76 | 2.00 | 2.24 | 2.42 | 2.62 | ||
| 1.25 | 0.38 | 0.28 | 0.13 | 0.23 | 0.52 | 0.81 | 1.10 | 1.40 | 1.68 | 1.95 | 2.18 | 2.40 | 2.56 | |
| 1.50 | 0.46 | 0.37 | 0.22 | 0.16 | 0.45 | 0.73 | 1.12 | 1.34 | 1.63 | 1.83 | 2.31 | 2.35 | 2.52 | |
| 1.75 | 0.56 | 0.46 | 0.30 | 0.07 | 0.37 | 0.66 | 0.96 | 1.27 | 1.55 | 1.83 | 2.07 | 2.30 | 2.46 | |
| 2.00 | 0.64 | 0.54 | 0.38 | 0.28 | 0.29 | 0.58 | 0.88 | 1.18 | 1.48 | 1.75 | 2.00 | 2.24 | 2.33 | |
| 2.50 | 0.82 | 0.72 | 0.56 | 0.46 | 0.10 | 0.41 | 0.70 | 1.02 | 1.33 | 1.60 | 1.87 | 2.10 | 2.19 | |
| 3.00 | 1.00 | 0.92 | 0.76 | 0.66 | 0.40 | 0.22 | 0.52 | 0.85 | 1.16 | 1.44 | 1.72 | 1.96 | 2.05 | |
| 3.50 | 1.20 | 1.10 | 0.94 | 0.83 | 0.57 | 0.03 | 0.35 | 0.67 | 0.98 | 1.27 | 1.55 | 1.80 | 1.88 | |
| 4.00 | 1.40 | 1.30 | 1.14 | 1.04 | 0.77 | 0.48 | 0.16 | 0.48 | 0.80 | 1.10 | 1.38 | 1.63 | 1.72 | |
| 4.50 | 1.60 | 1.48 | 1.33 | 1.23 | 0.95 | 0.67 | 0.36 | 0.30 | 0.61 | 0.90 | 1.20 | 1.45 | 1.54 | |
| 5.00 | 1.78 | 1.68 | 1.53 | 1.43 | 1.16 | 0.87 | 0.56 | 0.10 | 0.42 | 0.73 | 1.00 | 1.27 | 1.50 | |
Not:
Formülde a- malzeme kalınlığı hariç kenar uzunluğu (mm);
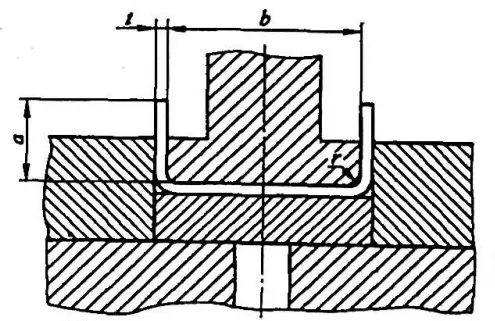
Örnek 2-2 10 mm oluk genişliğine ve r bükme bıçağına sahip bir alt kalıp kullanarak0Üst kalıpta =1, plaka kalınlığı t=1,5 mm ve φ=90° olan V şekilli bir parçayı bükün. Minimum bükme kenarı yüksekliği H'yi hesaplayınmin bu parçayı işlemek için katlama maki̇nesi̇ (Şekil 1b'de gösterildiği gibi).
[Çözüm] Formül (2-3)'ten, parçanın minimum bükülme kenarı yüksekliği
Hmin=[10-0.36)/2+0.5+1.5]mm=6.82mm
4) Soğuk haddelenmiş ince çelik levha için önerilen minimum bükme kenarı yüksekliği, bkz. Tablo 3.
Tablo 3 Önerilen Minimum Bükme Kenarı Yüksekliği (Birim: mm)
| Seri Numarası | Malzeme Kalınlığı t | V-die Yuva Genişliği Bv | Bükme Bıçağı Kenar Yarıçapı r0 | Minimum Bükülme Yüksekliği Hmin |
| 1 | 0.5 | 4 | 0.2 | 3 |
| 2 | 0.6 | 4 | 0.2 | 3.2 |
| 3 | 0.8 | 5 | 0,8 veya 0,2 | 3.7 |
| 4 | 1.0 | 6- | 1 veya 0,2 | 4.4 |
| 5 | 1.2 | 8 (veya 6) | 1 veya 0,2 | 5,5(veya 4,5) |
| 6 | 1.5 | 10 (veya 8) | 1 veya 0,2 | 6,8 (veya 5,8) |
| 7 | 2.0 | 12 | 1,5 veya 0,5 | 8.3 |
| 8 | 2.5 | 16(veya 14) | 1,5 veya 0,5 | 10,7 (veya 9,7) |
| 9 | 3.0 | 18 | 2 veya 0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13.5 |
| 11 | 4.0 | 25 | 3 | 16.5 |
Not:







